Page 1 Abstract Number: 011-0055 Title: Optimal Supply Chain Strategy: A Process Industry Perspective. Authors: Albert Munoz, Centre for Business Services Science University of Wollongong Wollongong, New South Wales, Australia 2500 Email: [email protected]Ph; +61 4 3727 4639 Dr. Tim Coltman, Associate Professor School of Information Systems & Technology University of Wollongong Wollongong, New South Wales, Australia 2500 E-mail; [email protected]Tel: +61 2 4221-3912 Fax: +61 2 4221-4055 Mb: 0417 275 459 Prof. Trevor Spedding School of Management and Marketing University of Wollongong Wollongong, New South Wales, Australia 2500 Telephone: +61 2 4221 4125 Fax: +61 2 4221 4289 E-mail: [email protected]
Transcript
Page 1
Abstract Number: 011-0055
Title: Optimal Supply Chain Strategy: A Process Industry Perspective.
Authors:
Albert Munoz, Centre for Business Services Science University of Wollongong Wollongong, New South Wales, Australia 2500 Email: [email protected] Ph; +61 4 3727 4639 Dr. Tim Coltman, Associate Professor School of Information Systems & Technology University of Wollongong Wollongong, New South Wales, Australia 2500 E-mail; [email protected] Tel: +61 2 4221-3912 Fax: +61 2 4221-4055 Mb: 0417 275 459 Prof. Trevor Spedding School of Management and Marketing University of Wollongong Wollongong, New South Wales, Australia 2500 Telephone: +61 2 4221 4125 Fax: +61 2 4221 4289 E-mail: [email protected]
Page 2
POMS 20th Annual Conference Orlando, Florida U.S.A. May 1 to May 4, 2009
Optimal Supply Chain Strategy: A Process Industry Perspective
In recent years considerable attention has been given to the importance of generic supply
chain strategies that can take a lean, agile or continuous replenishment orientation. However,
little theoretical and empirical work has been directed towards the relevance of these
strategies in the complex settings that are frequently found in process industries. This paper
addresses these concerns by developing a performance measurement instrument that captures
the way managers orchestrate supply chain strategy in a process industry. We then draw on a
case study illustrate the trade-off that takes place between three factors: (1) inventory levels,
(2) customer satisfaction, and (3) throughput. The interaction between these three
characteristics is critical to supply chain performance and implies that singularly focused
supply chain strategies are far less common than normally assumed.
Page 3
1. Introduction
It takes little more than a browsing of the management section of the local bookstore
blazoned with titles such as Lean Thinking (Womack and Jones 1996), Lean Solutions
(Womack and Jones), Creating the Agile Supply Chain (Harrison, Christopher et al. 1999),
and The Toyota Way (Liker 2004) to recognize the importance that publishers and managers
place on operations management philosophies based on lean, agile and continuous
replenishment strategies. In the manufacturing strategy arena, a vast literature exists that
provides the conceptual grounding for each strategic orientation. For example, lean
manufacturing is based on identifying and eliminating waste through a product’s value chain
(Womack, Jones et al. 1990). Agile manufacturing is based on lead time reduction and has
been shown to be effective whenever product life cycles are short and market demand is
unpredictable (Richards 1996; Towill and McCullen 1999). These two important scholarly
contributions have provided the basis for manufacturing strategy over the past two decades
(Yusuf and Adeleye 2002).
More recent scholarly attention has been directed towards a hybrid approach based on the
combination of lean and agile strategies. The “leagile” concept (Naylor, Naim et al. 1999)
has become a popular way to more effectively adapt to changes in the business environment
and to address market and customer needs in a more proactive manner while maintaining
high levels of operational efficiency (Lee 2004). However, despite the popularity of this
hybrid approach, there remains little agreement on what combination of lean and agile
strategy is most optimal. This situation has left many practitioners confused and hesitant to
embrace leagile strategies (Holweg, Disney et al. 2005).
A particular area that has yet to benefit from robust scholarly investigation of different
strategic orientations is the process industry. Process industries provide several unique
Page 4
challenges to supply chain strategy due to the strict processing conditions and high capital
investments that are typically required (Wallace 1984; Fransoo and Rutten 1994). What
distinguishes process industries from other industries is that they require the use of numerous
continuous or batch process steps to add value by mixing, separating or forming materials.
Examples of process industry organizations include petrochemicals processing and steel
manufacturing. Process industries often focus on mass production to ensure high levels of
utilization are achieved from expensive capital intensive equipment (Hill 1994). The firms
that operate in process industries have yet to report significant benefits from the many
strategic supply chain management developments seen in discrete manufacturing industries
(Dennis and Meredith 2000; Groover 2007). One reason is that although textbook
manufacturing strategies that have proven to be effective in discrete manufacturing contexts,
are particularly difficult to implement in complex process industry settings (Abdulmalek and
Rajgopal 2006).
Therefore, it is unclear:
1. What strategy or combination of strategies is most optimal, given the unique
characteristics of the process industry? and
2. Whether these strategies, developed primarily for discrete manufacturing, are
appropriate for process industries?
These two questions motivate the research presented in this paper.
A review of the literature reveals that very little scholarly attention has been directed towards
process industry supply chains. This is problematic because process industries are
particularly complex and require a multi-faceted approach to strategy. In this paper, we
develop an instrument to aid supply chain performance measurement that is specifically
aimed at process industries..
Page 5
There are a number of common characteristics in process industries that set them aside from
most discrete industries. First, the redesign of material flow will typically incur significant
capital expenditures that are not easily justified. Second, there are usually numerous complex
processing steps which include the transition between continuous and batch flow processes.
Continuous flow in manufacturing is characteristically inflexible with known, stationary
bottlenecks and low information requirements (Hayes and Wheelwright 1984; Hill 1989;
Voss 2007). Finally, all supply chains that rely on production machinery are subject to
uncertainties in operations, such as unplanned machine breakdowns. All of which affect
overall performance.
These characteristics, prevalent in process industries, must be considered in choosing a
supply chain strategy (Beckett, Wainwright et al. 2000; Christopher 2000). But it is naïve to
propose that process industry managers make one dimensional strategic choices between
lean, agile or continuous replenishment orientations. Instead, the choice of strategic
orientation is multidimensional and based on prudent trade-offs between elements of all three
strategies (Gibson and Birkinshaw 2004; Lee 2004; Tushman and O'Reilly Iii 2006). This
choice has recently been supported by testimony from case study practitioners that reveal a
balanced approach is required to optimize efficiency in operations whilst maintaining the
flexibility required to quickly respond to changes in markets (Lee 2004). Even though these
models have been developed and are readily available, the behaviour of experienced
managers remains ad-hoc (Childerhouse and Towill 2000; Geary, Disney et al. 2006). A key
reason for this is that managers are constantly required to trade-off the advantages and
disadvantages of high production costs, against inventory costs and other costs associated
with providing high levels of customer service (Tomlin and Snyder 2006).
Page 6
The supply chain strategy trade-off is a key focus of this paper. The remaining sections of
this paper are structured as follows. Section 2 provides a brief literature review on supply
chain management and its more popular strategies in a process industries context. Section 3
presents an overview of the performance measurement instrument and its relationship to
certain strategies. Section 4 provides a case study of a large steel manufacturing firm which
demonstrates the applicability of the measurement instrument. Section 5 is a discussion of the
managerial implications of the use of the instrument and Section 6 discusses the areas of
future research to be explored.
2. Literature Review
Supply chain management theories and perspectives have evolved from a traditional focus on
the movement of materials and goods, to a more strategic emphasis based on opportunities to
provide greater customer value through integration of the supply chain and supply chain
partners (Christopher and Towill 2002; Ketchen and Hult 2007). One common theme to
emerge is that supply chain management recognizes the classic conflict of interest between
achieving high levels of customer service while at the same time, maintaining high levels of
equipment utilisation and low inventories (Towill 1994). Three of the more common
strategic orientations mentioned in the literature are lean, agile and continuous replenishment.
The relevant literature on each is as follows.
a. Lean Manufacturing
Lean manufacturing is focused on ‘doing more with less’ by reducing and eliminating waste
or ‘muda’ throughout the production process. The concept of leanness entails “developing a
value stream to eliminate all waste, including time, and to ensure a level schedule” (Page 108,
Naylor, Naim et al. 1999). The most popular example of lean manufacturing is the Toyota
Page 7
Production System, as described by Womack and his colleagues (1990) in their book titled
‘The Machine that Changed the World’. The Toyota production system attributes supply
chain success to their ability to achieve economies of scale in manufacturing and
procurement based on small batch size production units (Holweg 2007). The reduction of
inventory, considered a major form of waste in supply chains, is one of the commonly cited
benefits that arise from the implementation of lean practices (Christopher, Peck et al. 2006).
A critical assumption that underpins lean manufacturing is that demand needs to be
predictable, variety of production should be low and consistent lead times. This is necessary
to ensure that waste is eliminated (Naylor, Naim et al. 1999; Mason-Jones, Naylor et al.
2000). Measurements that track accuracy and predictability are emphasized for lean supply
chains. Such metrics include logistics cost per unit, forecast accuracy and variances, the
utilisation level of storage facilities and so on (Gattorna 2006). From an organisational
standpoint, lean supply chains mainly consider cash-to-cash cycle times are a critical measure
of performance. The longer it takes to convert inventories into cash, the more working
capital is required, and any reduction in this measure will mean the release of working capital
and hence a reduction in cost (Christopher and Gattorna 2005; SCC 2008).
Lean supply chains are found in the automotive industry, where competition among firms has
forced supply chain integration and the implementation of lean manufacturing and just in
time practices to serve customers (Womack, Jones et al. 1990). The exemplar example is the
Toyota Production System that evolved into a producer of higher differentiated automobiles
at comparatively low volumes while retaining competitive prices. However, deeper analysis
has revealed that although car assembly operations are more efficient,the upstream and
downstream partners in the supply chain appear to be holding excess inventory. In other
Page 8
words, the Toyota company has simply based on the costs and reduced the efficiency of these
partners (Howleg 1998).
The implementation of lean in a process industry setting is considered to be particularly
difficult even though certain aspects of lean have been argued to be applicable. For example,
Billesbach (1994), Cook and Rogowski (1996), Ahmad et. al. (2005), and Melton (2005)
have examined aspects of continuous production that are amenable to lean techniques and
present a classification scheme for the implementation of lean in process industries
(Abdulmalek and Rajgopal 2006). It should be noted that these studies were selective in the
locations where they applied lean principles, mainly in the batch or non-continuous sections
of the production process. Only partial adoption of lean manufacturing in process industry
supply chains has been successful
b. Agile Manufacturing
Agile manufacturing uses “market knowledge and a virtual corporation to exploit profitable
opportunities in a volatile marketplace” (Naylor, Naim et al. 1999). In situations of
unpredictable demand and long lead times for products with short life cycles it is
recommended that firms postpone the assembly/configuration/distribution of finished goods
by carrying inventory in some generic form until the demand is encountered (Christopher,
Peck et al. 2006). The most common examples are in the fashion industry, where firms such
as Zara, a large Spanish apparel manufacturer and distributor, attribute their competitive
advantage to short product life cycles and quick response to changes in market demand
(Gattorna 2006). The design of Zara’s product delivery system is flexible enough to cope
with sudden changes in demand, opting to produce less than expected sales whilst retaining
significant levels of raw materials and slack in equipment utilisation. Zara views
undersupply as a lesser evil than holding slow-moving or obsolete stock. In some industries,
Page 9
this supply chain behaviour can be very profitable, as significant per unit profits far outweigh
the inventory holding costs and costs associated with equipment idle time. In volatile
markets, the ability to meet customer demands at short delivery times and synchronise
operations to meet the peaks and troughs of demand is essential; this high level of
manoeuvrability is commonly termed agility (Christopher 2000).
The key point to agility is that in order to cope with volatile market demand the business
must be responsive with high levels of quality and short product lead times (Mason-Jones,
Naylor et al. 2000). Both agility and leanness require high levels of product quality, a
minimisation of total lead time in alternative ways. Lead time in agility needs to be
minimised to enable fast reaction time to changes in market demand, while in lean
manufacturing lead time must be minimised to reduce excess time and waste (Towill and
McCullen 1999; Mason-Jones, Naylor et al. 2000).
The notion of hybridisation of strategies has also been well explored in literature. Leagility is
the combination of the lean and agile paradigm within a total supply chain strategy by
positioning the decoupling point so as to best suit the simultaneous need to respond to
volatile downstream demand and upstream scheduling requirements (Naylor, Naim et al.
1999; Mason-Jones, Naylor et al. 2000; Christopher, Peck et al. 2006).
Scholarly work has investigated the application of agile manufacturing principles in process
industries. However, one form of applying agile philosophies to process industries is to
refocus thinking from large scale single stream continuous and batch plants to smaller
customised plants located closer to the customers (Ahmad and Benson 1999). Other attempts
to increase the responsiveness in process industries include the use e-business to streamline
business processes, provide windows into operations, integrate the supply chain and plant
systems already in place, increase customer services and streamline distribution (Rao 2002;
Page 10
Gunasekaran, Lai et al. 2008). Applications of agile principles based on theoretical concepts
such as delayed differentiation have not been reported in the literature (Caux, David et al.
2006). In common with those applied studies of lean strategy the implementation of agile
strategy has been limited to the discrete portions of the process industry. Agile
manufacturing is for the most part infeasible in process industry, as this industry is
characterised with highly capital intensive machinery, low variability in demand and high
inventory holding costs coupled with the uncertainties in process equipment capacity and
throughput.
c. Continuous Replenishment
Continuous replenishment planning is “the practice of partnering between distribution
channel members that changes the traditional process from distributor-generated purchase
orders based on economic order quantities to the replenishment by the vendor of product
based on actual and forecast data” (ECR 1993). A key principle of this strategy is to create
order forecasts based on shared demand and forecasted production capacity. This is aimed at
reducing inventory costs, to optimise asset utilisation and take advantage of transportation
economies of scale (Rizk, Martel et al. 2006).
A popular example of this strategy is the Campbell soup company, a multinational food
manufacturer that pioneered the use of continuous replenishment strategies in the early
1990s. Electronic Data Interchange (EDI) links with retailers are used by Campbell’s to
monitor stock levels, forecast future demand and determine which products require
replenishment based on upper and lower inventory limits (Fisher 1997). In the event that
product inventory is below a predetermined inventory level, a shipment is made to bring the
product inventory to at least a minimum level. Similarly, programmes such as Vendor
Managed Inventory (VMI) utilise similar schemes, except in VMI the vendor in charge of
Page 11
what and when to ship (Andel 1996). This results in higher volumes of throughput for
upstream supply chain partners (Clark and McKenney 1994; Cachon and Fisher 1997).
The need to make efficiency driven decisions under a continuous replenishment programme
(for example, production scheduling) is given considerable importance (Smith-Daniels and
Ritzman 1988). This creates a dangerous environment whereby management constantly seeks
to reach or maintain high levels of asset utilisation, exposing organisations to the perils of
dynamic markets. For example, two studies conducted by Lee and his colleagues (2004) in
the 1990s found that although stock was often readily available in factory stockyards, the
shipment was not sent to the customer until shipping containers were full, a prominent
practice in continuous replenishment strategies. This practice often delayed product delivery,
while retail outlets lost sales due to stockouts. Lee (2004) concluded that efficient supply
chains often become uncompetitive due to their inability to adapt to changes in market
structures. Reasons for these shortcomings are best summarised by Lee (2004);
“Many companies have centralised manufacturing and distribution facilities to generate
scale economies, and they deliver only container loads of products to customers to
minimise transportation time, freight costs, and the number of deliveries. When demand
for a particular brand, pack size, or assortment rises without warning, these organisations
are unable to react even if they have the items in stock.”
d. Summary
In summary, the literature is characterized by three types of strategy: (1) lean, (2) agile and
(3) continuous replenishment. These strategies have not been proven to meet the unique
challenges faced in process industries. As evidenced by the lack of research in the area,
although several authors have contributed by examining aspects of continuous production
Page 12
that are amenable to lean implementation in process industries [see Melton (2005) and
Abdulmalek and Rajgopal (2006) for more information]. Research where implementation of
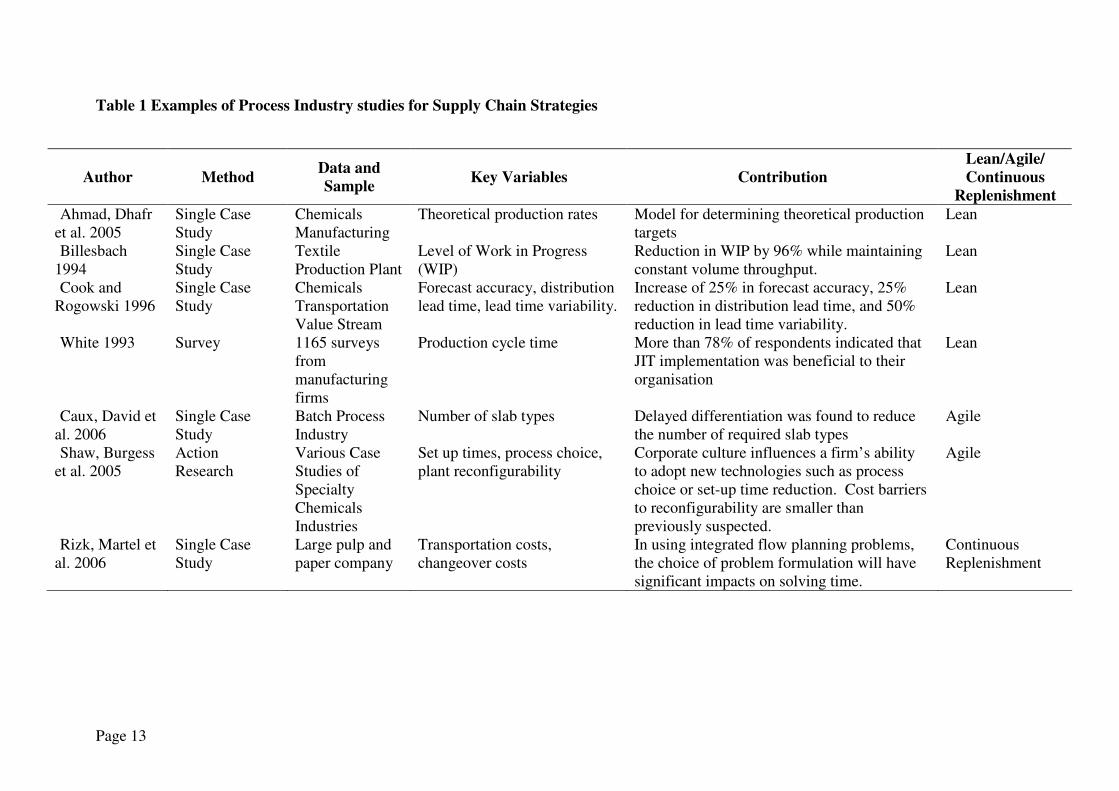
the strategic principles described in this paper are few, Table 1 summarizes the small number
of studies that have examined lean, agile or continuous replenishment principles in process
industry supply chains.
Page 13
Table 1 Examples of Process Industry studies for Supply Chain Strategies
Author Method Data and Sample Key Variables Contribution
Lean/Agile/ Continuous
Replenishment (Ahmad, Dhafr et al. 2005)
Single Case Study
Chemicals Manufacturing
Theoretical production rates Model for determining theoretical production targets
Lean
(Billesbach 1994)
Single Case Study
Textile Production Plant
Level of Work in Progress (WIP)
Reduction in WIP by 96% while maintaining constant volume throughput.
Lean
(Cook and Rogowski 1996)
Single Case Study
Chemicals Transportation Value Stream
Forecast accuracy, distribution lead time, lead time variability.
Increase of 25% in forecast accuracy, 25% reduction in distribution lead time, and 50% reduction in lead time variability.
Lean
(White 1993) Survey 1165 surveys from manufacturing firms
Production cycle time More than 78% of respondents indicated that JIT implementation was beneficial to their organisation
Lean
(Caux, David et al. 2006)
Single Case Study
Batch Process Industry
Number of slab types Delayed differentiation was found to reduce the number of required slab types
Agile
(Shaw, Burgess et al. 2005)
Action Research
Various Case Studies of Specialty Chemicals Industries
Set up times, process choice, plant reconfigurability
Corporate culture influences a firm’s ability to adopt new technologies such as process choice or set-up time reduction. Cost barriers to reconfigurability are smaller than previously suspected.
Agile
(Rizk, Martel et al. 2006)
Single Case Study
Large pulp and paper company
Transportation costs, changeover costs
In using integrated flow planning problems, the choice of problem formulation will have significant impacts on solving time.
Continuous Replenishment
Page 14
All strategies described in this paper (lean, agile, and continuous replenishment) have a
common goal, that is, to select the most optimal strategy to improve supply chain
performance. As per strategy selection, in addition to simply implementing a single supply
chain strategy from end to end (Womack and Jones 2003), it has been suggested that
practitioners attempt to match supply chain strategies to either the products they are
producing (Fisher 1997) or their customer demand attributes (Christopher and Towill 2002).
The difficulty in satisfying the demands imposed in supply chain management is evidenced
by the lack of best practice in industry, even though models are available to aid organisations
in integrating and managing supply chains (Childerhouse and Towill 2000). For example, the
implementation of lean practices, such as ‘just in time’ delivery, may reduce inventory in one
business leaving its suppliers with increased inventory and transportation costs (Christopher,
Peck et al. 2006). This may arise because a significant portion of this research has evolved
from cases of industries handling discrete units that are fabricated and/or assembled during
manufacturing, resulting in numerous successful strategies for discrete industries (Dennis and
Meredith 2000).
Although there have been applications across many sectors including automotive, electronics
and consumer products manufacturing, these have almost exclusively been applied to discrete
manufacturing applications, with very few examples reported in the continuous process sector
(Abdullah and Rajgopal 2003). The process industries cover a wide range of businesses,
ranging from continuous facilities in the petrochemical industry, to large batch manufacturing
in steel production, to small batch manufacturing in the pharmaceutical industry. While the
process industry is responsible for a considerable portion of GDP in many countries,
researchers have paid little attention to this large group of industries (Van Donk and Fransoo
2006).
Page 15
The difficulty in managing process industry supply chains is exacerbated by the inherent
complexity of these systems. Balancing the priorities, tradeoffs and effects associated with
achieving high levels of throughput, low levels of finished inventory and providing high
levels of customer service is at the heart of supply chain management. This argument, has
been expounded by scholars for some time now, notably the use of multidimensional tools
such as the Balanced Scorecard (see Kaplan and Norton (1996) to aid in the implementation
of strategies in organisations and the concept of Minimum Reasonable Inventory in system
dynamics (see Towill (1994)) as a form of balancing the tradeoffs inherent to supply chain
management. Both of these concepts use multidimensional tools to aid managers in finding
an optimal balance of simultaneously competing and interacting priorities which ultimately
govern the performance of an organisation or supply chain.
3. Provisional Measurement Instrument for Supply Chain
Performance
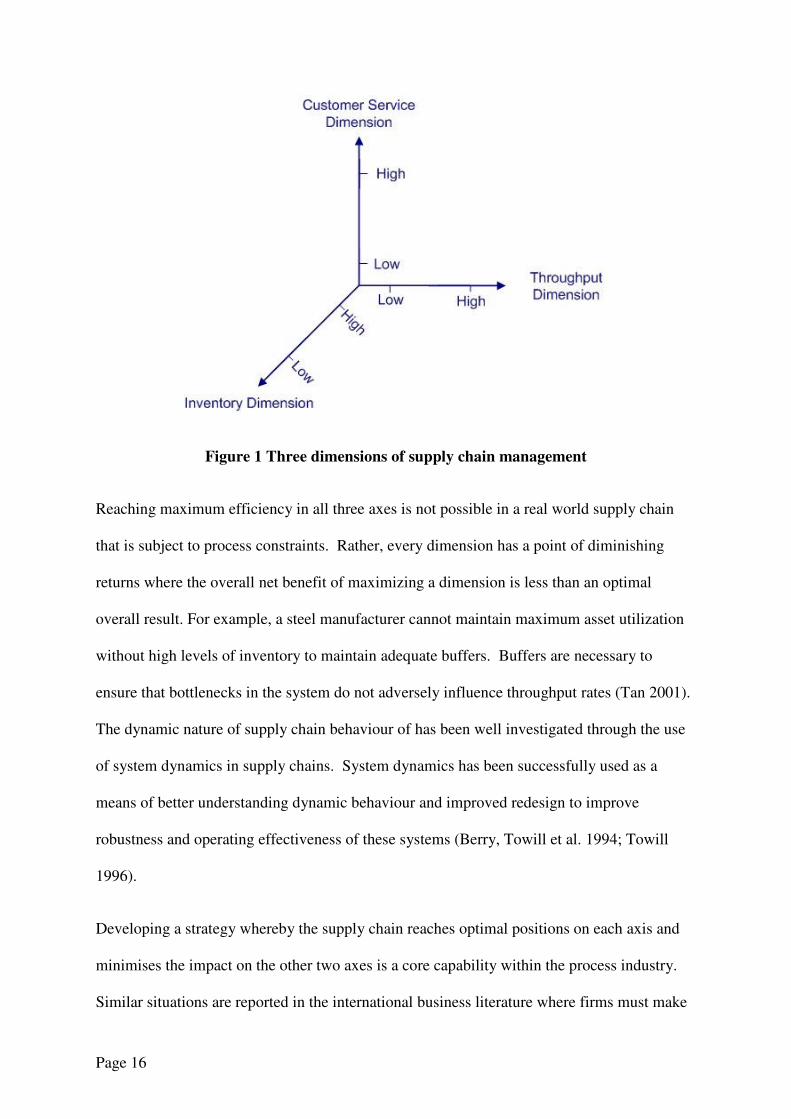
The classic conflict of interest between throughput of material, levels of inventory, and
delivering the right product to the right customer at the right time will be the focus of this
measurement instrument. Our measurement instrument uses a three dimensional figure to
map the performance of a supply chain based on three factors. Each factor is mapped on a
dimensional axis. The Y axis represents the level of customer service a supply chain can
deliver. The X axis being the throughput of material produced, as the total output of the
supply chain independent of whether the product was sold. The Z axis the level of inventory
present, both in the form of work in progress and finished goods inventory which has yet to
be sold (see Figure 1). Each dimension ranges from a high to low levels of performance and
costs.
Page 16
Figure 1 Three dimensions of supply chain management
Reaching maximum efficiency in all three axes is not possible in a real world supply chain
that is subject to process constraints. Rather, every dimension has a point of diminishing
returns where the overall net benefit of maximizing a dimension is less than an optimal
overall result. For example, a steel manufacturer cannot maintain maximum asset utilization
without high levels of inventory to maintain adequate buffers. Buffers are necessary to
ensure that bottlenecks in the system do not adversely influence throughput rates (Tan 2001).
The dynamic nature of supply chain behaviour of has been well investigated through the use
of system dynamics in supply chains. System dynamics has been successfully used as a
means of better understanding dynamic behaviour and improved redesign to improve
robustness and operating effectiveness of these systems (Berry, Towill et al. 1994; Towill
1996).
Developing a strategy whereby the supply chain reaches optimal positions on each axis and
minimises the impact on the other two axes is a core capability within the process industry.
Similar situations are reported in the international business literature where firms must make
Page 17
strategic choices based on the three dimensions (inventory, customer service, throughput) that
underpin the transnational challenge (Devinney, Midgley et al. 2001). The common issue to
both literatures is that managers work in operationally constrained environments and are
therefore required to make decisions that will result in an improvement in one dimension at
the detriment of another. In addition, the costs associated with achieving higher levels of
performance must be considered.
As the concept of supply chains are adopted by an organisation, the choice of a strategy will
result in levels of performance which can be represented as a location (x,y,z) in Figure 1.
This location will have a cost associated with achieving this level of performance as well as a
level of profitability.
Implementing a supply chain strategy developed in, or for, a discrete process industry setting
implies that managers are concerned about factors such as operational constraints and
machine reliability will inevitably lead to differences in performance. For some managers,
the desire may not be to adopt one particular orientation and hope that the resulting
performance is equal or exceeding other adopters of the strategy. An alternative approach is
to select a particular location within the three dimensional space. This is relevant because the
desired location will require a combination of strategies tailored to the processes of the
organisation. This would allow managers to set goals based on the current performance of the
supply chain and even set a route to achieve the desired location.
In well established organisations, where performance levels at individual dimensions are well
known, the tradeoffs between dimensions may also be known to exist but the extent of the
impact on strategic orientation may not be known.
Page 18
4. Case Study – TDH Steel Ltd.
TDH Steel Ltd.1, is a steel manufacturer in the Asia Pacific region, supplying a wide range of
steel products to the building, construction, manufacturing, automotive, and packaging
industries. Over time, the supply chain at TDH Steel Ltd. has evolved into a complex
arrangement of interconnected operating models to support different information systems and
diverse operating rules within historical organizational boundaries. Production at TDH Steel
is subject to numerous operational constraints and uncertainties. Scheduling is extremely
complex and requires a great deal of attention. Synchronisation between product batches as
well as across parallel lines of production is a primary concern amongst the scheduling
management team because numerous production steps and long production lead times inhibit
a ‘make to order’ strategy. Instead, a primarily ‘make to forecast’ strategy and secondary
‘make to stock’ strategies are used. Forecasted sales are scheduled into production to adhere
to the required large batch sizes, however in most cases the forecasted sales and operational
constraints result in some stock being made regardless of whether its forecast to be sold or
not. This practice simultaneously takes advantage of economies of scale and adheres to the
operational constraints. Throughout the processing stages, scheduling in key product
differentiation steps is used to ensure that forecast levels of product mix are maintained.
Some markets demand shorter lead times than those required for production, those which
typically require higher volumes of product are given lead times similar to those of
production, therefore customer orders are commonly matched to current on hand inventories.
Unfortunately, commonly used management tools for supply chain management decision
making at TDH have yet to deliver an effective method for decision support at TDH as
evidenced by high inventory levels and less than ideal customer service. The level of capital
1 The name of the organization has been changed to protect confidentiality
Page 19
intensiveness in production equipment is such that high utilisation of equipment must be
maintained, which inevitably produces stock units that may not be required. Furthermore,
pressure to meet performance targets has not provided managers with the opportunity to
evaluate the wider implications of their operational decisions. Instead, broad experience and
lengthy tenure are used to assist decision makers to better appreciate the multidimensional
nature of the supply chain.
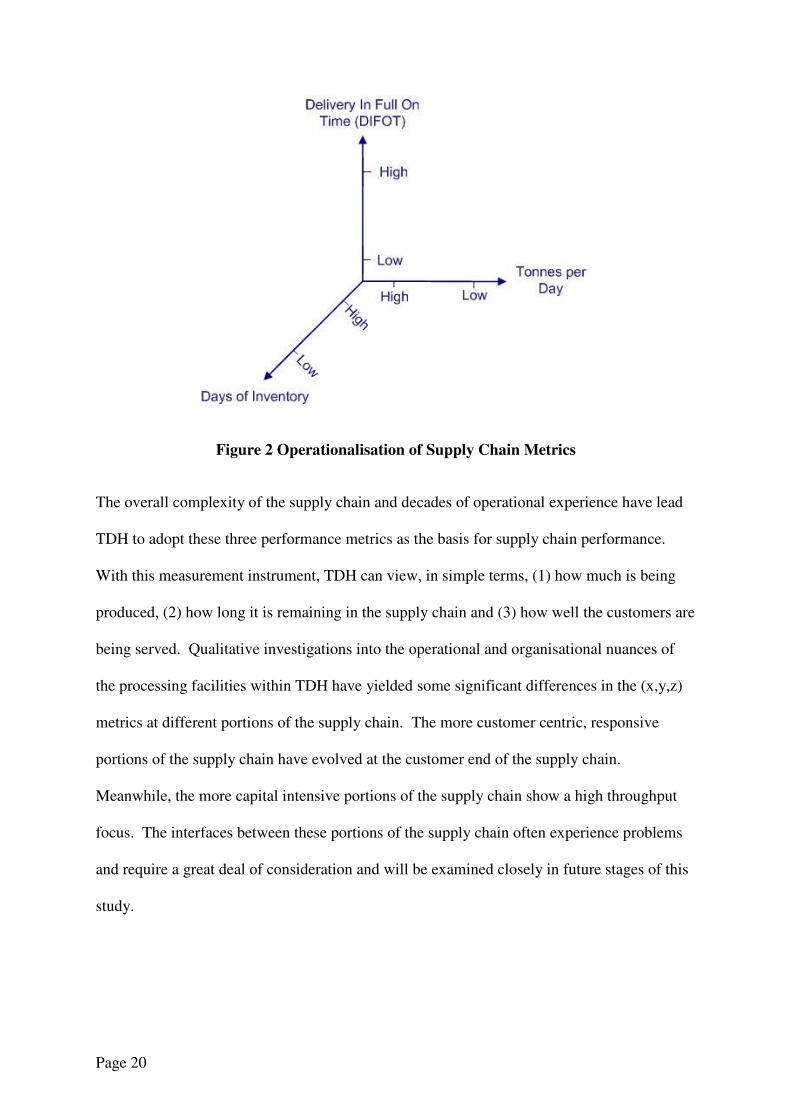
TDH Steel has three main performance metrics for their supply chain, each metric focuses on
a dimension as described in the previous section. Customer service is primarily measured as
the ability of the supply chain to deliver the right product to the right customer at the right
time, this is measured as the percentage of deliveries made in full and on time (DIFOT). The
level of inventory held is measured by the amount of time the inventory spends as inventory
before it is sent out to a customer; days of inventory (DOI). The production throughput is
measured as total production per time as measured in TDH as tones per day. This is an
important metric as in a process industry; the quantity of finished products highly influences
the variable costs of production, and the level of equipment uptime.
Page 20
Figure 2 Operationalisation of Supply Chain Metrics
The overall complexity of the supply chain and decades of operational experience have lead
TDH to adopt these three performance metrics as the basis for supply chain performance.
With this measurement instrument, TDH can view, in simple terms, (1) how much is being
produced, (2) how long it is remaining in the supply chain and (3) how well the customers are
being served. Qualitative investigations into the operational and organisational nuances of
the processing facilities within TDH have yielded some significant differences in the (x,y,z)
metrics at different portions of the supply chain. The more customer centric, responsive
portions of the supply chain have evolved at the customer end of the supply chain.
Meanwhile, the more capital intensive portions of the supply chain show a high throughput
focus. The interfaces between these portions of the supply chain often experience problems
and require a great deal of consideration and will be examined closely in future stages of this
study.
Page 21
5. Limitations and Conclusions
This research highlighted the benefits and shortcomings of single supply chain strategies and
ignoring the tradeoffs between factors which are heavily interrelated in real world supply
chains. The reality of many supply chains is that the applications of single strategies have
provided little benefit given the complexities of real world supply chains which require
significant alterations of the prescribed strategies. A single strategy would still include
tradeoffs, although these would be fixed depending on the strategy and would not allow the
flexibility of reverse engineering. The measurement instrument presented highlights the
importance of taking into consideration the tradeoffs involved in implementing supply chain
strategies into real world situations.
Process industries are subject to complexities that differentiate them from most other
industries. As such, they do not easily conform to a single supply chain orientation. Until
now, managers in process firms have used intuition and judgement to guide strategic decision
making, possibly due to the complexity of the supply chains they manage. The instrument
presented, allows the visualisation of strategic priorities applicable to process industry supply
chains.
The names of the axes provided are very narrow in definition and would require some
alterations in applying them to other industries and organisations. The instrument is also
limited in that universally speaking; other dimensions may be present in certain industries
which may be significant enough to render this instrument inapplicable unless more
dimensions are added mathematically. Future directions of this research will focus on the
development of continuous-discrete event simulation models that will mimic the behavioural
dynamics of process industry supply chains. The instrument presented in this paper will then
Page 22
be applied to the simulated supply chain in order to validate the model and develop theories
that will aid process industry supply chains.
Page 23
References: Abdullah, F. and J. Rajgopal (2003). Lean manufacturing in the process industry.
Proceedings of the IIE Research Conference, Portland, OR, IIE. Abdulmalek, F. A. and J. Rajgopal (2006). "Analyzing the benefits of lean manufacturing and
value stream mapping via simulation: A process sector case study." International Journal of Production Economics: (2006), doi:10.1016/j.ijpe.2006.09.009.
Ahmad, M. and R. Benson (1999). Benchmarking in the Process Industries, Institution of Chemical Engineers (IChemE).
Ahmad, M., N. Dhafr, et al. (2005). "Model for establishing theoretical targets at the shop floor level in specialty chemicals manufacturing organizations." Robotics and Computer Integrated Manufacturing 21(4-5): 391-400.
Andel, T. (1996). "Manage inventory, own information." Transportation and Distribution 37(5): 54-58.
Beckett, A. J., C. E. R. Wainwright, et al. (2000). "Implementing an industrial continuous improvement system: a knowledge management case study." Industrial Management and Data Systems 100(7): 330-8.
Berry, D., D. R. Towill, et al. (1994). "Supply chain management in the electronics products industry." International Journal of Physical Distribution and Logistics Management 24: 20-20.
Billesbach, T. J. (1994). "Applying Lean Production Principles to a Process Facility." Production and Inventory Management Journal 35: 40-40.
Cachon, G. and M. Fisher (1997). "Campbell Soup's Continuous Replenishment Program: Evaluation and Enhanced Inventory Decision Rules." Production and Operations Management 6(3): 266-276.
Caux, C., F. David, et al. (2006). "Implementation of delayed differentiation in batch process industries: a standardization problem." International Journal of Production Research 44(16): 3243-3255.
Childerhouse, P. and D. Towill (2000). "Engineering supply chains to match customer requirements." Logistics Information Management 13(6): 337–345.
Childerhouse, P. and D. Towill (2000). Engineering supply chains to match customer requirements, MCB UP Ltd. 13: 337–345.
Christopher, M. (2000). "The Agile Supply Chain: Competing in Volatile Markets." Industrial Marketing Management 29(1): 37-44.
Christopher, M. and J. Gattorna (2005). "Supply chain cost management and value-based pricing." Industrial Marketing Management 34(2): 115-121.
Christopher, M., H. Peck, et al. (2006). "A Taxonomy for selecting global supply chain strategies." International Journal of Logistics Management 17(2): 277-287.
Christopher, M. and D. R. Towill (2002). "Developing Market Specific Supply Chain Strategies." International Journal of Logistics Management 13(1).
Clark, T. H. and J. L. McKenney (1994). Campbell Soup Company: A Leader in Continuous Replenishment Innovations: 248–265.
Cook, R. L. and R. A. Rogowski (1996). "Applying JIT Principles to Continuous Process Manufacturing Supply Chains." Production and Inventory Management Journal 37: 12-17.
Dennis, D. R. and J. R. Meredith (2000). "An analysis of process industry production and inventory management systems." Journal of Operations Management 18(6): 683-699.
Page 24
Devinney, T. M., D. F. Midgley, et al. (2001). "The Organizational Imperative and the Optimal Performance of the Global Firm: Formalizing and Extending the Integration-Responsiveness Framework." Organization Science 11(6): 674-695.
ECR (1993). Efficient Consumer Response. F. M. I. Research Department. Washington, DC. Fisher, M. L. (1997). "What Is the Right Supply Chain for Your Product?" Harvard Business
Review 75: 105-117. Fransoo, J. C. and W. Rutten (1994). "A Typology of Production Control Situations in
Process Industries." International Journal of Operations & Production Management 14: 47-47.
Gattorna, J. (2006). Living Supply Chains, London, England: Prentice Hall. Geary, S., S. M. Disney, et al. (2006). "On bullwhip in supply chains—historical review,
present practice and expected future impact." International Journal of Production Economics 101(1): 2-18.
Gibson, C. B. and J. Birkinshaw (2004). "The Antecedents, Consequences, and Mediating Role of Organizational Ambidexterity." Academy of Management Journal 47(2): 209-226.
Groover, M. P. (2007). Automation, Production Systems, and Computer-integrated Manufacturing, Prentice Hall.
Gunasekaran, A., K. Lai, et al. (2008). "Responsive supply chain: A competitive strategy in a networked economy." Omega 36(4): 549-564.
Harrison, A., M. Christopher, et al. (1999). Creating the Agile Supply Chain, Institute of Logistics and Transport.
Hayes, R. H. and S. C. Wheelwright (1984). Restoring Our Competitive Edge: Competing Through Manufacturing, Wiley.
Hill, T. (1989). Manufacturing Strategy: Text and Cases, Irwin. Hill, T. (1994). Manufacturing strategy: text and cases, Irwin. Holweg, M. (2007). "The genealogy of lean production." Journal of Operations Management
25(2): 420-437. Holweg, M., S. Disney, et al. (2005). "Supply Chain Collaboration: Making Sense of the
Strategy Continuum." European Management Journal 23(2): 170-181. Howleg, M. (1998). The three-day car challenge - Investigating the inhibitors of responsive
order fulfilment in new vehicle supply systems. Cardiff Business School, University of Wales. PhD Thesis.
Kaplan, R. S. and D. P. Norton (1996). "Using the Balanced Scorecard as a Strategic Management System." Harvard Business Review 74: 75-87.
Ketchen, J. D. J. and G. T. M. Hult (2007). "Bridging organization theory and supply chain management: The case of best value supply chains." Journal of Operations Management 25(2): 573-580.
Lee, H. L. (2004). "The Triple-A Supply Chain." Harvard Business Review 82(10): 102-113. Lee, H. L. (2004). The Triple-A Supply Chain. 82: 102-113. Liker, J. K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest
Manufacturer, McGraw-Hill. Mason-Jones, R., B. Naylor, et al. (2000). "Engineering the leagile supply chain."
International Journal of Agile Management Systems 2(1): 54-61. Melton, T. (2005). "The Benefits of Lean Manufacturing: What Lean Thinking has to Offer
the Process Industries." Chemical Engineering Research and Design/Official Journal of the European Federation of Chemical Engineering: Part A 83(A6): 662-673.
Naylor, B. J., M. M. Naim, et al. (1999). "Leagility: Integrating the lean and agile manufacturing paradigms in the total supply chain." International Journal of Production Economics 62(1-2): 107-118.
Page 25
Naylor, J. B., M. M. Naim, et al. (1999). "Leagility: integrating the lean and agile manufacturing paradigms in the total supply chain." International Journal of Production Economics 62(1/2): 107-18.
Rao, S. S. (2002). "Making enterprises Internet ready: e-business for process industries." WORK STUDY 51(4/5): 248-253.
Richards, C. W. (1996). "Agile manufacturing: beyond lean." Production and Inventory Management Journal 37(2): 60-64.
Rizk, N., A. Martel, et al. (2006). "Multi-item dynamic production-distribution planning in process industries with divergent finishing stages." Computers and Operations Research 33(12): 3600-3623.
SCC, Ed. (2008). Supply Chain Operations Reference (SCOR) Model Version 9.0. www.supply-chain.org, Version.
Shaw, N. E., T. F. Burgess, et al. (2005). "Supply chain agility: the influence of industry culture on asset capabilities within capital intensive industries." International Journal of Production Research 43(16): 3497-3516.
Smith-Daniels, V. L. and L. P. Ritzman (1988). A model for lot sizing and sequencing in process industries, Taylor & Francis. 26: 647-674.
Tan, K. C. (2001). A framework of supply chain management literature. 7: 39-48. Tomlin, B. T. and L. V. Snyder (2006). On the Value of a Threat Advisory System for
Managing Supply Chain Disruptions, Working paper, Lehigh University. Towill, D. R. (1994). 1961 and all that: the influence of Jay Forrester and John Burbidge on
the design of modern manufacturing systems. Towill, D. R. (1996). "Industrial dynamics modelling of supply chains." International Journal
of Physical Distribution and Logistics Management 26: 23-42. Towill, D. R. and P. McCullen (1999). "The impact of agile manufacturing on supply chain
dynamics." international Journal of Logistics Management 10(1): 83-96. Tushman, M. L. and C. A. O'Reilly Iii (2006). Ambidextrous Organizations: Managing
Evolutionary and Revolutionary Change, Sage Publications Inc. Van Donk, D. P. and J. C. Fransoo (2006). Operations management research in process
industries, Elsevier. 24: 211-214. Voss, C. A. (2007). "Learning from the first Operations Management textbook." Journal of
Operations Management 25(2): 239-247. Wallace, T. F. (1984). APICS Dictionary, American Production and Inventory Control
Society, Falls Church, Va. White, R. E. (1993). "An Empirical Assessment of JIT in US Manufacturers." Production and
Inventory Management Journal 34: 38-38. Womack, J. P. and D. T. Jones Lean Solutions. 22. Womack, J. P. and D. T. Jones (1996). Lean thinking, Simon & Schuster New York, NY. Womack, J. P. and D. T. Jones (2003). Lean Thinking: banish waste and create wealth in
your corporation, Free Press. Womack, J. P., D. T. Jones, et al. (1990). The machine that changed the world, Rawson
Associates New York. Yusuf, Y. Y. and E. O. Adeleye (2002). A comparative study of lean and agile manufacturing
with a related survey of current practices in the UK, Taylor and Francis Ltd. 40: 4545-4562.