8-1 Chapter 8 Overview Chapter 8 Overview The quality of a die casting is more The quality of a die casting is more than than skin deep skin deep A quality casting is free of defects A quality casting is free of defects In order to determine the quality of In order to determine the quality of a casting, you must be able to a casting, you must be able to identify the defects identify the defects There are three common types of There are three common types of defects defects
Transcript
8-1
Chapter 8 OverviewChapter 8 Overview
The quality of a die casting is more than The quality of a die casting is more than skin deepskin deep
A quality casting is free of defectsA quality casting is free of defects In order to determine the quality of a casting, In order to determine the quality of a casting,
you must be able to identify the defectsyou must be able to identify the defects There are three common types of defectsThere are three common types of defects
8-2
Chapter 8 ObjectivesChapter 8 Objectives
Correctly identify the common surface Correctly identify the common surface defectsdefects
Correctly identify the common internal Correctly identify the common internal defectsdefects
Correctly identify the common types of Correctly identify the common types of dimensional defectsdimensional defects
8-3
New TermsNew Terms
InclusionsInclusions• Materials that have been included in the alloy Materials that have been included in the alloy
that should not be there, such as aluminum that should not be there, such as aluminum oxide, silicon carbide, fluxes and sludgeoxide, silicon carbide, fluxes and sludge
PolymorphicPolymorphic• The ability of, in certain environments, the The ability of, in certain environments, the
properties of the alumina crystals to change properties of the alumina crystals to change drasticallydrastically
8-4
New Terms New Terms cont.cont.
PorosityPorosity• A void in the casting, caused by trapped gas or A void in the casting, caused by trapped gas or
shrinkageshrinkage ViscousViscous
• The state of being semi-fluid; not flowing freelyThe state of being semi-fluid; not flowing freely
• Poor-fill Poor-fill • Laps Laps • Flow linesFlow lines• SwirlsSwirls• Knit linesKnit lines• Mis-runMis-run
• SolderingSolderingOther DefectsOther Defects
• BlistersBlisters• CracksCracks
Flow DefectsFlow Defects
8-6
Flow DefectsFlow Defects
Result from how metal Result from how metal flows to and within the die flows to and within the die
Adjusting process Adjusting process variables can sometimes variables can sometimes impact their occurrenceimpact their occurrence• The alloy begins to freeze The alloy begins to freeze
before the casting is before the casting is completely filled outcompletely filled out
• Several alloy flows converge Several alloy flows converge but do not weld or fuse completely togetherbut do not weld or fuse completely together
8-7
Flow Defects Flow Defects cont.cont.
Fill timeFill time Wall thicknessWall thickness Die temperatureDie temperature Alloy temperatureAlloy temperature
Flow distanceFlow distance Gate velocityGate velocity Alloy typeAlloy type VentingVenting
The maximum allowable time to fill the die The maximum allowable time to fill the die cavity that results in an acceptable castingcavity that results in an acceptable casting• If exceeded, the casting will have some defectIf exceeded, the casting will have some defect
Fill time calculation based on several factorsFill time calculation based on several factors• Die temperatureDie temperature• Alloy temperatureAlloy temperature• Casting geometryCasting geometry• Alloy being castAlloy being cast
Part of the casting’s geometryPart of the casting’s geometry• Heavy wall sections equate to a lot of heat and Heavy wall sections equate to a lot of heat and
high cooling requirementshigh cooling requirements• Thin walls equate to very little heat and minimal Thin walls equate to very little heat and minimal
cooling requirementscooling requirements
8-10
Flow Defects: Die Flow Defects: Die TemperatureTemperature
Time-averaged temperature of the die during Time-averaged temperature of the die during sustained productionsustained production
Cannot be measured any time at any place in Cannot be measured any time at any place in the diethe die
Ideally, it will:Ideally, it will:• Be as high as possibleBe as high as possible• Still permit making the castingStill permit making the casting• Vary as little as possible over the entire cycle Vary as little as possible over the entire cycle
Temperature of the alloy as it begins to fill Temperature of the alloy as it begins to fill the die cavity, as it passes through the gatethe die cavity, as it passes through the gate
Hard to measure in real time as the casting is Hard to measure in real time as the casting is being madebeing made
Estimated to determine fill time calculationsEstimated to determine fill time calculations Avoiding delays in alloy transfer can Avoiding delays in alloy transfer can
minimize temperature lossesminimize temperature losses
8-12
8 Factors: Flow Distance8 Factors: Flow Distance
The distance that the metal must flow once it The distance that the metal must flow once it passes through the gatepasses through the gate
Alloy should flow to its terminal location Alloy should flow to its terminal location without freezingwithout freezing
If the flow distance is too long and if the alloy If the flow distance is too long and if the alloy speed is too slow, it’s difficult for the metal speed is too slow, it’s difficult for the metal to fill the cavity without beginning to freezeto fill the cavity without beginning to freeze
8-13
8 Factors: Gate Velocity8 Factors: Gate Velocity
The speed the alloy travels as it passes The speed the alloy travels as it passes through the gate through the gate
If not controlled, can be detrimental to the If not controlled, can be detrimental to the tooling causing washout and erosiontooling causing washout and erosion
If too low, the alloy may not atomize and not If too low, the alloy may not atomize and not have enough energy to reach the ends of the have enough energy to reach the ends of the casting or to properly weld togethercasting or to properly weld together
8-14
8 Factors: Alloy Type8 Factors: Alloy Type
Can make difference in the surface finishCan make difference in the surface finish Zinc, Zamak 7 was designed to have the best Zinc, Zamak 7 was designed to have the best
fluidity and surface finish fluidity and surface finish Silicon content in aluminum aids fluiditySilicon content in aluminum aids fluidity Alloys closer to the eutectic will be more Alloys closer to the eutectic will be more
fluid fluid Eutectic alloys are regarded as harder to castEutectic alloys are regarded as harder to cast
8-15
8 Factors: 8 Factors: Venting and VacuumVenting and Vacuum
Trapped air causes blisters and gas porosity Trapped air causes blisters and gas porosity and backpressure in the cavity and backpressure in the cavity
Back pressure can change the flow enough Back pressure can change the flow enough to cause surface defectsto cause surface defects
Most noticeable in blind features Most noticeable in blind features May be necessary to add vacuum to remove May be necessary to add vacuum to remove
gassesgasses
8-16
Other Defects: BlistersOther Defects: Blisters
Bubble-like bumps Bubble-like bumps on the castingon the casting
Gases trapped in the Gases trapped in the casting near the casting casting near the casting surface cause themsurface cause them
When casting is ejected When casting is ejected and the casting surface and the casting surface is not strong enough to withstand the gas pressure, is not strong enough to withstand the gas pressure, the surface yields and the blister formsthe surface yields and the blister forms
8-17
Other Defects: CracksOther Defects: Cracks
Two major causes for cracks are:Two major causes for cracks are:• HeatHeat
Other Defects: SolderingOther Defects: Soldering The fusion of aluminum in the The fusion of aluminum in the
alloy with iron from the steel alloy with iron from the steel surface of the die cavitysurface of the die cavity
When soldering occurs, the When soldering occurs, the casting sticks to the cavity; casting sticks to the cavity; casting must be torn awaycasting must be torn away
Aggravated by higher than usual Aggravated by higher than usual die temperatures, high gate velocities die temperatures, high gate velocities and high metal pressuresand high metal pressures
Enhanced if the iron content in alloy is lowEnhanced if the iron content in alloy is low Can be caused by insufficient draft angles Can be caused by insufficient draft angles
8-19
Impact of Internal DefectsImpact of Internal Defects
strength and othersstrength and others Measured on samples; results are published Measured on samples; results are published
to help designers pick best suited materialto help designers pick best suited material Internal defects reduce mechanical Internal defects reduce mechanical
propertiesproperties
8-20
Impact of Internal DefectsImpact of Internal Defects
Pressure tightnessPressure tightness• An important property for some applicationsAn important property for some applications• The process has to be controlled while making solid, The process has to be controlled while making solid,
low porosity castingslow porosity castings• Internal defects can cause loss of pressure Internal defects can cause loss of pressure
• Affected by porosity and inclusion defects, the two Affected by porosity and inclusion defects, the two types of internal defectstypes of internal defects
Most inclusions are Most inclusions are non-metallic aluminum non-metallic aluminum oxide (corundum)oxide (corundum)
Oxides get into the bathOxides get into the bath Most is removed, but Most is removed, but
some remains and ends some remains and ends up in castingsup in castings
Size and shape of the individual corundum particles Size and shape of the individual corundum particles varies widelyvaries widely
8-22
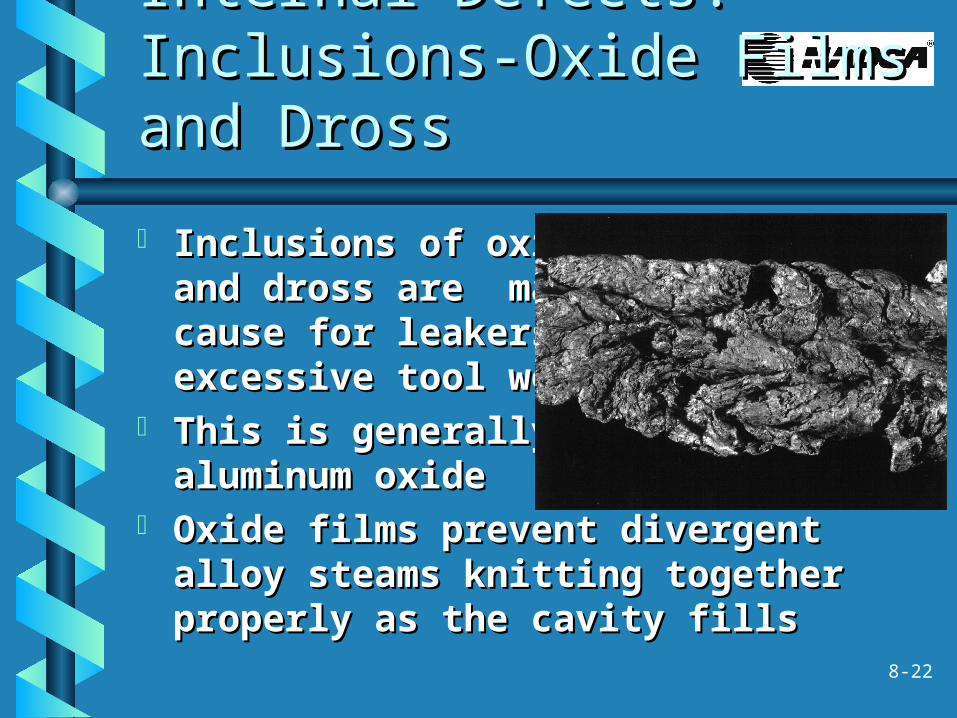
Internal Defects:Internal Defects:Inclusions-Oxide Films and Inclusions-Oxide Films and DrossDross
Inclusions of oxide films Inclusions of oxide films and dross are major and dross are major cause for leakers and cause for leakers and excessive tool wearexcessive tool wear
This is generally gamma This is generally gamma aluminum oxidealuminum oxide
Oxide films prevent divergent Oxide films prevent divergent alloy steams knitting together alloy steams knitting together properly as the cavity fillsproperly as the cavity fills
Silicon carbide Silicon carbide refractories get into refractories get into castings if furnace-castings if furnace-cleaning practices cleaning practices not maintained not maintained
As damaging As damaging as corundumas corundum
Encountered infrequently compared to corundumEncountered infrequently compared to corundum Distinguished by its very black, glass-like coloringDistinguished by its very black, glass-like coloring
Not usually recognized during a cursory Not usually recognized during a cursory visual inspectionvisual inspection
Casting must be submerged in city water Casting must be submerged in city water overnightovernight
If flux inclusions are present, they will grow If flux inclusions are present, they will grow crystals on the casting surfacecrystals on the casting surface
Appears as light mottling on all surfacesAppears as light mottling on all surfaces
Composed of complex Composed of complex inter-metallic compounds inter-metallic compounds of Al-Si-Fe-Mn-Crof Al-Si-Fe-Mn-Cr
Is quite hard and will Is quite hard and will damage cutter toolingdamage cutter tooling
Under high magnification Under high magnification sludge is easily recognized by the extremely fine sludge is easily recognized by the extremely fine primary crystals and their pentagonal shapeprimary crystals and their pentagonal shape
A void in the castingA void in the casting Has two root causes:Has two root causes:
• Trapped gasTrapped gas• ShrinkageShrinkage
8-27
Internal Defects:Internal Defects:Porosity-Trapped GasPorosity-Trapped Gas
To solve a gas porosity problem, look at all To solve a gas porosity problem, look at all sources of gas generationsources of gas generation
Trapped airTrapped air• Always present because of the turbulent method Always present because of the turbulent method
used to fill the die cavityused to fill the die cavity Air in cold chamberAir in cold chamber
• minimized by filling the cold chamber with alloyminimized by filling the cold chamber with alloy
8-28
Internal Defects:Internal Defects:Porosity-Trapped GasPorosity-Trapped Gas
Turbulence: when alloy is subjected to Turbulence: when alloy is subjected to turbulence in the presence of airturbulence in the presence of air• Minimize when picking up and transporting alloy Minimize when picking up and transporting alloy
to the cold chamber through ladling practices to the cold chamber through ladling practices • Slow portion of the shot cycle must be controlledSlow portion of the shot cycle must be controlled
– Optimize timing of plungerOptimize timing of plunger– Accelerate plunger tip when past pour holeAccelerate plunger tip when past pour hole– When sleeve is filled, follow with a smooth When sleeve is filled, follow with a smooth
acceleration to the fast shot speed acceleration to the fast shot speed
8-29
Internal Defects:Internal Defects:Porosity-Trapped GasPorosity-Trapped Gas
Improper venting: another cause for trapped Improper venting: another cause for trapped airair• Vents must be open to allow air trapped above Vents must be open to allow air trapped above
the alloy in cold chamber to escapethe alloy in cold chamber to escape• If vent is working, a puff of air coming out can be If vent is working, a puff of air coming out can be
seenseen
8-30
Internal Defects:Internal Defects:Porosity-Trapped GasPorosity-Trapped Gas
Excessive lubricants: can result in gas from Excessive lubricants: can result in gas from two sourcestwo sources• Release of combustion products when some of the Release of combustion products when some of the
die lube burns when the alloy hitsdie lube burns when the alloy hits• Most releases are diluted with waterMost releases are diluted with water• Water in lube will turn to steam and produce a Water in lube will turn to steam and produce a
great volume of gasgreat volume of gas• Gas forms when alloy runs over puddled plunger Gas forms when alloy runs over puddled plunger
tip lube tip lube
8-31
Internal Defects:Internal Defects:Porosity-Trapped GasPorosity-Trapped Gas
Other sources of trapped gasOther sources of trapped gas• If die cavity cracked, it might allow fluid from the If die cavity cracked, it might allow fluid from the
cooling line to leak into die cavitycooling line to leak into die cavity• Water or oil in the cavity, when hit by the alloy, Water or oil in the cavity, when hit by the alloy,
Shrinkage: porosity that occurs if the alloy Shrinkage: porosity that occurs if the alloy solidifies without pressure on itsolidifies without pressure on it• All alloys shrink a certain percentageAll alloys shrink a certain percentage
High pressure die castingHigh pressure die casting• Uses intensifiers/other methods to increase alloy Uses intensifiers/other methods to increase alloy
pressure once cavity has been filled with alloypressure once cavity has been filled with alloy• Alloy pressure must be transmitted from the Alloy pressure must be transmitted from the
biscuit through the runner to the gatebiscuit through the runner to the gate
Shrink defects: Shrink defects: occur at the last place occur at the last place in the casting to freezein the casting to freeze• characterized by a rough characterized by a rough
and jagged appearanceand jagged appearance• tends to be continuous tends to be continuous
by natureby nature
8-34
Dimensional DefectsDimensional Defects
Dimensional variations covered:Dimensional variations covered:• Linear variation, across parting line variation, Linear variation, across parting line variation,
shift and mismatch, warpageshift and mismatch, warpage Most dimensional defects related to:Most dimensional defects related to:
• Die temperaturesDie temperatures• Condition of the dieCondition of the die• Force of injectionForce of injection
8-35
Dimensional Defects:Dimensional Defects:Die TemperatureDie Temperature
Thermal expansion/contraction: objects Thermal expansion/contraction: objects lengthen when heated, get smaller when lengthen when heated, get smaller when cooledcooled• Castings get smaller when cooledCastings get smaller when cooled• Dimensional problem can occur when one half of Dimensional problem can occur when one half of
die is much hotter than other halfdie is much hotter than other half• Can be a problem for the die and the castingCan be a problem for the die and the casting
Flash Buildup at parting lineFlash Buildup at parting line• Prevents the die from closing properly Prevents the die from closing properly • May cause an oversize dimensionMay cause an oversize dimension• Prevents wedgelock from holding slide in placePrevents wedgelock from holding slide in place
Flash buildup at front of slideFlash buildup at front of slide• Prevents slide from going to “ready to cast” Prevents slide from going to “ready to cast”
SolderingSoldering• Small core pins can be very susceptible; solder Small core pins can be very susceptible; solder
buildup can cause an oversize out-of-tolerance buildup can cause an oversize out-of-tolerance condition condition
• May occur in walls; could cause an undersize or May occur in walls; could cause an undersize or thin wallthin wall
8-38
Dimensional Defects:Dimensional Defects:Force of InjectionForce of Injection
Force of injectionForce of injection• Overcomes locking capability, causing tie bars Overcomes locking capability, causing tie bars
stretch and allowing die to flashstretch and allowing die to flash• Flashing adds to size, cause slides to backoutFlashing adds to size, cause slides to backout• Normal injection force, impact, and intensificationNormal injection force, impact, and intensification• Can:Can:
– Reduce the mass and speed Reduce the mass and speed – Minimize impactMinimize impact– Apply intensification before gates freezeApply intensification before gates freeze
8-39
Dimensional DefectsDimensional Defects
Statistical dimensional controlStatistical dimensional control• Product gets larger or smaller over timeProduct gets larger or smaller over time• Process variables that contribute to the Process variables that contribute to the
dimensional variation need to be identifieddimensional variation need to be identified• A control technique, such as the average and A control technique, such as the average and
range chart, needs to be appliedrange chart, needs to be applied
8-40
SummarySummary
3 categories of defects: surface, internal, and 3 categories of defects: surface, internal, and dimensional, and many defects in eachdimensional, and many defects in each
The operator may or may not have control The operator may or may not have control over themover them
2 subcategories of surface defects: 2 subcategories of surface defects: flow and other flow and other
There are many types of flow defectsThere are many types of flow defects
8-41
Summary Summary cont.cont.
2 subcategories of internal defects: 2 subcategories of internal defects: inclusions and porosityinclusions and porosity
Dimensional defects are related to die Dimensional defects are related to die temperatures, die condition, and the injection temperatures, die condition, and the injection forceforce