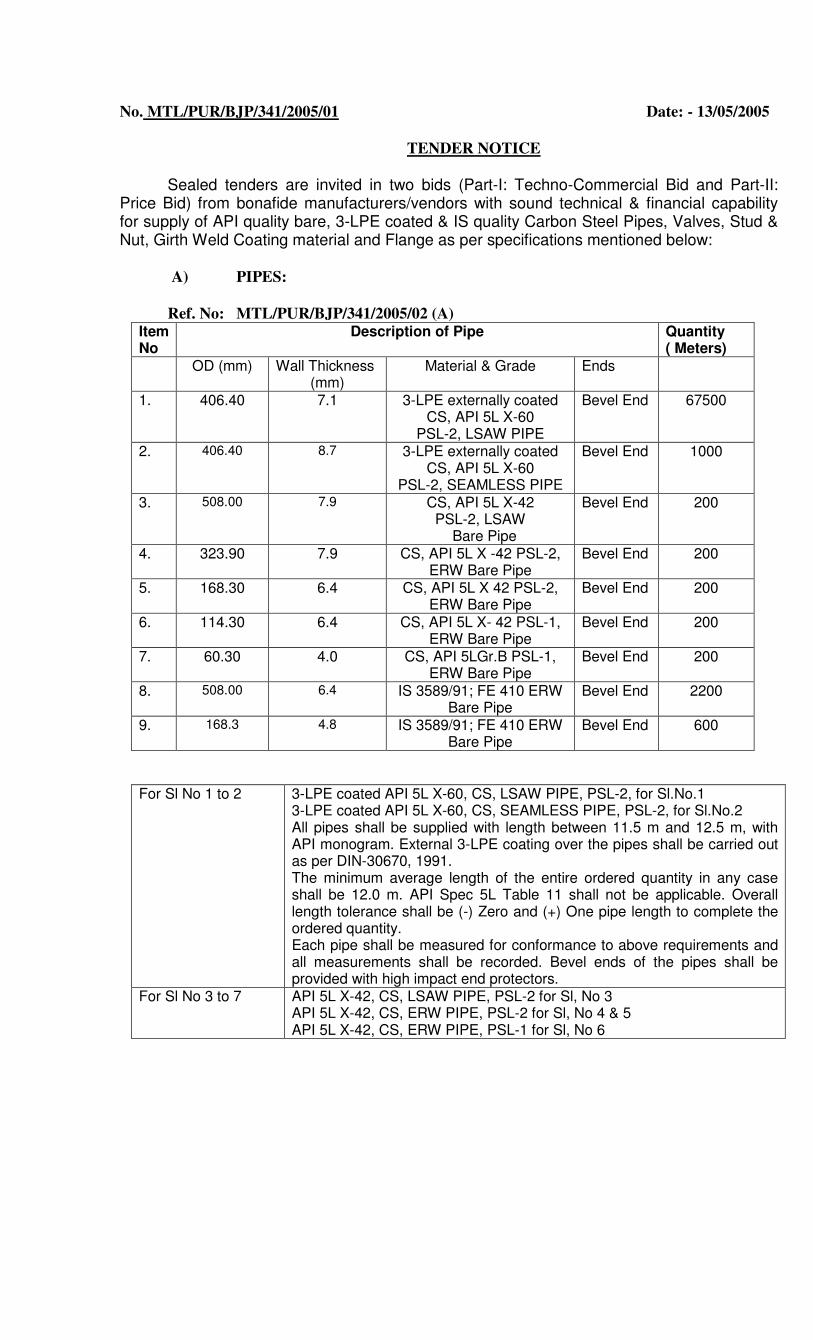
No. MTL/PUR/BJP/341/2005/01 Date: - 13/05/2005 TENDER NOTICE Sealed tenders are invited in two bids (Part-I: Techno-Commercial Bid and Part-II: Price Bid) from bonafide manufacturers/vendors with sound technical & financial capability for supply of API quality bare, 3-LPE coated & IS quality Carbon Steel Pipes, Valves, Stud & Nut, Girth Weld Coating material and Flange as per specifications mentioned below: A) PIPES: Ref. No: MTL/PUR/BJP/341/2005/02 (A) Item No Description of Pipe Quantity ( Meters) OD (mm) Wall Thickness (mm) Material & Grade Ends 1. 406.40 7.1 3-LPE externally coated CS, API 5L X-60 PSL-2, LSAW PIPE Bevel End 67500 2. 406.40 8.7 3-LPE externally coated CS, API 5L X-60 PSL-2, SEAMLESS PIPE Bevel End 1000 3. 508.00 7.9 CS, API 5L X-42 PSL-2, LSAW Bare Pipe Bevel End 200 4. 323.90 7.9 CS, API 5L X -42 PSL-2, ERW Bare Pipe Bevel End 200 5. 168.30 6.4 CS, API 5L X 42 PSL-2, ERW Bare Pipe Bevel End 200 6. 114.30 6.4 CS, API 5L X- 42 PSL-1, ERW Bare Pipe Bevel End 200 7. 60.30 4.0 CS, API 5LGr.B PSL-1, ERW Bare Pipe Bevel End 200 8. 508.00 6.4 IS 3589/91; FE 410 ERW Bare Pipe Bevel End 2200 9. 168.3 4.8 IS 3589/91; FE 410 ERW Bare Pipe Bevel End 600 For Sl No 1 to 2 3-LPE coated API 5L X-60, CS, LSAW PIPE, PSL-2, for Sl.No.1 3-LPE coated API 5L X-60, CS, SEAMLESS PIPE, PSL-2, for Sl.No.2 All pipes shall be supplied with length between 11.5 m and 12.5 m, with API monogram. External 3-LPE coating over the pipes shall be carried out as per DIN-30670, 1991. The minimum average length of the entire ordered quantity in any case shall be 12.0 m. API Spec 5L Table 11 shall not be applicable. Overall length tolerance shall be (-) Zero and (+) One pipe length to complete the ordered quantity. Each pipe shall be measured for conformance to above requirements and all measurements shall be recorded. Bevel ends of the pipes shall be provided with high impact end protectors. For Sl No 3 to 7 API 5L X-42, CS, LSAW PIPE, PSL-2 for Sl, No 3 API 5L X-42, CS, ERW PIPE, PSL-2 for Sl, No 4 & 5 API 5L X-42, CS, ERW PIPE, PSL-1 for Sl, No 6
Sealed tenders are invited in two bids (Part-I: Techno-Commercial Bid and Part-II: Price Bid) from bonafide manufacturers/vendors with sound technical & financial capability for supply of API quality bare, 3-LPE coated & IS quality Carbon Steel Pipes, Valves, Stud & Nut, Girth Weld Coating material and Flange as per specifications mentioned below:
A) PIPES: Ref. No: MTL/PUR/BJP/341/2005/02 (A)
Item No
Description of Pipe Quantity ( Meters)
OD (mm) Wall Thickness (mm)
Material & Grade Ends
1. 406.40 7.1 3-LPE externally coated CS, API 5L X-60
PSL-2, LSAW PIPE
Bevel End 67500
2. 406.40 8.7 3-LPE externally coated CS, API 5L X-60
PSL-2, SEAMLESS PIPE
Bevel End 1000
3. 508.00 7.9 CS, API 5L X-42 PSL-2, LSAW
Bare Pipe
Bevel End 200
4. 323.90 7.9 CS, API 5L X -42 PSL-2, ERW Bare Pipe
Bevel End 200
5. 168.30 6.4 CS, API 5L X 42 PSL-2, ERW Bare Pipe
Bevel End 200
6. 114.30 6.4 CS, API 5L X- 42 PSL-1, ERW Bare Pipe
Bevel End 200
7. 60.30 4.0 CS, API 5LGr.B PSL-1, ERW Bare Pipe
Bevel End 200
8. 508.00 6.4 IS 3589/91; FE 410 ERW Bare Pipe
Bevel End 2200
9. 168.3 4.8 IS 3589/91; FE 410 ERW Bare Pipe
Bevel End 600
For Sl No 1 to 2
3-LPE coated API 5L X-60, CS, LSAW PIPE, PSL-2, for Sl.No.1 3-LPE coated API 5L X-60, CS, SEAMLESS PIPE, PSL-2, for Sl.No.2 All pipes shall be supplied with length between 11.5 m and 12.5 m, with API monogram. External 3-LPE coating over the pipes shall be carried out as per DIN-30670, 1991. The minimum average length of the entire ordered quantity in any case shall be 12.0 m. API Spec 5L Table 11 shall not be applicable. Overall length tolerance shall be (-) Zero and (+) One pipe length to complete the ordered quantity. Each pipe shall be measured for conformance to above requirements and all measurements shall be recorded. Bevel ends of the pipes shall be provided with high impact end protectors.
For Sl No 3 to 7 API 5L X-42, CS, LSAW PIPE, PSL-2 for Sl, No 3 API 5L X-42, CS, ERW PIPE, PSL-2 for Sl, No 4 & 5 API 5L X-42, CS, ERW PIPE, PSL-1 for Sl, No 6
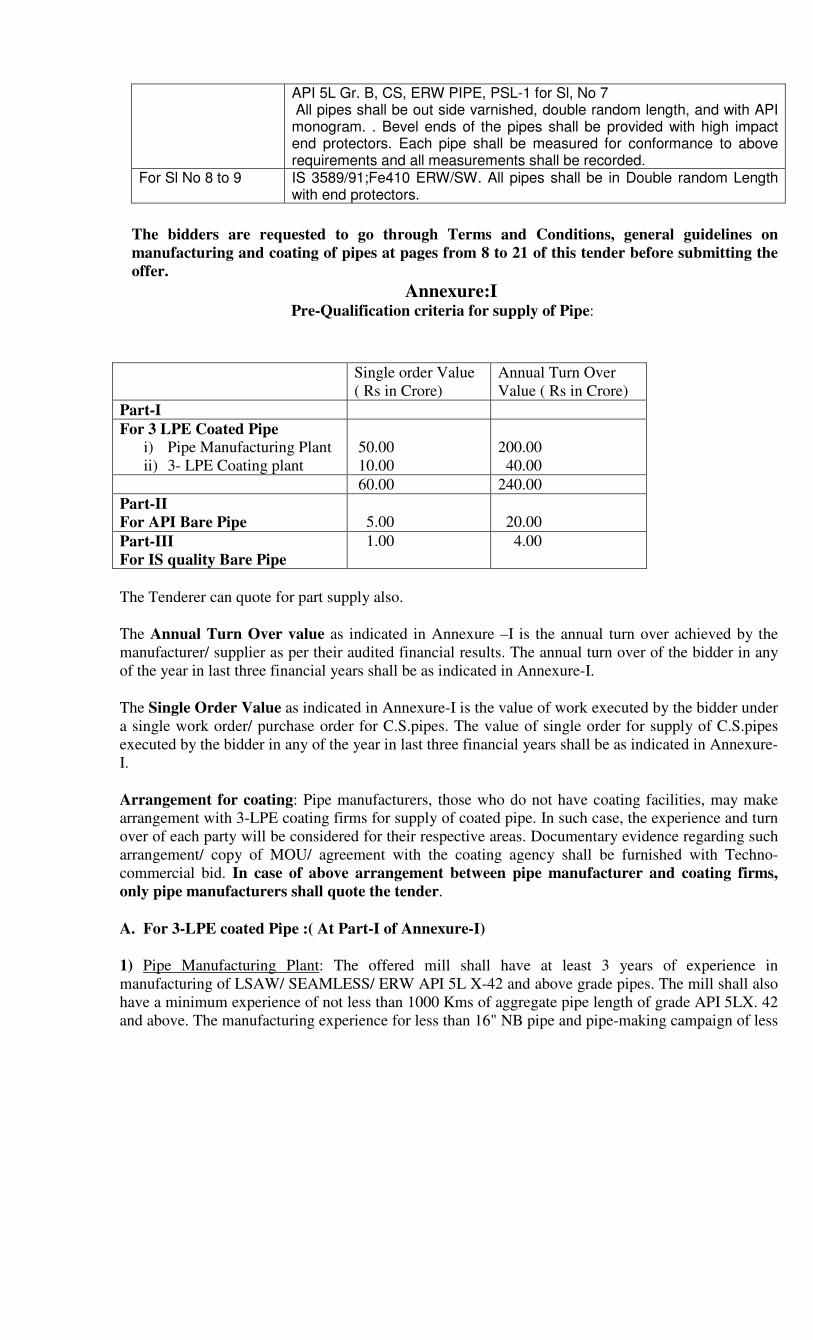
API 5L Gr. B, CS, ERW PIPE, PSL-1 for Sl, No 7 All pipes shall be out side varnished, double random length, and with API monogram. . Bevel ends of the pipes shall be provided with high impact end protectors. Each pipe shall be measured for conformance to above requirements and all measurements shall be recorded.
For Sl No 8 to 9 IS 3589/91;Fe410 ERW/SW. All pipes shall be in Double random Length with end protectors.
The bidders are requested to go through Terms and Conditions, general guidelines on manufacturing and coating of pipes at pages from 8 to 21 of this tender before submitting the offer.
Annexure:I Pre-Qualification criteria for supply of Pipe: Single order Value
( Rs in Crore) Annual Turn Over Value ( Rs in Crore)
The Annual Turn Over value as indicated in Annexure –I is the annual turn over achieved by the manufacturer/ supplier as per their audited financial results. The annual turn over of the bidder in any of the year in last three financial years shall be as indicated in Annexure-I.
The Single Order Value as indicated in Annexure-I is the value of work executed by the bidder under a single work order/ purchase order for C.S.pipes. The value of single order for supply of C.S.pipes executed by the bidder in any of the year in last three financial years shall be as indicated in Annexure-I.
Arrangement for coating: Pipe manufacturers, those who do not have coating facilities, may make arrangement with 3-LPE coating firms for supply of coated pipe. In such case, the experience and turn over of each party will be considered for their respective areas. Documentary evidence regarding such arrangement/ copy of MOU/ agreement with the coating agency shall be furnished with Techno-commercial bid. In case of above arrangement between pipe manufacturer and coating firms, only pipe manufacturers shall quote the tender.
A. For 3-LPE coated Pipe :( At Part-I of Annexure-I)
1) Pipe Manufacturing Plant: The offered mill shall have at least 3 years of experience in manufacturing of LSAW/ SEAMLESS/ ERW API 5L X-42 and above grade pipes. The mill shall also have a minimum experience of not less than 1000 Kms of aggregate pipe length of grade API 5LX. 42 and above. The manufacturing experience for less than 16" NB pipe and pipe-making campaign of less
than 20 Kms in length shall not be considered for computing the pipe length. The mill shall also have valid API monogram for last 3 years.
2) 3-LPE Coating Work: :( At Part-I of Annexure-I)
Bidder shall have experience in procurement and application of three layer side extruded PE (3LPE) coating materials, handling of bare and coated pipe at least 20 Km of 16" NB & above, under a single contract in any of the last three financial years.
For supply of 3-LPE coated pipe, combined experience and turn over (pipe plant+ coating plant) as indicated in Annexure-I of the intending bidders shall be taken into account.
B. For API bare pipe:( At Part-II of Annexure-I)
Pipe Manufacturing Plant: The offered mill shall have at least 3 years of experience in manufacturing of LSAW/ SEAMLESS API 5L X-42 and above grade pipes. The mill shall also have a minimum experience of not less than 500 Kms of aggregate pipe length of API 5LX Gr. 42 and above. The manufacturing experience for less than 8" NB pipe and pipe-making campaign of less than 10 Kms in length shall not be considered for computing the pipeline length. The mill shall also have valid API monogram for last 3 years.
C. For supply of IS quality Pipe: :( At Part-III of Annexure-I)
Pipe Manufacturing Plant: The offered mill shall have at least 3 years of experience in manufacturing of ERW/SW IS grade pipe. The mill shall also have a minimum experience of not less than 100 Kms of aggregate pipe length of 12" NB and above.
The bidders are free to quote for any of the part or parts (Part-I, or Part-II, or Part- III) depending upon the pre-qualification criteria/requirement. A bidder who satisfies pre-qualification requirement for Part-I is automatically qualified for Part-II and Part-III. Similarly, a bidder who satisfies pre-qualification requirement for Part- II is automatically qualified for Part- III.
Intending bidders are to submit Catalogue/Literature, supply record for similar item and furnish documentary proof of pre-qualification requirement with respect to single order value, annual turnover and copies of API monogram for last three years, without which tender shall not qualify in the techno-commercial bid. The documentary proof shall be in English language or translated in English language, duly certified.
D. All categories of pipes shall be supplied in brand new condition.
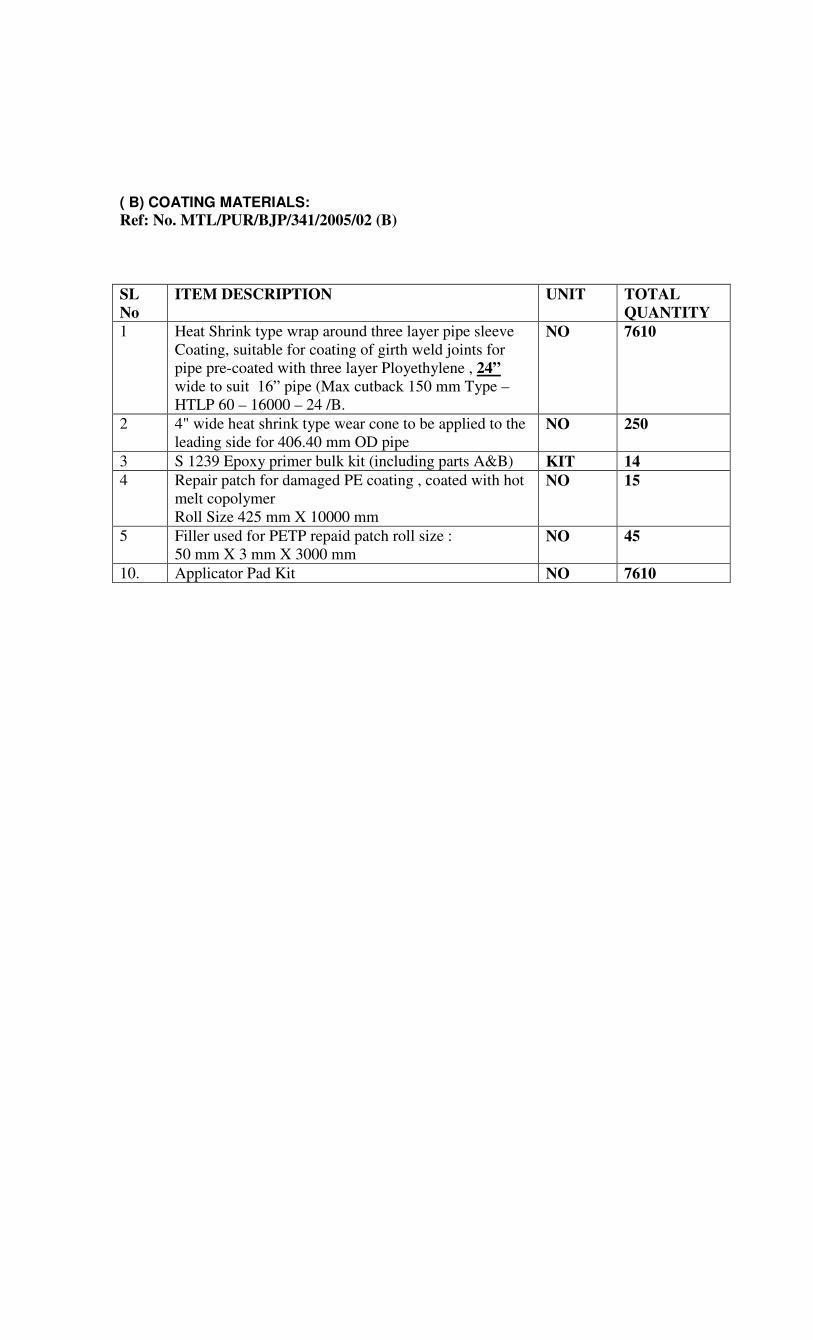
( B) COATING MATERIALS: Ref: No. MTL/PUR/BJP/341/2005/02 (B) SL No
ITEM DESCRIPTION UNIT TOTAL QUANTITY
1 Heat Shrink type wrap around three layer pipe sleeve Coating, suitable for coating of girth weld joints for pipe pre-coated with three layer Ployethylene , 24” wide to suit 16” pipe (Max cutback 150 mm Type – HTLP 60 – 16000 – 24 /B.
NO 7610
2 4" wide heat shrink type wear cone to be applied to the leading side for 406.40 mm OD pipe
NO 250
3 S 1239 Epoxy primer bulk kit (including parts A&B) KIT 14 4 Repair patch for damaged PE coating , coated with hot
melt copolymer Roll Size 425 mm X 10000 mm
NO 15
5 Filler used for PETP repaid patch roll size : 50 mm X 3 mm X 3000 mm
NO 45
10. Applicator Pad Kit NO 7610
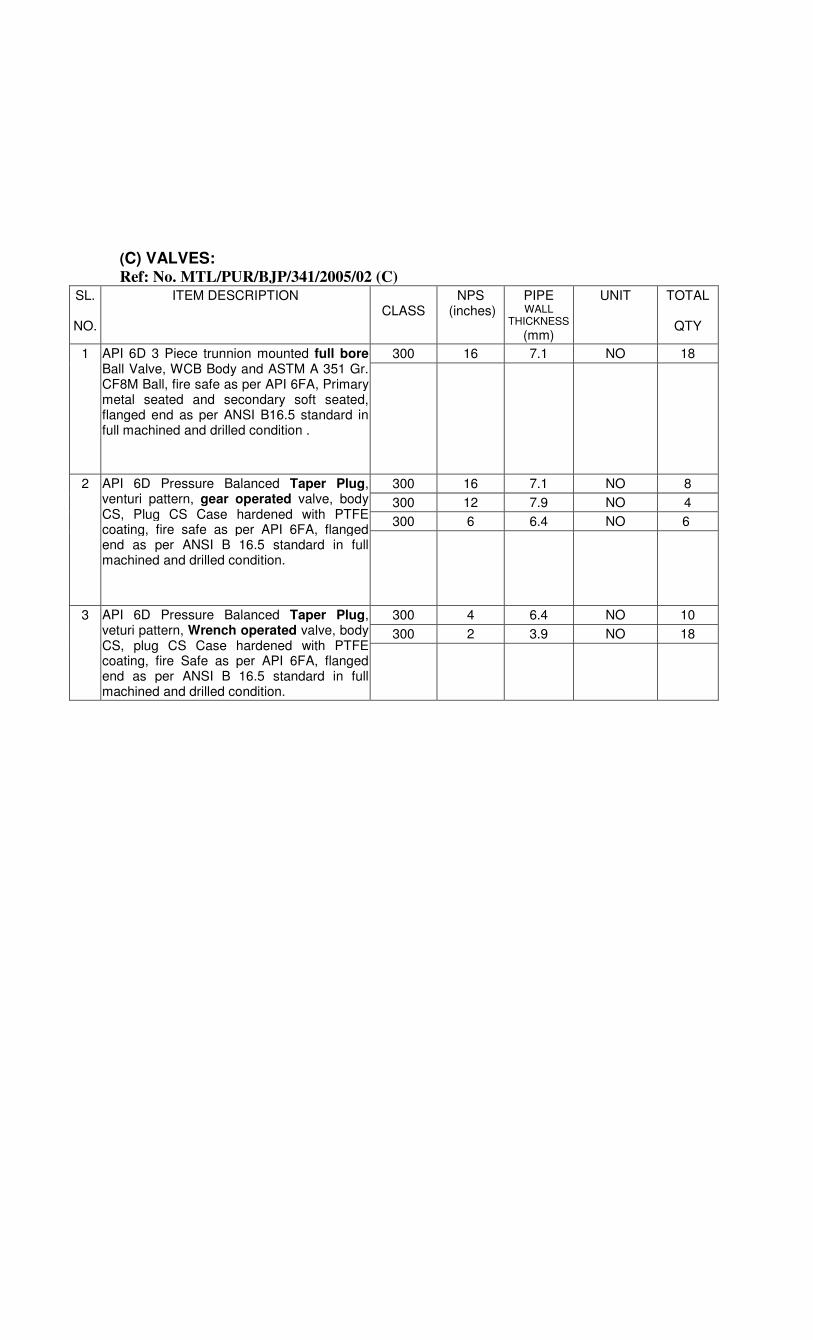
(C) VALVES: Ref: No. MTL/PUR/BJP/341/2005/02 (C)
SL.
NO.
ITEM DESCRIPTION
CLASS
NPS (inches)
PIPE WALL
THICKNESS (mm)
UNIT TOTAL
QTY
300 16 7.1 NO 18 1 API 6D 3 Piece trunnion mounted full bore Ball Valve, WCB Body and ASTM A 351 Gr. CF8M Ball, fire safe as per API 6FA, Primary metal seated and secondary soft seated, flanged end as per ANSI B16.5 standard in full machined and drilled condition .
300 16 7.1 NO 8 300 12 7.9 NO 4 300 6 6.4 NO 6
2 API 6D Pressure Balanced Taper Plug, venturi pattern, gear operated valve, body CS, Plug CS Case hardened with PTFE coating, fire safe as per API 6FA, flanged end as per ANSI B 16.5 standard in full machined and drilled condition.
300 4 6.4 NO 10 300 2 3.9 NO 18
3
API 6D Pressure Balanced Taper Plug, veturi pattern, Wrench operated valve, body CS, plug CS Case hardened with PTFE coating, fire Safe as per API 6FA, flanged end as per ANSI B 16.5 standard in full machined and drilled condition.
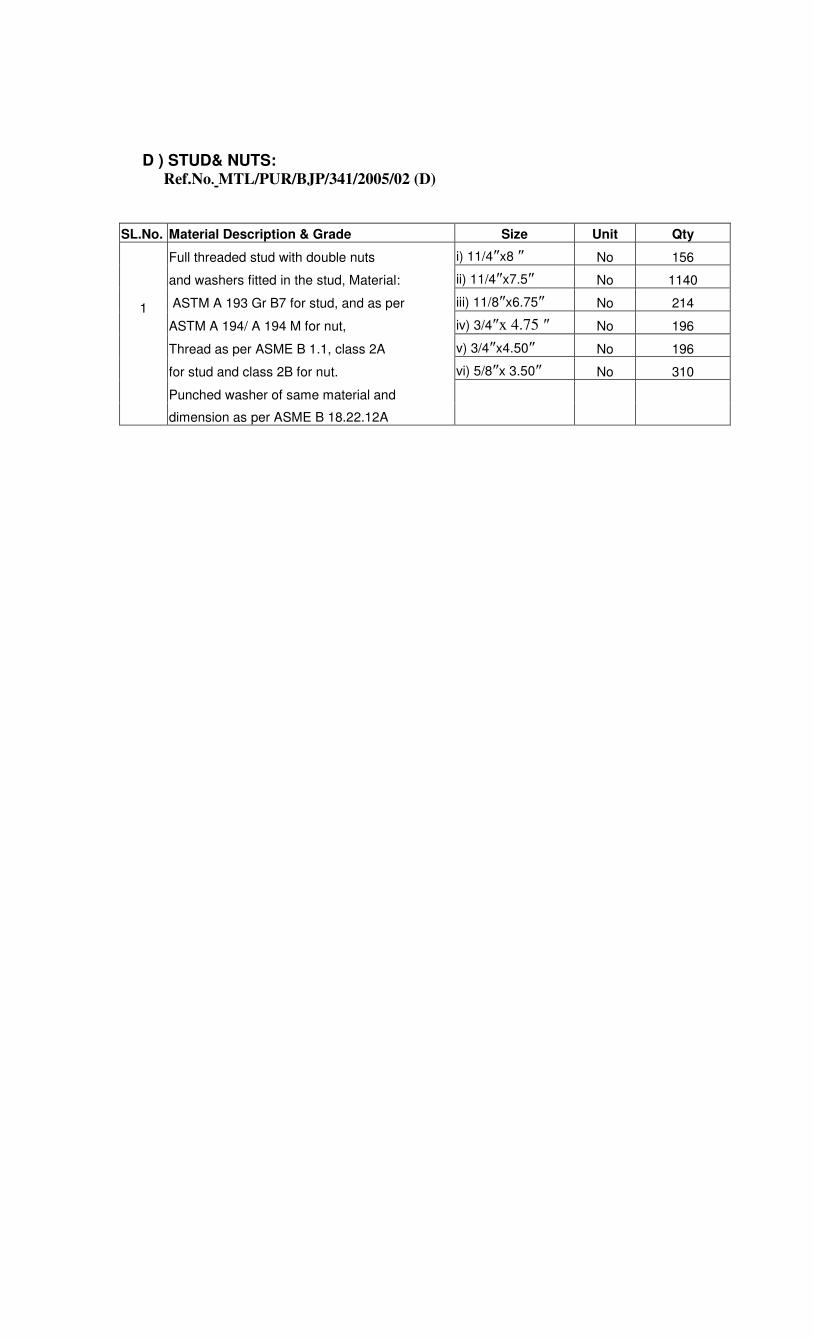
D ) STUD& NUTS: Ref.No. MTL/PUR/BJP/341/2005/02 (D)
SL.No. Material Description & Grade Size Unit Qty
Full threaded stud with double nuts i) 11/4�x8 � No 156
and washers fitted in the stud, Material: ii) 11/4�x7.5� No 1140
ASTM A 193 Gr B7 for stud, and as per iii) 11/8�x6.75� No 214
ASTM A 194/ A 194 M for nut, iv) 3/4�x 4.75 � No 196
Thread as per ASME B 1.1, class 2A v) 3/4�x4.50� No 196
for stud and class 2B for nut. vi) 5/8�x 3.50� No 310
Punched washer of same material and
1 dimension as per ASME B 18.22.12A
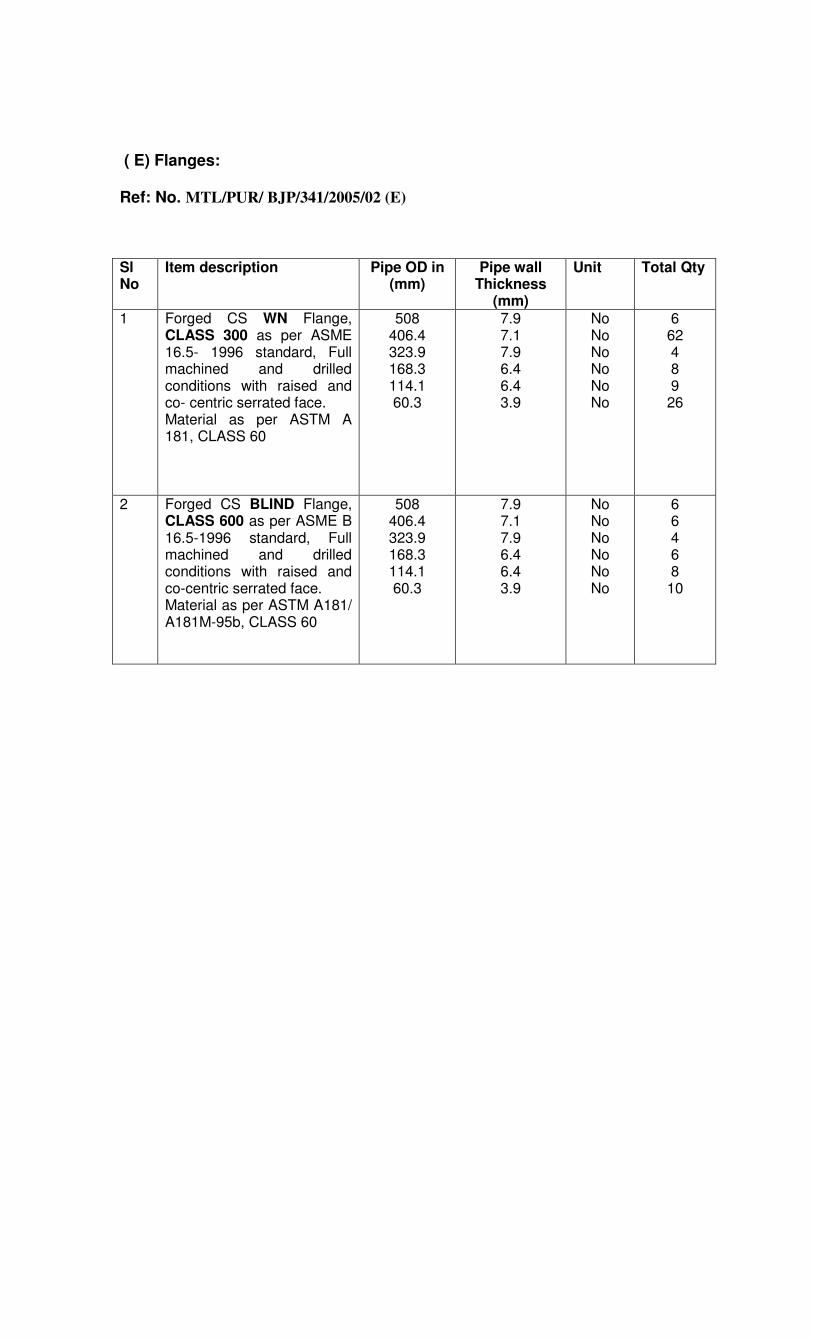
( E) Flanges: Ref: No. MTL/PUR/ BJP/341/2005/02 (E) Sl No
Item description Pipe OD in (mm)
Pipe wall Thickness
(mm)
Unit Total Qty
1 Forged CS WN Flange, CLASS 300 as per ASME 16.5- 1996 standard, Full machined and drilled conditions with raised and co- centric serrated face. Material as per ASTM A 181, CLASS 60
508 406.4 323.9 168.3 114.1 60.3
7.9 7.1 7.9 6.4 6.4 3.9
No No No No No No
6 62 4 8 9 26
2 Forged CS BLIND Flange, CLASS 600 as per ASME B 16.5-1996 standard, Full machined and drilled conditions with raised and co-centric serrated face. Material as per ASTM A181/ A181M-95b, CLASS 60
508 406.4 323.9 168.3 114.1 60.3
7.9 7.1 7.9 6.4 6.4 3.9
No No No No No No
6 6 4 6 8 10
Terms & conditions:
1. Sealed tender will be received up to 25/06/2005. Separate tender papers will not be issued. We request you to submit the tender in your letterhead.
2. Tender should be submitted in two bids, “Techno-Commercial bid” and “Price
Bid”. A) The first envelope containing “Techno-Commercial bid” should contain
detailed technical specifications (without mentioning price) and all supporting documents namely filled in annexure II to V for pipes and annexure-II for other items, printed catalogue, drawing and copies of executed supply orders for petroleum sectors in the last 05 years, commercials terms & conditions along with firm delivery schedule, payment terms, validity of the offer, check list as per annexure-VIII, etc.
B) The second envelope superscribed as price bid shall contain two more envelopes.
i) First envelope superscribed “EMD” should contain “EMD” as per clause No.10 of the Terms & Conditions.
ii) Second envelope (Sealed) superscribed “Price Bid”, shall contain “Price Bid” as per Annexure-VI for pipe and Annexure-VII for other items.
Both the Techno-Commercial Bid & Price Bid envelopes “A” & “B” should be sealed separately and prominently marked with “Techno-Commercial Bid” & “Price Bid” for easy identification with name of the party, our NIT No and Ref. No.
Both these sealed envelopes should be put together in a single envelope superscribing tender No., Ref.No.,due date and to be sent by Registered Post or reputed Courier Service addressed to the Managing Director Assam Gas Company Ltd, Manik Nagar, R.G.Baruah Road, Near Rajdhani Nursery, Guwahati-781005,
OR Managing Director, Assam Gas Company Ltd. PO: Duliajan, Pin-786
602, Assam. The Company will not bear any responsibility for late receipt or non-
receipt of tender by Post / Courier Service.
Assam Gas Company Ltd. will first open the “Techno-Commercial Bid” and if found competent then “Price Bid” will be opened. The “Price Bid” of unsuccessful tenderers in Techno-Commercial Bid will be returned back by registered post without opening.
3. The rate for Pipes should be quoted as per Annexure-VI 4. For other items like Valve, Flange, Girth Weld Coating Materials and Stud Nut,
the rate should be quoted as per Annexure-VII
5. Please mention guarantee period and manufacturer’s test certificate, etc. in your
offer.
6. Quoted rate should be valid for a minimum period of 06 (six) months.
7. Delivery: Delivery should commence within 60 days and complete within 120
days from the date of issue of purchase order.
8. Payment: Our payment condition is 80% against dispatch documents through bank and balance 20% against your bill within 30 days of receipt & acceptance of materials at our Stores.
9. Liquidated damage: Delivery should be completed within the specified time to be mentioned in the P.O. and in case of delay in delivery, Liquidated Damage @2% PM will be charged on the value of the undelivered items for each month of delay or part thereon.
10. EMD: The tenderers have to deposit an EMD @2% (Two Percent) of the tender value in the form of Demand Draft along with tender, drawn in favour of Assam Gas Company Ltd., Duliajan on any nationalized or schedule bank in India payable at Duliajan. We also accept Bank Guarantee from any Nationalized or Schedule Bank of India in their standard format with validity for a period of one (01) year. Offer without EMD will be rejected outright. No relaxation in payment of EMD on any ground will be considered.
11. Detailed technical literature, catalogue, etc. in original and past performance
certificate including list of clients in petroleum sector to whom offered materials have been supplied in the last 05 years, are to be submitted along with the “Techno-Commercial Offer”.
12. The Manufacturer of Pipe and Valve shall have a valid license to use API monogram. Copy of API Certificate must be submitted along with the tender.
13. In case of imported pipe, the supplier should have registration with Excise
Department to avail MODVAT/ CENVAT benefit on bare pipe and the same should be passed on to the company.
14. Assam Gas Co. Ltd., Duliajan reserves the right to accept or reject any or all
the tenders without assigning any reason thereof. Assam Gas Company Ltd., also reserves the right to split the order or change the quantities as per the requirement of the Company.
( P.K.Baruah ) Managing Director
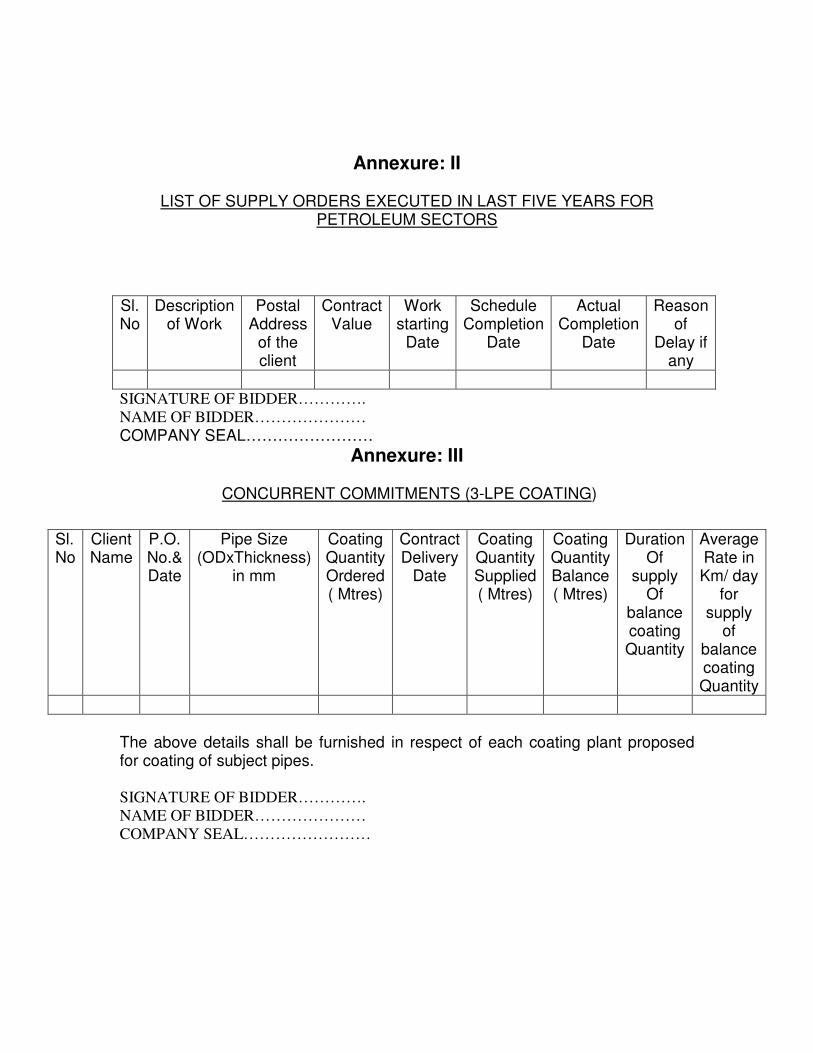
Annexure: II
LIST OF SUPPLY ORDERS EXECUTED IN LAST FIVE YEARS FOR
PETROLEUM SECTORS
SIGNATURE OF BIDDER…………. NAME OF BIDDER………………… COMPANY SEAL……………………
Annexure: III CONCURRENT COMMITMENTS (3-LPE COATING)
The above details shall be furnished in respect of each coating plant proposed for coating of subject pipes. SIGNATURE OF BIDDER…………. NAME OF BIDDER………………… COMPANY SEAL……………………
Sl. No
Description of Work
Postal Address
of the client
Contract Value
Work starting
Date
Schedule Completion
Date
Actual Completion
Date
Reason of
Delay if any
Sl. No
Client Name
P.O. No.& Date
Pipe Size (ODxThickness)
in mm
Coating Quantity Ordered ( Mtres)
Contract Delivery
Date
Coating Quantity Supplied ( Mtres)
Coating Quantity Balance ( Mtres)
Duration Of
supply Of
balance coating Quantity
Average Rate in Km/ day
for supply
of balance coating Quantity
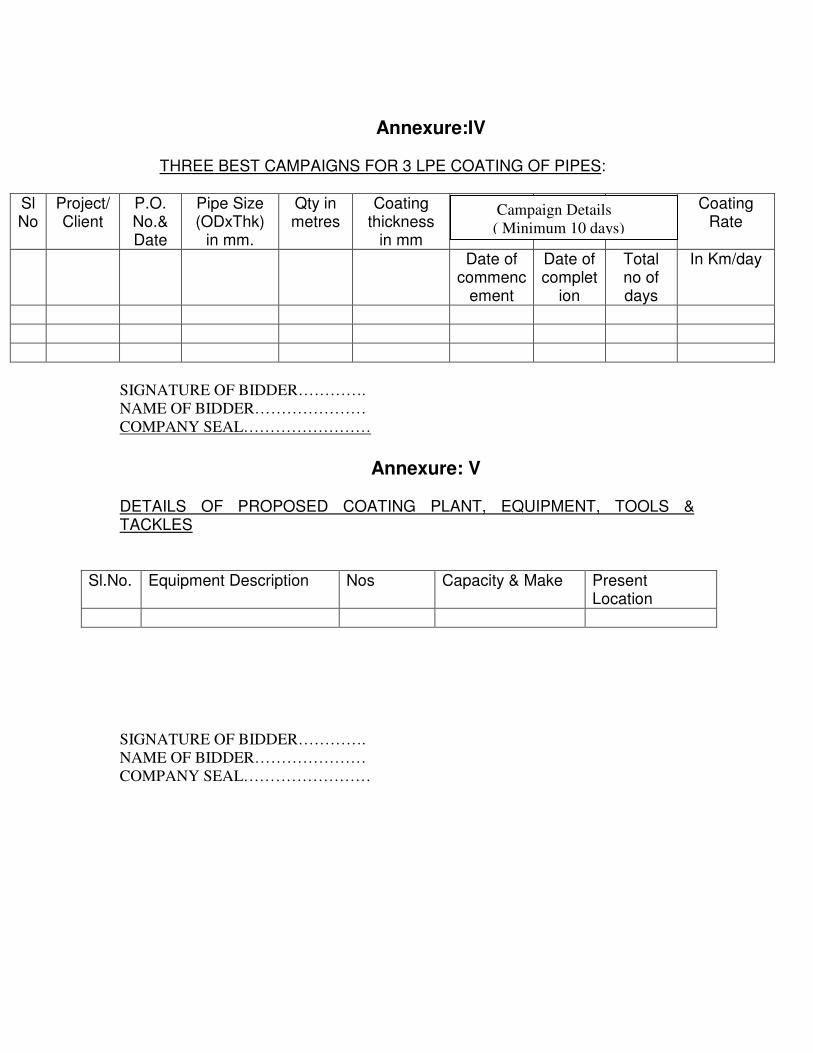
Annexure:IV
THREE BEST CAMPAIGNS FOR 3 LPE COATING OF PIPES:
Sl No
Project/Client
P.O. No.& Date
Pipe Size (ODxThk)
in mm.
Qty in metres
Coating thickness
in mm
Coating Rate
Date of commenc
ement
Date of complet
ion
Total no of days
In Km/day
SIGNATURE OF BIDDER…………. NAME OF BIDDER………………… COMPANY SEAL……………………
Annexure: V
DETAILS OF PROPOSED COATING PLANT, EQUIPMENT, TOOLS & TACKLES
Sl.No. Equipment Description Nos Capacity & Make Present
Location
SIGNATURE OF BIDDER…………. NAME OF BIDDER………………… COMPANY SEAL……………………
Campaign Details ( Minimum 10 days)
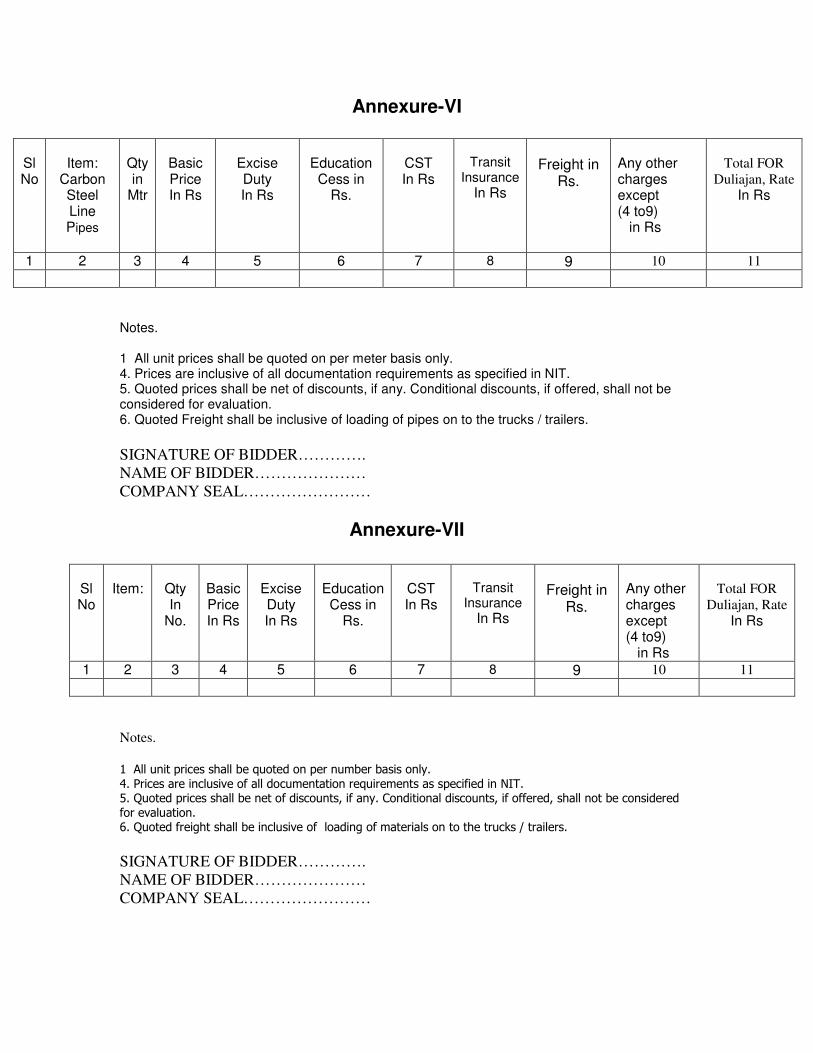
Annexure-VI
Sl No
Item:
Carbon Steel Line Pipes
Qty in
Mtr
Basic Price In Rs
Excise Duty In Rs
Education
Cess in Rs.
CST In Rs
Transit
Insurance In Rs
Freight in
Rs.
Any other charges except (4 to9) in Rs
Total FOR
Duliajan, Rate In Rs
1 2 3 4 5 6 7 8 9 10 11
Notes. 1 All unit prices shall be quoted on per meter basis only. 4. Prices are inclusive of all documentation requirements as specified in NIT. 5. Quoted prices shall be net of discounts, if any. Conditional discounts, if offered, shall not be considered for evaluation. 6. Quoted Freight shall be inclusive of loading of pipes on to the trucks / trailers. SIGNATURE OF BIDDER…………. NAME OF BIDDER………………… COMPANY SEAL……………………
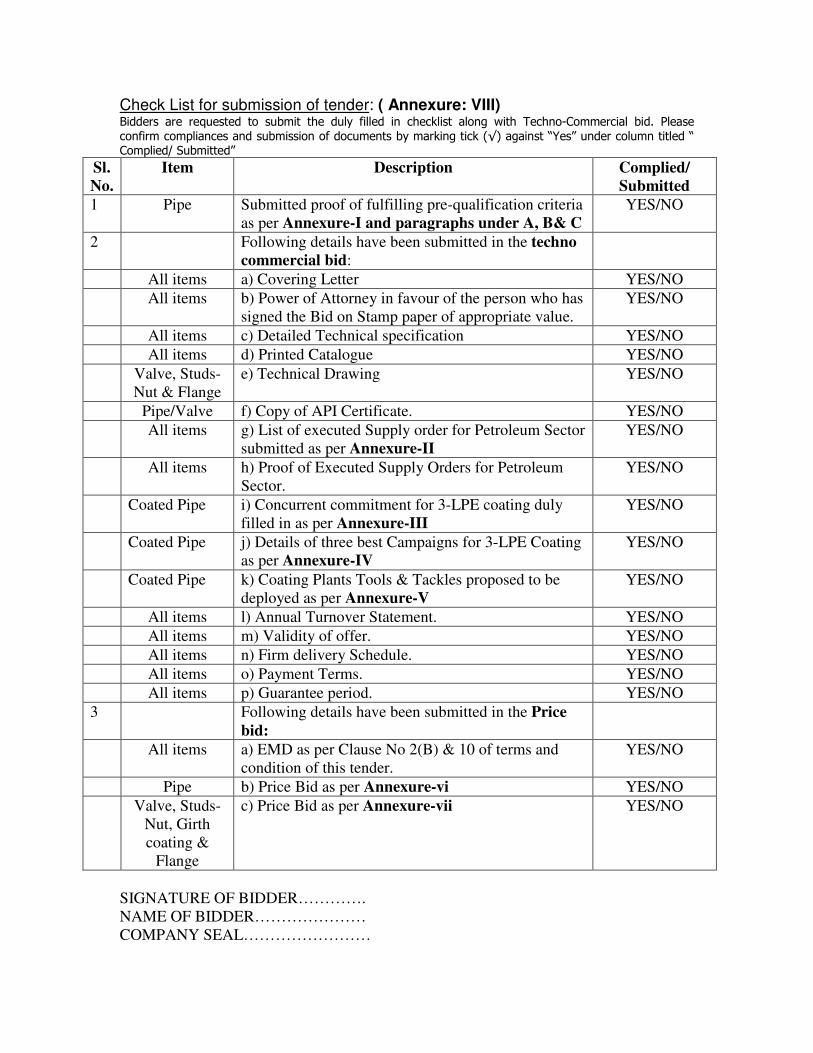
1 Pipe Submitted proof of fulfilling pre-qualification criteria as per Annexure-I and paragraphs under A, B& C
YES/NO
2 Following details have been submitted in the techno commercial bid:
All items a) Covering Letter YES/NO All items b) Power of Attorney in favour of the person who has
signed the Bid on Stamp paper of appropriate value. YES/NO
All items c) Detailed Technical specification YES/NO All items d) Printed Catalogue YES/NO Valve, Studs-
Nut & Flange e) Technical Drawing YES/NO
Pipe/Valve f) Copy of API Certificate. YES/NO All items g) List of executed Supply order for Petroleum Sector
submitted as per Annexure-II YES/NO
All items h) Proof of Executed Supply Orders for Petroleum Sector.
YES/NO
Coated Pipe i) Concurrent commitment for 3-LPE coating duly filled in as per Annexure-III
YES/NO
Coated Pipe j) Details of three best Campaigns for 3-LPE Coating as per Annexure-IV
YES/NO
Coated Pipe k) Coating Plants Tools & Tackles proposed to be deployed as per Annexure-V
YES/NO
All items l) Annual Turnover Statement. YES/NO All items m) Validity of offer. YES/NO All items n) Firm delivery Schedule. YES/NO All items o) Payment Terms. YES/NO All items p) Guarantee period. YES/NO 3 Following details have been submitted in the Price
bid:
All items a) EMD as per Clause No 2(B) & 10 of terms and condition of this tender.
YES/NO
Pipe b) Price Bid as per Annexure-vi YES/NO Valve, Studs-
Nut, Girth coating &
Flange
c) Price Bid as per Annexure-vii YES/NO
SIGNATURE OF BIDDER…………. NAME OF BIDDER………………… COMPANY SEAL……………………
General Guidelines for manufacturing of pipes: [For category of pipes at Sl. No. 1 to 3 of Reference No. MTL/PUR/BJP/341/2005/02(A) Pipes shall be manufactured as per API 5L, PSL-2 standard for Longitudinal Seam Submerged Arc Welded (LSAW)/ Seamless Line Pipes. However some modifications in dimensional tolerances are incorporated:
Pipe Body The outside diameter of pipe body, as determined by taping the circumference, shall not deviate by more than the values given below. API Spec 5L Table 7 stands modified accordingly.
Size Tolerance � 16 and < 20 ± 3 mm � 20 and � 36 + 3 mm, - 0.25% of specified OD
Pipe Ends
Diameter tolerances for the pipe ends indicated in API Spec 5L Table 8 shall be applicable on the inside diameter. The inside diameter, based on circumferential measurement, over a length of 100 mm from the end shall comply with the tolerances specified in API Spec 5L. Inside diameter is defined as ID = (OD-2WT.) where ID, OD & WT are the inside diameter, specified outside diameter and specified wall thickness respectively.
Out of Roundness Out of Roundness i.e., the difference between the maximum and minimum inside diameter at pipe ends shall not exceed 5 mm for all pipe sizes. Out of roundness tolerance indicated in API Spec 5L, Table 8 stands deleted. Out of roundness tolerances apply to maximum and minimum diameters as measured with a bar gauge, caliper or device measuring actual maximum and minimum diameter. Each pipe shall be measured for conformance to above requirements. All dimensions and tolerances shall be measured and recorded at least 3 times per operating shift (12 hrs. maximum).
WALL THICKNESS In addition to API requirements, the wall thickness of each pipe shall be checked along the circumference at both ends and at the mid location of pipe body at 12 o'clock, 3 o'clock, 6 o'clock and 9 o'clock positions. The wall thickness tolerance shall comply with the requirements of this specification. The tolerances on specified wall thickness shall be (+) 10% and (-) 5%. API Spec 5L Table 9 stands cancelled. Wall thickness shall be measured and recorded at least 3 times per operating shift (12 hours maximum).
STRAIGHTNESS The deviation from a straight line for all pipe sizes shall not exceed 12 mm. Each pipe shall be checked for conformance to this requirement. Straightness shall be measured and recorded at least 3 times per operating shift (12 hours maximum).
JOINTERS Jointers on pipes are not permitted.
PIPE ENDS Pipes shall be furnished with plain ends. Unless specified otherwise, the pipe ends shall be beveled as per API Spec. 5L. In removing the inside burrs at the pipe ends, care shall be taken not to remove excess metal and not to form an inside cavity or bevel.
Bevel Protectors Both pipe ends of each pipe shall be provided with metallic or high impact plastic bevel protectors as per Manufacturer's standard. Bevel protectors shall be of a design such that they can be re-used by coating applicator for providing on externally anti-corrosion coated pipes subsequent to coating of line pipe.
Bevel Inspection Bevel face of all pipes shall be inspected by magnetic particle method to detect defects.
DOCUMENTS: RETENTION OF RECORDS
In addition to the records indicated in API Spec 5L Table 22, the Manufacturer shall retain the records of all additional tests and calibration records mentioned in this specification including the hard copy records of ultrasonic testing carried out on pipe/plate/skelp as well as pipe ends.
PRODUCTION REPORT The Manufacturer shall provide four copies of production report in English language indicating at least the following for each pipe. International System of units (SI) shall be adopted. Pipe number Heat number from which pipe is produced Pipe length and weight. Pipe grade The Manufacturer shall provide four copies of acceptance certificates which shall include the results of all tests required as per this specification and performed on delivered material giving details of, but not limited to, the following: All test certificates as per SR 15.1. Records of qualification of welders and procedures for repair welding. Certified reports of dimensional, workmanship and defects inspection. Data on test failures, rejected heats/lots, etc. All other reports and results required as per this specification.
The certificates shall be valid only when signed by the Purchaser’s Representative. Only that pipes, which have been certified by the Purchaser’s Representative shall
be dispatched from the pipe mill. In the event of small quantities of pipes supplied against this specification, like those for bends and other similar applications, as specifically called out in the Purchase Order, the production report may consist of only test certificates required as per SR 15 of API Spec 5L and other test reports/results required as per this specification.
LINE PIPE TRACEABILITY DATA The manufacturer shall establish and follow procedures for maintaining heat and lot identity of all pipes as per Supplementary Requirements SR 15.2 of API Spec. 5L. Pipe plate/skelp
Steel plate / HR Coil manufacturers indicated below are preferred for the supply of steel plate/ skelp Billet to be used in manufacture of quoted line pipes:
(i) M/s POSCO, Korea (ii) M/s ILV A, Italy (iii) M/s Europipe (iv) M/s Nippon Steel, Japan (v) M/s Essar Steel, India (vi) M/s Azovatsal, Ukraine (vii) M/s AHMSA (ALTOS HORNOS DEMAXICO), Maxico (viii) M/s Ispat, India (ix) M/s SAIL, Bokaro
In case bidder proposes any other steel plate/ HR Coil manufacturer(s) for supply of steel plate / HR Coil to be used in manufacture of quoted line pipes, bidder should submit documentary evidence confirming the manufacturing of at least 1500 MT of steel plate / HR Coil of same / higher grade and thickness by the proposed steel plate / coil manufacturer. AGCL reserves the right to accept / reject the proposed steel plate / HR coil manufacturer for supply of plate / HR Coils. All inspection, testing of mechanical properties, hydrostatic testing, dimensional testing, non-destructive testing, destructive testing, etc. shall be carried out as per provisions of API 5L, 43rd edition, 2004.
General guidelines for 3-LPE coating of pipes as per DIN-30670, 1991: [For category of pipes at Sl. No. 1 to 2 of Reference No. MTL/PUR/BJP/341/2005/02(A). Following lines are issued as guideline only. For properties of coating materials, pipe surface preparation, coating procedure, mechanical tests, measurements, inspection and quality control check, provisions of DIN-30670, 1991 shall prevail.
1.0 MATERIALS 1.1 The three layer coating system shall comprise of a powder epoxy primer, polymeric adhesive and a polyethylene topcoat. Coating materials shall be suitable for the service conditions and the pipe sizes involved. The coating materials i.e. epoxy powder, adhesive and polyethylene compound shall have proven compatibility. 1.2 The Manufacturer shall furnish Infra-red Scan for each batch of epoxy powder. The coating materials Manufacturer shall issue test certificates as per DIN EN 10204, 3.1B for each batch of materials supplied to bidder and the same shall be submitted to COMPANY. 1.3 In addition to Manufacturer’s certificate, the bidder shall draw samples from each batch of epoxy, adhesive and polyethylene and test for the following properties at the coating yard at least one week prior to its use, to establish compliance with the Manufacturer’s test certificates and the same shall be submitted to COMPANY. .
a. Epoxy Powder: i. Gel Time ii. Cure time iii. Moisture content iv. Thermal Characteristics (Tg1, Tg2 , �H)
b. Adhesive: i. Specific Gravity ii. Melt Flow Rate iii. Vicat Softening Point
c. Polyethylene: i. Melt Flow Rate ii. Specific Gravity iii. Vicat Softening Point iv. Moisture Content v. Oxidative Induction Time
1.4 All materials to be used shall be supplied in sealed, damage free containers and shall be suitably marked with the following minimum information:
a. Name of the Manufacturer b. Type of Material c. Batch Number d. Place and Date of Manufacture e. Shelf Life/Expiry Date (if applicable) f. Quantity
All materials noted to be without above identification shall be deemed suspect and shall be rejected by COMPANY. Such materials shall not be used for coating and shall be removed from site and replaced by bidder at his expense.
1.5 Bidder shall ensure that all coating materials are properly stored in accordance with the Manufacturer’s recommendation at all times, to prevent damage and deterioration in quality prior to use.
1.6 Bidder shall be required to use all materials on a date received rotation basis, i.e. first in- first used basis.
2.0 FUNCTIONAL REQUIREMENTS AND PROPERTIES OF COATING 2.1 The coating shall be able to withstand a maximum in service operating
temperature of (+)65°C , In addition, in open storage the coating must be able to withstand a temperature of at least (+)80°C, without impairing its serviceability and properties specified.
2.2 The top coat polyethylene used shall be a black readymade compound, fully stabilized against influence of ultraviolet radiation (i.e. sunlight), oxygen in air and heat (due to environmental temperature as specified above). No appreciable changes shall occur during exposure to such environments up to at least a period of 6000 hours. The bidder shall submit certificate from Manufacturer in this regard.
3.0 COATING PROCEDURE AND QUALIFICATION: 3.1 Prior to start of production, the bidder shall, at his expense, carry out a coating
Procedure Qualification Tests (PQT) for each pipe diameter on max. wall thickness, for each type of pipe, for each coating material combination, and for each plant, to prove that his plant, materials, and coating procedures result in a quality of end product conforming to the properties stated in relevant standards, specifications and material manufacturer's recommendations. Bidder shall give seven (7) working days notice to witness all procedures and tests.
A batch representing a normal production run, typically 25 pipes shall be coated in accordance with the approved coating procedure and the coating operations witnessed by COMPANY Representative. Out of these pipes, at least one pipe shall be coated partly with epoxy and partly with both epoxy and adhesive layers. At least 10 (ten) test pipes shall be selected by COMPANY Representative for coating procedure approval tests and shall be subjected to procedure qualification testing as described hereinafter. COMPANY Representative shall witness all tests. Out of 10 (ten) test pipes, 1 (one) pipe partly coated with epoxy and partly coated with both epoxy and adhesive layers shall be included. Remaining 9 (nine) test pipes shall have all three layers. During PQT, the bidder shall qualify various procedures forming a part of coating operations as detailed subsequently.
4.0 COATING APPLICATION
The external surface of the cleaned pipe shall be immediately coated with 3-layer extruded polyethylene
coating in accordance with relevant standards and specification. In general the procedure shall be as follows:
4.1 Pipe Heating 4.1.1 Prior to heating of pipe, all dust and grit shall be removed from inside of the pipe
by a combination of air blast, brushing and vacuum cleaning. Suitable arrangement shall be made to protect the bevel ends from getting damaged during the coating operation.
4.1.2 Induction heater/ Gas fired heater shall be used for heating the pipe. The method shall be capable of maintaining uniform temperature along the total length of the pipe, and shall be such that it shall not contaminate the surface to be coated. In case of induction heating, appropriate frequency shall be used to ensure ‘deep heating’ and intense skin heating is avoided. This shall be demonstrated on bare pipes prior to start of PQT. Oxidation of the cleaned pipe surfaces prior to coating (in the form of bluing or other apparent oxide formation) is not acceptable.
4.1.3 External surface of the pipe shall be heated to about 190 °C or within a temperature range (min. to max.) as recommended by the powder manufacturer. Required pipe temperature shall be maintained as it enters the coating chamber.
4.1.4 Temperature of the pipe surface shall be continuously monitored & recorded by using suitable instruments such as infrared sensors, contact thermometers, thermocouples etc. The recording method shall allow to correlate each linepipe. The monitoring instrument shall be able to raise an alarm / activate audio system (hooter) in the event of tripping of induction heater or in the event of pipe temperature being outside the range recommended by the manufacturer. Any deviation from the application temperature range recommended by manufacturer shall be rectified. If immediate rectification is not feasible, the production shall be stopped until cause of deviation has been removed. Any pipe coated during the duration of temperature deviation shall be identified by marking and rejected. Such rejected pipes shall be stripped, re-cleaned and recoated.
4.1.5 Temperature measuring & monitoring equipment shall be calibrated twice every shift and/or as per COMPANY Representative’s instruction.
4.1.6 Bidder shall ensure that pipe surface emissivity variations are minimized during pipe heating. To avoid significant variance, more than once blasted joints should be coated at the same time and not mixed with joints blasted only once.
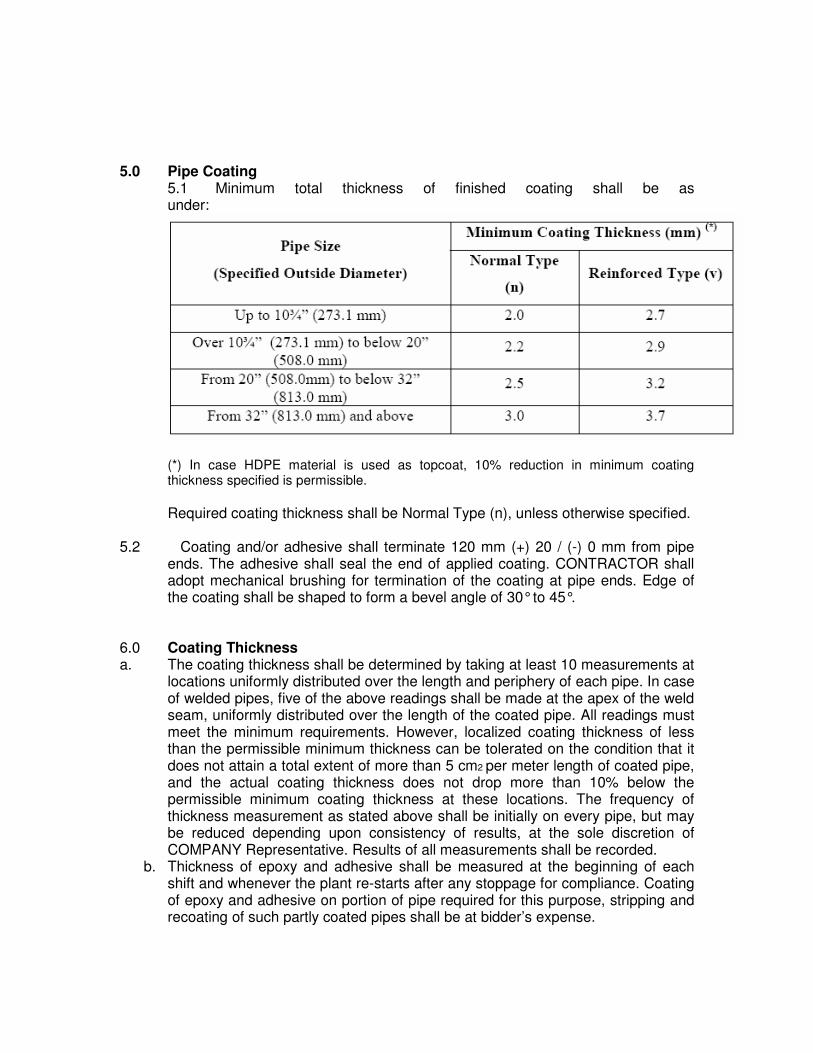
5.0 Pipe Coating
5.1 Minimum total thickness of finished coating shall be as under:
(*) In case HDPE material is used as topcoat, 10% reduction in minimum coating
thickness specified is permissible. Required coating thickness shall be Normal Type (n), unless otherwise specified.
5.2 Coating and/or adhesive shall terminate 120 mm (+) 20 / (-) 0 mm from pipe
ends. The adhesive shall seal the end of applied coating. CONTRACTOR shall adopt mechanical brushing for termination of the coating at pipe ends. Edge of the coating shall be shaped to form a bevel angle of 30° to 45°.
6.0 Coating Thickness a. The coating thickness shall be determined by taking at least 10 measurements at
locations uniformly distributed over the length and periphery of each pipe. In case of welded pipes, five of the above readings shall be made at the apex of the weld seam, uniformly distributed over the length of the coated pipe. All readings must meet the minimum requirements. However, localized coating thickness of less than the permissible minimum thickness can be tolerated on the condition that it does not attain a total extent of more than 5 cm2 per meter length of coated pipe, and the actual coating thickness does not drop more than 10% below the permissible minimum coating thickness at these locations. The frequency of thickness measurement as stated above shall be initially on every pipe, but may be reduced depending upon consistency of results, at the sole discretion of COMPANY Representative. Results of all measurements shall be recorded.
b. Thickness of epoxy and adhesive shall be measured at the beginning of each shift and whenever the plant re-starts after any stoppage for compliance. Coating of epoxy and adhesive on portion of pipe required for this purpose, stripping and recoating of such partly coated pipes shall be at bidder’s expense.
c. Coated pipes not meeting the above requirements shall be rejected. Rejected coated pipes shall be stripped and re-coated in accordance with approved procedure, at bidder's expense.
7.0 HANDLING & TRANSPORTATION OF COATED PIPE 7.1 The bidder shall unload, load, stockpile and transport the bare pipes within the
coating plant(s) using suitable means and in a manner to avoid damage to pipes. 7.2 The bidder shall load, unload, transport and stockpile the coated pipes within the
coating plant using approved suitable means and in a manner to avoid damage to the pipe and coating.
7.3 Coated pipes may be handled by means of slings and belts of proper width (minimum 60 mm) made of non- abrasive/non-metallic materials. In this case, pipes to be stacked shall be separated row by row to avoid damages by rubbing the coated surface in the process of taking off the slings. Use of round sectional slings is prohibited. Fork lifts may be used provided that the arms of the forklift are covered with suitable pads, preferably rubber.
7.4 The lorries used for transportation shall be equipped with adequate pipe supports having as many round hollow beds as there are pipes to be placed on the bottom of the lorry bed. Total width of the supports shall be at least 5% of the pipe length and min. 2 no. support shall be provided. These supports shall be lined with a rubber protection and shall be spaced in a manner as to support equal load from the pipes. The rubber protection must be free from all nails and staples where pipes are in contact. The second layer and all following layers shall be separated from the other with adequate number of separating layers of protective material such as straw in plastic covers or mineral wool strips or equivalent, to avoid direct touch between the coated pipes. All stanchions of lorries used for transportation shall be covered by non-abrasive material like rubber belts or equivalent. Care shall be exercised to properly cover the top of the stanchions and other positions such as reinforcement of the truck body, rivets, etc. to prevent damage to the coated surface. Slings or non-metallic straps shall be used for securing loads during transportation. They shall be suitably padded at the contact points with the pipe. The inspector of the coating contractor shall clear every lorry before loading the pipes and proper records of the same shall be maintained.
8.0 MARKING Bidder shall place marking on the outside surface of the coating at one end of the coated pipe, and marking shall indicate, but not limited to the following information:
a. Pipe number, Heat number b. Diameter & Wall thickness c. Coated pipe number d. Colour band e. Any other information considered relevant by COMPANY. f. Pipe Manufacturer Name g Inspection Mark/Punch
Bidder shall obtain prior approval on marking procedure to be adopted from the COMPANY/ COMPANY’S AUTHORISED AGENT.