Page 1
A deformation based blank design method for formed parts
W. Hammami • R. Padmanabhan • M. C. Oliveira •
H. BelHadjSalah • J. L. Alves • L. F. Menezes
Received: 18 November 2008 / Accepted: 11 September 2009 / Published online: 23 October 2009
� Springer Science+Business Media, B.V. 2009
Abstract Blank design is an important task in sheet
metal forming process optimization. The initial blank
shape has direct effect on the part quality. This paper
presents a deformation based blank design approach to
determine the initial blank shape for a formed part. The
blank design approach is integrated separately into
ABAQUS, and DD3IMP, a research purpose in-house
FEA code, to demonstrate its compatibility with any
FEA code. The algorithm uses FE results to optimize
the blank shape for a part. Deep drawing simulation of a
rectangular cup geometry was carried out with an
initial blank shape determined empirically. The blank
shape was iteratively modified, based on the deforma-
tion history, until an optimal blank shape for the part is
achieved. The optimal blank shapes predicted by the
algorithm using both FEA softwares were similar.
Marginal differences in the shape error indicate that the
deformation history based push/pull technique can
effectively determine an optimal blank shape for a part
with any FEA software. For the shape error selected,
both procedures estimate the optimal blank shape for
the part within five iterations.
Keywords Blank shape optimization �Deep drawing � FE simulation � Push/pull technique
Abbreviations
DD3IMP Contraction of deep-drawing 3D
IMPlicit code
DD3SHAPE Contraction of deep-drawing 3D
blank SHAPE optimization code
DD3TRIM Contraction of deep-drawing 3D
TRIMming code
IGES Initial graphics exchange
specification
NURBS Non uniform rational basis spline
1 Introduction
Initial blank shape is one of the important process
parameters in sheet metal forming that determines the
W. Hammami � H. BelHadjSalah
Laboratoire de Genie Mecanique, Ecole d’Ingenieurs
de Monastir, Monastir, Tunisie
e-mail: [email protected]
H. BelHadjSalah
e-mail: [email protected]
R. Padmanabhan (&) � M. C. Oliveira � L. F. Menezes
CEMUC, Centre of Mechanical Engineering
of the University of Coimbra, Polo II, Coimbra, Portugal
e-mail: [email protected]
M. C. Oliveira
e-mail: [email protected]
L. F. Menezes
e-mail: [email protected]
J. L. Alves
Department of Mechanical Engineering, University
of Minho, Campus de Azurem, Guimaraes, Portugal
e-mail: [email protected]
123
Int J Mech Mater Des (2009) 5:303–314
DOI 10.1007/s10999-009-9103-9
Page 2
quality and final cost of the formed part. An optimal
blank contributes to minimize forming defects such
as wrinkling and tearing resulting in a good quality
part. Many blank design approaches have been
proposed to determine the optimum initial blank
shape. A slip line field theory based method to
determine optimum blank shape was described by
Kuwabara and Si (1997). The method is capable of
predicting an optimal blank shape within few seconds
but assumes the blank material as isotropic, rigid-
perfectly plastic and does not deform, i.e., the
thickness of the blank does not change during the
deep drawing operation. A finite element method
based inverse approach to determine optimum blank
contour for industrial parts was described by Guo
et al. (2000). The approach uses the knowledge of
discretized 3D shape of the final part. The efficiency
and convergence rate is dependant on the assumed
initial blank. A roll-back method to predict optimum
blank shapes for industrial parts was proposed by
Kim et al. (2000). The deformed blank shape is
compared with the target shape and necessary
modification is carried out in the initial blank. The
optimal blank shape for a part was obtained by Park
et al. (1999) using a deformation path iteration
method. In all these approaches, either the finite
element mesh size was altered during the optimiza-
tion procedure or only the part’s flange area was
considered. In this study, a blank design method
based on the deformation behavior of the blank is
presented. The blank design method using a push/pull
technique, described in more detail in (Padmanabhan
et al. 2009), is integrated with two finite element
analysis codes, namely ABAQUS (Version 6.4) and
DD3IMP (Menezes and Teodosiu 2000), in order to
evaluate the efficiency of the method applied with
different simulation tools. The procedure includes
deep drawing simulations integrated with the push/
pull optimization technique, which is integrated with
both codes using B-spline curve or NURBS surface
interpolation, for ABAQUS and DD3IMP, respec-
tively. The combined numerical tools are tested to
prove that it can be an economical solution in
reducing time and material. In order to achieve an
integrated optimization procedure, the programming
language PYTHON is used to apply the push/pull
technique and to input the changes in geometry in
ABAQUS. In DD3IMP the changes in geometry are
introduced using DD3TRIM, an in-house code used
to trim 3D solid finite meshes (Baptista et al. 2006).
Following sections describe the push/pull optimiza-
tion technique, integration of this technique with
ABAQUS and DD3IMP and, finally, its application
to a rectangular cup example.
2 Blank shape optimization procedure
The blank shape optimization procedure involves an
important task of modifying the blank contour based
on the deformation behaviour and the required target
shape. A push/pull technique is used in this study to
modify the blank shape as described below.
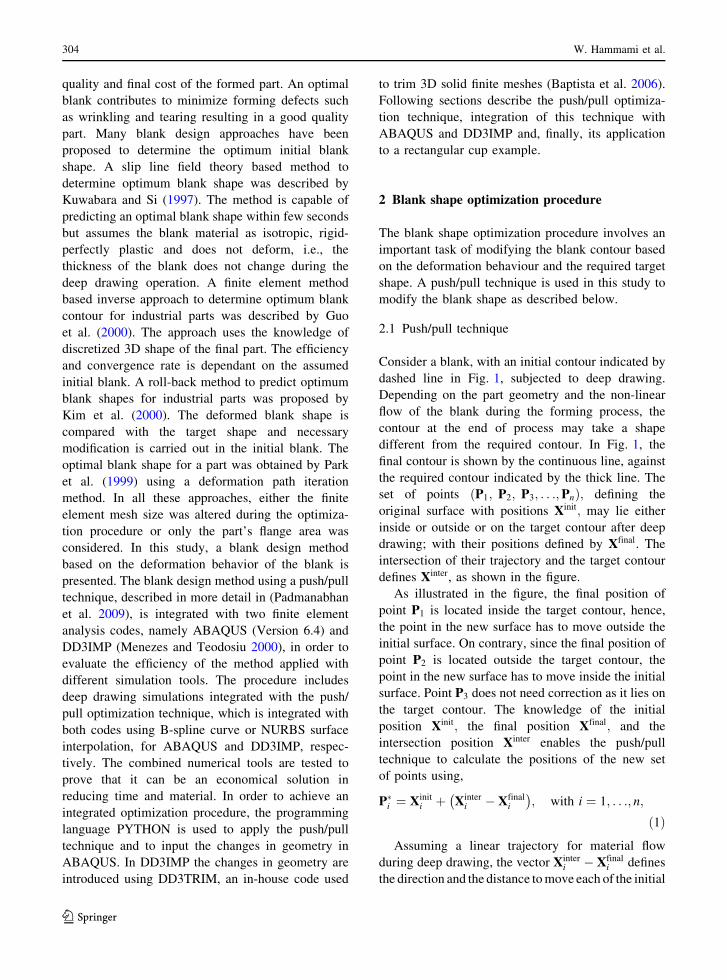
2.1 Push/pull technique
Consider a blank, with an initial contour indicated by
dashed line in Fig. 1, subjected to deep drawing.
Depending on the part geometry and the non-linear
flow of the blank during the forming process, the
contour at the end of process may take a shape
different from the required contour. In Fig. 1, the
final contour is shown by the continuous line, against
the required contour indicated by the thick line. The
set of points P1; P2; P3; . . .;Pnð Þ; defining the
original surface with positions Xinit; may lie either
inside or outside or on the target contour after deep
drawing; with their positions defined by Xfinal. The
intersection of their trajectory and the target contour
defines Xinter, as shown in the figure.
As illustrated in the figure, the final position of
point P1 is located inside the target contour, hence,
the point in the new surface has to move outside the
initial surface. On contrary, since the final position of
point P2 is located outside the target contour, the
point in the new surface has to move inside the initial
surface. Point P3 does not need correction as it lies on
the target contour. The knowledge of the initial
position Xinit; the final position Xfinal; and the
intersection position Xinter enables the push/pull
technique to calculate the positions of the new set
of points using,
P�i ¼ Xiniti þ Xinter
i � Xfinali
� �; with i ¼ 1; . . .; n;
ð1ÞAssuming a linear trajectory for material flow
during deep drawing, the vector Xinteri � Xfinal
i defines
the direction and the distance to move each of the initial
304 W. Hammami et al.
123
Page 3
points selected. n is the number of points considered
along the blank contour for the push/pull technique.
This push/pull technique, if applied with a damping
coefficient n, controls the oscillations around the target
contour that may occur due to the iterative procedure
adopted. Therefore Eq. 1 can be written as
P�i ¼Xiniti þ n Xinter
i �Xfinali
� �; with i¼ 1; . . .;n: ð2Þ
The objective of the optimization algorithm is to
identify the difference between the existing flange
contour and the required target contour and provide a
corrective solution that minimizes the difference. In
order to guarantee the convergence of the iterative
procedure it is important that the initial process
parameters like, the tools geometry, the mechanical
properties of the blank, the friction conditions and the
blank holder force are fixed in the numerical simulation
model, during the optimization procedure. An initial
blank shape is normally determined based on empirical
formulae.
The optimization algorithm used in this study uses a
geometric measure called geometrical shape error
(GSE), to quantify the deviation between the flange and
the target contours. This error, expressed in the same
dimensions used for the point coordinates, is defined as
the root mean square of the shape difference between
the target shape and the deformed shape as in the
following equation, proposed by Park et al. (1999):
GSE ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiXn
i¼1
1
nXinter
i � Xfinali
�� ��2
s
: ð3Þ
The vector norm used corresponds to the Euclidean.
The geometrical shape error defines the stopping
criterion for the blank shape optimization procedure.
When the GSE reaches a value less than a predeter-
mined value d for the required accuracy in the flange
shape, the iterative procedure is stopped because the
optimal blank shape for the part has been obtained.
For the example presented in this work, the error in
the flange shape (d) less than 0.5 mm is used as the
stopping criterion.
The GSE allows correct estimation of the distance
between the actual flange contour and the target
contour. However, by definition it is not possible with
the GSE to evaluate whether the actual flange contour
is inside or outside the target contour. To clearly
understand the shape error, a measure called target
shape error (TSE) is used to quantify the magnitude
of deviation of the flange contour from the required
target contour. The TSE, expressed in the same
dimensions used for point coordinates, is defined as:
TSE¼ 1
n
Xn
i¼1
sign 1�Xinit
i �Xfinali
�� ��
Xiniti �Xinter
i
�� ��
!
Xiniti �Xfinal
i
�� ��" #
ð4Þ
where the sign function is used to identify whether a
point is inside or outside the target contour. The
target shape error is used mainly to analyze the
convergence rate towards the solution, since it allows
detecting oscillations around the target contour.
2.2 Implementation of push/pull technique
with FEM simulations
2.2.1 ABAQUS
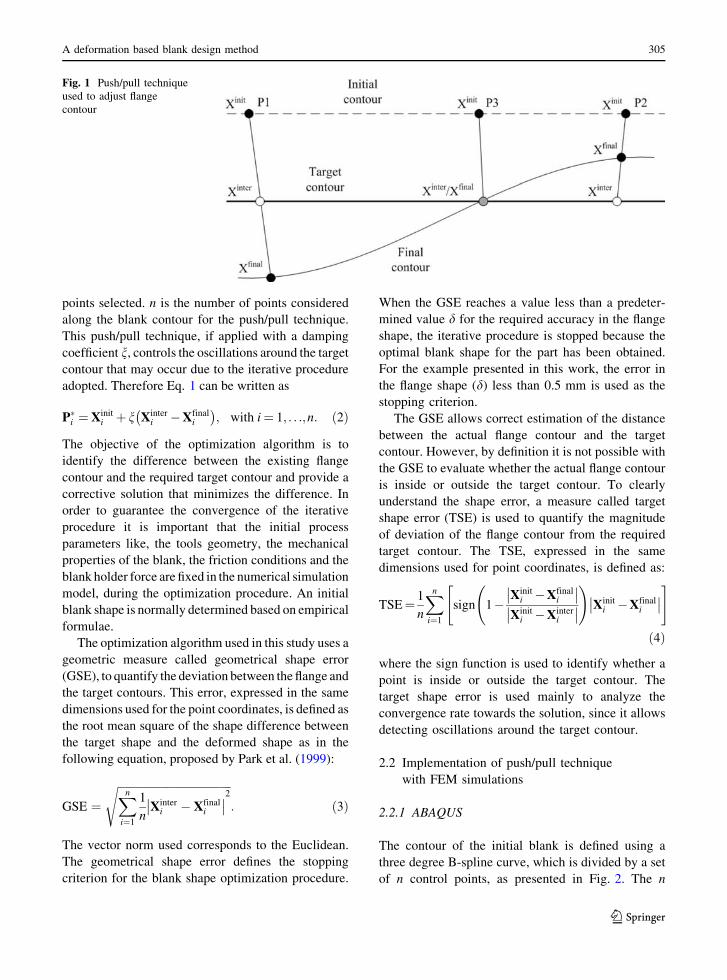
The contour of the initial blank is defined using a
three degree B-spline curve, which is divided by a set
of n control points, as presented in Fig. 2. The n
Fig. 1 Push/pull technique
used to adjust flange
contour
A deformation based blank design method 305
123
Page 4
control points are selected for the initial blank shape,
normally deduced empirically. These points are used
to divide the blank surface along n-1 radial segments,
defined by the ri; i ¼ 1; . . .; n� 1 radial directions.
The use of these control points allows changing the
shape of the blank contour, in each iteration, and
automatically producing the mesh for the new blank.
The coordinates of the n control points are changed,
in each iteration, applying the push/pull technique
explained previously and implemented in ABAQUS
through PYTHON. This procedure alters each parti-
tion line ri; i ¼ 1; n� 1 rendering the new blank
geometry. The new coordinates of each control point,
determined using the push/pull technique are input to
ABAQUS. ABAQUS updates the three degree B-
spline curve automatically, based on the control
points defined. The outer boundary of the blank
geometry is described by the B-spline curve (see
Fig. 2). The definition of the B-spline curve allows
automatic meshing of the blank surfaces. The result-
ing mesh is subjected to deep drawing simulation in
ABAQUS FEA code. The flange contour of the
formed part is compared with the required target
contour. If the flange contour is different from target
contour, the initial B-spline is corrected and a new set
of n - 1 surfaces are produced. These new surfaces
are used to produce intermediate blank shape with a
new mesh, which is subjected to deep drawing
process. The application of the push/pull technique
to the surfaces based on B-spline allows guaranteeing
a smooth blank contour, in each iteration.
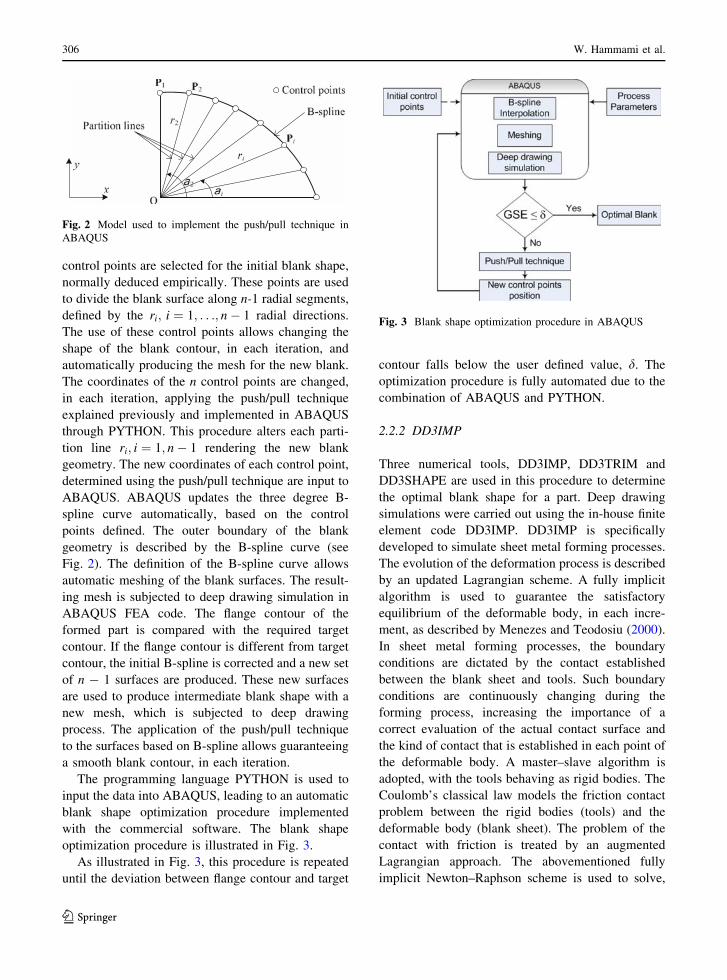
The programming language PYTHON is used to
input the data into ABAQUS, leading to an automatic
blank shape optimization procedure implemented
with the commercial software. The blank shape
optimization procedure is illustrated in Fig. 3.
As illustrated in Fig. 3, this procedure is repeated
until the deviation between flange contour and target
contour falls below the user defined value, d. The
optimization procedure is fully automated due to the
combination of ABAQUS and PYTHON.
2.2.2 DD3IMP
Three numerical tools, DD3IMP, DD3TRIM and
DD3SHAPE are used in this procedure to determine
the optimal blank shape for a part. Deep drawing
simulations were carried out using the in-house finite
element code DD3IMP. DD3IMP is specifically
developed to simulate sheet metal forming processes.
The evolution of the deformation process is described
by an updated Lagrangian scheme. A fully implicit
algorithm is used to guarantee the satisfactory
equilibrium of the deformable body, in each incre-
ment, as described by Menezes and Teodosiu (2000).
In sheet metal forming processes, the boundary
conditions are dictated by the contact established
between the blank sheet and tools. Such boundary
conditions are continuously changing during the
forming process, increasing the importance of a
correct evaluation of the actual contact surface and
the kind of contact that is established in each point of
the deformable body. A master–slave algorithm is
adopted, with the tools behaving as rigid bodies. The
Coulomb’s classical law models the friction contact
problem between the rigid bodies (tools) and the
deformable body (blank sheet). The problem of the
contact with friction is treated by an augmented
Lagrangian approach. The abovementioned fully
implicit Newton–Raphson scheme is used to solve,
Fig. 2 Model used to implement the push/pull technique in
ABAQUS
Fig. 3 Blank shape optimization procedure in ABAQUS
306 W. Hammami et al.
123
Page 5
in a single loop, all the problem non-linearities
associated to the problem of contact with friction and
the elasto-plastic behavior of the deformable body.
Further details about the numerical strategies adopted
in DD3IMP can be obtained from the work of
Oliveira et al. (2008).
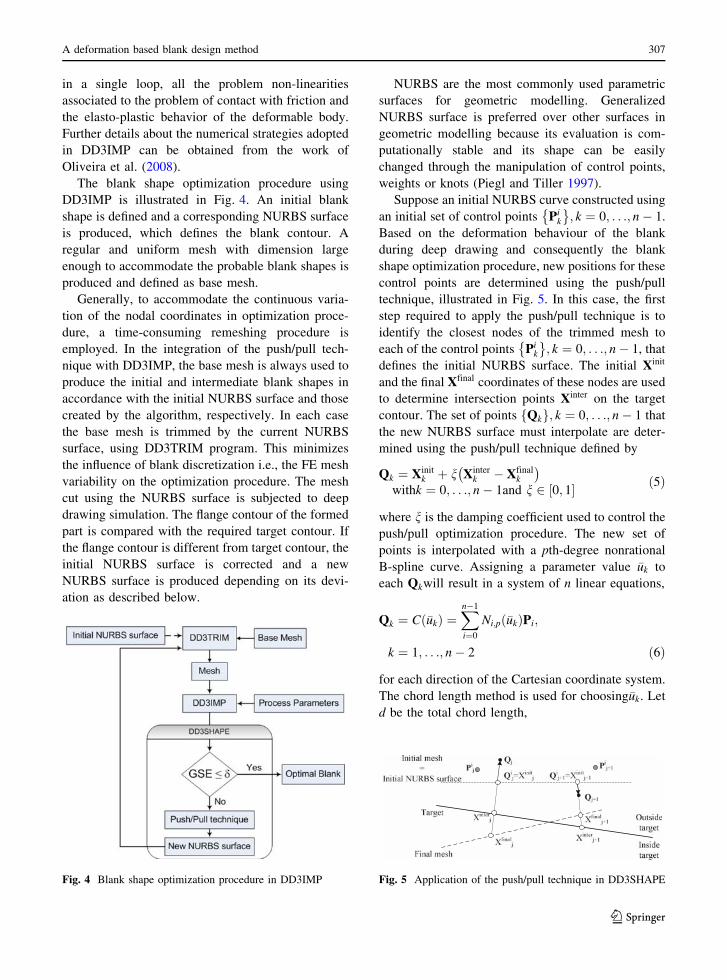
The blank shape optimization procedure using
DD3IMP is illustrated in Fig. 4. An initial blank
shape is defined and a corresponding NURBS surface
is produced, which defines the blank contour. A
regular and uniform mesh with dimension large
enough to accommodate the probable blank shapes is
produced and defined as base mesh.
Generally, to accommodate the continuous varia-
tion of the nodal coordinates in optimization proce-
dure, a time-consuming remeshing procedure is
employed. In the integration of the push/pull tech-
nique with DD3IMP, the base mesh is always used to
produce the initial and intermediate blank shapes in
accordance with the initial NURBS surface and those
created by the algorithm, respectively. In each case
the base mesh is trimmed by the current NURBS
surface, using DD3TRIM program. This minimizes
the influence of blank discretization i.e., the FE mesh
variability on the optimization procedure. The mesh
cut using the NURBS surface is subjected to deep
drawing simulation. The flange contour of the formed
part is compared with the required target contour. If
the flange contour is different from target contour, the
initial NURBS surface is corrected and a new
NURBS surface is produced depending on its devi-
ation as described below.
NURBS are the most commonly used parametric
surfaces for geometric modelling. Generalized
NURBS surface is preferred over other surfaces in
geometric modelling because its evaluation is com-
putationally stable and its shape can be easily
changed through the manipulation of control points,
weights or knots (Piegl and Tiller 1997).
Suppose an initial NURBS curve constructed using
an initial set of control points Pik
� �; k ¼ 0; . . .; n� 1.
Based on the deformation behaviour of the blank
during deep drawing and consequently the blank
shape optimization procedure, new positions for these
control points are determined using the push/pull
technique, illustrated in Fig. 5. In this case, the first
step required to apply the push/pull technique is to
identify the closest nodes of the trimmed mesh to
each of the control points Pik
� �; k ¼ 0; . . .; n� 1, that
defines the initial NURBS surface. The initial Xinit
and the final Xfinal coordinates of these nodes are used
to determine intersection points Xinter on the target
contour. The set of points Qkf g; k ¼ 0; . . .; n� 1 that
the new NURBS surface must interpolate are deter-
mined using the push/pull technique defined by
Qk ¼ Xinitk þ n Xinter
k � Xfinalk
� �
withk ¼ 0; . . .; n� 1and n 2 0; 1½ � ð5Þ
where n is the damping coefficient used to control the
push/pull optimization procedure. The new set of
points is interpolated with a pth-degree nonrational
B-spline curve. Assigning a parameter value �uk to
each Qkwill result in a system of n linear equations,
Qk ¼ C �ukð Þ ¼Xn�1
i¼0
Ni;p �ukð ÞPi;
k ¼ 1; . . .; n� 2 ð6Þ
for each direction of the Cartesian coordinate system.
The chord length method is used for choosing�uk. Let
d be the total chord length,
Fig. 4 Blank shape optimization procedure in DD3IMP Fig. 5 Application of the push/pull technique in DD3SHAPE
A deformation based blank design method 307
123
Page 6
d ¼Xn�1
k¼1
Qk �Qk�1j j: ð7Þ
Then �u0 ¼ 0; �un�1 ¼ 1, and the others are calcu-
lated using
�uk ¼ �uk�1 þQk �Qk�1j j
dk ¼ 1; . . .; n� 2: ð8Þ
Solving the system of linear equations will result in a
new set of control points defining a new NURBS
curve. This curve conforms to a new blank shape and
it is extruded to a NURBS surface to demarcate
trimming domains for the solid finite element mesh.
This procedure is carried out by an in-house code
named DD3SHAPE that uses the results from
DD3IMP and the current NURBS surface in IGES
format as inputs to produce the new surface, also in
IGES format. This new NURBS surface is used to
trim the base mesh to produce intermediate blank
shape which is subjected to the deep drawing process.
The application of push/pull technique to the NURBS
surface guarantees a smooth blank contour, in each
iteration. This procedure is repeated until the devi-
ation between flange contour and target contour falls
below the user defined value, d. The optimization
procedure can be fully automated due to the combi-
nation of DD3IMP, DD3TRIM and DD3SHAPE (the
push/pull technique applied to the NURBS surface).
3 Rectangular cup example
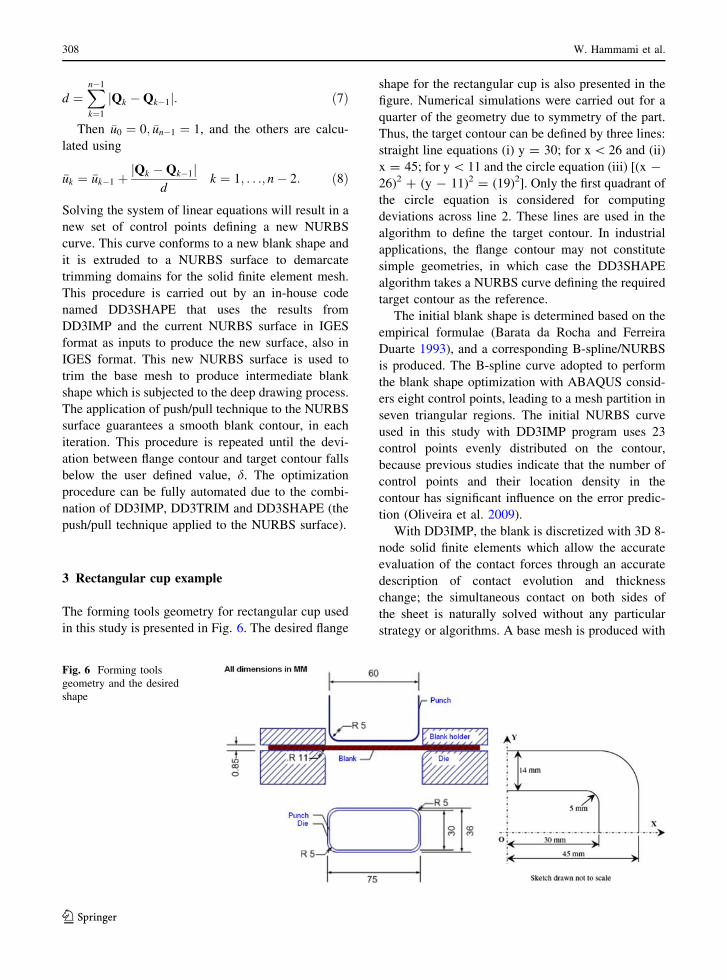
The forming tools geometry for rectangular cup used
in this study is presented in Fig. 6. The desired flange
shape for the rectangular cup is also presented in the
figure. Numerical simulations were carried out for a
quarter of the geometry due to symmetry of the part.
Thus, the target contour can be defined by three lines:
straight line equations (i) y = 30; for x \ 26 and (ii)
x = 45; for y \ 11 and the circle equation (iii) [(x -
26)2 ? (y - 11)2 = (19)2]. Only the first quadrant of
the circle equation is considered for computing
deviations across line 2. These lines are used in the
algorithm to define the target contour. In industrial
applications, the flange contour may not constitute
simple geometries, in which case the DD3SHAPE
algorithm takes a NURBS curve defining the required
target contour as the reference.
The initial blank shape is determined based on the
empirical formulae (Barata da Rocha and Ferreira
Duarte 1993), and a corresponding B-spline/NURBS
is produced. The B-spline curve adopted to perform
the blank shape optimization with ABAQUS consid-
ers eight control points, leading to a mesh partition in
seven triangular regions. The initial NURBS curve
used in this study with DD3IMP program uses 23
control points evenly distributed on the contour,
because previous studies indicate that the number of
control points and their location density in the
contour has significant influence on the error predic-
tion (Oliveira et al. 2009).
With DD3IMP, the blank is discretized with 3D 8-
node solid finite elements which allow the accurate
evaluation of the contact forces through an accurate
description of contact evolution and thickness
change; the simultaneous contact on both sides of
the sheet is naturally solved without any particular
strategy or algorithms. A base mesh is produced with
Fig. 6 Forming tools
geometry and the desired
shape
308 W. Hammami et al.
123
Page 7
an average in-plane element size of 1.4 mm of eight
node solid finite elements associated with selective
reduced integration procedure ð �BmethodÞ. The blank
is meshed with two layers of elements through
thickness, leading to four through-thickness integra-
tion points. The average in-plane element size
(turning angle \ 10� of die radius) guarantee accu-
rate results with the solid element for the forming
phase (Li et al. 2002). Since the selected geometry
presents small springback values, the two layers of
elements lead to accurate results (Oliveira et al.
2008). This base mesh is cut with initial NURBS
surface to produce the initial finite element mesh. In
ABAQUS, the finite elements used are 4 node fully
integrated linear tetrahedron finite elements (C3D4).
Tetrahedron finite elements are required due to the
shape of the regions to remesh during the optimiza-
tion procedure (shown in Fig. 2). However, to
accurately perform structural analysis with this type
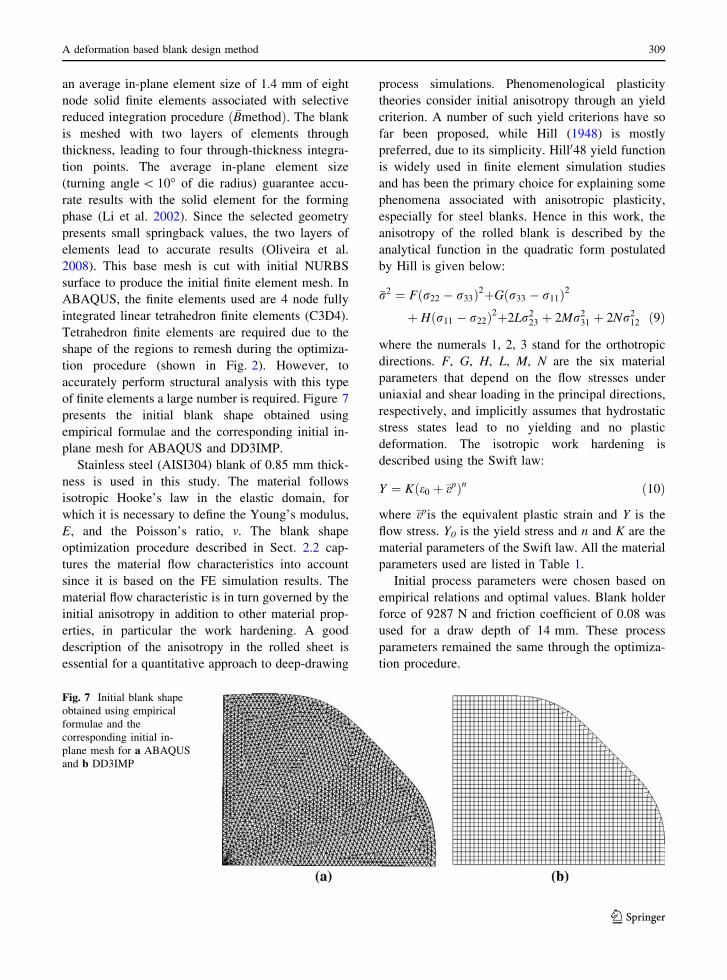
of finite elements a large number is required. Figure 7
presents the initial blank shape obtained using
empirical formulae and the corresponding initial in-
plane mesh for ABAQUS and DD3IMP.
Stainless steel (AISI304) blank of 0.85 mm thick-
ness is used in this study. The material follows
isotropic Hooke’s law in the elastic domain, for
which it is necessary to define the Young’s modulus,
E, and the Poisson’s ratio, m. The blank shape
optimization procedure described in Sect. 2.2 cap-
tures the material flow characteristics into account
since it is based on the FE simulation results. The
material flow characteristic is in turn governed by the
initial anisotropy in addition to other material prop-
erties, in particular the work hardening. A good
description of the anisotropy in the rolled sheet is
essential for a quantitative approach to deep-drawing
process simulations. Phenomenological plasticity
theories consider initial anisotropy through an yield
criterion. A number of such yield criterions have so
far been proposed, while Hill (1948) is mostly
preferred, due to its simplicity. Hill048 yield function
is widely used in finite element simulation studies
and has been the primary choice for explaining some
phenomena associated with anisotropic plasticity,
especially for steel blanks. Hence in this work, the
anisotropy of the rolled blank is described by the
analytical function in the quadratic form postulated
by Hill is given below:
�r2 ¼ F r22 � r33ð Þ2þG r33 � r11ð Þ2
þ H r11 � r22ð Þ2þ2Lr223 þ 2Mr2
31 þ 2Nr212 ð9Þ
where the numerals 1, 2, 3 stand for the orthotropic
directions. F, G, H, L, M, N are the six material
parameters that depend on the flow stresses under
uniaxial and shear loading in the principal directions,
respectively, and implicitly assumes that hydrostatic
stress states lead to no yielding and no plastic
deformation. The isotropic work hardening is
described using the Swift law:
Y ¼ K e0 þ �epð Þn ð10Þ
where �epis the equivalent plastic strain and Y is the
flow stress. Y0 is the yield stress and n and K are the
material parameters of the Swift law. All the material
parameters used are listed in Table 1.
Initial process parameters were chosen based on
empirical relations and optimal values. Blank holder
force of 9287 N and friction coefficient of 0.08 was
used for a draw depth of 14 mm. These process
parameters remained the same through the optimiza-
tion procedure.
Fig. 7 Initial blank shape
obtained using empirical
formulae and the
corresponding initial in-
plane mesh for a ABAQUS
and b DD3IMP
A deformation based blank design method 309
123
Page 8
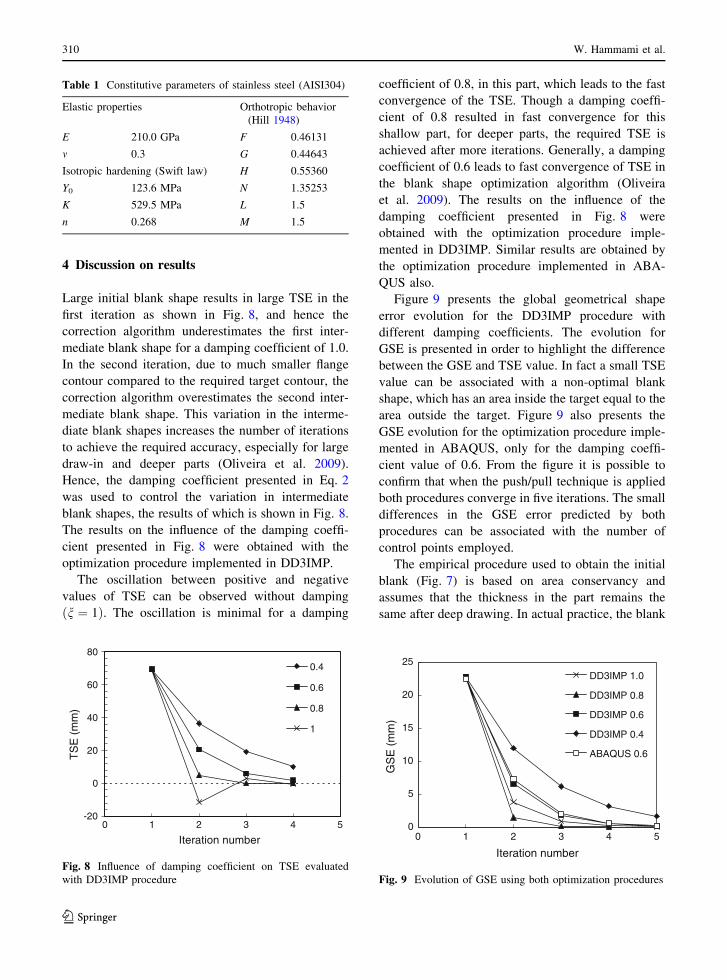
4 Discussion on results
Large initial blank shape results in large TSE in the
first iteration as shown in Fig. 8, and hence the
correction algorithm underestimates the first inter-
mediate blank shape for a damping coefficient of 1.0.
In the second iteration, due to much smaller flange
contour compared to the required target contour, the
correction algorithm overestimates the second inter-
mediate blank shape. This variation in the interme-
diate blank shapes increases the number of iterations
to achieve the required accuracy, especially for large
draw-in and deeper parts (Oliveira et al. 2009).
Hence, the damping coefficient presented in Eq. 2
was used to control the variation in intermediate
blank shapes, the results of which is shown in Fig. 8.
The results on the influence of the damping coeffi-
cient presented in Fig. 8 were obtained with the
optimization procedure implemented in DD3IMP.
The oscillation between positive and negative
values of TSE can be observed without damping
n ¼ 1ð Þ. The oscillation is minimal for a damping
coefficient of 0.8, in this part, which leads to the fast
convergence of the TSE. Though a damping coeffi-
cient of 0.8 resulted in fast convergence for this
shallow part, for deeper parts, the required TSE is
achieved after more iterations. Generally, a damping
coefficient of 0.6 leads to fast convergence of TSE in
the blank shape optimization algorithm (Oliveira
et al. 2009). The results on the influence of the
damping coefficient presented in Fig. 8 were
obtained with the optimization procedure imple-
mented in DD3IMP. Similar results are obtained by
the optimization procedure implemented in ABA-
QUS also.
Figure 9 presents the global geometrical shape
error evolution for the DD3IMP procedure with
different damping coefficients. The evolution for
GSE is presented in order to highlight the difference
between the GSE and TSE value. In fact a small TSE
value can be associated with a non-optimal blank
shape, which has an area inside the target equal to the
area outside the target. Figure 9 also presents the
GSE evolution for the optimization procedure imple-
mented in ABAQUS, only for the damping coeffi-
cient value of 0.6. From the figure it is possible to
confirm that when the push/pull technique is applied
both procedures converge in five iterations. The small
differences in the GSE error predicted by both
procedures can be associated with the number of
control points employed.
The empirical procedure used to obtain the initial
blank (Fig. 7) is based on area conservancy and
assumes that the thickness in the part remains the
same after deep drawing. In actual practice, the blank
Table 1 Constitutive parameters of stainless steel (AISI304)
Elastic properties Orthotropic behavior
(Hill 1948)
E 210.0 GPa F 0.46131
m 0.3 G 0.44643
Isotropic hardening (Swift law) H 0.55360
Y0 123.6 MPa N 1.35253
K 529.5 MPa L 1.5
n 0.268 M 1.5
-20
0
20
40
60
80
0 1 2 3 4 5
Iteration number
TS
E (
mm
)
0.4
0.6
0.8
1
Fig. 8 Influence of damping coefficient on TSE evaluated
with DD3IMP procedure
0
5
10
15
20
25
0 1 2 3 4 5
Iteration number
GS
E (
mm
)
DD3IMP 1.0
DD3IMP 0.8
DD3IMP 0.6
DD3IMP 0.4
ABAQUS 0.6
Fig. 9 Evolution of GSE using both optimization procedures
310 W. Hammami et al.
123
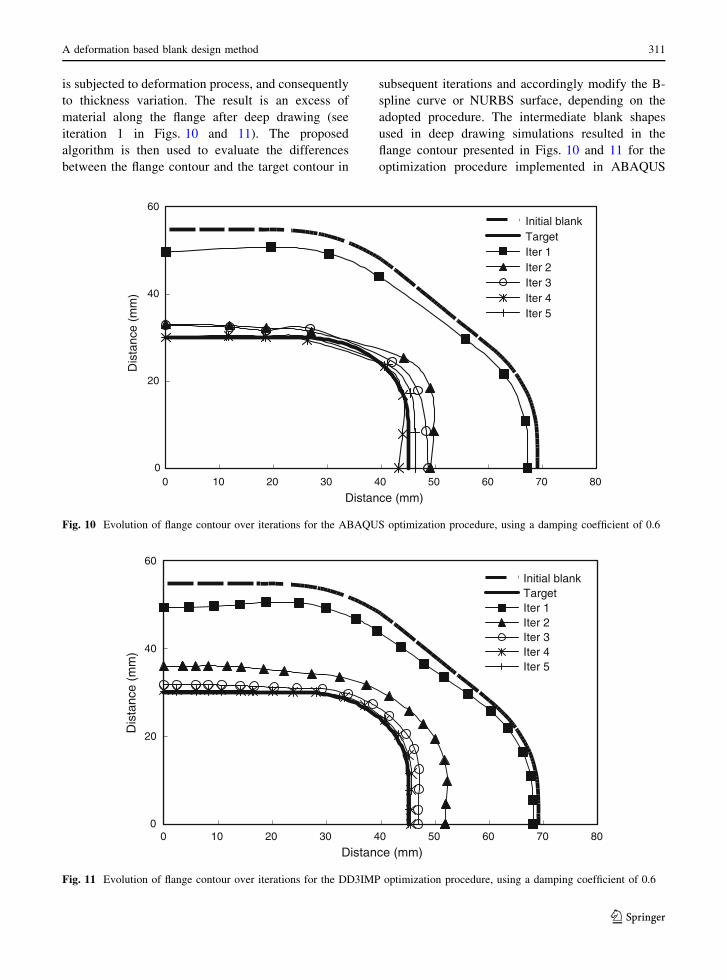
Page 9
is subjected to deformation process, and consequently
to thickness variation. The result is an excess of
material along the flange after deep drawing (see
iteration 1 in Figs. 10 and 11). The proposed
algorithm is then used to evaluate the differences
between the flange contour and the target contour in
subsequent iterations and accordingly modify the B-
spline curve or NURBS surface, depending on the
adopted procedure. The intermediate blank shapes
used in deep drawing simulations resulted in the
flange contour presented in Figs. 10 and 11 for the
optimization procedure implemented in ABAQUS
0
20
40
60
0 10 20 30 40 50 60 70 80
Distance (mm)
Dis
tanc
e (m
m)
Initial blankTargetIter 1Iter 2Iter 3Iter 4Iter 5
Fig. 10 Evolution of flange contour over iterations for the ABAQUS optimization procedure, using a damping coefficient of 0.6
0
20
40
60
0 10 20 30 40 50 60 70 80
Distance (mm)
Dis
tanc
e (m
m)
Initial blankTargetIter 1Iter 2Iter 3Iter 4Iter 5
Fig. 11 Evolution of flange contour over iterations for the DD3IMP optimization procedure, using a damping coefficient of 0.6
A deformation based blank design method 311
123
Page 10
and DD3IMP, respectively. The initial blank is
relatively large compared to the optimal blank and
the drawing depth is only 14 mm. Hence, the final
contour after the first iteration is close to the initial
blank contour as the draw-in is small.
As the number of iterations increase, the flange
contour gets closer to the target contour. The shape
error reaches a value of 0.204 mm within five
iterations for the ABAQUS case, as shown in the
Fig. 9, while it reaches 0.164 within five iterations for
the DD3IMP case, as is also shown in Fig. 9. Any
further iteration has negligible impact on the required
flange contour as it depends on the finite element
mesh density. However, a marginal difference
between ABAQUS and DD3IMP flange contours
can be observed. Comparatively, more material flow
occurs in ABAQUS simulated cup than DD3IMP
cup. Therefore, the flange contour in ABAQUS
simulated cup is smaller than that obtained from
DD3IMP simulation.
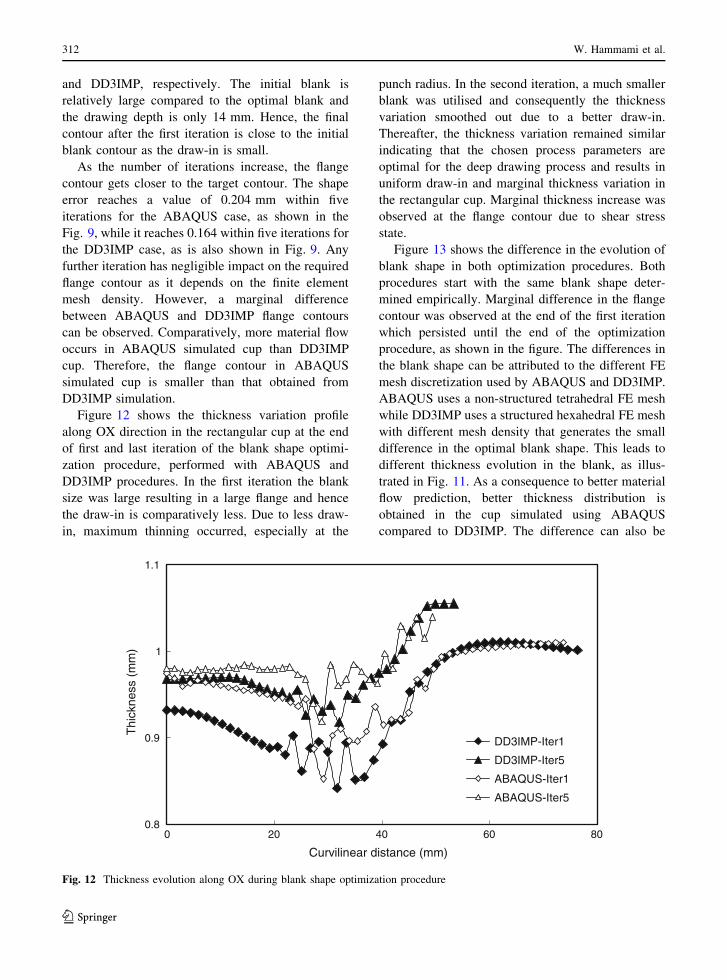
Figure 12 shows the thickness variation profile
along OX direction in the rectangular cup at the end
of first and last iteration of the blank shape optimi-
zation procedure, performed with ABAQUS and
DD3IMP procedures. In the first iteration the blank
size was large resulting in a large flange and hence
the draw-in is comparatively less. Due to less draw-
in, maximum thinning occurred, especially at the
punch radius. In the second iteration, a much smaller
blank was utilised and consequently the thickness
variation smoothed out due to a better draw-in.
Thereafter, the thickness variation remained similar
indicating that the chosen process parameters are
optimal for the deep drawing process and results in
uniform draw-in and marginal thickness variation in
the rectangular cup. Marginal thickness increase was
observed at the flange contour due to shear stress
state.
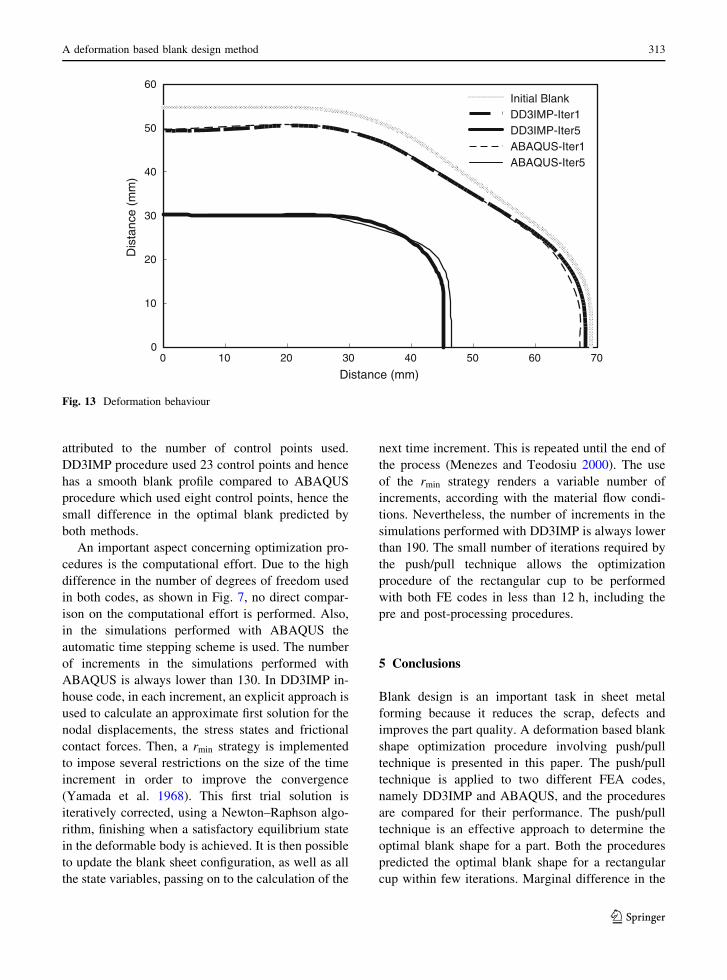
Figure 13 shows the difference in the evolution of
blank shape in both optimization procedures. Both
procedures start with the same blank shape deter-
mined empirically. Marginal difference in the flange
contour was observed at the end of the first iteration
which persisted until the end of the optimization
procedure, as shown in the figure. The differences in
the blank shape can be attributed to the different FE
mesh discretization used by ABAQUS and DD3IMP.
ABAQUS uses a non-structured tetrahedral FE mesh
while DD3IMP uses a structured hexahedral FE mesh
with different mesh density that generates the small
difference in the optimal blank shape. This leads to
different thickness evolution in the blank, as illus-
trated in Fig. 11. As a consequence to better material
flow prediction, better thickness distribution is
obtained in the cup simulated using ABAQUS
compared to DD3IMP. The difference can also be
0.8
0.9
1
1.1
0 20 40 60 80
Curvilinear distance (mm)
Thi
ckne
ss (
mm
)
DD3IMP-Iter1
DD3IMP-Iter5
ABAQUS-Iter1
ABAQUS-Iter5
Fig. 12 Thickness evolution along OX during blank shape optimization procedure
312 W. Hammami et al.
123
Page 11
attributed to the number of control points used.
DD3IMP procedure used 23 control points and hence
has a smooth blank profile compared to ABAQUS
procedure which used eight control points, hence the
small difference in the optimal blank predicted by
both methods.
An important aspect concerning optimization pro-
cedures is the computational effort. Due to the high
difference in the number of degrees of freedom used
in both codes, as shown in Fig. 7, no direct compar-
ison on the computational effort is performed. Also,
in the simulations performed with ABAQUS the
automatic time stepping scheme is used. The number
of increments in the simulations performed with
ABAQUS is always lower than 130. In DD3IMP in-
house code, in each increment, an explicit approach is
used to calculate an approximate first solution for the
nodal displacements, the stress states and frictional
contact forces. Then, a rmin strategy is implemented
to impose several restrictions on the size of the time
increment in order to improve the convergence
(Yamada et al. 1968). This first trial solution is
iteratively corrected, using a Newton–Raphson algo-
rithm, finishing when a satisfactory equilibrium state
in the deformable body is achieved. It is then possible
to update the blank sheet configuration, as well as all
the state variables, passing on to the calculation of the
next time increment. This is repeated until the end of
the process (Menezes and Teodosiu 2000). The use
of the rmin strategy renders a variable number of
increments, according with the material flow condi-
tions. Nevertheless, the number of increments in the
simulations performed with DD3IMP is always lower
than 190. The small number of iterations required by
the push/pull technique allows the optimization
procedure of the rectangular cup to be performed
with both FE codes in less than 12 h, including the
pre and post-processing procedures.
5 Conclusions
Blank design is an important task in sheet metal
forming because it reduces the scrap, defects and
improves the part quality. A deformation based blank
shape optimization procedure involving push/pull
technique is presented in this paper. The push/pull
technique is applied to two different FEA codes,
namely DD3IMP and ABAQUS, and the procedures
are compared for their performance. The push/pull
technique is an effective approach to determine the
optimal blank shape for a part. Both the procedures
predicted the optimal blank shape for a rectangular
cup within few iterations. Marginal difference in the
0
10
20
30
40
50
60
0 10 20 30 40 50 60 70
Distance (mm)
Dis
tanc
e (m
m)
Initial BlankDD3IMP-Iter1DD3IMP-Iter5ABAQUS-Iter1ABAQUS-Iter5
Fig. 13 Deformation behaviour
A deformation based blank design method 313
123
Page 12
blank shapes predicted by the procedures can be
attributed to the number of control points to which
the push/pull technique is applied and to the mesh
sensitivity. Hence, the presented blank shape optimi-
zation method, using deformation history and the
push/pull technique, can be effectively used with any
FEA software for quick prediction of an optimal
blank for a part.
Acknowledgments The authors are grateful to the Portuguese
Foundation for Science and Technology (FCT) for the financial
support for this work, through the Program POCI 2010.
References
Baptista, A.J., Alves, J.L., Rodrigues, D.M., Menezes, L.F.:
Trimming of 3D solid finite element meshes using para-
metric surfaces: application to sheet metal forming. Finite
Elem. Anal. Des. 42, 1053–1060 (2006)
Barata da Rocha, A., Ferreira Duarte, J.: Tecnologia da Emb-
utidura. Associacao Portuguesa das Tecnologias de Con-
formacao Plastica (APTCP) (ed.) (1993)
Guo, Y.Q., Batoz, J.L., Naceur, H., Bouabdallah, S., Mercier, F.,
Barlat, F.: Recent developments on the analysis and opti-
mum design of sheet metal forming parts using a simplified
inverse approach. Comput. Struct. 78, 133–148 (2000)
Hill, R.: A theory of the yielding and plastic flow of anisotropic
metals. Proc. R. Soc. Lond. A 193, 281–297 (1948)
Kim, J.-Y., Kim, N., Huh, M.-S.: Optimum blank design of an
automobile sub-frame. J. Mat. Process Tech. 101, 31–43
(2000)
Kuwabara, T., Si, W.-H.: PC-based blank design system for deep
drawing irregularly shaped prismatic shells with arbitrarily
shaped flange. J. Mat. Process Tech. 63, 89–94 (1997)
Li, K.P., Carden, W.P., Wagoner, R.H.: Simulation of spring-
back. Int. J. Mech. Sci. 44, 103–122 (2002)
Menezes, L.F., Teodosiu, C.: Three-dimensional numerical
simulation of the deep-drawing process using solid finite
elements. J. Mat. Process Tech. 97(1–3), 100–106 (2000)
Oliveira, M.C., Alves, J.L., Menezes, L.F.: Algorithms and
strategies for treatment of large deformation frictional
contact in the numerical simulation of deep drawing
process. Arch. Comput. Method E. 15(2), 113–162 (2008)
Oliveira, M.C., Padmanabhan, R., Baptista, A.J., Alves, J.L.,
Menezes, L.F.: Sensitivity study on some parameters in
blank design. Mater. Design. 30(4), 1223–1230 (2009)
Padmanabhan, R., Oliveira, M.C., Baptista, A.J., Alves, J.L.,
Menezes, L.F.: Blank design for deep drawn parts using
parametric NURBS surfaces. J. Mater. Process. Tech. 209,
2402–2411 (2009)
Park, S.H., Yoon, J.W., Yang, D.Y., Kim, Y.H.: Optimum blank
design in sheet metal forming by the deformation path
iteration method. Int. J. Mech. Sci. 41, 1217–1232 (1999)
Piegl, L.A., Tiller, W.: The NURBS Book, 2nd edn. Springer-
Verlag, Berlin (1997)
Yamada, Y., Yoshimur, N., Sakurai, T.: Plastic stress–strain
matrix and its application for the solution of elastic–plastic
problems by the finite element method. Int. J. Mech. Sci.
10(5), 348–354 (1968)
314 W. Hammami et al.
123
















![A STUDY TO COMPARING SPHERICAL, ELLIPSE AND FLAT … · 2016. 3. 2. · after thinning) is lower than the original blank sheet thickness especially under uni-axial deformation [6].](https://static.documents.pub/doc/80x56/60d35eabcf89ec5c506b7004/a-study-to-comparing-spherical-ellipse-and-flat-2016-3-2-after-thinning-is.jpg)


