The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws. Copper-Molybdenum Concentrator Surveys using Mineralogy and Process Benchmarking Tools to Improve Overall Plant Performance David Meadows, Gillian Hall, David Rose, Phil Thompson, Wolfgang Baum, Randy Zahn and Samuel Yu 12th AUSIMM Mill Operators’ Conference 1st -3rd September 2014 Townsville, Queensland, Australia
Transcript
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Copper-Molybdenum Concentrator Surveys using Mineralogy and Process Benchmarking Tools to
Improve Overall Plant Performance
David Meadows, Gillian Hall, David Rose, Phil Thompson, Wolfgang Baum,Randy Zahn and Samuel Yu
12th AUSIMM Mill Operators’ Conference1st -3rd September 2014
Townsville, Queensland, Australia
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Outline
Introduction
Flow Sheet and Areas of Impact
Process Mineralogy
Process Benchmarking
Concentrator Surveys
Conclusion
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Safety Share
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
INTRODUCTION
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
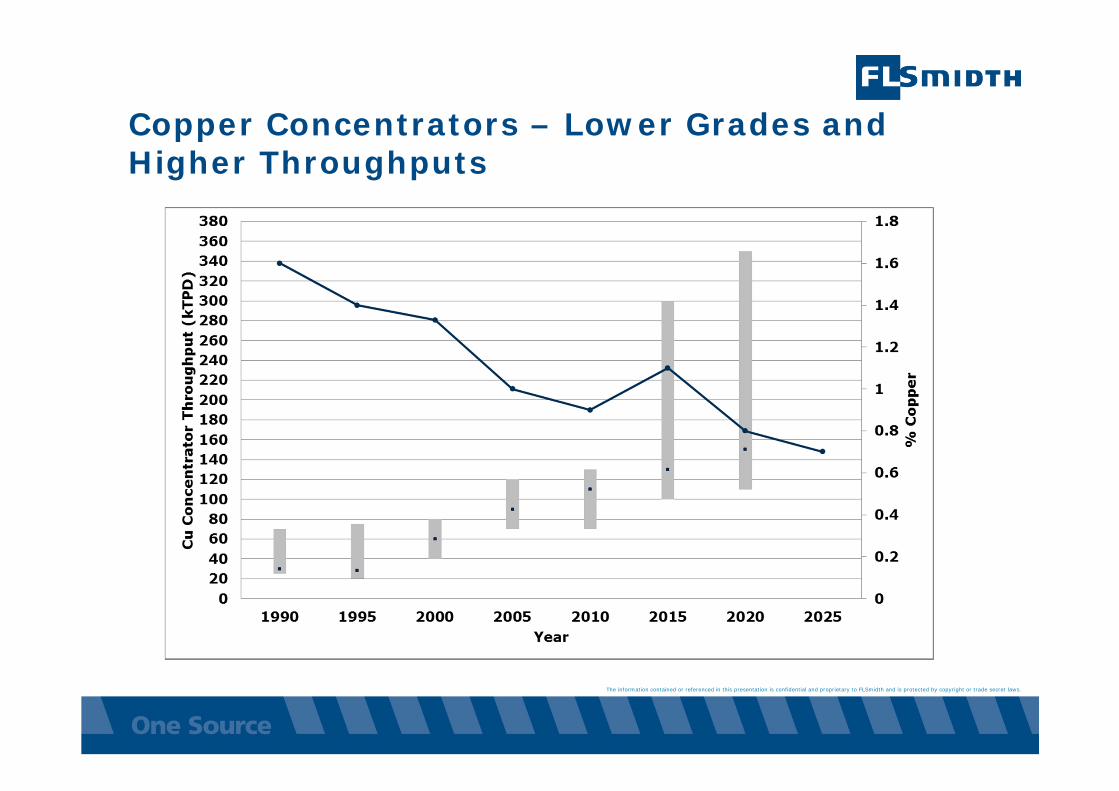
Current challenges within the IndustryOver the last ten years there have been clear trends in the copper and molybdenum industry including:
Decline in ore head grades More complex ore mineralogy Harder ores and all that entails in terms of wear and throughput Progressive increase in plant throughputs Increasing operating and capital costs Fluctuating metal prices Increasing cost and availability of power Increasing constraints on water usage and availability Increase in underground operations Tighter environmental controls
This has changed the profit margins of operating mines as well as future planned mines
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Copper Concentrators – Lower Grades and Higher Throughputs
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
How do we respond to these challenges? Typically, mine owners respond by either cost cutting or increasing
tonnage to reduce the unit production cost. These two approaches alone are not sufficient for the future of more complex mineral processing operations and larger plants.
Significant cumulative gains in performance can be made by systematic optimization across an existing flow sheet.
Automated mineral analysers transformed plant surveys into a most effective tool for unlocking process issues and optimising plant performance.
Detailed area by area review to identify process constraints in terms of equipment and operating practice in conjunction with robust diagnostic work based on mineralogical and metallurgical characterisation are required for process evaluation and subsequent optimization.
.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
FLOW SHEET AND AREAS OF IMPACT
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Typical Copper-Molybdenum Block Flow Diagram
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Copper-Molybdenum Flow Sheet
Typically includes the following:
Comminution circuit – primary crusher, SAG mill with pebble crusher and a closed ball mill circuit. Typical variations include HPGR replacing SAG or precrush before SAG due to ore hardness or other economic considerations.
Flotation circuit – typically including rougher, regrind, one to three stages of cleaning. Where molybdenum exists as a by-product of copper, the bulk sulphide concentrate will be dewatered and then sent to the molybdenum flotation circuit which includes a rougher circuit and several stages of cleaning. The tailings from the molybdenum roughers are the copper concentrate.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Copper-Molybdenum Flow Sheet continued
Concentrate dewatering circuits, including copper concentrate thickening and filtration and molybdenum concentrate thickening, filtration and drying.
Tailings dewatering, including standard tailings thickeners and in the future a potential combination of thickening and filtration.
Water reticulation systems involving fresh water intake and water recycle systems.
In a typical plant survey and process benchmarking the focus is mainly on the comminution and flotation circuits.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
An Underperforming Plant is mainly influenced by the following four factors:
Significant changes in the mineralogy of the ore treated.
Existing process parameters no longer optimum for the new ore characteristics.
Flow sheet and equipment sizing based on samples and test work that no longer represent the current ore treated.
Process equipment, due to mechanical/design issues not running at optimum conditions.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
PROCESS MINERALOGY
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Process Mineralogy – Back to Basics
Plant feed grade has a direct influence on potential recoverable metal output but ore characteristics and presence and type of copper bearing minerals and especially gangue mineralogy will have a direct impact on the metallurgical performance.
As with any concentrator, ore mineralogy impacts almost every unit operation from comminution and flotation, through to solid liquid separation. Mineralogical information for each unit process provides: Insight to existing operation issues. Guidance to optimise the process.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Process Mineralogy – Grinding Circuit
SAG throughput is the area most often compromised due to insufficient knowledge of the ore hardness and the ore variance.
Over last five years several large concentrators with SAG mills have failed to reach targeted throughput. The root causes are usually associated with insufficient sampling and ore characterisation or inadequate test work or a combination of both.
In addition to the well recognised standard comminution tests, XRD can be used to build quantitative ore hardness profiles by correlating ore hardness to select mineral concentrations.
Certain minerals have an excellent correlation with mill throughput.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Mill Throughput Forecast based on MineralogyOnline NIR (near infrared) or FTNIR (Fourier transform near infrared) predict mill throughput continuously, reliably and at lower cost than occasional Bond work index or JK drop weight tests.
R² = 0.8565
180
200
220
240
260
280
300
320
340
360
380
180 200 220 240 260 280 300 320 340 360
NIR Predicted
Throu
ghpu
t (tph
)
Actual Throughput (tph)
Process Control ‐Mill Throughput
MicaceousMinerals by NIR
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Grinding Circuit Operational Parameters influenced by Ore Characteristics
Feed rate Mill load Percent solids of slurry Ball charge level Ball size Mill liner and lifter design and configuration Grate aperture size Mill speed Mill circulating load Cyclone feed density Grinding circuit control philosophy
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Process Mineralogy – Flotation Circuit
The complete flotation circuit is very sensitive to and is driven by ore mineralogy. Automated mineral analysis can determine and quantify:
Mineral liberation and locking which govern flotation feed primary grind and regrind sizes and composition of middlings. These can vary considerably within a deposit.
Sulphide and gangue mineralogy which influence choice of reagent scheme, reagent dosages and addition points.
Gangue minerals which can have a detrimental effect on reagent selectivity and copper and molybdenum metallurgical performance.
Mineralogical reasons for losses to tailings
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
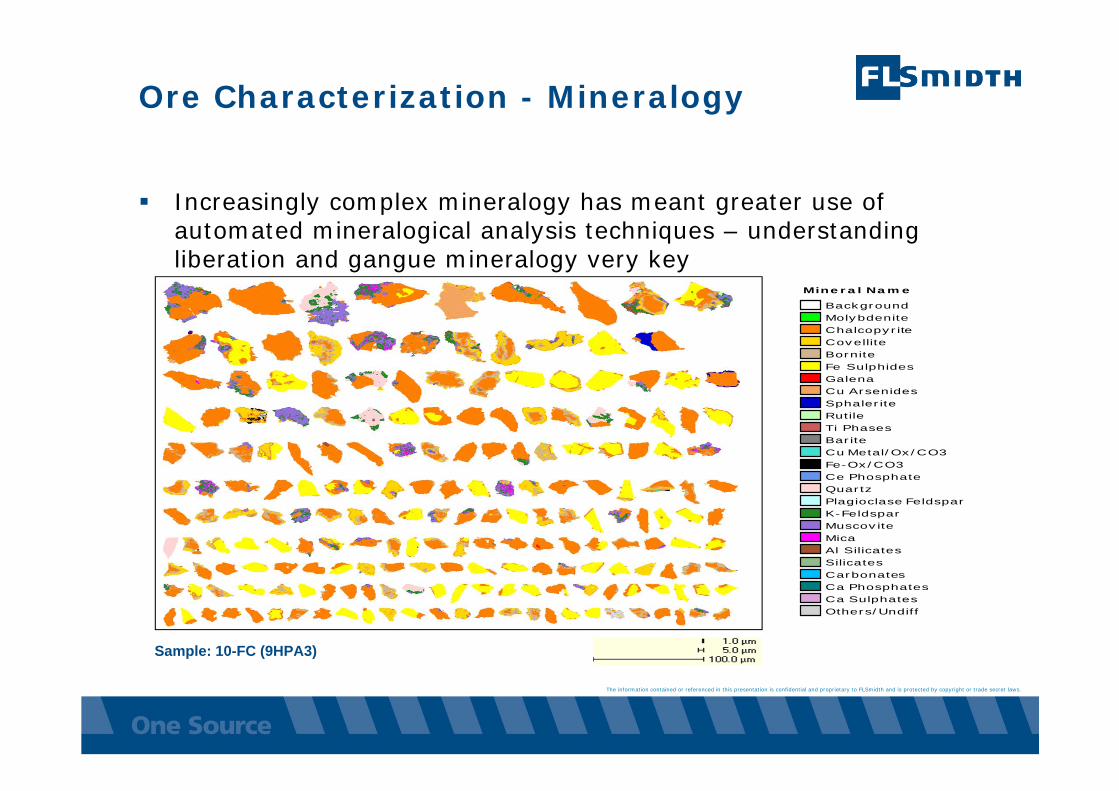
Ore Characterization - Mineralogy
Increasingly complex mineralogy has meant greater use of automated mineralogical analysis techniques – understandingliberation and gangue mineralogy very key
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
21
Optical Microscopy Hand Lens
Petrographic Thin Sections
Manual XRD Analysis
Analog SEM
Past Tools and Equipment Qualitative and Time Consuming
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
22
1st Automated Mineral AnalyzerIn US Mining – 2001 Phelps Dodge
Courtesy CSIRO
1970-1980s
1st Automated Mineral Analyzer at Cu Mine SiteCerro Verde 2005
From Here….
…To Here!!
Computer DevelopmentThe Initiating Event for Automated Mineralogy
1MineralogyFile = 100’s Megabytes
Up to > 1 Gigabyte
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Clay AnalysisXRD Mineralogy
Pol Microscopy
Automated Mineral Analysis
SEM-EDS/WDS
Ore Characterization and Mineralogy Labs / Equipment
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Process Mineralogy – Solid Liquid Separation and Water Chemistry Mineralogy can also influence sedimentation and filtration rates as well as govern water chemistry:
Unexpected changes in mineralogy can cause major upsets in the operation of thickeners leading, in extreme cases, to mechanical failure.
Changes in the nature of particles as well as the amount of fine material will affect filtration rates and cake moisture contents.
Water chemistry is strongly influenced by changes in mineralogy and this in turn can severely impact certain parts of the process such as flotation.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
PROCESS BENCHMARKING
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Process BenchmarkingObjective is to: Establish the efficiency of an existing operation Compare with the past and current test work results Gauge against other similar operations
Determine from this if plant has reached its potential limit in terms of: Throughput tonnage Recovery Product quality Operational cost
Typically requires specifically targeted, well developed plant sampling and laboratory test program. Mineralogy and geological information are key to gain critical insight on plant performance. Interaction with current and future mine planning must also be recognised.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Process Benchmarking – Analyses of Data
Conducted either by unit process or across larger sections of the flowsheet with key process inputs and outputs. Comparative results between plant operation and lab scale tests should be included.
Appreciation of comparative operating data is critical in order to establish potential improvements and also process limitations.
Can use process simulation software programs such as AggFlow and JKSimMet to assist with benchmarking of comminution circuits.
Flotation plant improvements still rely mainly on bench scale test work in parallel to the commercial plant and are driven by the understanding of the ore mineralogy.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Process Benchmarking – Comminution
AggFlow is commonly used in the modelling of crushing and screening circuits. Allows user to run “what if” scenarios. Very user friendly and has a good solid database behind it.
JKSimMet is probably the most advanced simulation program available for modelling comminution circuits in use today. With good quality testwork and a skilled user it can be an extremely useful tool for grinding circuit simulation and optimisation.
Focus should be on the following key parameters: Process throughput – hourly, monthly and annual Process run time Process power usage and overall kWh/t Product liberation and ability to control the process around the
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Process Benchmarking – Flotation
The information that needs to be collected should include the following:
Mineralogical information from around the circuit. Particle size information. Recovery and grade. Recovery, grade and mineralogical information by size for at least the
rougher stage. Reagent schemes, addition points and process water chemistry. Other operational information. Operating control strategy. Level of circuit automation. Level of operator skill. Maintenance quality and procedures.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
CONCENTRATOR SURVEYS
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Conducting a Plant Survey
The first step is to clearly define the scope including :
A clear objective of the survey.
Defining the concentrator circuit to be surveyed.
Obtaining sufficient background and historical information on the plant and the current flowsheet and key operational parameters.
Building a good team.
Carrying out a preliminary fact finding site visit, if at all possible, as surveys require meticulous planning.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Preparation
Discuss when best to conduct the plant survey Discuss the relevant issues with the plant metallurgists,
mineralogists, geologists etc. Obtain as much background knowledge as possible Discuss whether some portion of sample test work and analysis
can be conducted on site Discuss the on-site laboratory capability Determine the manpower resources available Determine if speciality samplers are available or require purchase Undertake a thorough walk-through of the plant Discuss safety issues Rehearse to establish sampling times and to gauge sample
amounts taken in cuts around the circuit Set up regular communication meetings before, during and after
the survey to minimise delays and disruptions.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Sample and Data Collection, Sample Preparation
Duration – will vary from one day to two weeks.
Sampling – ensure samples taken only when plant at steady state.
Comminution circuit – recommend plant personnel take samples.
Flotation circuit – if possible, samples should be filtered on site.
Collection of plant operating data covering the survey period.
Sample preparation – follow strict procedures according to test work requirements. Samples from same circuit stream may be composited.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Test Work on Samples Collected will depend on Scope and Objective of Plant Survey and can include: Mineralogical analysis, typically size-by-size analyses on ore type
end member samples and flotation circuit samples.
Comminution circuit testing, typically crushing work index, ball mill Bond work index, rod mill Bond work index and abrasion tests, JK drop weight and SMC tests, SAG design test and SPI test.
Flotation testing mainly focused on optimisation, including optimum grind size, flotation kinetics and optimal reagent scheme.
Sedimentation work for thickener optimisation.
Concentrate filtration work focusing on optimising filtration rate and cake moisture content.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Final Reporting
After the test work has been completed and all data extracted the findings must be carefully considered along with all the other information collected. Subsequent benchmarking of the process will provide answers to the following:
How well is the plant operating. What changes need to be made to optimise and improve
throughput, product recovery and quality and operating costs. What are the practical implications of making any adjustments.
Everything relating to the survey is comprehensively documented and discussed in the final report issued to the client.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
CONCLUSION
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.
Concluding Comments
In the minerals industry the need to optimise existing mining customer assets and look at ways to reduce operating costs cannot be overstated.
A well conducted concentrator survey including quantitative mineralogical analyses is the most efficient way to ascertain how well the plant is operating and how much potential the operation has for improvement.
The integration of a strong capability in mineralogical analysis, metallurgical testwork and process analysis can provide a tremendous tool to service copper-molybdenum concentrators.
The potential to improve an operation’s profitability is well recognised with these types of surveys. Pay back is very rapid.
The information contained or referenced in this presentation is confidential and proprietary to FLSmidth and is protected by copyright or trade secret laws.