15
High-Dust SCR Technology Operational Experience with Catalytic NO x Abatement 7 th International VDZ Congress 2013 Düsseldorf, 26 Sept 2013 Detlef Edelkott Schwenk Zement KG
| Date post: | 25-Oct-2015 |
| Category: |
Documents |
| Upload: | mariajoaobotelho |
| View: | 32 times |
| Download: | 2 times |

High-Dust SCR Technology
Operational Experience with Catalytic NOx Abatement
7th International VDZ Congress 2013Düsseldorf, 26 Sept 2013
Detlef EdelkottSchwenk Zement KG

• Aug 2008 - Application for permission and subsidies
• Oct 2008 - Purchase agreed
• until Mar 2010 - Planning, delivery, erection
• Apr 2010 - Start-up
• since May 2010 - Testing & optimisationsupported by in-depth research by VDZ
Project phases
Project Phases

Description of the SCR installation
Exhaust gas system with combined SCR and SNCR
NH3-injection for SNCR
NH3-injection for SCR
SCR
ID Fan

Suspension PreheaterMergelstetten with SCR Installation
Description of the SCR installation

Catalyst
specific requirements:
• fit for high dust contents
• sustainable activity
• low oxidation rate SO2 to SO3
• chemically and mechanically stable
• low pressure drop
Description of the SCR installation

6m
6m
blower
Scheme of a Catalyst Layer Cross-Section
18 catalyst modules
Description of the SCR installation

Process Control Scheme of SCR
Description of the SCR installation
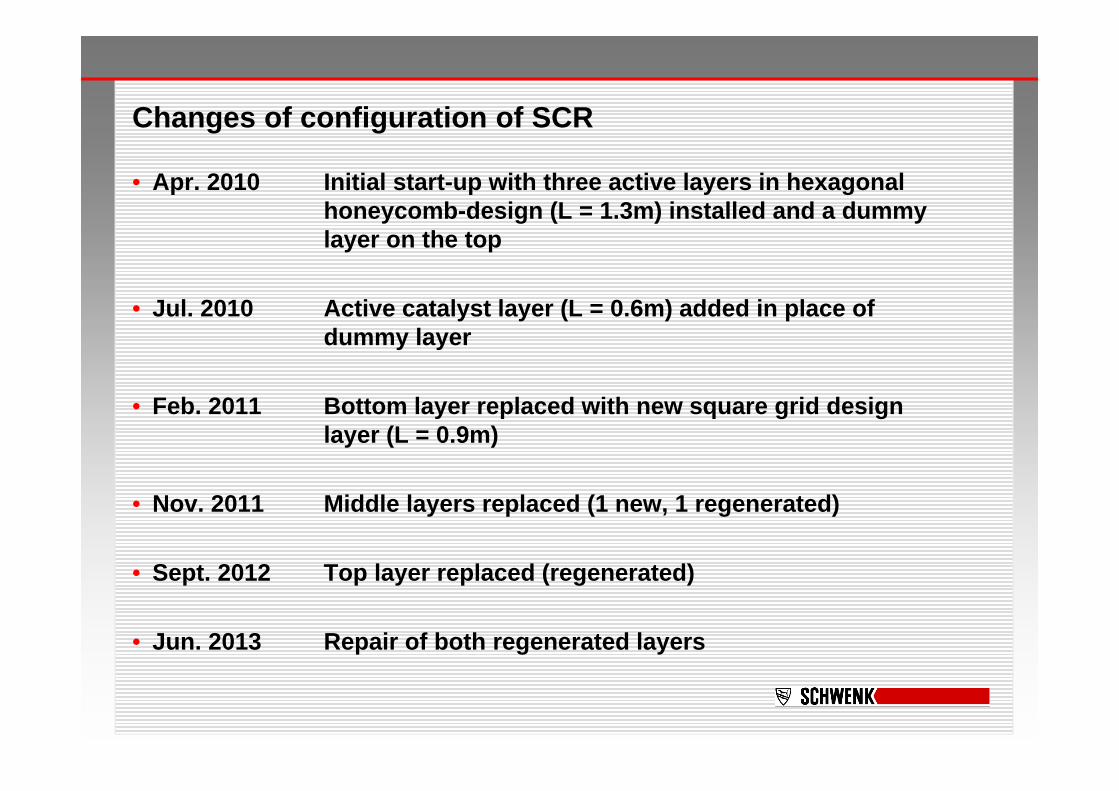
• Apr. 2010 Initial start-up with three active layers in hexagonal honeycomb-design (L = 1.3m) installed and a dummylayer on the top
• Jul. 2010 Active catalyst layer (L = 0.6m) added in place ofdummy layer
• Feb. 2011 Bottom layer replaced with new square grid design layer (L = 0.9m)
• Nov. 2011 Middle layers replaced (1 new, 1 regenerated)
• Sept. 2012 Top layer replaced (regenerated)
• Jun. 2013 Repair of both regenerated layers
Changes of configuration of SCR
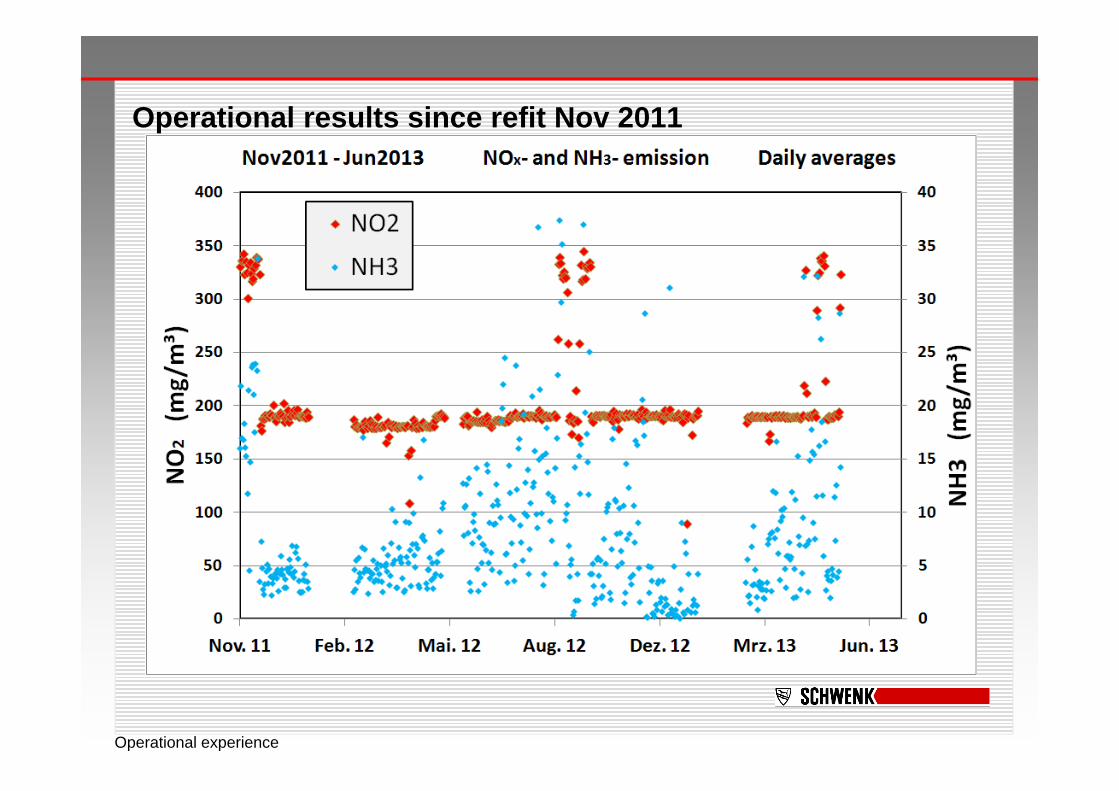
Operational results since refit Nov 2011
Operational experience

Operational results since refit Nov 2011
448 days clinker production411 days SCR operation 92 % availability

Operational costs of SCR
Investment and operational costs
- Catalyser replacement
- NH3 consumption24.9% Ammonia solution or 40% urea
- Power consumption

Influence of injection location on reduction agent consumption
Investment and operational costs
refitting ofSCR, SNCR
onlycombinedSCR/SNCR
SCR only
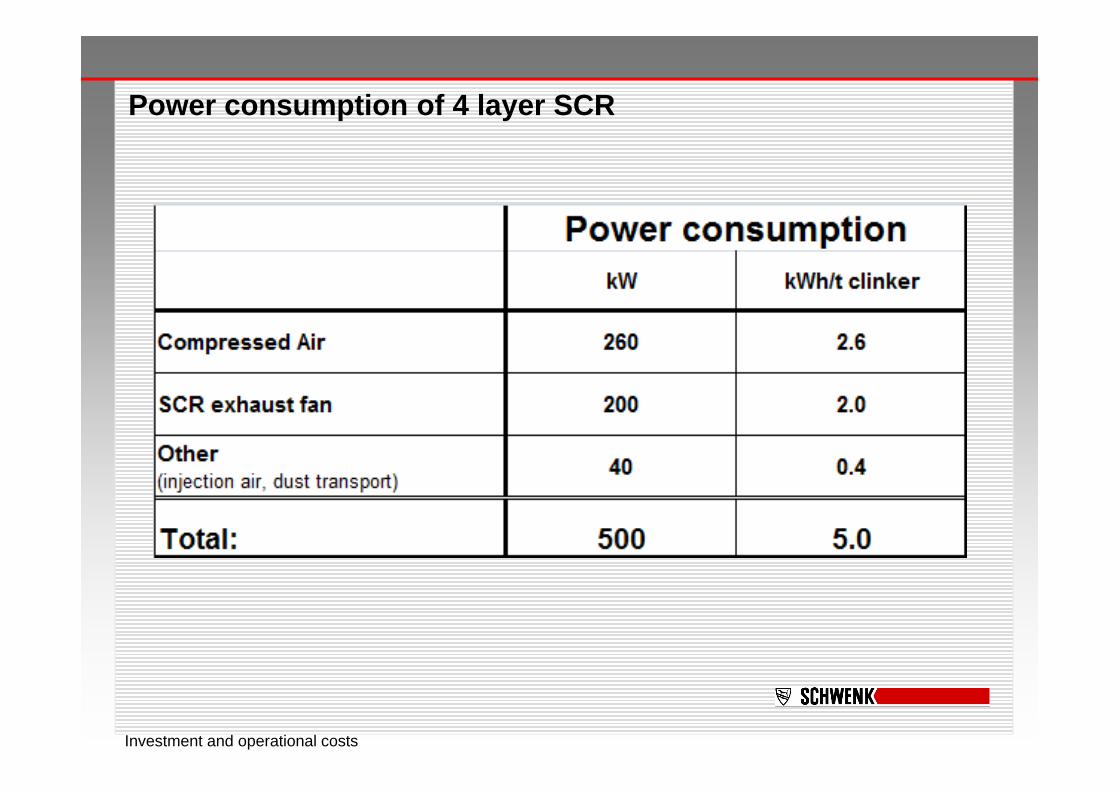
Power consumption of 4 layer SCR
Investment and operational costs

Conclusion• High-Dust SCR is feasible and effective –
emission limits of 200 mgNO2/m³ and 30 mg/m³ NH3 can certainly beachieved. The compressed-air cleaning system must be properlylevelled and maintained
• Availability approx. 92% in 2012 – 100% availability should beachievable
• Deactivation time has been unsatisfactorily low –longer life-cycle is expected with limitation of operation temperature bywater injection into the downcomer (less than 380°C)
• Regenerated catalyser elements were seen to suffer a decrease in mechanical resistance (erosion of weakened elements)
• Injection of either Urea or Ammonia solution show comparable results
Conclusion

…….many thanks!

![A Review on Selective Catalytic Reduction of NOx by NH3 ......post–combustion processes for NOx abatement [5,6]. Among them, selective catalytic reduction is Among them, selective](https://static.documents.pub/doc/80x56/61314aec1ecc51586944a4ea/a-review-on-selective-catalytic-reduction-of-nox-by-nh3-postacombustion.jpg)















