REVIEW PAPER The Acid and Alkaline Solubilization Process for the Isolation of Muscle Proteins: State of the Art Helgi Nolsøe & Ingrid Undeland Received: 2 July 2007 / Accepted: 17 April 2008 / Published online: 19 June 2008 # Springer Science + Business Media, LLC 2008 Abstract The acid and alkaline solubilization processes for isolating muscle protein from ground fish raw materials are investigated by scrutinizing the literature. Following an introduction to the processes, with some underlying chemistry, patents related to the acid and alkaline solubili- zation process are described together with previously patented methods for processing of protein isolates. Focus is then placed on comparing a range of factors important in fish muscle protein isolation between the acid and alkaline solubilization processes, and classic washing-based surimi technology. The factors addressed were: protein yield, gel quality, color, lipid reduction, lipid oxidation, microbial stability, and frozen storage stability. A long series of studies made with different fish/shellfish species have been used for this purpose. Certain results are summarized in table form (protein yields, gel strength, and whiteness), others only in text form. From this part of the review, it is obvious that the acid process often has certain advantages (e.g., protein yield) and the alkaline process other ones (gel strength, whiteness, lipid removal, lipid oxidation, and total microbial count). Thus, the choice of method depends on the application. It is clear that most species respond differently to acid and alkaline solubilization, which is why the two methods are initially compared. In a section about new processing attempts, the use of the acid and alkaline methodology for isolating proteins from whole fish/shellfish and fish by-products is reviewed together with attempts to recover waste water proteins and attempts to modify the process. Tentative uses of the new protein isolates, e.g., as coatings, protein brines, and emulsifiers are finally described together with some conclusions and future opportunities for the acid and alkaline processes. Keywords Protein . Isolate . Acid . Alkaline . Solubilization . Fish . Processing Introduction Along with an increasing awareness that our marine resources are not endless, numerous efforts are currently ongoing to better utilize fish by-products and small underutilized fish species. A common feature of these raw materials is that they have a complex bone structure rendering physical separation of the muscle challenging. The complexity also applies to the composition, since there is often an abundance of blood, fat, and pigments which makes stability of the separated muscle a challenge. Among previous efforts to improve the utilization of these kinds of raw materials are inventions involving different types of deboning equipment. Several suitable mechanical methods of separation are known. Most well known are the deboning machines from Baader and Bibun in which the flesh is pressed through perforations in a rotating drum, by means of a powerful rubber belt, leaving bone, etc. behind. In fish processing, the deboners are mainly used in production of mince from beheaded and eviscerated fish, from whole fillets or from off-cuts from the trimming of fillets. However, it can also be used for separating the meat left on the backbones, collarbones and heads, etc. To obtain a good yield from such low cost raw Food Bioprocess Technol (2009) 2:1–27 DOI 10.1007/s11947-008-0088-4 H. Nolsøe (*) Faroe Fisheries Laboratory, Nóatún 1, 110 Tórshavn, Faroe Islands e-mail: [email protected]I. Undeland Department of Chemical and Biological Engineering—Food Science, Chalmers University of Technology, 412 96 Göteborg, Sweden
Transcript
REVIEW PAPER
The Acid and Alkaline Solubilization Processfor the Isolation of Muscle Proteins: State of the Art
Helgi Nolsøe & Ingrid Undeland
Received: 2 July 2007 /Accepted: 17 April 2008 /Published online: 19 June 2008# Springer Science + Business Media, LLC 2008
Abstract The acid and alkaline solubilization processes forisolating muscle protein from ground fish raw materials areinvestigated by scrutinizing the literature. Following anintroduction to the processes, with some underlyingchemistry, patents related to the acid and alkaline solubili-zation process are described together with previouslypatented methods for processing of protein isolates. Focusis then placed on comparing a range of factors important infish muscle protein isolation between the acid and alkalinesolubilization processes, and classic washing-based surimitechnology. The factors addressed were: protein yield, gelquality, color, lipid reduction, lipid oxidation, microbialstability, and frozen storage stability. A long series ofstudies made with different fish/shellfish species have beenused for this purpose. Certain results are summarized intable form (protein yields, gel strength, and whiteness),others only in text form. From this part of the review, it isobvious that the acid process often has certain advantages(e.g., protein yield) and the alkaline process other ones (gelstrength, whiteness, lipid removal, lipid oxidation, and totalmicrobial count). Thus, the choice of method depends onthe application. It is clear that most species responddifferently to acid and alkaline solubilization, which iswhy the two methods are initially compared. In a sectionabout new processing attempts, the use of the acid andalkaline methodology for isolating proteins from whole
fish/shellfish and fish by-products is reviewed together withattempts to recover waste water proteins and attempts tomodify the process. Tentative uses of the new proteinisolates, e.g., as coatings, protein brines, and emulsifiers arefinally described together with some conclusions and futureopportunities for the acid and alkaline processes.
Keywords Protein . Isolate . Acid . Alkaline .
Solubilization . Fish . Processing
Introduction
Along with an increasing awareness that our marineresources are not endless, numerous efforts are currentlyongoing to better utilize fish by-products and smallunderutilized fish species. A common feature of these rawmaterials is that they have a complex bone structurerendering physical separation of the muscle challenging.The complexity also applies to the composition, since thereis often an abundance of blood, fat, and pigments whichmakes stability of the separated muscle a challenge.
Among previous efforts to improve the utilization ofthese kinds of raw materials are inventions involvingdifferent types of deboning equipment. Several suitablemechanical methods of separation are known. Most wellknown are the deboning machines from Baader and Bibunin which the flesh is pressed through perforations in arotating drum, by means of a powerful rubber belt, leavingbone, etc. behind. In fish processing, the deboners aremainly used in production of mince from beheaded andeviscerated fish, from whole fillets or from off-cuts fromthe trimming of fillets. However, it can also be used forseparating the meat left on the backbones, collarbones andheads, etc. To obtain a good yield from such low cost raw
I. UndelandDepartment of Chemical and Biological Engineering—Food Science,Chalmers University of Technology,412 96 Göteborg, Sweden
materials, it is necessary to use a high belt pressure whichimplies drawbacks like decolorization by blood and otherpigments as well as other unwanted substances like skin,small bones, cartilage, etc.
To remove unwanted compounds abundant in minces,e.g., from dark muscle fish, efforts have been carried outto produce surimi. The traditional surimi process involvesthree washes with three volumes of water or a slightlyalkaline solution. In the washes, water-soluble compoundsare diluted and some of the neutral fat is removed, andcryprotectants are added before freezing in blocks.Unfortunately, storage stabiliy can remain a problem alsoafter washing most likely because of severe dilution of thenatural antioxidants in the fish raw material (Undelandet al. 1998). Also, the loss of sarcoplasmic proteins andsome of the myofibrillar proteins into the wash waterreduces the total protein yield of the surimi process. Someefforts have however been made to avoid this. Niki et al.(1985) for example adjusted the pH of the first wash watereffluent to 10. Insoluble “black” proteins were then removedfrom the effluent by centrifugation. The pH of the effluentwas then adjusted to∼pH 5whereafter the effluent was heatedat 80 °C. This allowed the coagulated protein to be separatedfrom the effluent. The yield of the recovered proteins wasabout 20% of the surimi products. Further, Huang et al. (1997)made a study where ohmic heat was used for coagulation offish proteins from frozen wash water used to wash Pacificwhiting mince. They were able to recover 33% of theproteins in the wash water.
In 1999, there was a major technology breakthroughregarding isolation of muscle proteins from low value rawmaterials. Hultin and Kelleher patented the acid solubiliza-tion process as a way of improving yield and stability ofmuscle protein isolates. A few years later, a similar process,but based on alkaline solubilization was patented. Threemain advantages with the acid and alkaline technologiesneed to be highlighted. The first one is that the muscle mustnot to be mechanically removed from bones/skin prior toprocessing. Crushed or minced raw materials can bedirectly subjected to acid or alkaline protein solubilizationsince all contaminating materials with a density differentfrom the proteins can be removed by gravity, e.g., throughcentrifugation. The other advantage is that also sarcoplas-mic proteins are recovered, raising the protein yield evenfurther. Thirdly, both neutral lipids and membrane lipidscan under favorable circumstances be efficiently removedin the process, something which minimizes the risk for lipidoxidation during subsequent storage. Since the wholeprocess is carried out under cold conditions, the proteinsretain the capacity to form a gel. The protein isolates cantherefore be converted into a surmi and used in the sameway, e.g., in shellfish analogues and kamaboko production.An additional advantage worthwile mentioning is the
finding that the waste water from acid and alkalineprocessing contained lower solids, N content, and chemicaloxygen demand compared to the waste water originatingfrom conventional surimi production (Park et al. 2003a).
In the 8 years that have passed since the acidsolubilization technique was first presented, a long seriesof attempts have been carried out to apply both this processand the alkaline process on various kinds of raw materials,both whole fish, fish fillets, and fish by-products. Sometrials have also been made with shellfish, oysters, and bluemussels. Based on parameters like total protein yield,gelation capacity, color, and stability towards lipid oxida-tion, the acid and alkaline processes have been comparedwith each other, and also with traditional washing-basedsurimi processing. Utilization of the proteins has also beenlargely broadened beyond just surimi production. Attemptshave for example been made to dry the isolates into proteinpowders, to resolubilize and inject them into fish fillets forbetter water holding capacity, and to use them as a batter tocreate low-fat fried seafood products.
The process can certainly also be applied into other meatprocessing areas. For example in the poultry industry,utilization of by-products is currently of great importance.In this connection, separation of skin, fat, and meat isnecessary, utilizing the meat fraction of the by-products forhealthy low-fat products. This can partly be done bymechanical separation, but in cases with difficultiesseparating the meat from the fat fractions, it is a goodopportunity to utilize the acid and alkaline processingmethods for protein isolates.
In this paper, it has been the aim to summarize the mainoutcomes from published studies using the acid andalkaline processing methods for protein isolation. Afterdescribing the principle of the process with some underly-ing chemistry, the patents forming the basis for thistechnology are presented along with some older patentsutilizing similar principles. Thereafter, the outcome on keyparameters that are most commonly used as success criteriawhen applying the acid and alkaline processes arereviewed, and comparisons are in some cases made withthe outcome from traditional surimi processing. The keyparameters include protein yield, gel quality, color, lipidreduction, lipid oxidation, microbial stability, and frozenstorage stability. It should be stressed that although theprocesses are particularly suitable for complex raw materi-als, the majority of the papers published so far have dealtwith fairly clean raw materials like fish fillets or evenseparated fish light muscle. In the later years, morechallenging raw materials have however been addressed,which are summarized in a section focusing on newprocessing attempts. This section also highlights newadditions/changes made to the process, attempts forupscaling and uses of the protein isolates.
2 Food Bioprocess Technol (2009) 2:1–27
The Acid and Alkaline Solubilization Process
The acidic/alkaline solubilization process was developed atthe University of Massachusetts Marine Station, Gloucester,MA, USA. The process utilizes the principle that thesolubility of a comminute protein-containing materialhomogenized in water is affected by the pH of the mixture.At extreme acid or alkaline conditions, strong positive andnegative changes, respectively, on the myofibrillar andcytoskeletal proteins drive them apart by repulsion where-by, interactions with water can take place, and therebysolubilization.
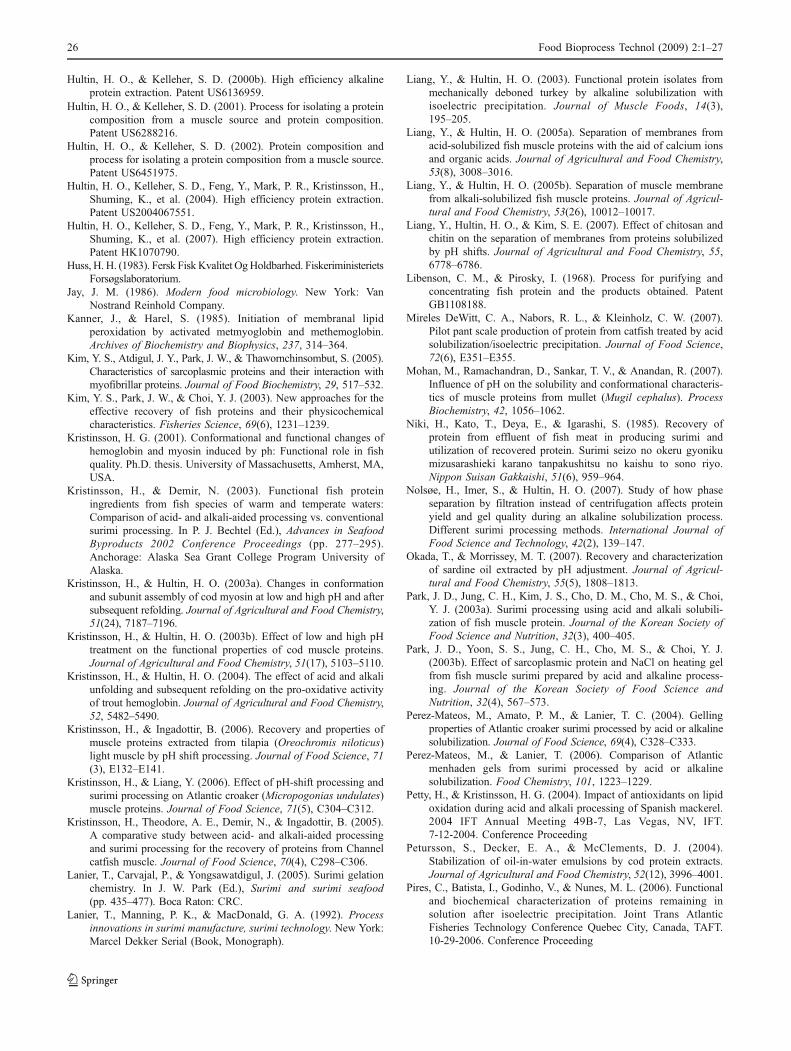
The diagram in Fig. 1 illustrates the acid/alkalinesolubilization process as it is usually performed in thelaboratory (Hultin and Kelleher 2000a). In step 1, groundfish raw material, which can be, e.g., minced fillets, wholefish, or backbones (unwashed or pre-washed), is mixedwith 6–9 parts of water and homogenized. In step 2,myofibrillar and cytoskeletal proteins are dissolved byadjusting the pH of the mixture to either pH 2.5–3.5 or10.8–11.5. The sarcoplasmic proteins remain dissolvedunder these conditions. The only proteins not dissolvedare some of the connective tissue proteins, membraneproteins, and possibly some severely denatured myofibril-lar/cytoskeletal proteins (Hultin and Kelleher 2000a). With
fresh fish, the solubility of the muscle proteins can begreater than 95% of the total proteins. It needs to bestressed that the protein solubility can be high at lessextreme pHs than those indicated above. However, justwhen the protein solubilization starts around pH 3–4 and10–11, the viscosity of the fish homogenate can in certaincases be very high, which has two major disadvantages.The first is that removal of impurities through centrifuga-tion becomes more difficult (step 3), and secondly, large“extra sediments” are formed during the centrifugationwhich entraps a lot of the proteins and thus reduces theprotein yields. The high viscosity is thought to arise fromexpansion and partial solvation of protein aggregates.Below pH 3 and above pH 10.5–11, the aggregateshowever usually dissociate into smaller units, and theviscosity declines dramatically (Undeland et al. 2003).
In step 3 and step 5, there are processes separatingundissolved from dissolved material. Usually these separa-tions are performed by centrifugation (Kristinsson andDemir 2003; Hultin and Kelleher 2000a). In step 3/3a,which in laboratory scale processing is performed in a batchcentrifuge, a bottom layer which can be composed of skin,bones cartilage, and impurities is formed. In addition, a softgel fraction can also be formed on top of the regularsediment. Some of this gel fraction can also be floating. Inboth cases, the sediments entrap a lot of the solubilizedproteins, and are thus unwanted. In the case of fatty fish, atop layer of more or less emulsified oil also forms and hasto be removed in step 3a. In step 4, the pH of the separatedfluid is adjusted to the isoelectric point of the proteins (∼pH5.1–6) in order to induce precipitation of both myofibrillarand sarcoplasmic proteins. In step 5, the precipitatedproteins are recovered by centrifugation and decanting. Inthe laboratory, also this step is done using a batchcentrifuge. Finally, the protein-containing sediment isisolated. The moisture of the protein isolates which at thispoint often is quite high (often over 90%) can be reducedby squeezing the isolate in a filter cloth or by a secondcentrifugation. The pH of the sample can then be adjustedto the desired value before, during, or after the addition ofpotential cryoprotectants. It should be stressed that the acid-and alkali-produced protein isolates have a generallyregarded as safe (GRAS) status in the US (FDA 2004).
Protein Conformational Changes Taking PlaceDuring the Acid and Alkaline Process
An important feature with the acid and alkaline processes isthat when muscle proteins are subjected to the extreme pHvalues, the proteins are partly unfolding. This partialunfolding leads to substantial changes in the conformationand structure of the proteins which in turn leads to different
1. Homogenized mince/water mixture
2. Solubilize with an acid (pH 2.5 - 3.5) or
base (pH 10.8 - 11.5)
3. Separate undissolved from dissolved matter
4. Adjust pH to isoelectric point
5. Recover precipitated proteins by centrifugation
and decanting
3a. Bottom layer: skin, bones, impurities
and sometimes a gel fraction consisting of almost solubilized
proteins
Fig. 1 The acid and alkaline solubilization process for protein isolatesas performed in the laboratory. In step 1, minced muscle and water arehomogenized. In step 2, the homogenate is solubilized by adding abase or an acid. In steps 3 and 3a, the homogenate is centrifuged andundissolved material is separated from dissolved material. In step 4,the pH of the dissolved material is adjusted to the isoelectric point. Instep 5, the precipitated proteins are recovered
Food Bioprocess Technol (2009) 2:1–27 33
properties of the proteins after refolding (Kristinsson andHultin 2003a, b). In the thesis of Kristinsson (2001),conformational, structural, and functional changes of twokey muscle proteins, hemoglobin (Hb) and myosin, werestudied during exposure to low and high pH, as well asafter subsequent refolding at the isolelectric point. pH-induced changes taking place to Hb are crucial for lipidoxidation. Changes in the myosin molecule on the otherhand largely influence the functionality of the proteinisolates, e.g., water holding, gelation, and emulsification.The results obtained by Kristinsson (2001) indicated thatHb became fully dissociated at low pH (pH 1.5–3.5), andthe heme group lost contact with the distal and proximatehistidine although it was never detached. The globinbecame partially unfolded into the so-called moltenglobular stage. The more unfolded the Hb became, themore difficult it was to refold it propertly at pH 5.5.Misfolded Hb was more hydrophobic than properlyrefolded Hb. Interestingly enough, alkaline pH (pH 10–12)had almost no influence on the conformation and assemblyof Hb. Along with this, lipid oxidation studies using awashed cod model system showed that the acid-treated Hbwas more prooxidative than the alkali-treated one, mostlikely due to the conformational changes recorded. Thealkaline treatment in fact suppressed the prooxidative roleof Hb, most likely due to strong coordination of the heme todistal histidine. These results support the use of the alkalineprocess with raw materials that are susceptible to lipidoxidation.
Regarding myosin, it was partially or fully dissociated atpH 2.5, but not at pH 11. At both pHs, the tertiary structurewas lost, suggesting the “molten globular” configuration ofthe head. From 60% to 80% of the light chains were lost atlow and high pH. The refolding pattern of the myosin rod,head, and light chains made refolded myosin different fromnative myosin. There were also some refolding differencesin the head group after acid vs. alkaline pH. The refoldedspecies was more thermally unstable, which was ascribedthe misfolded head. Myosin subjected to extreme pHstherefore gelled at lower temperatures. Also, the emulsifi-cation capacity of acid-/alkali-treated myosin was improvedcompared to native myosin. The solubility on 0–600 mMKCl was however the same between pH-treated and nativemyosin. Results that were similar to those of Kristinsson(2001) were later also observed by Mohan et al. (2007). Intheir study, the head group of mullet (Mugil cephalus)myosin was more affected by acidification and alkalizationthan the rod part. Upon refolding, the tertiary structure ofthe acid-treated mysoin also remained partly disrupted,which was not seen after alkalization.
When studying cod myofibrillar proteins that had beensubjected to high and low pH, Kristinsson (2001) foundthat these had higher solubilities at 0–600 mM KCl than
native myofibrillar proteins, possibly as some structuralproteins normally preventing expansion of the myofibrillarstructure had been solubilized. The emulsification capacityof myofibrillar proteins subjcted to extreme pHs was alsoimproved, and gelation was observed at lower temperaturesthan for native myofibrillar proteins. Also the gelationmechanism differed. After cooling, gel strength washowever similar whether or not the proteins had beensubjected to the extreme pHs.
A general observation was that the functionality of bothmyosin and myofibrillar proteins was slightly more im-proved after the alkaline than the acid process. Togetherwith the results of alkaline treatment stabilization of Hb,these observations have caused a larger interest in thealkaline than acid process in later applications.
In a study by Raghavan and Kristinsson (2007), changesin the acid-induced conformation of catfish (Ictaluruspunctatus) myosin were found to be dependent on the typeof anions and salt added. The relationship betweenconformation and storage modulus (G′) of acid-treatedmyosin was studied. The three acids tested were HCl,H2SO4, and H3PO4, and refolding was carried out at pH7.3. Results showed that salt (0.6 M NaCl) present duringunfolding and refolding stabilized myosin and induced lessdenaturation than when salt was added after refolding. Inthe latter case, myosin exhibited a higher G′. The lower thepH, the more the myosin was denatured. From testingdifferent acids during acidification, it was found that theG′ of acid-treated myosin decreased in the order Cl ∼>SO4
2− > PO43−. Among the different pH treatments, the G′
of myosin treated at pH 1.5 was significantly higher thanmyosin treated at pH 2.5. The authors concluded that theconditions that would result in maximum myosin denatur-ation and maximum G′ were unfolding of myosin at pH 1.5with HCl followed by refolding at pH 7.3 and subsequentaddition of 0.6 M NaCl.
In a more recent paper, Raghavan and Kristinsson(2008b) studied similar changes in the conformation ofcatfish myosin as affected by cations, alkaline pH, and saltaddition. The bases used to increase the pH to 11.0, 11.5,and 12.0 were NaOH and KOH. After alkaline unfolding ofmyosin, it was immediately refolded by adjusting the pHback to 7.3. The unfolding/refolding treatment increased theG′ of thermally treated myosin, especially when a pH of 11was used. The presence of salt during the treatmentstabilized the conformation of myosin against alkaliunfolding and denaturation. Furthermore, KOH resulted ingreater denaturation and higher gelling ability (G′) com-pared to NaOH.
The latter two studies thus indicate that conformationalchanges in the myosin molecule are not only affected byacid and alkali per se, but also by the type of acid/basesused to achieve the extreme pH. Further, the studies show
4 Food Bioprocess Technol (2009) 2:1–27
that salt can have a stabilizing effect against denaturation.These findings add another dimension to keep in mindwhen optimizing the pH-shift processes for a particular rawmaterial.
Patents Related to the Acid and Alkaline SolubilizationProcess
Awhole series of patents have been filed to protect the acidand alkaline protein isolation techniques. They differ, e.g.,depending on what is actually claimed, the product or theprocess, and further whether acid or base is used for proteinsolubilization. Also, the patents differ depending onwhether a high-speed centrifugation step to remove cellularmembranes is involved or not. The membrane removal isgenerally believed to reduce the risk for lipid oxidation. Acommon feature for all the patents is that the process iscarried out under cold conditions, which results in theproteins retaining the capacity to form a gel. Below, thedifferent patents are briefly addressed.
In the US patent number 6005073 from Dec. 21, 1999(Hultin and Kelleher 1999), a process is provided forisolating a protein component of animal muscle tissue bymixing a particulate form of the tissue with an aqueousliquid <pH 3.5 to produce a protein-rich solution. Theprocess includes a high-speed centrifugation step whichthus allows for membrane removal. The degree of thisremoval is further discussed under the section “LipidReduction”. What is patented is the actual product, aprotein isolate substantially free of membrane lipids. TheUS patent 6288216 from Sept. 11, 2001 (Hultin andKelleher 2001) specifically describes the gelling propertiesof the isolated proteins. The capacity of the proteins to forma gel is, according to the aforementioned study, one of thegreat advantages with all of the patents listed in this section.
In the US patent number 6136959 from Oct. 24, 2000(Hultin and Kelleher 2000b), a process for isolating edibleprotein from animal muscle by solubilizing the protein in analkaline aqueous solution is disclosed. This invention isbased on the discovery that if animal muscle is significantlydiluted with water and treated with a base to achievesufficiently low viscosity, and then centrifuged at asufficient gravitational force, a high yield of membranelipid-free protein is obtained. This patent thus mainlydiffers from patent 6005073 in that it uses alkali insteadof acid.
The US patent number 6451975B (Hultin and Kelleher2002) from Sept. 17, 2002 covers the acid solubilizationprocess and the derived product that is obtained whenutilizing the process. In this patent, the high-speedcentrifugation step is not included. This patent thus allowsfor isolating muscle proteins from complex raw materials
by acid solubilization followed by separation of bones,skin, etc. However, it does not allow for membrane lipidremoval which requirs a high g-force centrifugation.
In the US patent 2004067551 and the internationalpatent HK1070790 (Hultin et al. 2004, 2007), a process forisolating edible protein from animal muscle by solubilizingthe protein in an alkaline aqueous solution is covered. Inagreement with patent 6136959, the invention is based onthe discovery that alkali-treated muscle proteins can beisolated in a non-oxidized form after centrifugation,compared to the acid isolates which can be highly oxidized.The patents cover the alkaline process both with andwithout the high-speed centrifugation step. Thus, isolateswithout and with membrane lipids, respectively, can beobtained.
Advantages and disadvantages with the different patents,i.e., the effects of using acid or alkaline protein solubiliza-tion and inclusion or exclusion of a high-speed centrifuga-tion step, are further discussed after the section about priorart for acid and alkaline processes. In general, the suitabilityof the different patents largely depends on the raw materialthat is under consideration, and what is the intended use ofthe proteins. As a rule of thumb when selecting among theprocesses, with raw materials that are susceptible to lipidoxidation, the alkaline process with high-speed centrifuga-tion might be a good starting point to avoid rancidity.However, to be on the safe side, an intitial comparisonamong the processes, using the particular raw material, willoptimize the chances of obtaining the desired result.
Prior Art for the Acid and Alkaline SolubilizationProcesses for Protein Isolation
The principle utilized in the acid and alkaline solubilizationprocess, i.e., pH-driven solubilization and precipitation ofmuscle proteins has been used in previous patent applica-tions filed to utilize protein-containing by-products. Below,some of these patents are highlighted in order to showhow they differ from the patents by Hultin, Kelleher, andco-workers.
Already in January 1948, the pH-driven solubilizationprocessing principle was used in patent GB672972 (Anon1952) by the Swedish company Aktiebolaget Separator.This invention was adapted to protein-containing materialsuch as peanuts and soya beans but was not limited tothese. The patent utilizes the technique of dissolving theproteins in either an acid or an alkaline solution, separationof the undissolved substances from the dissolved ones byfiltration or centrifugation, and subsequently precipitatingthe proteins by adjustment to the isoelectric point. Thisprinciple is thus almost identical to the one used in the morerecent patents, but differs in that nothing is mentioned
Food Bioprocess Technol (2009) 2:1–27 55
about keeping the temperature low during the processing.The latter factor could thus cause a problem if the proteinsare intended for a gelled product.
The same principle is also seen in patent US2875061from Feb. 1959. The inventors Raimund Vogel andKlement Mohler (1959) patented a process of preparingedible protein substances from raw fish material having afat content of less than 4%. The process utilizes an alkalinesolution and later a precipitation at the isoelectric point torecover proteins. It differs from the more recent acid andalkaline solubilization processes in that it also involves heatand and alcohol. Both of these factors can contribute toprotein denaturation and thus to reduced or destroyedgelation capacity.
In GB patent no. 1108188, applied for in August 1966and published in April 1968, Cesar Melton Libenson andIgnacio Pirosky (1968) described a process where fishproteins are dissolved by hydrolysis between 40 and 100 °Cin an alkaline aqueous medium. Then non-protein, insolu-ble, solid residues, free lipids, and lipoprotein constitutentsmay be separated by decantation, pressing, filtration, orcentrifugation. The “proteins” are then precipitated byadjusting the pH of the solution to the isoelectric point.Considering the fact that the proteins are hydrolyzed at anelevated temperature, gelation should theoretically not bepossible.
On behalf of a Swedish Company Astra Nutrition AB,Carpenter et al. (1975) applied for patent in Nov. 1971(GB1409876). The invention relates to a process for theseparation of a protein isolate from fish, particularly fromfish waste. This patent utilizes the technique of proteinsolubilization at alkaline conditions with subsequent acid-ification and precipitation. However, high temperatures(30–70 °C) and hydrogen peroxide for decolorization ofthe processed protein isolates are used. According to theaforementioned study, the elevated temperature preventsgelation. The use of hydrogen peroxide would theoreticallyconstitute a raised risk for lipid oxidation, especially if thematerial is rich in heme proteins. In the presence of met-hemoglobin/met-myoglobin, hydrogen peroxide can lead tovery reactive ferryl species (Kanner and Harel 1985).
As can be seen from the mentioned patents, the processof dissolving and precipitating proteins based on the pH,both from fish and other organic sources, was known beforethe introduction of the new acidic/alkaline solubilizationprocesses. However, as stated initially, none of theseprocesses specifies that the temperature should be keptlow (<15 °C) during the whole processing line in order toretain important functional properties like gel strength. Thelast feature largely raises the applicability of the proteins infood processing and thus makes the newer patents quiteunique. The newer patents also implies removal of at least50% of the membrane lipids, something which is not
specified in the older patents. The last main differencebetween the newer and older patents is that the newerones also protect certain products produced utilizing theprocesses.
Different Parameters Influencing Yield and Qualityof Proteins Separated by Acid and Alkaline Solubilization
In the literature, many comparisons are made between theacid and alakine processes, as well as between these twoprocesses and traditional surimi processing. In the sectionbelow, comparisons made based on protein yield, impuri-ties, color, gel strength, and frozen storage stability,including lipid oxidation stability, are reviewed. It has tobe kept in mind that the processes used in the differentstudies vary in their exact settings. Therefore, crosscomparisons of exact numbers from the various studieshave to be made with certain precautions.
Protein Yield
The protein yield obtained during acid and alkalineprocessing is primarily detemined by three major factors,the solubility of the proteins at extreme acid or alkalineconditions, the size of the sediments formed during thecentrifugations, and the solubility of the proteins at the pHselected for precipitation. Ideally, the acid- or alkali-drivensolubilization should be high, while the other two factosshould be low. During coventinal surimi preparation, theexact yields depend mainly on the number of washes, the pHof the washing solution, and the ionic strength of the washingsolution. Below, ten studies are reviewed with respect to theirfindings on protein yield. The results from these studies arealso summarized in Table 1.
Using the acid and alkaline processes, Undeland et al.(2002) found protein yields of 74±4.8% and 68±4.4%,respectively, fromwhite muscle of herring (Clupea harengus).The lower yield on the alkaline side was linked to a largersediment formation in the first centrifugation.
In a similar comparison between acid- and alkali-aidedprocessing, Kristinsson and Ingadottir (2006) investigatedprotein yields from tilapia (Orechromis niloticus). Fromrepeated trials, they found yields from 56% to 61% with theacid process, and from 61% to 68% with the alakalineprocess. Thus, in contrast to the study above, the alkalinemethod gave better results.
In another study, ground catfish muscle was subjected toacid and alkaline processing either immediately or afterholding at 4 °C or at −25 °C for 7 days (Davenport et al.2005). It was found that the protein recovery from unfrozenmaterials was slighly higher during the acid process thanduring the alkaline process. Furthermore, the frozen raw
6 Food Bioprocess Technol (2009) 2:1–27
material in general gave reduced recovery. In the work byUndeland et al. (2003), storage of herring always increasedthe viscosity of acidified and alkalized homogenates,something that increased the sediment size. This thickeningwas ascribed, e.g., crosslinking of proteins and could alsoexplain the present findings on catfish.
Kim et al. evaluated how the protein yield during acidand alkaline processing of Pacific whiting was dependenton the soubilization pH selected. In their study, theycompared pH 2, 3, 10.5, 11, and 12 and used a 1:10 fishto water ratio. The highest protein yield (∼70%) was foundat pH 12, and the lowest protein yield (∼60%) was found atpH 10.5. Protein solubility was measured at correspondingpH values, but in much more diluted fish homogenates(1:50). The authors discussed the possibility that theslightly lower solubility found at pH 10.5 than at pH 12was not enough to explain their recovery difference. Insteadthey hypothesized that higher ratios of water might beneeded at pH 10.5 for optimal solubilization and recovery.However, it must be stressed that there are practical limitsregarding the amount of water that can be used in the acidand alakine processes.
After isoelectric precipitation of alkali-processed hake(Merluccius merluccius) and monkfish (Lophius piscatorius)“saw dust”, Batista (1999) found protein yields of 80.6% and62.9%, respectively. The process used differed slightly fromthe processes of Hultin and Kelleher since some salt was
added, and since longer extraction times and higher tempera-tures were used. Batista (1999) also investigated therecovery of proteins in the supernant after the isoelectricprecipitation. Here he recovered about 90–96% of theproteins using different concentrations of Na6(P6O18) forthe pH adjustment.
Batista et al. (2003) later investigated protein recoveryfrom sardine (Sardina pilchardus) and blue whiting(Micromesistius poutassou) mince. They used similar acidand and alkaline processes as those described above andobtained 73% and 77% protein recovery, respectively, fromsardine mince and 53.6% and 49.1%, respectively, fromblue whiting mince.
First in a series of five comparisons between the pH-shifttechniques and conventional surimi making is the work byCortes-Ruis et al. (2001). These authors found that theprotein yield from fresh sardine mince was 38.2±5.8% afterconventional surimi processing (four washing cycles) and64.2±3.2% after acid processing. Performing the acidprotein isolation process on mince from sardine fillets storedfor 5 days, the protein recovery was 67.4±1.2%. The authorsalso investigated the opportunity to re-process the proteins inthe gelatinous soft gel discarded from the first centrifugationduring processing of the fresh sardines. Together with theprecipitate, this gel was mixed with water, adjusted to pH 3.2and reprocessed according to Fig. 1. In this way, they couldincrease the total protein yield to 76%.
Table 1 Overview and comparison of protein yields obtained during acid and alkaline protein isolation as well as traditional surimi processing
Study Species Acidprocess
Acid process(no centrifugation)
Alkalineprocess
Alkaline process(no centrifugation)
Surimi(3+ wash)
Undeland et al. (2002) Herring 74.0 68.0Cortes-Ruis et al. (2001) Sardine 64.2/76a 38.2Cortes-Ruis et al. (2001) Sardine ice-stored
5 days67.4
Kristinsson and Demir (2003) Catfish 71.5 85.5 70.3 80.1 62.3Kristinsson and Demir (2003) Spanish mackerel 73.6 69.3 54.1Kristinsson and Demir (2003) Croaker 81.2 58.9 57.7Kristinsson and Demir (2003) Mullet 78.7 65.0 59.3Kim et al. (2003) Pacific whiting 68.0 70.0Batista et al. (2003)b Sardine 73 77Batista et al. (2003)b Blue whiting 53.6 49.1Batista (1999)b Hake saw dust 80.6Batista (1999)b Monkfish saw dust 62.9Kristinsson et al. (2005) Channel catfish 71.5 85.8 70.3 82.1 62.3Kristinsson and Liang (2006) Atlantic croaker 78.7 65.0 57.7Kristinsson and Ingadottir (2006) Tilapia 58.5 64.5Nolsøe et al. (2007) Cod 71.0 90.0Average STD 70.3±8.0 85.7±0.2 67.3±7.6 84.1±5.2 55.9±8.3
Results are given as percent of proteins in the isolate based on total proteins in the initial mince. The first column shows source study for thefigures. 3+ wash = traditional surimi process with three or more washing cycles. In a few studies, the acid and alkaline processes were run bothwith and without the high-speed centrifugation step.a Jelly layer reprocessedb A slightly different process was used with salt addition and higher temperature.
Food Bioprocess Technol (2009) 2:1–27 77
When comparing the protein yields for four differentwarm water species, catfish, Spanish mackerel, croaker, andmullet, Kristinsson and Demir (2003) found yields forconventional surimi processing to be 62.3%, 54.1%, 59.3%,and 57.7%, respectively. Using acid and alkaline process-ing, the protein yields from the four species were 71.5%,73.6%, 81.2%, and 78.7%, respectively, as well as 70.3%,69.3%, 58.9%, and 65.0%, respectively. When omitting thefirst centrifugation during acid and alkaline processing ofcatfish, the protein yields became 85.8% and 82.1%,respectively (Kristinsson et al. 2005). In somewhat laterstudy on Atlantic croaker from the same laboratory, proteinyields of 78.7%, 65.0%, and 57.7%, respectively, werefound using acidic, alkaline, and traditional surimi process-ing methods (Kristinsson and Liang 2006).
Park et al. (2003a) investigated protein yields and gelquality during production of traditional surimi from jackmackerel and white croaker muscle and compared it to theuse of acid and alkaline processing. In the work with thelatter processes, the best fish to water ratio and solubiliza-tion/precipitation conditions were detemined. It was foundthat homogenization of a 1:6 fish/water ratio at <9,500 rpm(30 s), followed by solubilization at pH 2.5 vs. 10.5 andprecipitation ∼pH 5 gave the best results. Also, the effect ofsalt was evaluated in this study, and it was found that anincreased level of salt reduced the protein solubilty. Withjack mackerel, both acid and alkaline processing gavehigher total protein yields than conventional surimi pro-cessing: 28% and 31% vs. 25% (which is including filletingloss). With croaker, the corresponding yields were: 27%and 32.5% vs. 31%.
When investigating “total solid” yields on a wet weightbasis during conventional surimi processing and acid-aided protein isolation from Pacific whiting (Merlucciusproductus), Choi and Park (2005) found one washing cycleto give 56.7%, three washing cycles to give 44% yield, andacid processing to give 58.3% yield.
To summarize these studies, in ten out of 13 cases wherethe acid and alkaline processes were compared on differentspecies, the acid process gave higher protein yield. Amonglikely reasons for this could be higher protein solubilityunder acidic conditions. As an example, Undeland et al.(2002) reported that 92% and 88% of the total proteins ofherring light muscle became soluble at pH 2.7 and 10.8,respectively. Another possibility is that the protein-entrapping gel sediment and floating gel layer that some-times form in the first centrifugation can become largerduring alkaline processing than acid processing. In the samestudy as above, these two layers entrapped in total 16% and19%, respectively, of acid- and alkali-solubilized herringlight muscle proteins. Thereby, they reduced the theoreticalprotein yields (thus, yields only based on the solubilization)from 88% to 74% and from 83.5% to 68% on the acid and
alkaline side, respectively. It has also been found that thesegel layers get larger during processing of stored fish, whichcan explain the lower protein recoveries obtained with storedraw materials (Undeland et al. 2003; Davenport et al. 2005).As mentioned previously, attempts to re-cycle these gellayers to recover the entrapped proteins have been suc-cessfully carried out and could be a way around thisproblem (Cortes-Ruis et al. 2001). In cases where the firstcentrifugation has been omitted, protein yields have fornatural reasons increased. The studies reviewed above alsoshow that except from one study of mullet (Kristinsson andDemir 2003), the acid and/or alkaline method also gavehigher protein yields than traditional surimi processing. Thelatter result is most likely explained by the recovery ofsarcoplasmic proteins using the former processes.
Gel Quality
Among the most important factors affecting the gel qualityof protein isolates and surimi are the pre-process history ofthe raw material and the temperature used during process-ing. Fish proteins can denature at any temperuture, but thedenaturation rate is slowed at lower temperatures (Lanieret al. 2005). For this reason, rapid chilling of the rawmaterial after catch is of great importance. The fish muscletemperature has a tendency to increase after death by 5 to10 °C because of continuing muscle metabolism (Lanieret al. 2005). When it comes to gel preparation, comparabledata can only be achieved if factors like moisture content,salt content, and pH of the cryoprotectant-fortified proteinisolate are kept constant. Also, the techniques for measur-ing the textural properties of the gel, e.g., with a rheometeror the torsion technique, are crucial for whether data can bedirectly compared or not. The former method givesinformation on break force and deformation, the lattermethod on strain and stress. In addition, the folding test,which gives information about elasticity on a scale from 1to 5, is very commonly performed. Below, 16 studies arereviewed with respect to results on gel quality. The resultsare also summarized in Table 2 in order to show the rankingorder obtained between acid-/alkali-produced gels and gelsfrom conventional surimi.
Cortes-Ruis et al. (2001) tested different texture param-eters to compare gels from conventional surimi and acid-produced protein isolate from fresh sardines and sardinesstored for 5 days on ice. Results from measuring thecohesiveness, elasticity, and folding showed the highestvalues for gels from conventional surimi followed by fresh-sardine-acid-produced protein isolate and then the acid-produced isolate from stored fish. The results for thefolding tests showed little difference between gels fromsurimi (4.8±0.3) and the protein isolate from fresh fish (4.5±0.4), indicating that the quality of the gels is on the same
8 Food Bioprocess Technol (2009) 2:1–27
level. A hardness test showed the highest values for the acid-produced protein isolates, especially the one made fromsardines stored for 5 days. It was found that the acid-madeprotein isolate gels contained 15% more proteins, indicatingthat an excess in protein–protein interactions may haveresulted in a hard and inelastic gel, while an excess ofprotein–water interactions may have resulted in a softer andmore fragile gel.
When investigating Pacific whiting (Choi and Park2002), it was found that gel force and deformation valueswere lower for gels from acid-produced protein isolatesthan for conventional surimi made with three washingcycles. However, the acid-produced gels had higher valuesthan those from surimi made with a single washing cycle.An explanation given was incomplete removal of cathepsinB and L with the acid process compared to surimi makingwith three washing cycles. Gel force and deformation valuesfor acid-produced protein isolate gels, conventional surimigels (three washes), and conventional surimi gels (one wash)were 92.3±9.2 g and 7.5±0.5 mm, 110.8±9.6 g and 10.5±0.6 mm, and 83.4±5.6 g and 7.4±0.3 mm, respectively.
In a study of four different warm and temperate waterfish, the gel quality of conventional surimi and acid-/alkali-produced protein isolates was determined by oscillatory
torsion testing (Kristinsson and Demir 2003). The authorsfound the best gel quality with the alkali-produced proteinisolate, followed by conventionally produced surimi. Theacid-produced protein isolate had the poorest gel quality.Low protease activity during/after alkaline processing wasone of the explanations given.
Investigating alkali and acidic protein isolates from freshherring (C. harengus) light muscle, Undeland et al. (2002)found stronger gels for the former isolate. It was hypoth-esized that there was a higher retention of more myosinheavy chains on the alkaline side as a certain degree ofhydrolysis took place during acid processing. When herringstored 6 days on ice was used, the gel qualities weregenerally poorer, which was ascribed to protein denatur-ation initiated by lipid-free radicals. The TBARS value wasmuch higher in the stored herring. With this raw material,the acid process gave the best gels. For fresh herring, thebreak force and deformation length was 871±62 g and 9.2±0.7 mm as well as 566±36 g and 9.2±0.9 mm for alkali- andacid-produced isolates, respectively. The values for agedherring were 464±11 g and 6.2±0.3 mm as well as 498±58 gand 7.3±0.5 mm, respectively. The folding test gave a scoreof 5 to both isolates made from fresh herring while bothmade from the aged material scored 3.
Table 2 Results from the reviewed investigations of gel quality
Study Species Acidprocess
Alkalineprocess
Surimi(1 wash)
Surimi(3+ wash)
Cortes-Ruis et al. (2001) Sardine 2 1Cortes-Ruis et al. (2001) Sardine old 3 1Choi and Park (2002) Pacific whiting 2 3 1Kristinsson and Demir (2003)a Catfish 3 1 2Kristinsson and Demir (2003)a Mackerel 3 1 2Kristinsson and Demir (2003)a Mullet 3 1 2Kristinsson and Demir (2003)a Croaker 3 1 2Undeland et al. (2002) Herring 2 1Undeland et al. (2002) Herring ice-stored 6 days 1 2Park et al. (2003a) Horse mackerel 3 2 1Park et al. (2003a) Japanese mackerel 3 2 1Park et al. (2003a) Redlip croaker 3 2 1Kim et al. (2003) Pacific whiting 2 1Choi et al. (2003) Rockfish 3 1 2Yongsawatdigul and Park (2004) Rockfish 3 1 2Perez-Mateos et al. (2004) Atlantic croaker 3 1 2Chaijan et al. (2006) Sardine 2 1Chaijan et al. (2006) Mackerel 2 1Kristinsson and Liang (2006) Atlantic croaker 2 1 3Perez-Mateos and Lanier (2006) Menhaden 3 2 1Thawornchinsombut and Park (2007) Pacific whiting 3 2 1
1 means the strongest gel in the comparison, and 3 the weakest gel. 1 wash = traditional surimi process with 1 washing cycle, and 3+ wash =traditional surimi process with three or more washing cycles.a Only storage modulus was measured. In all the other studies, gel strength and deformation values were measured using a 5-mm spheric plungerwith a speed of 60 mm/s.
Food Bioprocess Technol (2009) 2:1–27 99
The effect of cold storage and freezing of ground catfishmuscle prior to acid- or alkali-aided isolation of muscleproteins has also been investigated by Davenport et al.(2005). Ground catfish muscle was processed immediately,or kept at 4 °C or at −25 °C for 7 days before processing.What they found was that alkaline processing gave bettergel forming ability than the acid process, and just likeUndeland et al. (2002), the fresh raw material gave thestrongest gels followed by the cold stored and the frozenraw material.
Park et al. (2003b) compared protein yield and gelquality of protein isolates originating from acid and alkalineprocessing with proteins isolated by conventional process-ing. The studies were performed with different fish species,including horse mackerel, Japanese mackerel, and redlipcroaker. The effects from adding sarcoplasmic proteins andNaCl to the gels were also studied. Breaking force,deformation value, and whiteness of the gels were lowerwith alkaline processing than with conventional processing.Addition of sarcoplasmic protein increased the breakingforce and the deformation value. Addition of NaCl had nosignificant influence on the deformation, but decreased thebreaking force of the gel. As shown in the paper byUndeland et al. (2002), acid processing had a strongdegrading effect on the myosin heavy chain and actin.The results indicated that alkaline processing could havebenefits for production of surimi and kamaboko-typeproducts.
The effect from solubilization pH on the gel formingabilities for acid- and alkaline-processed Pacific whitingprotein isolates was studied by Kim et al. (2003). Thesolubilization pHs selected were 2, 3, 10.5, 11, and 12. Theauthors found that the best textual properties of the gelswere obtained solubilizing the fish muscle at pH 11followed by solubilizing at pH 2. Solubilizing at pH 12gave the worst textual properties of the gel. The gels lookedlike “coagulants” rather than real gels. Solubilizing at pH 3and 10.5 gave textual properties at almost the same level aspH 11 and 2. This study showed the importance of findingthe optimum pH level for solubilization to get the bestpossible textual properties of the gel.
Kim et al. (2005) also studied how gelation was affectedby interactions of rockfish sarcoplasmic proteins (SP) orsucrose with myofibrillar proteins from Alaska pollocksurimi. The pollock surimi was mixed with SP (0% or 2%)and 2% salt. In another treatment, 2% sucrose replaced theSP. When 2% SP was added, the breaking force signifi-cantly increased while the deformation value slightlydecreased compared to the control gel without SP. When2% sucrose was added, both the deformation value and thebreaking force decreased compared to the control. Theseresults thus indicate a significant role for SP in the gelationprocess, especially in relation to breaking force. The
retention of SP following pH-shift processing can thereforbe considered an advantage.
The influence of insoluble muscle components on thegelation properties of catfish protein isolates made withacid and alkali processing has also been studied (Davenportet al. 2004). Three versions of the acid and alkalineprocesses were compared: the regular process, a processwhere filtration replaced centrifugation, and a processwhere insolubles were kept in the protein isolate. Theacid-produced protein isolate gave lower gel strength thanthe alkali-produced one. Interestingly, the gel with theinsoluble components showed the highest gel strengthfollowed by the gel made from the filtered isolate. Gelsfrom isolates made with the regular process were thepoorest.
Breaking force and deformation values of gels fromacid- or alkali-produced rockfish muscle proteins, rockfishmince, and rockfish mince washed three times wereinvestigated in a study by Yongsawatdigul and Park(2004). The breaking force and the deformation valuesshowed that the alkali-processed gel was the strongest,followed by the washed mince gel and the mince gel. Thegel from the acid-produced proteins was the weakest. Intheir study, they also investigated the SH content of theuncooked cryoprotected protein isolates and the heat-treated gels from the different treatments. The rockfishmince sample had the highest SH content before and aftercooking. A decrease in the SH content was observed afterwashing of the mince. Oxidation of SH groups furtherappeared to occur to the greater extent during acid thanalkaline processing, resulting in a lower total SH content inthe acid-made cryoprotected protein isolates. Therefore, theSH groups available for disulfide formation and/or otherinterchanges were more limited during gelation of the acid-treated sample than of the alkali-treated sample.
Thawornchinsombut and Park (2007) investigated theinteractive effect of pH and ionic strength during proteinsolubilization on gelation properties of acid- and alkali-processed protein isolates from Pacific whiting. Resultswere compared to conventional surimi processing. Thestrongest gels were those obtained from protein isolatemade by solubilization at pH 11 with an ionic strength of150 mM NaCl and those made from conventionally washedsurimi. The protein solubilities per se did not affect thegelation capacities of the different isolates. It was howeverfound that the pH-shift methods, especially the alkalineone, induced more denaturation and lowered the SH contentcompared to conventional surimi. The results also demon-strated that fish proteins solubilized at pH 3 or 11 withNaCl were only partly refolded at pH 7. Some myosinfragments and actin never refolded. In general, the presenceof NaCl affected the rheological properties of the proteinsmore than different pH values.
10 Food Bioprocess Technol (2009) 2:1–27
The effect of different pH values and keeping times atthese pHs on molecular and gelation properties of proteinsfrom catfish was studied by Davenport and Kristinsson(2004). The pHs used were 2.0, 2.5, 3.0, 10.5, 11.0, and11.5 and the proteins were kept there for 1 and 30 minbefore readjusting to pH 5.5. The proteins were then kept atpH 5.5 for 30 min before centrifugation. The resultsshowed that low and high pH had significantly differentinfluences on the gel forming properties of the proteinisolates. Only a small influence from the pH and keepingtime was seen on the alkali-treated gels, which were verysimilar in strength. Only a small variation was also found inprotein conformation and stability of the alkali-treatedproteins. However, a significant variation in gel strengthand protein conformation was seen for proteins subjected tolow pH. While the pH 3 treatment gave good gels,molecular changes taking place <pH 3 had a detrimentaleffect on gel forming properties of the proteins.
The physiochemical properties, gel forming ability, andmyoglobin content of sardine and mackerel surimi pro-duced by conventional washing and the alkaline solubili-zation process were investigated by Chaijan et al. (2006).Surimi conventionally prepared by water or NaCl washinggave gels with the highest breaking forces and deformationvalues. Unwashed mince, mince washed three times withwater, mince washed three times with 0.2% NaCl, alkali-processed pre-washed mince, and alkali-processed unwashedminces were tested. The conventionally NaCl-washed surimishowed the highest gel strength and deformation values,followed by the water-washed and the unwashed mince.Both the alkali-processed samples had the lowest values. Thesequence was the same for both species. Chaijan et al.(2006) also investigated Ca2+-ATPase activity and surfacehydrophobicity of natural actomyosin (NAM), finding thehighest Ca2+-ATPase activity in conventionally NaCl-washed surimi. With the NaCl washing, sarcoplasmicproteins, lipids, and other dissolvable material are removedresulting in a higher content of myosin heavy chain withCa2+-ATPase activity. The results indicated that denaturationof myosin was induced by the alkaline solubilization processresulting in poorer gel quality for the alkaline-processedsamples than the regular washed samples.
In a study comparing conventional surimi to acid- andalkali-produced protein isolates from Atlantic croaker, thegel quality was investigated by a torsion test for fresh andfrozen protein isolates (Kristinsson and Liang 2006). Forfresh samples without cryoprotectants, the highest strainvalues were found for conventional surimi followed byacid-produced protein isolate and alkali-produced proteinisolate. The stress values were highest for acid-producedprotein isolate followed by conventional surimi and alkaliprotein isolate. The same tests made with frozen materialshowed strain values at the same level for all three methods.
The stress values for acid and alkali protein isolates were ona much higher level than for the conventional surimi. Thisshows that the cryoprotectants and the freezing stepsubstantially improve the gel quality of the protein isolates.The influence of the cryoprotectans and the freezing step onthe conventional surimi was on a much lower level with anincrease of the strain value and a decrease of the stressvalue. Testing the same samples in a folding test showedthat all samples could stand a double folding test.
Textural properties of gels from Atlantic croaker wereinvestigated by Perez-Mateos et al. (2004). They founddifferent gel properties for acidic, alkaline, and conven-tionally processed surimi. In the investigations, they usedthree different gel cooking methods: (1) cooking directly in90 °C water bath for 20 min, (2) setting for 2 h in 30 °Cwater bath followed by 90 °C water bath for 20 min, and(3) setting for 2 h in 40 °C water bath followed by 90 °Cwater bath for 20 min. Also, they tested gels using differentadditives: 2% NaCl, 2% NaCl plus 0.2% MTGase(commercially developed microbial transglutaminase usedfor upgrading the gelling quality of surimi), as well as 0.2%MTGase. The tests show that alkali-produced proteinisolates gave gels with the highest breaking force, espe-cially when using MTGase alone, independent of thecooking method. Thereafter the acid-produced proteinisolate gave the highest gel force for gels with NaCl andMTGase using 30 min setting time. The gel force for theconventional surimi was at the lowest level, giving thehighest gel force for 40 min setting time using both NaCland MTGase. Comparing the deformation for the threemethods, it can be seen that the deformation of the alkali-produced samples with MTGase alone had the highestdeformation values, independent of cooking method. Theother alkali-processed gels were not higher than the acid-processed gels and the conventional surimi gels. In thecases with 2% NaCl and MTGase, even lower deformationvalues were obtained. Interestingly, gels from all threemethods failed to show any increase in the gel strengthbecause of the setting periods.
To compare gels from conventionally processed menha-den surimi and gels from acid and alkali-producedmenhaden protein isolates, Perez-Mateos and Lanier(2006) studied gels from the evaluation described above(Perez-Mateos et al. 2004). Penetration force and thedeformation value was measured. The four different gelswere −/+ 2% NaCl, + 0.2% MTGase and + 2% NaCl and +0.2% MTGase. For each processing method three differentcooking methods were used; cooking directly at 90 °C for20 min, and using 30 min incubation time at 30 °C and 40 °Cbefore cooking for 20 min at 90 °C. For conventionalsurimi, this test showed break force at the same level for alldirectly cooked gels. An improvement was seen with the saltcontaining gels, especially for the gel including MTGase
Food Bioprocess Technol (2009) 2:1–27 1111
which had a fourfold gel strength compared to the 30 °Cincubation. The salt containing gel without MTGase morethan doubled the gel strength. For the 40 °C incubation, allthe gels showed improved gel strength with a 5-foldincrease for the salt containing MTGase gel. The MTGAsegel without salt, gave almost a three-fold greater gel strengthcompared to direct cooking. The gels without MTGasealmost doubled their gel strength with 40 °C incubation.Comparing the deformation values, they showed a slightlyhigher value for the directly cooked gels without additivesthan for the other two, while the salt containing gels withand without MTGase showed the greatest improvements forboth incubation temperatures with the highest deformationvalues for the gels with both additives. The gels made fromacid aided processing were generally of lower value, bothfor penetration force and deformation compared to conven-tional surimi. Two exceptions were the 30 °C incubated gelwith MTGase alone, which had a higher penetration forcevalue than conventional surimi, and the 40 °C incubated gelwith MTGase alone which was at same level as in theconventional surimi. The alkali-processed gels showedgenerally higher values for both penetration force anddeformation value than the acid-processed gels. Thedirectly cooked alkali-processed gels were at the samelevel or had slightly higher penetration value than thedirectly cooked conventional surimi gels while thedeformation values for the conventional surimi gels werehigher. For the alkali-processed gels incubated at 30 and40 °C, both the MTGase containing gels showedimproved penetration forces, especially the latter gels withMTGase alone showed a high penetration force. Bothincubation times showed improved deformation valuesexcept for incubation at 30 °C without additives. Ingeneral, the alkali-processed gels were at a lower levelthan the conventionally processed surimi gels, but at ahigher level than the acid-processed gels. Comparing thisgel test with the test performed by Perez-Mateos et al.(2004) showed that the gel quality with Atlantic croakerdecreased in the following order: alkali-processed proteinisolate > acid-processed protein isolate > conventionalsurimi, and it is obvious that different fish species can givedifferent results in relation to gel quality and processingmethod. These results also differed compared to whatothers have found regarding the relation between gelquality and processing method. The more common resulthas been a higher gel quality for alkali and acid proteinisolates compared to conventionally processed surimi (Kimet al. 2003; Kristinsson and Hultin 2003b; Perez-Mateoset al. 2004; Yongsawatdigul and Park 2004).
Currently, the salt intake is recommended to be lowwhile the ability to form good gels without addition ofNaCl is of interest. It has been described that this feature isspecies dependent (Perez-Mateos and Lanier 2006) and that
it is enhanced by the pH-shifting method. It has beensuggested (Chang et al. 2001; Wright and Lanier 2005) thatthe more thorough disruption of muscle structure by acid oralkaline processing may play a key role in better distribut-ing proteins for heat-induced gel formation which reducesthe need for salt to accomplish the same effect. Kristinssonand Hultin (2003a) found that acid- and alkali-treated codmyofibrillar proteins gelled at lower temperatures thannative proteins. The former protein also had a bettersolubility, which was ascribed to removal of certainsolubility restricting proteins during acid and alkalineprocessing. Also, the functional properties of acid- andalkali-treated proteins have been shown to change afterrefolding (Kristinsson and Hultin 2003a, b).
Summing up the above studies, it is clear that both thefish species and processing method has a large impact ongel strength. In comparisons of the acid- and alkaline-produced protein isolates, the alkali-processed ones in allcases except one (herring stored 6 days on ice) gave thestrongest gels. When comparing the acid- and alkali-produced protein isolates to conventional surimi, it appearsthat conventional surimi and alkali-produced protein iso-lates perform fairly equal, and both then performing betterthan the acid-produced proteins. Based on the 16 studies,half of them showed better gels with alkali-made isolates,and half with conventional surimi. From one study, nosignificant differences were seen between these twoisolates. It has been speculated that the harder gels obtainedwith alkali-produced proteins compared to acid-producedisolates originate in less hydrolysis during alkaline process-ing compared to the acid one. Also a larger degree of S–Sbond formation has been discussed (Yongsawatdigul andPark 2004). The better performance of traditional surimiover acid-made gels could be linked to the increasedconcentration of myofibrillar proteins in the surimi afterwashing. Myofibrillar proteins contribute to elasticity of amuscle protein gel (Yongsawatdigul and Park 2004).
Color
One important parameter when comparing different pro-cessing methods is the color of the protein isolate or the gelmade thereof. The market is in general most interested inisolates that are as white as possible (Tabilo-Munizaga andBarbosa-Canovas 2004). However, the exact application ofcourse determines how important the color is. The color canbe affected, e.g., by the amount of dark muscle, thepresence of blood, and the presence of pigments such asmelanin. The melanin pigment can come for example fromthe eyes, skin, and the black lining around the belly. Basedon this, the color of course becomes an issue whenprocessing small dark muscle pelagic species and by-products, both of which are generally right in all of these
12 Food Bioprocess Technol (2009) 2:1–27
components. It is however important to stress that color,measured for example according to the CIE Lab color scale(a*, b*, and L*), is strongly affected by physical parameterslike moisture of the samples or structure. This should thusbe kept in mind when considering color data from differentisolates and gels. Below, 12 studies are reviewed withrespect to findings on color, mainly whiteness andlightness. The internal ranking order of whiteness resultsfrom each study is also summarized in Table 3.
The color of sardine mince, sardine surimi, sardinesurimi gel, acid-produced protein isolate (with cryoprotec-tants), and finally the acid-produced protein gel wasinvestigated by Cortes-Ruis et al. (2001). The unwashedsardine mince showed a dark red/yellow color because ofthe presence of myoglobin in the muscle and possiblecontamination of hemoglobin and skin pigments. Thewhiteness value was only 37.2±1.6. They found the highestwhiteness values for conventional surimi and surimi gel(51.8±1.1 and 60.3±1.2, respectively) followed by acidprotein isolate and the gel thereof (45.2±1.5 and 48.3±2.2,respectively).
Undeland et al. (2002) investigated the colors of acidand alkaline protein isolates from the light muscle of
herring. They reported highest L* values (lightness), b*values (yellowness), and whiteness for the alkali-producedprotein isolate. a* values (redness) were the same for theacid- and alkali-made isolates.
Acid-processed protein isolate and conventional surimimade with one and three washing cycles were investigatedfor color by Choi and Park (2002). They found the highestL and whiteness values for surimi washed three timesfollowed by surimi washed once and then the acid-produced protein isolate. The acid-produced isolate had aparticularly high b* value which reduced the whiteness.The yellowness was due to high levels of hemoglobin andmyoglobin. With this background, the same study showedhigher L* values for acid-made protein isolates when filletswere washed in ice water before mincing.
Kristinsson and Demir (2003) tested the colors ofuncooked and cooked protein isolates/conventional surimifrom four fish species: Channel catfish, croaker, mullet, andSpanish mackerel. The catfish protein isolates were pro-duced also without the first high-speed centrifugation of thepH-shift method (Fig. 1). They found different results fordifferent species. The lightness order for cooked Channelcatfish gels was: alkali-produced protein isolates produced
Table 3 Overview of the whiteness obtained in the reviewed studies
Study Species Product Acidprocess
Acid process(no centrifugation)
Alkalineprocess
Alkaline process(no centrifugation)
Surimi(1 wash)
Surimi(3+ wash)
Cortes-Ruis et al. (2001) Sardine Gel 2 1Cortes-Ruis et al. (2001) Sardine Isolate 2 1Undeland et al. (2002) Herring Gel 3 2 1Choi and Park (2002) Pacific whiting Gel 3 2 1Kristinsson and Demir (2003) Catfish Isolate 4 5 2 1 3Kristinsson and Demir (2003) Catfish Gel 4 3 2 1 5Kristinsson and Demir (2003) Croaker Isolate 1 2 3Kristinsson and Demir (2003) Croaker Gel 3 1 2Kristinsson and Demir (2003) Mullet Isolate 3 2 1Kristinsson and Demir (2003) Mullet Gel 2 3 1Kristinsson and Demir (2003) Spanish mackerel Isolate 3 2 1Kristinsson and Demir (2003) Spanish mackerel Gel 3 2 1Yongsawatdigul andPark (2004)
Kristinsson and Liang (2006) Atlantic croaker Isolate fresh 1 2 3Kristinsson and Liang (2006) Atlantic croaker Gel fresh 3 2 1Kristinsson and Liang (2006) Atlantic croaker Isolate 2 1 3Kristinsson and Liang (2006) Atlantic croaker Gel 2 3 1Chaijan et al. (2006) Sardine Gel 1 2Chaijan et al. (2006) Mackerel Gel 2 1
1 = the whitest gel, 2 = the second whitest gel obtained in the comparison, etc. Some results are reported for cryoprotectant-fortified proteinisolates, others for gels and in certain cases for both protein isolates and gel. In a few studies, the acid and alkaline processes were run both withand without the high-speed centrifugation step. All the gels not marked “fresh” have been made from protein isolate that was frozen before gelmaking and testing.
Food Bioprocess Technol (2009) 2:1–27 1313
without the first centrifugation > regular alkali-producedprotein isolate > conventional surimi > acid-producedprotein isolate > acid-produced protein isolate without thefirst centrifugation. For the raw Channel catfish isolates, thelightness order was: alkali-produced protein isolates pro-duced without the first centrifugation > regular alkali-produced protein isolate > acid-produced protein isolatewithout the first centrifugation > acid-produced proteinisolate > conventional surimi. For both isolates and cookedgels, the the lightness order for Spanish mackerel was:conventional surimi > alkali protein isolate > acid proteinisolate. For mullet, the corresponding lightness order was:conventional surimi > alkali-produced protein isolate >acid-produced protein isolate. For cooked gels fromcroaker, the lightness order was: alkali-produced proteinisolate > conventional surimi > acid protein isolate. For theraw croaker isolates, the order was: acid-produced proteinisolate > alkali-produced protein isolate > conventionalsurimi. From the results using Spanish mackerel and mullet,it thus can be seen that conventional surimi yielded thehighest lightness scores for both raw and cooked gels,followed by alkali protein isolate and then the acid-produced isolate. Generally, it can be said that the alkali-produced protein isolates had higher lightness values thanthe acid protein isolates. According to the authors, this wasprobably because more heme proteins are removed in thealkaline process. In a later study (Kristinsson et al. 2005),the above color results for conventional Channel catfishsurimi and acid- and alkali-processed protein isolates wererepeated, and an attempt was made to explain why thealkaline process gave whiter isolates than the acid process.The authors investigated the UV–visible spectrum of thesupernatant collected after the second centrifugation. Herethey found that substantial amounts of native heme proteinsremained soluble at pH 5.5 after the alkaline process whilethe opposite was true for the acid process. This shows that alarger part of the heme proteins of the acid processprecipitate together with the other proteins at pH 5.5. Aninteresting finding was that the modified alkaline processwithout the first centrifugation gave the highest whiteness.Although no explanations were given for this, we hypoth-esize it could be a physical phenomenon linked to differentmoisture contents.
In contrast to the above findings, Undeland et al. (2005)found that both a* and b* values were lower in acid-produced herring fillet protein isolates when the high-speedcentrifugation step was included compared to excluded. L*values were not reported in this study. The same study alsoshowed that the inclusion of a 1:3 pre-wash of the herringmince in water prior to acid processing reduced the b*values of the isolates, but did not affect the a* values. In thepre-washes, both fat and Hb were removed. It wasspeculated that the lack of effect from the pre-wash on a*
values of isolates was due to the fact that the Hb moleculewas completely oxidized after the acid processing that iswhy its quantity did not affect a* any more. It was a generaltrend in this study that all acid-produced isolates where noantioxidants had been included were greyish-brown. This isa clear sign of met-Hb/Mb-formation. Another reason couldbe that the heme is detached after met-Hb formation,leaving behind a yellowish globin residue. In trials withdecoloration of slaughterhouse blood by oxidation withH2O2 (37), a yellowish proteinaceous material was obtained(van den Ord and Wesdorp 1979).
Using rockfish muscle, Yongsawatdigul and Park (2004)tested the color of acid- and alkali-produced protein isolatesand conventionally processed surimi. They obtained thehighest whiteness for conventionally processed surimifollowed by acid-produced protein isolate, alkali-producedprotein isolate, and crude mince. Conventional surimishowed the whitest appearance because of the removal ofmyoglobin during washing.
Kim et al. (2005) found that the addition of 2% freeze-dried sarcoplasmic protein from rockfish to Alaska pollocksurimi negatively affected the color of the cooked gel. Thedecrease in whiteness value was primarily because of anincreased b* value, which in turn was due to the fact thatone component related to the sarcoplasmic protein is hemeprotein.
The color of the gels made of conventional surimi aswell as acid- and alkali-produced protein isolates frommenhaden was investigated by Perez-Mateos and Lanier(2006). They found the highest whiteness for conventionalsurimi, followed by the alkali- and then acid-producedprotein isolates. These results were thus in agreement withwhat most other studies have shown and were explained bythe removal of more myoglobin during the conventionalsurimi washing.
Kristinsson and Liang (2006) tested the color (L*, a*,and b* values) of conventional surimi as well as acid- andalkali-produced protein isolates from Atlantic croaker. Theycompared the color of isolates and cooked gels. Isolateswere used either unfrozen without cryoprotectants or frozenwith cryoprotectants added. For unfrozen isolates theyfound the highest L* value for acid-produced proteinisolate, followed by alkali-produced protein isolate, andthen conventional surimi. For gels from unfrozen isolates,they found the highest L* value for conventional surimifollowed by alkali-produced protein isolate and then acid-produced protein isolate. For frozen paste, the highest L*value was found for alkali-produced protein isolate fol-lowed by acid-produced protein isolate and then conven-tional surimi. However, conventional surimi gels had thehighest L* value when frozen isolates were used, followedby the acid- and then alkali-produced protein isolate gels.The L* value for conventional surimi increased substantially
14 Food Bioprocess Technol (2009) 2:1–27
by cooking the gel. There was a small increase in the L*value for the acid-produced isolate and the fresh alkali-produced isolate by cooking into gels. However, the frozenalkali isolate decreased in L* value by cooking. Rednessvalues (a* values) were low for all samples. The acid-produced protein isolates had a substantially higher yellow-ness (b* values) than the other samples. This was probablydue to the higher level of retained heme proteins afterprecipitation.
Conventionally processed sardine and mackerel surimiwhere the washes were made with water or 0.5% NaClwere subjected to color analyses by Chaijan et al. (2006).Comparisons were made with isolates produced withalkaline processing with/without a pre-wash step. Withsardine, the order of whiteness was: pre-washed alkali-produced protein isolate > regular alkali-produced proteinisolate > conventional surimi washed in water > conven-tional surimi washed in 0.5% NaCl. The mackerel sampleswere ranked as: conventional water washed surimi > pre-washed alkali-produced protein isolate > conventionalsurimi washed in 0.5% NaCl > regular alkali-producedprotein isolate. The authors hypothesized that the lowerwhiteness found for conventional sardine and mackerelsurimi washed in NaCl, as well as for the alkali-mademackerel protein isolate might be from oxidized retainedmyoglobin. They also investigated the expressible moistureand found the highest values for the alkali-produced proteinisolates from both species. Thus, possibly a low waterholding capacity could also affect the whiteness.
In a study with croaker and mackerel (Choi and Park2005), the possibillity of using air floatation to improve thewhiteness of fish protein isolates produced with the pH-shift methods was investigated. When a minced musclehomogenate was air-flotated for 10–20 min before adjustingit to pH 11, the best improvements in color were seen in therecovered protein isolate; lightness increased, yellownessdecreased, and thus whiteness also increased.
To sum up, it is obvious that different fish speciesrequire different processes to get protein isolates/gels thatare as light as possible. In the majority of the cases wherethe conventional surimi process was included for compara-tive purposes, this process gave the whitest isolates/gels,most likely due to the washing-induced heme removal.Furthermore, in 13 out of 17 cases, the alkaline processgave whiter isolates/gels than the acid process. Accordingto the aforementioned study, this has been ascribed to thefact that a larger part of the heme proteins are removed withalkaline than with acid processing. Variations in the acid/alkaline processes like the use of pre-wash or exclusion ofthe high-speed centrifugation have clear effects on a* andb* values. Regarding high-speed cenrifugation, results onthe acid and alkaline side were however contradictory(Kristinsson et al. 2005; Undeland et al. 2005). Pre-washing
was beneficial with both processes (Undeland et al. 2005;Chaijan et al. 2006).
Lipid Reduction
The capacity of the acid and alkaline processes to remove alarge part of both neutral lipids and membrane lipids hasbeen one of the features patented. The amounts of lipidsthat can be removed are however linked to factors like thelipid content of the starting material, the viscosity of thepH-adjusted homogenate, and the centrifugation speed usedin the first centrifugation. The latter factor mainly affectsthe removal of membrane lipids, as they at this step may godown into the sediment. Lipid reduction can be ofimportance to reduce the susceptibility of a protein isolateto lipid oxidation. However, it needs to be stressed that aslong as strong prooxidants like Hb are present, it seems likeextremely low lipids levels need to be reached to preventlipid oxidation. Richards and Hultin (2001) found severeblood-mediated rancidity odor in washed cod mincecontaining 0.1% lipids (wet weight, ww). Many compari-sons have been made regarding lipid removal by acid andalkaline processing vs. conventional surimi processing.
In an investigation of Bristly sardine with a lipid contentof 3.3% (ww), Cortes-Ruis et al. (2001) tested the lipidreduction during surimi production with a modified versionof the “Ishikawa process” (Roussel and Cheftel 1988). Thelatter process applied four 1:5 washing steps using 0.5%sodium bicarbonate solution in the first wash instead ofwater. Then manual washing and dewatering with a gauzecloth was performed. The outcome was compared to the acidprotein isolation process with the follwing settings: a 1:9mince to water ratio, the first centrifugation for 15 min at16,000×g, 15 min and the second centrifugation for 10 minat 16,000×g. The lipid reduction in the surimi process was67.4±6.9% and for the acid protein isolate, lipid reductionwas 88.3±4.8% both when fresh Bristly sardine was used.Using 5-day-old iced fish, the lipid reduction was 92.6±2.6% for the acid protein isolate. On a dry weight (dw)basis, the lipid content in the final surimi was 11.1±5.4%,compared to 4.1±3.0% and 2.8±2.3%, respectively, for theacid-produced isolates made from fresh and iced sardines.
Undeland et al. (2002) found that the lipid to proteinratio of minced herring light muscle was reduced by 68%and 60%, respectively, using the acid and alkaline processwith a g-force of 18,000 (20 min) in the first centrifugationstep. On a ww-basis, the total intitial lipid content of theherring light muscle was of 2.4% (ww), on protein basis itwas 0.13 g lipid/g protein. The reduction in the phospho-lipid to protein ratio was from 0.037 to 0.02 g/g protein,thus 46% for both porcesses.
In an investigation of the lipid reduction achieved duringacid and alkaline processing of catfish, Spanish mackerel,
Food Bioprocess Technol (2009) 2:1–27 1515
mullet, and croaker (Kristinsson and Demir 2003), it wasfound that the highest lipid reduction was given in alkali-produced protein isolates followed by acid-producedprotein isolates and then conventional surimi. On a dryweight basis, the lipid reductions for the alkali-processedprotein isolates were 68.4% for croaker, 81.4% for mullet,79.1% for mackerel, and 88.6% for catfish. For acid-processed protein isolates, the values for the mentionedspecies were 38.1%, 58.0%, 76.9%, and 85.4%, respective-ly. For surimi, the values were 16.7%, 10.4%, 72.1%, and58.3%, respectively. The surimi was dewatered by manualsqueezing through a cheesecloth. The acid and alkalineprotein isolates were processed with two centrifugationsteps at 10,000×g for 20 min.
Applying the alkaline protein isolation method oncoarsely and finely ground meat from mechanicallydeboned turkey, Liang and Hultin (2003) found reductionsin the total fat content from 10.8±0.2% to 0.9±0.0% incoarsely ground meat, and in finely ground meat from 19.3±0.2% to 1.0±0.0%. The centrifugation was performed at25,000×g for 25 min.
In a comparative study between acid- and alkali-aidedprotein isolation and conventional surimi processing,Kristinsson et al. (2005) investigated lipid reduction inchannel catfish muscle. The raw material was skinlessfillets containing from 4.7% to 9.8% fat (ww). The twocentrifugation steps were done at 10,000×g for 20 min. Thedewatering of the surimi was performed manually bysqueezing it through a cheesecloth. The highest lipidreduction, 88.6±2.8%, was obtained by alkaline processingfollowed by acid processing, with 85.4±2% lipid reduction.Conventional surimi processing gave 58.3±7.8% lipidreduction. The authors also tested the lipid reduction whenomitting the first centrifugation step in production ofprotein isolates. In this case, the lipid reductions with thealkaline and acid processes were 61.2±6.3% and 45.4±4.4%, respectively.
Using Atlantic croaker fillets with 3.1% fat content,Kristinsson and Liang (2006) studied the lipid reductionobtained with acid and alkaline processing (both centrifu-gations at 10,000×g, 20 min) as well as with conventionalsurimi processing with a manual dewatering through acheesecloth. The reductions obtained were 68.4%, 38.1%,and 16.7%, respectively. As described by Kristinsson andDemir (2003), the big difference between the conventionalsurimi process and the acid and alkaline methods wasascribed the first centrifugation.
In a study investigating lipid oxidation during acidprocessing of herring fillet mince, Undeland et al. (2005)undertook lipid reduction with/without a 1:3 pre-wash, andwith/without the high-speed centrifugation step (10,000×g,20 min) was tested. In the pre-wash, the initial lipid content(6.1% on a ww basis, 22.5% on a dw basis) was reduced by
39%. When unwashed and pre-washed minces wereprocessed with high-speed centrifugation, further lipidreductions were 51% and 56%, respectively. The proteinisolates thus contained 11% and 10% of lipid on a dryweight basis (1.3% and 0.9%, respectively on ww basis). Incases when unwashed and pre-washed minces wereprocessed without centrifugation, the lipid content became33.2% and 32.2%, respectively, on dry weight basis (4.3%and 3.9%, respectively, on wet weight basis). The relativeincrease in lipid content on a dw basis in the latter case wasdue to the fact that more proteins than lipids were removed.
In a series of studies, Liang and Hultin (2005a, b)studied the sedimentation behavior of membranes duringthe pH-shift methods and looked for practical methods toremove cellular membranes from solubilized muscle pro-teins at low g-force. The results showed that membranephospholipids could be selectively removed from solubi-lized muscle proteins at low g-force. Treatment with CaCl2or MgCl2 and citric acid and centrifugation at 4,000×gcould remove up to 90% of the membrane phospholipidsfrom the muscle samples. Citric acid might play a role as abinding agent to the basic amino acid residues ofcytoskeletal proteins competing with the acidic phospholi-pids of membranes. The membranes released from thecytoskeletal proteins could then aggregate or fuse due to thefinal low pH achieved by the addition of citric acid (pH ∼4.9–5.3) in the homogenate.
Vareltzis and Undeland (2008) compared the acid andalkaline processes on a blue mussel mince that contained13.5% lipids on dw basis, and had a lipid to protein ratio of0.3. The g-force in the first centrifugation was 8,000. Theyfound that the acid process resulted in isolates with lowerlipid content than the alkaline process: 11% vs. 18.8% on adw basis, and 0.15 vs. 0.3 on the basis of the lipid toprotein ratio. Adding 5 mM citric acid and 10 mM calciumchloride significantly improved lipid reduction in themussel protein isolates from both the acid or alkalineprocess. As a result, the lipid to protein ratio was reducedby 73% for both processes compared to the untreatedmussel mince. The authors also examined the effect of g-force reduction in the first centrifugation to 800×g. None ofthe two processes then reduced the lipid to protein ratio,and instead, the lipid content increased on a dw basis (to24% and 18% for the acid and alkaline processes) due to afairly large protein loss in the process.
Liang et al. (2007) applied chitosan and chitin to aidmembrane separation during acid- and alkali-aided proteinisolation from cod mince. When adding chitosan with amolecular weight of 310–375 kDa prior to either acidifica-tion or alkalization of the homogenate, about 55% and 80%of the membranes were removed during centrifugation at4,000×g (15 min). In the control, about 31% were removed.The corresponding protein removal was 12%, 28%, and
16 Food Bioprocess Technol (2009) 2:1–27
7%. Smaller chitosans removed less phospholipids andchitin was not useful. The efficiency of chitosan >310 kDawas ascribed to its high total positive charge/molecule, thepositive charges then interacting with the negativelycharged membranes. A “bridging” mechansim betweenthe membranes and chitosan was also suggested.
From these studies it can be seen that acid and thealkaline processing clearly removes more lipid that con-ventional surimi making. From the three studies testing theacid and allakine methods with/without the high-speedcentrifugation, it was obvious that this step is crucial for theimproved lipid removal. In three out of the four studiescomparing the acid and alkaline method, more lipids wereremoved with alkaline processing. Kristinsson and Demir(2003) described how the lipid emulsifying ability ofproteins is improved during the alkaline process comparedto during the acid process. This increases the size of thefloating lipid layer formed in the first centrifugation, butinstead of consisting of pure oil, the layer consists of aprotein–lipid emulsion. This implies a greater lipid reduc-tion but also a lower protein yield. In one study combiningconventional surimi making (a 1:3 pre-wash of the minceused) with acid processing, it was seen that the final lipidcontent of the isolates was then slightly reduced. This wasmost likely since the first removal of some of the neutral fatavoided the risk of proteins emulsifying this fat, whichcould lead to some lipid entrapment in the isolates. Otherways of improving the lipid reduction, especially mem-branes include additions of citric acid/calcium chloride andchitosan.
Lipid Oxidation
An important quality parameter related to seafood productsis lipid oxidation which can lead to rancidity if noprecautions are taken. This is especially important whenproducing minced products, and especially when dealingwith materials high in prooxidants. After mincing, the lipidsurface exposed to oxygen and prooxidants increases. Theacid protein isolation process has theoretically been ascribedto possess a higher risk for lipid oxidation than the alkalineprocess. This is, e.g., as heme proteins can become activatedas prooxidants at low pH (Kristinsson 2001). It has also beenfound that subjection of washed cod mince to low pH(20 min, pH 2.5) made the muscle more susceptible to Hb-mediated oxidation than native washed mince (Kristinsson2001). Although the acid process of course gave moreextreme exposure to low pH, it should be remembered thatalso in the alkaline process, there is a subjection to relativelylow pH (around 5.5) during the precipitation step.
Lipid oxidation was investigated during production ofacid- and alkali-processed protein isolates as well as duringconventional surimi making with cold water (4 °C) using
catfish, croaker, mullet, and Spanish mackerel (Kristinssonand Demir 2003). Samples from surimi and isolates wereplaced in plastic weighing cups, put into ziplock freezerbags, and then placed in cold storage set at 4 °C. Sampleswere collected every third day and frozen at −70 °C to stopoxidation. Samples were then analyzed for TBARS, i.e.,seconday oxidation products. The results showed that theconventional surimi had lower levels of lipid oxidationproducts than acid-/alkaline-processed isolates, except forin the case of mackerel isolate stored for 6 days. The acidprotein isolate was most prone to oxidation while the alkali-made isolates fell in between the other two methods.
Investigating channel catfish muscle, Kristinsson et al.(2005) analyzed lipid oxidation products of the groundstarting material, after conventional surimi processing as wellas after acid- and alkali-aided processing with/without the firstcentrifugation. The results showed that none of the processesgave significantly higher TBARS values than the startingmaterial. Alkaline processing without the first centrifugationwas an exception in that it yielded an isolate with a very lowTBARS value. The results indicated that channel catfish is ingeneral very stable towards lipid oxidation.
Kristinsson and Liang (2006) investigated lipid oxida-tion in unprocessed ground Atlantic croaker (Micropogoniasundulates) and in conventional surimi as well as acid- andalkali-processed isolates made thereof. Samples were storedon ice for 14 days and analyzed periodically for TBARS.The highest initial TBARS value was found in the acid-processed protein isolate followed by the ground muscleand then finally the alkali-processed protein isolate. Theconventional surimi sample had decreased in TBARSduring processing compared to the initial ground rawmaterial. Over the storage period studied, the alkali-processed protein isolate and the conventional surimimaintained a low TBARS value while the other samples,especially the acid-produced isolate, had a substantialincrease in TBARS. They also analyzed lipid oxidation ofcryoprotected protein isolate and gel directly after produc-tion and after frozen storage for 1 week. The highestincrease in TBARS was also here seen for the acid-processed protein isolate followed by the conventionalsurimi and the the alkaline protein isolate. The fasterincrease in TBARS for the acid-processed material is mostlikely because of the increased prooxidative potential of theheme proteins when subjected to low pH values (Kristinssonand Hultin 2004).
Undeland et al. (2005) studied how lipid oxidationprogressed under acid processing of herring fillet mince.They tested how changes in the process and the use ofdifferent antioxidants influenced lipid oxidation both underthe processing itself and under a subsequential ice storageof protein isolates. Lipid oxidation was followed withTBARS, color analyses, and sensory analyses. The tested
Food Bioprocess Technol (2009) 2:1–27 1717
processing parameters were +/− a 1:3 pre-wash of themince, exposure time to pH 2.7 (4, 30, and 75 min), +/−high-speed centrifugation (10,000×g, 20 min), and additionof antioxidants. The tested antioxidants were one reducingagent (0.2%, ww, erythorbate), two metal chelators [0.2%sodium tripolyphosphate (STPP), or 0.044% ethylenedia-minetetraacetic acid (EDTA)], and one protein concentratewhich might act as a radical sink (4% milk proteins). Allantioxidants except the milk proteins were added in the pre-wash or homogenization step. Milk proteins were addedinto the final isolates. Without high-speed centrifugationand without antioxidants, extensive oxidation took placeduring the process. Inclusion of a 1:3 pre-wash or variedexposure time to pH 2.7 did not improve the quality. High-speed centrifugation significantly reduced TBARS values,a* values, and b* values of the isolates. If added in the pre-wash or homogenization step, erythorbate alone, or com-bined with STPP or EDTA, significantly reduced lipidoxidation both during processing and subsequent icestorage. The best stabilities were given when both stepswere fortified, and when EDTA was used instead of STPP.
Petty and Kristinsson (2004) studied how the addition ofantioxidants to Spanish mackerel homogenates affectedlipid oxidation during alkaline and acid processing. Ascor-bic acid and tocopherol were tested separately and com-bined at a 0.1% and 0.2% (ww basis) level in thehomogenate. Homogenates were adjusted to low and highpH values and analyses of primary and secondary oxidationproducts were made after 0, 2, 4, 8, and 12 h. Both ascorbicacid and tocopherol were more effective in the higherconcentrations and at lower pH. At pH 6.5, both antiox-idants, but ascorbic acid particularly, served as prooxidants.There was no need for antioxidants during alkalineprocessing as no oxidation developed here in the absenceof antioxidants. Using the acid process, oxidation devel-oped rapidly without antioxidants.
Inhibition of lipid oxidation during acid and alkalineisolation of cod muscle proteins was also studied byVareltzis and Hultin (2007). In their research, the centrifu-gation of the solubilized homogenate was omitted, and itwas shown that both acid and alkaline processing enhancedthe oxidative stability of protein isolates. It was suggestedthat acid processing caused in situ aggregation of the codmuscle membranes rendering them less susceptible tolipid oxidation. Vareltzis and Hultin (2007) showed thatacid-treated isolated cod membranes were resistant to Hb-mediated and/or NADH-dependent lipid oxidation, exhibit-ing longer lag phase and lower oxidation rate. This was anindication that bound Hb might have restricted access to thesubstrate of lipid oxidation, that is, the phospholipids of theacid-treated membranes. Vareltzis et al. (2008) also evalu-ated the effects of citric acid and calcium chloride toprevent lipid oxidation in ground cod muscle. Their results
suggested that citric acid and calcium chloride added tominced cod can significantly improve the oxidative stabilityof the protein isolates. It was suggested that citric acid andcalcium chloride can act as reducing agents as well ascausing higher in situ aggregation of membranes comparedto acid only treated muscle. The antioxidative properties ofcitric acid were partly explained by its ability to breakdown pre-formed lipid hydro-peroxides of the cod muscle.
In a recent study by Raghavan and Hultin (2008), theoxidative stability of acid- and alkali-produced cod proteinsin the presence of exogenously added Hb (6 μM) wasstudied during ice storage. Attempts to inhibit suchoxidation with 300 ppm δ-tocopherol, 200 ppm BHA, and200 ppm propyl gallate were also done. Antioxidants wereadded using ethanol (1% of the muscle weight) as a carrier.Acid-produced isolates produced rancid odor and TBARSmuch faster than alkali-produced isolates. Regardless of theprocess used, the efficacy of the antioxidants was rankedas: propyl gallate > BHA > δ-tocopherol.
Summing up the results, the comparisons betweendifferent processes made, e.g., by Kristinsson and co-workers clearly point to the acid-processed protein isolatesas more susceptible to lipid oxidation than the alkali-processed ones. It is however possible to prevent process-induced lipid oxidation by addition of compounds likeerythorbate, EDTA, citric acid, and calcium chloride.Oxidation during storage of isolates can also be preventedwith antioxidants. Conventional surimi on the other hand inseveral studies had the lowest level of oxidation products,which indicates that lipid content and lipid oxidation do notgo hand in hand. Better stability of the conventional surimicould be due, e.g., to that the pH of the process never goesfar below the physiolgical pH, and thus, that Hb/Mb-activation is avoided.
Microbial Stability
Microbial stability is an extremely important factor duringproduction and storage of food products. Living and newlyharvested fish often has a high number of bacteria on itssurface. The nature of these bacteria depends both on thebacteria that are found in the harvesting environment and inthe procesing environment. Generally, most of the bacteriagrowing on fish belong to the psychrotrophic gram-negative genera Huss (1983). Only one study has comparedthe microbial stability of traditionally processed surimi withacid- and alkali-processed protein isolates (Kristinsson andDemir 2003). The question has however been raised atmany occasions since it is expected that the extreme pHvalues in acid and alkaline processing have a killing effecton microbes associated with the raw material (Jay 1986).
Kristinsson and Demir (2003) followed the microbialgrowth on ground catfish mince, on conventional surimi as
18 Food Bioprocess Technol (2009) 2:1–27
well as on acid- and alkali-produced protein isolates madethereof. There was a reduction in aerobic plate countnumbers directly after all three processes, but the largestreduction was seen for the alkaline-processed isolatesfollowed by the acid-processed isolates. This was probablydue to the strong centrifugations that the protein isolates aresubjected to causing the microbial cells to sedimenttogether with the undissolved sediment material. The largerreduction during alkaline than acid processing could be dueto a larger killing effect of alkali than acid. After 10 days onice, the aerobic plate count numbers for ground fish hadincreased from 6.32×103 to 7.71×105 per gram of tissue,for conventional surimi from 2.38×103 to 1.55×106, andfor acid-produced protein isolate from 1.45×103 to 2.45×104. The alkali-produced protein isolate had actually fallenfrom 1.00×103 to 3×102 counts per gram of tissue, whichwas explained by the same hypothesis as above, a moredetrimental effect on the bacteria by the alkaline process.Based on the latter result, the question could be raised whythe bacteria do not grow on the alkali-processed proteinisolate, which is an intriguing observation for furtherinvestigation. It needs to be straightened out whether thisis a good or bad result.
Frozen Storage Stability
One of the main advantages with surimi is its stabilityduring frozen storage, which is mainly due to the additionof cryoprotectans. Not much research has been carried outon investigating the frozen storage stability of proteinisolates processed either by acidic or alkaline processing.However, it is of course an interesting question how the thestability of these frozen protein isolates compares to that ofconventional surimi.
Frozen storage stability of alkali-produced rockfishprotein isolate under various storage conditions wasinvestigated by Thawornchinsombut et al. (2006) andThawornchinsombut and Park (2006). In their tests, theyadjusted the pH of protein isolates to 5.5 and 7, and theythen split each portion into a cryoprotected and anunprotected part. After 4 weeks storage at −80 °C, thecryoprotected and the unprotected samples were subjectedto three freeze and thaw cycles at −18 and 4 °C.Additionally, one cryoprotected sample at each pH levelwas stored only at −80 °C for 4 weeks. Before testing, allsamples were adjusted so that they had an equal content ofcryoprotectants, an equal moisture content and the same pH(pH 7). The tests comprised salt extractable proteins,surface hydrophobicity, total sulfhydryl content, thermody-namic properties by differential scanning calorimetry, anda gel analysis. They found that regardless of the freeze–thaw cycles and storage pH (5.5 or 7.0) the amount ofproteins soluble in 0.6 M NaCl was the same, 43–45 mg/g
(dw basis). A preliminary study showed that the solubilityof conventional surimi from rockfish in 0.6 M NaCl wasapproximately seven times higher. Altering the pH ofsamples kept frozen at pH 5.5 to 7 just before analysisconsiderably increased the amount of salt-extractableproteins. The pH used during the storage did not seem tosignificantly affect the surface hydrophobicity and the SHcontent, regardless of exposure to freeze–thaw cycles usedand cryoprotectant addition. Regarding the thermodynamicproperties, all samples showed different thermograms asinfluenced by the different treatments. All samples withcryoprotectants showed three endothermic temperaturepeaks. The maximum heat input required to denature theprotein isolates stored at pH 5.5 were slightly lower thanthat needed for those kept at pH 7. Storage pH did not seemto affect the heat input required for protein denaturation ofcryoprotected isolates. Generally, a decrease in the maxi-mum heat input temperature is interpreted as a decrease inprotein stability. The texture properties of the alkali-processed protein isolate gels showed that the cryoprotectedgels not exposed to freeze–thaw cycles had the best quality,independent of the pH value at storage. They were followedby the cryoprotected freeze–thawed gels and with unpro-tected freeze–thaw gels at the lowest level. The investiga-tion thus showed the importance of using cryoprotectantsfor the alkali-processed protein isolates and of storing non-protected isolates at a higher pH. The study did howevernot say anything about long-term frozen storage stability.
New Processing Attempts
One of the main advantages in the acid and alkaline processis the opportunity to separate the dissolved proteins fromother undissolved ingredients. As stated initially, thisopportunity should especially be an advantage in theutilization of by-products and small-bone-rich fish, provid-ing a great chance of separating classic feed grade productsinto a food grade and a feed grade part. However, to date,most of the studies on acid and alkaline processing haveinvolved work with fillets. Only in the recent years, morecomplex materials have been addressed. Some of thosestudies are summarized below. In the recent years, someattempts to make the process more applicable for industrialuse have also been carried out. These attempts include therecovery of proteins in phases that during lab processingnormally are discarded. Also, attempts to replace the costlyhigh-speed centrifugation steps have been carried out.
Processing of Whole Fish and Fish By-products
Bechtel et al. (2005) investigated the possibilities of usingthe alkaline process in the production of soluble and
Food Bioprocess Technol (2009) 2:1–27 1919
insoluble protein isolates from pink salmon viscera and redsalmon heads. After freeze drying of the isolates, theprotein content was analyzed to be 50.7%, 69.4%, 80.0%,and 87.2%, respectively, of the insoluble fraction obtainedfrom red head, the insoluble fraction from pink salmonviscera, the soluble fraction from red head, and the solublefraction from pink salmon viscera.
In another study, Bechtel et al. (2006) investigated theopportunities for utilizing the alkaline process for isolationof proteins from heads of Pollock and wild salmon. Theyfound that soluble protein powders extracted from theseraw materials have potential as functional protein ingre-dients. The insoluble protein isolates on the other handwere ascribed to potential applications as both feed andfood ingredients.
Using a mix of saw dust and cut-off by-products fromCape hake (Merluccius capensis), Batista et al. (2006)investigated how much proteins could be recovered usingthe acid and alkaline solubilization processes. Afterremoving skin and bones by hand, the ground by-productmix, which had been previously frozen, was eitherprocessed unwashed or pre-washed. They obtained proteinyields of of 58.7% and 63.0%, respectively, from unwashedacid- and alkali-processed raw materials. The corre-sponding protein yields from pre-washed raw material were43.6% and 50.1%, respectively, when calculated based onthe initial ground muscle.
Chen and Jaczynski (2007) applied the acid and alkalinemethods on trout processing by-products (fish meat leftover on bones, head, skin, etc.) using two-phase continuouscentrifuges (20,000×g) with 600 mL/min in the first stepand 50 mL/min in the second step. Protein yields werebetween 77.7% and 89.0%, depending of the pH used forsolubilization and precipitation. Acid processing generallygave higher yields than the alkaline one, and also isolateswith more lipids (about 19% on dw basis as compared to 9–11% after alkaline processing and 15.2% in the rawmaterial). The fairly poor lipid removal was ascribed thecontinuous centrifuges used. Ash analyses showed that theprocesses effectively removed impurities such as bones,scales, skin, etc., from the trout processing by-products.Due to high proteolytic activity in the raw material, therecovered proteins failed to gel unless beef plasma protein(BPP) was added. Even with BPP, the recovered proteinshowed some proteolysis between 40 and 55 °C. Addition ofpotato starch, transglutaminase, and phosphate to therecovered proteins resulted in good texture of trout gels.Higher shear stress and strain were measured for gelsdeveloped from basic pH treatments than the acidic counter-parts. The gels from acidic treatments were whiter than thosefrom the basic ones, probably due to the higher lipid content.
The same research team, Chen et al. (2007), alsoperformed a study to determine the amino acid, fatty acid,
and mineral profiles of the trout (Oncorhynchus mykiss)processing by-products as well as the protein, lipids, andinsolubles recovered thereof by the acid and alkalinemethods. Solubilization was performed at pH 2, 2.5, 3,12, 12.5, and 13 and precipitation at pH 5.5. Bothcentrifugations were at 10,000×g for 10 min. The resultsshowed that the use of basic pH yielded proteins withhigher concentrations of essential amino acids than usingacid pH. Based on the essential amino acid profile, thequality of the recovered proteins seemed to be better thanthat of soy protein, comparable to that of milk protein, butslightly below that of egg protein. The fatty acid analysesshowed that the acid and alkaline methods did not changethe composition of polyunsaturated fatty acids.
In another study, Chen and Jaczynski also investigatedthe opportunity of using the solubilizing process to recoverwhole krill (Euphausia superba) proteins in a continuousmode. Centrifugations were made at 20,000×g. Ashanalyses showed that shells, appendages, etc. were effi-ciently removed in the process. Lipid removal was betterafter alkaline than acid solubilization. The krill initiallycontained 12.1% lipids (dw basis) and the acid-processed aswell as alkali-processed isolates contained 11.6–19% and7.4–8.1% lipids (dw basis), respectively. The proteinisolates produced both at acid and alkaline pH had about65% of the protein content found in the initial raw material(dw basis). Because of high proteolytic activity, the proteinsfailed to gel unless 1% of the protease inhibitor bovineplasma protein (BPP) was added. Proteins solubilized atalkaline pH, especially pH 12, gelled better than thoseproduced with acidic pH. This was explained by higherproteolytic activity and denaturation at the acidic pH. Acid-produced gels were however whiter and brighter, whichwas ascribed the higher lipid content.
As the first study of its kind, it should be highlighted thatfreeze-dried alkali-isolated krill protein concentrates weretested for their nutritional value, health benefits, and safety(Gigliotti et al. 2008). The isolates used contained 78%protein and 8% fat on a dw basis. About 27% of the fat wasn-3 PUFA. A study of female Sprague–Dawley rats thatwere given isocaloric diets containing either 10% krillproteins or 10% casein showed that the krill proteindigestibility ratio, corrected for amino acid score andprotein efficiency, was equal to that of casein. Safety ofthe krill proteins was indicated by the fact that there wereno differences in clinical measures of kidney functioncompared to casein. An interesting observation in the studywas that the rats consuming krill proteins obtained greatertotal retroperitoneal and gonadal fat pads than the rats fedcasein. This was despite equal body weights and weightgains between the two groups. Greater nitrogen excretion inkrill protein-fed rats than in casein-fed rats suggested moreamino acid deamination in the former group. Possibly, the
20 Food Bioprocess Technol (2009) 2:1–27
excess carbon skeleton was converted into fat from energystorage. The latter result needs further investigations to beconfirmed.
Strong parallels to the above protein isolation studieswere seen in a very recent investigation of protein isolationfrom blue mussels (Mytilus edulis). Mussels are also a“whole” raw material in the sense that the intestines arepresent (Vareltzis and Undeland 2008). Here the processwas primarily applied to remove diarrheic shellfish poison-ing (DSP) toxins, but information on lipid removal andprotein yields were also obtained. A 1:6 homogenate ofminced mussel meat was solubilized at low pH (2.8) orhigh pH (11.1), followed by centrifugation at 8,000×g andre-precipitation of the solubilized mussel proteins at pH 5.8for the acid-solubilized proteins and 5.3 for the alkalinesolubilized. These processes resulted in 81% (acid solubi-lization) and 72% (alkaline solubilization) reduction in theDTX-1 toxin content of the mussel meat on an equalmoisture content basis. This result can thus provide analternative way of processing blue mussels in periods whenthey are toxic. Acid processing of mussel meat resulted in50% reduction in the total lipid content expressed in termsof lipid to protein ratio, while alkaline treatment did notsignificantly affect the lipid content. The latter result wasthus different from the findings of Kristinsson and co-workers using fillets from various tropical species. Inter-estingly enough, a poor correlation factor was obtainedbetween the removal of DTX-1 toxins and removal oflipids. Mass balance calculations also showed that a largepart of the DSP toxin ended up in the precipitationsupernatant in which only traces of lipids are present. Lipidoxidation as followed by TBARS was not induced duringacid or alkali solubilization process. The protein yields werefairly low; the alkaline process gave 53% protein yield and theacid one 35%. This was primarily ascribed to a high solubilityof the proteins at all pHs tested for precipitation. In turn, thiscould be a result of proteolytic peptide formation during theprocess. Peptides are known for their high solubility in water.SDS-PAGE electrophoresis revealed proteolysis during thestorage of blended mussel meat even at −80 °C.
In a preliminary study of acid- and alkali-aided proteinisolation from whole and gutted herring, the use of a 1:9homogenate solubilized at either pH 2.7 or 10.8 andprecipitated at pH 5.5 gave promising data (Røkaeus andUndeland 2007) The total protein yields were 60–65% fromwhole herring mince and somewhat lower for guttedherring mince. For the protein isolates, the acid processgave whiteness values of 59 and 54 when using gutted andwhole herring, respectively. For the alkaline process, thecorresponding values were 58 and 55, respectively. Con-sidering the heavy pigmentation of the eyes, belly, and darkmuscle, these results indicated that a substantial part, e.g.,of melanin pigment are lost during the process.
From the results above, it is obvious that the acid andalkaline processes provide very promising ways of raisingthe value of fish by-products and certain whole fish/shellfish species. However, some new problems may arisewhen the acid and alkaline processes are applied on rawmaterials with high proteolytic activity. The presence ofproteolytic enzymes can via their action reduce proteinyield and gelation capacity. Addition of BPP or otherprotease inhibitors could however be one way to combatthese problems.
Recovery of Additional Fractions Using pH-shift Methods
The possibility of utilizing the precipitation supernatantfrom alkaline protein isolation processing of Cape hake sawdust was investigated (Pires et al. 2006). The collectedsupernatant at pH 5.5 was concentrated by ultra-filtrationand then spray-dried. The protein content and ash contentof dried proteins from the supernatant were 74.0% and9.1%, respectively. The color parameters of the proteinpowder were L* 86.26, a* –0.06 and b* 5.47.
As described in the section addressing protein yield,Cortes-Ruis et al. (2001) investigated the opportunity to re-process the proteins in the gelatinous soft gel discardedfrom the first centrifugation during processing of sardines.This gel layer and the protein precipitate was mixed withwater and adjusted to pH 3.2 after which it was reprocessedaccording to Fig. 1. In this way, they could increase thetotal protein yield from 64.2% to 76%.
Okada and Morrissey (2007) developed a new oilextraction method involving pH adjustment and comparedit with the traditional heat extraction. This method is relatedto the acid and alkaline processing methods, but is not at allidentical. Minced sardines were mixed with deionizedwater (9:1 v/v), and the pH was adjusted to 5.5 with severalacids, including HCl or the food-grade organic acids citricacid and tartaric acid (+/− Ca) followed by centrifugation.Oil extracted with citric acid + Ca showed the best quality,along with good recovery, the lowest haze value, and thehighest level n-3 polyunsaturated fatty acids. Oil recoverieswith citric acid + Ca were 40.6% followed by oil extractedby citric acid alone (37.6%) and classic heat extraction(35.1%). Compared to the heat process, all oils extracted bypH adjustment showed high oxidative stability and hadfewer impurities. There was a significant beneficial effectof Ca addition prior to pH adjustment in terms of lipidoxidation stability and color of the final products. Accord-ing to the authors, the pH adjustment method is a novelprocess for oil extraction and a promising method that canbe utilized for high oil pelagic species such as Pacificsardines.
These studies show that there is great room forincreasing the protein yields from acid and alkaline
Food Bioprocess Technol (2009) 2:1–27 2121
processing by utilizing the fractions normally discarded.Using an alternative pH-shift method, high quality oil canalso be obtained.
Processing Simplifications and Attempts for Upscaling
During the years that have passed since the acid andalkaline processes were patented, a series of attempts havebeen made to improve, e.g., lipid removal, lipid stability,color, protein yields, gelation capacity, and the simplicity/economy of the methods. Some of the successful lipid-related improvements have already been highlighted, e.g.,antioxidant additions, membrane-removing agents (citricacid/calcium chloride, chitosan), and pre-washing/air floata-tion of the minced raw material. In the section below, somestrategies tested, e.g., to reduce the costs of the process byavoiding the requirements for the high-speed centrifuges aregiven. Some attempts for upscaling are also highlighted.
Kristinsson and Demir (2003) evaluated the pH-shiftmethods without the first centrifugation step. With thismodified process they obtained a high protein yield fromchannel catfish mince. Compared to ordinary processedsurimi and regular alkali-processed surimi where the firstcentrifugation was included, they also obtained high gelstrength. Using impure materials, it is however important tostress that skipping the first centrifugation calls for someother way of removing, e.g., bones. The simplest strategywould be just time, i.e., gravity or filtration.
Nolsøe et al. (2007) found protein yields between 58%and 75% from cod and haddock mince using the alkalineprocess with centrifugation in the first separation step.When replacing the first centrifugation with sieving, theprotein yields obtained were between 82% and 89% of theground fish muscle. However, the gel quality obtained fromthe sieved material was inferior to the quality of thecentrifuged material.
Vareltzis and Undeland (2008) made an attempt toreduce the g-force used in the first centrifugation from8,000×g to 800×g in order to simplify acid- and alkali-aided protein isolation from blue mussels. The findingsshowed that the lower centrifugation force did not affect thelipid reduction of the alkaline-produced samples, whilewith the acid process the lipid removal was less efficient.However, when citric acid and calcium chloride (Cc) wasused in the alkaline solubilization combined with the lowcentrifugation g-force, the lipid reduction was still signifi-cant compared to the untreated blended mussels. Insummary, the lipid/protein ratio in the various samplesanalyzed decreased in the following order: blended mussels ≥alkaline process, 800×g ≥ alkaline process, 8,000×g ≥acid process, 800×g > acid process, 8,000×g > Cc alkalineprocess, 800×g ≥ Cc acid process, and 8,000×g ≈ Cc alkalineprocess 8,000×g.
Based on the trials with conventional surimi, it wasfound that protein losses could be reduced by 50% by usingdecanter technology instead of using rotary screen andpresses (Lanier et al. 1992). This might be applicable alsoto acid and alkaline processing.
Regarding upscaling and attempts to make the processcontinuous, the work by Chen and Jaczynski (2007) hasalready been addressed. Here, the process steps, includingthe centrifugation steps, were made in a continuous mannerwith a flow rate of 120 L/h. Although this flow rate is notlarge scale, it shows that it is possible to get the processworking at a larger scale than normally performed in thelaboratory.
In a recent paper by Mireles DeWitt et al. (2007), catfishfillets were subjected to pilot scale acid processing afterwhich gels were made from the isolates. Centrifugation wascarried out at 3,000×g and with a flow rate of 1 m3/h. Theoutcome was compared with non-solubilized catfish pro-teins. The acid solubilization process removed 74% of theinitial fat (2.8% on ww basis). Gels from treated proteinwere less red and yellow than non-solubilized muscle.There was no difference in whiteness or in cooking yield.The water holding capacity of gels made from controlprotein was 0.73 g/g protein higher than treated. Thetexture analysis indicated that acid-processed proteins hadsignificantly higher hardness, springiness, chewiness, andcohesiveness compared with non-solubilized muscle gels.The resilience was equivalent for both treated and controlgels. The results indicated that the protein solubilizationprocess in the pilot scale produced a low-fat protein productwith good gel strength properties.
To summarize, protein yields can be improved by usinga sieve instead of centrifugation in the first separation step.This is most likely since the formation of large protein-entrapping gel sediments is prevented. The gelation abilitywas however lower after sieving, probably due to a lowerpurity of the proteins. Reduced g-force in the firstcentrifugation step reduced lipid removal, especially withacid processing. Successful attempts with continuousprocessing at 120 and 1,000 L/h have been carried outindicating good potentials for upscaling of the processes.
Tentative Uses of the Protein Isolates and the pH-shiftProcess
The most obvious and widespread application of the acid-and alkali-processed protein isolates have so far been as analternative to traditional surimi. Recently, there havehowever been some interesting applications reported, e.g.,as coatings for fried foods, as injection/tumbling marinadesto improve water holding of muscle products, and assubstrates for proteolytic enzymes in the production of very
22 Food Bioprocess Technol (2009) 2:1–27
clean protein isolates. The latter product could haveimportant functions, e.g., as antioxidants and bioactiveingredients in functional foods. Finally, the use of acid-produced cod proteins as emulsifiers has also been reported(Petursson et al. 2004).
Proteus Industries (www.proteusindustries.com) has suc-ceeded in using the acid solubilizing process in theproduction of dried water-soluble muscle protein isolatesthat are applied as coatings for different bathered andbreaded products. The patented fat-blocking protein tech-nology when produced is called Nutrilean™. According toProteus industries, Proteus’ proteins work by forming abarrier around the coated product, partially preventing fatfrom entering the product during cooking. The barrier alsoassists in the binding of moisture in the final product, thusimproving the juiciness of the product. Commercial resultsto date have seen up to 50% reduction in fat content and13% increase in final moisture in the cooked chicken.Proteus Industries further states that the process can bereplicated across species and can be applied to fish,chicken, beef, pork, and other animal muscle, and theresulting isolates can be used in liquid and powder forms inorder to achieve the desired benefits in food processing andcooking. GRAS statements have been submitted forseafood and poultry (FDA GRAS Notices No. 000147and GRN 000168).
In a recent study, select grade strip loins were enhancedwith either a phosphate- or an acid-solubilized proteinsolution (Vann and Mireles DeWitt 2007). The authors thenfollowed a color score, aerobic plate count, lipid oxidation,purge loss, cook yield, shear force, and sensory analysisduring storage. The phosphate injection consisted of 4.5%phosphate, 3.6% sodium chloride, 90.9% water, and 1%Herbalox seasoning. Two solutions were prepared for theprotein injection: one consisting of 1:9 protein to water andthe other an aqueous solution of 1% Herbalox seasoningand 3.6% sodium chloride. Enhancement solutions wereinjected twice at 5% to create a 10% total injection. It wasfound that the protein-enhanced steaks were comparable tophosphate-enhanced steaks for percent discoloration andoverall acceptability. The phosphate-enhanced steaks per-formed better than the protein-enhanced steaks for leancolor, fat color, aerobic plate count, lipid oxidation, percentpurge, cook yield, and Warner–Bratzler shear force. Itshould be noted that for protein-enhanced steaks, lean colorand cook yield, although statistically different, did performsimilar to phosphate-enhanced steaks.
It should be stressed that the protein-containing injectionsolutions can be made in two ways. One is by resolubilizingproteins isolated by the acid/alkaline methods, and the otheris to directly use solubilized ground fish muscle, in the acidor alkaline state, for injection into fillets without using anyprecipitation step.
The ability of a high-salt-extracted fraction and a pH 3-acid-extracted protein fraction from cod to form andstabilize 5 wt.% corn oil-in-water emulsion was examinedby Petursson et al. (2004). Emulsions could be formed thathad relatively small mean droplet diameters and goodcreaming stability at protein concentrations ≥0.2% ww forboth fractions. The emulsions were stable to dropletflocculation and creaming at pH ≤4 and NaCl concen-trations ≤150 mM when stored at room temperature. In theabsence of salt, the emulsions were also stable to thermaltreatment, but in the presence of 100 mM NaCl dropletflocculation and creaming were observed in some of theemulsions, particularly those stabilized by the AE fraction.The results suggest that protein fractions extracted from codcan be used as emulsifiers to form and stabilize foodemulsions.
Raghavan and Kristinsson (2008a) prepared alkali-produced tilapia protein isolates that were then subjectedto proteolysis using five different enzymes. Hydrolysis wascarried out to 7.5%, 15%, and 25%. All hydrolysatessignificantly inhibited Hb-mediated TBARS and PV develop-ment in a washed cod muscle system when 0.35 g hydrolyzedprotein was added per 100 g model. Higher inhibition wasseen with higher degree of hydrolysis. The proteolyticenzyme used also had an impact on the antioxidantcapacity with the Cryotin F being most effective andFlavourzyme as well as Neutrase being least effective. Thecapacity of the hydrolysates to scavence DPPH radicalswas different from the capacity to prevent Hb-mediatedlipid oxidation. In a later study (Theodore et al. 2008),alkali-isolated catfish proteins hydrolyzed to 5%, 15%, and30% degree with Protamex protease were separated intoinsoluble and soluble fractions and tested for their antiox-idative capacity using five different measures. These weremetal chelation, DPPH-radical scavenging, ferric reducingantioxidant power (FRAP), oxygen radical absorbancecapacity (ORAC), and ability to prevent Hb-mediatedTBARS in washed tilapia muscle. Results showed that lowmolecular weight peptides gave the highest chelating ability,ORAC values and TBARS inhibition. High molecularweight peptides gave higher FRAP values and scavengedmore DPPH radicals.
To summarize, several new applications have been testedin recent years that broadens up the use of proteins isolatedwith the acid and alkaline technology. They all providepromising ways of raising the value of underutilized musclesources.
Conclusions
A fairly large body of literature has emerged on the acidand alkaline protein isolation methods since the first patent
came in 1999. A wide variety of species have been used, inmost cases fillets, but also separated light muscle. Studieson more complex raw materials have however emerged inthe later years, which shows that great opportunities openup for pH-shift isolation of proteins from fish by-productsand underutilized species. In fact, isolation and valueadding of underutilized muscle proteins appear to be thearea where the pH-shift processes have a really largepotential. Among utilizations of the protein isolates thathave been reported so far are an alternative surimi, acoating for low-fat fried products, a basis for a marinade/injection solution for improved water holding, e.g., offillets, an emulsifier, and a substrate for hydrolysis making.The latter product can then, e.g., be used as an antioxidant.A first study has also emerged which shows that alkali-produced krill proteins have equally high nutritionalproperties as the milk protein casein. This study opens upfor many additional applications for protein isolates madewith the acid and alkaline methods. It is important to pointout though that most of the studies that so far have beenpublished on the pH-shift processes are from laboratoryscale trials. The processes are likely to perform quitedifferently in larger scale processing.
From the comparisons that have been made between theacid and alkaline methods, it is obvious that there in mostcases is one important advantage of the acid process overthe alkaline one. This is the generally higher protein yieldsthat have been obtained. Likely explanations are a highersolubility at acidic pHs and the formation of smallersediments.
The alkaline process, on the other hand, performs betterin many other aspects. Almost all published studies gavestronger gels with the alkaline than the acid process, withthe former process performing fairly equal to conventionalsurimi. It has been speculated that the harder gels obtainedwith alkali-produced proteins compared to acid-producedisolates originate in less hydrolysis during alkaline process-ing and also a larger degree of S–S bond formation.Conformational changes of key myofibrillar proteinsoccuring during the acid-/alkali-induced unfolding/refold-ing are also likely to be involved. Further, the alkalineprocess in most cases has given whiter isolates/gels than theacid process as a larger part of the heme proteins isremoved with alkaline than acid processing. Pre-washingthe raw material is therefore beneficial with respect to color.In most studies covering lipid reduction with the twoprocesses, more lipids have been removed with alkalineprocessing. This might be since the lipid emulsifying abilityof proteins is improved during the alkaline processcompared to during the acid process which increases thesize of the floating lipid layer formed in the firstcentrifugation. In studies of lipid oxidation, it has beenpointed out that the alkali-processed protein isolates are
much more stable towards lipid oxidation than the acid-processed ones as heme proteins get more catalytic aftersubjection to low pH. Additions like erythorbate, EDTA,citric acid, and calcium chloride can however preventprocess-induced lipid oxidation. Lastly, one study showedthat the alkaline process proved to give isolates with alower total bacterial count than the acid process and anotherstudy showed that the alkaline process yielded proteins withhigher concentrations of essential amino acids than the acidone. From the advantages and disadvantages listed, it isobvious that the choice of method depends on the aim ofthe processing and the intended uses of the protein isolates.
In several studies, attempts have been made to improveor modify the pH-shift methods. Some of these attemptshave been focused on recovering proteins in the phases thatare normally discarded, such as the gelatinous soft layerfrom the first centrifugation and the precipitation superna-tant. Attempts have also been made to run the process in acontinous mode, to introduce a pre-washing step of the rawmaterial, and to utilize alternatives to centrifugation in thetwo separations. According to the aforementioned studies,additions of various kinds to aid lipid removal, to reducelipid oxidation, and to reduce proteolysis have also beentested with good results.
When comparing the pH-shift methods to classic surimimaking, one major advantage of the former method is thepossibility of directly processing whole fish and complexraw materials without first mechanically separating themeat from bones/skin. This makes the pH-shift methodsvery useful in utilization of by-products such as heads, col-larbones, and backbones and also for whole underutilizedspecies. Some studies are already published along theselines that show promising results both on protein yields andremoval of lipid-soluble toxins. A drawback in the use ofwhole fish and shellfish can however be high proteolysiscaused by the abundance of proteolytic enzymes. Strategiesto prevent this have therefore been addressed. Otheradvantages of the pH-shift methods are that they use lesswater than a classic surimi process and that they generallygive higher protein yields than traditional surimi process-ing. The latter advantage is most likely explained by therecovery of sarcoplasmic proteins using the pH-shiftprocesses. Further, the acid and alkaline processing clearlyremoves more lipids that conventional surimi making,something that can limit lipid oxidation and aid in removalof lipid-soluble contaminants. However, in favor ofconventional surmi making, it often gives whiter isolates/gels than the pH-shift methods, most likely due to thewashing-induced heme removal. Another advantage ofclassic surimi making is that there is no necessity of usingchemicals in the production. The use of acid and base in thepH-shift methods will require stronger safety requirements.Using acid in connection with metals can cause corrosion.
24 Food Bioprocess Technol (2009) 2:1–27
HCl, for example, is a strong oxidizing agent for metals.This property has also been seen in connection with theheme proteins of the fish during acid production. If lipidsare to be efficiently removed, the need of a relatively longhigh-speed centrifugation step during the pH-shift methodsis another feature that makes these processes more complexto work with than classic surimi making. However, if lipidremoval is not an issue and if the requirements regardinggel strength are not the same as the requirements usually setfor surimi, the production can be facilitated accordingly.Then it is for example possible to remove the undissolvedmaterial from the dissolved material using a filter, with orwithout pressure.
In summary, we see the pH-shift methods coming up asan important complement to classic surimi making forcomplex and unstable materials where it is difficult tomechanically pre-separate the meat. The possiblity toremove lipids and lipid-soluble contaminants also strength-ens its role in the processing of low value materials thatotherwise mainly go to animal feed or that even arediscarded. Since each material appears to respond differ-ently to the acid and alkaline processes, it is recommendedto try them both in an initial stage.
Acknowledgment We wish to sincerely thank Prof. Herbert Hultin,one of the two main inventors of the acid and alkaline technology, forso kindly sharing a lot of his knowledge on these processes to us.Professor Hultin sadly passed away on Dec. 12, 2007, but through hisfantastic scientific accomplishments, he is still with us.
References
Anon (1952). Process for the recovery of protein from protein-containing material. Patent GB672972.
Batista, I. (1999). Recovery of proteins from fish waste products byalkaline extraction. European Food Research and Technology,210, 84–89.
Batista, I., Mendes, R., Nelhas, R., & Pires, C. (2003). Proteins fromsardine and blue whiting recovered by new extraction tech-niques: Solubility and gelation properties., 276–278 Iceland,Icelandic Fisheries Laboratories. Taft 2003, First Joint TransAtlantic Fisheries Technology Conference. 6-10-2003. Confer-ence Proceeding.
Batista, I., Pires, C., Nelhas, R., & Godinho, V. (2006). Acid andalkaline-aided protein recovery from Cape Hake by-products.In J. B. Luten, C. Jacobsen, K. Bekaert, A. Sæbø, &J. Oehlenschlager (Eds.), Seafood research from fish to dish(pp. 427–437). Wageningen: Wageningen Academic Serial(Book, Monograph).
Bechtel, P. J., Sathivel, S., & Oliveira, A. C. M. (2005). Alkaliextracted protein fractions from salmon byproducts. Annual IFTMeeting 2005 New Orleans, Louisiana. 7-15-2005. ConferenceProceeding
Bechtel, P. J., Sathivel, S., & Oliveira, A. C. M. (2006). Productionand characterization of alkali extracted protein powders frompollock an salmon heads. Joint Trans Atlantic FisheriesTechnology Conference. TAFT Quebec City, Canada. 10-29-2006. Conference Proceeding
Carpenter, R. P., Main, G., & Sutton, A. H. (1975). Process for theisolation of protein from fish. Patent GB1409876.
Chaijan, M., Benjakul, S., Visessanguan, W., & Faustman, C. (2006).Physiochemical properties, gel-forming ability and myoglobincontent of sardine (Sardinella gibosa) and mackerel (Rastrelligerkanagurta) surimi produced by conventional method and alkalinesolubilization process. European Food Research and Technology,222, 58–63.
Chang, H. S., Feng, Y., & Hultin, H. O. (2001). Role of pH in gelformation of washed chicken muscle at low ionic strength.Journal of Food Biochemistry, 25(5), 439–457.
Chen, Y. C., & Jaczynski, J. (2007). Protein recovery from rainbowtrout (Oncorhynchus mykiss) processing byproducts via isoelec-tric solubilization/precipitation and its gelation properties asaffected by functional additives. Journal of Agricultural andFood Chemistry, 55(22), 9079–9088.
Chen, Y. C., Tou, J. C., & Jaczynski, J. (2007). Amino acid, fatty acid,and mineral profiles of materials recovered from rainbow trout(Oncorhynchus mykiss) processing by-products using isoelectricsolubilization/precipitation. Journal of Food Science, 72(9),C528–C536.
Choi, Y. J., Kim, Y. S., & Park, J. W. (2003). New approaches for theeffective recovery of fish proteins and their physiochemicalcharacteristics. Fisheries Science, 69(6), 1231–1239.
Choi, Y. J., & Park, J. W. (2002). Acid-aided protein recovery fromenzyme-rich Pacific whiting. Journal of Food Science, 67(8),2962–2967.
Choi, Y. J., & Park, J. W. (2005). Improvement of whiteness ofrecovered proteins obtained by alkaline processing. IFT89B-18(2005 IFT Annual Meeting) New Orleans, Louisiana. IFT AnnualMeeting. 7-15-2005. Conference Proceeding
Cortes-Ruis, J. A., Pacheco-Aguilar, R., Garcia-Sanchez, G., & Lugo-Sanches, M. E. (2001). Functional characterization of a proteinconcentrate from bristly sardine made under acidic conditions.Journal of Aquatic Food Product Technology, 10(4), 5–23.
Davenport, M., & Kristinsson, H. G. (2004). Effects of differentacid and alkali treatments on the molecular and functionalproperties of catfish muscle proteins. IFT49G-14(2004 IFTAnnualMeeting) New Orleans, Louisiana, IFT. 7-12-2004. ConferenceProceeding
Davenport, M., Kristinsson, H. G., & Nguyen, H. Q. (2005). Effect ofcold storage and freezing of ground catfish muscle prior to acid oralkali-aided isolation of muscle proteins. Annual IFT Meeting 2005New Orleans, Louisiana, IFT. 7-15-2005. Conference Proceeding
Davenport, M., Theodore, A. E., & Kristinsson, H. G. (2004).Influence of insoluble muscle components on the gelationproperties of catfish protein isolates made with acid and alkali-aided processing. 2004 IFT Annual Meeting83A-21Las Vegas,FDA GRAS Notice No. GRN 000147, http://www.cfsan.fda.gov/~rdb/opag147.html NV, IFT. 7-12-2004. Conference Proceeding
FDA (2004). GRAS Notice No. GRN 000147, http://www.cfsan.fda.gov/~rdb/opag147.html.
Gigliotti, J. C., Jaczynski, J., & Tou, J. C. (2008). Determination ofthe nutritional value, protein quality and safety of krill proteinconcentrate isolated using an isoelectric solubilization/precipita-tion technique. Food Chemistry. On line 2008. doi:10.1016j.foodchem.2008.03030).
Huang, L., Chen, Y., & Morrissey, M. T. (1997). Coagulation of fishproteins from frozen fish mince wash water by ohmic heating.Journal of Food Process Engineering, 20, 285–300.
Hultin, H. O., & Kelleher, S. D. (1999). Process for isolating a proteincomposition from a muscle source and protein composition.Patent US6005073.
Hultin, H. O., & Kelleher, S. D. (2000a). Surimi processing fromdark muscle fish. In J. W. Park (Ed.), Surimi and surimi seafood(pp. 59–77). New York: Marcel Dekker.
Hultin, H. O., & Kelleher, S. D. (2000b). High efficiency alkalineprotein extraction. Patent US6136959.
Hultin, H. O., & Kelleher, S. D. (2001). Process for isolating a proteincomposition from a muscle source and protein composition.Patent US6288216.
Hultin, H. O., & Kelleher, S. D. (2002). Protein composition andprocess for isolating a protein composition from a muscle source.Patent US6451975.
Hultin, H. O., Kelleher, S. D., Feng, Y., Mark, P. R., Kristinsson, H.,Shuming, K., et al. (2004). High efficiency protein extraction.Patent US2004067551.
Hultin, H. O., Kelleher, S. D., Feng, Y., Mark, P. R., Kristinsson, H.,Shuming, K., et al. (2007). High efficiency protein extraction.Patent HK1070790.
Huss, H. H. (1983). Fersk FiskKvalitet OgHoldbarhed. FiskeriministerietsForsøgslaboratorium.
Jay, J. M. (1986). Modern food microbiology. New York: VanNostrand Reinhold Company.
Kanner, J., & Harel, S. (1985). Initiation of membranal lipidperoxidation by activated metmyoglobin and methemoglobin.Archives of Biochemistry and Biophysics, 237, 314–364.
Kim, Y. S., Atdigul, J. Y., Park, J. W., & Thawornchinsombut, S. (2005).Characteristics of sarcoplasmic proteins and their interaction withmyofibrillar proteins. Journal of Food Biochemistry, 29, 517–532.
Kim, Y. S., Park, J. W., & Choi, Y. J. (2003). New approaches for theeffective recovery of fish proteins and their physicochemicalcharacteristics. Fisheries Science, 69(6), 1231–1239.
Kristinsson, H. G. (2001). Conformational and functional changes ofhemoglobin and myosin induced by ph: Functional role in fishquality. Ph.D. thesis. University of Massachusetts, Amherst, MA,USA.
Kristinsson, H., & Demir, N. (2003). Functional fish proteiningredients from fish species of warm and temperate waters:Comparison of acid- and alkali-aided processing vs. conventionalsurimi processing. In P. J. Bechtel (Ed.), Advances in SeafoodByproducts 2002 Conference Proceedings (pp. 277–295).Anchorage: Alaska Sea Grant College Program University ofAlaska.
Kristinsson, H., & Hultin, H. O. (2003a). Changes in conformationand subunit assembly of cod myosin at low and high pH and aftersubsequent refolding. Journal of Agricultural and Food Chemistry,51(24), 7187–7196.
Kristinsson, H., & Hultin, H. O. (2003b). Effect of low and high pHtreatment on the functional properties of cod muscle proteins.Journal of Agricultural and Food Chemistry, 51(17), 5103–5110.
Kristinsson, H., & Hultin, H. O. (2004). The effect of acid and alkaliunfolding and subsequent refolding on the pro-oxidative activityof trout hemoglobin. Journal of Agricultural and Food Chemistry,52, 5482–5490.
Kristinsson, H., & Ingadottir, B. (2006). Recovery and properties ofmuscle proteins extracted from tilapia (Oreochromis niloticus)light muscle by pH shift processing. Journal of Food Science, 71(3), E132–E141.
Kristinsson, H., & Liang, Y. (2006). Effect of pH-shift processing andsurimi processing on Atlantic croaker (Micropogonias undulates)muscle proteins. Journal of Food Science, 71(5), C304–C312.
Kristinsson, H., Theodore, A. E., Demir, N., & Ingadottir, B. (2005).A comparative study between acid- and alkali-aided processingand surimi processing for the recovery of proteins from Channelcatfish muscle. Journal of Food Science, 70(4), C298–C306.
Lanier, T., Carvajal, P., & Yongsawatdigul, J. (2005). Surimi gelationchemistry. In J. W. Park (Ed.), Surimi and surimi seafood(pp. 435–477). Boca Raton: CRC.
Lanier, T., Manning, P. K., & MacDonald, G. A. (1992). Processinnovations in surimi manufacture, surimi technology. New York:Marcel Dekker Serial (Book, Monograph).
Liang, Y., & Hultin, H. O. (2003). Functional protein isolates frommechanically deboned turkey by alkaline solubilization withisoelectric precipitation. Journal of Muscle Foods, 14(3),195–205.
Liang, Y., & Hultin, H. O. (2005a). Separation of membranes fromacid-solubilized fish muscle proteins with the aid of calcium ionsand organic acids. Journal of Agricultural and Food Chemistry,53(8), 3008–3016.
Liang, Y., & Hultin, H. O. (2005b). Separation of muscle membranefrom alkali-solubilized fish muscle proteins. Journal of Agricul-tural and Food Chemistry, 53(26), 10012–10017.
Liang, Y., Hultin, H. O., & Kim, S. E. (2007). Effect of chitosan andchitin on the separation of membranes from proteins solubilizedby pH shifts. Journal of Agricultural and Food Chemistry, 55,6778–6786.
Libenson, C. M., & Pirosky, I. (1968). Process for purifying andconcentrating fish protein and the products obtained. PatentGB1108188.
Mireles DeWitt, C. A., Nabors, R. L., & Kleinholz, C. W. (2007).Pilot pant scale production of protein from catfish treated by acidsolubilization/isoelectric precipitation. Journal of Food Science,72(6), E351–E355.
Mohan, M., Ramachandran, D., Sankar, T. V., & Anandan, R. (2007).Influence of pH on the solubility and conformational characteris-tics of muscle proteins from mullet (Mugil cephalus). ProcessBiochemistry, 42, 1056–1062.
Niki, H., Kato, T., Deya, E., & Igarashi, S. (1985). Recovery ofprotein from effluent of fish meat in producing surimi andutilization of recovered protein. Surimi seizo no okeru gyonikumizusarashieki karano tanpakushitsu no kaishu to sono riyo.Nippon Suisan Gakkaishi, 51(6), 959–964.
Nolsøe, H., Imer, S., & Hultin, H. O. (2007). Study of how phaseseparation by filtration instead of centrifugation affects proteinyield and gel quality during an alkaline solubilization process.Different surimi processing methods. International Journal ofFood Science and Technology, 42(2), 139–147.
Okada, T., & Morrissey, M. T. (2007). Recovery and characterizationof sardine oil extracted by pH adjustment. Journal of Agricul-tural and Food Chemistry, 55(5), 1808–1813.
Park, J. D., Jung, C. H., Kim, J. S., Cho, D. M., Cho, M. S., & Choi,Y. J. (2003a). Surimi processing using acid and alkali solubili-zation of fish muscle protein. Journal of the Korean Society ofFood Science and Nutrition, 32(3), 400–405.
Park, J. D., Yoon, S. S., Jung, C. H., Cho, M. S., & Choi, Y. J.(2003b). Effect of sarcoplasmic protein and NaCl on heating gelfrom fish muscle surimi prepared by acid and alkaline process-ing. Journal of the Korean Society of Food Science andNutrition, 32(4), 567–573.
Perez-Mateos, M., Amato, P. M., & Lanier, T. C. (2004). Gellingproperties of Atlantic croaker surimi processed by acid or alkalinesolubilization. Journal of Food Science, 69(4), C328–C333.
Perez-Mateos, M., & Lanier, T. (2006). Comparison of Atlanticmenhaden gels from surimi processed by acid or alkalinesolubilization. Food Chemistry, 101, 1223–1229.
Petty, H., & Kristinsson, H. G. (2004). Impact of antioxidants on lipidoxidation during acid and alkali processing of Spanish mackerel.2004 IFT Annual Meeting 49B-7, Las Vegas, NV, IFT.7-12-2004. Conference Proceeding
Petursson, S., Decker, E. A., & McClements, D. J. (2004).Stabilization of oil-in-water emulsions by cod protein extracts.Journal of Agricultural and Food Chemistry, 52(12), 3996–4001.
Pires, C., Batista, I., Godinho, V., & Nunes, M. L. (2006). Functionaland biochemical characterization of proteins remaining insolution after isoelectric precipitation. Joint Trans AtlanticFisheries Technology Conference Quebec City, Canada, TAFT.10-29-2006. Conference Proceeding
26 Food Bioprocess Technol (2009) 2:1–27
Raghavan, S., & Hultin, H. O. (2008). Effects of various antioxidantson the oxidative stability of acid and alkali solubilized muscleprotein isolates. Journal of Food Biochemistry, (in press).
Raghavan, S., & Kristinsson, H. G. (2007). Conformational andrheological changes in catfish myosin as affected by differentacids during acid-induced unfolding and refolding. Journal ofAgricultural and Food Chemistry, 55(10), 4144–4153.
Raghavan, S., & Kristinsson, H. G. (2008a). Antioxidative efficacyof alkali-treated tilapia protein hydrolysates: A comparativestudy of five enzymes. Journal of Agricultural and FoodChemistry, (in press).
Raghavan, S., & Kristinsson, H. G. (2008b). Conformational andrheological changes in catfish myosin during alkali-inducedunfolding and refolding. Food Chemistry, 107(1), 385–398.
Richards, M. P., & Hultin, H. O. (2001). Rancidity development in afish muscle model system as affected by phospholipids. Journalof food lipids, 8, 215–230.
Røkaeus, S., & Undeland, I. (2007). Production of protein isolatesfrom whole and gutted herring (Clupea harengus) using a pHshift method. Lisboa, Portugal, WEFTA. 10-23-2007. ConferenceProceeding
Roussel, H., & Cheftel, J. C. (1988). Characteristics of surimi andkamaboko from sardines. International Journal of Food Scienceand Technology, 23, 607–611.
Tabilo-Munizaga, G., & Barbosa-Canovas, G. V. (2004). Color andtextural parameters of pressurized and heat-treated surimi gels asaffected by potato starch and egg white. Food ResearchInternational, 37, 767–775.
Thawornchinsombut, S., & Park, J. W. (2006). Frozen stability of fishprotein isolate under various storage conditions. Journal of FoodScience, 71(3), C227–C232.
Thawornchinsombut, S., & Park, J. W. (2007). Effect of NaCl ongelation characteristics of acid- and alkali-treated pacific whitingfish protein isolates. Journal of Food Biochemistry, 31, 427–455.
Thawornchinsombut, S., Park, J. W., Meng, G. T., & Li-Chan, E. C. Y.(2006). Raman spectroscopy determines structural changesassociated with gelation properties of fish proteins recovered atalkaline pH. Journal of Agricultural and Food Chemistry, 54(6),2178–2187.
Theodore, A. E., Raghavan, S., & Kristinsson, H. G. (2008).Antioxidative activity of protein hydrolysates prepared fromalkaline-aided channel catfish protein isolates. Journal ofAgricultural and Food Chemistry, (in press).
Undeland, I., Ekstrand, B., & Lingnert, H. (1998). Lipid oxidation inminced herring (Clupea harengus) during frozen storage. Effect
of washing and precooking. Journal of Agricultural and FoodChemistry, 46(6), 2319–2328.
Undeland, I., Hall, G., Wendin, K., Gangby, I., & Rutgersson, A.(2005). Preventing lipid oxidation during recovery of functionalproteins from herring (Clupea Harengus) fillets by an acid solu-bilization process. Journal of Agricultural and Food Chemistry,53(14), 5625–5634.
Undeland, I., Kelleher, S. D., & Hultin, H. O. (2002). Recovery offunctional proteins from herring (Clupea harengus) light muscleby an acid or alkaline solubilization process. Journal ofAgricultural and Food Chemistry, 50(25), 7371–7379.
Undeland, I., Kelleher, S. D., Hultin, H. O., McClements, D. J., &Thongraung, C. (2003). Consistency and solubility changes inherring (Clupea harengus) light muscle homogenates as afunction of pH. Journal of Agricultural and Food Chemistry,51(14), 3992–3998.
van den Ord, A. H. A., & Wesdorp, J. J. (1979). Decolouration ofslaughterhouse blood by treatment with hydrogen peroxide. No25.10.7:828. Proceedings of the European meeting of MeatResearch Workers. Conference Proceeding
Vann, D. G., & Mireles DeWitt, C. A. (2007). Evaluation ofsolubilized proteins as an alternative to phosphates for meatenhancement. Journal of Food Science, 72(1), C072–C077.
Vareltzis, P., & Hultin, H. O. (2007). Effect of low pH on thesusceptibility of isolated cod (Gadus morhua) microsomes tolipid oxidation. Journal of Agricultural and Food Chemistry, 55,9859–9867.
Vareltzis, P., Hultin, H. O., & Autio, W. R. (2008). Hemoglobin-mediated lipid oxidation of protein isolates obtained from codand haddock white muscle as affected by citric acid, calciumchloride and pH. Food Chemistry, 108(1), 64–74.
Vareltzis, P., & Undeland, I. (2008). Removal of lipids and diarrheticshellfish poisoning toxins (DSP) from blue mussels (Mytilusedulis) by an acid or alkaline protein solubilization technique.Journal of Agricultural and Food Chemistry, (in press).
Vogel, R., & Mohler, K. (1959). Preparation of protein products fromfish materials. Patent US2875061.
Wright, B. J., & Lanier, T. C. (2005). Microscopic evaluation ofultrastructural disintegration and dispersion of myofibrillarproteins as affecting gel formation (abstract). In: In IFT AnnualMeeting B. New Orleans, LA: Institute of Food Technologists.Abstract No. 50-8.
Yongsawatdigul, J., & Park, J. W. (2004). Effects of alkali and acidsolubilization on gelation characteristics of rockfish muscleproteins. Journal of Food Science, 69(7), 499–505.