21
Conversion Processes 1. THERMAL PROCESSES 2. CATALYTIC PROCESSES 1
| Date post: | 07-Feb-2018 |
| Category: |
Documents |
| Upload: | nguyenxuyen |
| View: | 221 times |
| Download: | 3 times |

Conversion Processes
1. THERMAL PROCESSES
2. CATALYTIC PROCESSES
1
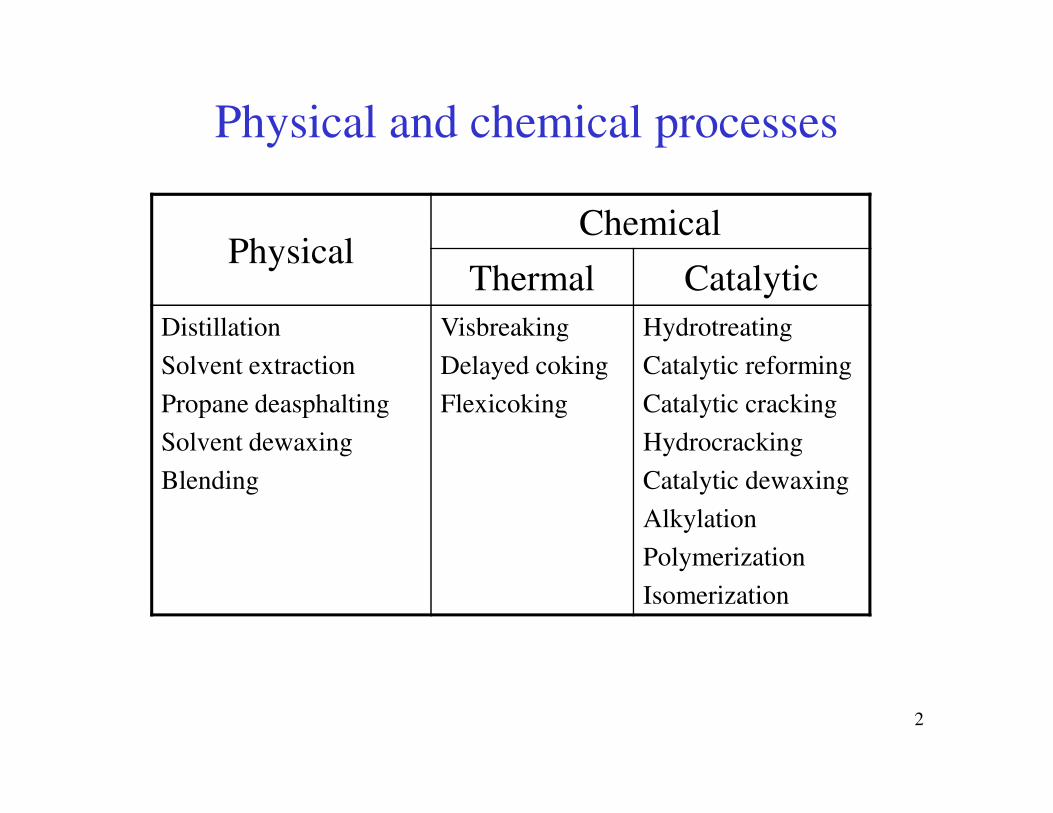
Physical and chemical processes
PhysicalChemical
Thermal Catalytic
Distillation
Solvent extraction
Propane deasphalting
Visbreaking
Delayed coking
Flexicoking
Hydrotreating
Catalytic reforming
Catalytic cracking
2
Propane deasphalting
Solvent dewaxing
Blending
Flexicoking Catalytic cracking
Hydrocracking
Catalytic dewaxing
Alkylation
Polymerization
Isomerization

Cracking
• Cracking is a petroleum refining process in which heavy-
molecular weight hydrocarbons are broken up into light
hydrocarbon molecules by the application of heat and
pressure, with or without the use of catalysts, to derive a pressure, with or without the use of catalysts, to derive a
variety of fuel products.
• Cracking is one of the principal ways in which crude oil is
converted into useful fuels such as motor gasoline, jet fuel,
and home heating oil.
3
1. Thermal Cracking• Thermal cracking is a refining process in which heat (~800°C) and
pressure (~700kPa) are used to break down, rearrange, or
combine hydrocarbon molecules.
• The first thermal cracking process was developed around 1913.
• Distillate fuels and heavy oils were heated under pressure in large
drums until they cracked into smaller molecules with better drums until they cracked into smaller molecules with better
antiknock characteristics.
• This method produced large amounts of solid, unwanted coke.
• This early process has evolved into the following applications of
thermal cracking:
A. visbreaking
B. steam cracking
C. coking4

A. Visbreaking• Visbreaking is a mild form of thermal cracking that lowers the
viscosity of heavy crude-oil residues without affecting theboiling point range.
• Residuum from the atmospheric distillation tower is heated(425-510ºC) at atmospheric pressure and mildly cracked in aheater.
• It is then quenched with cool gas oil to control over-cracking,
5
• It is then quenched with cool gas oil to control over-cracking,and flashed in a distillation tower.
• Visbreaking is used to reduce the pour point of waxy residuesand reduce the viscosity of residues used for blending withlighter fuel oils.
• Middle distillates may also be produced, depending on productdemand.
• The thermally cracked residue tar, which accumulates in thebottom of the fractionation tower, is vacuum-flashed in astripper and the distillate recycled.

• Vacuum residue can be cracked.
• The severity of the visbreaking depends upon temperature
and reaction time (1-8 min).
• Usually < 10 wt% of gasoline and lighter products are
produced.
6

B) Steam Cracking Process
• Steam cracking is a petrochemical process sometimes used in
refineries to produce olefinic raw materials (e.g., ethylene)
from various feedstock for petrochemicals manufacture.
• The feedstock range from ethane to vacuum gas oil, with
heavier feeds giving higher yields of by-products such asheavier feeds giving higher yields of by-products such as
naphtha.
• The most common feeds are ethane, butane, and naphtha.
• Steam cracking is carried out at temperatures of 1,500°-
1,600°F, and at pressures slightly above atmospheric.
• Naphtha produced from steam cracking contains benzene,
which is extracted prior to hydrotreating.
• Residual from steam cracking is sometimes blended into
heavy fuels.7

• The ‘‘bottom of the barrel’’ has become more of a problem for refiners
because the market for heavy residual fuel oils has been decreasing.
• Historically, the heavy residual fuel oils have been burned to produce
electric power and to supply the energy needs of heavy industry, but
more severe environmental restrictions have caused many of these
C) Coking Processes
8
more severe environmental restrictions have caused many of these
users to switch to natural gas.
• Coking units convert heavy feedstocks into a solid coke and lower
boiling hydrocarbon products which are suitable as feedstocks to
other refinery units for conversion into higher value transportation
fuels.
• Actually the coke formed contains some volatile matter or high-boiling
hydrocarbons. To eliminate essentially all volatile matter from
petroleum coke it must be calcined at approximately 1095 to 1260°C.
• Coking is a severe method of thermal cracking used to
upgrade heavy residuals into lighter products or
distillates.
• Coking produces straight-run gasoline (coker naphtha) and
various middle-distillate fractions used as catalytic
cracking feedstock.
• The process completely reduces hydrogen so that the• The process completely reduces hydrogen so that the
residue is a form of carbon called "coke."
•
• The two most common processes:
1. delayed coking
2. continuous (contact or fluid) coking
.9
C-1) Delayed coking
• The heated charge (typically residuum from atmospheric
distillation towers) is transferred to large coke drums
which provide the long residence time needed to allow the
cracking reactions to proceed to completion.cracking reactions to proceed to completion.
1. Initially the heavy feedstock is fed to a furnace which heats
the residuum to high temperatures (900°-950° F) at low
pressures (25-30 psi) and is designed and controlled to
prevent premature coking in the heater tubes .
2. The mixture is passed from the heater to one or more coker
drums where the hot material is held approximately 24
hours (delayed) at pressures of 25-75 psi, until it cracks
into lighter products. 10

3. Vapors from the drums are returned to a fractionator
where gas, naphtha, and gas oils are separated out.
4. The heavier hydrocarbons produced in the fractionator are
recycled through the furnace.
5. After the coke reaches a predetermined level in one drum,the flow is diverted to another drum to maintain continuousoperation.
6. The full drum is steamed to strip out uncracked
11
6. The full drum is steamed to strip out uncrackedhydrocarbons, cooled by water injection, and de-coked bymechanical or hydraulic methods.
7. The coke is mechanically removed by an auger rising fromthe bottom of the drum. Hydraulic decoking consists offracturing the coke bed with high-pressure water ejectedfrom a rotating cutter.

12

C-2) Flexicoker• Continuous (contact or fluid) coking is a moving-bed process that operates at
temperatures higher than delayed coking.
• Thermal cracking occurs by using heat transferred from hot, recycled coke
particles to feedstock in a radial mixer, called a reactor, at a pressure of 50 psi.
• Gases and vapors are taken from the reactor, quenched to stop any further
reaction, and fractionated.
• Feed can be any heavy oil such as vacuum resid, coal tar, shale oil, or tar sand• Feed can be any heavy oil such as vacuum resid, coal tar, shale oil, or tar sand
bitumen.
• The feed is preheated to about 600 to 700°F (315 to 370°C) and
• sprayed into the reactor where it contacts a hot fluidized bed of coke.
• This hot coke is recycled to the reactor from the coke heater at a rate which is
sufficient to maintain the reactor fluid bed temperature between 950 and
1000°F (510 to 540°C).
• The coke recycle from the coke heater thus provides sensible heat and heat of
vaporization for the feed and the endothermic heat for the cracking reactions.13

• The cracked vapor products pass through cyclone
separators in the top of the reactor to separate most of the
entrained coke particles (cyclone separators are efficient
down to particle sizes about 7 microns, but the efficiency
falls off rapidly as the particles become smaller) and are
then quenched in the scrubber vessel located at the top of
the reactor.
• Some of the high-boiling [925°F (495°C)] cracked vapors
are condensed in the scrubber and recycled to the reactor.are condensed in the scrubber and recycled to the reactor.
• The balance of the cracked vapors flow to the coker
fractionator where the various cuts are separated. Wash oil
circulated over baffles in the scrubber provides quench
cooling and also serves to reduce further the amount of
entrained fine coke particles.
14
• The coke produced by cracking is deposited as thin films
on the surface of the existing coke particles in the reactor
fluidized bed.
• The coke is stripped with steam in a baffled section at the
bottom of the reactor to prevent reaction products, other
than coke, from being entrained with the coke leaving the
reactor.
• Coke flows from the reactor to the heater where it is
reheated to about 1100°F (593°C). reheated to about 1100°F (593°C).
• The coke heater is also a fluidized bed and its primary
function is to transfer heat from the gasifier to the reactor.
15

• Coke flows from the coke heater to a third fluidized bed in the gasifier
where it is reacted with air and steam to produce a fuel gas product
consisting of CO, H2, CO2, and N2.
• Sulfur in the coke is converted primarily to H2S, plus a small amount
of COS, and nitrogen in the coke is converted to NH3 and N2.
• This gas flows from the top of the gasifier to the bottom of the heater
where it serves to fluidize the heater bed and provide the heat
needed in the reactor.
• The reactor heat requirement is supplied by recirculating hot coke from
the gasifier to the heater.the gasifier to the heater.
• The system can be designed and operated to gasify about 60 to 97% of
the coke product in the reactor.
• The overall coke inventory in the system is maintained by withdrawing
a stream of purge coke from the heater.
• The coke fines collected in the venturi scrubber plus the purge coke
from the heater represent the net coke yield and contain essentially all
of the metal and ash components of the reactor feed stock.
16

Simplified flow diagram for a Flexicoker.
17

C-3) FLUID COKING
• Fluid coking is a simplified version of flexicoking.
• In the fluid coking process only enough of the coke (is about 20 to
25%) is burned to satisfy the heat requirements of the reactor and the
feed preheat.
• Only two fluid beds are used in a fluid coker—a reactor and a burner • Only two fluid beds are used in a fluid coker—a reactor and a burner
which replaces the heater.
• The primary advantage of the Flexicoker over the more simple
• fluid coker is that
1. Most of the heating value of the coke product is made available as
low sulfur gas which can be burned without an SO2 removal system
2. The coke gas can be used to displace liquid and gaseous hydrocarbon
fuels in the refinery process heaters and does not have to be used
exclusively in boilers as is the case with fluid coke.18

• Three typical types of coke are obtained :
1. sponge coke,
2. honeycomb coke
3. needle coke
Coke End Uses
• Depending upon the
1. reaction mechanism
2. time
3. Temperature
4. the crude feedstock
19

1. Fuel
2. Manufacture of anodes for electrolytic cell reduction of alumina
3. Direct use as chemical carbon source for manufacture of elemental
phosphorus, calcium carbide, and silicon carbide
4. Manufacture of electrodes for use in electric furnace production of elemental
phosphorus, titanium dioxide, calcium carbide, and silicon carbide
5. Manufacture of graphite
20

TYPES, PROPERTIES, AND USES OF
PETROLEUM COKE
21

















