Injection Mold Part Design Guide In this section you will discover information directly related to injection mold processes and good part design. Designing better parts initially will help ensure a smoother transition to production and faster delivery of your new products. 1. Draft Draft: angles incorporated into your part design to aid in the ejection process from the mold machine. In general, 2 degrees of draft should be the standard in your part design to maintain uniform wall thickness.Angles or tapers that you incorporate to key features of your parts such as ribs, walls, posts and bosses that lie perpendicular to the parting line of your part will help to ease the ejection process and eliminate problems when running your injection molded plastic parts.Less draft will sometimes lead to damaging of your parts during ejection. Also with plastic molded parts with little or no draft a mold release agent may have to be used which can cause unwanted reactions and blemishes and may produce additional costs to your finished plastic parts.Plastic parts should be designed with draft to prevent sticking and ejector pin push marks on the show surface during the molding process.Also, an adequate amount of draft is needed for surfaces that will be textured.Plastic parts should be designed with draft to prevent sticking and ejector pin push marks on the show surface during the molding process.
Transcript
Injection Mold Part Design GuideIn this section you will discover information directly related to injection mold processes and good part design. Designing better parts initially will help ensure a smoother transition to production and faster delivery of your new products.
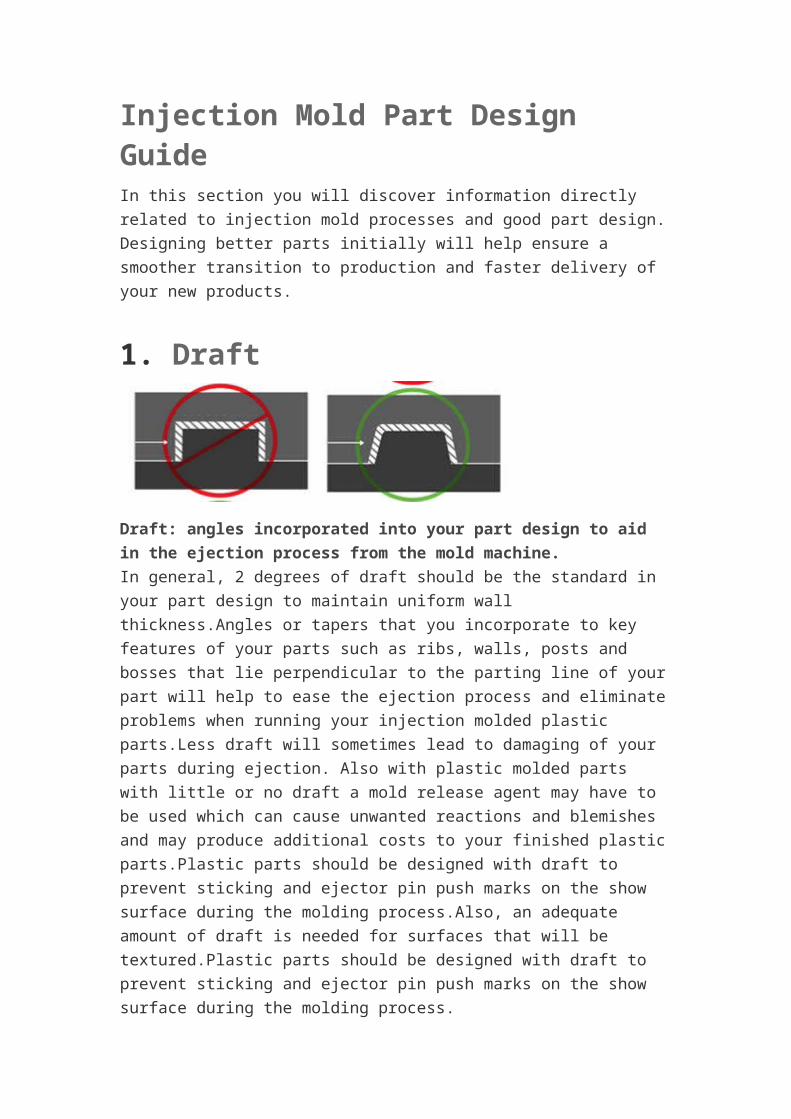
1. Draft
Draft: angles incorporated into your part design to aid in the ejection process from the mold machine.In general, 2 degrees of draft should be the standard in your part design to maintain uniform wall thickness.Angles or tapers that you incorporate to key features of your parts such as ribs, walls, posts and bosses that lie perpendicular to the parting line of your part will help to ease the ejection process and eliminate problems when running your injection molded plastic parts.Less draft will sometimes lead to damaging of your parts during ejection. Also with plastic molded parts with little or no draft a mold release agent may have to be used which can cause unwanted reactions and blemishes and may produce additional costs to your finished plastic parts.Plastic parts should be designed with draft to prevent sticking and ejector pin push marks on the show surface during the molding process.Also, an adequate amount of draft is needed for surfaces that will be textured.Plastic parts should be designed with draft to prevent sticking and ejector pin push marks on the show surface during the molding process.
Don't forget ribs should not exceed 60% of wallthickness.
Wall Thickness
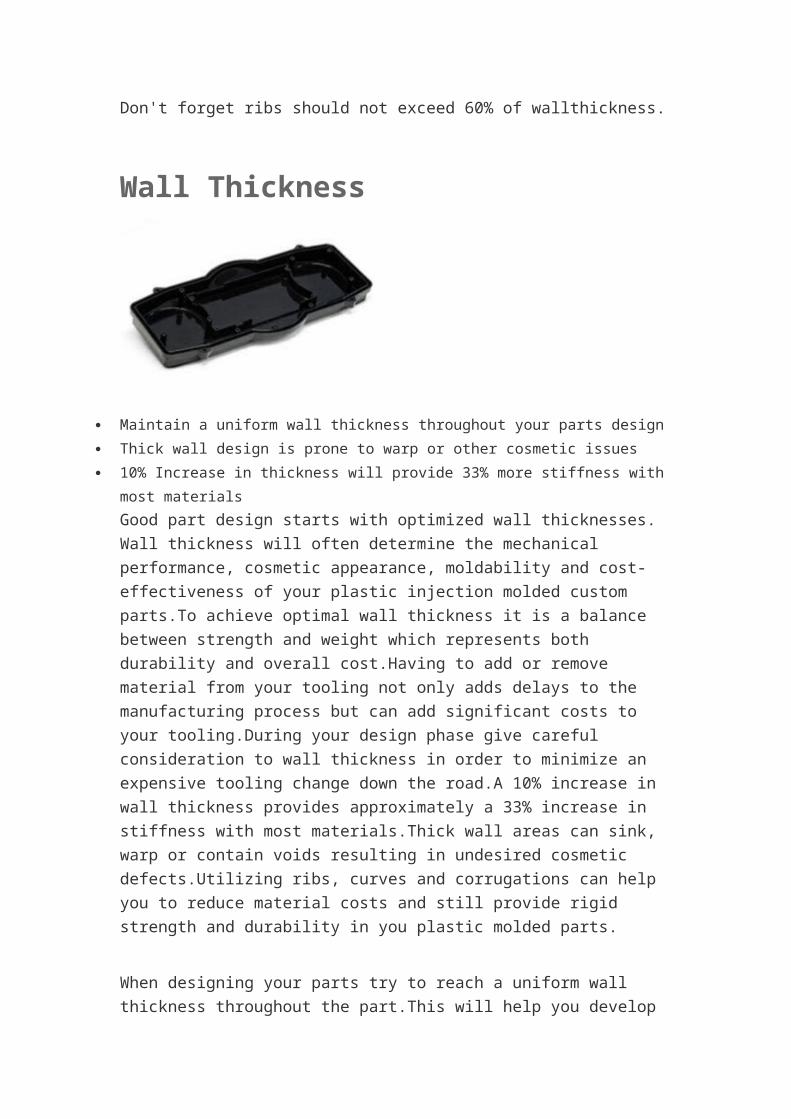
Maintain a uniform wall thickness throughout your parts design Thick wall design is prone to warp or other cosmetic issues 10% Increase in thickness will provide 33% more stiffness with most
materialsGood part design starts with optimized wall thicknesses. Wall thickness will often determine the mechanical performance, cosmetic appearance, moldability and cost-effectiveness of your plastic injection molded custom parts.To achieve optimal wall thickness it is a balance between strength and weight which represents both durability and overall cost.Having to add or remove material from your tooling not only adds delays to the manufacturing process but can add significant costs to your tooling.During your design phase give careful consideration to wall thickness in order to minimize an expensive tooling change down the road.A 10% increase in wall thickness provides approximately a 33% increase in stiffness with most materials.Thick wall areas can sink, warp or contain voids resulting in undesired cosmetic defects.Utilizing ribs, curves and corrugations can help you to reduce material costs and still provide rigid strength and durability in you plastic molded parts.
When designing your parts try to reach a uniform wall thickness throughout the part.This will help you develop stronger better looking parts while also aiding in the overall look and feel by reducing blemishes that may occur from stresses during the injection molding process.
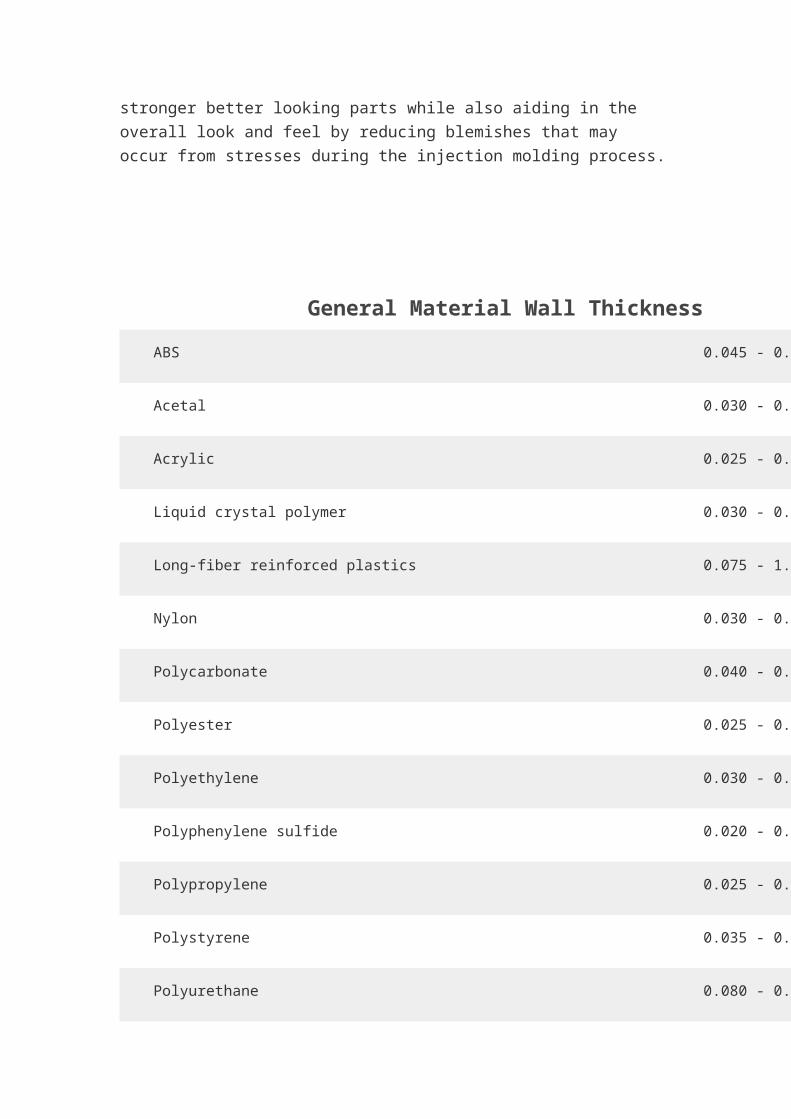
General Material Wall Thickness ABS 0.045 - 0.140
Acetal 0.030 - 0.120
Acrylic 0.025 - 0.500
Liquid crystal polymer 0.030 - 0.120
Long-fiber reinforced plastics 0.075 - 1.000
Nylon 0.030 - 0.115
Polycarbonate 0.040 - 0.150
Polyester 0.025 - 0.125
Polyethylene 0.030 - 0.200
Polyphenylene sulfide 0.020 - 0.180
Polypropylene 0.025 - 0.150
Polystyrene 0.035 - 0.150
Polyurethane 0.080 - 0.750
Overmolding
Part design, Mold Design and material selection are important when you are considering overmolding plastic parts.An overmolded plastic part can aid in wide range of functional and structural uses. Utilizing two separate injection molds, materials can be bonded together through the injection molding process to enhance the cosmetic looks and/or functionality of your finished plastic parts.A wide range of materials are capable of being overmolded, including both hard and soft plastic resins. When you choose to overmold your parts most often you can reduce your overall investment by reducing added assembly processes and reduce extra material needed to manufacture your custom parts.Often product developers find that harder plastics may require softer qualities. Handles, knobs and cases are often overmolded with soft, non-slip grips that make products more comfortable and easier to handle.Overmolded plastic parts have a very wide range of uses and applications in a variety of end consumer products.Careful consideration and planning must be conducted from the concept phase and well into prototyping ensuring the right materials for the overmolded parts are chosen.
Years of experience, in-house mold making capabilities and proprietary process engines, Xcentric has proven itself a leader in high quality overmolded plastic parts and can provide the solution for your projects specific requirements.
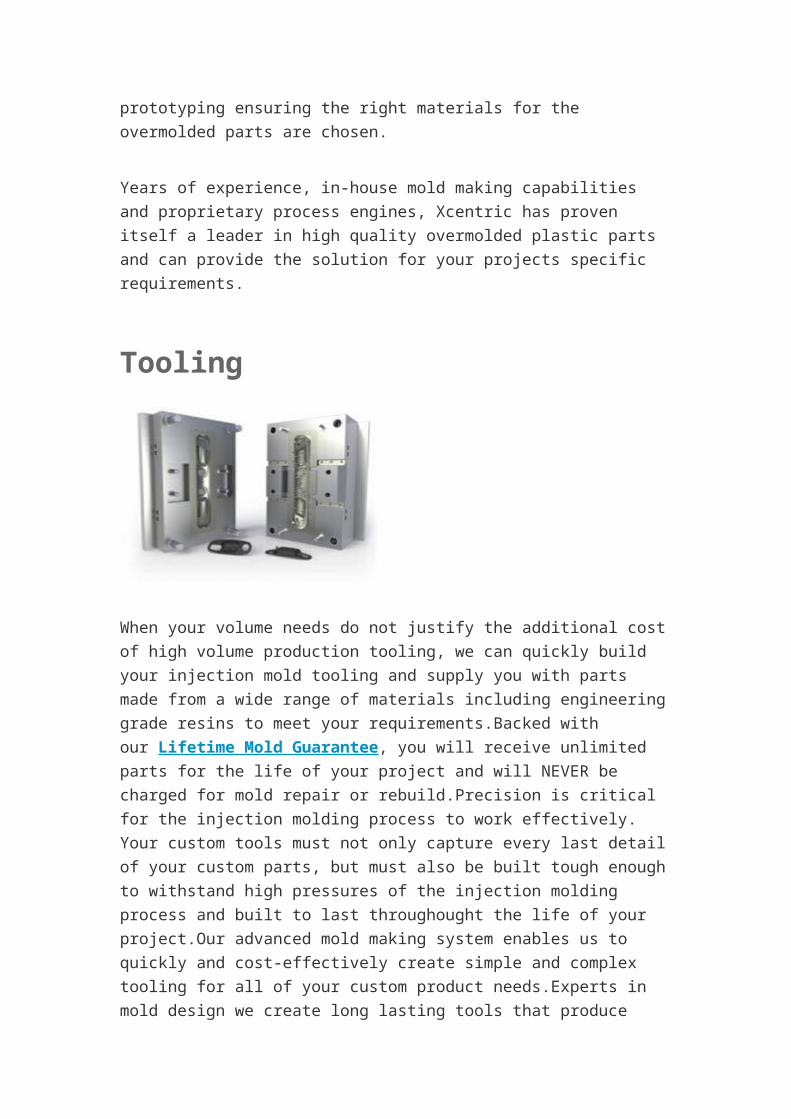
Tooling
When your volume needs do not justify the additional cost of high volume production tooling, we can quickly build your injection mold tooling and supply you with parts made from a wide range of materials including engineering grade resins to meet your requirements.Backed with our Lifetime Mold Guarantee, you will receive unlimited parts for the life of your project and will NEVER be charged for mold repair or rebuild.Precision is critical for the injection molding process to work effectively. Your custom tools must not only capture every last detail of your custom parts, but must also be built tough enough to withstand high pressures of the injection molding process and built to last throughought the life of your project.Our advanced mold making system enables us to quickly and cost-effectively create simple and complex tooling for all of your custom product needs.Experts in mold design we create long lasting tools that produce high quality parts, faster and more affordably than anyone in the industry.Our In-House tooling department enables us to build or make modifications to quickly incorporate engineering changes, reducing downtime and getting your parts in your hands as fast as possible.
Plastic Injection Mold Companies use two main methods to manufacture molds: standard machining and EDM.Standard Machining, in its conventional form, has historically been the method of building injection molds with a knee mill. With technological development, CNC machining became the predominant means of making more complex molds with more accurate mold details in less time than traditional methods.The electrical discharge machining (EDM) spark erosion process has become widely used in mold making.Most injection mold companies have EDM in house, as it is essential to the mold build process of complex molds. EDM allows the formation of injection molded shapes which are difficult to machine, such as square corners or ribs.The process allows pre-hardened molds to be shaped so that no heat treatment is required. Changes to a hardened injection molds by conventional
drilling and milling normally require annealing to soften the steel, followed by heat treatment to harden it again.EDM is a simple process in which a shaped electrode, usually made of copper or graphite, is very slowly lowered onto the mold surface (over a period of many hours), which is immersed in paraffin oil. A voltage applied between tool and mold causes spark erosion of the mold surface in the inverse shape of the electrode.
Cost
The cost of manufacturing injection molds depends on a very large set of factors ranging from number of cavities, size of the parts (and therefore the mold), complexity of the pieces, expected tool longevity, surface finishes and many others.The initial cost is great, however the piece part cost is low, so with greater quantities the overall price decreases. With global competition, companies with an ISO-Quality system usually will have better pricing as they have streamed lined their process and produce less defects. Mold Cost Guidline.
Hinges & SnapsOptimized part design will help to reduce additional expenses when you face the need for fastening your plastic parts or require additional hardware installation such as hinges or fastening mechanisms.Hinges and snap-fit joints can be incorporated into your plastic parts in order reduce or eliminate the need for traditional fasteners such as screws, nuts, washers and spacers.A part designed with molded-in hinges can replace
metal ones while still performing the same function and reducing your products overall cost.When you reduce required hardware, you can lessen the material and assembly cost while also simplifying your design.Snap joints should be considered during the development of your custom plastic components that need to be secured to other components.Versatile and cost-effective, snap joints and hinges often reduce the cost of secondary hardware expenses and the labor of final assembly.
Gates & Runners
From your 3D CAD files to real functional plastic injection molded parts delivered in as fast as 1-15 days.Runners and gates control the flow of the molten material through the mold and into the cavity to create your final plastic part.
Sprue: The main channel in which molten resin enters the mold. This channel is typically larger ensuring that enough material is able to enter the cavity to fill the cavity completely.
Runner System: The runner system must be designed and incorporated into a mold to ensure that a consistent flow of material fills the mold at the right pressure. The runner system connects the sprue to the gate.Gates: at the opposite end of the sprue gates are applied to the runner controlling pressure and flow of molten material. We utilize several gate options to ensure that your part can be filled as completley and consistently as possible.
Ribs & Bosses
From your 3D CAD files to real functional plastic injection molded parts delivered in as fast as 1-15 days.Often used for structure reinforcement, ribs allow greater strength and stiffness in molded plastic parts without the need to increase the wall thickness.Thicker ribs however may cause sink and other cosmetic problems on the opposite side surface to which they are attached.As a general rule design ribs that are approximately 60% of the joining wall thickness for minimum risk for sink marks.If you are utilizing glossy materials it is best practice to minimize your rib thickness to reduce the potential for sink.Keep in mind thin ribs may be more difficult to fill so careful consideration to material and size should be taken when designing your parts that incorporate very thin ribs.
Insert Molding
Insert molding is the process of injection molding molten thermosplastic around ceramic or metal pieces placed in the injection molding cavity.These inserts can be threads or other attachment points enabling two or more custom parts to be assembled together reducing the need for secodary manufacturing and/or installation processes.Insert molding plastic parts is an effective and cost-efficient solution for reducing a products overall cost, by incorporating parts into the molding process which would otherwise require secondary assembly or installation.Insert molding creates a strong bond between integral pieces of your final product. Inserts are offered in a wide variety of materials including plastic, metals, ceramic or any other material that can withstand the pressures and temperatures of the injection molding process.Accurate mold design and construction is essential to insert molding, not only to maintain part tolerances but also assure the tooling reliability.
Undercuts
An injection mold undercut is any indentation or protrusion that prohibits an ejection of a part from a one-piece mold.
Reducing the number of undercuts often helps to reduce the initial cost of tooling.
If possible utilize other mold design features that can offer similar operation without the need of moving slides.At Xcentric we have the capability of producing your custom parts with any number of undercuts. Our precision tooling and mold making technologies allows us to provide you the highest quality service that delivers the most complex plastic injection molded parts in the industry.Most commonly categorized by either an internal undercut or external undercut and requires an extra component of the mold to capture the detail.Injection Molding Undercuts are features that prevent a straight ejection at the parting line of your mold.Undercuts typically lead to increased mold complexity and can lead to higher mold construction costs.A simple re-design or modification can often eliminate or reduce the number of undercuts a part has and can potentially save you in tooling costs, leading to better designed plastic parts and a more efficient molding process.
When an undercut feature simply cannot be removed from the part design, the tooling will most likely require internal mold mechanisms to help facilitate the ejection.
Tolerances Utilize low-shrinkage materials for parts with tight tolerances. Avoiding tight tolerance areas around the alignment of the mold halves or
moving mold components such as sliders. Design your parts to avoid tight tolerance in areas prone to warpage or
distortion.Our customers count on us for expert advice. With every injection molder you will hear the term “Tight Tolerance”, unfortunately that term is thrown about loosely.
If the process is not performed correctly, a tight tolerance part can lead to loss in performance or even part failure.Knowing how-to safely, and effectively reach our customers exact specifications takes a skilled team and our advanced manufacturing technologies.Generally speaking tight tolerance parts for injection molding plastic parts is + /- 0.002 inches.Many factors are put into play such as materials, part complexity, tooling and of course the injection process.Starting with a good part design will ensure tight tolerance repeatability, improved manufacturability and reduced costs of your plastic injection molded parts.Size, Geometry and Wall thickness requirements have an impact on tolerance. Thicker walls produce different shrink rates depending on the material, making repeatability sometimes more difficult.Before manufacturing, address and analyze your parts making sure to fully review either the mold flow analysis and/or Design for Manufacturability will help ensure a successful injection molding process and the ability to quickly obtain the close tolerance parts your projects require.
Text On Parts
An added benefit to injection molding parts is the ease of incorporating logo’s, labels, instructions or diagrams right onto your custom parts.This helps to reduce or eliminate secondary costs often incurred with labeling and ensures clear and precise identification of your custom plastic parts.If you require a logo, label or text to be incorporated into your plastic parts, try to keep a couple things in mind.Text is often easier to incorporate if it is raised rather than recessed into your part design, however at Xcentric we are capable of creating a wide array of inset text and labels for all of your custom part requirements.Use clear bold letters typically 20 or higher point size for readability and ease of milling.A suggested height / depth for lettering is just 0.02 inches so do not feel you have to raise your lettering to help it stand out.Keep your font selection simple and try to avoid serif fonts. Serif fonts tend to incorporate curls or squiggle to the ends of the letters making them difficult to mil.
Sink & Warp
Careful consideration should always be taken to part design and the chosen material, as both play significant roles in sink & warp of injection molded plastic parts.
Avoiding Sink in Plastic Parts
Coring out thick sections will help to reduce the potential for shrink Design your parts with ribs & bosses that are no greater than 60% of your
nominal wall thickness.Walls that are designed too thick or too thin can lead to cosmetic defects in final parts and should be reduced if not eliminated all together.Variations of shrinkage in materials can lead to warp, distortion and dimensional issues with injection molded parts.As the plastic material cools, the molecules that make it up move closer together.If the cooling rate is different, such as thinner or thicker walls the stress
caused by cooling can lead to the material wanting to warp.As the plastic in the mold cools from the outside it can cause pulling on outer walls resulting in sink marks.Thinner wall thickness will help to prevent this. Where possible always try to design a part with thinner and consistent wall thicknesses to minimize warp and sink marks.When considering materials look for stable materials that capture all of the properties your product requires and has low shrink rates to ensure better, more consistent plastic parts.Careful consideration to part and mold design must be addressed in order to create high quality ,consistent plastic parts and at Xcentric we provide you with the tools and experience to reduce or eliminate potential cosmetic or structural defects of your plastic custom parts.
Shrink & Flash
With most injection molding resin a certain degree of shrink can be expected due to the materials chosen. Some materials tend to shrink more than others so careful consideration on material choice should be made.Rapid changes to wall thickness are the most common cause of shrinkage due to the pressures exerted for the plastic material to fill your mold. When designing your parts try to minimize thin wall sections leading into thicker wall sections and create parts with uniform wall thickness throughout.
If thick and thin sections are neccessary try to transistion the change gradually, utilizing angles to help aid the flow of materials throughout your plastic parts.Controlling part shrinkage is critically important especially in tight tolerance
plastic parts.Flash of an injection molded part can happen for several reasons - slight variations in the material, pressure, speed, injection mold process and/or problems with the tooling itself.Injection Mold Shrink Flash occurs on a parts edge around the parting line or any place where two mold components meet.At Xcentric our process engines allow us to produce your parts to very tight tolerances by analyzing every step of the injection molding process and ensuring consistent stress free manufacturing of your custom plastic parts.
Surface Finishes
No matter what kind of surface finish you desire, Xcentric will be sure to exceed your expectations.Available Surface Finishes from Xcentric
B3 320 Paper B2 400 Paper MT-11020 Heavy Bead Blast MT-11010 Light Bead Blast A3 Smooth Finish A2 Optical Smooth Finish
During the part design consider the relationship between cost, lead time and surface finish. Typically higher finishes will increase the tooling cost.Surface finishes play a critical role in both functionality as well as the cosmetic look and feel. Parts that are hidden may not require a surface finish at all, where exposed components might need to be visually appealing.If your parts will not be visible in the end product a lower finish option is typically selected.
Injection Molding Surface FinishesXcentric offers a wide range of materials with multiple surface finish options. Most resins are available in many colors and we are also capable of creating custom colors to match your requirements.If you are working on a project that may require painting as a final process considering molded-in color can often be achieved for a much lower price than traditional painting labor and material costs. If you must paint your plastic parts select a resin that paints easily and preferably one that does not require surface etching and/or primer.Xcentric Mold offers a variety of surface finishes to add function as well as cosmetics to your finished plastic injection molded parts. Whether you require a mirror like gloss finish or a textured finish for grip and usability we have the available solution for your plastic part needs.
Internal & External Threading
A popular design feature, injection molded threads give you the ability to fasten your plastic parts to other components securely with relative ease.Adding molded threads to your plastic part design can increase a parts functionality but if not carefully designed can add unforeseen costs into the manufacturing process.With injection molding, threads are created from the geometry of the mold cavity, as the molten resin enters the mold, and the material cools, it solidifies into the final state forming the details of the internal or external threads.Molded threads represent undercuts and undercuts typically require side actions or additional components to the mold in order to capture the detail of the part.Inside and outside threads are possible. However, inside threads tend to add higher tooling costs, having to incorporate collapsible cores or an unthreading mechanism to create the neccessary details inside of your plastic
parts, so take consideration as to where threads must be located.We are capable of creating a wide range of both external and internal injection molded threads. Working closely with one of our sales engineer will help to reduce your tooling costs and ensure the highest quality finished custom parts.
Knit Lines
The injection molding process is fairly simple, plastic resin is heated to its melting point and forced through the machine and into your mold to produce your plastic parts. The leading edge of the molten material is often the coolest point and the closest to solidifying.
When the molten plastic meets an obstruction it must travel around and meet at the other side. If the plastic has cooled too much during the injection process it can lead to knit lines in plastic parts when they meet past an obstruction.
ABS is the most common resin to be prone to knit lines.
Knit lines are most common downstream of holes created in parts where the molten material meets. While knit lines can be present it does not always mean the structural integrity of the plastic part is compromised.
If you are concerned about potential knit lines, turn to the mold flow of your part and address any design issues that can be easily modified, second review similar materials that may be less prone to show knit lines.
With good part design and a well designed mold, knit lines can often be reduced if not removed completely.