33
1 CHM 585 / 490 Chapter 4
| Date post: | 14-Dec-2015 |
| Category: |
Documents |
| Upload: | teresa-mcmahon |
| View: | 223 times |
| Download: | 6 times |
1
CHM 585 / 490
Chapter 4
2
Chapter 4
• Benzene / Toluene / Xylene
• Terephthalic Acid
• Cumene
• Phenol / Acetone / Bisphenol A
3
BTX
• Benzene / Toluene / Xylene
• Predominantly ( about 90%) from oil
• From reformate gasoline and pyrolysis gasoline
• BTX Content– Reformate: 3/13/18– Pyrolysis gasoline: 40/20/5
4
Reformate Gasoline
• Distillation of crude oil gives low octane fractions which must be “reformed” before using as gasoline.
• The fractions are mainly branched and unbranched alkanes and cycloalkanes
• Reforming involves heating at 500ºC with acidic isomerization catalysts (e.g. Al2O3
.
SiO2) and Pt followed by distillation
5
Pyrolysis gasoline
• From the cracking of naptha for the production of ethylene, propylene, and other olefins.
6
Isolation of Aromatics from Reformate and Pyrolysis Gas
• Problems with fractional distillation– Cyclohexane, n-heptane, and other alkanes
form azeotropes with benzene and toluene– Minor difference between boiling points of the
C8 components. e.g.:• Ethylbenzene 136.2 ºC p-xylene 138.3 ºC
• m-xylene 139.1 ºC o-xylene 144.4 ºC
• Separation requires special processes
7
Separation Techniques
• Azeotropic distillation
• Extractive distillation
• Liquid-liquid extraction
• Crystallization
• Adsorption
Let’s review azeotropes before continuing
8
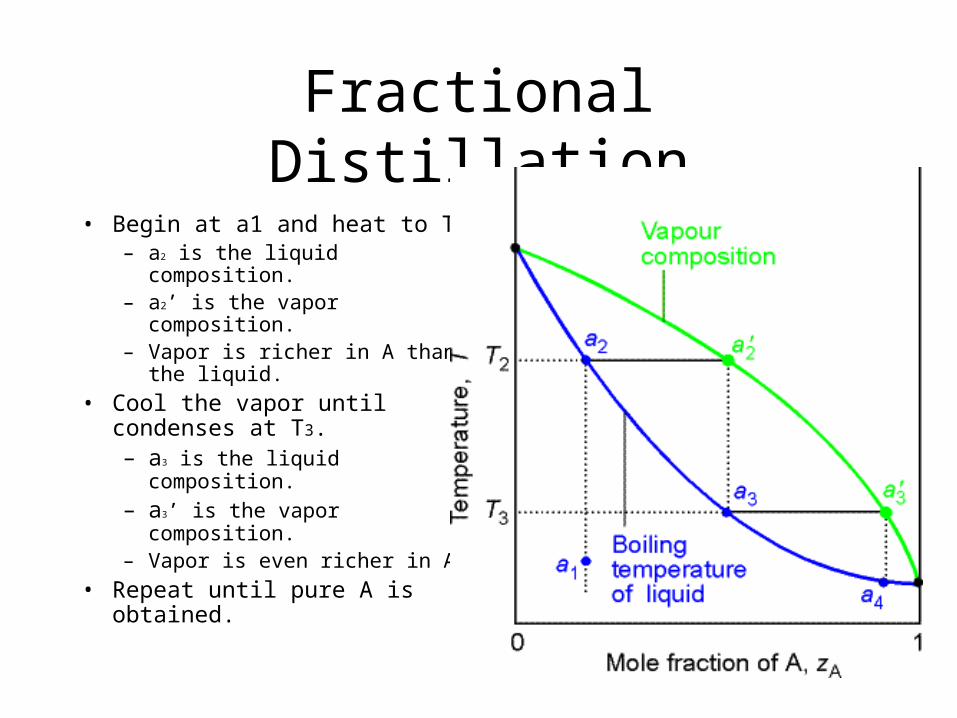
Fractional Distillation
• Begin at a1 and heat to T2.– a2 is the liquid composition.– a2’ is the vapor composition.– Vapor is richer in A than the
liquid.
• Cool the vapor until condenses at T3.– a3 is the liquid composition.
– a3’ is the vapor composition.– Vapor is even richer in A
• Repeat until pure A is obtained.
9
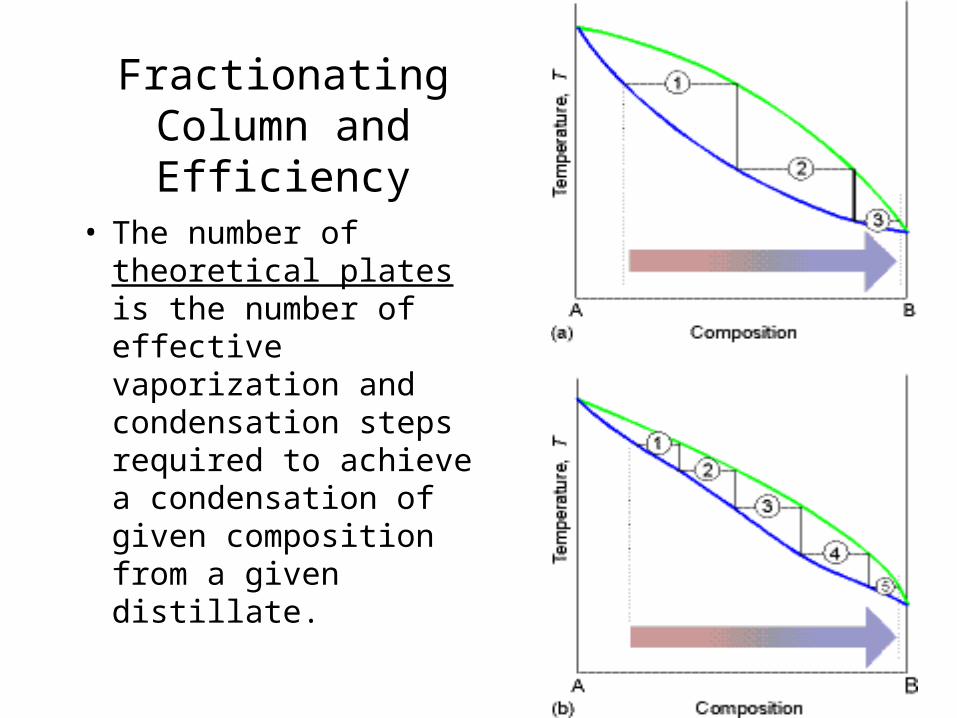
Fractionating Column and Efficiency
• The number of theoretical plates is the number of effective vaporization and condensation steps required to achieve a condensation of given composition from a given distillate.
10
Azeotropes
• In some real systems, the temperature / composition curve is far from ideal. A maximum or minimum in the curve is possible; this is an azeotrope.
• At the azeotrope, the liquid and vapor have the same composition
11
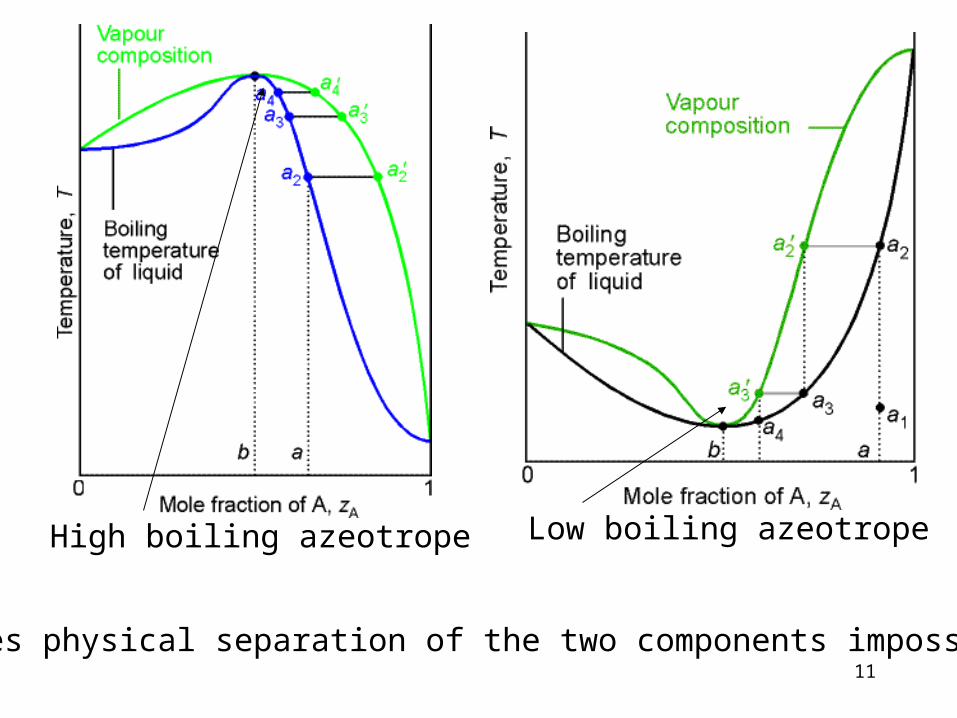
High boiling azeotrope Low boiling azeotrope
•Makes physical separation of the two components impossible.
12
Distillation of Ethanol
• Azeotrope is around 95 % ethanol..
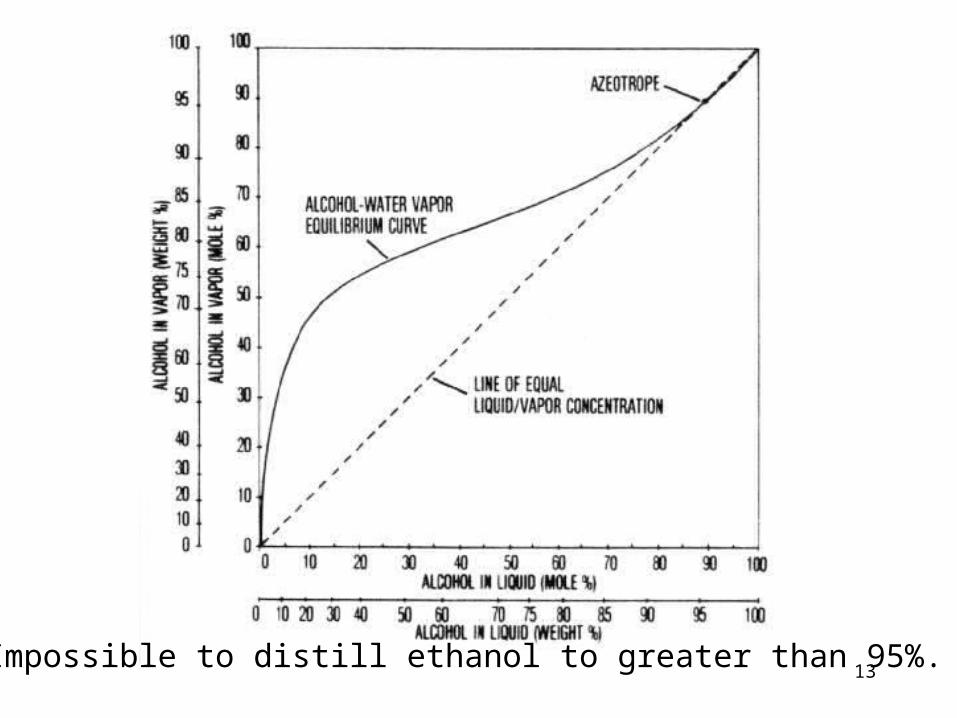
13Impossible to distill ethanol to greater than 95%.
14
Azeotropic Distillation to Isolate Aromatics
• Best when high aromatic content• The addition of strongly polar agents (amines,
alcohols, ketones, water) facilitates the removal of alkanes and cycloalkanes as lower boiling azeotropes
• For example, add acetone to remove nonaromatics from the benzene fraction and then extract the acetone from the benzene with water.
15
Extractive Distillation
• An additive is used to increase the differences in boiling points
• For example, add NMP (N-methylpyrrolidone)
• This increases the boiling point of the aromatics by “complexation” of the electrons in the aromatic ring with the NMP and therefore facilitates separation
NO
CH3
16
Liquid-liquid extraction
• Same principle as the separatory funnel, but continuous. Based upon countercurrent flow.
• The mixture is added to the middle of a column. The extraction liquid is added to the top. The non aromatics leave the column at the top and the aromatics with solvent exits from the lower part of the column
• Most extraction processes provide a mixing zone followed by a settling zone.
17
18
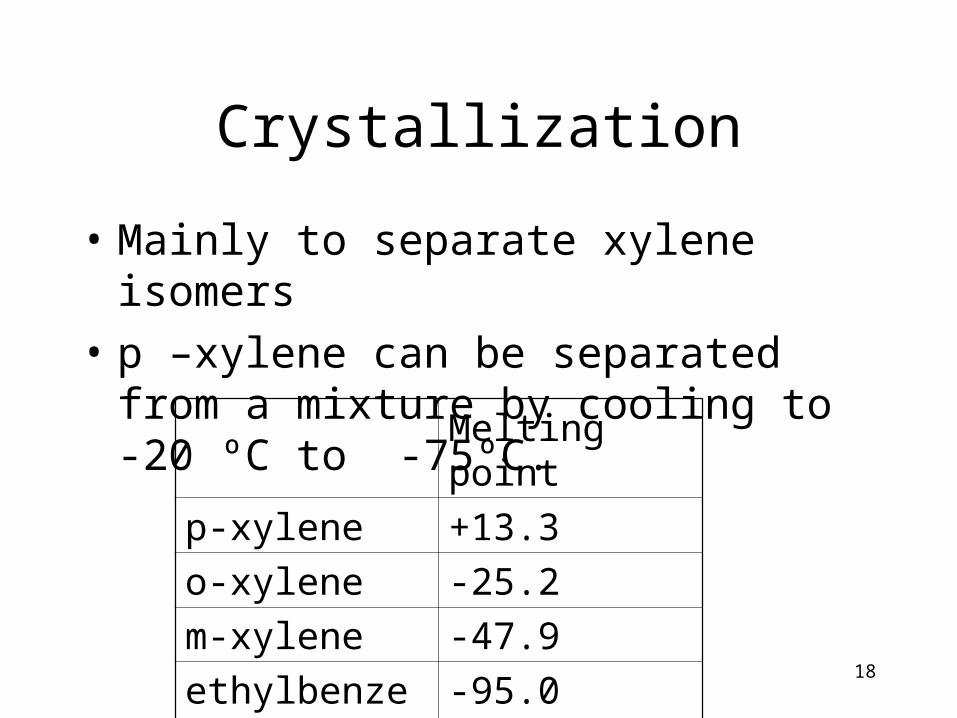
Crystallization
• Mainly to separate xylene isomers
• p –xylene can be separated from a mixture by cooling to -20 ºC to -75ºC.
Melting point
p-xylene +13.3
o-xylene -25.2
m-xylene -47.9
ethylbenzene -95.0
19
Adsorption
• Depends upon selective adsorption on a column, followed by desorption
• Molecular sieves = zeolites = alumino-silicates having different pore size
• UOP process involves selective adsorption of p-xylene ( from a C8 stream) followed by desorption
20
p-Xylene
• 7 billion pounds
• BP-Amoco the biggest with 4.6 billion pounds of U.S. capacity
• Virtually all goes to production of terephthalic acid and dimethyl terephthalate
CH3
CH3
21
CH3
CH3
COOH
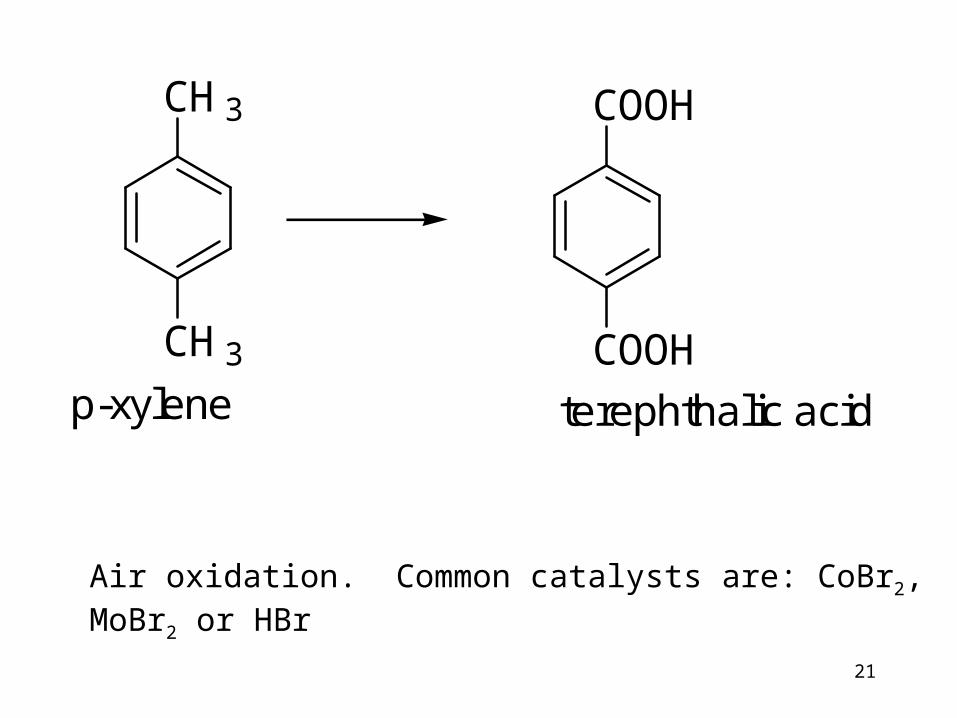
COOHp-xylene terephthalic acid
Air oxidation. Common catalysts are: CoBr2, MoBr2 or HBr
22
COOH
COOH
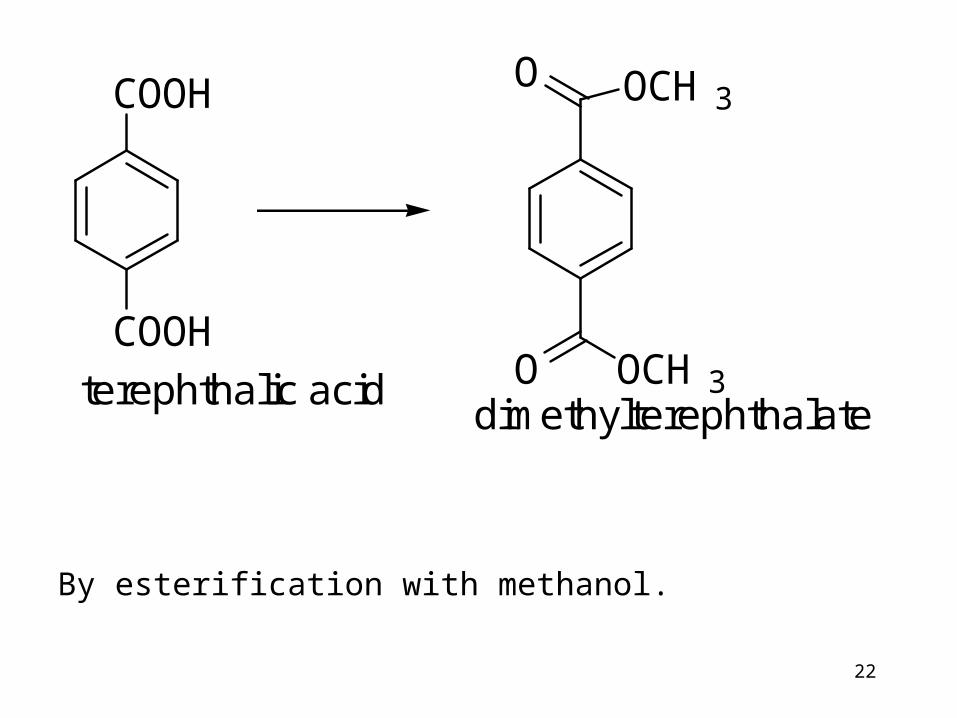
terephthalic acid
OCH3O
OCH3Odimethylterephthalate
By esterification with methanol.
23
TA & DMT
• Dupont Cape Fear plant makes terephthalic acid ( sold to Alpek, a Mexican petrochemicals group)
• Kosa ( Wilmington plant) makes terephthalic acid and dimethyl terephthalate
• Kosa makes about 1.5 billion pounds per year of dimethylterephthalate – largest in North America
24
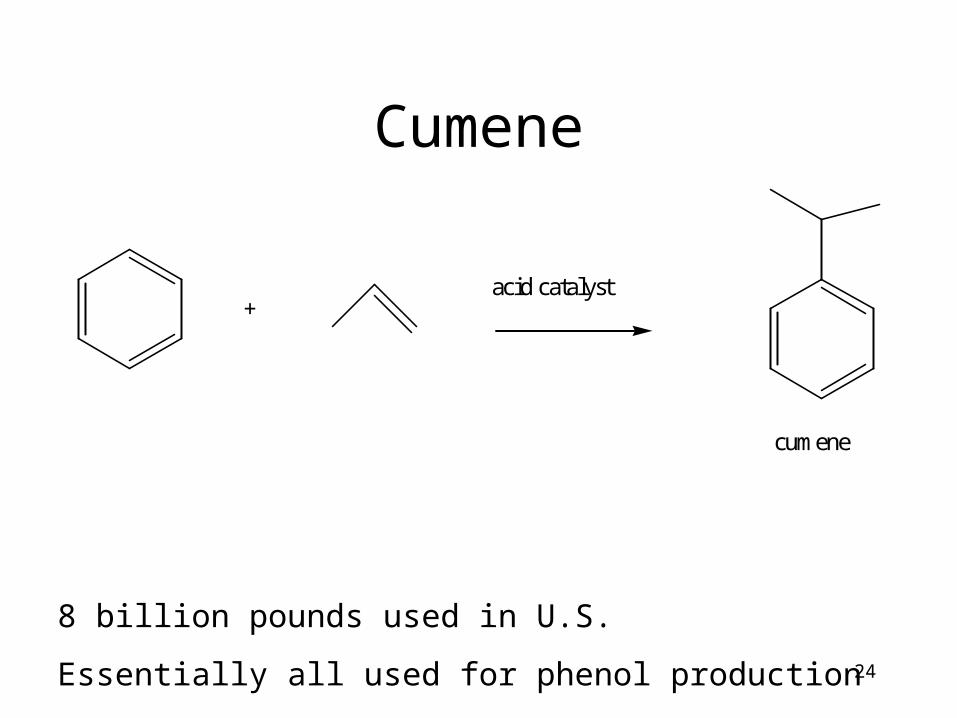
Cumene
+acid catalyst
cumene
8 billion pounds used in U.S.
Essentially all used for phenol production
25
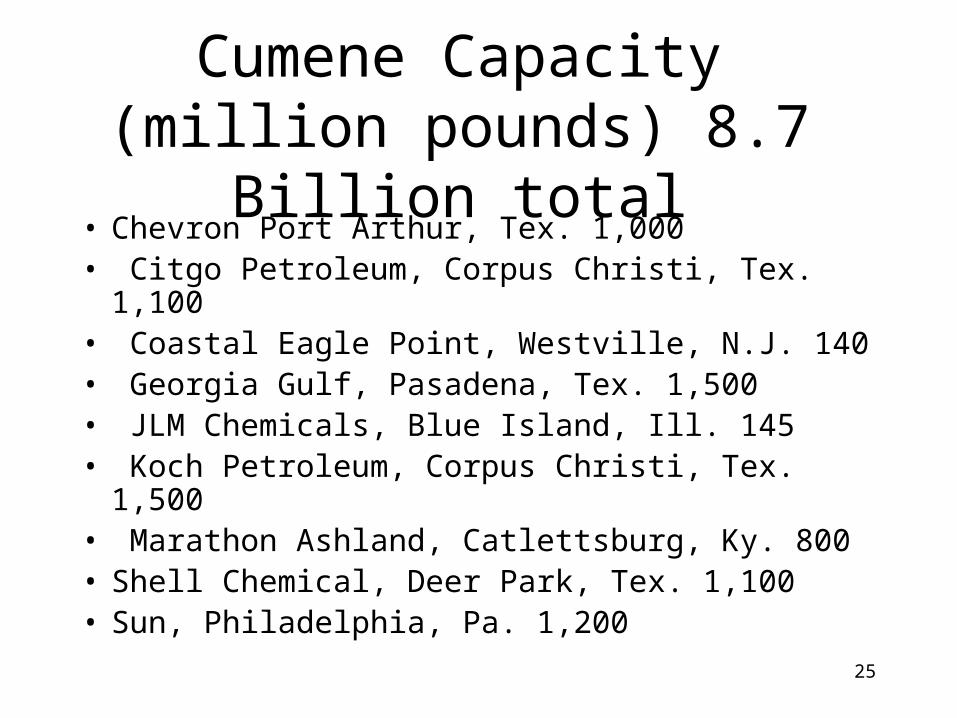
Cumene Capacity (million pounds) 8.7 Billion total
• Chevron Port Arthur, Tex. 1,000• Citgo Petroleum, Corpus Christi, Tex. 1,100• Coastal Eagle Point, Westville, N.J. 140• Georgia Gulf, Pasadena, Tex. 1,500• JLM Chemicals, Blue Island, Ill. 145• Koch Petroleum, Corpus Christi, Tex. 1,500• Marathon Ashland, Catlettsburg, Ky. 800 • Shell Chemical, Deer Park, Tex. 1,100 • Sun, Philadelphia, Pa. 1,200
26
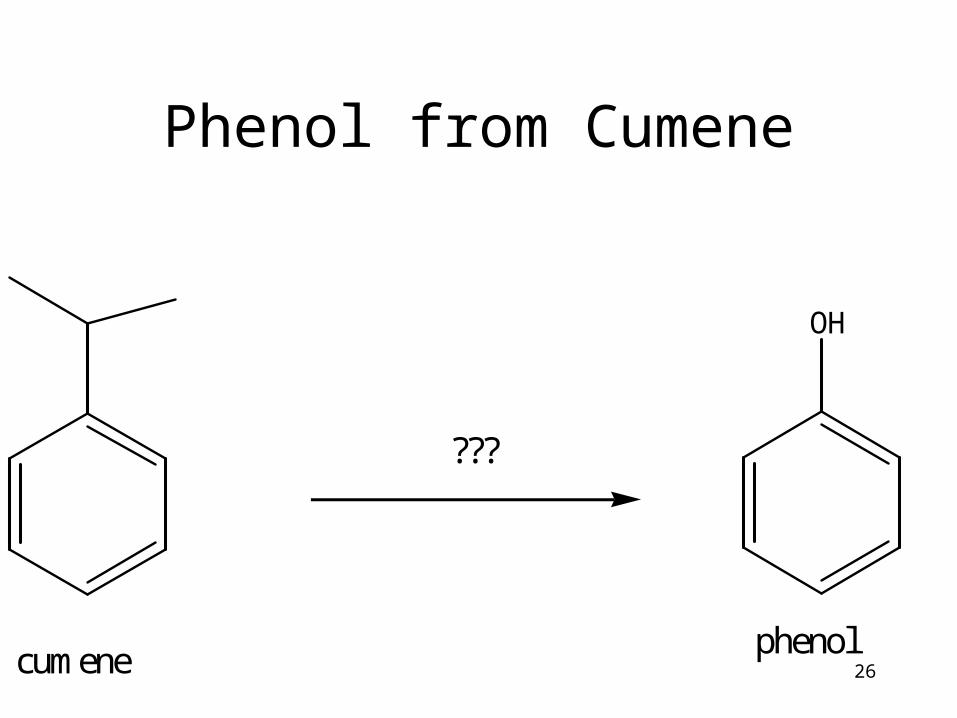
Phenol from Cumene
cumene
OH
phenol
???
27
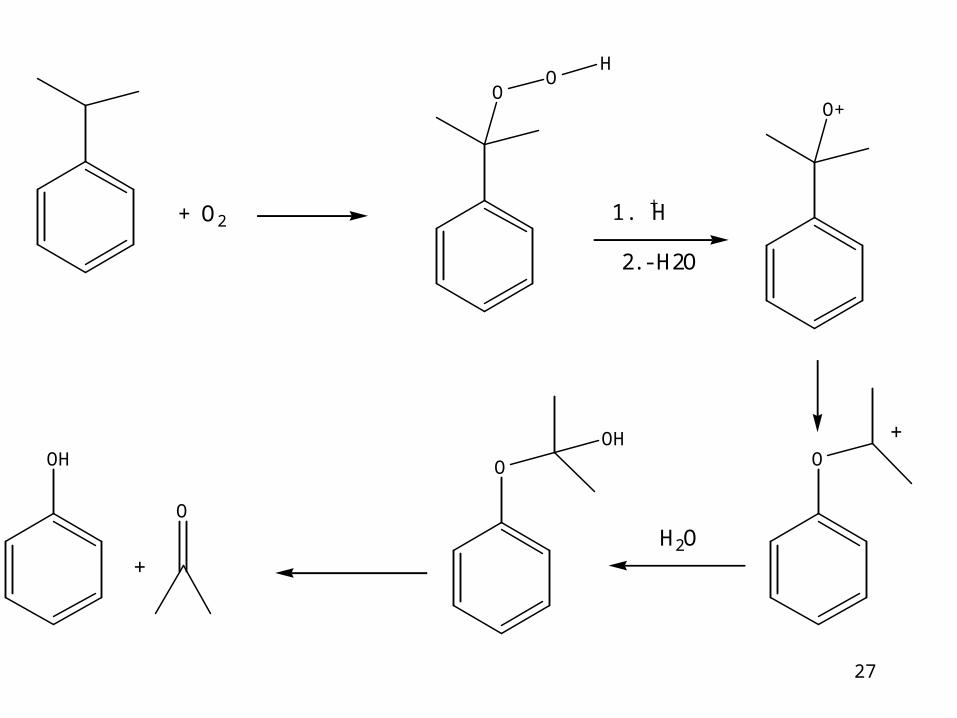
+ O2
OO
H
1. H+
2. - H2O
O+
O
+
H2O
O
OHOH
+
O

28
Sunoco Phenol PlantHaverhill, Ohio
•
29
Kellogg Phenol Plants
30
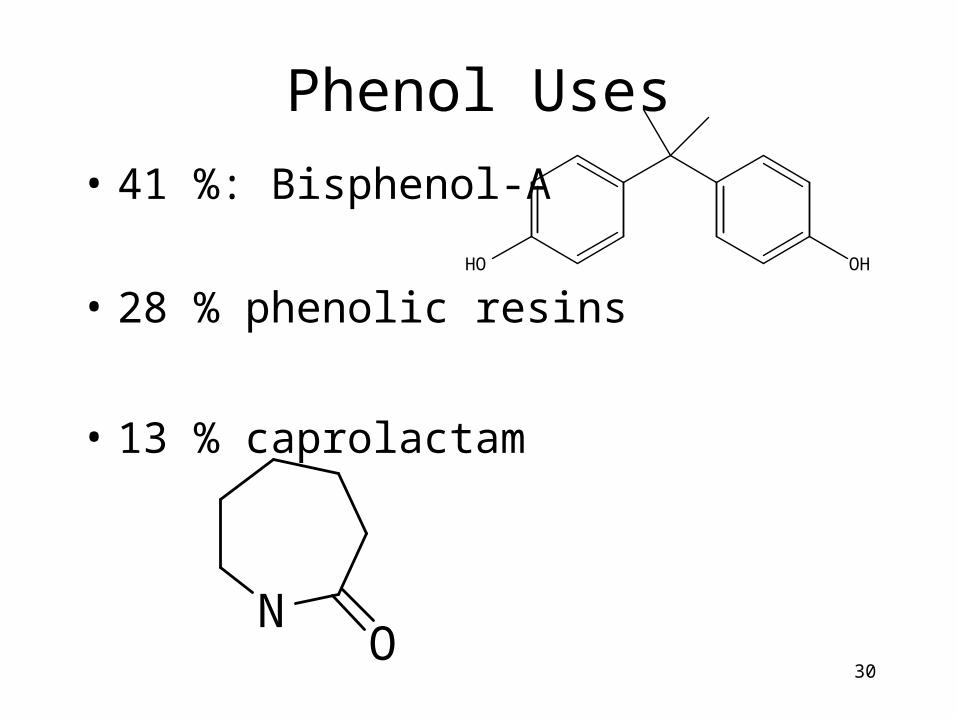
Phenol Uses
• 41 %: Bisphenol-A
• 28 % phenolic resins
• 13 % caprolactam
NO
OHHO
31
Major Phenol Producers
• Sun, Shell, Dow, GE, and Georgia Gulf are major producers
• GE plant at 700 million pounds• JLM has a 95 million pound plant in Illinois
(same JLM that operates shipping in Wilmington)
• Current demand about 5 billion pounds• 0.62 pounds acetone per pound phenol
32
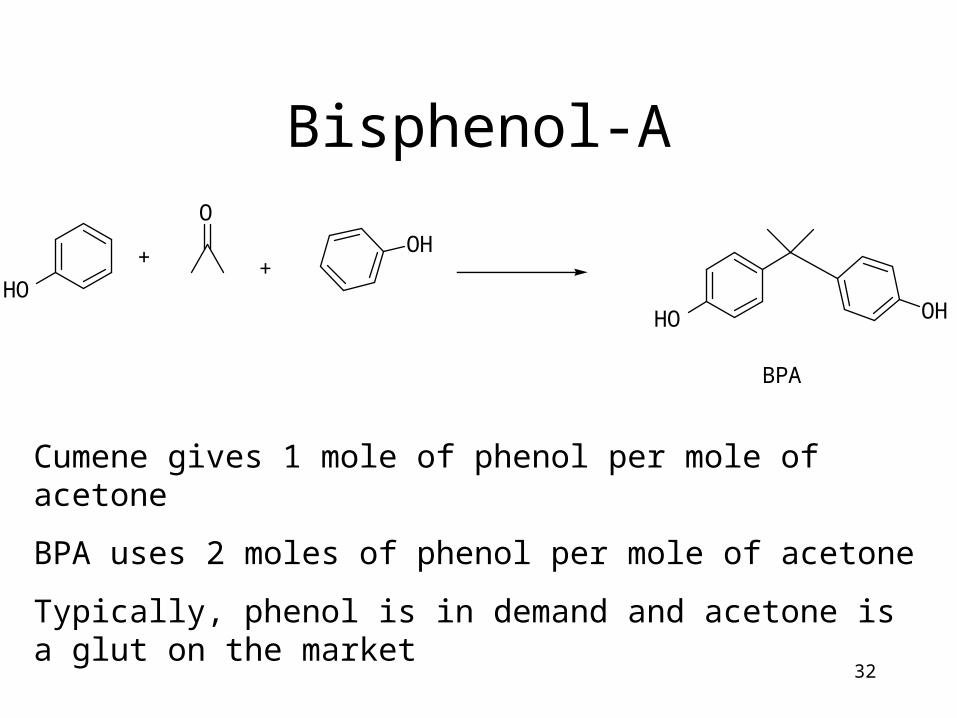
Bisphenol-A
HO
OH+
O
+
HO OH
BPA
Cumene gives 1 mole of phenol per mole of acetone
BPA uses 2 moles of phenol per mole of acetone
Typically, phenol is in demand and acetone is a glut on the market
33
On to bigger things!

















