Portable • Robotic Internal Pipeline Video Inspection • Robotic Internal Coating Thickness and Holiday
Detection
CORPORATE OFFICE CRTS, Inc. 1807 N. 170th East Ave Tulsa, Oklahoma 74116, U.S.A. Phone: +1 (918) 877-5210 Fax: +1 (918) 877-5211 E-Mail: [email protected]
Visit CRTS, Inc. on the World Wide Web at
www.coatingrobotics.com
COATINGS AND LININGS • Fusion Bonded Epoxy, Liquid Epoxy,
Plural Component Liquids & Polyurethane
• Abrasion Resistant Overlay Coatings (ARO)
• Rock Shields ENGINEERING AND TECHNOLOGY SERVICES WORLDWIDE • Weld Coating Equipment Supply and
Services • Rebar Coating Plant Construction • Technology Transfer
CONTACT INFORMATION James A. Huggins, President Direct Number : +1 (918) 877-5213 Email: [email protected] Russell Langley, Executive Vice President Direct Number : +1 (918) 877-5214 Email: [email protected] David Carter, Operations Manager Direct Number: +1 (918) 877-5215 Email: [email protected] David Paulley, Director, Middle East Operations (UK) Direct Number: +44 (0) 1908 366 349 Email: [email protected] Martin Jobey, General Manager, Middle East Operations (Bahrain) Bahrain Number: +973 (3) 642-7991 Saudi Arabia Number: +966 (0) 50 6446662 Email: [email protected]
CRTS, Inc. Specialist in Pipeline Internal Field Joint Coatings
1807 N. 170th E. Ave. Tulsa, OK 74116 U.S.A. Phone: 918-877-5210 Fax: 918-877-5211
Dedicated to the Coatings and Corrosion Control Industry www.coatingrobotics.com
INTERNAL FIELD JOINT COATING
1998 Project, Minera Escondida, Ltda. Monturaqui, Atacama Desert of Chile 18” – 42” Water Supply Pipeline 7,500 Field Joints Internally Coated with FBE
CRTS, Inc. Specialist in Pipeline Internal Field Joint Coatings
1807 N. 170th E. Ave. Tulsa, OK 74116 U.S.A. Phone: 918-877-5210 Fax: 918-877-5211
Dedicated to the Coatings and Corrosion Control Industry www.coatingrobotics.com
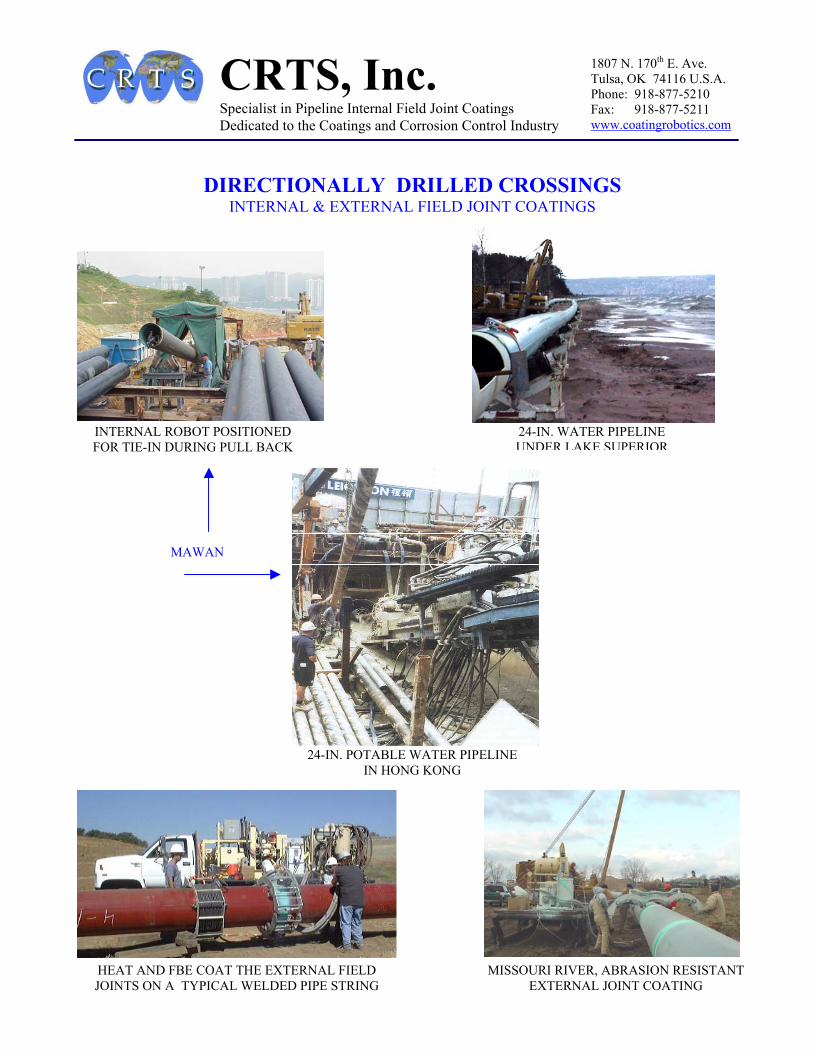
DIRECTIONALLY DRILLED CROSSINGS INTERNAL & EXTERNAL FIELD JOINT COATINGS
INTERNAL ROBOT POSITIONED FOR TIE-IN DURING PULL BACK
24-IN. POTABLE WATER PIPELINEIN HONG KONG
HEAT AND FBE COAT THE EXTERNAL FIELD JOINTS ON A TYPICAL WELDED PIPE STRING
MIS
24-IN. WATER PIPELINE UNDER LAKE SUPERIOR
MAWAN
SOURI RIVER, ABRASION RESISTANT EXTERNAL JOINT COATING
CRTS, Inc. Specialist in Pipeline Internal Field Joint Coatings
1807 N. 170th E. Ave. Tulsa, OK 74116 U.S.A. Phone: 918-877-5210 Fax: 918-877-5211
Dedicated to the Coatings and Corrosion Control Industry www.coatingrobotics.com
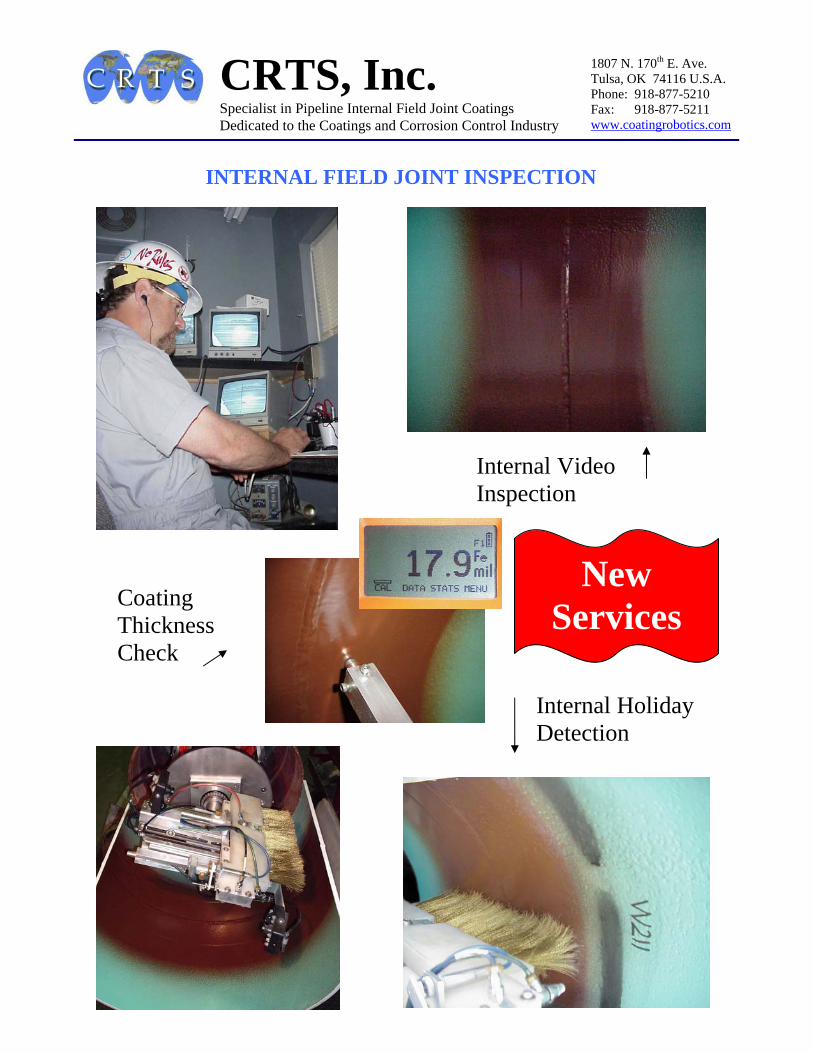
Internal Video Inspection
Coating Thickness Check
Internal Holiday Detection
INTERNAL FIELD JOINT INSPECTION
New Services
CRTS, Inc. Specialist in Pipeline Internal Field Joint Coatings
1807 N. 170th E. Ave. Tulsa, OK 74116 U.S.A. Phone: 918-877-5210 Fax: 918-877-5211
Dedicated to the Coatings and Corrosion Control Industry www.coatingrobotics.com
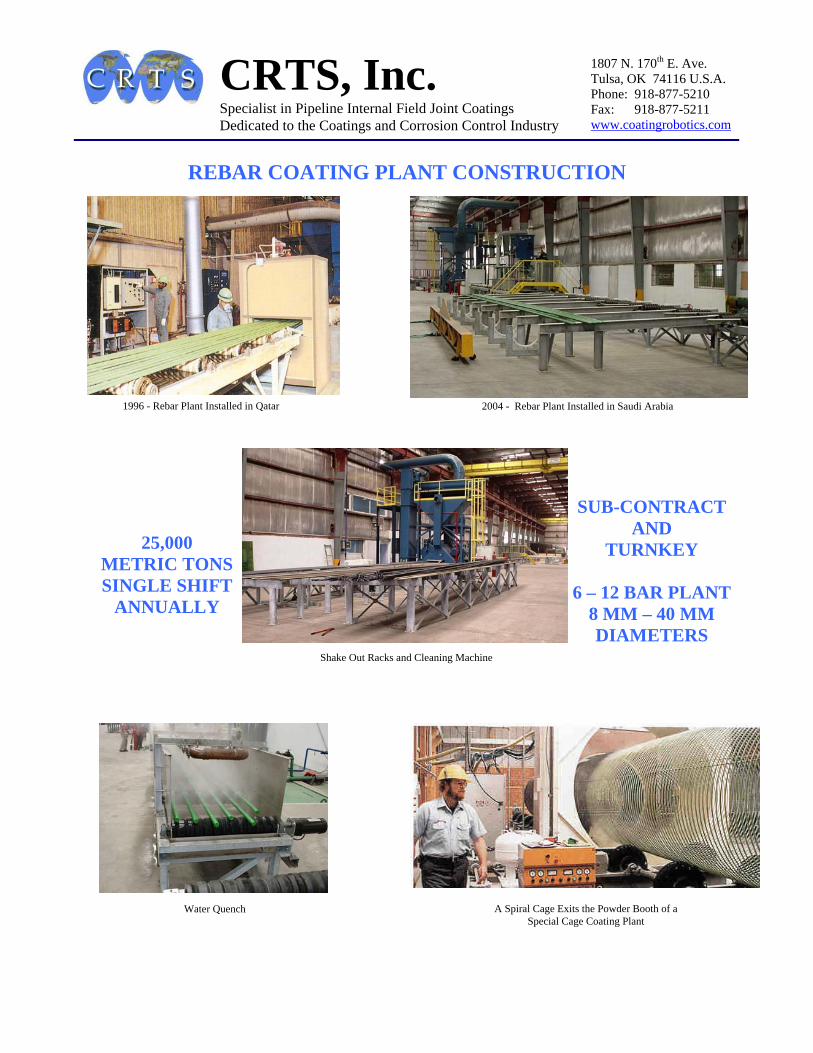
REBAR COATING PLANT CONSTRUCTION
1996 - Rebar Plant Installed in Qatar
A Spiral Cage Exits the Powder Booth of a Special Cage Coating Plant
Water Quench
25,000 METRIC TONS SINGLE SHIFT
ANNUALLY
SUB-CONTRACT AND
TURNKEY
6 – 12 BAR PLANT 8 MM – 40 MM DIAMETERS
2004 - Rebar Plant Installed in Saudi Arabia
Shake Out Racks and Cleaning Machine
CRTS, Inc. Brochure
April 2007
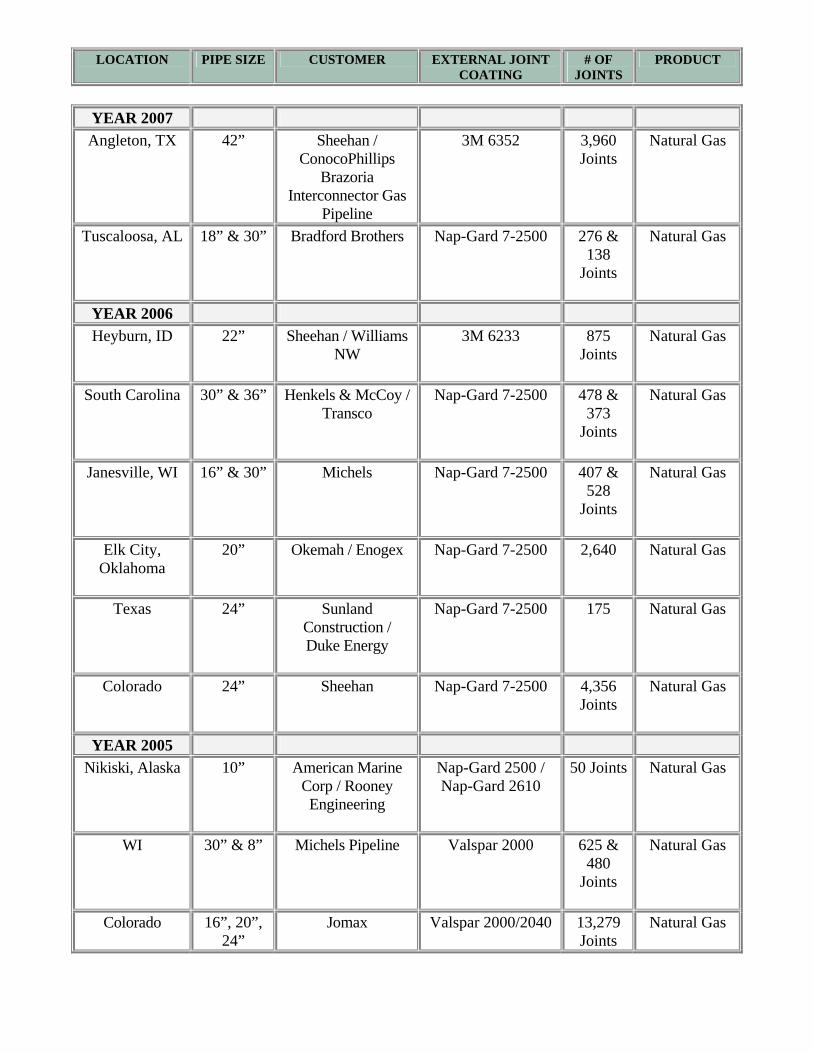
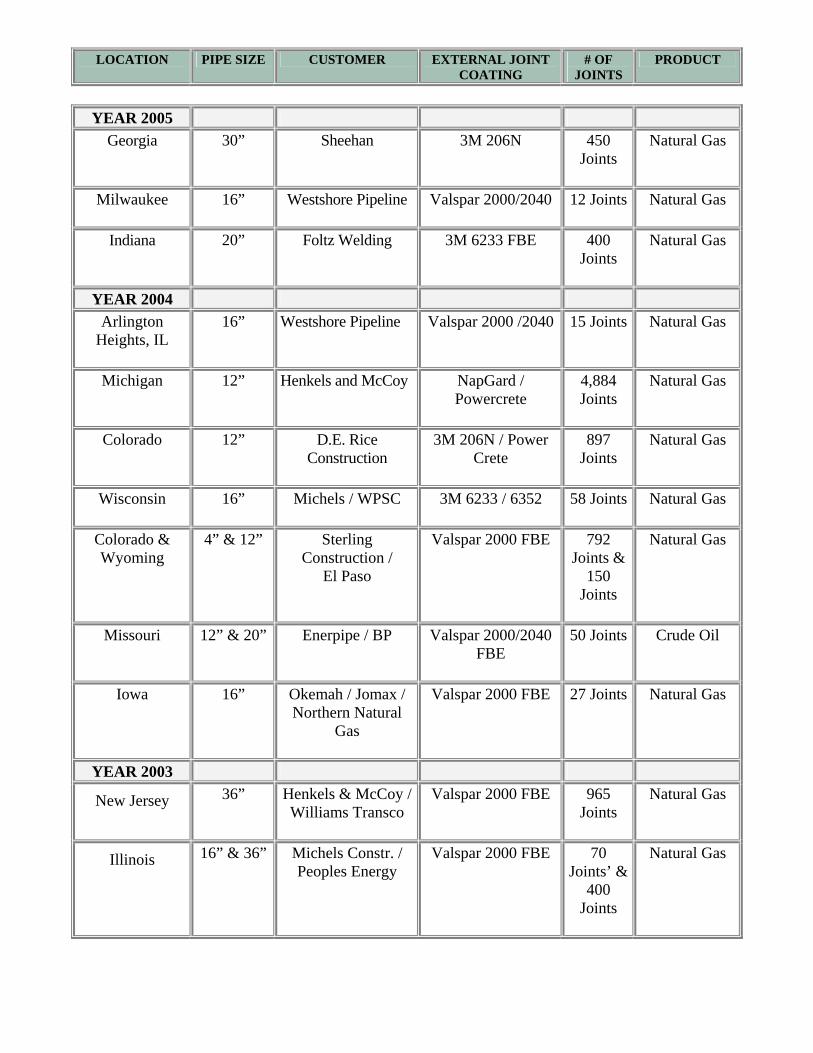
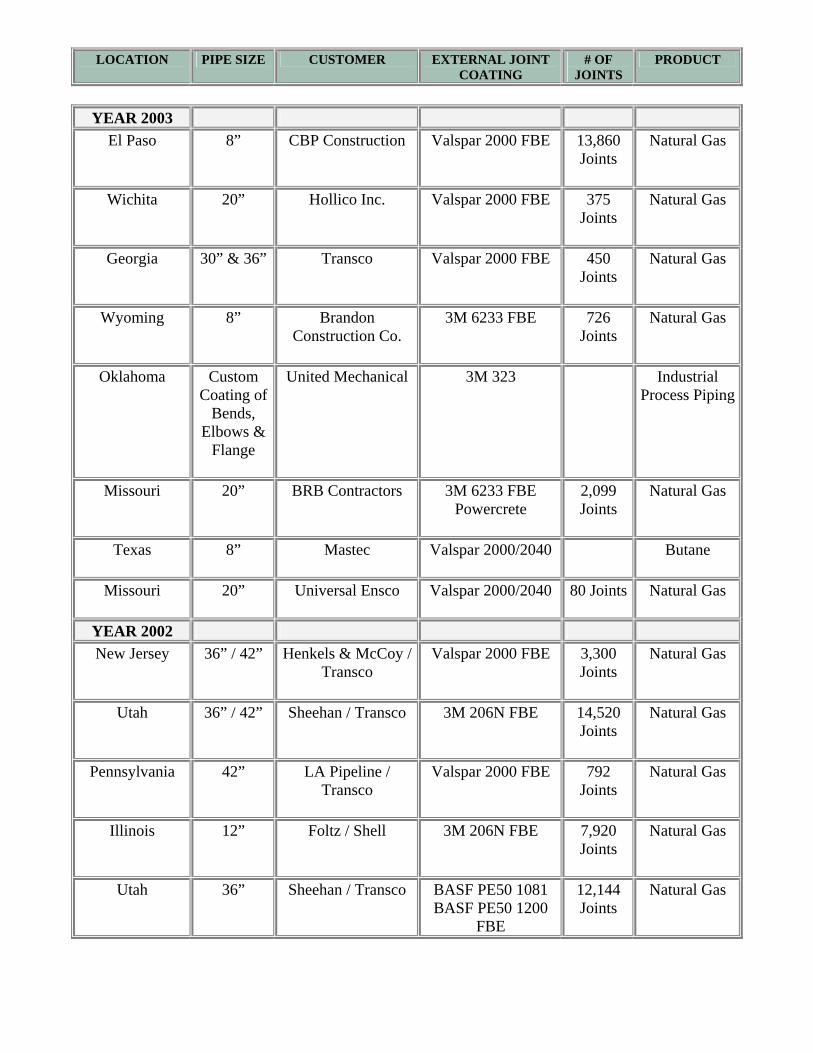
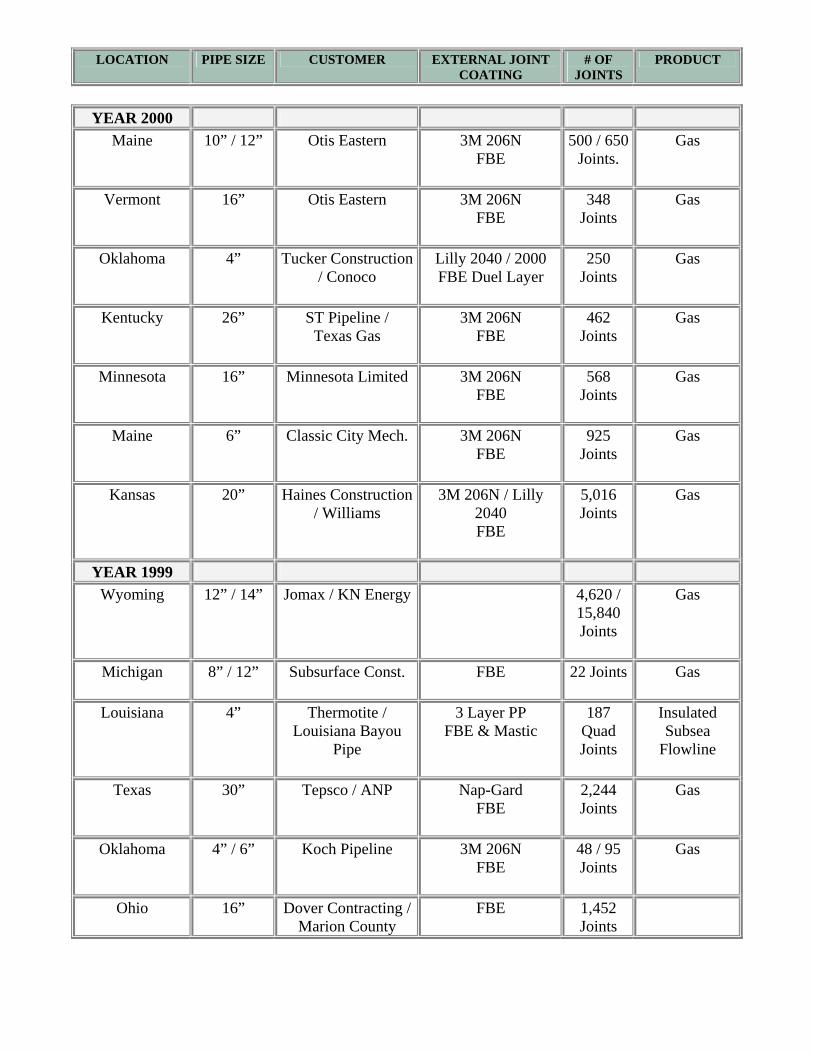
Example of Field Projects
Joint Coating Procedures
Joint Coating History
Highlights
Company Profile
Internal Weld Coating in Northern Chile
Over 5,000 pipeline field joints were recently coated, both internally and externally, with Fusion Bonded Epoxy Powder. A large copper mine several hundred kilometers from Antofagasta, Chile installed a pipeline to supply processing water to the mine. Expected internal corrosion problems led the engineering company to specify a high quality internal lining that included the welded field joints.
Internal weld cleaning and coating robots are used in Chile.
CRTS, Inc. supplied technicians and specialized internal robots to the main contractor on the project. The robots cleaned, heated and coated all welded joints with Fusion Bonded Epoxy. Pipe sizes ranged from 8 inches to 30 inches in diameter. The project took approximately 5 months, including product testing, pre-qualification trials and actual production. A new internal robot control and video inspection system was introduced on this project and resulted in excellent inspection results and improved production rates.
Over 5,000 internal welds coated with fusion bonded epoxy powder. CRTS, Inc. SPECIALIST IN PIPELINE INTEDEDICATED TO THE COATING
1807 N. 170th E. AveTulsa, OK 74116 E-Mail: sales@coati
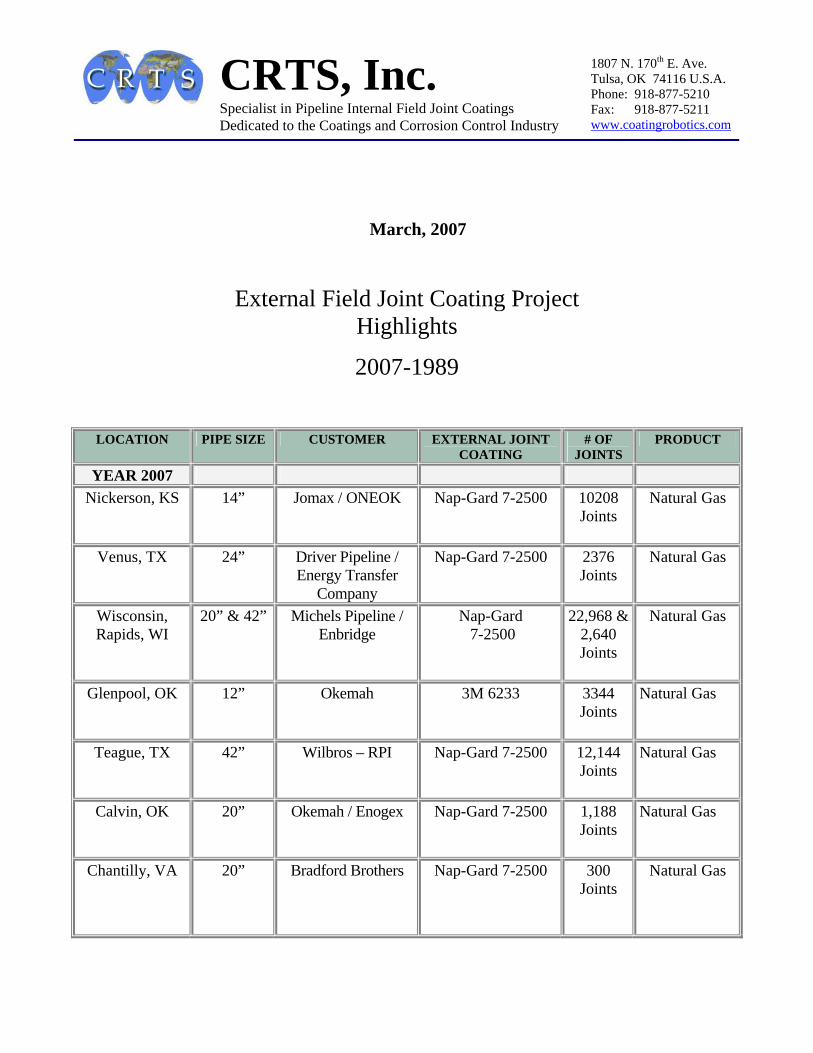
External Weld Coating Record Set in Colorado
A new record was set this year for coating external girth welds with Fusion Bonded Epoxy. A 49 mile, 10 inch natural gas pipeline was laid by Jomax Construction Company from Watkins, Colorado to near Colorado Springs. A Jomax and CRTS, Inc. crew cleaned, heated and coated 340 welds in a 9 hour day.
Two 75 kw induction heating generators were used and one powder coating system. A new powder fluidizing bed was supplied which resulted in increased production by reducing fill and maintenance time. It’s efficient powder supply pumps reduced powder consumption by 22 percent, saving the contractor an estimated $3,000 on the project.
CRTS, Inc. technician and Jomax crew enroute to a weld coating record.
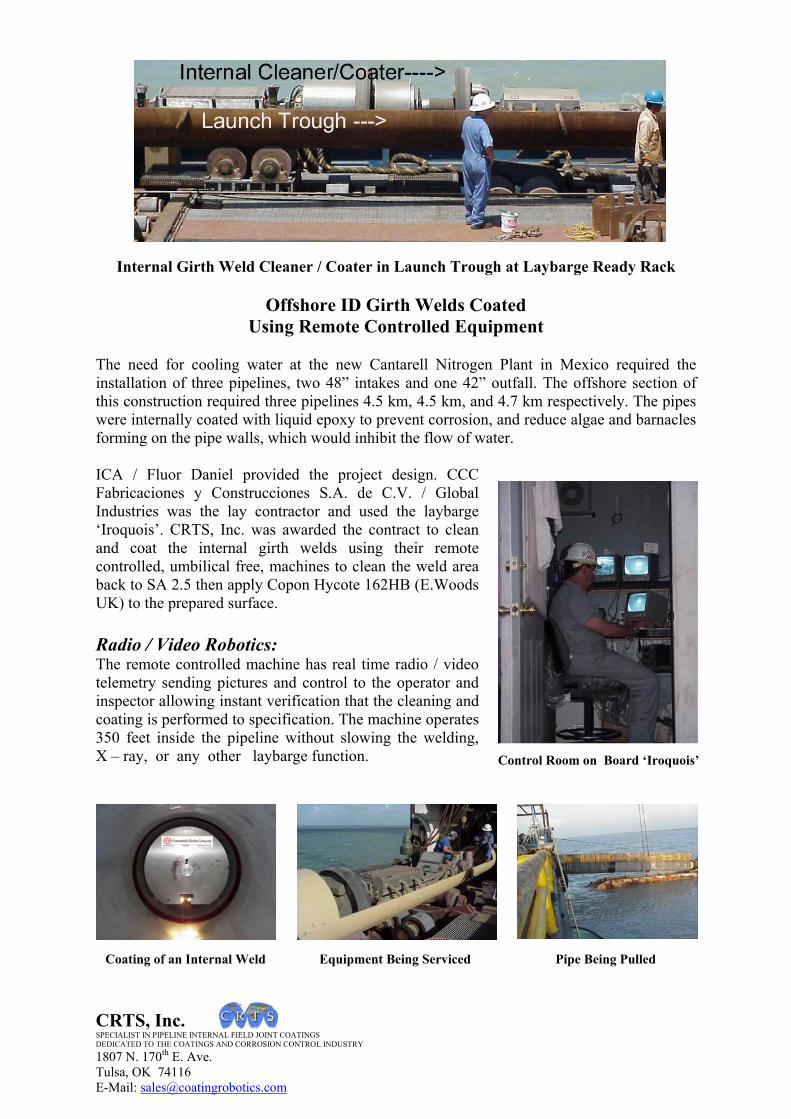
Internal Girth Weld Cleaner / Coater in Launch Trough at Laybarge Ready Rack
Offshore ID Girth Welds Coated
Using Remote Controlled Equipment The need for cooling water at the new Cantarell Nitrogen Plant in Mexico required the installation of three pipelines, two 48” intakes and one 42” outfall. The offshore section of this construction required three pipelines 4.5 km, 4.5 km, and 4.7 km respectively. The pipes were internally coated with liquid epoxy to prevent corrosion, and reduce algae and barnacles forming on the pipe walls, which would inhibit the flow of water. ICA / Fluor Daniel provided the project design. CCC Fabricaciones y Construcciones S.A. de C.V. / Global Industries was the lay contractor and used the laybarge ‘Iroquois’. CRTS, Inc. was awarded the contract to clean and coat the internal girth welds using their remote controlled, umbilical free, machines to clean the weld area back to SA 2.5 then apply Copon Hycote 162HB (E.Woods UK) to the prepared surface. Radio / Video Robotics: The remote controlled machine has real time radio / video telemetry sending pictures and control to the operator and inspector allowing instant verification that the cleaning and coating is performed to specification. The machine operates 350 feet inside the pipeline without slowing the welding, X – ray, or any other laybarge function. Control Room on Board ‘Iroquois’
Coating of an Internal Weld Equipment Being Serviced Pipe Being Pulled
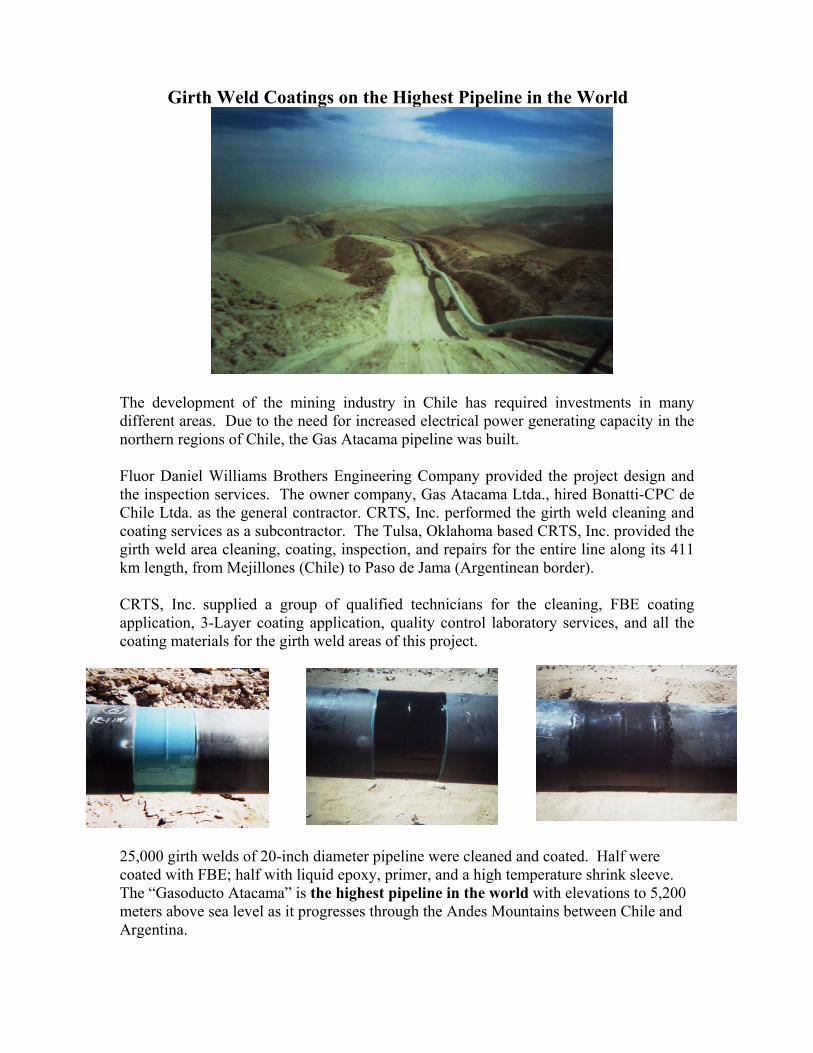
Girth Weld Coatings on the Highest Pipeline in the World
The development of the mining industry in Chile has required investments in many different areas. Due to the need for increased electrical power generating capacity in the northern regions of Chile, the Gas Atacama pipeline was built. Fluor Daniel Williams Brothers Engineering Company provided the project design and the inspection services. The owner company, Gas Atacama Ltda., hired Bonatti-CPC de Chile Ltda. as the general contractor. CRTS, Inc. performed the girth weld cleaning and coating services as a subcontractor. The Tulsa, Oklahoma based CRTS, Inc. provided the girth weld area cleaning, coating, inspection, and repairs for the entire line along its 411 km length, from Mejillones (Chile) to Paso de Jama (Argentinean border). CRTS, Inc. supplied a group of qualified technicians for the cleaning, FBE coating application, 3-Layer coating application, quality control laboratory services, and all the coating materials for the girth weld areas of this project.
25,000 girth welds of 20-inch diameter pipeline were cleaned and coated. Half were coated with FBE; half with liquid epoxy, primer, and a high temperature shrink sleeve. The “Gasoducto Atacama” is the highest pipeline in the world with elevations to 5,200 meters above sea level as it progresses through the Andes Mountains between Chile and Argentina.
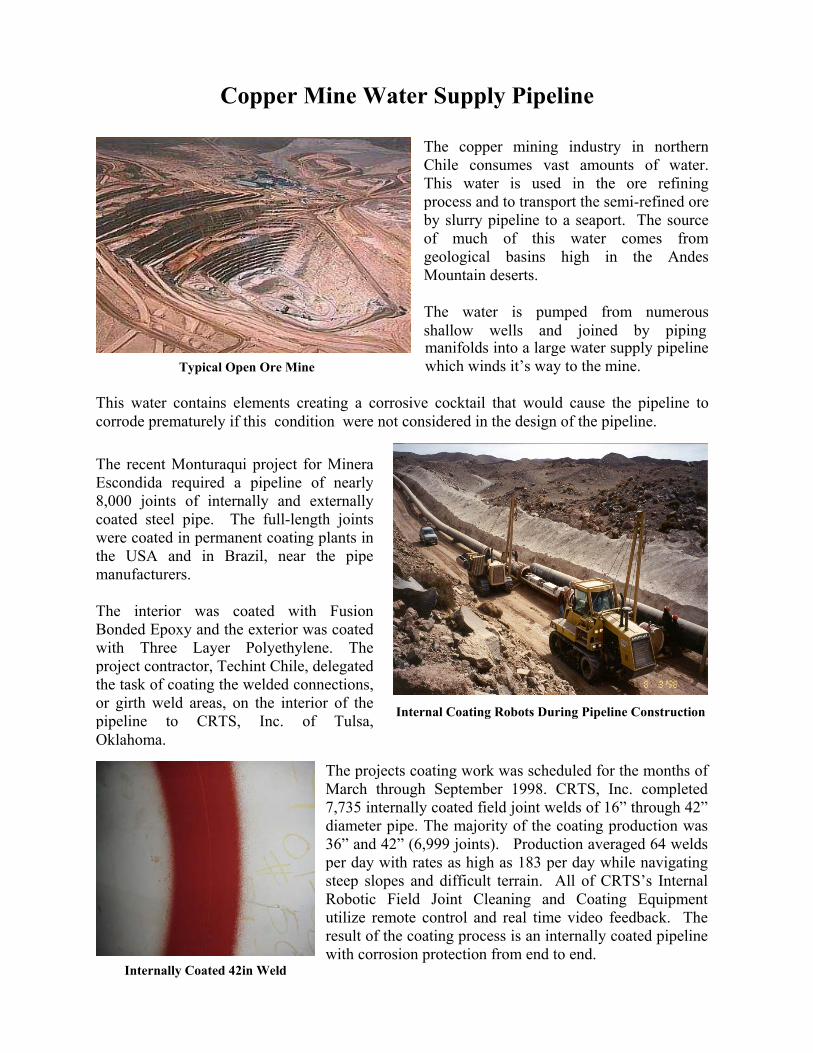
Copper Mine Water Supply Pipeline The copper mining industry in northern
Chile consumes vast amounts of water.This water is used in the ore refiningprocess and to transport the semi-refined oreby slurry pipeline to a seaport. The sourceof much of this water comes fromgeological basins high in the AndesMountain deserts. The water is pumped from numerousshallow wells and joined by pipingmanifolds into a large water supply pipelinewhich winds it’s way to the mine.
This water contains elements creating a corrosive cocktail that would cause the pipeline tocorrode prematurely if this condition were not considered in the design of the pipeline.
Typical Open Ore Mine
The recent Monturaqui project for MineraEscondida required a pipeline of nearly8,000 joints of internally and externallycoated steel pipe. The full-length jointswere coated in permanent coating plants inthe USA and in Brazil, near the pipemanufacturers. The interior was coated with FusionBonded Epoxy and the exterior was coatedwith Three Layer Polyethylene. Theproject contractor, Techint Chile, delegatedthe task of coating the welded connections,
r girth weld areas, on the interior of thepipeline to CRTS, Inc. of Tulsa,Oklahoma.
o
Internally Coated 42in Weld
Internal Coating Robots During Pipeline Construction
The projects coating work was scheduled for the months of March through September 1998. CRTS, Inc. completed 7,735 internally coated field joint welds of 16” through 42” diameter pipe. The majority of the coating production was 36” and 42” (6,999 joints). Production averaged 64 welds per day with rates as high as 183 per day while navigating steep slopes and difficult terrain. All of CRTS’s Internal Robotic Field Joint Cleaning and Coating Equipment utilize remote control and real time video feedback. The result of the coating process is an internally coated pipeline with corrosion protection from end to end.
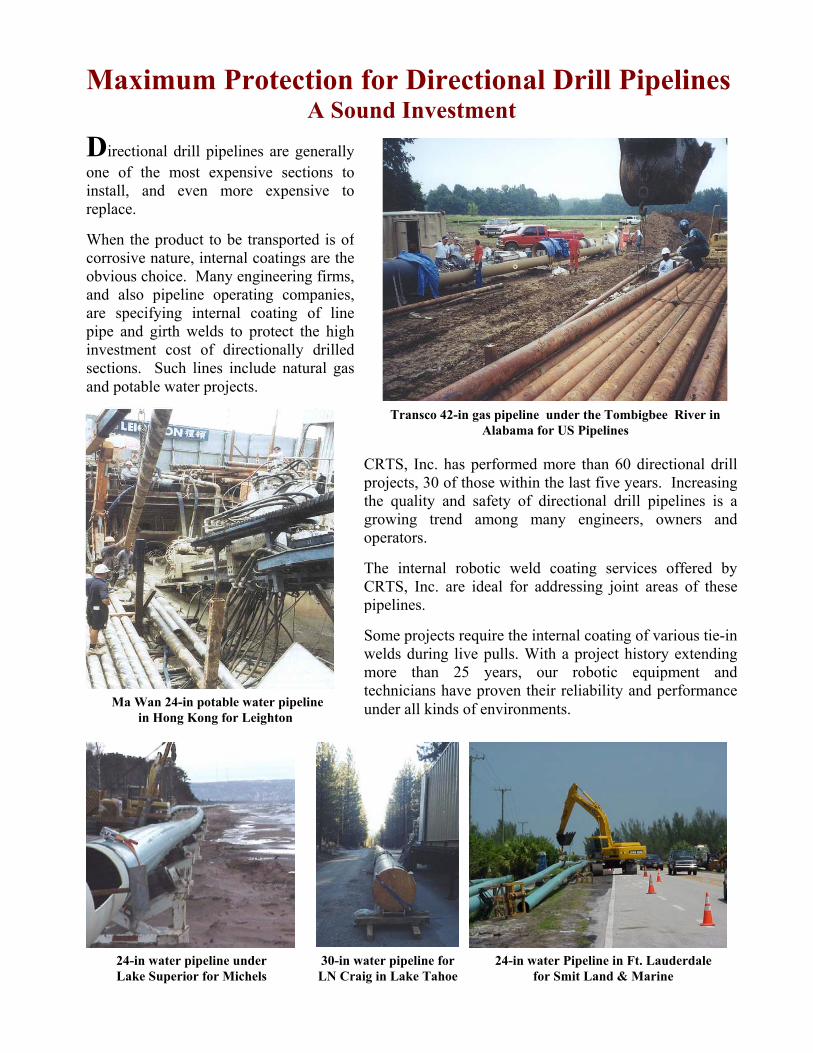
Maximum Protection for Directional Drill Pipelines
A Sound Investment Directional drill pipelines are generallyone of the most expensive sections toinstall, and even more expensive toreplace. When the product to be transported is ofcorrosive nature, internal coatings are theobvious choice. Many engineering firms,and also pipeline operating companies,are specifying internal coating of linepipe and girth welds to protect the highinvestment cost of directionally drilledsections. Such lines include natural gasand potable water projects.
Transco 42-in gas pipeline under the Tombigbee River in
Alabama for US Pipelines
CRTS, Inc. has performed more than 60 directional drillprojects, 30 of those within the last five years. Increasingthe quality and safety of directional drill pipelines is agrowing trend among many engineers, owners andoperators. The internal robotic weld coating services offered byCRTS, Inc. are ideal for addressing joint areas of thesepipelines. Some projects require the internal coating of various tie-inwelds during live pulls. With a project history extendingmore than 25 years, our robotic equipment andtechnicians have proven their reliability and performanceunder all kinds of environments. Ma Wan 24-in potable water pipeline
in Hong Kong for Leighton
24-in water pipeline under Lake Superior for Michels
30-in wateLN Craig
r pipeline for in Lake Tahoe
24-in water Pipeline in Ft. Lauderdale for Smit Land & Marine
Internal Weld Coating Robots Preparing to enter a coated pipe string.
Disney World Installs Waterline Walt Disney World in Orlando, Florida recently installed
three pipelines to transport water to the new Animal World theme park. The welded steel pipelines were all approximately 1,000 feet long. One 16 inch and two 24 inch diameter lines were installed on the bridge structure adjacent to the new park. The general contractor, Gulf Coast Utilities Constructors, Inc. of St. Petersburg hired CRTS, Inc. to perform the Girth Weld coating work. Engineers for Disney specified Endurall Liquid Epoxy for the internal corrosion coating because of it’s excellent protective properties.
All internal and external girth welds were coated in the
field during construction using specially designed internal robots. The internal epoxy weld coating completed the 100% end-to-end protection in accordance with AWWA C210. The same internal lining is compatible with all three service requirements – raw water, potable water and waste water return. CRTS, Inc. SPECIALIST IN PIPELINE INTEDEDICATED TO THE COATING
1807 N. 170th E. AveTulsa, OK 74116 E-Mail: sales@coati
Pre-formed Rebar Cage is rotated inside a specially designed blast machine.
Unique Coating Plant for Rebar Cages Bayshore Concrete Company in Virginia approached
CRTS, Inc. to design and manufacture a fusion bonded epoxy coating plant for rebar cages. This type of coating plant had never been built before, but CRTS, Inc. used it’s experience in pipe and straight rebar to install a very successful plant.
Each pre-formed, rebar spiral cage was welded into a firm shape with 3 or 4 longitudinal rebars. The cage was then rotated inside a special blast cleaning machine manufactured by BCP of Canada. The cleaned cages were then transferred down a skew tired conveyor, through a 500 Kw induction coil, and then through an electrostatic spray booth. The resulting epoxy coated cage exceeded the required specifications of ASTM and ASHTO for piling construction.
The Epoxy Coated Spiral Cage exits the powder booth fully cured and ready for shipment.
CRTS, INC. UNVEILS ITS NEW GENERATION OF INTERNAL FIELD JOINT COATING ROBOTS
Features like a larger head rotation motor, improved powder pump, non- interfering ventilation tube, and a larger fluidizing surface area, allow for a more consistent powder delivery. These features result in a uniform coating band with constant thickness along the entire internal circumference of the weld area.
The video gear has also been improved, using a new camera system, which is better suited for powder envlighting design consumes 80% heat. The new set up also usresult in minimal powder acwindow, resulting in better, clea
New High-Performance 16 inch Coater
The new 16-inch FBE coater represents the 4th generation of internal field coating equipment
developed by CRTS, Inc. Major improvements include 30% more capacity and 30% weight reduction. This state of the art machine will permit higher production rates.
plural component liquid materials to the internal and external weld area. The internalcoating equipment consists of self-contained robots that travel inside the pipe, find the weld,blast clean, vacuum, and coat. Utilizing various cameras, these robots transmit a real-timevideo image back to the operator, which is used for control and inspection.
For thirty years CRTS, Inc. has been the innovator in coating application
technology, being a pioneer in the field application of Fusion Bonded Epoxy (FBE) and
Additional design improvemenrotating tube assembly with less exposed bearings and seals, anThese reduce bearing failures, and permit quicker powder fills an
New IR Camera System
ironment. The new infrared less power and generates less es a better air shield. These cumulation over the camera rer images.
20 mil Thick Coating Band, 8 inch Wide, on 16 inch Pipe
ts include a more accessible d a larger fluid bed opening. d access for maintenance.
Stepping Out to New Frontiers with a New Liquid Coater
The neby CRmachinoffshor
of indachiev The aroscillaboard The neteleme The necoatingmainte
w robotic coater is one of the latest additions to the fleet of robotic equipment developed TS, Inc. to address the coating of the internal area of butt welded pipeline joints. This new e was recently put to the test working 24-hour shifts during the construction of an e project, where it performed flawlessly.
The robot uses a CRTS, Inc. designed fixed ratio positive displacement pumping system, capable of spraying almost any single or plural component liquid. This system includes a spinning head especially designed for large volumes of high viscosity materials. Due to the nature of
ea to be coated can be varied by a programmabltions, which can be set to vary the coating bandwidthduring coating cycle through a specially designed disp
w large diameter coater is equipped with real time try, with no umbilical cables.
w coater can coat welds up to 60 inches in Diame productions of fifty 42-inch diameter welds withnance.
First Prototype of Large Diameter Liquid Coater
New Coater Performed Flawlessly on its First Project
Since no pipe heating is required, contractor costs are also reduced by lowering the number of crewmembers required to aid in the coating operation. And since no coordination with the heating crew is needed, coating cycle times are also reduced. The design of this new robot makes it suitable for the application of a great variety of coatings.
most multi-part epoxy materials, the machine incorporates a battery iners, which allows the system to
e linear actuator that controls head and thickness. Material is mixed on osable mixing tube.
video equipment and remote control
ter, and it was designed to achieve out exiting the pipe for refilling or
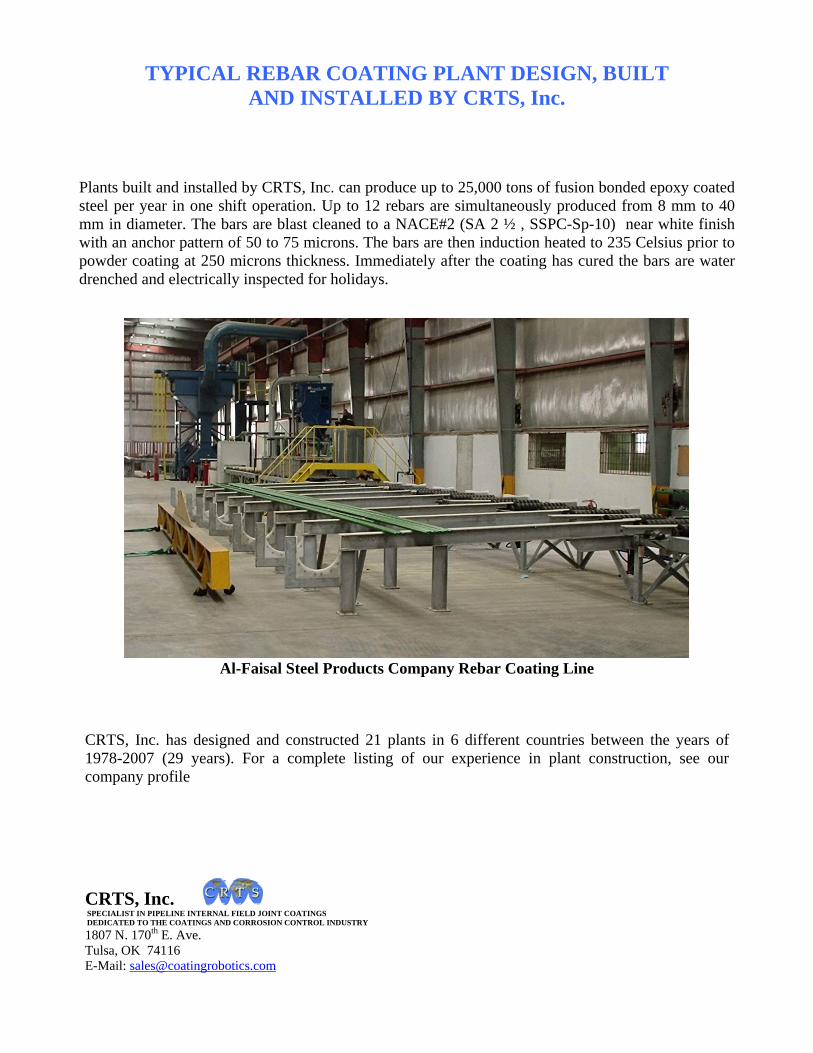
TYPICAL REBAR COATING PLANT DESIGN, BUILT
AND INSTALLED BY CRTS, Inc.
Plants built and installed by CRTS, Inc. can produce up to 25,000 tons of fusion bonded epoxy coatedsteel per year in one shift operation. Up to 12 rebars are simultaneously produced from 8 mm to 40 mm in diameter. The bars are blast cleaned to a NACE#2 (SA 2 ½ , SSPC-Sp-10) near white finish with an anchor pattern of 50 to 75 microns. The bars are then induction heated to 235 Celsius prior topowder coating at 250 microns thickness. Immediately after the coating has cured the bars are waterdrenched and electrically inspected for holidays.
Al-Faisal Steel Products Company Rebar Coating Line
CRTS, Inc. has designed and constructed 21 plants in 6 different countries between the years of 1978-2007 (29 years). For a complete listing of our experience in plant construction, see our company profile
CRTS, Inc. SPECIALIST IN PIPELINE INTERNAL FIELD JOINT COATINGS DEDICATED TO THE COATINGS AND CORROSION CONTROL INDUSTRY
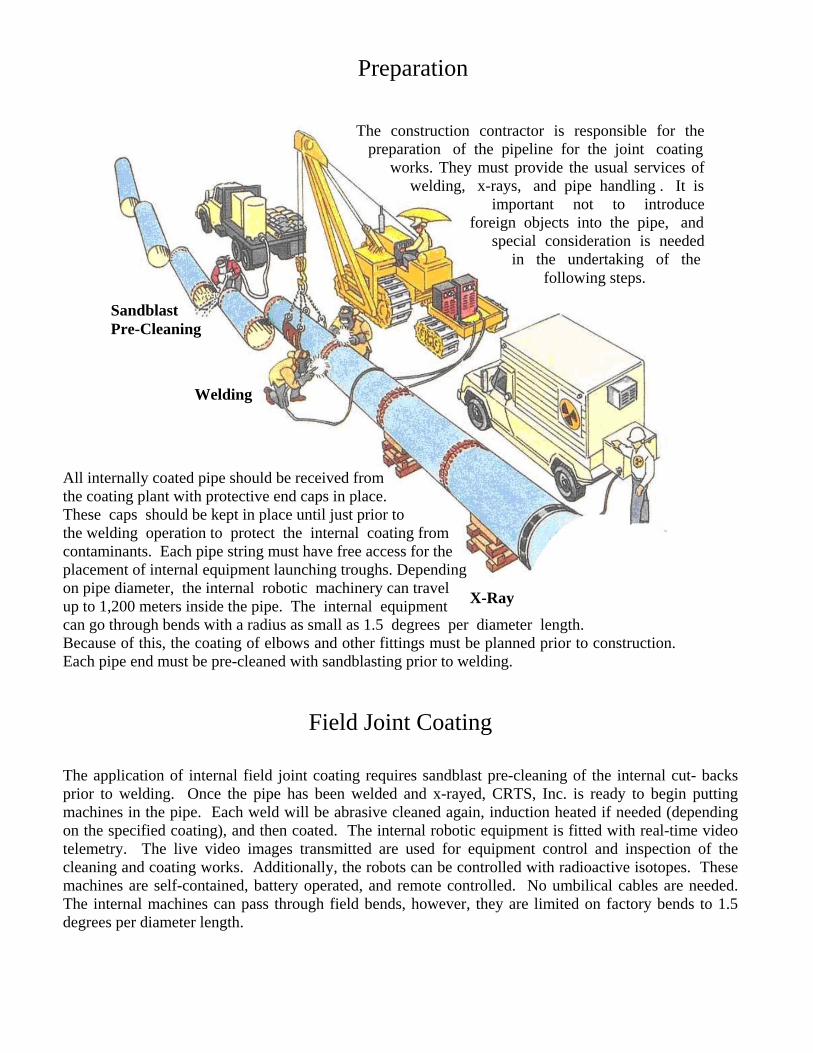
The construction contractor is responsible for the preparation of the pipeline for the joint coating
works. They must provide the usual services of welding, x-rays, and pipe handling . It is
important not to introduce foreign objects into the pipe, and
special consideration is needed in the undertaking of the
following steps.
Sandblast Pre-Cleaning
Welding
X-Ray
All internally coated pipe should be received from the coating plant with protective end caps in place. These caps should be kept in place until just prior to the welding operation to protect the internal coating from contaminants. Each pipe string must have free access for the placement of internal equipment launching troughs. Depending on pipe diameter, the internal robotic machinery can travel up to 1,200 meters inside the pipe. The internal equipment can go through bends with a radius as small as 1.5 degrees per diameter length. Because of this, the coating of elbows and other fittings must be planned prior to construction. Each pipe end must be pre-cleaned with sandblasting prior to welding.
Field Joint Coating The application of internal field joint coating requires sandblast pre-cleaning of the internal cut- backs prior to welding. Once the pipe has been welded and x-rayed, CRTS, Inc. is ready to begin putting machines in the pipe. Each weld will be abrasive cleaned again, induction heated if needed (depending on the specified coating), and then coated. The internal robotic equipment is fitted with real-time video telemetry. The live video images transmitted are used for equipment control and inspection of the cleaning and coating works. Additionally, the robots can be controlled with radioactive isotopes. These machines are self-contained, battery operated, and remote controlled. No umbilical cables are needed. The internal machines can pass through field bends, however, they are limited on factory bends to 1.5 degrees per diameter length.
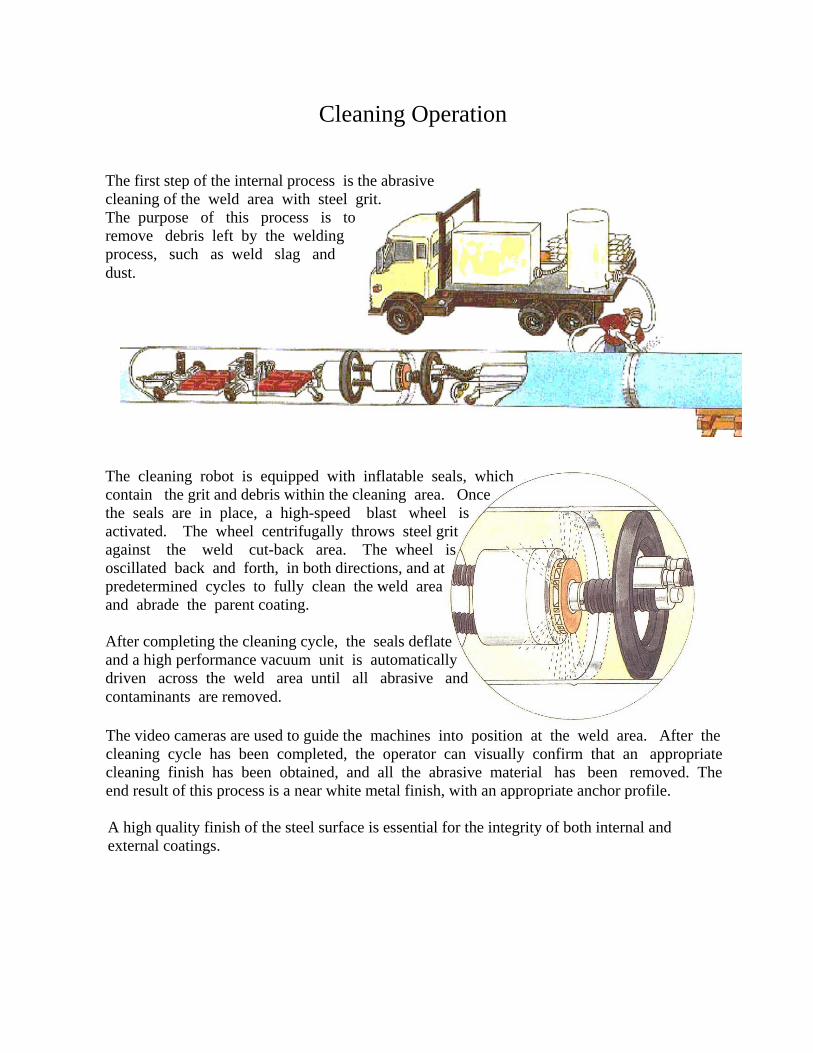
Cleaning Operation
The first step of the internal process is the abrasive cleaning of the weld area with steel grit. The purpose of this process is to remove debris left by the welding process, such as weld slag and dust.
The cleaning robot is equipped with inflatable seals, which contain the grit and debris within the cleaning area. Once the seals are in place, a high-speed blast wheel is activated. The wheel centrifugally throws steel grit against the weld cut-back area. The wheel is oscillated back and forth, in both directions, and at predetermined cycles to fully clean the weld area and abrade the parent coating. After completing the cleaning cycle, the seals deflate and a high performance vacuum unit is automatically driven across the weld area until all abrasive and contaminants are removed.
The video cameras are used to guide the machines into position at the weld area. After the cleaning cycle has been completed, the operator can visually confirm that an appropriate cleaning finish has been obtained, and all the abrasive material has been removed. The end result of this process is a near white metal finish, with an appropriate anchor profile. A high quality finish of the steel surface is essential for the integrity of both internal and external coatings.
Coating Application
The blast cleaned field weld joint is then ready for coating. Depending on the coating product chosen, induction heating may or may not be required. The weld coating equipment is capable of applying plural-component liquids or thermosetting powder resins. After the weld has been prepared, the coating ring is placed over the weld area.
The internal robot is guided into position by remote control from the open end of the pipe. The coating process is then started.
The coating equipment has been calibrated for an application
that follows the manufacturer recommendations, and to obtain the specified thickness. This coating is applied over the entire width of the field joint
area, including the recommended overlap. The equipment can be adjusted to cover a wide range of coating cut-backs.
Video telemetry gear is again used to visually inspect the recently
coated weld.
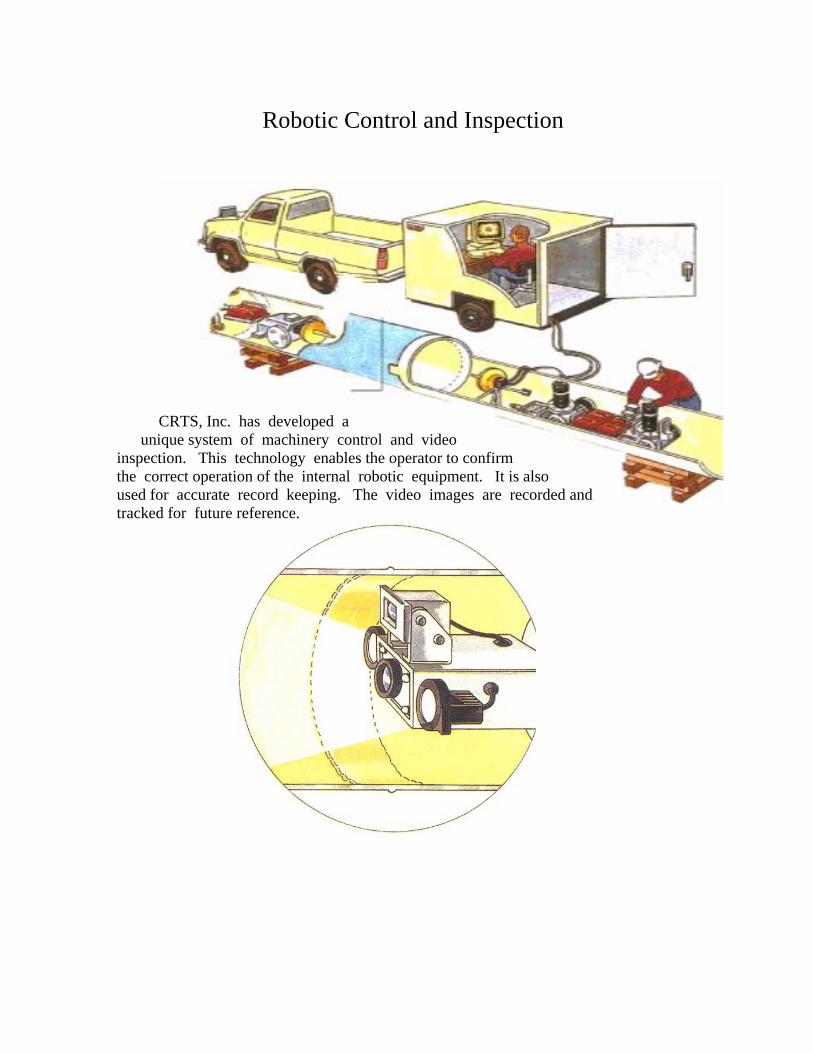
Robotic Control and Inspection
CRTS, Inc. has developed a unique system of machinery control and video
inspection. This technology enables the operator to confirm the correct operation of the internal robotic equipment. It is also used for accurate record keeping. The video images are recorded and tracked for future reference.
CRTS, Inc. Specialist in Pipeline Internal Field Joint Coatings
1807 N. 170th E. Ave. Tulsa, OK 74116 U.S.A. Phone: 918-877-5210 Fax: 918-877-5211
Dedicated to the Coatings and Corrosion Control Industry www.coatingrobotics.com
1 OF 2
INTERNALLY COATED FIELD JOINTS ON WELDED STEEL PIPELINES.
The process is successfully accomplished in the following (4) steps. STEP 1 (By the Contractor) (Figure 1) (Figure 2) (Figure 3)
Pre-clean the pipe internal coating cutback prior to welding using an internal pipe bung (Figure 1). Sandblast the cutback provided by the plant-coating applicator (typically a 2” tape-masked cutback) to SA2 ½ (near white), with an anchor profile of 1 ½ - 3 ½ mils for a dimension of 2 ¼” from pipe end as pictured in (Figure 2). Reposition the pipe bung and “feather” blast the coating for 1 inch. Abrading the plant-applied coating creates a roughened surface to which the field-applied coating can adhere (Figure 3).
STEP 2 Weld the pipes into string lengths of typically 50
joints and according to construction plan. The CRTS internal robot is launched into the welded pipe string. The Robotic Cleaner is aligned on the welded joint area using the real time video image.
The line-up camera gives the technician a view of
the interior of the weld bead. When line-up is attained the automated cleaning
sequence is triggered. Pictured is a cleaned internal joint.
Nozzle
Pipe Bung
2 1/4” Cleaned
2” Cutback
2 OF 2
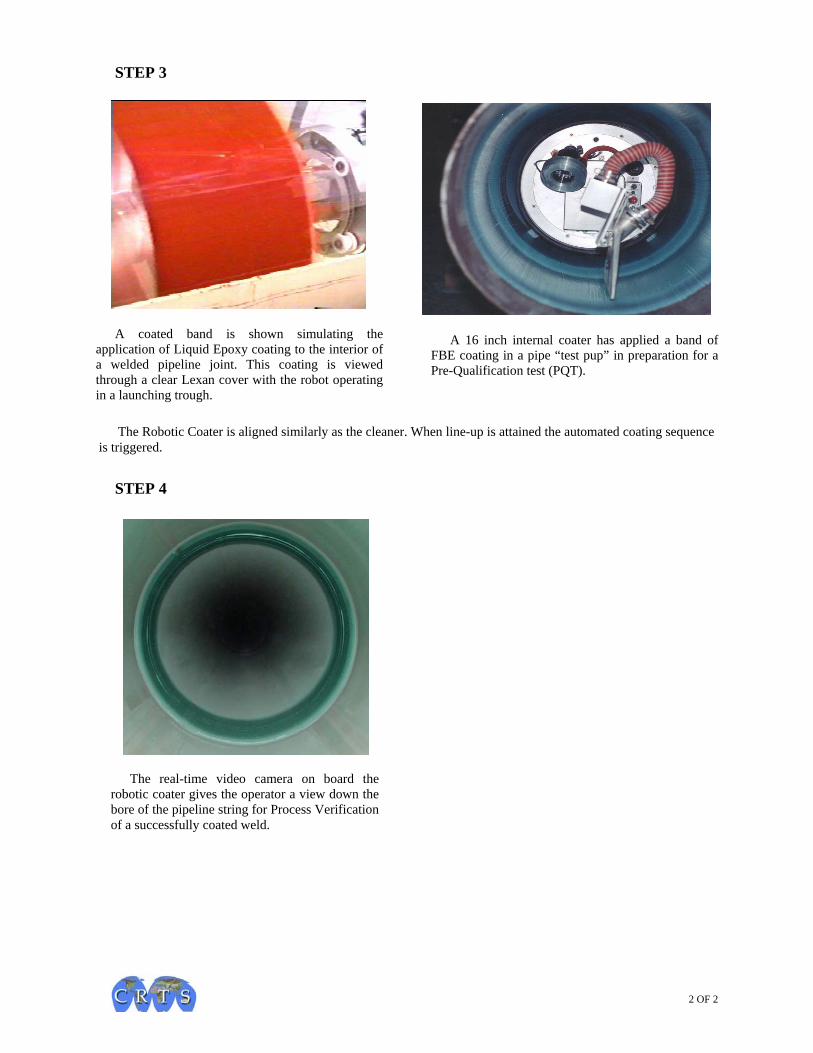
STEP 3 A coated band is shown simulating the
application of Liquid Epoxy coating to the interior of a welded pipeline joint. This coating is viewed through a clear Lexan cover with the robot operating in a launching trough.
A 16 inch internal coater has applied a band of
FBE coating in a pipe “test pup” in preparation for a Pre-Qualification test (PQT).
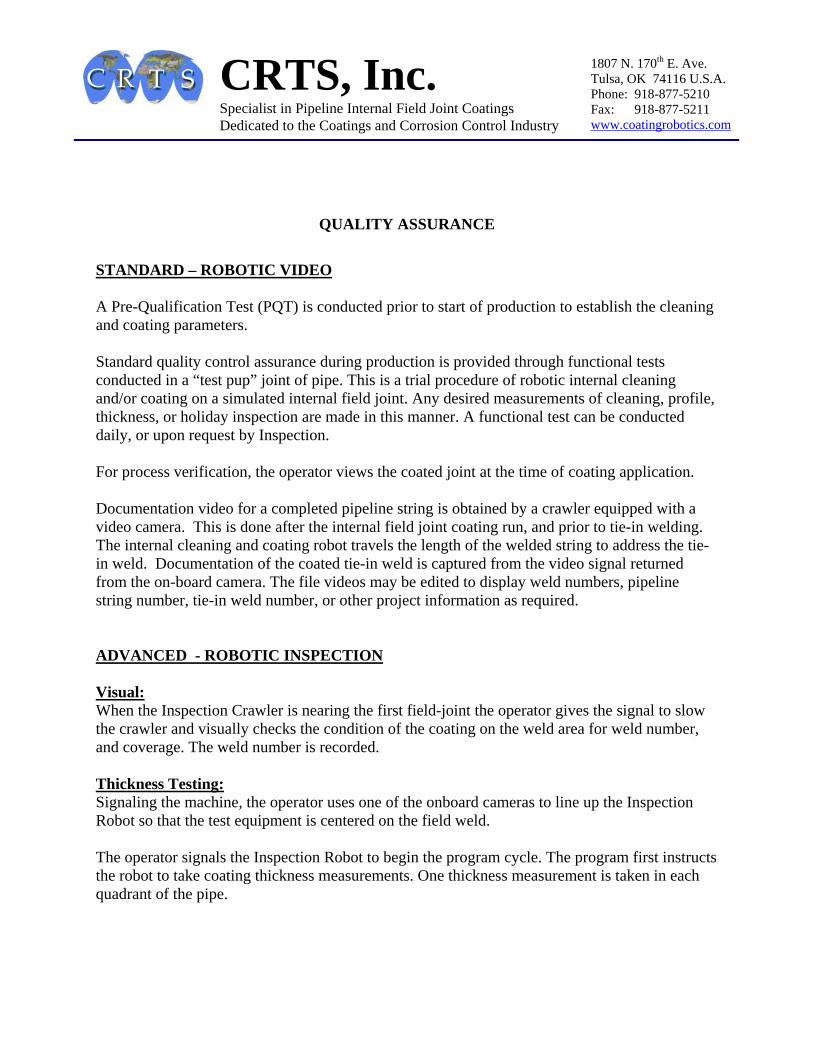
STEP 4
The real-time video camera on board the robotic coater gives the operator a view down the bore of the pipeline string for Process Verification of a successfully coated weld.
The Robotic Coater is aligned similarly as the cleaner. When line-up is attained the automated coating sequence is triggered.
CRTS, Inc. Specialist in Pipeline Internal Field Joint Coatings
1807 N. 170th E. Ave. Tulsa, OK 74116 U.S.A. Phone: 918-877-5210 Fax: 918-877-5211
Dedicated to the Coatings and Corrosion Control Industry www.coatingrobotics.com
QUALITY ASSURANCE STANDARD – ROBOTIC VIDEO A Pre-Qualification Test (PQT) is conducted prior to start of production to establish the cleaning and coating parameters. Standard quality control assurance during production is provided through functional tests conducted in a “test pup” joint of pipe. This is a trial procedure of robotic internal cleaning and/or coating on a simulated internal field joint. Any desired measurements of cleaning, profile, thickness, or holiday inspection are made in this manner. A functional test can be conducted daily, or upon request by Inspection. For process verification, the operator views the coated joint at the time of coating application. Documentation video for a completed pipeline string is obtained by a crawler equipped with a video camera. This is done after the internal field joint coating run, and prior to tie-in welding. The internal cleaning and coating robot travels the length of the welded string to address the tie-in weld. Documentation of the coated tie-in weld is captured from the video signal returned from the on-board camera. The file videos may be edited to display weld numbers, pipeline string number, tie-in weld number, or other project information as required. ADVANCED - ROBOTIC INSPECTION Visual: When the Inspection Crawler is nearing the first field-joint the operator gives the signal to slow the crawler and visually checks the condition of the coating on the weld area for weld number, and coverage. The weld number is recorded. Thickness Testing: Signaling the machine, the operator uses one of the onboard cameras to line up the Inspection Robot so that the test equipment is centered on the field weld. The operator signals the Inspection Robot to begin the program cycle. The program first instructs the robot to take coating thickness measurements. One thickness measurement is taken in each quadrant of the pipe.
The Inspection Robot records the readings in an electronic database for transfer to a PC. The readings obtained in this manner become part of the Q.A. documentation retained by the client and may also be recorded on the Inspection Report Document. Holiday Inspection: After the thickness readings have been taken the Inspection Robot starts its holiday detection cycle. A conductive brush connected to a “Holiday Detector” is lined up over the coated area and begins to sweep the coated field joint. This continues until a 360 degree sweep of the coating has been completed, the brush then retracts and returns to the start position. The sweep is monitored by “real time” video from the operator’s location. If a holiday is located during the sweep, a paint mark is sprayed near the location of the holiday. In order to be able to locate holidays on the video records or by the repair machine at a later time, a mark is sprayed on the bottom of the pipe at that location. A manual record of holidays (defects) is maintained by the operator. Records are available for each field joint. Video Record Images captured by the on-board cameras are recorded. Select video clips include:
• Alignment of the robotic inspection device with the coated internal field joint. • View of any weld number marking • View of coating thickness measurements displayed. • View of holiday detection sweep • View of marking indicating any holidays detected.
These views are digitally recorded and made available to the client for file documentation purposes.
CRTS, Inc. Specialist in Pipeline Internal Field Joint Coatings
1807 N. 170th E. Ave. Tulsa, OK 74116 U.S.A. Phone: 918-877-5210 Fax: 918-877-5211
Dedicated to the Coatings and Corrosion Control Industry www.coatingrobotics.com
June 2006
UNDER DEVELOPMENT
1. LINE TRAVEL INTERNAL COATING Continuous application of a plural component liquid epoxy internal coating designed for structural enhancement & rehabilitation of pipelines.
2. PIPELINE INSPECTION AND VACUUM
Prior to robotically cleaning and coating the internal field joints on a welded pipeline string the line will be video inspected and vacuum cleaned to remove loose debris and other job site contaminates.
3. INTERNAL WELD BEAD GRINDER
Robotically reshape the internal weld profile. This process would be used to bring an uncoatable weld into compliance allowing it to be coated. Thus avoid a weld cut-out. Welding operations must produce an internal weld profile that can be coated. It is recommended that the welding procedures include the use of an internal pipe line-up clamp with backing shoes that preclude excess penetration and weld splatter. As an alternate a Tig welded root pass can provide an excellent weld profile. The internal weld profile must be limited to a maximum dimension of 1/8 inch in height. Poor welding procedure and quality will result in damage to the parent pipe coating and a weld profile that is uncoatable.
4. LINE TRAVEL – HIGH VOLTAGE HOLIDAY INSPECTION ROBOT
To inspect the integrity of an internally coated pipeline insitu.
CRTS, Inc. Specialist in Pipeline Internal Field Joint Coatings
1807 N. 170th E. Ave. Tulsa, OK 74116 U.S.A. Phone: 918-877-5210 Fax: 918-877-5211
Dedicated to the Coatings and Corrosion Control Industry www.coatingrobotics.com
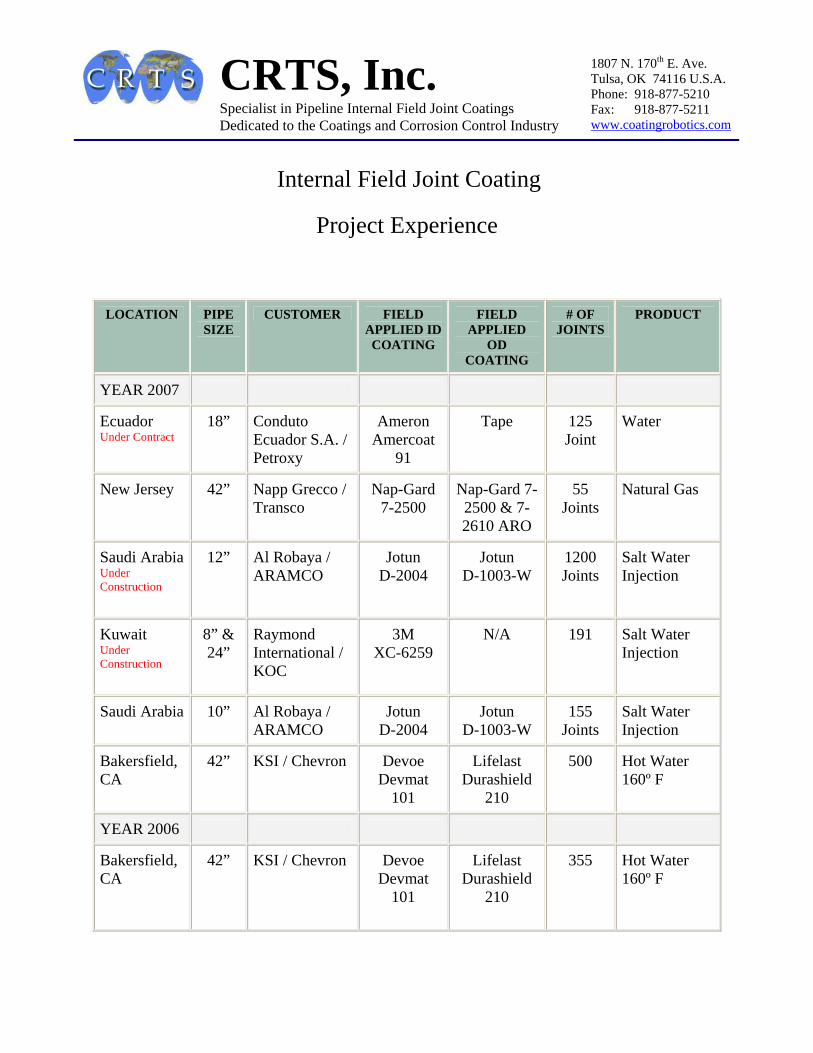
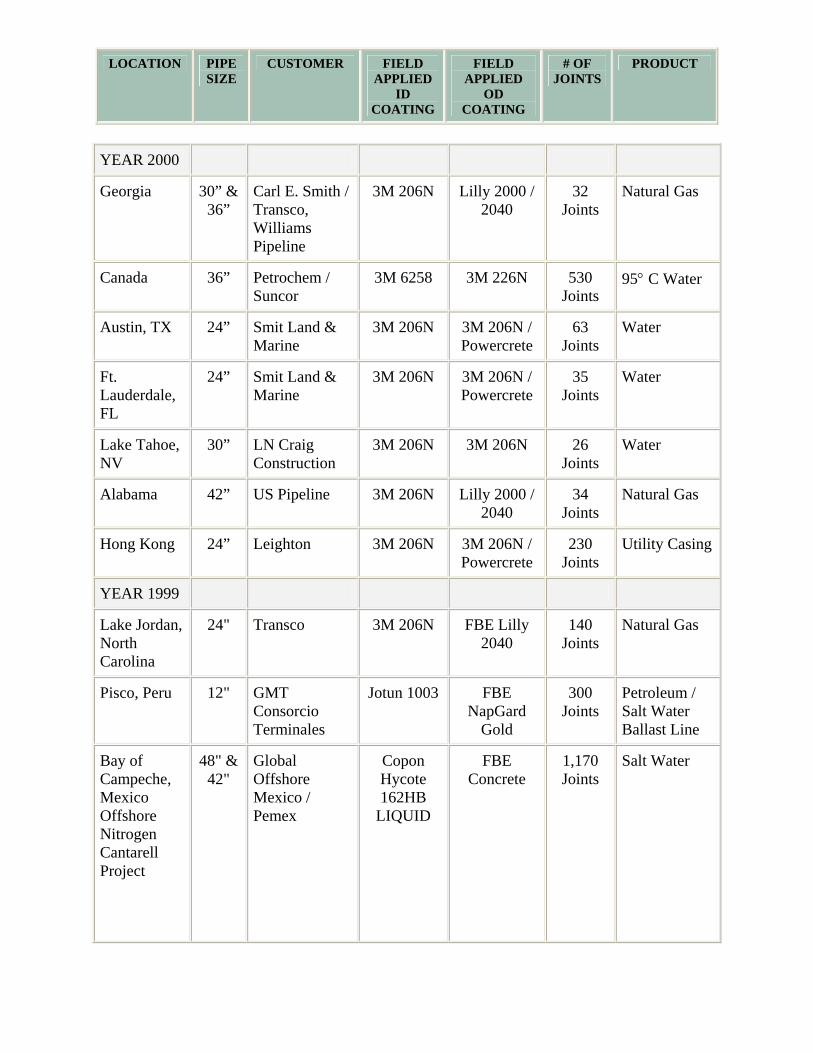
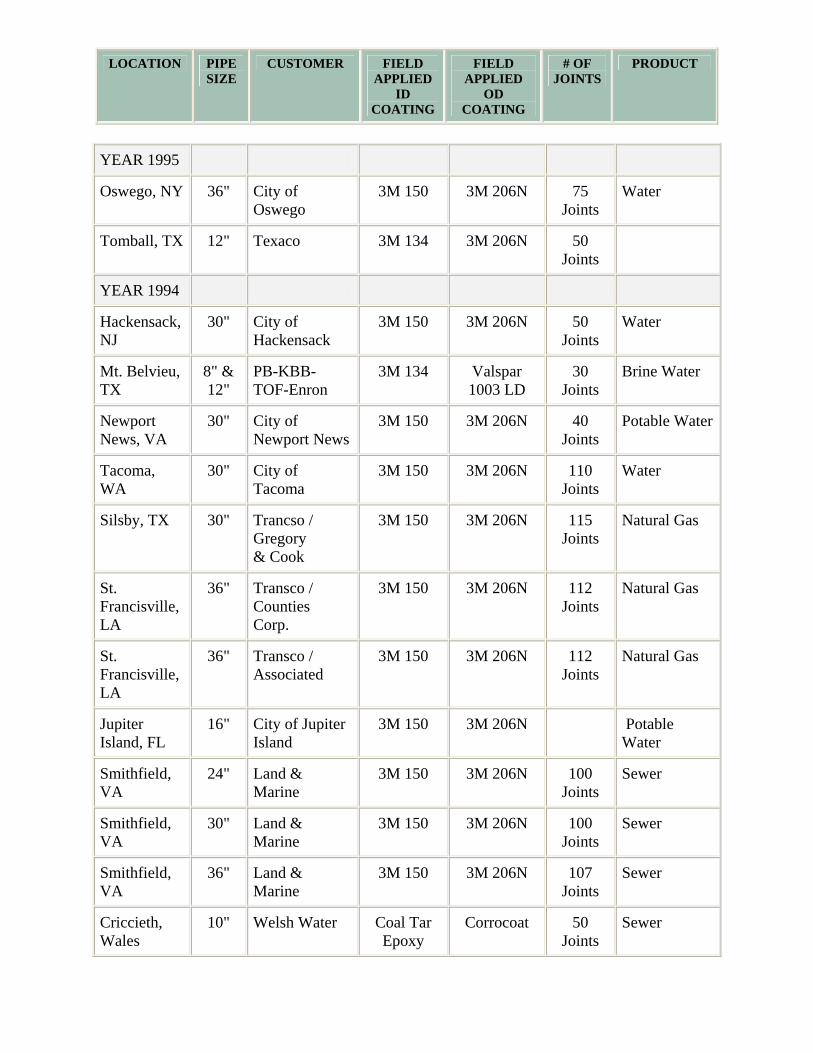
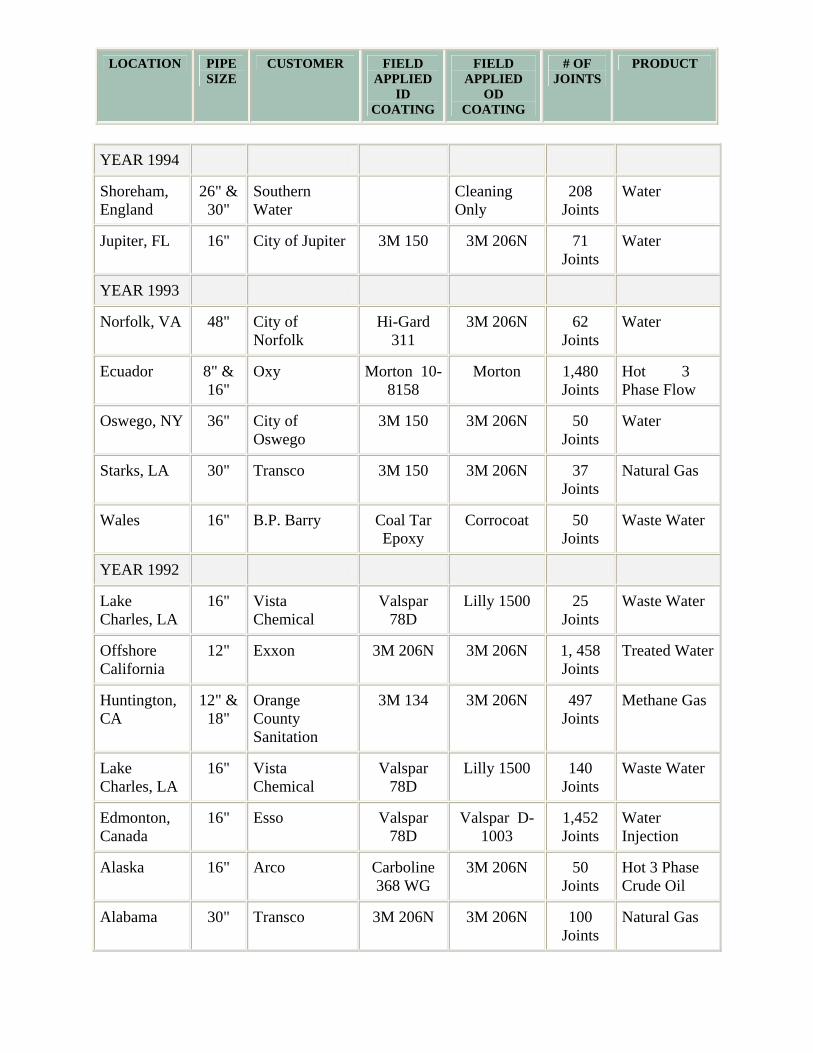
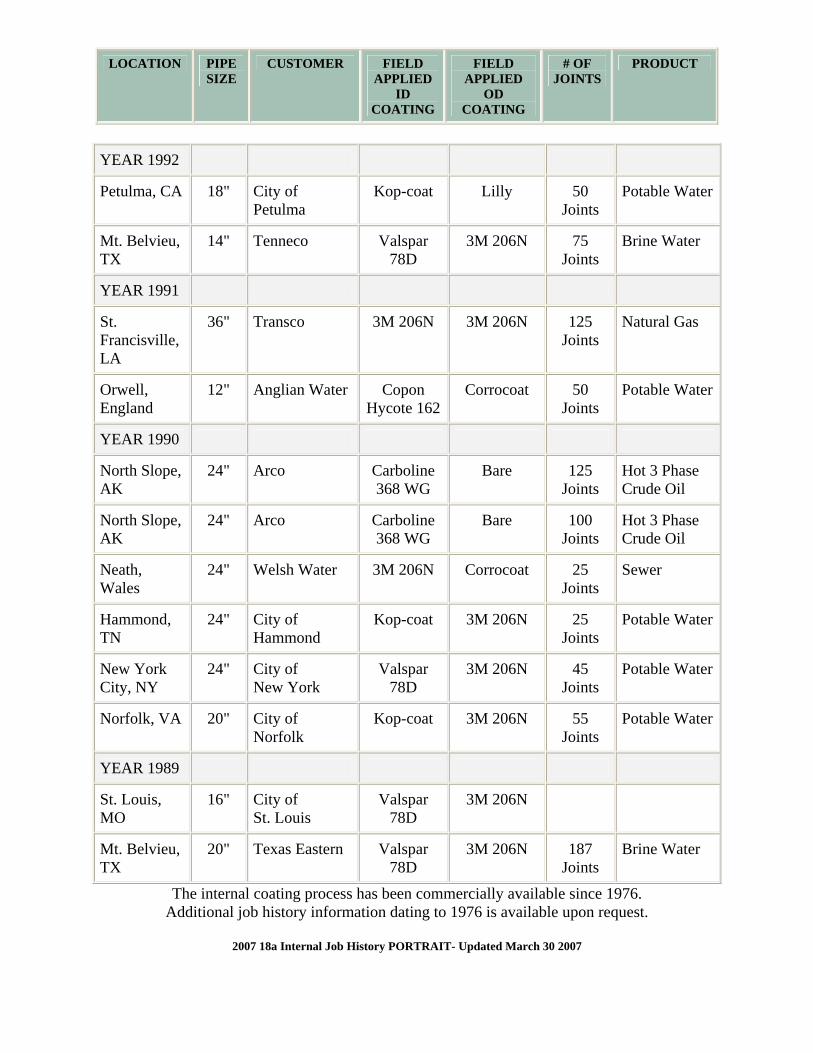
Internal Field Joint Coating
Project Experience
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
YEAR 2007
Ecuador Under Contract
18” Conduto Ecuador S.A. / Petroxy
Ameron Amercoat
91
Tape 125 Joint
Water
New Jersey
42” Napp Grecco / Transco
Nap-Gard 7-2500
Nap-Gard 7-2500 & 7-2610 ARO
55 Joints
Natural Gas
Saudi Arabia Under Construction
12” Al Robaya / ARAMCO
Jotun D-2004
Jotun D-1003-W
1200 Joints
Salt Water Injection
Kuwait Under Construction
8” & 24”
Raymond International / KOC
3M XC-6259
N/A 191 Salt Water Injection
Saudi Arabia 10” Al Robaya / ARAMCO
Jotun D-2004
Jotun D-1003-W
155 Joints
Salt Water Injection
Bakersfield, CA
42” KSI / Chevron Devoe Devmat
101
Lifelast Durashield
210
500 Hot Water 160º F
YEAR 2006
Bakersfield, CA
42” KSI / Chevron Devoe Devmat
101
Lifelast Durashield
210
355 Hot Water 160º F
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
YEAR 2006
Saudi Arabia 10” Al Shaiban / ARAMCO
Morton 10-8233
Jotun D-1003-W
82 Joints
Salt Water Injection
Kuwait 24” & 36”
Kharafi EWDP / KOC
Morton 10-8233
Heat Shrink Sleeve
46 Joints
Effluent Salt Water
California 30 ” Southwest Contractors / Otay Water District - San Diego, CA / Ortiz Corp -
NapGard 7-2500
NapGard 7-2500
75 Joints
Potable Water
Antofagasta, Chile
4”, 12”,
24” & 30”
Techint / Fluor / Minera Escondida Ltd.
Sherwin Williams DuraPlate
UHS Liquid
Liquid Epoxy
419 Joints
Desalination Supply Water
Ecuador 16” Conduto Ecuador S.A. / Repsol
Ameron Amercoat
91
Tape 424 Joints
Hot 3 Phase Flow w/ CO2
Kuwait
10 ”, 24”, 30”, 36”
Kharafi National / KOC / Daelim
Morton 10-8233
P.E. SS 821 Joints
Effluent Water Injection
YEAR 2005
Wisconsin 36 ” Michels Pipeline
Valspar 2000
Valspar 2000
57 Joints
Potable Water
Kuwait 36 ”, 24” &
16”
Kharafi / KOC RHOM & HAAS
10-8233
Shrink Sleeve
46 Joints
Effluent Salt Water
Kuwait
10 ”, 24”, 30”, 36”
Kharafi National / KOC / Daelim
Morton 10-8233
P.E. SS 1334 Joints
Effluent Water Injection
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
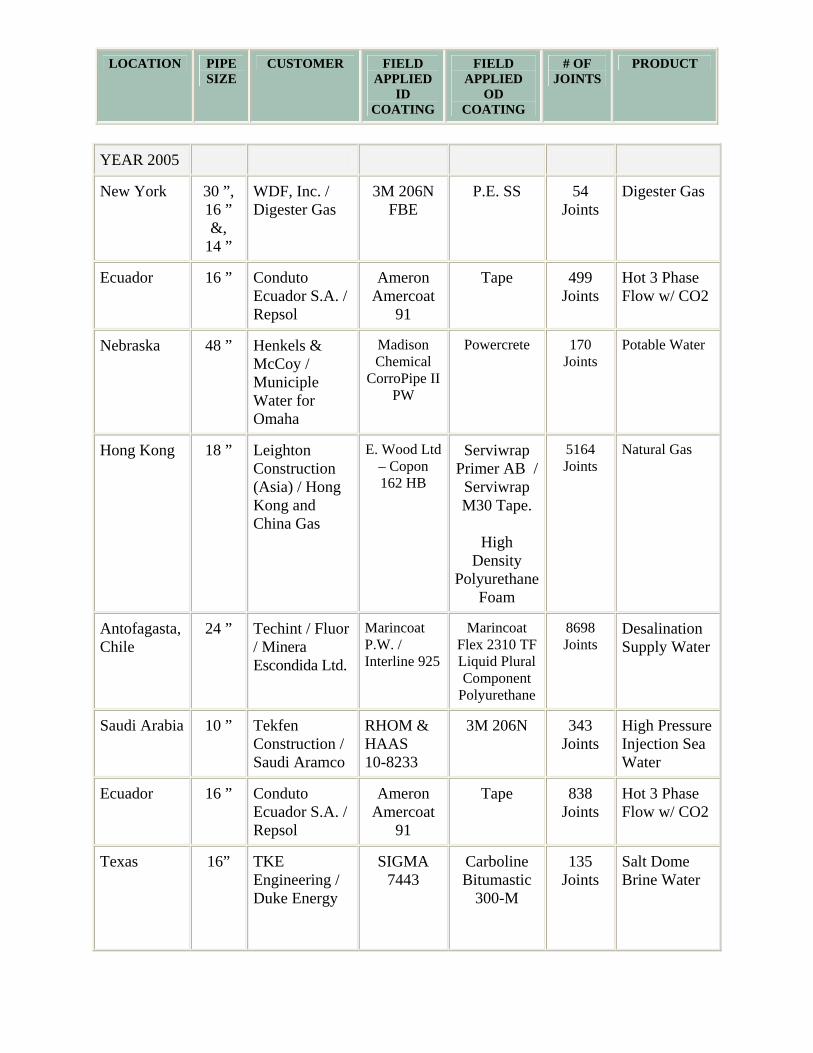
YEAR 2005
New York
30 ”, 16 ” &,
14 ”
WDF, Inc. / Digester Gas
3M 206N FBE
P.E. SS 54 Joints
Digester Gas
Ecuador
16 ” Conduto Ecuador S.A. / Repsol
Ameron Amercoat
91
Tape 499 Joints
Hot 3 Phase Flow w/ CO2
Nebraska
48 ” Henkels & McCoy / Municiple Water for Omaha
Madison Chemical
CorroPipe II PW
Powercrete 170 Joints
Potable Water
Hong Kong
18 ” Leighton Construction (Asia) / Hong Kong and China Gas
E. Wood Ltd – Copon 162 HB
Serviwrap Primer AB /
Serviwrap M30 Tape.
High Density
Polyurethane Foam
5164 Joints
Natural Gas
Antofagasta, Chile
24 ” Techint / Fluor / Minera Escondida Ltd.
Marincoat P.W. / Interline 925
Marincoat Flex 2310 TF Liquid Plural Component
Polyurethane
8698 Joints
Desalination Supply Water
Saudi Arabia
10 ” Tekfen Construction / Saudi Aramco
RHOM & HAAS 10-8233
3M 206N 343 Joints
High Pressure Injection Sea Water
Ecuador
16 ” Conduto Ecuador S.A. / Repsol
Ameron Amercoat
91
Tape 838 Joints
Hot 3 Phase Flow w/ CO2
Texas
16” TKE Engineering / Duke Energy
SIGMA 7443
Carboline Bitumastic
300-M
135 Joints
Salt Dome Brine Water
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
YEAR 2004
Texas
16” TKE Engineering / Duke Energy
SIGMA 7443
Carboline Bitumastic
300-M
70 Joints
Salt Dome Brine Water
New York 30 ”, 16 ” &,
14 ”
WDF, Inc. / Digester Gas
3M 206N FBE
P.E. SS 8 Joints Digester Gas
Humble, Texas
30” Progressive Pipeline / Transco
Valspar 2000
Liquid Epoxy SPC – By Others
6 Joints Natural Gas
Virginia 48 ” Sunland Construction / Hampton Roads Sanitation District
Madison Chemical CorroPipe
II Wasteliner
AM Liquid
Valspar 2000 Slow
50 Joints
Effluent Sewerage
Florida
48 ” Bradford Brothers / Jacksonville Electric Authority
Madison Chemical EC 120
Madison Chemical
TX-15
60 Joints
Sewerage
California
24 ” Cox & Cox / Lake Tahoe
3M 206N FBE
Tape 186 Joints
Potable Water
Ecuador
18 ” Eden Yuturi JV / Oxy Int’l
Ameron 91 Tape 896 Joints
Hot 3 Phase Crude Flow w/ CO2
Ecuador 20” Yanaquincha JV / Oxy Int’l
Ameron 91 Shrink Sleeve
1657 Joints
Hot 3 Phase Crude Flow w/ CO2
YEAR 2003
Idaho 24 ” Barnard Pipeline / Williams Transco
Valspar Pipeclad
2000
Valspar Pipeclad
2000 & 2040
38 Joints
Natural Gas
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
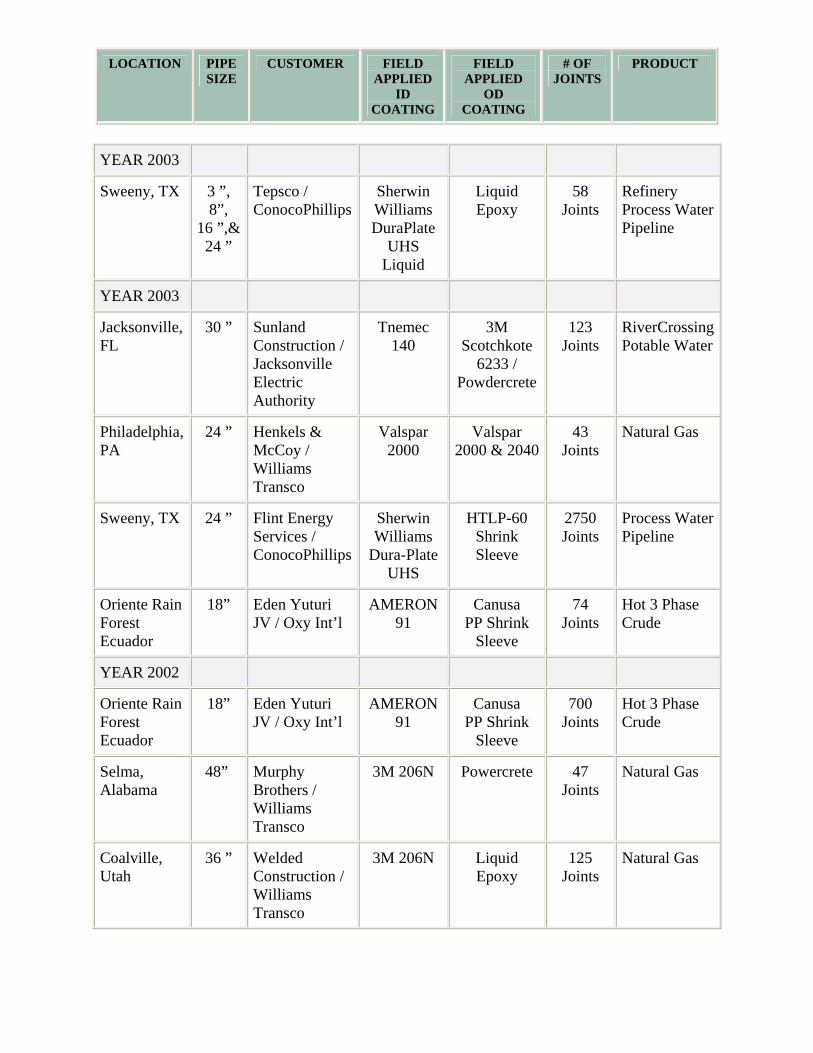
YEAR 2003
Sweeny, TX 3 ”, 8”,
16 ”,& 24 ”
Tepsco / ConocoPhillips
Sherwin Williams DuraPlate
UHS Liquid
Liquid Epoxy
58 Joints
Refinery Process Water Pipeline
YEAR 2003
Jacksonville, FL
30 ” Sunland Construction / Jacksonville Electric Authority
Tnemec 140
3M Scotchkote
6233 / Powdercrete
123 Joints
RiverCrossing Potable Water
Philadelphia, PA
24 ” Henkels & McCoy / Williams Transco
Valspar 2000
Valspar 2000 & 2040
43 Joints
Natural Gas
Sweeny, TX 24 ” Flint Energy Services / ConocoPhillips
Sherwin Williams
Dura-Plate UHS
HTLP-60 Shrink Sleeve
2750 Joints
Process Water Pipeline
Oriente Rain Forest Ecuador
18” Eden Yuturi JV / Oxy Int’l
AMERON 91
Canusa PP Shrink
Sleeve
74 Joints
Hot 3 Phase Crude
YEAR 2002
Oriente Rain Forest Ecuador
18” Eden Yuturi JV / Oxy Int’l
AMERON 91
Canusa PP Shrink
Sleeve
700 Joints
Hot 3 Phase Crude
Selma, Alabama
48” Murphy Brothers / Williams Transco
3M 206N Powercrete 47 Joints
Natural Gas
Coalville, Utah
36 ” Welded Construction / Williams Transco
3M 206N Liquid Epoxy
125 Joints
Natural Gas
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
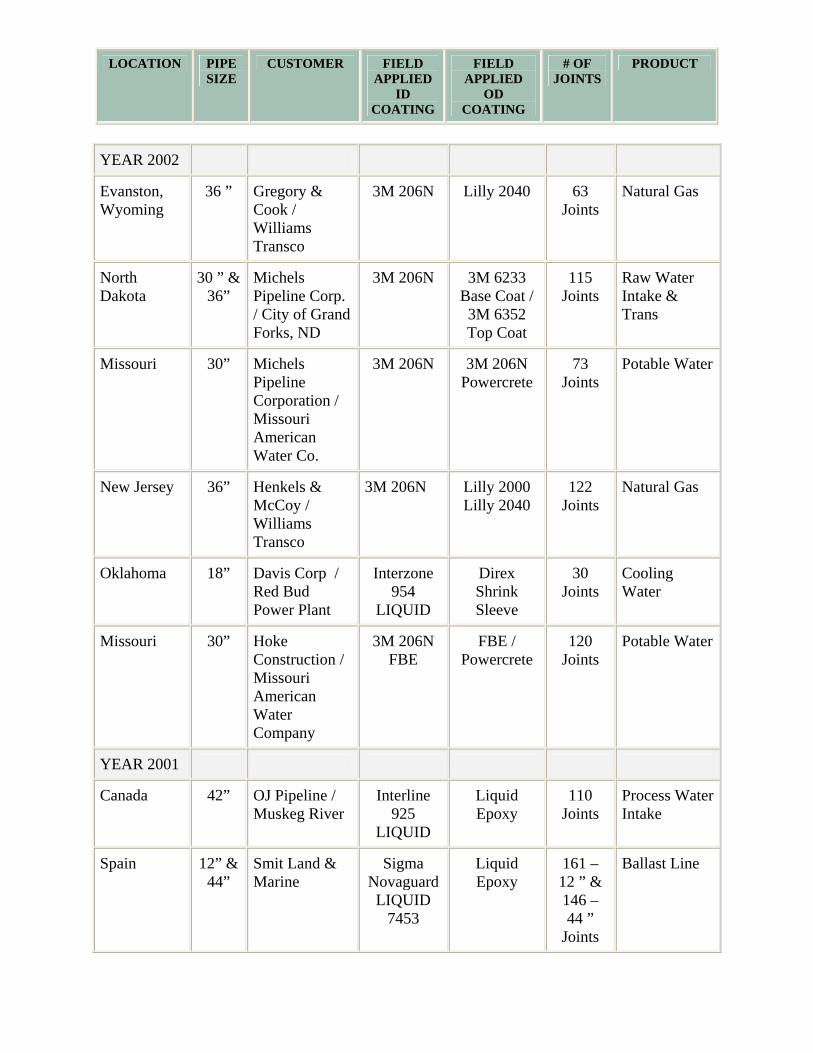
YEAR 2002
Evanston, Wyoming
36 ” Gregory & Cook / Williams Transco
3M 206N
Lilly 2040 63 Joints
Natural Gas
North Dakota
30 ” & 36”
Michels Pipeline Corp. / City of Grand Forks, ND
3M 206N 3M 6233 Base Coat / 3M 6352 Top Coat
115 Joints
Raw Water Intake & Trans
Missouri 30” Michels Pipeline Corporation / Missouri American Water Co.
3M 206N 3M 206N Powercrete
73 Joints
Potable Water
New Jersey 36” Henkels & McCoy / Williams Transco
3M 206N
Lilly 2000 Lilly 2040
122 Joints
Natural Gas
Oklahoma 18” Davis Corp / Red Bud Power Plant
Interzone 954
LIQUID
Direx Shrink Sleeve
30 Joints
Cooling Water
Missouri 30” Hoke Construction / Missouri American Water Company
3M 206N FBE
FBE / Powercrete
120 Joints
Potable Water
YEAR 2001
Canada 42” OJ Pipeline / Muskeg River
Interline 925
LIQUID
Liquid Epoxy
110 Joints
Process Water Intake
Spain 12” & 44”
Smit Land & Marine
Sigma Novaguard LIQUID
7453
Liquid Epoxy
161 – 12 ” & 146 – 44 ”
Joints
Ballast Line
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
YEAR 2001
Mississippi 10” & 20”
Perm Corp / Willbros Engineering
3M 206N FBE
3M 206N FBE
Powercrete
74 Joints
Water Process
North Carolina
24” APAQ / Jacobs Sverdrop
3M 206N FBE
Tnemec 139
LIQUID
3M 206N FBE
115 Joints
Cooling Water
Oklahoma 18” Red Bud Power Plant
Interzone 954
LIQUID
DIREX Shrink Sleeve
30 Joints
Cooling Water
Kuwait 12 ” & 20 ”
Consolidated Contractors Corporation (CCC- Kuwait) / Kuwait Oil Company (KOC)
Hempel 45540
LIQUID
Shrink Sleeve
2908 Joints
Injection Water Transfer
Antofagasta, Chile
24” ARB / Minera Escondida Copper Mine
3M 206N FBE
Grey Polyurethane
Paint
1180 Joints
Raw Well Water
Ohio 36” LA Pipeline / City of Cincinnati
3M 206N FBE
3M 206N Powercrete
(ARO)
72 Joints
Potable Water
New Jersey 42” NAPP-Grecco / Transco
3M 206N FBE
Lilly 2000 Lilly 2040 FBE ARO
125 Joints
Natural Gas
Nevada 24” Clay
Pacific Process / Kerr McGee
Chemtron TR55
LIQUID
None 35 Joint rehab
Surface Water
North Carolina
36 ” Crowder Const.
3M 206N FBE
FBE 5 Joints Lake Water
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
YEAR 2000
Georgia 30” & 36”
Carl E. Smith / Transco, Williams Pipeline
3M.206N Lilly 2000 / 2040
32 Joints
Natural Gas
Canada 36” Petrochem / Suncor
3M 6258 3M 226N 530 Joints
95° C Water
Austin, TX 24” Smit Land & Marine
3M 206N 3M 206N / Powercrete
63 Joints
Water
Ft. Lauderdale, FL
24” Smit Land & Marine
3M 206N 3M 206N / Powercrete
35 Joints
Water
Lake Tahoe, NV
30” LN Craig Construction
3M 206N 3M 206N 26 Joints
Water
Alabama 42” US Pipeline 3M 206N Lilly 2000 / 2040
34 Joints
Natural Gas
Hong Kong 24” Leighton 3M 206N 3M 206N / Powercrete
230 Joints
Utility Casing
YEAR 1999
Lake Jordan, North Carolina
24" Transco 3M.206N FBE Lilly 2040
140 Joints
Natural Gas
Pisco, Peru 12" GMT Consorcio Terminales
Jotun 1003 FBE NapGard
Gold
300 Joints
Petroleum / Salt Water Ballast Line
Bay of Campeche, Mexico Offshore Nitrogen Cantarell Project
48" & 42"
Global Offshore Mexico / Pemex
Copon Hycote 162HB
LIQUID
FBE Concrete
1,170 Joints
Salt Water
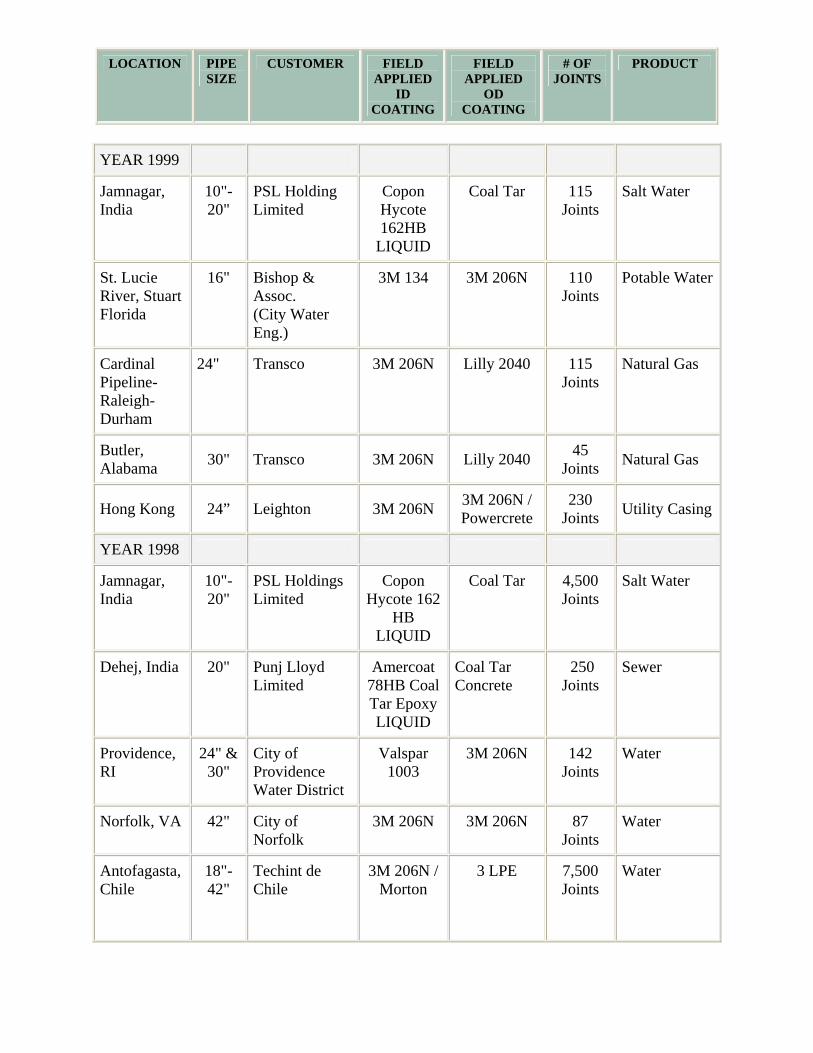
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
YEAR 1999
Jamnagar, India
10"- 20"
PSL Holding Limited
Copon Hycote 162HB
LIQUID
Coal Tar 115 Joints
Salt Water
St. Lucie River, Stuart Florida
16" Bishop & Assoc. (City Water Eng.)
3M.134 3M.206N 110 Joints
Potable Water
Cardinal Pipeline-Raleigh-Durham
24" Transco 3M.206N Lilly 2040 115 Joints
Natural Gas
Butler, Alabama 30" Transco 3M.206N Lilly 2040 45
Joints Natural Gas
Hong Kong 24” Leighton 3M 206N 3M 206N / Powercrete
230 Joints Utility Casing
YEAR 1998
Jamnagar, India
10"- 20"
PSL Holdings Limited
Copon Hycote 162
HB LIQUID
Coal Tar 4,500 Joints
Salt Water
Dehej, India 20" Punj Lloyd Limited
Amercoat 78HB Coal Tar Epoxy LIQUID
Coal Tar Concrete
.250 Joints
Sewer
Providence, RI
24" & 30"
City of Providence Water District
Valspar 1003
3M.206N 142 Joints
Water
Norfolk, VA 42" City of Norfolk
3M.206N 3M.206N 87 Joints
Water
Antofagasta, Chile
18"- 42"
Techint de Chile
3M.206N / Morton
3 LPE 7,500 Joints
Water
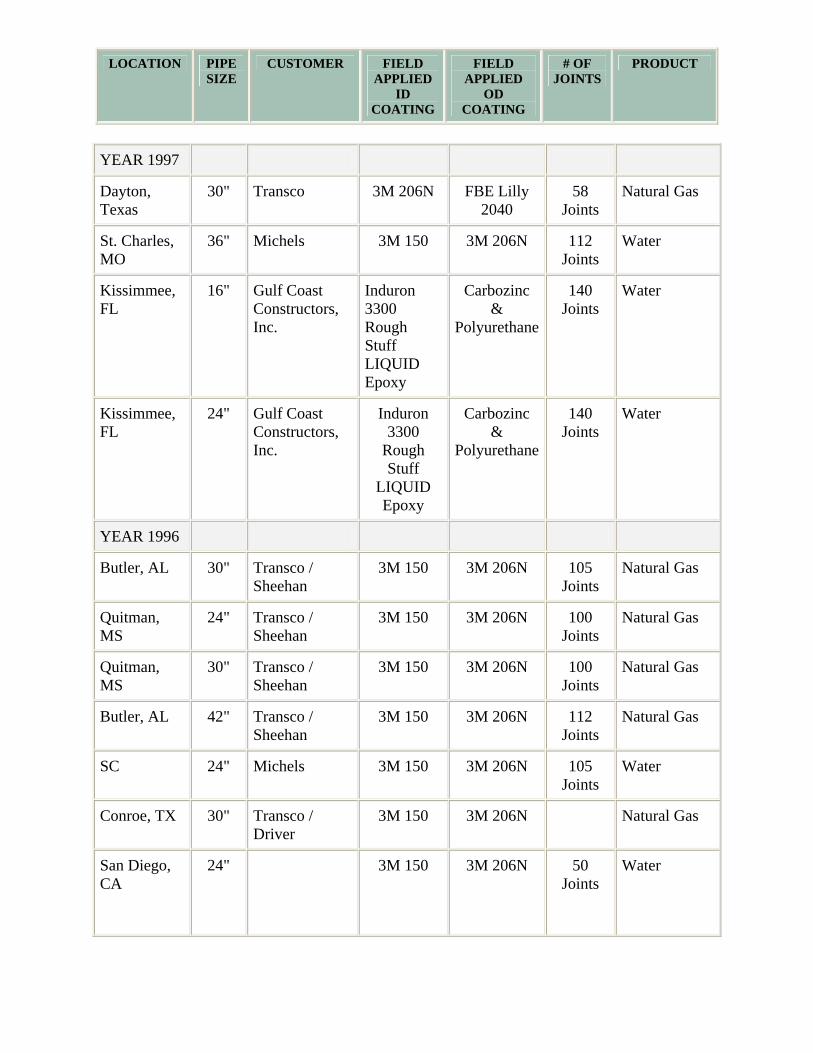
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
YEAR 1997
Dayton, Texas
30" Transco 3M.206N FBE Lilly 2040
58 Joints
Natural Gas
St. Charles, MO
36" Michels 3M.150 3M.206N 112 Joints
Water
Kissimmee, FL
16" Gulf Coast Constructors, Inc.
Induron 3300 Rough Stuff LIQUID Epoxy
Carbozinc &
Polyurethane
140 Joints
Water
Kissimmee, FL
24" Gulf Coast Constructors, Inc.
Induron 3300
Rough Stuff
LIQUID Epoxy
Carbozinc &
Polyurethane
140 Joints
Water
YEAR 1996
Butler, AL 30" Transco / Sheehan
3M.150 3M.206N 105 Joints
Natural Gas
Quitman, MS
24" Transco / Sheehan
3M.150 3M.206N 100 Joints
Natural Gas
Quitman, MS
30" Transco / Sheehan
3M.150 3M.206N 100 Joints
Natural Gas
Butler, AL 42" Transco / Sheehan
3M.150 3M.206N 112 Joints
Natural Gas
SC 24" Michels 3M.150 3M.206N 105 Joints
Water
Conroe, TX 30" Transco / Driver
3M.150 3M.206N Natural Gas
San Diego, CA
24" 3M.150 3M.206N 50 Joints
Water
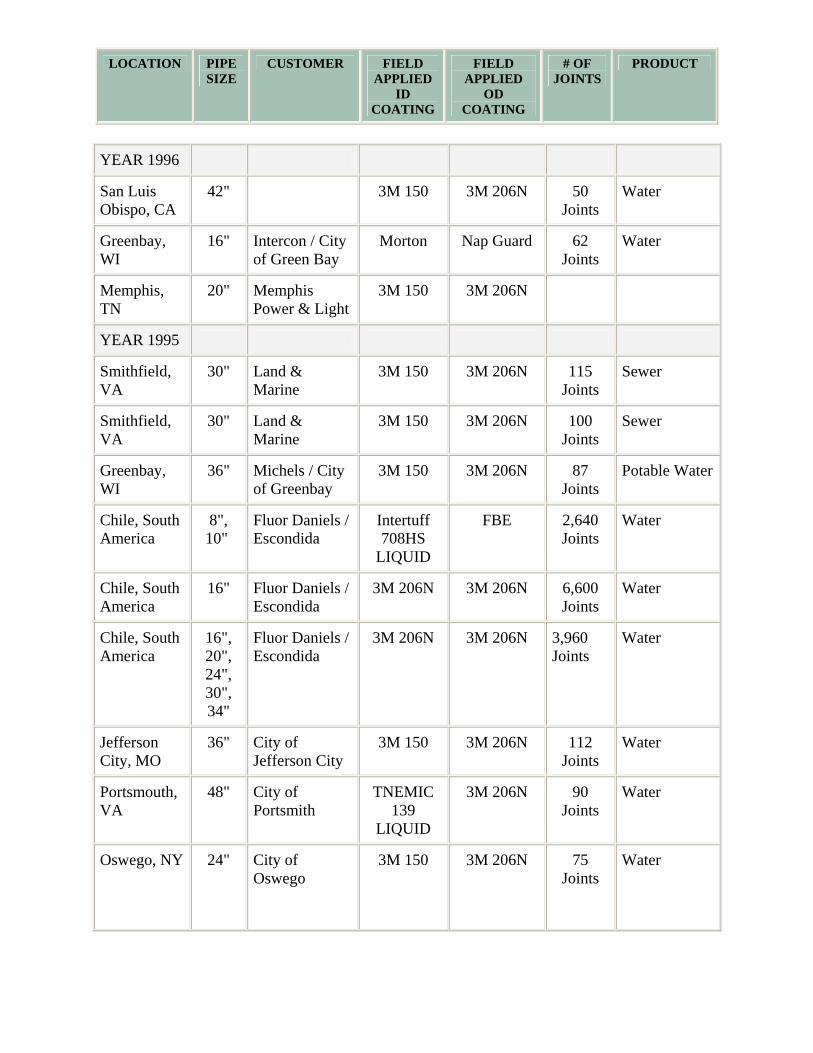
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
YEAR 1996
San Luis Obispo, CA
42" 3M.150 3M.206N 50 Joints
Water
Greenbay, WI
16" Intercon / City of Green Bay
Morton Nap Guard 62 Joints
Water
Memphis, TN
20" Memphis Power & Light
3M.150 3M.206N
YEAR 1995
Smithfield, VA
30" Land & Marine
3M.150 3M.206N 115 Joints
Sewer
Smithfield, VA
30" Land & Marine
3M.150 3M.206N 100 Joints
Sewer
Greenbay, WI
36" Michels / City of Greenbay
3M.150 3M.206N 87 Joints
Potable Water
Chile, South America
8", 10"
Fluor Daniels / Escondida
Intertuff 708HS
LIQUID
FBE 2,640 Joints
Water
Chile, South America
16" Fluor Daniels / Escondida
3M.206N 3M.206N 6,600 Joints
Water
Chile, South America
16", 20", 24", 30", 34"
Fluor Daniels / Escondida
3M.206N 3M.206N 3,960 Joints
Water
Jefferson City, MO
36" City of Jefferson City
3M.150 3M.206N 112 Joints
Water
Portsmouth, VA
48" City of Portsmith
TNEMIC 139
LIQUID
3M.206N 90 Joints
Water
Oswego, NY 24" City of Oswego
3M.150 3M.206N 75 Joints
Water
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
YEAR 1995
Oswego, NY 36" City of Oswego
3M.150 3M.206N 75 Joints
Water
Tomball, TX 12" Texaco 3M.134 3M.206N 50 Joints
YEAR 1994
Hackensack, NJ
30" City of Hackensack
3M.150 3M.206N 50 Joints
Water
Mt. Belvieu, TX
8" & 12"
PB-KBB- TOF-Enron
3M.134 Valspar 1003 LD
30 Joints
Brine Water
Newport News, VA
30" City of Newport News
3M.150 3M.206N 40 Joints
Potable Water
Tacoma, WA
30" City of Tacoma
3M.150 3M.206N 110 Joints
Water
Silsby, TX 30" Trancso / Gregory & Cook
3M.150 3M.206N 115 Joints
Natural Gas
St. Francisville, LA
36" Transco / Counties Corp.
3M.150 3M.206N 112 Joints
Natural Gas
St. Francisville, LA
36" Transco / Associated
3M.150 3M.206N 112 Joints
Natural Gas
Jupiter Island, FL
16" City of Jupiter Island
3M.150 3M.206N Potable Water
Smithfield, VA
24" Land & Marine
3M.150 3M.206N 100 Joints
Sewer
Smithfield, VA
30" Land & Marine
3M.150 3M.206N 100 Joints
Sewer
Smithfield, VA
36" Land & Marine
3M.150 3M.206N 107 Joints
Sewer
Criccieth, Wales
10" Welsh Water Coal Tar Epoxy
Corrocoat 50 Joints
Sewer
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
YEAR 1994
Shoreham, England
26" & 30"
Southern Water
. Cleaning Only
208 Joints
Water
Jupiter, FL 16" City of Jupiter 3M.150 3M.206N 71 Joints
Water
YEAR 1993
Norfolk, VA 48" City of Norfolk
Hi-Gard 311
3M.206N 62 Joints
Water
Ecuador 8" & 16"
Oxy Morton 10-8158
Morton 1,480 Joints
Hot 3 Phase Flow
Oswego, NY 36" City of Oswego
3M.150 3M.206N 50 Joints
Water
Starks, LA 30" Transco 3M.150 3M.206N 37 Joints
Natural Gas
Wales 16" B.P. Barry Coal Tar Epoxy
Corrocoat 50 Joints
Waste Water
YEAR 1992
Lake Charles, LA
16" Vista Chemical
Valspar 78D
Lilly 1500 25 Joints
Waste Water
Offshore California
12" Exxon 3M.206N 3M.206N 1, 458 Joints
Treated Water
Huntington, CA
12" & 18"
Orange County Sanitation
3M.134 3M.206N 497 Joints
Methane Gas
Lake Charles, LA
16" Vista Chemical
Valspar 78D
Lilly 1500 140 Joints
Waste Water
Edmonton, Canada
16" Esso Valspar 78D
Valspar D-1003
1,452 Joints
Water Injection
Alaska 16" Arco Carboline 368 WG
3M.206N 50 Joints
Hot 3 Phase Crude Oil
Alabama 30" Transco 3M.206N 3M.206N 100 Joints
Natural Gas
LOCATION PIPE SIZE
CUSTOMER FIELD APPLIED
ID COATING
FIELD APPLIED
OD COATING
# OF JOINTS
PRODUCT
YEAR 1992
Petulma, CA 18" City of Petulma
Kop-coat Lilly 50 Joints
Potable Water
Mt. Belvieu, TX
14" Tenneco Valspar 78D
3M.206N 75 Joints
Brine Water
YEAR 1991
St. Francisville, LA
36" Transco 3M.206N 3M.206N 125 Joints
Natural Gas
Orwell, England
12" Anglian Water Copon Hycote 162
Corrocoat 50 Joints
Potable Water
YEAR 1990
North Slope, AK
24" Arco Carboline 368 WG
Bare 125 Joints
Hot 3 Phase Crude Oil
North Slope, AK
24" Arco Carboline 368 WG
Bare 100 Joints
Hot 3 Phase Crude Oil
Neath, Wales
24" Welsh Water 3M.206N Corrocoat 25 Joints
Sewer
Hammond, TN
24" City of Hammond
Kop-coat 3M.206N 25 Joints
Potable Water
New York City, NY
24" City of New York
Valspar 78D
3M.206N 45 Joints
Potable Water
Norfolk, VA 20" City of Norfolk
Kop-coat 3M.206N 55 Joints
Potable Water
YEAR 1989
St. Louis, MO
16" City of St. Louis
Valspar 78D
3M.206N
Mt. Belvieu, TX
20" Texas Eastern Valspar 78D
3M.206N 187 Joints
Brine Water
The internal coating process has been commercially available since 1976. Additional job history information dating to 1976 is available upon request.
2007 18a Internal Job History PORTRAIT- Updated March 30 2007
CRTS, Inc. Specialist in Pipeline Internal Field Joint Coatings
1807 N. 170th E. Ave. Tulsa, OK 74116 U.S.A. Phone: 918-877-5210 Fax: 918-877-5211
Dedicated to the Coatings and Corrosion Control Industry www.coatingrobotics.com
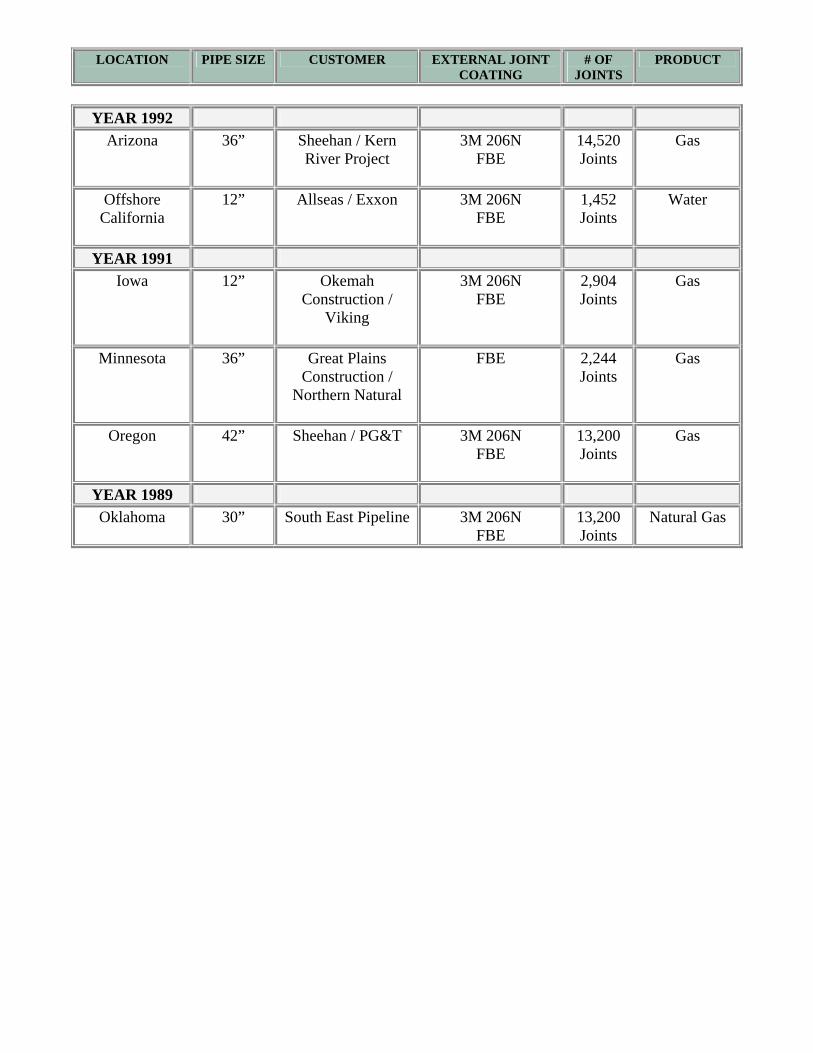
YEAR 1989 Oklahoma 30” South East Pipeline 3M 206N
FBE 13,200 Joints
Natural Gas
CRTS, Inc. Specialist in Pipeline Internal Field Joint Coatings
1807 N. 170th E. Ave. Tulsa, OK 74116 U.S.A. Phone: 918-877-5210 Fax: 918-877-5211
Dedicated to the Coatings and Corrosion Control Industry www.coatingrobotics.com
1
ABOUT CRTS, Inc.
I. THE COMPANY CRTS, Inc. was created to accommodate the spin-off of the Commercial Resins Technical Services (CRTS) Division to a group of the company’s management. Headquarters of the company are located on an industrial tract northeast of Tulsa, Oklahoma. Sales offices are located in Canada, the United Kingdom, Saudi Arabia, Bahrain and Kuwait.
The Commercial Resins Company was established in 1969 to service a growing pipeline industry. Commercial Resins pioneered the use of fusion-bonded epoxy (“FBE”) as a superior method of coating line pipe girth welds for protection against corrosion. CRTS continues to work on developing new, more effective methods of protecting steel from corrosion. The technologies, service and products developed by CRTS and its predecessor over the past three decades have been used to protect all types of pipelines, including natural gas, crude oil, potable water, sewer and salt water. In addition to line pipe, rebar coating plants developed by Commercial Resins Company since the mid 1970’s, have protected bridges, parking garages, water treatment plants, piers and homes around the world. CRTS holds exclusive use of the thirteen patents awarded by the United States and twenty patents awarded by other countries. Most of the significant patents pertain to the internal robotics used for the cleaning and application of coating products (FBE, Liquid Epoxies, Plural Component Liquids, etc.) on internal pipeline welds.
Technical Services
a. Field Services The company specializes in the application of corrosion coatings to field girth welds, both internally and externally. This group has coated over two million welds with its patented systems. Many technologies developed in previous years by CRTS, Inc. and its predecessor have now become the standard of the industry, such as induction heating generators and coils for use on pipeline construction sites and pioneered robotic internal field coating. Additional products and services are now being developed by CRTS, such as robotic inspection of internally coated field joints; this CRTS development allows real time close up video, coating thickness measurement and holiday detection of a coated internal field joint (patent pending). b. Engineering Services Many years of experience in pioneering, developing and operating equipment have made CRTS a respected leader in the manufacturing and supply of coating plants and technology for use by customers to epoxy coat pipe and rebar. The company has been able to benefit significantly from development work performed by its engineering service division for third parties. It has developed numerous new products designed and constructed by its engineering service division for third parties. c. Field Custom Coating Difficult field coating of fittings, bends, headers and a wide range of pieces require the right equipment and management style. CRTS has “been there and done that”. We are constantly testing materials for different service requirements and use of application. Many materials are compatible with field application but if they won’t hold up to the service what is the point.
2
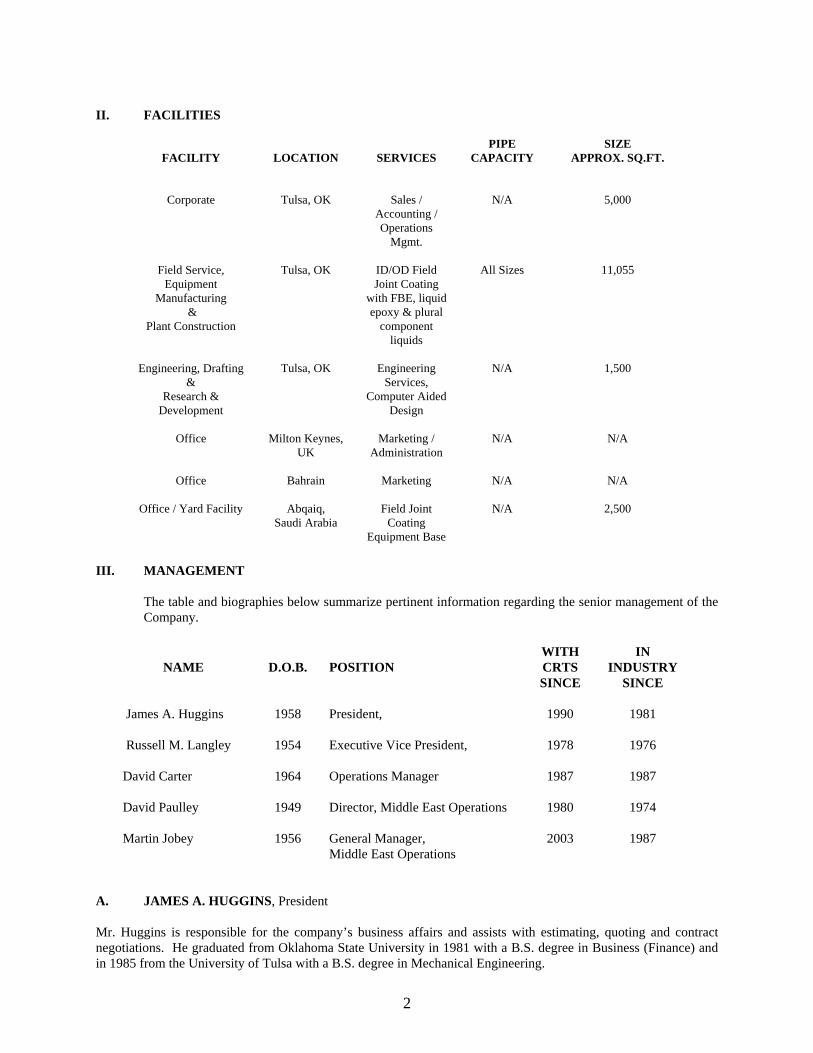
II. FACILITIES
FACILITY
LOCATION
SERVICES
PIPE CAPACITY
SIZE APPROX. SQ.FT.
Corporate Tulsa, OK Sales /
Accounting / Operations
Mgmt.
N/A 5,000
Field Service, Equipment
Manufacturing &
Plant Construction
Tulsa, OK ID/OD Field Joint Coating
with FBE, liquid epoxy & plural
component liquids
All Sizes 11,055
Engineering, Drafting &
Research & Development
Tulsa, OK Engineering Services,
Computer Aided Design
N/A 1,500
Office Milton Keynes, UK
Marketing / Administration
N/A N/A
Office
Bahrain Marketing N/A N/A
Office / Yard Facility Abqaiq, Saudi Arabia
Field Joint Coating
Equipment Base
N/A 2,500
III. MANAGEMENT
The table and biographies below summarize pertinent information regarding the senior management of the Company.
NAME
D.O.B.
POSITION WITH CRTS SINCE
IN INDUSTRY
SINCE
James A. Huggins 1958 President,
1990 1981
Russell M. Langley 1954 Executive Vice President,
1978 1976
David Carter 1964 Operations Manager
1987 1987
David Paulley 1949 Director, Middle East Operations
1980 1974
Martin Jobey 1956 General Manager, Middle East Operations
2003 1987
A. JAMES A. HUGGINS, President Mr. Huggins is responsible for the company’s business affairs and assists with estimating, quoting and contract negotiations. He graduated from Oklahoma State University in 1981 with a B.S. degree in Business (Finance) and in 1985 from the University of Tulsa with a B.S. degree in Mechanical Engineering.
3
He has worked for Texas Instruments, Inc. as an accountant and with several electric motor manufacturers as a Mechanical Design Engineer. He managed several business units and the accounting group of Commercial Resins Company from 1990 to 1993. He rejoined the firm in 1996 after several years in his own business and working part time consulting for Commercial Resins. In 2001 Mr. Huggins (former Executive Vice President of Commercial Resins) participated in the purchase of the Technical Services Division from Commercial Resins Company. B. RUSSELL LANGLEY, Executive Vice President Mr. Langley oversees field operations, new coating equipment design, development, manufacturing, operations, plant design, fabrication and installations. After receiving his BS degree in Mechanical Engineering from Oklahoma State University in 1976, Mr. Langley worked for 1-1/2 years in the mechanical design department of Continental Oil Company. He joined the Commercial Resins group in 1978 and has been exposed to all phases of its activities. In 2001 Mr. Langley (former Technical Services Vice President for Commercial Resins) participated in the purchase of the Division from Commercial Resins Company. C. JOHN DAVID CARTER, General Manager, Field Services Mr. Carter is a graduate of Oklahoma State University with a Bachelor of Science degree in Technical Education. Mr. Carter joined Commercial Resins Company in 1987. He has worked in both plant and field operations. He previously served as a Field Services Technician and Field Services Superintendent. In his present position as Operations Manager of Field Services, he oversees day-to-day operation of both internal and external coating projects. In 2001 Mr. Carter (former Technical Services General Manager for Commercial Resins) participated in the purchase of the Division from Commercial Resins Company. D. DAVID PAULLEY, Director, Middle East Operations Mr. Paulley is a resident of the U.K. He offices near London, England. Mr. Paulley joined Commercial Resins Company in 1980. His involvement has been primarily with the Technical Services, Field Division. Mr. Paulley has been a driving force in the development of robotic equipment used in the coating of interior girth weld areas for pipelines. In his present role as Director of Middle East Operations, he is well positioned to address the administration of projects in Europe and the Middle East from his office in England. In 2001 Mr. Paulley (former International Projects Manager for Commercial Resins) participated in the purchase of the Technical Services Division from Commercial Resins Company. . E. MARTIN JOBEY, General Manager, Middle East Operations Mr. Jobey spent many years in the field as a Field Service Technician and Overseas Specialist for Commercial Resins Company where he worked in field joint coating operations and coating plant commissioning. Mr. Jobey then spent seven years as Jotun’s Middle East Functional Coatings Manager. He moved to the US in 1999 as their Technical Sales Manger. He returned to Commercial Resins in 2001 as their Technical Manager and later Vice President of Operations. He accepted his current position with CRTS in 2003.
CRTS, Inc. Specialist in Pipeline Internal Field Joint Coatings
1807 N. 170th E. Ave. Tulsa, OK 74116 U.S.A. Phone: 918-877-5210 Fax: 918-877-5211
Dedicated to the Coatings and Corrosion Control Industry www.coatingrobotics.com
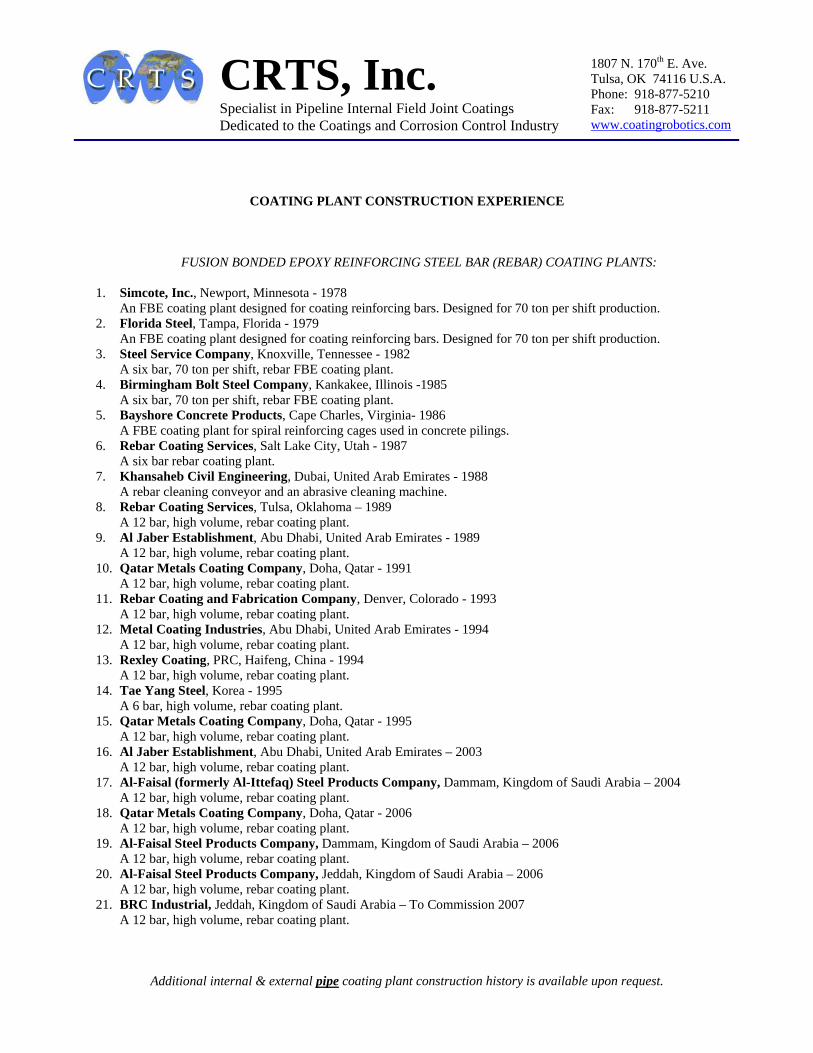
COATING PLANT CONSTRUCTION EXPERIENCE
FUSION BONDED EPOXY REINFORCING STEEL BAR (REBAR) COATING PLANTS:
1. Simcote, Inc., Newport, Minnesota - 1978
An FBE coating plant designed for coating reinforcing bars. Designed for 70 ton per shift production. 2. Florida Steel, Tampa, Florida - 1979
An FBE coating plant designed for coating reinforcing bars. Designed for 70 ton per shift production. 3. Steel Service Company, Knoxville, Tennessee - 1982
A six bar, 70 ton per shift, rebar FBE coating plant. 4. Birmingham Bolt Steel Company, Kankakee, Illinois -1985
A six bar, 70 ton per shift, rebar FBE coating plant. 5. Bayshore Concrete Products, Cape Charles, Virginia- 1986
A FBE coating plant for spiral reinforcing cages used in concrete pilings. 6. Rebar Coating Services, Salt Lake City, Utah - 1987
A six bar rebar coating plant. 7. Khansaheb Civil Engineering, Dubai, United Arab Emirates - 1988
A rebar cleaning conveyor and an abrasive cleaning machine. 8. Rebar Coating Services, Tulsa, Oklahoma – 1989
A 12 bar, high volume, rebar coating plant. 9. Al Jaber Establishment, Abu Dhabi, United Arab Emirates - 1989
A 12 bar, high volume, rebar coating plant. 10. Qatar Metals Coating Company, Doha, Qatar - 1991
A 12 bar, high volume, rebar coating plant. 11. Rebar Coating and Fabrication Company, Denver, Colorado - 1993
A 12 bar, high volume, rebar coating plant. 12. Metal Coating Industries, Abu Dhabi, United Arab Emirates - 1994
A 12 bar, high volume, rebar coating plant. 13. Rexley Coating, PRC, Haifeng, China - 1994
A 12 bar, high volume, rebar coating plant. 14. Tae Yang Steel, Korea - 1995
A 6 bar, high volume, rebar coating plant. 15. Qatar Metals Coating Company, Doha, Qatar - 1995
A 12 bar, high volume, rebar coating plant. 16. Al Jaber Establishment, Abu Dhabi, United Arab Emirates – 2003
A 12 bar, high volume, rebar coating plant. 17. Al-Faisal (formerly Al-Ittefaq) Steel Products Company, Dammam, Kingdom of Saudi Arabia – 2004
A 12 bar, high volume, rebar coating plant. 18. Qatar Metals Coating Company, Doha, Qatar - 2006
A 12 bar, high volume, rebar coating plant. 19. Al-Faisal Steel Products Company, Dammam, Kingdom of Saudi Arabia – 2006
A 12 bar, high volume, rebar coating plant. 20. Al-Faisal Steel Products Company, Jeddah, Kingdom of Saudi Arabia – 2006
A 12 bar, high volume, rebar coating plant. 21. BRC Industrial, Jeddah, Kingdom of Saudi Arabia – To Commission 2007
A 12 bar, high volume, rebar coating plant.
Additional internal & external pipe coating plant construction history is available upon request.