* GB784928 (A) Description: GB784928 (A) ? 1957-10-16 Rotary pump with sealed impeller hub Description of GB784928 (A) SW@, PATENT SPECIFICATION Inventor: WARREN DOBLE 784,928 Date of application and filing Complete Specification: Sept 28, 1956. No 297 17156. Complete Specification Published: Oct 16, 1957. Index at acceptance:-Class 110 ( 2), ALAX, A 2 (F: S: X). International Classification:-F Olc F 05 g. COMPLETE SPECIFICATION Rotary Pump with Sealed Impeller Hub We, J Assco PUMP COMPANY, a Corporation duly organised under the laws of the State of California, United States of America, of 2031 North Lincoln Street, Burbank, State of California, United States of America, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement:-
Transcript
* GB784928 (A)
Description: GB784928 (A) ? 1957-10-16
Rotary pump with sealed impeller hub
Description of GB784928 (A)
SW@, PATENT SPECIFICATION Inventor: WARREN DOBLE 784,928 Date of application and filing Complete Specification: Sept 28, 1956. No 297 17156. Complete Specification Published: Oct 16, 1957. Index at acceptance:-Class 110 ( 2), ALAX, A 2 (F: S: X). International Classification:-F Olc F 05 g. COMPLETE SPECIFICATION Rotary Pump with Sealed Impeller Hub We, J Assco PUMP COMPANY, a Corporation duly organised under the laws of the State of California, United States of America, of 2031 North Lincoln Street, Burbank, State of California, United States of America, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement:- The present invention relates in general to rotary pumps and, since it is particularly applicable to rotary pumps having impellers of rubber, or like materials, it will be considered in such connection herein for purposes of illustration. More particularly the invention relates to a rubber-impellered pump which includes a pump housing having an impeller chamber, a shaft having a projecting end extending inwardly into the impeller chamber, a cupshaped hub telescoped over and enclosing the projecting end of the shaft, an impeller bonded onto the hub and disposed in the impeller chamber, an inwardly struck dimple on the hub disposed in a recess in the shaft to transmit rotation of the shaft to the hub, and sealing means engaging the pump housing and the hub outwardly of the impeller chamber for providing a fluid-tight seal between the pump housing and the hub, the hub projecting outwardly beyond one end of
the impeller for this purpose. The foregoing construction provides a very simple means of mounting the impeller on the shaft and provides a relatively loose torque-transmitting connection between the impeller hub and the shaft so that the impeller and its hub can be removed readily for cleaning, replacement, or the like Since the hub encloses the end of the shaft which projects into the impeller chamber and since the sealing means mentioned engages the pump housing and the hub intermediate the ends of the hub, the pumped fluid, which may be corrosive, cannot come into engagement with the shaft to corrode the shaft and possibly cause the impeller hub to stick thereto so that it is difficult or impossible to remove, particularly where the shaft is a steel shaft 50 susceptible to rusting. Because of the foregoing, the impeller and hub are readily replaceable in a minimum of time and with simple tools, this being an important feature, particularly in marine in 55 stallations where satisfactory pump operation may be a life or death matter. It has been found that some corrosion of the shaft may take place within the hub, particularly in the corrosive atmospheric en 60 vironment found in marine applications of the invention Such shaft and/or hub corrosion occasionally makes the impeller diflicult to remove from the shaft, particularly in the case of a steel shaft, which is unde 65 sirable for the reasons mentioned. Considering how this corrosion of the shaft within the impeller hub may occur, despite the fact that the pumped fluid is prevented from coming in contact with the shaft 70 by the aforementioned sealing means between the hub and the pump housing, the impeller hub and the shaft rotate on -slightly different axes because of the side load imposed on the impeller by the discharge pres 75 sure of the pumped fluid and the flexing of the vanes as they engage the vaneflexing cam. Such rotation of the hub and the shaft about slightly spaced axes cannot be prevented without sacrificing the relatively loose 80 mounting of the hub on the shaft, which would be undesirable since it would make the impeller extremely difficult to remove and would make it impossible to remove without special tools and equipment Since 85 the hub and the shaft do rotate about slightly different axes, there is always a crescent-shaped space or clearance between the shaft and the hub, and the configuration of this space changes during each revolution 90 because some slippage between the hub and the shaft occurs This changing configuraCc 71 2 784,928 tion of the crescent-shaped space between the hub and shaft results in a pumping action so that air is pumped into and out of such space as the shaft and impeller hub are rotated Consequently, if the pump is operated in a corrosive atmosphere, such as the damp and salty atmosphere
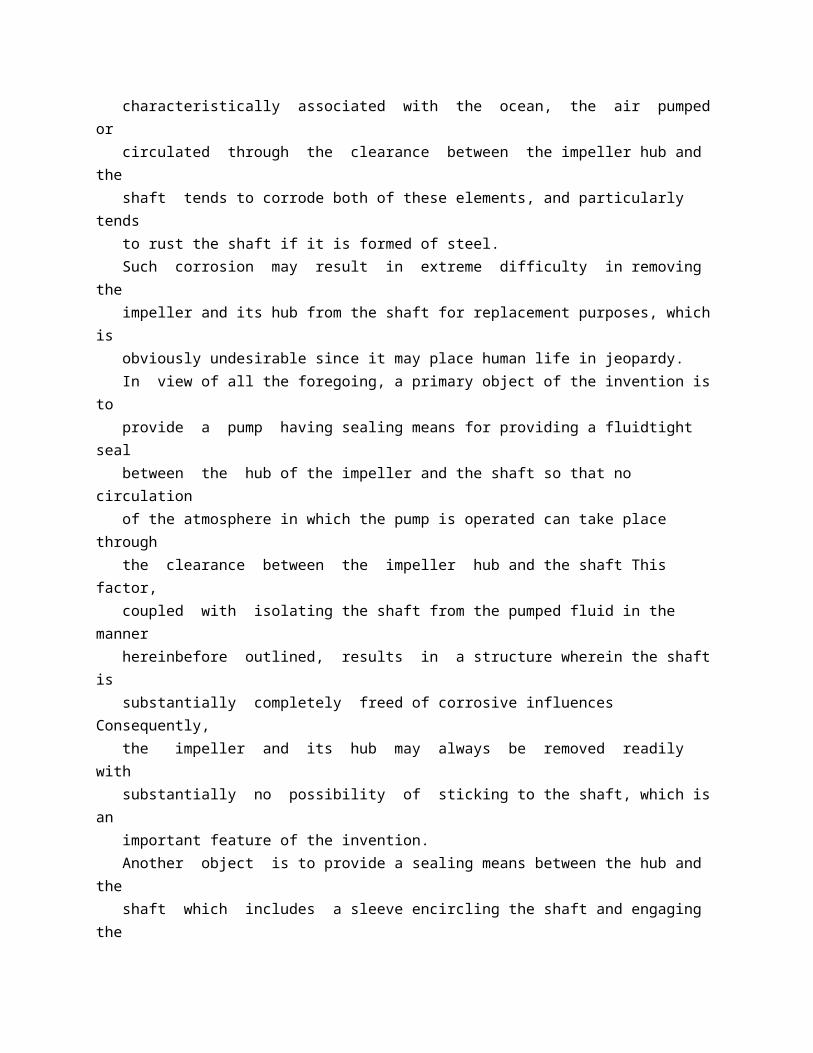
characteristically associated with the ocean, the air pumped or circulated through the clearance between the impeller hub and the shaft tends to corrode both of these elements, and particularly tends to rust the shaft if it is formed of steel. Such corrosion may result in extreme difficulty in removing the impeller and its hub from the shaft for replacement purposes, which is obviously undesirable since it may place human life in jeopardy. In view of all the foregoing, a primary object of the invention is to provide a pump having sealing means for providing a fluidtight seal between the hub of the impeller and the shaft so that no circulation of the atmosphere in which the pump is operated can take place through the clearance between the impeller hub and the shaft This factor, coupled with isolating the shaft from the pumped fluid in the manner hereinbefore outlined, results in a structure wherein the shaft is substantially completely freed of corrosive influences Consequently, the impeller and its hub may always be removed readily with substantially no possibility of sticking to the shaft, which is an important feature of the invention. Another object is to provide a sealing means between the hub and the shaft which includes a sleeve encircling the shaft and engaging the outer end of the hub, beyond the sealing means between the hub and the pump housing -A related object is to provide the hub with a convergent outer end engaged by the sealing sleeve to insure a fluid-tight seal Still another object is to provide resilient means encircling the sealing sleeve mentioned for biasing the sealing sleeve into fluid-tight engagement with both the convergent outer end of the hub and the shaft. Another object is to provide a bearing for go the shaft which is also engaged by the sealing sleeve, whereby the sealing sleeve performs the dual function of excluding air from the clearance between the hub and the shaft and from the bearing. The foregoing objects, advantages, features and results of the present invention, together with various other objects, advantages, features and results thereof which will be evident to those slcilled in the art in the light of this specification, may be attained with the exemplary embodiments of the invention which are illustrated in the accompanying drawing and which are described in detail hereinafter Referring to the draw61 ing: Fig 1 is a longitudinal sectional view of one embodiment of a pump of the invention; Fig 2 is an enlarged, fragmentary, sectional view duplicating a portion of Fig 1; 70 and Fig 3 is a fragmentary, sectional view similar to a portion of Fig 1 but illustrating another embodiment of a pump of the in. vention 75 Referring particularly to Figs 1 and 2 of the drawing, the
numeral 10 designates a pump housing which provides an impeller chamber 12 for an impeller 14 of rubber, or like material The impeller 14 includes vanes 80 16 adapted to be flexed by a cam 18 to produce the characteristic pumping action of pumps of this nature as the impeller is rotated. Aligned with the pump housing 10 is a 85 housing 20 for a bearing 22, the bearing housing being shown as connected to the pump housing 10 in the particular construction illustrated and as being provided with a mounting flange 24 for mounting the pump 90 The bearing 22 rotatably supports a shaft 26 having a projecting end 28 which extends into the impeller chamber 12 and is encircled by the impeller 14 Telescoped over the projecting end 28 of the shaft 26 is a 95 deep, cup-shaped, sheet metal sleeve which serves as a hub 30 of the impeller and which encloses the projecting end 28 of the shaft 26 The impeller 14 is bonded to the hub and the latter is provided with an in 100 wardly struck dimple or detent 32 disposed in a recess 34 in the shaft 26 This recess may either be a keyway, or a chordal recess providing a flat face engageable by the detent 32 Thus, torque is transmitted from 105 the shaft 26 to the impeller 14 by the torquetransmitting connection between the shaft and the hub 30 provided by the detent 32 in the recess 34, and by virtue of the fact that the impeller is bonded to the hub 110 The pump of the invention includes sealing means 36 engaging the pump housing 10 and the hub 30 outwardly of the impeller chamber 12 to prevent leakage from the impeller chamber, it being noted that the pump 115 housing 10 opens to the atmosphere outwardly of the sealing means 36 so that any leakage which does occur may escape With this construction, it will be apparent that none of the pumped fluid can come in con 120 tact with the shaft 26, being prevented from so doing by virtue of the fact that the hub projects beyond the impeller 14 and is sealed relative to the pump housing 10 by the sealing means 36 Also, since the seal 125 ing means 36 engages the hub 30, and not the shaft 26, the sealing means 36 cannot produce wear of the shaft. In order to prevent circulation of air from the surrounding atmosphere through the 130 784,928 purposes of illustration, it will be understood that various changes, modifications and substitutions may be incorporated in such embodiments without departing from the spirit of the invention as defined by the 70 claims allowed to us and appearing hereinafter.
* Sitemap * Accessibility * Legal notice * Terms of use
* Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB784929 (A)
Description: GB784929 (A) ? 1957-10-16
Closing doors for a bomb bay of an aircraft
Description of GB784929 (A)
PATENT SPECIFICATION Inventor: HENRY ROMAI Date of filing Complete Specificat, ffj V Application Date: Nov 22, 1954. Complete Specification Published: NE WATSON ion: July I, 1955. No 33681/54. Oct 16, 1957. Index at acceptance:-Class 4, B 1. International Classification:-B 64 c. COMPLETE SPECIFICATION Closing Doors for a Bomb Bay of an Aircraft AIRCRAFT LIMITED, a British Company, of Baginton, near Coventry, Warwickshire, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement: - This invention relates to an aircraft having a bay, for a bomb or other missiles, with an opening at the bottom which is closed by a pair of longitudinally-extending doors. The common practice of the present time is to swing the doors downwardly, about their remote edges, when the missile is to be discharged The main objects of the present invention, as compared with such downwardly swinging doors, are to reduce aerodynamic drag and buffetting, to reduce keel area and hence reduce stability changes on opening the doors, to reduce structural loads at high speeds, and to improve bomb loading facilities, enabling a minimum fuselage ground clearance to be used. According to the invention, the meeting edges of the doors are
supported, both fore and aft of the bay, by levers movable angularly to open the doors, whilst the remote edges of the doors are guided so as initially to move to a position just clear of the bay opening, and then to slide up the outside of the body skin, while the doors are being opened, In this way, aerodynamic drag is kept to a minimum. In the accompanying diagrammatic drawings, Figures 1 and 2 are similar views, respectively, with the doors for the missile bay closed and open, Figure 2 also showing a platform for the missile (as disclosed in the aforesaid specification) in the lowered position. In the construction shown, there are two generally similar actuating levers 11, 12 at each end of the bay, one for the port-side door 13 and one for the star-board side 14 The levers, of which only those at the far end of the bomb bay 16 appear in the drawings, are pivota mounted about horizontal axes 17, 17 on bulkheads or other parts of the aircraft frame Each is formed as a bell-crank having a long arm connected to the adjacent sealing edge 19 of one door, and a short arm 20 connected, with lost-motion as indicated at 21, to the movable element 22 of a jack 23 the casing of which is vertical and centrally disposed, and fast with the bulkhead or the like. The remote edges 25 of the doors 13, 14 are conveniently supported for movement between their ends as well as at their ends-e g. each at five places altogether. At each place of support the remote edge of a door carries a pin 27 adapted to ride in a cam slot 28 shaped so that the initial opening movement of the jacks will move the remote edge of the door just to the exterior of the body, whilst the main subsequent movement of the jacks will cause the remote edge of the door to climb up closely adjacent the skin 29 of the body When the doors are opened (Figure 2) substantially the whole of the bay opening is uncovered, and this permits the platform 31, as disclosed in the specification aforesaid, to be lowered to fill the door opening, the platform carrying the missile 33 against its under face. Obviously, the missile may take other forms than that shown.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB784930 (A)
Description: GB784930 (A) ? 1957-10-16
Bomb bays for aircraft
Description of GB784930 (A)
PATENT SPECIFICATION Inventors: RICOHARD DEAI and BRIAN JOHN GREREN 784,930 Date of filing Complete Specification: July 4, 1955. Application Date: Nov 22, 1954. Complete Specification Published: Oct 16, 1957. Index at acceptance:-Class 4, BI. International Classification:-B 64 c. CO'MPETE SPECIFICATION Bomb Bays for Aircraft We,;SIR W G ARMSTRONG 'WHITWORTH AIRCRAFT LIMITED, a British Company, of Baginton, near Coventry, Warwickshire, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement: - This invention relates to an aircraft having a bay, for a bomb or other missile in the interior of its body, with an opening along the underside which is normally closed by doors. One object of the invention is to lower the missile clear of the said opening (where the use of the missile is required) in a very convenient manner, so that the missile when released from the aircraft will not cause damage to the aircraft, and so that a missile with a sensory installation in its nose will have a clear view ' A further and more important object is to arrange for the said opening to be substantially closed when the missile is in its lowered position, thus reducing as much as possible the aerodynamic drag and the inaccuracies of bombing which result from buffetting at high speeds with an open bay. The invention is particularly designed for use with the invention disclosed in the specification accompanying our copending application No 33681/54 The invention includes a movable platform (adapted on its underside to support the missile in the interior of the bay) which can be lowered to a position in which the opening (normally closed by he doors) is substantially closed by the platform The platform is conveniently operated by at least one pair of jack-operated levers, on
each side of the platform, which are pivotally mounted on the aircraft frame at points substantially midway between the raised position of the platform and the lowered position By using similar bellcrank levers, on each side, with one long arm and one short annrm, and interconnecting the short arms, one jack will serve for actuating two or more of the levers in unison. It is important that the platform should be held firmly in the raised position This may be effected by means of stationary pins, extending from each side, which are engaged with rotatable catches, on the platform, spring-pressed to positions in which the catches will be freed from the stationary pins, the catches being held in locking positions by means of bolts slidable against a bias by triplevers to release the catches on the initial movement of the associated jack in a direction to lower the platform. In the accompanying drawings: Figures 1 and 2 are diagrammatic crosssections of an aircraft fuselage embodying the invention; the bomb platform being shown raised in Figure 1 and lowered in Figure 2; Figure 3 is a side elevation of the bomb platform shown raised in firm line and lowered in dot-dash line; and Figures 4 and 5 are enlarged sectional views of a detail of Figure 3, in the raised and lowered positions, respectively, of the platform. In the drawings, the bomb bay 11 has a single platform 12 in it supported, on each side of the bay 11, by means of four bellcrank levers 13 pivoted at 13 a (Figure 3) substantially midway between the raised and lowered position of the platform 12 The be 11crank levers 13 on each side are arranged in pairs having short arms 14 interconnected by a tie-rod 15 so that one jack 1 '6 will suffice for actuating each pair of levers 13, In the raised position of the platform 12, long arms 17 of the levers 13, extend across, the sides of the platform 12 to the upper edge thereof. Each long arm 17 is provided with a side thrust roller 18 to coact with the adjacent side of the aircraft frame in order to steady the platform 12, (if necessary) during lowering In the fully lowered' position the long arms 17 are arranged to engage supporting stops 19 suitably disposed on the sides. As stated, it is important that the platform No 33682/54. 12 should be firmly supported in its upper position For this purpose there is arranged, near the upper end of each long arm 17 of each bell-crank lever 13, a horizontal stationary pin 20 (Figures 3 to 5) extending inwardly from the side of the aircraft frame The pin is arranged to be engaged by an angularlymovable catch 21 (Figures 4 and 5) having a portion 22 engaging the upper part of the pin 20, the catch 21 being mounted on the upper side of the platform 12 The catch 21 pivoted at 23 a, is angularly biassed by a spring 23 to move to the
unlocking position, but is held in the locking position by means of a locking bolt 24 engaged with a,trip-lever 25 but biassed by a spring 26 in the locking direction The trip-lever 25 is pivotally mounted at 25 a on the platform 12 to 'be engaged by the adjacent end 27 of the jack 16 when the latter is initially operated, the jack 16 having a slot 16 a engaging the pivot 28 of the long arm 17 with sufficient lost-motion to admit of this The locking bolt of the other lever pair (i e, that which is not associated with the jack 16) may be operated by a tierod 29 extending from the locking boklt 24 associated with the jack-operated trip-lever 25. The catch 21 is angularly biassed only to turn a predetermined amount, and on release of the trip-lever 25 (by the end 2,7 of the jack 16) the locking bolt 24 returns against an abutment surface 30 of the catch 21 (Figure 5), ready to be shot fully home, when the platform 12 is again raised, by the engagement of the stationary pin with another part 31 of the catch 21 at an eccentric point thereof On the upper surface of the platform 12 is a cam 32 which engages the jack end 27, when it leaves the trip-lever 25, and eliminates the lost-motion. In Figure 1 the platform 12 is shown raised and supporting a bomb 33, the bomb compartment 11 being shown closed by doors 34 movable by levers 35 operable by jacks 36. Although only one pair of levers 35 and one jack 36 is shown it is preferable to have another jack and pair of levers at the other end of the compartment 11 The two jacks 36 are operable synchronously to move the doors 34 from the position shown in Figure 1 to the position shown in Figure 2, the doors 34 being supported on pins 37 running in guides 38. When the doors 34 are open the platform 12 can be lowered, as previously described, from the position of Figure 1 to that of Figure 2 so that the bomb compartment 11 is substantially closed at its lower end by the platform 12 thus preserving the continuous outline of the aircraft fuselage. Whilst reference is made above to a platform (in the singular), it should be understood that, for some types of missile, use may be made of two or more platforms adapted when both lowered to close the opening of the bay, the platforms being independent of one another.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB784931 (A)
Description: GB784931 (A)
No title available
Description of GB784931 (A) Translate this text into Tooltip
[75][(1)__Select language] Translate this text into
The EPO does not accept any responsibility for the accuracy of data and information originating from other authorities than the EPO; in particular, the EPO does not guarantee that they are complete, up-to-date or fit for specific purposes.
PATENT SPECIFICATION Inventors: KEN-ETH JACE BLACKLER WOLFE and JOHN 'BRADLEY BOUCHER 784,931 Date of filing Complete Specification (under Section 3 ( 3) of the Patents Act, 1949)July 29, 1953. Application Date April 29, 1952. Application Date March 16, 1953. Complete Specification Published Oct 23, 1957. No 10717/52. No 7149/53. Index at acceptance: -Class 83 ( 4), S( 2 G: 4). International Classification: -B 23 k. COMPLETE SPECIFICATION Improvements in or relating to Joining Ceramics to Metals W Ye, Til E Bl R MI Xci IAM SLMALL ARMS Co MPN,-, L Iur'r EJ, a Company incolporated under the Laws of Great Britain, of Armnoury Road, Small Heathl, Birmningham, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by whichll it is to be performed, to be particularly described in and by the following statement:_ This invention relates to assemblies of different materials and particularly concerns thle securing of ceramic materials to metals by soldering or brazing.
The invention has particular reference to the provision of ceramic cutting tips or portions on metal shanks in order to provide cutting tools analogous to the known cutting tools which are provided with tips or cuiting portions of tungsten and other carbides. According to one feature, this invention coml)rises a porcess for the securing of ceramic articles to mletals by)razing or soldering in which thle ceramic article is providel with a coating of cuprous oxide which is caused to adhere to the ceramic article by lheating at elevated temperatures in order to provide the ceramic article with a surface to which may be applied a b)razing or soldering alloy or a further coating suitable for the receptionll of a brazing or soldering allof. Tle cuprolus oxide coating may co Imprise a layer of cuprl)touts oxide or a layer of copper whlich is subsequently oxidised. Tlhe ceramic article is 1 preferablv of the known kind consistino essentially of aluiniiunm oxide and used to prov-ide the cutting portion of cutting tools. T'he cuprouls oxide coating layer is (c alised to adhlere to the ceramic by heatiun; at elevated temllperatures, for example 1 '(){)"-1400 C, (but preferably between 1:300 ' and 1:350 ' C,) and preferably in lPrice 3 s 6 d l vacuum or in an inert atlrosphere, for example, nitrogen. Any excess cuprous oxide coating layer may be removed mechanically and there may then be applied thereto the second coating layer, which is adapted to provide a surface suitable for brazing or solderingr and may conveniently be a silver col)per alloy, for example, one containing 2 to % silver The second coating may be applied by refiring the ceramic, with its layer of cuprous oxide, at similar temperatures employed for securing the layer of cuprous oxide. To form the adherent coating, a thin sheet or sheets of copper foil may be laid on the ceramic surface and on top thereof a sheet of copper or of silver-copper alloy, for example, one containing 2 % to 10 U%, silver The assembly may then be heated to cause oxidation of the copper, for example, in a furnace with a free supply of air at 50 01 C, for 15 to 30 minutes. The assembly comprising ceramic, oxidised foil and sheet of copper or of silv-er-copper alloy is then treated to cause the oxidised foil, copper or silver-copper to melt, for exa mple, by firing, at 1200 ' C, to l: JO' C, in an atmosphere of nitrogen or other inert gas until the coatings have nelted and spread uniformnly over the surface. For securing the coated ceramic as abov-e described, to a metal article a silver colpper brazing alloy, for example containing al)out 2 to 1,0 % silver, may be employed. Accordin' to a further feature of the invenlltion, ill p)lace of the
cuprous oxide coating referred to there may be emplloyed a nickel-bislmuth alloy, preferably one containing fronm 2 to 1)0 % of bismlutlh. Thlus, in carrying out the invention, in thle lproduction of cuttiihg tools, the ceranlic cuttinhg portion is first formed to the desired size and hape in known 78.,'J 31 rmanner It is tlhen provided with a coating layer or layers as above described, after Lwhichl it is brazed or soldered to the shank of the cutter.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB784932 (A)
Description: GB784932 (A) ? 1957-10-23
Improvements in or relating to machines for the manufacture of paper or likebags
Description of GB784932 (A) Translate this text into Tooltip
[75][(1)__Select language] Translate this text into
The EPO does not accept any responsibility for the accuracy of data and information originating from other authorities than the EPO; in particular, the EPO does not guarantee that they are complete, up-to-date or fit for specific purposes.
PATENT SPECIFICATION 3 ' 1 1 784,932 Date of Application and filing Complete Specification: Jan 8, 1953. Application made in France on Jan 10, 1952. Application made in France on Dec 29, 1952.
Complete Specification Published: Oct 23, 1957. No 582153. Index at acceptance:-Class 94 ( 2), D 1 By D 4 (C:H:l:L). International Classification:-B 31 b. COMPLETE SPECIFICATION Improvements in or relating to Machines for the Manufacture of Paper or like Bags I, Louis ALAIN PELLETER, a Citizen of the Republic of France, and residing at 9, rue Hoche, Levallois-Perret, Seine, France, do hereby declare the invention, for which I pray that a patent may be granted to me, and the method by which it is to be performed, to be particularly described in and by the following statement:- In machines at present in use for the manufacture of paper bags, a strip of paper is shaped so that its lateral edges overlap to enable them to, be glued together so as to provide a continuous tube which is subsequently cut to the desired length by a knife driven in synchronism with the elements used for feeding the paper strip and the continuous tube. The tubular bag sections thus formed are then seized by sets of clutches which bring them in contact with bag-bottom shaping members which must work very rapidly in view of the relatively small dimensions of the bottom of' the bhag W/th respect to te total length of each of the bag sections which are moved longitudinally This arrangement of the bag sections-offers numerous drawbacks. In particular, since the feeding speed of the bag sections must be constant, the time allowed for operation of the bottom shaping members is only a small fraction of the time of passage of the bag sections past any given point to which must be added the time of passage of the interval separating two consecutive bag sections This type of construction, therefore, compels the shaping elements to act with a great rapidity which produces shocks on the mechanism and numerous faults in the bags. Such machines also have the drawback that, when a bag becomes faulty during manufaoture, a failure of the machine is caused, requiring its stoppage, and a relatively long 'time its Inecessary for starting again in' normal operation. Another drawback is that such machines lPrice 3/6 l generally produce a considerable proportion of defective bags which have to be rejected, which increases the cost of the sound bags produced The resultant paper loss is considerable in a machine normally manufactur 50 ing several thousand bags an hour. The present invention obviates these drawbacks by creating a continuous rotary machine for the manufacture of paper bags and the like 55 According to the invention, a machine for the manufacture of paper or like bags is provided, in which a flattened tubular bag
section is gripped by opposing clutch elements or grippers mounted in a rotatable member, 60 in, such manner that one end of the bag section projects from the periphery of the rotaable member, and having a plurality of means to form the bottom of the bag in the projecting end of the bag section during con 65 tinuous rotation of the rotatable member, and in which the clutch elements or Drippers co-operate with suction means which, when the elements or grippers: are opened, open the flattened tubular bag section and retain the 70 bag section in position between the elements or grippers. Numerous other features of the machine according to the invention will be apparent from the following 'detailed description 75 A preferred embodiment of the invention is shown, by way of non' limitative example, in the accompanying drawings of which:Figure 1 is a diagrammatic side elevation of part of the rotary machine of the inven 80 tion. Figure 2 is a diagrammatic side eleyation, to a larger scale of a portion of Figure 1. -Figure 3 is a longitudinal 'Ievati 6 ni of a possible fforn:of em'bodient of one element 85 of the machine represented in the above figures. Figure 4 is a longitudinal sectional elevation similar to Figure 1, showing the assembly of the machine 90 784,932 Figure 4 A is a sectional elevation; to a linear speed than the cylinders 6, 7 so as to larger scale, of a portion of Figure 4 space the cut sections from one another, and Figure' 5 is a partial diagrammatic devel to feed the bag sections to cylinders 10. oped plane to a larger scale corresponding The co-operating cylinders 10 feed the bag to Figure 4 sections into radial recesses provided in a 70 Figure 6 is a section, to larger scale, taken drum 1,whichdrumconveys the bag sections substantially along the line 6-6 of Figure 4 to shaping members hereinafter described. Figure 7 is a partial elevation, to a larger As shown in Figure 2, the drum 11 comscale, and partly blown, taken substantially prises a number of clutches 12. along line 7-7 of Figure 6 Each clutch-12 comprises co-operating jaw 75 Figure 8 is a diagrammatic partial section, elements which are pivotally mounted at their to a larger scale, taken substantially along inner ends on transverse axles 13 and 14, line 8-8 of Figure 6 about which they are partially rotated in Figure 9 is a partial plane taken substan succession, during rotation of the drum 11, tially along line 9-9 of Figure 8 as hereinafter described 80 Figure 10 is a diagrammatic partial plane Lever arms 15, 16 are associated with the taken substantially along line 10-10 of inner ends of the jaws of the clutches 12 and j-i Figure 8 are mounted at one end on the axles 13,
14 Figure 11 is a partial plane taken from respectively At their other ends arms 15, 16 above, to a larger scale, taken substantially carry rollers which roll over cams 17, 18 pro 85 along line 11-11 of Figure 4 vided with a number of bosses which cause Figure 12 is a section taken along line pivoting of the co-operating elements of the 12-12 of Figure 11 clutches in one or the other direction to Figure 13 is a section similar to Figure cause their opening or their closing. 12 but taken along line 13-13 of Figure 11 The bag sections which are engaged and 90 Figure 14 is a partial section, to a larger fed forwardly by cylinders 10 are pushed scale, taken along line 14-14 of Figure 4 by the device 19 (Figure 1), which is desFigure 15 is a partial plane substantially cribed in detail hereinafter, into the clutches along line 15-15 of Figure 14 12 the co-operating jaw elements of which Figure 16 is a section along line 16-16 are moved aside, then brought closer as soon 95 of Figure 14 as the bag section is inserted. Figure 17 is a diagrammatic partial ele The stop 20 makes it possible to adjust vation, to a larger scale, of part of Figure 4 the depth of insertion of the bag sections, Figure 18 is a diagrammatic partial ele so that the ends of the latter protrude beyond vation similar to Figure 17 illustrating a the periphery of the drum 11 to be gradually 100 characteristic position of various members folded so as to constitute the bottom of the Figure 19 is a perspective of a paper bag bag. showing the successive stages of shaping of Figure 3 shows in plan a preferred emthe bottom bodiment of one of the co-operating jaw Figure 20 is a section taken along line elements of the clutches 12 This element, 105 20-20 of Figure 19 designated by reference numeral 21, is cut Figure 21 is a partial side elevation of a away for part of its length, so as to provide bag open and -finished a slot 22 in which is engaged the stop 20 Figure 22 is a side elevation similar to used for adjusting the depth of insertion into Figure 21 the bag being flattened and its the clutches of the bag sections 110 bottom slightly unfolded so as to show the When the bag bottom is completely finvarious folds ished, i e, when the drum 11 has rotated The paper strip is shaped longitudinally through 360 , the bag is seized by a second so as to form a tube (Figure 1) by the paper drum 23 (Figure 1) rotating faster than the strip 1 being pulled over a shaping member drum 11 and fed to a drum 24 which feeds 115 2 by co-operating driving cylinders 3 it to storing bracket 25. The -shaping apparatus may, according to Figure 4 -shows in greater detail the the type of bag-or the like to be manufac machine shown in Figures 1 to 3 but illustured, fold the paper strip so as to form trates an alternative arrangement for feeding either a plain tube, or
a tube provided with the bag sections to the clutch drum 11 120 lateral folds or bellows 26 designates the feed rollers for the cut-off 4 designates -a rotary knife-bearing tubular sections The rollers support endless cylinder -which co-operates with-a rotary strips or bands 27. counter-plate-5 to cut into bag sections the The following description with reference tubular element formed by the shaping appa to Figure 4 relates to the formation of the 125 ratus 2 bottom of so called bellows type bags, i e, a 6 and 7 are two addition driving cylinders bag such as that shown in Figures 19 to 22 in causing -the continued movement of the which two lateral bellows 28 and 29 are tubular bag sections so as to bring them formed. between cylinders 8, 9 which have a higher 30 and 31 (Figure 20) designate the sides 130 784,932 of the tube formed. A device, not shown, is arranged ahead of the endless conveyor strips or bands 27 and operates to cut the paper tube formed from a strip into bag sections or elements. The endless strip or band 27 moves at a linear speed slightly higher than the linear speed of the continuous tube so that the bag sections are separated from one another l 0 by a certain time interval. 32, 33 (Figure 4) designate rollers on which a second arrangement of endless strips or bands 34 are stretched so as to co-operate with the endless band 27 to bring the bag sections to the receiving members of the bottom-forming device The roller 32 has an axle adjustable in astud hole 35 for allowing enigagement of bag sections of various lengths. As shown in Figures 4 and 6 to 8, the bag section receiving members of the machine comprise clutches with jaws 36, 37, which, according to the embodiment now described are ten in number. Each of the clutch jaws 36, 37 comprises, as shown in Figure 6 two distinct elements 36, 36 a and 37; 37 a separated from one another by a space 38 of constant length, The elements 37, 37 a of the clutches are supported, at their innermost ends on axles 39, about which they can pivot. The axles 39 are mounted in parts 40 which-are secured such as by bolts to the periphery of a hub 41 offering a cylindrical shape and a median annular groove 42 located in line with the space 38 which separates the elements comprising the jaws of the clutches. The elements 36, 36 a, which co-operate with the elements 37, 37 a, are articulated at their feet or innermost ends about axles 43 which are also carried by the parts 40 descrlbed above. The two'elements 37, 37 a of each clutch assembly are associated and may be integral wifh lever arms 44 at the free ends of which are mnounted, about axles 45 (Figure 7)' rollers 46 which roll over the
cam contour'47. The clutch elements 36, 36 a, are provided in the same manner with lever arms 48, supporting at their ends, by means of axles 49, rollers 50 which roll over the cam contour 51. The cam contour 47 (Figure 7) is provided by the two oppositely disposed annular grooves 52 (Figure 6) formed near the periphery of two discs 53 and 54 which are keyed, such as by splines, on sleeves 55 and 56 respectively. The width of the groove 52 -is calculated so that it slightly exceeds the diameter of the rollers 46 which move in the groove without substantial friction. The cam contour 51 is made substantially in the same manner, the rollers 50 rolling on one side of annular grooves 57 ' (Figure 6) also 'formed' in the discs 53, 54 but of lesser diameter than the groove 52 To ensure that the rollers 50 constantly follow the contour of cam 51, springs 58, operating in compression, urge each element 36 in the appropriate 70 direction. As shown in Figure 7, the springs 58 are anchored on rods 59 one end of each of which is secured rigidly to parts 61 which support them The jaw elements of the 75 clutches are shaped as shown in Figure 7, so that their outermost ends 62 are bent along the generatrix of a cylinder of revolution. The outermost surface of the ends 62 of the clutch elements 36, 36 a, 37, 37 a, are 80 covered with shoes 63 of a resilient material such as rubber, which may be secured in position such as by crimping, bolting, etc. The hub 41 for supporting the clutch elements 36, 36 a, 37, 37 a, is keyed, as shown in 85 Figure 6, on a shaft 64, at one end of which a pinion 65 is keyed, the pinion serving to drive the shaft and, consequently, the hub 41 and the clutches. Sleeves 55, 56, to which discs 53, 54 are 90 respectively keyed, are freely mounted for rotation on the shaft 64 and are provided with bearings 66. The sleeves 55, 56, are provided with collars 67, 68 which are secured to side plates 9569 and 70 (Figure 6) forming the framework of the machine These side plates are cross stayed by bars, 71 which serve to maintain the parallel spaced relation of the plates. 72 and 73 designate threaded socketswhich 100 are screwed in correspondingly threaded portions 74 of the sleeves 55, 56 respectively. The sockets' 72 and 73 support, respectively, plates 75, 76 keyed thereon, and annular flanges 77, 78, which they carry 105 through the medium of ball bearings 79, thus allowing the flanges to rotate freely.
The plates 75 and 76 ' are provided with peripheral teeth 80 gearing with the teeth of pinions 81, 82, which are keyed on a shaft 110 83 and which may be controlled as by means. of a flywheel 84 The annular flanges 77, 78 carry, at their periphery, fingers 85 ' (Figures' 6 and 8) for guiding and for supporting parts 86 (Figures 115 6, 8, 9 and 10) The latter parts each contain recesses in which are housed rollers 87 which roll on the identical contours of cams 88 and 89 which are secured to the periphery of annular crowns 90, 91 The crowns 90, 91 120 are mounted, by means, of ball bearings 92, on an annular shoulder 93 (Figure 6) formed in each of the plates 75, 76. 94-designates lugs which are secured radially to the crowns 90, 91 ', and are provided at 125 their free' ends with sleeves 95 which are engaged on one of the bars 71 cross staying the'side plates, 69, 70 The' lugs 94 are provided to prevent the crowns 90 and 91 from 'turning so that the 130 4 784,932 cams 88, 89 they support remain relatively stationary when the clutch-formed drum is rotating. 96, 97 designate two additional annular cams secured respectively on the inner face of each of the crowns 90, 91 These cams serve as tracks for rollers 98 mounted on axles 99 associated with slide blocks 100 which are guided in slides 101 secured in radial directions on the outer face of each of the discs 77, 78. As shown in, particular in Figures 6 and 8, the rollers 98 are constantly held against the contour of the cams 96, 97 by means of springs 102 interposed between the roller axles and the cylindrical portion of the annular flanges 77, 78. The slide blocks 100 support at their outer ends arms 103 to which are articulated, by means such as ball and socket joints, the feet of connecting rods 104, 105 The heads of the connecting rods are articulated, by means such as ball and socket joints 106 to flanges 107 (Figure 8) on the outer surface of which are secured parts 108 having substantially the shape of wedges The lfatter parts are articulated about axles 109 arranged concurrently in the outermost portion of parts 86 which support the rollers 87 in such a manner that the wedge-shaped parts 108, are disposed tangentially to the clutch elements 36, 37, With their points 108 a (Figure 9) in contact with each other. designates springs which are respectively secured by one end to the annular flanges 77, 78 so that their free ends push the parts 86 mounted on the fingers 85 so as always to keep the rollers 87 in contact with the contour of cams 88, 89. Since the flanges 77, 78 must rotate at the same time as the clutch elements when the machine is in operation, but since these, flanges must also be capable of being displaced transversally with respect to
said clutch elements according to the width of the bag to be manufactured, they are connected to the parts 61 (Figure 7) by pins 111 which pass completely through the flanges 77, 78 (Figure 6) Thus, when the control shaft 64 is rotated the hub 41 is also rotated together with the clutch elements 36, 36 a, and 37, 37 a, and the parts 61 The latter parts thus rotate the flanges 77 and 78, on bearings 79, with respect to the sockets 72, 73 Rotation of the flanges 77, 78 causes the rollers 87 to roll over the cams 88, 8-9, and the rollers 98 to roll over the cams 96, 97. The various bosses of the cams 88 and 89 cause the transverse displacement of the parts 86 (Figure 8), and consequently of the parts 108, the position of which varies with respect to the position of the various clutch jaw elements which have no transverse motion. Te -bosses oii cams 96 and 97 cause the rollers 98 to move to and from the axis of the clutch drum, which movement is imparted to the slide blocks 100, so that the connecting rods 104, 105 they control cause the parts 108 to pivot about their axles 109 The 70 parts 108 are therefore rotated about the shaft 64, and may simultaneously pivot about transverse axes, and follow a transverse course with respect to the direction of rotation of the clutch elements 75 The function of the wedge shaped parts 108 is explained later herein, but it will be necessary for the position of these parts to be variable with respect to the clutch elements according to the width of the bags 80 to be manufactured This adjustment is obtained by operation of the flywheel 84 to rotate the pinions 82, which through their teeth 80, rotate the plates 75 and 76 The latter being keyed on the sockets 72, 73, thus 85 cause the sockets to follow the threads 74 of the sleeves 55, 56, which threads are in opposite pitch, so that the plates, according to the direction of rotation of the pinions 81 and 82, are moved towards or away from 90 each other These movements are transmitted to the crowns 90, 91 carried by the plates 75, 76 and to the flanges 77, 78 carried by the sockets 72, 73 which are free to move by reason of the sliding engagement 95 of plates 77, 78 with respect to the pins 111. The cams 88, 89 carried by the crowns 90, 9,1 are similarly displaced, together with the rollers 87, which thus varies the position of the wedge shaped parts 108 with respect to 100 the clutch elements 36, 36 a, 37, 37 a, which have remained motionless since they are carried by the hub 41. During rotation of the plates 75 and 76, the crowns 90 and 91 do not rotate since 105 they are held by their feet 94, the sleeves of which are engaged on the cross-stay 71. Consequently, the setting of the cams 88, 89, and 96, 97, with respect to the rollers 87, 98 respectively, is not affected; 11 G) As shown in Figure 6, the sleeve 56, which is opposite that located near the
driving pinion 65, is bored to provide two longitudinal channels 112, 112 a which communicate, through a rotating joint, with channels 115 113 bored in the hub 41 Said channels conmmunicate with two channels 114, 115 bored radially in the hub, so that they open at the bottom of the groove 42. End pieces, not shown, connect the chan 120 nels 114, 115 with flexible pipes 116, 117 which, at their other ends, connect to elements 118, 119 arranged in each of the clutch elements so that the lip of the cup elements m/ake conitact with:thd'&ides of the 125 bag sections which are inserted between the clutch elements as previously described. The channel 112 is connected to a suction pump, and the channel 112 a to a blower. Reference to Figures 4 and 5, will show 130, 784,932 784,932 that for the position marked I, the clutch elements 37, 37 a have pivoted about their axle 39 through the roller 46 rolling on a boss of cam 47 In position I, these clutch elements move closer to the clutch elements 36, 36 a which have remained angularly stationary, since their rollers 50 were then rolling on a cylindrical portion of the cam 51 (Figure 4) To facilitate an understanding of the invention, the following description refers only to the peripheral linear speed of the various elements of the machine in operation, a being the peripheral speed of the clutch elements This speed determines, during the unit time, a displacement equal to the space separating two consecutive clutch assemblies. These conditions require that the endless strips or bands 27, 34 must move at a speed substantially close to 2 a in order to feed the bag sections at position I, between the clutch elements 36, 36 a, and 37, 37 a 120 designates a stop formed by the bent end of an arm 121 supported by an internally threaded sleeve 122 which is adjustably secured on a threaded rod 123 By rotating the rod 123 the position of the stop 120 may be adjusted as necessary to position it as desired with respect to the space separating the opposing jaws or elements of the clutches. The positions of the stop 120, and the roller 32, which is movable in the stud hole 35, are adjustable according to the length of the bags being manufactured so that the end of the bag section 124 may not contact the stop 120 until the other end of the bag section is disengaged from the endless bands 27 and 34. As shown in Figure 5, position (l, the oppositely disposed pairs of wedge parts 108 are moved apart to allow the entry of the bag section This position corresponds to a depression in the contour of the cams 88, 89. In that position, the cams 96, 97, which control the pivoting movement
of the wedges 108 fare circular, so that the wedges are located in a plane which is tangent at the point of contact of the wedges with the drum periphery. In position Ia, the clutch elements 36, 36 a, 37, 37 a, clamp the bag section 124 so that one end protrudes outside the clutch In that position, the cams 96 and 97 offer a boss which causes the wedges 108 to pivot outwardly to a position in which the plane they define is directed substantially along radii of the drum formed by the clutches. The pairs of wedges do not otherwise change position during this outward pivotal movement. When the drum has advanced at a speed a during a unit time, ithe clutches which were previously in position I reach the position II In, that position, a boss on the cam 47 causes the pivoting of the clutch elements 37, 37 a away from the clutch elements 36, 36 a Simultaneously with this movement of the clutch elements, the channel 112, connected with the suction pump (Figure 6), is 70 connected to the channels 114, 115 which are in turn connected through pipes 116, 117 with the cup elements 118, 119 of the clutch elements under description. The result of these movements is that the 75 sides 30 and 31 of the bag section' are sucked apart, so that the bag section is partially open, as shown in Figures 4 and 5. Simultaneously, the rollers 87 which control the transverse movement of the wedges 108, 80 climb inclines 125 of the cams 88, 89 so that the points 108 a of the wedges press against the lateral folds 28, 29 (Figures 19-22) in the bag section'. During rotation of the clutch drum to 85 move the clutch elementsunderdescription to position Ilea, the parts 108 are gradually returned due to the contour of the cams 96, 97, to the positions they occupied in position I, i e, the plane they define coincides 90 with the tangent plane of the clutch drum periphery in which they were located in position I The opposing clutch jaws or elements have previously moved closer to each other so as again to clamp the bag section 95 These two combined actions have the effect of defining in the bag section the location of creases 126, 127 (Figures 5, 19, 21 and 22), and consequently the creases 128, 129, as well as the creases 130 100 As shown in Figures 4 and 5, when the bag section 124 is brought to the position Iha, the bottom of the bag section protruding beyond the periphery of the clutch drum is brought between two converging guides 131, 105 132 which are secured as by means of sleeves 133 to one of the cross-stay bars 71. The guides 131, 132 have a radius of curvature slightly larger than that of the drum so that at the end near position Ha a rela 110 tively large space separates the guides from the drum while at their other
ends, they are almost tangent to the drum. Continued rotation of the clutch drum brings the bag section 124 to position HI, in 115 which the bag section is subjected to the action of the device shown in Figures 11 to 16, the function' of which is to open the projecting end of the bag section so that it is offered in a suitable condition to the next 120 following bag-forming element. The device illustrated in Figures 11 to 16 comprises a hub 134 keyed at the end 135 of a shaft 136 carrying at its other end a driving pinion 137 125 The shaft 136 (Figure 14) is formed with an integral collar by which it is supported in ball bearings 138 arranged in the bore of a fixed sleeve 139, which may be secured as by bolts 140 to the lateral flange 70 130 784,932 The hub 134, which is driven in rotation at the same time as the shaft 136, is provided at each end with annular rims 141 supporting axles 142, which, in the example shown, are three in number equally spaced apart around the rims. The axles 142 are held in, bearings formed in the annular rims 141 by parts 143 offering, at their periphery, bosses 144, which, as subsequently explained, act as cams. Screws or pins 145 secure the parts 143 against rotation with respect to the axles 142. 146 and 147 designate two sleeves which are freely mounted on each of the axles 142, said sleeves being held apart by springs 148, which bear against inner shoulders formed in the sleeves so that fingers 149, associated with collars 150, formed or secured on one of the ends of said sleeves, bear against the part 143. Each of the sleeves 146 and 147 supports parts 151 and 152 (Figure 12) which are clamped thereon by means of bolts 153. The parts 152 carry at each end, a guiding finger 154 which bear, at their free ends, against the rounded portions 134 a of the hub 134, thus securing the sleeves 146, 147, against rotation about the axles 142 which are revolved with the hub 134. The parts 151 (Figure 12) are each provided with a flange 155 on which is fixed, by a bolt 156, the supporting yoke of a lug 157 These lugs, as shown particularly in Figures 11 and 14, have their ends 157 a bent and co-operate with the ends, also bent, of the plates 158 to hold shoes 159, which are preferably made of rubber, or any other material possessing the required qualities of strength and elasticity. Theprotrudingends 142 a (Figure 14) of the axles 142 carry, keyed on them, crank members 160 (Figures 11, 13) which are tightened about the axles 142 by bolts 161 These crank members support, by axles 162, rollers 163 which roll on the periphery of the cam 164 secured by means of bolts 165 to a ring 166 secured, by any suitable means, to the cylindrical sleeve 139. The free ends of the crank members 160, are shaped so as to provide
cradles in which are engaged ball and socket joints 167 formed at the head of the rods 168, the other end of which is slidably engaged in the head 169 of retaining pivots 170 carried by the annular crown 141. Springs 171, working in compression, are interposed between the heads 169 and shoulders 172 of the rods 168, so as to hold the rollers 163 in contact with the periphery of the cam 164. Rotation of the shaft 136 is thus effective to rotate the hub 134, with the axles 142, the sleeves 146, 147, and the lugs and shoes 157, 158, during which rotation the rollers 163 roll on the relatively stationary cam 164. When the rollers 163 move in or out of the notch 164 a (Figure 13) of said cam, they pivot the axles 142 thus partially rotating theparts 143, the bosses 144 of which constitute cams The sleeves 146, 147, however, which 70 are freely mounted on the axles 142, are not rotated, due to the influence of the guide fingers 154, so that the fingers 149 slide along the bosses 144 of the parts 143, under the action of the springs 148, to move the sleeves 75 146 and 147 away from one another and, consequently, to move apart to the same extent the shoes 159. When the bag element 124 reaches the position III, the sides of the bag bottom are 80 in contact with the two converging guides 131, 132, and the shoes 159 ' (Figures 4 and 12), carried by the lugs 157, are in the position shown To enable the shoes 159 ' to reach this position, the translation speed of 85 the shoes is greater than the constant rate of movement of the bag section, so that the shoes enter inside the bag bottom. The cam 164, controlling the pivoting motion of the parts 143, is positioned, when 90 mounted, so that the sleeves 146 147 and consequently, the shoes 159, reach the clamped position shown in Figures 4 and 12, i.e, so that the fingers 149 are in contact with the top of the bosses 144 of the parts 143 95 The clutch elements 36, 36 a, 37, 37 a, continue to move at a constant forward speed, while the shoes 159 are gradually delayed as they enter the bottom of the bag section until they move at the same linear speed as 100 the clutch elements when they reach the point of tangency Hla (Figures 4 and 12) Simultaneously, the control roller for the pivoting of the axle 142, supporting the shoes 1591, moves into the notch 164 a of the cam 164, 105 (Figure 13) to cause the part 143 to rotate so that the shoes 1591 move away from each other, under the action of their springs 148, so that the ends of the shoes press all along the creases 130 previously formed in the 110 manner explained above. Beyond the position Il Ia, the shoes 159 ' are again accelerated so that their linear speed is greater than that of the bag section, so that the front end of the shoes 159, which 115 begin to move closer to
each other, since the roller 163 begins to climb out of the notch 164 a, push forward the leading wall of the bag section so as to facilitate the folding of the two sides of the bag bottom formed, 120 which are simultaneously held folded by the guides 131 and 132. In order to obtain suitable speed variations for the shoes 159, the pinion 137 controlling the shaft 136 (Figure 14) is in engagement 125 with a pinion 173 freely mounted on an axle 174 carried by a housing 175 secured laterally on the flange 70. 176 designates a plate associated with the pinion 173 by screws 177 and offering a 130 784,932 radial groove 178 Said groove is used as a housing for a roller 179 (Figures 14, 15 and 16) which is supported by an axle mounted on the top of a second plate 180 This second plate is associated with a pinion 181 freely mounted on an axle 182 which can be secured in any desired position in an arcuate slot 183 provided in the flange 70 The arcuate slot 183 is arranged concentric with the axis of a pinion 184 which is engaged with and drives the pinion 181, and is provided so that the axis of the pinion 181 may be offset with respect to the axis of the pinion 173 Thus, when the pinion 181 rotates, the roller 179 is driven in a revolution motion about the axle 182, and, consequently, it acts on the plate 176 along radii of different lengths, which has the effect of modifying the transmission ratio on both sides of the unit, according to the position occupied by the roller 179 in the groove 178. The pinion 184 being driven at a constant speed, and its peripheral speed being the same as the linear speed of the clutch elements 36, 36 a, 37, 37 a, the transmission ratio existing between the pinion 184 and the shaft 136 is equal to three, since the hub 134 carries and controls three sets of shoes 159 in the embodiment described herein. As shown particularly in Figure 5, in position III, the wedge parts 108 are arranged in the same manner as in position Ila, i e, their points are engaged against the bag bottom being formed, so that they co-operate with the shoes 159. As the result of continued rotation, the bag section 124 reaches the position IV In that position, the sides 185 and 186 (Figure 19) of the bag are gradually moved closer to each other by the converging guides 131 and 132 which cause the formation of a slight boss 188 at the protruding open end 187 of the bag bottom (Figure 5). 189 (Figures 4 and 4 A) designates a rotating element provided with a transverse notch 190, the sides of which are at right angles. This element, which preferably comprises two flat parallel discs, the space apart of which is adjustable, is mounted on a shaft 191 driven by a pinion 192, the peripheral speed of which is equal to that of the clutch elements 36, 36 a, 37, 37 a, in such a manner that the periphery 193 of the discs has a linear speed substantially higher
than that of the clutches. The discs constituting the rotating elements 189 are keyed on the shaft 191, so that the rounded portion 0194, at the junction of the sides of the transverse notch with the circular periphery of the discs, enters the bag bottom, as shown in Figure 4 at position IV. The linear speed of the periphery 193 being greater than that of the clutch elements, the leading side 187 (Figure 5) of the protruding bag bottom is pushed forwardly at 188 to form the point 195 of the bag (Figure 5-position I Va). Rotation of the clutch drum to bring the clutch elements from position IV to position 70 I Va takes place during rotation of the element 189, which serves to control formation of the extreme edges 196, 197 (Figures 5 and 19) of the bag bottom, which are simultaneously brought together by the converging 75 guides 131, 132 These combined actions have the effect of defining the exact location of the rearward point 198 of the bag bottom which, otherwise, could be offset to the left or to the right with respect to the longitudinal 80 axis of the machine Adjustment of the spacing of the discs constituting the element 189 is made only if it is desired that the edges 196, 197 of the bag bottom be not adjacent in the case, for example, when it is 85 desired that the bag should have a very wide bottom. The shaft 191, driven by the pinion 192, is carried in bearings, not shown, formed in the side flanges 69, 70 90 At the position V (Figures 4, 5), the clutch elements are brought under a marking device 199 This device comprises two marking punches 200, 201 (Figures 4 and 4 A) constituted of metal blades arranged 95 radially on a gylindrical support 202 driven by a shaft 203 which is itself driven by a pinion 204 having a peripheral speed equal to the speed a of the clutches. The cylindrical support 202 drives, at the 100 same time as the marking blades 200 and 201, lugs 205, 206 Each of these lugs carries and drives flexible rounded metal blades 207 which may, for instance, be shaped as shown in Figure 4 A 105 During operation, when a set of clutch elements 36, 36 a, 37, 37 a is in a position between the positions I Va and V, the bag bottom, which has been folded by the converging guides 131, 132, has its forward end 110 pressed between the resilient shoes at the outermost ends of the clutch elements 37, 37 a and the flexible or resilient blades 207, which has the effect of marking the creases 208 (Figures 5 and 19) 115 The marking blade 200 (Figure 4 A) then operates in the manner of a punch for marking the front crease 209 (Figure 5). Continuous rotation of the clutch drum causes the back crease 210 to be marked by 120 the blade 201 and the rear of the bag is to be suitably flattened by the second set of flexible or resilient blades 207.
As shown in Figure 5, the cams 88 and 89 offer, at the level of position V, notches 125 211 'which allow the wedges 108 to move away from each other, so that the marking blades 200 and 201 (Figure 4 A) may co-operate with the resilient shoes 63 of the clutch elements 36, 36 a, 37, 37 a 130 784,932 After the position V, the wedges 108 are returned to the position they previously occupied and in which their points are completely engaged in the bottom of the bag. VI (Figures 4 and 5) shows the position in which the bottom of the bag is glued. This operation is effected in a known manner by means of a discontinuous cylinder 212, the periphery of which moves at the same linear speed as the clutches so that two strips of glue 213 and 214 are applied as shown in Figure 5 The discontinuous cylinder 212 is supplied with glue by a rotary distributor 215 which rotates, through an aperture not shown, partially inside a glue tank 216 secured, by any suitable means, between the side plates 69 and 70. The peripheral speed of the discontinuous cylinder 212 being equal to the linear speed of the clutch elements ensures that the glue strips 213, 214 are applied exactly at the location selected on both sides of the terminal edges 196, 197 of the bag bottom, said edges being in alignment with the inner edges of each of the clutch elements 36, 36 a, and 37, 37 a which define the space 38 (Figure 6). After the glueing operation, the bag being manufactured is brought gradually to position VII (Figures 4 and 5) where the partly formed bottom of the bag is brought under the action of the device shown in Figures 17 and 18 This device is arranged between the side plates 69, 70 which support it in a manner similar to the device shown in Figure 14, i e, a hollow sleeve 217 (Figure 17) is used as a housing for bearings, not shown, in which a hub rotates, also not shown, which is driven by a shaft 218 concentric with the sleeve 217 The hub is provided at each end with annular rims 219, similar to rims 141 shown in Figure 14, one of the rims 219 only being shown in Figures 17 and 18. The rims 219 are adapted to provide bearings for axles 220, 221, and 222, 223. The axles 220, 221 support, keyed on them, arms 224 provided with bent ends 225 which are located in alignment with the vertical plane determined by the space 38. The protruding ends of the axles 220, 221 carry, keyed thereon, levers 226, the free ends of which support rollers 227 held on the contour of the cam 228 by springs 229, one end of each of which is secured at 230 to the annular rims 219. 231 designates curved elastic blades, which are secured on the outer face of the arms 224, the width of these blades being substantially
greater than that of the arms 224, so that they cannot enter the space 38. The axles 222, 223, also carried by the rims 219, each support a number of rods 232, suitably separated from one another so as to support at their free ends, elastic or resilient blades 233, which are arranged in positions located at each side of the glue strips 213, 214. The number of rods 232, and consequently of the blades 233 mounted on each of the axles 222 and 223, may vary according to the width of the bags being manufactured 70 At their protruding end, the axles 223 carry levers 234 at their free ends of which are mounted rollers 235 constantly held on the contour of a cam 236, by springs 237 the free end of which is also secured at the posi 75 tion 230 to the rim 219. The shaft 218 used for driving the hub carrying the rims 219 is controlled by a pinion 238 (Figure 4) which is driven at a linear speed equal to half the speed a 80 When the bag being formed reaches the position VII, the front and rear points of the bag bottom are slightly lifted, and folded about the creases 209 and 210 marked in position V, as hereinafter explained 85 In the position represented in Figure 17, the arm 2241 which is in the position shown in solid lines, is about to pivot so as to occupy the position shown in chain-dot lines at 2242 , since the roller 227 ' is about to 90 climb the curve 228 a of the cam 228 The end 225 ' of the arm 224 ' is then pivoted and moved at a linear speed greater than that at which the bag section 124 is driven, which enables the arm 2241 to occupy the position 95 2242 where it is engaged beneath the rear point of the bag bottom. Meanwhile, the blades 223 ', carried by the rods 232, have also been pivoted, due to the roller 235 passing over the boss 236 a of the 100 cam 236 Thus the blades 223 ' slide over the bottom of the bag to the position of cooperation with the arm 242 ' shown in Figure 17. Due to the curved surface of the cam 236 105 followed by the rollers 235 after passing over the boss 236 a, the rods 232 tend to pivot in the direction of the arrow f,, so that the linear speeds, at that position of the blades 233 ' and of the bag section are equal, in 110 consequence of which the free ends of the blades 2331 momentarily remain located near the rear crease 210 previously marked in the bag bottom. Simultaneously with the movements last 115 described the curved surface 228 b of the cam 228 accelerates the pivoting motion, in the direction of the arrow f, of the arm 224 ', the bent end 2251 of which enters the space 38 to engage beneath the rear point of 120 the bag bottom and,'then to continue its pivoting movement, which has the effect of bringing the arm to the position 2243, shown in Figure 18, in which the rear end of the bag bottom begins to be folded forwardly
125 owing to the greater relative linear speed of the point 225 ' with respect to that of the bag section 124. Continued rotation of the device brings the roller 227 ' to a notch 228 c of the cam 130 784,932 228 which causes the pivoting of the arm 224 (Figure 18) in a direction opposite the arrow Ie thus bringing the rear point 239 (Figures 5, 17 and 18) of the bag bottom in contact with the glue strips 213, 214. Previous to the latter operation, the roller 2351 climbs the inclined surface 236 b of the cam 236 thus effecting the rapid displacement of the blades 233 ' so that they do not hinder the positioning of the flap 239. The second set of arms 224 and blades 233 operate in similar manner on the next following bag section to be partially glued. From position VII, the bag is brought to position VIII below a rotating device 240 provided with two blades 241, 242, the ends of which are driven at a linear speed equal or less than half the speed a. The blades 241 and 242 are in alignment with the space 38 and their position is selected so that their working ends form an obtuse angle with the tangent to the drum at the time when the bag section is brought to their level Thus the front /point 195 of the bag section abuts against the blade 241, which has the effect of lifting it and of folding back the flap 243 (Figures 5, 21 and 22) over the flap 239 These movements are performed in step with the rotation of the drum and the blades, which successively form a right angle, then an acute angle with the tangent to the drum As in the case of the device illustrated in Figure 17, the blades 241 and 242 each operate against one of two bag sections during each revolution. 244 (Figures 4 and 5) designates a bar so fixed between the two flanges 69 and 70 as to provide between the bar and the outer periphery of the clutch drum a narrow space allowing the bag bottom to pass by rubbing against this bar which thus holds the flap 243 in position over the flap 239. After passing under the bar 244, the bag bottom is held in the same position by a rod 245 (Figures 4 and 5) which is curved concentrically with the periphery of the clutch drum and is arranged, as shown in, Figure 5, above the space 38 being secured in position by any suitable means. IX designates the position of the bag immediately after it has passed under the bar 224 In this position, a rotary cylinder 246 (Figure 4) provided with resilient or elastic stamps or pads 247 suitably spaced and driven at the peripheral speed a, engages the bag sections and presses the flaps 243 and 239 of the bottom of the bag against the elastic or resilient glues of the clutch elements, so as to cause the
flaps to adhere together and to the bag bottom This pressure being effected only at spaced apart positions, due to the position of the pads 247, makes is unnecessary for the glue to be distributed over the whole length of the strips 213 and 214 and, consequently, it does not exude outside the flaps as would happen if the pressure against the flaps was exerted by a cylinder. From the position IX, the bag is then brought to the position X (Figure 5) in which 70 the cams 88, 89, due to their inclined surfaces 248, cause the oppositely disposed pairs of wedges 102 to move apart so that they occupy the position shown at the lower portion of Figure 6 in which their points 108 a 75 are outside the bottom of the bag which is still held by the rod 245 in such manner as to prevent any separation of the glued flaps 239, 243. The position at which the bag bottom is 80 held only by the rod 245 is designated by XI in Figure 5. In the position XII (Figures 4 and 5) the clutches 36, 37 are substantially tangent to a drum 249, the peripheral speed of which 85 is substantially higher than a. The drum 249, by means of axles 250, carries clutches 251, which are normally held against its periphery but can pivot when their controlling rollers 252 roll over fixed cams 90 253 In this manner, when one of the clutches 251 comes tangentially above the clutch elements 36, 36 a, 37, 37 a, its ends pass under the bottom of the bag as shown in position XII 95 At that moment, the roller 252 considered leaves the cam 253, so that the clutch is brought back against the periphery of the drum 249 thus clamping the bottom of the bag At the same moment, the control roller 100 46 for the pivoting motion of the clutch elements 37, 37 a climbs a ramp of the cam 47 which has the effect of moving away these clutch elements from their co-operating elements 36, 36 a, thereby allowing the finished 105 bag to issue from the clutch drum. Simultaneously with the pivoting movement of the clutch elements (position XII, Figures 4 and 5), the channel 113 (Figure 6), bored longitudinally in the hub 41, comes 110 opposite the channel 112 a, so that air is blown into this channel which assists in releasing or separating the sides of the bag from the opposing clutch elements and thus allows removal of the bag from the clutch 115 drum without any risk of it being damaged. The drum 249, continuing its rotation causes the body of the bag to be gradually pressed agabist the drum periphery by a deflector 254 (Figure 4) 120 The finished bags are then seized from the drum 249 by clutches 256 provided on a drum 255, the clutches 256 operating in the same manner as the clutches 251 The drum 255 finally brings the finished bags to a stor 125 ing bracket 257.
The position XIII (Figure 5) is that in which the opposing clutch elements of the clutch drum begin to move closer to each other before reaching the position XIV, in 130 784,932 which a new bag element begins to be introduced between the clutch elements 36, 36 a, 37, 37 a, in preparation for a new manufacturing cycle. Inasmuch as in the embodiment of the invention described, the machine is provided with ten sets of main clutch elements, this means that ten bags are being formed continuously during each 3600 rotation of the clutch drum by the various elements arranged on or about the periphery of the drum, and none of the contributing elements are stationary at any time. The description which has been given relates to the manufacture of so-called bellows type bags (Figure 20), but the machine described provides also for the manufacture of bags without side bellows, the shape given in the latter case to the bottom of the bags being similar to that described above The only constructional difference or change called for is that the wedge shaped parts 108 are withdrawn from the machine, or made inoperative.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
![Implementing Messaging & Collaboration Securitydownload.microsoft.com/download/7/a/6/7a6c9cc6-9509-4525-8238-8062a3ab... · Implementing Messaging & Collaboration Security [Name]](https://static.documents.pub/doc/80x56/5edc53b1ad6a402d6666f255/implementing-messaging-collaboration-implementing-messaging-collaboration.jpg)









![S14-4521-02mflteacher.com/WJECGCSElistening/4521-02(140514).pdf · ... Write the correct room number. [1] ... Listen to the boy and answer the questions that follow in English. (a)](https://static.documents.pub/doc/80x56/5b7d69227f8b9a70138d8713/s14-4521-140514pdf-write-the-correct-room-number-1-listen-to-the.jpg)






