Page 1
A Study on Utilization of Recycled
Aggregate and Fly Ash to Reduce
Environmental Load :
Application of Pulsed Power
Technology for Reconstruction of
the Great East Japan Earthquake
September 2014
ARIFI, Eva
GRADUATE SCHOOL OF SCIENCE AND TECHNOLOGY
KUMAMOTO UNIVERSITY
Page 2
i
ABSTRACT
Great East Japan Earthquake which occurred in March 2011 and hit Fuku-
shima Nuclear Power Plant has spread radioactive substances into the atmos-
phere, soil, and water. Enormous amount of contaminated concrete debris from
collapsed reactor buildings, and other structures with high radioactivity need to
be disposed. However, due to the large amount of waste, without proper treat-
ment, landfill and cost required is very expensive. Therefore, an effective
method to reduce radioactive waste, especially contaminated concrete waste is
urgently needed.
In this study, the pulsed power technology is proposed as a decontamina-
tion method by reclaiming aggregate from contaminated concrete waste to re-
duce the volume of contaminated concrete waste. This method is applied be-
cause it can produced high quality recycled aggregate, which can separate mor-
tar from aggregate. As the radioactive contamination was mainly concentrated
in cement paste, the aggregate reclaimed from contaminated concrete waste,
therefore, can be recycled as aggregate.
In addition, it is expected that after the Great East Japan Earthquake the
coal-fired power plants are extensively in service and rapidly expanding to
meet the electricity demand. It means that the amount of fly ash as a by-
product of the combustion of coal-fired power plant should also increase.
Hence, the utilization of fly ash to mitigate environmental load is needed. Fly
ash was utilized as cement replacement and fine aggregate replacement. This
study, focusing on the utilization of fly ash and recycled aggregate produced by
pulsed power technology, sustainable construction is proposed and studied.
Page 3
ii
Keywords: Contaminated concrete, recycled aggregate, fly ash, pulsed power,
two-stage mixing approach
Page 4
iii
ACKNOWLEDGEMENT
All praises to Allah for bestowing His mercy and blessing in completing
my doctoral thesis. Foremost, I would like to express my sincere gratitude and
appreciation to my supervisor, Prof. Mitsuhiro Shigeishi, for his kindness, con-
tinuous support, patience, motivation, and immense knowledge in this research
work. My gratitude will never be enough to illustrate how much I thank him. I
would not be able to finish this thesis without his valuable assistance.
I would like to offer my special thanks to Prof Masayasu Ohtsu. His advice
and comments has been a great help in writing my thesis and journal papers. I
also would like to thank to other committee members, Prof. Toshitaka Yamao,
Assoc. Prof. Takao Namihira, for their valuable suggestions and insightful
comments.
My sincere thank goes to Dr. Yuichi Tomoda, Dr. Shinya Iizasa, and Mr.
Yasuo Miyazaki for their meaningful assistance during my research. My great
appreciation to my colleagues in Concrete Laboratory of Kumamoto University,
Retyce Ivan Herve Amoussou, Koichi Ishimatsu, Nobuyasu Oyama, Naoya
Honda, and Youhei Takanabe, also Dr. Achfas Zacoeb from Brawijaya Univer-
sity Indonesia for their great efforts in supporting my experiments. Many
thanks also goes to Ayako Sako, Shota Tajiri, Kentarou Nakao, Seiya Togoe,
Misaki Kira, Yusuke Nagai, and Yutarou Kawasaki, for their help and friend-
ship during my course.
I would like to thank to Mr. Hiroyuki Sakamoto from Taiheiyo Consultant
Co., Ltd. for his support in the analysis of Cs content of my samples, Dr. Ya-
suhiro Dan, Mr. Sinya Hiramoto, and Mr. Yusuke Ohtsuka from Nippon Steel
Page 5
iv
& Sumikin Blast Furnace Slag Cement Co.,Ltd., for providing GBBS cement,
Mr. Masaru Watanabe and Mr. Sadao Fujibata for providing fly ash material,
Mr. Hiroshi Matsumoto and Mr. Yuji Yamashita from Khusu Electric Power
Co., Inc. for giving valuable information about fly ash, Dr. Sadanori Kusunoki
and Dr. Shinya Iizasa from West Japan Engineering Consultants, Inc., for their
precious advice on fly ash concrete. Their supports have provided substantive
input to my thesis.
I also would like to thank to Japan Society for the Promotion of Science
JSPS KAKENHI, The Global COE Program on Pulsed Power Engineering at
Kumamoto University supported by the Ministry of Education, Culture, Sports,
Science and Technology (MEXT) in Japan, and Ministry of Economy, Trade
and Industry (METI) in Japan for financially supporting my research.
Innumerable thanks to the Directorate General of Higher Education, Min-
istry of National Education of the Republic of Indonesia for granted me the
Doctoral Scholarship in Kumamoto University.
Special thanks to my twin sister, Evi Nur Cahya, for her accompaniment
wading through this life. It would not be the same without her. Many thanks to
Ratu Fatimah for the friendship and togetherness.
Most importantly, none of this would have been possible without the love
and patience of my family to whom this thesis is dedicated to. Therefore, I
would like to express my heartfelt gratitude to my beloved parents, my dearest
husband and my lovely sons for their endless prayers, support, and trust.
Page 6
v
Table of Contents
ABSTRACT ......................................................................................................... i
Table of Contents .............................................................................................. iii
List of Figures ................................................................................................. viii
List of Tables....................................................................................................... x
1 Introduction ................................................................................................... 1
1.1. Background ........................................................................................... 1
1.2. Objectives of Study ............................................................................... 3
1.3. Outline of Thesis ................................................................................... 4
2 Theoretical Background ................................................................................ 9
2.1. The Growth of Utilization of Concrete ................................................. 9
2.2. Concrete Waste ................................................................................... 11
2.3. Waste Generated by Great East Japan earthquake .............................. 12
2.3.1. Decontamination Method ............................................................ 13
2.3.2. Regulation for Disposal of Radioactive Waste ........................... 14
2.4. Recycled Aggregate from Concrete Waste ......................................... 14
2.4.1. Utilization of Recycled Aggregate .............................................. 15
2.4.2. Properties of Recycled Aggregate ............................................... 16
2.4.3. Specification of Recycled Aggregate .......................................... 16
2.4.4. Properties of Recycled Aggregate Concrete ............................... 17
2.5. Fly Ash ................................................................................................ 18
2.5.1. Composition of Fly ash ............................................................... 18
2.5.2. Utilization of Fly ash in Concrete ............................................... 19
2.5.3. Specification of Fly Ash.............................................................. 20
Page 7
vi
2.5.4. Properties of Fly Ash Concrete ................................................... 22
2.6. Pulsed Power Technology to Produce High Quality Recycled
Aggregate ....................................................................................................... 22
2.6.1. Procedures of Reclaiming Aggregate by Pulsed Power
Technology ................................................................................................. 22
2.6.2. Properties of Recycled aggregate Produced by Pulsed Power
Technology ................................................................................................. 24
3 Application 1 : Reduction of Radioactive Contaminated Concrete by Pulsed
Power Discharged ............................................................................................. 32
3.1. Introduction ......................................................................................... 32
3.2. Objectives ........................................................................................... 33
3.3. Contaminated Concrete ....................................................................... 33
3.4. Pulsed Power Technology to Reduce Contaminated Concrete Waste 34
3.5. Experiment .......................................................................................... 35
3.5.1. Material Used .............................................................................. 35
3.5.2. Mixture Proportion ...................................................................... 36
3.5.3. Contaminated Concrete Simulation ............................................ 36
3.5.4. Cs Penetration into Concrete Specimen ...................................... 37
3.5.5. Crushing by Pulsed Power Discharge ......................................... 37
3.5.6. Cs Distribution Analysis for Reclaimed Aggregate .................... 37
3.6. Result and Discussion ......................................................................... 38
3.6.1. Quantity and Quality of Reclaimed Aggregate ........................... 38
3.6.2. Cs Distribution Result ................................................................. 39
3.6.3. Discussion on Japan Government Regulations for Radioactive
Waste Disposal ........................................................................................... 41
3.7. Conclusion .......................................................................................... 42
4 Application 2 : Strength and Shrinkage of Concrete Made From Rrecycled
Aggregate by Pulsed Power Technology with Fly Ash as Cement Replacement
........................................................................................................................... 47
Page 8
vii
4.1. Introduction ......................................................................................... 47
4.2. Objectives ........................................................................................... 48
4.3. Research on Fly Ash Concrete Made From High Quality Recycled
Aggregate ..................................................................................................... 48
4.4. Experiment .......................................................................................... 50
4.4.1. Material Used .............................................................................. 50
4.4.1.1 Aggregate .................................................................................. 50
4.4.1.2 Cement and Fly Ash .................................................................. 52
4.4.2. Experiment Procedures ............................................................... 54
4.4.2.1 Mix Proportion .......................................................................... 54
4.4.2.2 Specimen Casting and Curing ................................................... 54
4.4.3. Test Method ................................................................................ 55
4.4.3.1 Fresh Concrete Properties ......................................................... 55
4.4.3.2 Hardened Concrete Properties .................................................. 56
4.5. Result and Discussion ......................................................................... 56
4.5.1. Properties of Fresh Concrete ....................................................... 56
4.5.2. Properties of Hardened Concrete ................................................ 57
4.5.2.1 Compressive Strength ............................................................... 57
4.5.2.2 Tenslie Splitting Strength.......................................................... 60
4.5.2.3 Modulus of Elasticity ................................................................ 61
4.5.2.4 Drying Shrinkage ...................................................................... 61
4.6. Conclusion .......................................................................................... 65
5 Application 3 : Performance of Fly Ash Concrete Made of Recycled
Aggregate by Pulsed Power Technology with Two-Stage Mixing Approach 70
5.1. Introduction ......................................................................................... 70
5.2. Objectives ........................................................................................... 71
5.3. Two-Stage Mixing Approach ............................................................. 71
5.4. Research on Fly Ash Concrete Made of Recycled Aggregate Concrete
with TSMA .................................................................................................... 72
Page 9
viii
5.5. Experiment .......................................................................................... 73
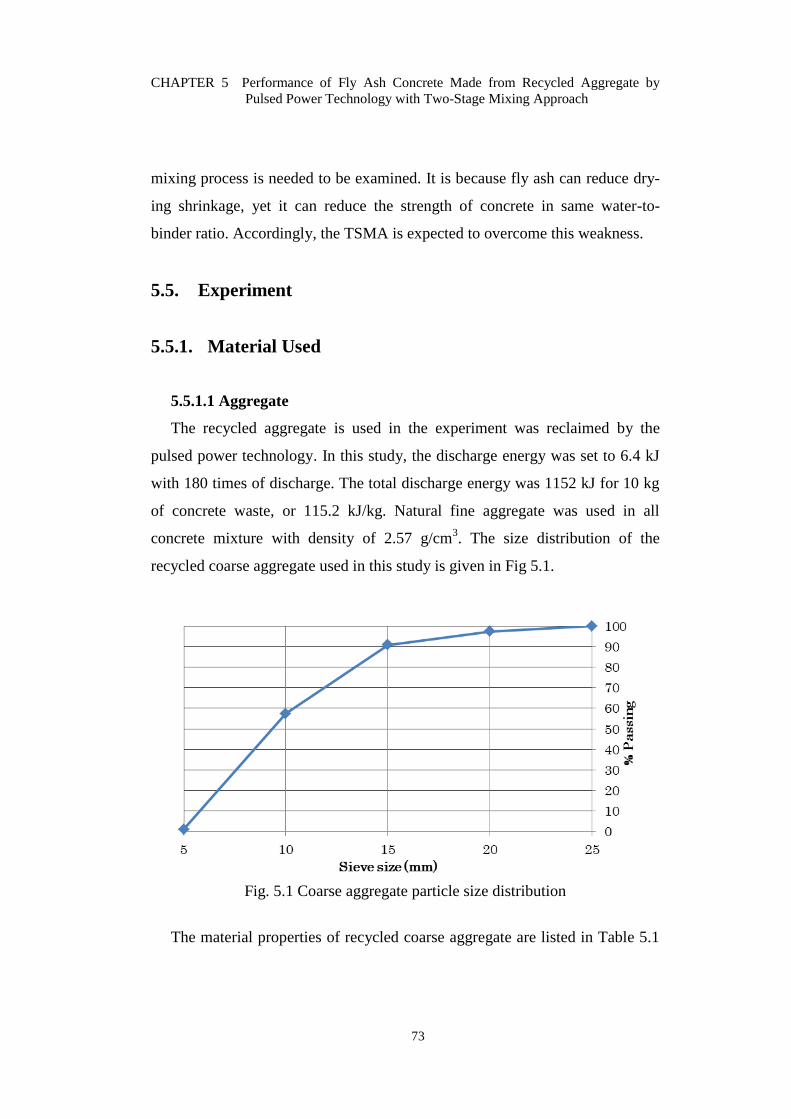
5.5.1. Material ....................................................................................... 73
5.5.1.1 Aggregate .................................................................................. 73
5.5.1.2 Cement and Fly Ash .................................................................. 74
5.5.2. Experiment Procedures ............................................................... 75
5.5.2.1 Mix Proportion .......................................................................... 75
5.5.2.2 Specimen Casting and Curing ................................................... 76
5.5.3. Test Method ................................................................................ 77
5.5.3.1 Fresh Concrete Properties ......................................................... 77
5.5.3.2 Hardened Concrete Properties .................................................. 77
5.6. Result and Discussion ......................................................................... 77
5.6.1. Properties of Fresh Concrete ....................................................... 77
5.6.2. Properties of Hardened Concrete ................................................ 79
5.6.2.1 Compressive Strength ............................................................... 79
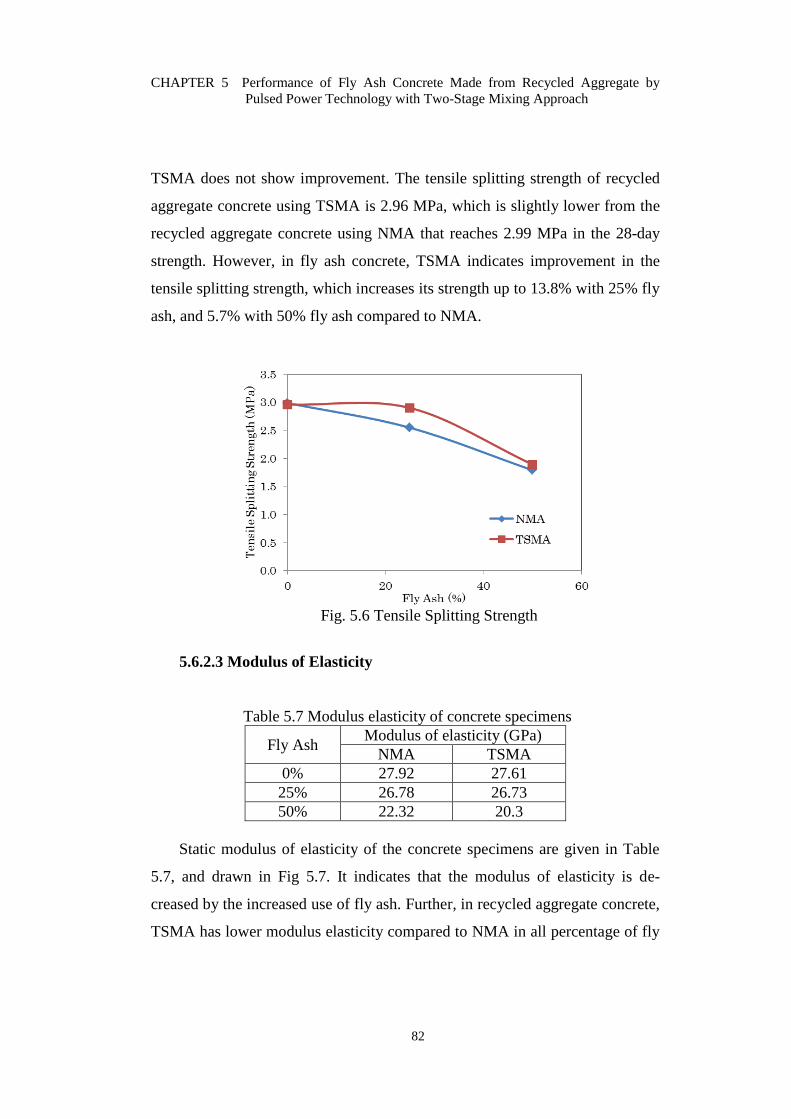
5.6.2.2 Tenslie Splitting Strength.......................................................... 81
5.6.2.3 Modulus of Elasticity ................................................................ 82
5.6.2.4 Drying Shrinkage ...................................................................... 83
5.7. Conclusion .......................................................................................... 86
6 Application 4 : Effect of Fly Ash as Partial Replacemnet of Low Quality
Fine Aggregate on the Performance of Mortar ............................................... 91
6.1. Introduction ......................................................................................... 91
6.2. Objectives ........................................................................................... 92
6.3. Research on Fly Ash as Partial Replacemnet of Fine Aggregate ....... 92
6.4. Experiment .......................................................................................... 93
6.4.1. Material ....................................................................................... 93
6.4.1.1 Fine Aggregate .......................................................................... 93
6.4.1.2 Cement and Fly Ash .................................................................. 94
6.4.2. Experiment Procedures ............................................................... 96
Page 10
ix
6.4.2.1 Mix Proportion .......................................................................... 96
6.4.2.2 Specimen Casting and Curing ................................................... 96
6.4.3. Test Method ................................................................................ 97
6.5. Result and Discussion ......................................................................... 97
6.5.1. Compressive Strength ................................................................. 97
6.5.2. Flexural Strength ......................................................................... 99
6.5.3. Drying Shrinkage ...................................................................... 101
6.6. Conclusion ........................................................................................ 102
7 Conclusion .............................................................................................. 106
Page 11
x
List of Figures
2.1 World cement production ......................................................................... 10
2.2 Resources into construction sector in Japan............................................. 10
2.3 Waste output from construction industries in Japan ................................ 11
2.4 Changes in coal ash generation and utilization rates ............................... 20
2.5 Process of crushing the concrete waste by pulsed power technique ........ 23
2.6 Concrete waste was discharged by pulsed power .................................... 23
2.7 Discharge pass in concrete ....................................................................... 23
2.8 Relations between reclaimed coarse aggregate and number of pulsed
power shots ....................................................................................................... 25
2.9 Reclaimed materials by pulsed power discharge ..................................... 25
3.1 Scheme of contaminated concrete waste.................................................. 34
3.2 Reclaimed aggregate on the mesh electrode ............................................ 38
3.3 EPMA result ............................................................................................. 39
4.1 Appearance of recycled aggregate concrete by pulsed power discharge . 51
4.2 Coarse aggregate particle size distribution .............................................. 52
4.3 Slump and air content result ..................................................................... 56
4.4 Compressive strength of specimen made of natural coarse aggregate ..... 58
4.5 Compressive strength of specimen made of recycled coarse aggregate .. 59
4.6 Compressive strength of specimen .......................................................... 60
4.7 Tensile splitting strength .......................................................................... 61
4.8 Modulus of elasticity ................................................................................ 62
4.9 Drying shrinkage of specimen made of natural coarse aggregate ............ 63
4.10 Drying shrinkage of specimens made of recycled coarse aggregate......... 63
4.11 Drying shrinkage of specimens without fly ash ........................................ 64
4.12 Drying shrinkage of specimen with 10% fly ash as cement replacement . 64
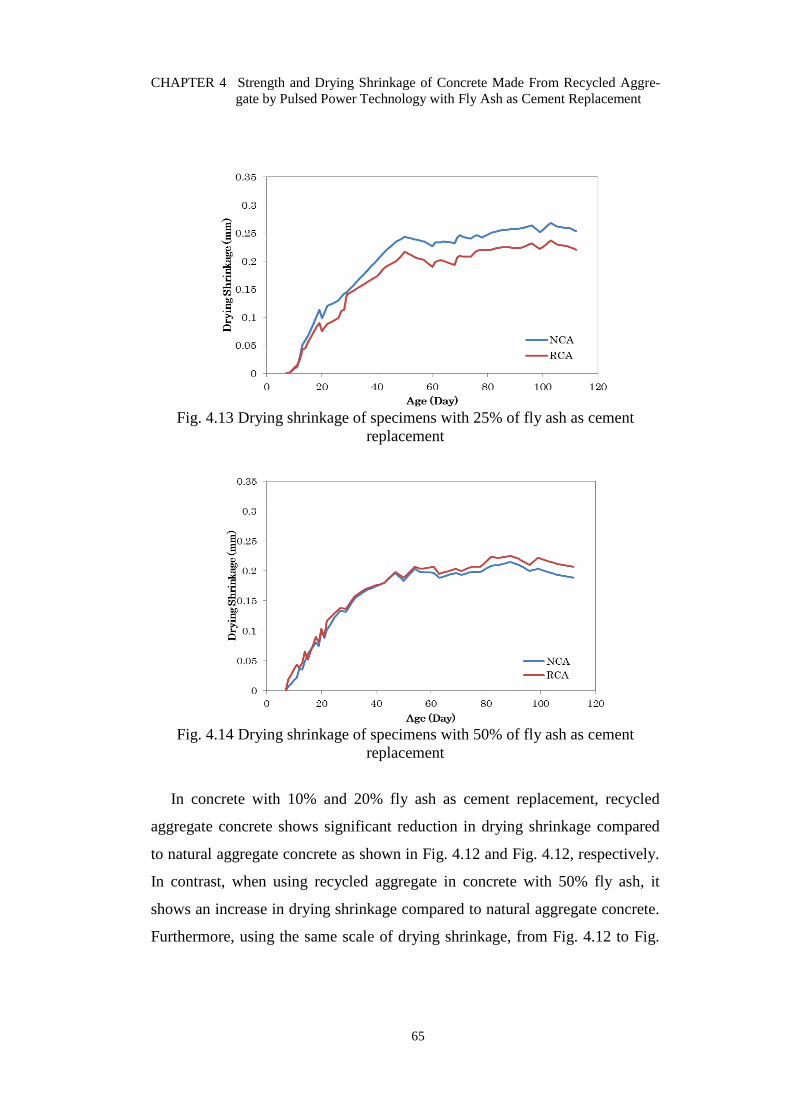
4.13 Drying shrinkage of specimen with 25% fly ash as cement replacement 65
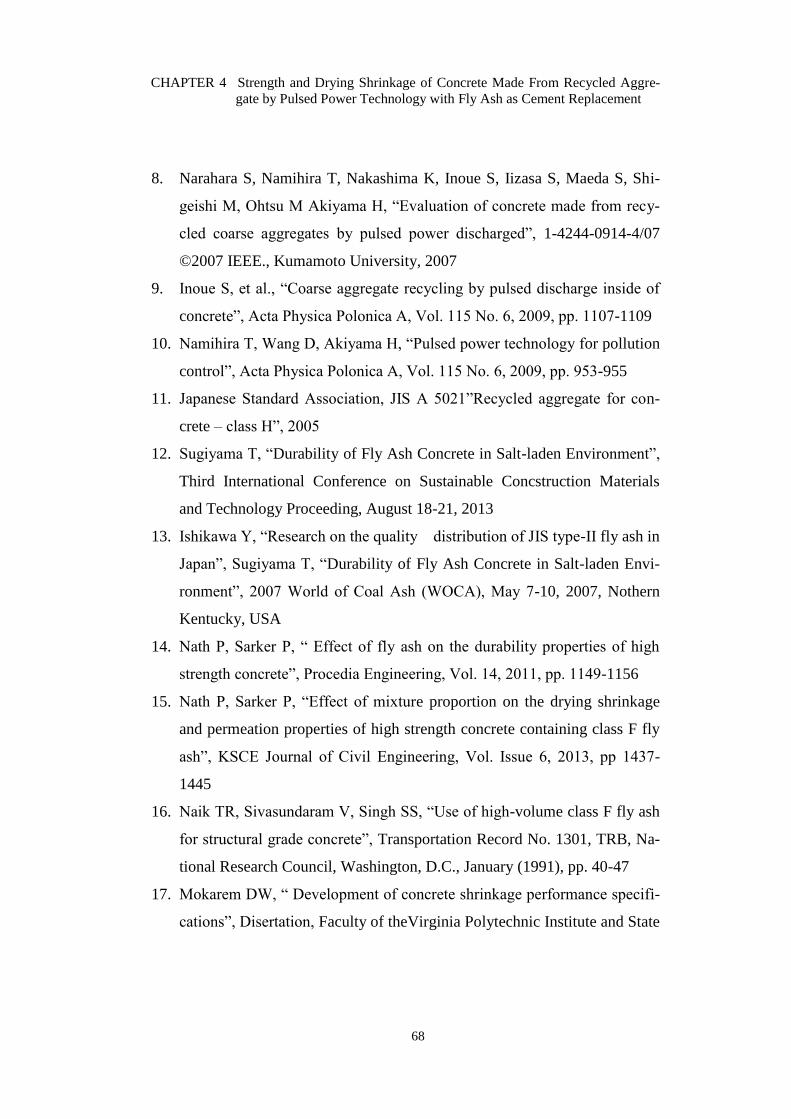
4.13 Drying shrinkage of specimen with 50% fly ash as cement replacement . 65
5.1 Coarse aggregate particle size distribution .............................................. 73
5.2 Slump and air content result ..................................................................... 78
5.3 Compressive strength of specimen made by normal mixing approach.... 79
Page 12
xi
5.4 Compressive strength of specimen made by two-stage mixing approach80
5.5 Compressive strength of specimens ......................................................... 81
5.6 Tensile splitting strength .......................................................................... 82
5.7 Modulus of elasticity of concrete specimens ........................................... 83
5.8 Drying shrinkage of specimen made by normal mixing approach ........ 83
5.9 Drying shrinkage of specimens made by two-stage mixing approach ..... 84
5.10 Drying shrinkage of specimen without fly ash ......................................... 85
5.11 Drying shrinkage of specimen with 25% fly ash as cement replacement
........................................................................................................................... 85
5.12 Drying shrinkage of specimen with 50% fly ash as cement replacement . 86
6.1 Size distribution of crushed stone sand and standardized sand ............... 94
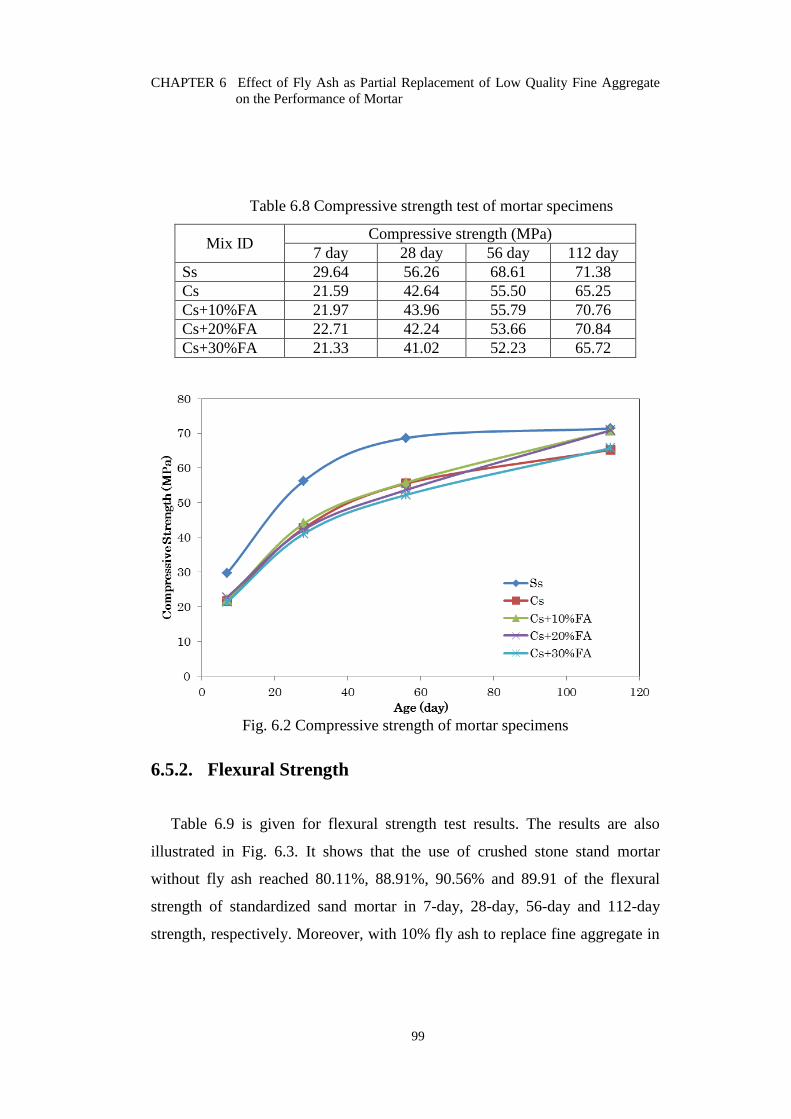
6.2 Compressive strength of mortar specimens ............................................. 98
6.3 Flexural strength of mortar specimens ..................................................... 99
6.4 Drying shrinkage of mortar specimens .................................................. 100
Page 13
xii
List of Tables
2.1 Definitions regarding oven-dry density and water absorption ratioof
recycled aggregate under JIS classification .................................................... 17
2.2 Quality of fly ash (JIS A 6201) ................................................................ 21
3.1 Radioactive Cs contents of debris ............................................................ 33
3.2 Properties of aggregate for specimens ..................................................... 36
3.3 Mixture proportion for concrete specimens ............................................. 36
3.4 Distribution of Cs in reclaimed materials by ICP-MS ............................. 40
4.1 Recycled coarse aggregate physical properties ........................................ 51
4.2 Sieve analysis of recycled coarse aggregate ............................................ 51
4.3 Physical properties of portland blast furnace cement .............................. 53
4.4 Chemical properties of portland blast furnace cement ........................... 53
4.5 Properties of fly ash ................................................................................. 53
4.6 Concrete mix proportion .......................................................................... 54
4.7 Modulus of elasticity of concrete specimens ........................................... 61
5.1 Recycled coarse aggregate physical properties ........................................ 74
5.2 Physical properties of portland blast furnace cement .............................. 74
5.3 Chemical properties of portland blast furnace cement ........................... 74
5.4 Properties of fly ash ................................................................................. 75
5.5 Concrete mix proportion and mixing approach ....................................... 76
5.6 Concrete fresh properties ......................................................................... 78
5.7 Modulus of elasticity of concrete specimens ........................................... 82
6.1 Fine aggregate physical properties ........................................................... 93
6.2 Sieve analysis of crushed stone sand ....................................................... 93
6.3 Sieve analysis of standardized sand ......................................................... 94
6.4 Physical properties of portland blast furnace cement .............................. 95
6.5 Chemical properties of portland blast furnace cement ........................... 95
6.6 Properties of fly ash ................................................................................. 95
6.7 Mortar mix proportion ........................................................................... 96
6.8 Compressive strength of mortar specimens ............................................. 98
6.9 Flexural strength of mortar specimens ..................................................... 99
Page 14
1
CHAPTER 1
Introduction
1.1. Background
A huge magnitude 9.0 earthquake triggered tsunami which hit east part of
Japan in March 11, 2011. As a result, Fukushima Daiichi Nuclear Power Plant
not only suffered heavy damage, but also caused the spread of radioactive
substance released into soil, atmosphere and water, irradiating a large amount
of debris from collapsed structures in area near Fukushima plant site. Great
East Japan Earthquake has brought Japan facing new phase to deal with the
waste problem.
According to Ministry of the Environment, the Great East Japan
Earthquake left behind a vast amount of disaster waste and Tsunami deposit in
13 prefectures of eastern Japan, which mostly affected in Iwate, Miyagi and
Fukushima prefectures. The total amount of disaster waste was estimated 26.18
million tons [1]. This amount includes tsunami sediment and concrete debris.
From the total amount of waste concrete, some of which contain high levels of
radioactivity, particularly in the area of the power plant building. Moreover, it
Page 15
CHAPTER 1 Introduction
2
is also estimated that concrete waste from the collapsed reactor building as well
as other structures and pavements needed to be demolished after the plant settle
down are enormous.
Unlike other typical waste, radioactive waste requires special handling
because radiation can be harmful to human health. It requires an effective
decontamination method considering the number and the danger of radioactive
waste, including contaminated concrete waste. As a country that is very
concerned about its preservation of the environment, since 2006, the scale of
concrete recycling has reached 98% to be reused as recycled aggregate for road
sub-base, underground stabilization and non-structural concrete [2]. Therefore,
decontamination of contaminated concrete waste has provided another serious
attention.
In this study, the application of pulsed power technology is proposed as a
decontamination method to reduce contaminated concrete waste. Pulsed power
has been proven to produce high quality recycled aggregates because it can
separate mortar from aggregate thoroughly. The quality of recycled aggregate
is controlled by the energy and number of discharge treatment [3]. This
technique is proposed as a decontamination method because the previous study
has shown that radioactive is concentrated mainly in the porous fine cement
paste [4]. Therefore, the application of pulsed power technology is found to be
promising as the decontamination method.
On the other hand, Great East Japan Earthquake has provided a valuable
lesson on awareness of nuclear safety and radioactive accident that can occur
beyond human control. After the Fukushima accident, nuclear power plants in
Japan have been discontinued. Filling this gap, coal-fired power plants become
alternative replacing nuclear power plant to meet electricity demand.
Thus far, the nuclear power belongs to the range of energy sources and
technologies available today that could help meet the climate–energy challenge.
Page 16
CHAPTER 1 Introduction
3
Global greenhouse gas emissions from nuclear power plants are negligible and
nuclear power, together with hydropower and wind based electricity, is among
the lowest CO2 emitters when emissions over the entire life cycle are
considered. Nuclear power remains economically competitive and its position
is further enhanced by the increasing CO2 costs of fossil based electricity
generation [5]. Conversely, coal fired power plants have the highest
greenhouse gas emission intensities on a lifecycle basis [6]. Impact of coal-
fired power plants also poses serious environmental problems due to waste
materials generated from the combustion of coal, especially fly ash as a residue.
It has been reported that the production amount of coal ash in Japan
exceeded over 10 million tons. This amount is expected to increase due to new
construction and expansion of coal-fired power stations. However, the relative
amount of fly ash in use for concrete is low as compared with the case used for
raw material in the cement manufacturing process [7], [8]. Utilization of fly ash
as a supplementary cementitious material can promote sustainable construction
by reducing the CO2 emission of cement production.
To support the environmental conservation in creating sustainable
construction, an effective and efficient solution tackling the problem of
environmental load in reconstruction following Great East Japan Earthquake is
needed, either reproducing or reusing recycled aggregate by the pulsed power
technology from contaminated concrete waste, as well as studies on the
utilization of fly ash, residue of coal-fired power plant, as construction material.
1.2. Objectives of Study
a. Application of reclaiming aggregate from radioactive concrete using the
pulsed power discharge as the decontamination method to reduce the
volume of radioactive concrete due to Great East Japan Earthquake
Page 17
CHAPTER 1 Introduction
4
b. Evaluation on the performance of fly ash concrete made from recycled
aggregate by the pulsed power technology to reduce environmental load
due to transition of nuclear power plant to coal-fired power plant in Japan.
c. Evaluation on the improvement of performance of fly ash concrete made
from recycled aggregate concrete by the pulsed power discharge with two-
stage mixing approach.
d. Evaluation on the performance of mortar with fly ash as low quality fine
aggregate replacement.
1.3. Outline of Thesis
The dissertation consists of seven chapters. Chapter 1 presents an
introduction of the thesis, including background and objectives. This chapter
describes the large amount of environmental load caused by Great East Japan
Earthquake. It proposes the pulsed power technology as an effective
decontamination method to reduce the volume of contaminated concrete waste.
Furthermore, the possibility of coal-fired power plant growth to meet
electricity needs after nuclear power plants were discontinued is presented. It
gives consequence enhancing the utilization of fly ash generated from coal
combustion to be reused as construction material rather than to be sent to
landfill. This chapter also gives the outline of the thesis.
Chapter 2 firstly illustrates the growth of utilization of concrete and its
effect to the environment, especially in generating construction and demolition
waste. In addition, the current situation of radioactive waste due to Great East
Japan Earthquake is also discussed. In this chapter, theoretical background of
recycled aggregate and fly ash as construction material are presented. The
development of the utilization of recycled aggregate and fly ash are also
described along with its properties when used in concrete. Further, the pulsed
Page 18
CHAPTER 1 Introduction
5
power as a technique to reproduce high quality recycled aggregate is
introduced.
Chapter 3 presents the application of reduction of radioactive contaminated
concrete by the pulsed power discharged. The experimental study on the
effectiveness of pulsed power as the decontamination method of radioisotope
Cs is investigated. Limestone aggregate was selected in concrete specimen
because this type of aggregate is soluble in acid which used in the distribution
analysis of Cs. Concrete specimens was immersed in the aqueous solution of
CsCl using stable isotope to simulate contaminated concrete. ICP-MS was used
to analysis the distribution of Cs in the reclaimed aggregate discharged by
pulsed power technology.
Chapter 4 discusses the effect of fly ash as cement replacement on the
strength and durability of concrete made from recycled aggregate by the pulsed
power technology. Natural coarse aggregate concrete was used as a controlled
specimen to compare with concrete made from recycled coarse aggregate by
the pulsed power technology. The natural coarse aggregate was set to have
similar particle size distribution as recycled aggregate concrete. Compressive
strength, tensile splitting strength and drying shrinkage of both concrete with
fly ash as partially cement replacement are investigated.
Chapter 5 continues to evaluate the performance of fly ash concrete made
from recycled aggregate by the pulsed power technology. In Chapter 4, the fly
ash concrete made from recycled aggregate was produced by Normal Mixing
Approach (NMA), while in this chapter, the strength and durability of fly ash
concrete are improved with the application of Two Stage Mixing Approach
(TSMA).
Chapter 6 presents the evaluation of fly ash as partial replacement of low
quality fine aggregate on the performance of mortar. JIS standardized sand was
used as a control specimen of mortar. Crushed stone sand as low quality fine
Page 19
CHAPTER 1 Introduction
6
aggregate was replaced partially by fly ash to increase the utilization of fly ash
in concrete. Compressive strength test, flexural strength test, and drying
shrinkage measurement are conducted to investigate the performance of fly ash
in replacing fine aggregate.
The last chapter summarizes the results obtained from Chapter 2 through 6.
Page 20
CHAPTER 1 Introduction
7
Bibliography
1. Ministry of the Environment, “Disposal of Disaster Waste”, Annual Re-
port of the Environment, The Sound Material-Cycle Society, and Biodi-
versity in Japan, 2013
2. Iizasa S, Shigeishi M, Namihira T, “Recovery of high quality aggregate
from concrete waste using Pulsed Power Technology”, Clean Technology
2010, www.ct-si.org, ISBN 978-1-4398-3419-0,2010
3. Narahara S, Namihira T, Nakashima K, Inoue S, Iizasa S, Maeda S, Shi-
geishi M, Ohtsu M Akiyama H, “Evaluation of concrete made from recy-
cled coarse aggregates by pulsed power discharged”, 1-4244-0914-4/07,
2007 IEEE., Kumamoto University, 2007
4. Choi W. K., Min B. Y., Lee K.W., “Volume reduction of dismantled con-
crete wastes generated from KKR-2 and UCP “, Nuclear Engineering and
Technology, Vol. 42, No.2, April 2010.
5. International Atomic Energy Agency, “Climate change and nuclear power
2013”, Vienna, 2013
6. World Nuclear Association, “ Comparison of lifecycle greenhouse gas
emission of various electricity generation sources”, WNA Report, July,
2011
7. Sugiyama T, “Durability of Fly Ash Concrete in Salt-laden Environment”,
Third International Conference on Sustainable Construction Materials and
Technology Proceeding, August 18-21, 2013
Page 21
CHAPTER 1 Introduction
8
8. Ishikawa Y, “Research on the quality distribution of JIS type-II fly ash in
Japan”, Sugiyama T, “Durability of Fly Ash Concrete in Salt-laden Envi-
ronment”, 2007 World of Coal Ash (WOCA), May 7-10, 2007
Page 22
9
CHAPTER 2
Theoretical Background
2.1. The Growth of Utilization of Concrete
No denying that concrete has become the most widely consumed
construction material in the world. Its strength and durability, low maintenance,
fire resistance, energy saving and its aesthetic value are a few reasons that
make this material remains a favorite. Nowadays, more than 20 billion tons of
concrete has been consumed annually in the world. Its primary component
materials are aggregate, cement and water, with aggregate constituting
approximately 70% of total volume which can be found locally easily has made
concrete become the most bountiful resources on earth [1]. According to
CEMBUREAU activity report 2012, 3.6 billion tons of cement has been
produced in the world as shown in Fig. 2.1. It indicates the magnitude of
concrete demand in the world.
Page 23
CHAPTER 2 Theoretical Background
10
Fig. 2.1 World cement production 2012 [2]
While in Japan, according to a White Paper on the Environment (Ministry of
Environment 2003), the total material input ranged from 2.0 to 2.2 billion tons
annually in recent years, of which 1.0 to 1.1 billion tons (50 percent) were
accumulated every year in the form of building and civil structure [3] as shown
in Fig. 2.2 This fact indicates the vast amount of resource consumption by the
construction sector as compared to other industrial sectors. Furthermore,
concrete production in Japan has reached 500 million tons per year. This means
that half of the consumption of resources is the use of concrete materials [3].
Fig. 2.2 (a, b) Resources input into construction sector in Japan [3]
Page 24
CHAPTER 2 Theoretical Background
11
However increased use of concrete as a result of population growth also
poses environmental problems, such as CO2 emission due to cement production,
resource depletion and waste disposal. It responsible for 5% CO2 production in
the world [4]. A large amount of aggregate used in concrete, indeed contributes
to natural resource depletion. While 40% of all industrial waste is construction
and demolition [5], concrete waste also requires an extensive landfill disposal.
2.2. Concrete Waste
As the most used materials, concrete donated large amounts of waste. From
the total of 458.36 million tons per year of waste in Japan, construction waste
has reached 79 million tons per year or 17% of the total waste. In fact, 35
million tons of the construction waste is concrete lump with average 42% of
the total construction waste as illustrated in Fig 2.3 [3]. Due to a large amount
of concrete waste, Japan has developed waste management to reduce the
volume concrete waste. Since 2006, 98% of concrete waste has been recycling
to be reused as recycled aggregate [6].
Fig. 2.3 Waste output from construction industries in Japan [3]
(a) Total waste; (b) construction waste
Page 25
CHAPTER 2 Theoretical Background
12
2.3. Radioactive Waste Generated by Great East Japan
Earthquake
At 14:46 on March 11, 2011, a massive 9.0 earthquake of magnitude struck
the Tohoku and Kanto regions, triggering a giant tsunami that inundated the
Pacific Coast of Japan. The epicenter of the earthquake was off the Sanriku
Coast at latitude 38.1° north and longitude 142.9° east. The earthquake and
tsunami inflicted catastrophic damages on the country: a human toll of 15,858
dead, 3,021missing, and 6,080 injured (as of May 9, 2012); and a structural toll
of 129,855 total-loss buildings and 257,739 half-loss buildings. The estimated
damage caused by the disaster was enormous: approximately 16.9 trillion yen
as to buildings, industrial infrastructure in the agricultural and fishery sectors,
social infrastructure, and utilities. Ruinous damages spread to every corner of
the socioeconomic structure in the affected area [7]. The Great East Japan
Earthquake left behind a vast amount of disaster waste and Tsunami deposit in
13 prefectures of eastern Japan. Coastal cities and other municipalities in Iwate,
Miyagi, and Fukushima were particularly affected, left with approximately
3.78 million tons of disaster waste in Iwate, 10.46 million tons in Miyagi, and
1.73 million tons in Fukushima. These figures are equivalent to 8 years of mu-
nicipal solid waste in Iwate, 13 years in Miyagi, and 2 years in Fukushima [8].
Further, in the severe accident that occurred at the Tokyo Electric Power Com-
pany (TEPCO) Fukushima Daiichi Nuclear Power Station (NPS) following the
earthquake, a vast amount of radioactive material was discharged into the envi-
ronment [2].
Radioactive substances released into the atmosphere and water, irradiating a
large amount of debris from collapsed structures in area near Fukushima Nu-
clear Power Plant. Moreover, it is also estimated that concrete waste from the
Page 26
CHAPTER 2 Theoretical Background
13
collapsed reactor building as well as other structures and pavement needed to
be demolished after the plant settle down are enormous. The Tokyo Electric
Power Company reported that the major radioactive particles discharged were
radioactive iodine and cesium. It was estimated that the highest radioactive dis-
charge occurred on March 15 with about 800 trillion Bq of radioactive cesium
discharged per hour [9]. Cs-137 is the most concern radio isotope for Depart-
ment of Energy (DOE) environmental management sites. It has a half-life of 30
years. Cesium-137 presents an external as well as internal health hazard. While
in the body, cesium poses a health hazard from both beta and gamma radiation,
and the main health concern is associated with the increased likelihood for in-
ducing cancer [10].
2.3.1. Decontamination Method
The treatment and disposal of contaminated concrete are major issues for
all decommissioning project due to the very large quantities of material which
may be involved. The selection and usage of different dismantling and decon-
tamination techniques can significantly influence the total amount of contami-
nated material that need to be managed. In the concrete, the contamination de-
pends on the location and the history of the material, the contamination depth
can be a few millimeters to several centimeters [11]. Surface decontamination
is the most common decontamination method in nuclear plant decommission
before dismantling. In the event that a surface removal technique is first used to
separate the contaminated concrete, the volume of material waste could be sig-
nificantly reduced, though care should be needed in the case of possible non-
superficial contamination along cracks and in pipe penetrations [12].
Decontamination efforts in areas around Fukushima have been conducted
primarily in public facilities. A number of surface decontamination such as cut-
Page 27
CHAPTER 2 Theoretical Background
14
ting and stripping, washing, and blasting has been done to reduce the level of
radiation [13]. However, the massive earthquake and tsunami that hit Fukushi-
ma Daiichi Nuclear Plant has led to explosion which spread high level of radi-
oactivity, and thus surface decontamination were impossible.
2.3.2. Regulation for Disposal of Radioactive Waste
The volumetric clearance level of Cs-137 is 1000Bq/kg to be handled as
conventional industrial waste. According to the Ministry of Environment Re-
port on December 27th
, 2011, concrete waste with less than 3000 Bq/kg can be
reused at construction which deeper than 30 cm. Further, the typical radioac-
tive level of waste in Fukushima was 6460 Bq/kg. Therefore it required to be
decontaminated. While radioactive waste with cesium levels below 8,000
Bq/kg can be managed as underground disposal. Due to large quantity of con-
taminated concrete waste, an effective decontamination method is needed.
2.4. Recycled Aggregate from Concrete Waste
In worldwide, 26 billion tons of materials were processed each year,
including 20 billion tons of stone, gravel, and sand used for road building and
construction [14]. Indeed, the increased demand for concrete leads to
resources-depletion problems. In the other hand the demolition of old and
deteriorated buildings is inevitable. The main reasons for this situation are
changes of purpose, structural deterioration, rearrangement of a city, expansion
of traffic directions and increasing traffic load, natural disasters (earthquake,
fire and flood), etc. [15]. Therefore, to reduce the use of natural resources and
the amount of concrete waste as a result of demolition of old building, the
utilization of recycled aggregate is a key issue.
Page 28
CHAPTER 2 Theoretical Background
15
Recycled aggregates are produced from the re-processing of mineral waste
materials, with the largest source being construction and demolition waste.
Construction and demolition waste are normally composed of concrete rubble,
bricks and tiles, sand and dust, timber, plastics, cardboard and paper, and metal.
Concrete rubble usually constitutes the largest proportion of construction and
demolition waste [16].
2.4.1. Utilization of Recycled Aggregate
In 1991, the Japanese government established the Recycling Law. It
required relevant ministries to nominate materials to control and encourage the
reuse and recycling of those materials under their responsibility. The former
Ministry of Construction (MOC) nominated demolished concrete, soil, asphalt
concrete, and wood as construction by-products. The MOC presented the
“Recycle 21” program in 1992, which specifies numerical targets for recycling
of several kinds of construction by-products. The target for the recycling ratio
of demolished concrete in the year 2000 was 90 percent, and the actual results
for 1990, 1993 and 1995 were 48 percent, 67 percent and 65 percent,
respectively. In 2000 it reached 96%, but almost entirely as a sub-base material
for road pavement [17].
Some key benefits of recycling concrete include [18] :
- Reduction of waste, landfill or dumping and associated site degradation
- Substitution for virgin resources and reduction in associated
environmental costs of natural resource exploitation
- Reduced transportation costs: concrete can often be recycled on
demolition or construction sites or close to urban areas where it will be
reused
- Reduced disposal costs as landfill taxes and tip fees can be avoided
Page 29
CHAPTER 2 Theoretical Background
16
- Good performance for some applications due to good compaction and
density properties (for example, as road sub-base)
- In some instances, employment opportunities arise in the recycling
industry that would not otherwise exist in other sectors.
Although it provides many benefits especially to preserve natural resources
and reduce the amount of concrete waste which need to be disposed, the
utilization of recycled aggregate is still limited. The limitation of using
recycled aggregate is affected by lack of suitable laws, low quality of recycled
aggregate, lack of code and specifications, many variation in recycled
aggregate quality, cost amounts of by-products, poor image of recycled
aggregate, inefficient supply system and lack of experience [17].
2.4.2. Properties of Recycled Aggregate
It is well known that recycled aggregate has lower quality compared to
natural aggregate. Because recycled aggregate contains mortar from the
original concrete, it is more porous and absorptive than natural aggregates. It is
reported that recycled coarse aggregate had water absorption of 5% to 6%,
while recycled fine aggregate absorption was 9% to 10%. These properties are
significant compared to natural aggregate which typically has absorption of 1%
to 2% [19].
2.4.3. Specification of Recycled Aggregate
As the use of recycled aggregate is very important to save natural resources,
nevertheless the use of recycled aggregates is still limited due to very varied
quality of recycled aggregate, therefore, standard and rules which provide
guidance are necessary to encourage the utilization of recycled aggregates. In
Page 30
CHAPTER 2 Theoretical Background
17
Japan, the following three standards have been established concerning recycled
aggregate [1] :
JIS A 5021-Recycled aggregate for concrete –Class H
JIS A 5022 – Recycled concrete using recycled aggregate – Class M
JIS A 5023 – Recycled concrete using recycled aggregate – Class L
Table 2.1 shows definitions regarding oven-dry density and water
absorption ratio of recycled aggregate under JIS classification.
Table 2.1 Definitions regarding oven-dry density and water absorption ratio
of recycled
Class H Class M Class L
Coarse Fine Coarse Fine Coarse Fine
Oven-dry density
(g/cm3)
2.5 2.5 2.3 2.2 - -
Water absorption
(%) 3.0 3.5 5.0 7.0 7.0 13.0
2.4.4. Properties of Recycled Aggregate Concrete
Many studies on the use of recycled aggregate in concrete production have
been attempted. It is well reported that recycled aggregate concrete has lower
quality compared to natural aggregate concrete in strength and durability,
therefore the use of recycled aggregate is limited and mainly used for non-
structural concrete.
Applications of recycled concrete are generally limited to the members or
positions that do not require higher strength or higher durability [20]. As the
replacement ratio increases, the compressive strength and elastic modulus
decreases [21,22,23]. With 100% recycled aggregate, the modulus of elasticity
of the concrete was about 35% lower than the modulus of the reference
Page 31
CHAPTER 2 Theoretical Background
18
concrete [19]. Concrete made with 100% of recycled coarse aggregates has 20–
25% less compressive strength than conventional concrete at 28 days, and
requires high amount of cement to achieve a high compressive strength and
consequently is not an economic proposition as it is not cost effective. These
recycled aggregates should be used in concretes with low–medium
compressive strength [24].
It is reported that drying shrinkage and creep of concrete are significantly
increased by the use of recycled aggregate and, in particular, fine aggregate.
After 2 years, the drying shrinkage of concrete made with 100% recycled
aggregate was 60% to 100% greater than the reference concrete. Creep was up
to 350% higher [19]. Due to its poor quality, recycled aggregate is mainly
confined to low-grade applications [25].
2.5. Fly Ash
Besides slag cement, fly ash is the most common supplementary cementi-
tious material used in concrete. Fly ash is a coal combustion by-product in
coal-fired power plant. The main environmental benefit of using fly ash instead
of conventional cement is reducing greenhouse gas emissions and the need of
landfill. For every ton of fly ash used for a ton of portland cement (the most
common type of cement in general use around the world) approximately one
ton of carbon dioxide is prevented from entering the earth’s atmosphere [26].
2.5.1. Composition of Fly Ash
In Japan, 90% or more of the coal ash generated is from pulverized coal
combustion, dwarfing the 7% or so from fluidized-bed and some 1-2% from
stoker combustion. The generation ratio of fly ash to clinker ash (bottom ash) is
Page 32
CHAPTER 2 Theoretical Background
19
9:1 [27]. The average grain size of fly ash from pulverized coal combustion is
approximately 25 m, similar to silt in fineness, between finer clay and coarser
fine-grained sand for use as a soil material [27]. The chemical composition re-
sembles mountain soil, with two inorganic components, silica (SiO2) and alu-
mina (Al2O3) comprising 70-80% of the total composition. Other than these,
ferric oxide (Fe2O3), magnesium oxide (MgO), and calcium oxide (CaO) are
also contained in slight amounts [27].
2.5.2. Utilization of Fly Ash in Concrete
According to a survey conducted by the Center for Coal Utilization in 2003,
the coal ash generation rate in Japan was 9.87 million tons a year, up 6.8%, or
630,000 tons, from the preceding year [27]. Fig. 2.4 shows changes in the rate
of coal ash utilization and generation from electric power utilities and One-
MW or larger installed power generation plants in general industries from 1993
through 2003 [27]. This number is expected to continue growing, especially
after the Great East Japan Earthquake, which caused the termination of a num-
ber of nuclear power plant in Japan, and encourage new construction of coal-
fired power plant to meet electricity demand.
For using in construction, fly ash is classified into three groups: low tech-
nology applications; medium technology applications; and, high technology
applications. The low technology applications include the use of fly ash in fills
and embankments, pavement and sub-base courses, subgrade stabilizations,
landfill cover, soil improvement, land reclamation, slurried flowable ash, and
water pollution control. The medium technology applications include the utili-
zation of fly ash in blended cements, lightweight aggregates, various types of
concrete, precast/prestressed products, bricks, blocks, paving stones, artificial
reefs, etc. The high technology applications involve the use of fly ash as a raw
Page 33
CHAPTER 2 Theoretical Background
20
material for metal recovery, filler for metal matrix composites, polymer matrix
composites, and several other filler applications [28].
Fig. 2.4 Changes in coal ash generation and utilization rates [27]
In Japan, following its commercialization as a cement admixture early in
the 1950’s, standards were established for fly ash in 1958 and then for fly ash
cement in 1960, encouraging its widespread application in general concrete
structures. By 2003, 70.1% of all the effectively used fly ash was used as clay-
alternative raw material and Japanese Industrial Standards (JIS) specify stand-
ards for fly ash cement, allowing the mixture to range from 5-30% [27].
2.5.3. Specification of Fly Ash
Specifications and guidance for use of fly ash are different in several coun-
tries. ASTM C-618 categorizes coal combustion fly ash into two classes: Class
F and Class C. The Class F fly ashes are normally generated due to combustion
Page 34
CHAPTER 2 Theoretical Background
21
of anthracite or bituminous coal. The Class C fly ashes are produced due to
burning of lignite or sub-butiminous coal. ASTM Class C fly ashes (high-lime
fly ashes) typically contain CaO in excess of 10% up to 40%, and Class F fly
ashes (low-lime fly ashes) generally contain less than 10% CaO. Due to high
CaO content, Class C fly ashes participate in both cementitious and pozzolanic
reactions whereas Class F fly ashes predominately participate in pozzolanic
reaction during the hydration process. Therefore, Class C fly ashes are classi-
fied as cementitious and pozzolanic admixtures/additives and Class F fly ashes
as normal pozzolans for use in concrete [28].
In Japan, the specification of fly ash is regulated by Japan Industrial Stand-
ard (JIS) A 6201. Fly ash is classified into four classes as given in Table 2.2.
Table 2.2 Quality of fly ash (JIS A 6201)
Notes: 1. In place of ignition loss, the unburned carbon content ratio may be measured
by the method specified in JIS M 8819 or JIS R 1603 to apply to the result a
stipulated value of ignition loss.
2. Fineness based on the screen sieve method or the Blaine method.
3. Regarding fineness, the results of the Blaine method are provided as a refer-
ence value for the screen sieve method.
Page 35
CHAPTER 2 Theoretical Background
22
2.5.4. Properties of Fly Ash Concrete
The utilization of fly ash in concrete has been widely reported. Oner A et al.
reported that the optimum value of fly ash is about 40% of cement. Fly ash-to-
cement ratio is an important factor determining the efficiency of fly ash [29].
While the compressive strength of fly ash concrete increases by adjustment in
w/b ratio, the durability of concrete is improved by the use of fly ash [30]. Fur-
thermore, when fly ash concrete used for real concrete structure in salt laden
environment, it demonstrates reduction of chloride penetration [31].
In the recommendation of using fly ash published by Japan Society of Civil
Engineers (JSCE), it is reported that the strength development of concrete contain-
ing fly ash is strongly affected by the type and replacement ratio of fly ash and
curing conditions. Concrete strength generally decreases at early ages as the fly
ash replacement ratio increases, but higher strength can be achieved in older age of
concrete. In addition, drying shrinkage of concrete containing fly ash is generally
smaller than that of concrete without fly ash [32].
2.6. Pulsed Power Technology to Produce High Quality Recy-
cled Aggregate
2.6.1. Procedures of Reclaiming Aggregate by Pulsed Power
Technology
Pulsed power discharge is a technique that spatially and temporally com-
presses and superimposes stored energy, thereby concentrating, controlling, and
transmitting a large amount of power within a small space, although for only a
short period of time [33]. Pulsed power technique has been developed to repro-
duce a high quality recycled aggregate from concrete waste. Recycled aggregate
Page 36
CHAPTER 2 Theoretical Background
23
can be reclaimed by applying pulsed power to concrete specimens immersed in
water. Fig. 2.5 illustrates the process of crushing the concrete waste by pulsed
power discharge method, while Fig. 2.6 illustrates concrete waste discharged by
pulsed power technique.
Fig. 2.5 Process of crushing the concrete waste by pulsed power technique
Fig. 2.6 Concrete waste was discharged by pulsed power
In this method, concrete waste is placed on the hemisphere mesh of 5mm as
ground voltage electrode and struck by pulsed high voltage electric current dis-
charged from high voltage electrode. This technology crushes the concrete by
dielectric breakdown of gas. The gas in the concrete becomes plasma when
pulsed electrical discharges are generated inside of concrete, because the dielec-
tric breakdown level of the gas is lower than liquid and solid. Therefore, the
cracks occur principally in the interfacial transition zone along each aggregate
particle. The shock wave is generated by the rapid volumetric expansion of
plasma at the same time. The shock wave propagates in concrete. The shock
wave is divided into reflected wave and penetration wave at the boundary of
Page 37
CHAPTER 2 Theoretical Background
24
coarse aggregate and mortar. The penetration wave and reflected wave gener-
ates tensile stress which delaminates mortar from aggregate. After several repe-
titions of discharge, it generates recycled aggregate that completely separated
from the mortar [6]. The discharge pass in concrete is shown in Fig 2.7.
Fig. 2.7 Discharge pass in concrete [34]
2.6.2. Properties of Recycled Aggregate produced by Pulsed
Power Technology
Previous research has found that coarse aggregate reproduces by discharged
energy of 640 kJ has sufficient quality to satisfy JIS (Japan Industrial Standard)
regulation class H (A5021) [6,35,36]. In addition to the density and absorption
of aggregate, concrete made of recycled coarse aggregate also has sufficient
compressive strength and Young’s Modulus for use as construction materials.
Conditions of reclaimed aggregate depend on the number of pulsed power
shots as shown in Fig 2.8. After 100 shots with total discharged energy of 640
kJ, coarse aggregate reclaimed is fully separated from mortar. Fig. 2.9 illustrates
Page 38
CHAPTER 2 Theoretical Background
25
reclaimed materials by the pulse power discharge, which are separated into
coarse aggregate, fine aggregate and powders.
Fig. 2.8 Relations between reclaimed coarse aggregate and number of
pulsed power shots [37]
Fig. 2.9 Reclaimed materials by pulsed power discharge
Page 39
CHAPTER 2 Theoretical Background
26
Bibliography
1. Sakai K, Noguchi T, “Sustainable Use of Concrete“, CRC Press, Taylor
and Francis Group, Boca Raton, 2012
2. Cembureau, “Activity Report 2012”, 2012
3. Noguchi T, “Resource Recycling in Concrete: Present and Future”, Stock
Management for Sustainable Urban Generation, Springer, Ch. 13, 2009
4. World Business Council for Sustainable Development and International
Energy Agency,” Cement Technology Roadmap 2009 : Carbon emissions
reduction up to 2050”, 2009
5. Marinkovic S, Ignjatovic I, “Recycled aggregate concrete for structural use
- an overview of technologies, properties, and applications”, ACES Work-
shop, Innovative Materials and Techniques in Concrete Construction, Cor-
fu, October 10-12, 2010
6. Iizasa S, Shigeishi M, Namihira T, “Recovery of high quality aggregate
from concrete waste using Pulsed Power Technology”, Clean Technology
2010, www.ct-si.org, ISBN 978-1-4398-3419-0,2010
7. Ministry of the Environment Government of Japan, “Response to the Great
East Japan Earthquake and Nuclear Power Station Accidents”, Annual Re-
port on the Environment, the Sound Material-Cycle Society and the Biodi-
versity in Japan 2012, Ch. 2, 2012
Page 40
CHAPTER 2 Theoretical Background
27
8. Ministry of the Environment, “Disposal of Disaster Waste”, Annual Re-
port of the Environment, The Sound Material-Cycle Society, and Biodi-
versity in Japan, 2013
9. Wada K, Yoshikawa T, Murata M, “Decontamination Work in the Area
Surrounding Fukushima Dai-ichi Nuclear Power Plant : Another Occupa-
tional Health Challenge of Nuclear Disaster”, Archive of Environmental &
Occupational Health, 67:3, pp. 128-132, 31 July 2012
10. Environmental Science Division, “Cesium”, Human Health Fact Sheet,
Argonne National Laboratory, August 2005
11. Lawrence E. Boing, “Decommissioning of Nuclear Facilities, Decontami-
nation Technologies”, International Atomic Energy Agency, Manila, Phil-
ippines, October 2006.
12. Radioactive Waste Management Committee, “The NEA CO-Operative
Programme On Decommissioning Decontamination and Demolition of
Concrete Structures”, Organization for Economic Co-operation and De-
velopment, Nuclear Energy Agency, NEA/RWM/R(2011)1, 20 September
2011.
13. Shiratori Y, Tagawa A, “FY 2011, Decontamination Technology Demon-
stration Test Project ”, Japan Atomic Energy Agency, 2012
14. Brown LR, “Eco-Economy: Building an Economy for the Earth”, W. W.
Norton & Co., NY, 2001
15. Malešev M, Radonjanin V, Marinković S, “ Recycled Concrete as Aggre-
gate for Structural Concrete Production”, Sustainability Journal, Vol 2,
2010, pp. 1204-1225, ISSN 2071-1050
16. Kou S, “ Reusing Recycled Aggregates in Structural Concrete”, PhD thesis,
The Hong Kong Polytechnic University, 2006
17. Kawano H, “The State of Using By-product in Concrete in Japan and Out-
line of JIS/TR on ‘Recycled concrete using recycled aggregate’”, Public
Page 41
CHAPTER 2 Theoretical Background
28
Works Research Institute, JAPAN, Proceeding of the 1st Fib congress,
2002
18. World Business Council for Sustainable Development, “The Cement Sus-
tainability Initiative : Recycling Concrete”, July, 2009
19. McGovern M, “Recycled aggregate for reinforced concrete”, July 2002
Vol. 23, No. 2 Concrete Technology today, PCA (Portland Cement Asso-
ciation).
20. Tsuji Y, Suzuki Y, ”Japanese Standardization of Recycling materials to
concrete”, 27th
Conference on Our World in Concrete & Structures : 29 –
30 August 2002, CI-Premier PTE LTD, Singapore
21. Eguchi K, Teranishi K, Nakagome A, Kishimoto H, Shinozaki K, Nari-
kawa M, “Application of recycled coarse aggregate by mixture to concrete
construction”, Construction and Building Materials Journal, Vol. 21, 2007,
pp. 1542-1551)
22. Xiao J, Li J, Zhang Ch, “Mechanical properties of recycled aggregate con-
crete under uniaxial loading”, Cement and Concrete Research Journal, Vol.
35, 2005, pp. 1187-1194
23. Tabsh SW, Abdelfatah AS, “ Influence of recycled concrete aggregates on
strength properties of concrete”, Construction and Building Materials
Journal, Vol. 23, 2009, pp. 1163-1167)
24. Etxeberria M, Vazquez E, Mari A, Barra M, “Influence of amount of recy-
cled coarse aggregates and production process on properties of recycled
aggregate concrete”, Cement and Concrete Research Journal, Vol. 37,
2007, pp. 735-742
25. Tam WYV, Tam CM, Wang Y, “Optimization on proportion for recycled
aggregate in concrete using two-stage mixing approach”, Construction and
Building Materials Journal, Vol. 21, 2007, pp. 1928-1939
Page 42
CHAPTER 2 Theoretical Background
29
26. Speight JG, “Power generation, coal-fired power generation handbook”,
John Wiley & Sons, Inc. and Scrivener Publishing LLC, Canada, 2013
27. Japan Coal Energy Center, “Clean coal technologies in Japan, technology
innovation in the coal industry”, January, 2007
28. Naik TR, Singh SS, “Fly Ash Generation and Utilization-an overview”,
Recent Trend in Fly Ash Utilization, June, 1993
29. Oner A, Akyuz S, Yildiz R, “ An experimental study on strength develop-
ment of concrete containing fly ash and optimum usage of fly ash in con-
crete”, Cement and Concrete Research, Vol. 35, 2005, pp. 1165-1171
30. Nath P, Sarker P, “Effect of Fly Ash on the Durability Properties of High
Strength Concrete”, Procedia Engineering, Vol. 4, 2011, pp. 1149-1156
31. Sugiyama T, “Durability of Fly Ash Concrete in Salt-laden Environment”,
Third International Conference on Sustainable Construction Materials and
Technology Proceeding, August 18-21, 2013
32. JSCE Research Committee on Fly Ash for Use in Concrete, “Recommenda-
tion for Construction of Concrete Containing Fly Ash as Mineral admixture”,
Concrete Library of JSCE No 36, December 2000
33. Akiyama, H. (2003). High-Voltage Pulsed Power Engineering. Ohmu-sha.
Tokyo. pp. 1-2. pp. 36-38. p. 95.
34. Namihira T, Wang D, Akiyama H, “ Pulsed Power Technology for Pollu-
tion Control”, Proceedings on the 2nd
Euro-Asian Pulsed Power Confer-
ence, Acta Physica Polonica A, Vol 115, 2009, pp. 953-955
35. Narahara S, Namihira T, Nakashima K, Inoue S, Iizasa S, Maeda S, Shi-
geishi M, Ohtsu M Akiyama H, “Evaluation of concrete made from recy-
cled coarse aggregates by pulsed power discharged”, 1-4244-0914-4/07,
2007 IEEE., Kumamoto University, 2007
36. Japanese Standard Association, JIS A 5021 “Recycled Aggregate for Con-
crete-Class H”, 2005
Page 43
CHAPTER 2 Theoretical Background
30
37. Kencanawati NN, “Acoustic Emission Weibull Analysis for Reliability
Evaluation of Deteriorated Concrete and Recycled Aggregate Concrete”,
Doctor of Philosophy Thesis, Kumamoto University, 2011
Page 44
31
CHAPTER 3
Application 1 : Reduction of Radioactive Con-
taminated Concrete by Pulsed Power Discharged
3.1. Introduction
Catastrophic disaster of the Fukushima Dai-ichi Nuclear Power Plant in
2011 resulted in irradiating a large amount of radioactive substances in atmos-
phere and water, and remaining a huge amount of debris from collapsed struc-
tures in the area near the plant. At present, an enormous amount of concrete
waste from the reactor buildings collapsed, associated structures and pave-
ments need to be safely disposed. Recently, the utilization of recycled materials
has long been developed in Japan, including recycled aggregate in concrete. It
has been reported that the recycling ratio of waste concrete scraps in Japan has
been kept over 98% since 2006 [1]. Consequently, research concerned the con-
crete waste should be intensively studied for recycling radioactive concrete
waste from Fukushima nuclear plants.
The decommission of nuclear power plants conventionally has leaded to the
major issue on treatment and disposal of large amount of contaminated con-
crete. Methodologies and practices for dismantlement and decontamination of
contaminated concrete to be processed are significantly associated with safety,
Page 45
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
32
cost and duration. It has been reported that concrete the depth of contamination
varies from a few millimeters to several centimeters [2]. Prior to dismantling,
surface decontamination is the most common method in nuclear plants. This is
because the contamination is normally limited on the surface of concrete, thus
surface removal techniques are first applied to dismantle contaminated con-
crete. However, to minimize the possibility of non-superficial contamination
along cracks and pipelines, care is needed [3,4].
Fukushima Dai-ichi Nuclear Power Plant has suffered from the spread of
radioactive substances in the air and water when huge earthquake and tsunami
hit eastern Japan. Large amounts of concrete structures were contaminated in
the area nearby, and thus the surface decontamination is not only impractical
but also in applicable. A more effective decontamination technique is required
to address this issue.
In the present paper, a decontamination method for safe removal of radio
isotope cesium (Cs) from contaminated concrete waste is studied. Cs is known
as a longest-lived radioisotope which decays by emitting a beta particle for Cs-
137 with a half-life of 30 years and Cs-134 with a half-life of 2 years. In the
human body, Cs poses a health hazard due to both beta and gamma radiation,
inducing serious damages [5]. Cs-134 and Cs-137 are the most radioactive ma-
terials found in Fukushima, and high concentration of those was detected in
areas near the Fukushima Dai-ichi Nuclear Power Plant. Table 3.1 shows radi-
oactive Cs contents of debris irradiated from the power plant buildings. Since
these require special handling, an effective way to decontaminate the radio iso-
tope Cs from concrete waste has to be developed.
Considering the vast amount of contaminated concrete waste, an effective
decontamination is needed. In this study, pulsed power technology is proposed
as decontamination method to reduce the volume of contaminated concrete
waste by reclaiming aggregate from contaminated concrete waste.
Page 46
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
33
Table 3.1 Radioactive Cs Contents of Debris [6]
Fabric Moisture Content
(%)
Radioactive Cs Content
(Bq/kg-wet)
Otani-Stone 6.0 30 600
Cement Brick 3.6 6 460
Slate Roof Tile 1.2 6 550
Timber 9.1 7 550
Galvanized Iron 0.0 9 530
Plaster Board 18.2 256
Ceramics Roof Tile 1.6 1 269
PVC Pipe 0.5 13 850
3.2. Objectives
This study has the following objectives:
a. To propose pulsed power discharge as decontamination method in order
to reduce the volume of radioactive concrete waste.
b. Evaluation of the effectiveness of pulsed power discharge to decontam-
inate radioactive concrete waste.
3.3. Contaminated Concrete
Reducing concrete waste can be performed by applying the technology for
recycling coarse aggregate. In the case of contaminated concrete, coarse aggre-
gate is unlikely to be heavily contaminated. It is well known that radioactive Cs
is adsorbed into clay materials. Therefore, Cs might exist predominantly in ma-
trix of concrete where the C-S-H composite is similar to clay. It is expected
that watertight coarse aggregate would not contain radioactive Cs.
Min et.al has reported that the radionuclide is concentrated mainly in the
porous cement paste, and that gravel and sand aggregates have reasonably low-
activity concentrations [7,8]. Fig. 3.1 illustrates the scheme of contaminated
Page 47
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
34
concrete waste. As the contamination is mainly concentrated in the cement
paste, therefore, reclaimed coarse aggregate from contaminated concrete could
be recycled in concrete [9].
Fig 3.1 Scheme of Contaminated Concrete Waste [8]
Our basic concept for reducing contaminated concrete waste is to separate
aggregate, which ranges between 60% - 80% in the total volume of concrete. It
has been reported that the amount of recycled coarse aggregate reclaimed by
the pulsed power discharged is around 50% of the total volume of concrete [1].
3.4. Pulsed Power Technology to Reduce Contaminated Con-
crete Waste
Separating and recovering high-quality uncontaminated recycled coarse
aggregate from contaminated concrete waste is investigated by using the pulsed
Page 48
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
35
power discharge technique. Previous research shows that high-quality recycled
coarse aggregate can be separated and recovered by the technique
[1,10,11,13,14].
The energy per pulsed power discharge is varied by changing the
capacitance of the capacitors and the generated voltage of the pulsed power
generator. Concerning ordinary concrete, the optimal processing parameters
were investigated in terms of the oven-dry density and water absorption
coefficient of the recycled coarse aggregate [1,10]. As a technology for
reclaiming aggregate from concrete waste, that is completely different from
other methods based on mechanical disruption and recovery from concrete, the
pulsed power can delaminate the mortar interface from coarse aggregate. Since
radioactive substances mainly penetrate into cement and mortar matrix, the
volume of radioactive contaminated waste can be reduced by reclaiming
aggregate from contaminated concrete.
To reduce contaminated waste by reclaiming aggregate from contaminated
concrete waste, pulsed power discharge is applied. Crushing the imitation of
radioactive contaminated concrete specimens to reclaim aggregate was carried
out by the pulsed power discharge in water, and then the Cs distribution of
coarse aggregate, fine aggregate and the powder were analyzed.
3.5. Experiment
3.5.1. Material Used
Ordinary Portland cement with density of 3.16 g/cm3 was used to make
concrete specimens. Natural crushed limestone sand and gravel were used.
Limestone aggregate was selected because this type of aggregate is soluble in
acid which used in the distribution analysis of Cs process. Physical properties
Page 49
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
36
of aggregates used in the experiment are shown in Table 3.2.
Table 3.2 Properties of aggregate for specimens
Oven-dry Density
[saturated surface-dried]
(g/sm3)
Water Absorption
Coefficient (%)
Coarse Aggregate
(Crushed lime stone) 2.71 0.57
Fine Aggregate
(Milled lime stone) 2.66 1.65
3.5.2. Mixture Proportion
Cube specimens of dimension with dimension of 100mm x 100mm x
100mm were made. Mixture proportion is listed in Table 3.3. The specimens
were cured in water for 28 days after casting, and dried for one week at 105
5oC in a dried oven to vaporize moisture from inside concrete and obtain a
constant mass.
Table 3.3 Mixture proportion for concrete specimens
Maximum
aggregate
size (mm)
Water-to-
Cement
ratio
(%)
Sand-to-
Gravel
ratio (%)
Water
(kg/m3)
Cement
(kg/m3)
Sand
(kg/m3)
Gravel
(kg/m3)
20 55 48 175 318 882 943
3.5.3. Contaminated Concrete Simulation
As the first step, the stable isotope 133
Cs was applied to simulate radioactive
contaminated concrete, in order to verify an effectiveness of the pulsed power
Page 50
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
37
discharge as a decontamination method. The imitation of contaminated
concrete by Cs was made by immersing the specimens into aqueous solution of
0.1M of cesium chloride CsCl for one month.
3.5.4. Cs Penetration into Concrete Specimen
After immersion of the specimens, the specimens were cut into a cube of
dimensions of 0.5 mm in all directions for EPMA (Electron Probe Micro
Analysis) mapping.
3.5.5. Cs Penetration into Concrete Specimen
Coarse aggregate was reclaimed by the pulsed power discharged under
water. The concrete specimen was placed in a hemispherical stainless steel
mesh. A polyethylene-coated copper wire of 5 mm in diameter was used as the
high-voltage electrode, with the bottom end of the electrode fixed in contact
with the specimen. During discharge, the stainless steel hemispherical mesh
was connected to ground and serves as the low-voltage electrode.
Each specimen was subjected into two discharged steps. At the first step,
200 shots at 6.4 kJ were applied with a 5 mm mesh opening for a total amount
of energy equivalent to 1280kJ. Aggregate smaller than 5 mm was subjected to
the second discharged of 300 shots at 3.6 kJ with a 1.2 mm mesh opening for a
total amount of energy equivalent to 1080 kJ.
3.5.6. Cs Distribution Analysis for the Reclaimed Aggregate
ICP-MS (Inductively Coupled Plasma Mass Spectroscopy) analysis was
conducted to identify the distribution of Cs in reclaimed aggregate and the
Page 51
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
38
treated water. ICP-MS enables to analyze both solid and liquid materials
dissolved. Samples tested were first dissolved by acid solution. Limestone was
selected since it can be dissolved in acid solution.
3.6. Result and Discussion
3.6.1. Quantity and Quality of Reclaimed Aggregate
The average mass of the specimens was 2.46 kg. The mass ratio of
aggregate used in producing concrete is 79%, and 60% of its aggregate was
reclaimed using the pulsed power discharge. Reclaimed aggregate was
obtained by 5 mm and 1.2 mm mesh opening in the first and second step of
pulsed power discharge, respectively. The water absorption of reclaimed
aggregate was 1.74%, while that of original aggregate was 0.57%. The value of
reclaimed aggregate is satisfied the water absorption prescribed in Japan
Industrial Standard for high quality recycled aggregate for concrete Class H
(JIS A 5201) as lower than 3%. It is found that the volume of the radioactive
concrete was reduced up to 60%. Recycled aggregates obtained by the pulsed
power technology are shown in Fig 3.2. Aggregate is found to be completely
separated from the mortar.
(a) (b) (c)
Fig 3.2 Reclaimed aggregates on the mesh electrode; (a) coarse aggregate; (b)
fine aggregate larger than 2.5 mm; (c) fine aggregate smaller than 2.5 mm
Page 52
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
39
3.6.2. Cs Distribution Result
The distribution analysis of Cs was performed twice; before and after
crushing the specimens by the pulsed power technique. The EPMA (Electron
Probe Micro Analysis) was conducted after immersion of the specimens into
CsCl solution, before crushing the specimens, to investigate the penetration of
Cs in concrete.
(a)
(b)
Fig 3.3 (a) Location of cut sample for EPMA (Electron Probe Micro Analysis)
(b) The result of EPMA for relative intensity of Cs-Kα
Page 53
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
40
The result showed that Cs concentration was high on the surface of the
concrete and low in the interior of the concrete blocks. In addition, although Cs
penetration was not found in the aggregate, Cs concentration was slightly
higher at the boundary between aggregate and cement hydrates. The result of
EPMA for distribution of Cs is shown in Fig 3.3.
ICP-MS analysis was conducted after crushing the specimens by the pulsed
power discharge. Results of the distribution of Cs by the ICP-MS analysis are
listed in Table 3.4.
Table 3.4 Distribution of Cs in reclaimed materials by ICP-MS
Sample
Reclaimed
Aggregate
from 5 mm
wire mesh
electrode
Reclaimed
Aggregate
from 1.2 mm
wire mesh
electrode
Residue
Treated water
(containing
cement particles)
Distribution
of Cs 0.3% 2.7% 2.5% 94.5%
As shown in Table 3.4, only 0.3% of Cs is detected in reclaimed coarse
aggregate which was collected by the 5mm wire mesh electrode. In contrast,
the distribution of Cs in reclaimed fine aggregate obtained from 1.2 mm wire
mesh is 2.7 %. The distribution of Cs in the residue retained from 0.55m sieve
which could contain cement paste lumps and fine mortar is 2.5%. The
distribution of Cs in reclaimed materials by the pulse power discharge shows
that coarse aggregate from contaminated concrete is almost uncontaminated.
Cs was mainly dissolved in water used in pulse power process, which
contained many cement particles with the ratio of 94.5%.
Concentration of Cs used in this research was 0.1 M CsCl, which is a very
high concentration compared to contaminated water sample in Fukushima Dai-
ichi Nuclear Power Plant. It is reported that radioactive contaminated water at
Page 54
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
41
the site was 2.5x106 Bq/ml and 2.9x10
6 Bq/ml for Cs-134 and Cs-137,
respectively. The concentration of 0.1M CsCl used in the experiment is
comparable to 5.387x1016
Bq/ml. This amount shows a huge difference in the
concentration of Cs between tested in the experiment and observed at the site.
The used of high concentration of Cs in the experiment was prepared to ensure
that the detection is enabled in the analysis. Therefore, it is confirmed that high
concentration of Cs, which has not been adsorbed by cement matrix but filled
concrete pores was dissolved in the water during the crushing process using
pulsed power discharge.
3.6.3. Discussion on Japan Government Regulation for Radio-
active Waste Disposal
According to Japan regulation on radioactive waste, the clearance level of
radioactivity is 1000 Bq/kg to be handled as conventional industrial waste.
Since reclaimed coarse aggregate by pulsed power discharge was
predominantly uncontaminated, it is expected that the radioactivity level of
recycled coarse aggregate reclaimed from contaminated concrete waste could
be lower than the clearance level and can be readily reused.
On December 27th
, 2011, Ministry of Environment Report announced that
concrete waste with radioactivity level lower than 3000 Bq/kg can be reused
for construction deeper than 30 cm from the ground level, while radioactive
waste with cesium levels below 8,000 Bq/kg can be managed as underground
disposal. It is reported that typical radioactivity level of waste in Fukushima is
6460 Bq/kg and required to be decontaminated. Due to large quantity of
contaminated concrete waste to be disposed, an effective decontamination
method is needed. The pulsed power is expected to be an effective
decontamination method, particularly in reducing the volume of radioactive
Page 55
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
42
contaminated concrete waste.
3.7. Conclusion
A method for aggregate recycle process for contaminated concrete is studied
to reclaim high quality aggregate. Because the proposed method can separate
aggregate and contaminated cement matrix, it is found to be promising for the
decontamination of radioactive contaminated concrete waste.
The effectiveness of the pulsed power discharge to reduce the volume of
contaminated concrete waste by recycling aggregate is clarified. Following
conclusions can be derived from this research:
1. The pulsed power discharge can be applied as a decontamination method to
the radioactive contaminated concrete and is found to reduce the volume of
radioactive concrete waste up to 60%.
2. Coarse aggregate reclaimed from contaminated concrete waste was predom-
inantly uncontaminated. Therefore it could be reused as recycled aggregate.
3. Almost 95% of Cs was dissolved in the treated water in the pulsed power
process. Consequently, decontamination of the treated water used in the
pulsed power process is necessary.
However, high concentration of cesium solution was used in this simulation.
Therefore, it is necessary to reevaluate the elution of Cs to water under a condi-
tion equivalent to the actual radioactive contaminated concrete.
Page 56
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
43
Bibliography
1. Iizasa S, Shigeishi M, Namihira T, “Recovery of high quality aggregate
from concrete waste using Pulsed Power Technology”, Clean Technology
2010, www.ct-si.org, ISBN 978-1-4398-3419-0,2010
2. L. E. Boing, “Decommissioning of Nuclear Facilities, Decontamination
Technologies”, International Atomic Energy Agency, Manila, Philippines,
October 2006
3. Radioactive Waste Management Committee, “The NEA CO-Operative
Programme On Decommissioning Decontamination and Demolition of
Concrete Structures”, Organization for Economic Co-operation and De-
velopment, Nuclear Energy Agency, NEA/RWM/R(2011)1, 20 September
2011.
4. P. O’Sullivan, J.G. Nokhamzon and E. Cantrel, “Decontamination and
Dismantling of Radioactive Concrete Structures”, NEA Updates, NEA
News No 28.2, p. 27-29, 2010
5. Anonym, “Cesium”, Human Health Fact Sheet, Idaho National Laboratory
Site, Environmental Surveillance, Education, and Research Program, ANL
October 2011
6. Center for Material Cycles and Waste Management Research, National
Institute for Environmental Studies, “Appropriate waste disposal judged
from radiological behavior”, December 2nd
, 2011, Japan. (In Japanese)
Page 57
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
44
7. B. Y. Min, W. K. Choi, K. W. Lee, “Volume Reduction of dismantled
concrete wastes generated from KRR-2 and UCP”, Nuclear Engineering
and Technology, Vol. 42, No. 2, April 2010.
8. B. Y. Min, W. K. Choi, K. W. Lee, “Separation of Clean Aggregates From
Contaminated Concrete Waste by Thermal and mechanical Treatment”,
Annals Of Nuclear Energy, Vol. 37, Page 16-21, Elsevier, November 2010
9. H. A. W. Cornelissen, “Volume Reduction of Contaminated Concrete”,
WM Symposia Proceeding, Page 1477-1479, 1993
10. S. Narahara, T. Namihira, K. Nakashima, S. Inoue, S. Iizasa, S. Maeda, M.
Shigeishi, M. Ohtsu and H. Akiyama, “Evaluation Of Concrete Made
From Recycled Coarse Aggregate by Pulse Power Discharge”, IEEE, 1-
4244-0914-4/07, 2007
11. M. Takaki, et al., "Managing the Quality of Coarse Aggregate Recovered
from Waste Concrete by Applying Electrical Discharge Shocks in Water."
Proceedings of the 2006 Conference of the West Branch of the Japan Soci-
ety of Civil Engineering, Kita-Kyushu, pp. 827-828., 2007 (In Japanese)
12. H. Akiyama, High-Voltage Pulsed Power Engineering, Ohmu-sha, Tokyo,
pp. 1-2. pp. 36-38. p. 95, 2003 (In Japanese)
13. S. Maeda, M. Shigeishi, T. Namihira, S. Iizasa, “Research on Concrete
Aggregate Collection Technology by Pulsed Power Discharge”, 34th
Con-
ference on Our World In Concrete & Structures, Singapore, 16-18 August
2009
14. S. Inoue, J. Araki, T. Aoki, S. Maeda, S. Iizasa, M. Takaki, D. Wang, T.
Namihira, M. Shigeishi, M. Ohtsu and H. Akiyama, “Coarse Aggregate
Recycling by Pulsed Discharge Inside Concrete”, Proceedings of the 2nd
Euro-Asian Pulsed Power Conference, Vilnius, Lithuania, September 22-
26, 2008
Page 58
CHAPTER 3 Reduction of Radioactive Contaminated Concrete by Pulsed Power
Discharged
45
15. Japanese Standard Association, JIS A 5021 “Recycled Aggregate for Con-
crete-Class H”, 2005
Page 59
46
CHAPTER 4
Application 2 : Strength and Drying Shrinkage
of Concrete Made From Recycled Aggregate by
Pulsed Power Technology with Fly Ash as Ce-
ment Replacement
4.1. Introduction
Recycling of concrete in producing aggregate is one of the keys to support
environmental conservation. It can reduce the use of natural resources and
waste disposal. The average world production of concrete has reached 20 bil-
lion tons per year, and 40% of all industrial waste is construction and demoli-
tion waste [1,2]. Whereas in Japan, from 2006, 98% of concrete waste has been
Page 60
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
47
recycling to be reused as recycled aggregate for road sub-base, underground
stabilization and concrete [1,3].
It is well known that recycled aggregate has lower quality compared to natu-
ral aggregate. Because recycled aggregate contains mortar from the original
concrete, it is more porous and absorptive than many natural aggregates. Recy-
cled coarse aggregate has higher water absorption compare to natural aggregate.
For this reason, drying shrinkage and creep of concrete were significantly in-
creased by the use of recycled aggregate. Therefore, the use of recycled aggre-
gate is mainly confined to low-grade applications [4-6].
The technology to reproduce high quality recycled aggregate from concrete
waste has been developed using pulsed power discharge. It can remove the
mortar from the aggregate thoroughly. It is found that the coarse aggregate re-
produced by electric pulsed discharged energy of 640 kJ has sufficient qualities
of the density in oven dried condition and the water absorption to satisfy the
JIS (Japan Industrial Standard) regulation class H (A5021) [3,7-11]. Therefore,
the application of recycled aggregate concrete by pulsed power technology is
found to be promising.
In addition, it has been reported that the production amount of coal ash in
Japan exceeded over 10 million tons. This amount is expected to increase due
to new construction and expansion of coal-fired power station. However, the
relative amount of fly ash in use for concrete is low [12,13]. Fly ash as cement
replacement positively impacts the durability and workability of concrete [14-
Page 61
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
48
17]. Utilization of fly ash as a supplementary cementitious material can pro-
mote sustainable construction by reducing the CO2 emission of cement produc-
tion.
4.2. Objectives
This study has following objectives:
a. Comparing the strength and durability of concrete made from recycled
aggregate by pulsed power technology with natural coarse aggregate
concrete
b. Investigation of the effect of fly ash to the strength and durability of
concrete made from recycled aggregate by pulsed power technology
4.3. Research on Fly Ash Concrete Made From High Quality
Recycled Aggregate
So far, the utilization of recycled aggregate is identical to contribute poor
quality of concrete. As previous research have reported that pulsed power tech-
nology can produce high quality recycled aggregate which satisfied JIS (Japan
Industrial Standard) class H (A 5021) [3,8], therefore, this technique not only
can support the use of recycled aggregate in concrete to effort resource saving,
but also can provide quality which is not inferior to natural aggregate concrete.
Page 62
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
49
As the utilization of fly ash generated by coal-fired power plant is still lim-
ited, while the amount of fly ash continue to raise, the attempt to promote the
use of fly ash in concrete is needed to be enhanced.
Positive effect of the utilization of fly ash in concrete has been well known.
Hence, to support the environmental conservation in creating sustainable con-
struction, research on the strength and drying shrinkage of concrete made from
recycled aggregate produced by pulsed power technology due to the use of JIS
type II fly ash as cement replacement were conducted. Compressive strength
test, tensile splitting strength test, modulus of elasticity and drying shrinkage
measurement were carried to evaluate the performance of fly ash concrete
made from recycled aggregate produced by pulsed power technology.
4.4. Experiment
4.4.1. Material Used
4.4.1.1 Aggregate
To investigate the performance of concrete made of recycled aggregate
concrete, natural coarse aggregate, recycled coarse aggregate, and natural fine
aggregate were used in concrete mix proportion. The natural coarse aggregate
was used in concrete mix proportion as controlled specimen with density of
3.01 gr/cm3 and water absorption of 0.63%. Natural fine aggregate was used in
Page 63
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
50
all concrete mixture with density of 2.57 g/cm3.
The recycled coarse aggregate were reclaimed from concrete waste by
pulsed power technology. Previous research has found that the total pulsed
power discharge energy to obtain high quality recycled aggregate was 640 kJ
for 4 kg of concrete waste, or 160 kJ/kg which has similar quality to natural
coarse aggregate [2]. In this study, the discharge energy was set to 6.4 kJ with
180 times of discharge. The total discharge energy was 1152 kJ for 10 kg of
concrete waste, or 115.2 kJ/kg, which is only 72% compared to the reference
having similar quality as natural coarse aggregate. Fig. 4.1 shows the
comparison of recycled aggregate concrete produced by 160 kJ of discharge
energy for every kilogram of concrete waste, and 115.2 kJ of discharge energy
for every kilogram of concrete waste which shows remaining mortar attached
to the aggregate.
(a) (b)
Fig. 4.1 Appearance of recycled aggregate concrete by pulse power
discharge, (a) produced by 160 kJ/kg discharge energy; (b) produced by 115.2
kJ/kg discharge energy.
Page 64
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
51
The material properties of recycled coarse aggregate produced by pulsed
power discharge used in the experiment are listed in Table 4.1. It has satisfied
JIS (Japan Industrial Standard) regulation class H (A 5021) for high quality
recycled aggregate [11], even though few mortar still attached to the aggregate.
Furthermore, by washing test, it was found that the amount of powder in
recycled aggregate reached 0.97%.
Table 4.1 Recycled coarse aggregate physical properties
Properties Recycled coarse
aggregate
JIS class H
(A5021)
Oven-dry density (gr/cm3) 2.73 2.5
Water absorption (%) 2.64 3.0
Table 4.2 Sieve analysis of recycled coarse aggregate
Sieve size (mm) Passing (%) 25 mm 100.0 20mm 97.4 15 mm 90.8
10 mm 57.4
5 mm 1.1
The size distribution of the recycled coarse aggregate used in this study is
given in Table 4.2 and illustrated in Fig 4.2. The fineness modulus of the
recycled coarse aggregate reached 6.44. To compare the effect of using
recycled coarse aggregate in concrete, the natural coarse aggregate was set to
have similar size distribution as recycled coarse aggregate which consisted of
Page 65
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
52
82% fine gravel and 18% gravel.
Fig. 4.2 Coarse aggregate particle size distribution
4.4.1.2 Cement and Fly Ash
The cement used in the experiment was Portland blast-furnace cement.
Table 4.3 and Table 4.4 show its physical properties and chemical properties,
respectively. Fly ash which satisfied JIS type II was used in this study as partial
cement replacement. The properties of the fly ash are listed in Table 4.5.
Table 4.3 Physical properties of Portland blast-furnace cement
Density (gr/cm3) 3.01
Specific surface area cm2/gr) 3670
Setting time Beginning 2 h 30 min
End 4 h 5 min
Compressive strength (N/mm2)
3 days 20.9
7 days 35.8
28 days 63.2
Page 66
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
53
Table 4.4 Chemical properties of Portland blast-furnace cement
Properties Mass (%)
ig.loss 1.74
SiO2 26.34
Al2O3 9.14
Fe2O3 1.59
CaO 54.73
MgO 2.86
TiO2 0.36
MnO 0.08
SO3 1.96
Na2O 0.25
K2O 0.30
P2O5 0.09
Cl 0.007
Total 100.01
Table 4.5 Properties of fly ash
Properties JIS FA type-II standard
SiO2 56.6% A6201 > 45.0
Hygroscopic moisture 0.2% A6201 < 1.0
ig.loss 1.2% A6201 < 5.0
Density 2.36 g/cm3
A6201
R5201 > 1.95
residue on sieve of 45um 3% A6201 < 40
specific surface (Blaine) 4190 cm2/g
A6201
R5201 > 2500
percent flow 106% A6201 > 95
Activity index (28 day) 92% A6201 > 80
Activity index (91 day) 105% A6201 > 90
methlene blue absorption 0.22 mg/g
Page 67
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
54
4.4.2. Experimental Procedure
4.4.2.1 Mix Proportion
The mix proportions in this experiment are described in Table 4.6. Since the
recycled coarse aggregate in this study has satisfied the JIS regulation for high
quality recycled aggregate Class H (A5021), therefore, the recycled coarse
aggregate replaced the use of natural coarse aggregate by 100% with the
maximum aggregate size of 20 mm.
Table 4.6 Concrete mix proportion
Mix ID Water
(kg/m3)
Fly Ash
(%)
Cement
(kg/m3)
Fly Ash
(kg/m3)
Gravel (kg/m3) Sand
(kg/m3) NCA RCA
NCA-0 186 0 338.1 0 1061.8 0 741.7
NCA-10 186 10 304.3 33.8 1061.8 0 741.7
NCA-25 186 25 253.6 84.5 1061.8 0 741.7
NCA-50 186 50 169.0 169.0 1061.8 0 741.7
RCA-0 186 0 338.1 0 0 959.5 741.7
RCA-10 186 10 304.3 33.8 0 959.5 741.7
RCA-25 186 25 253.6 84.5 0 959.5 741.7
RCA-50 186 50 169.0 169.0 0 959.5 741.7
Notes: NCA = Natural Coarse Aggregate
RCA = Recycled Coarse Aggregate
The water-cement ratio used in the experiment was 0.55 in all mixtures. The
percentages of fly ash used in the experiment to replace cement were 0%, 10 %,
25%, and 50% by mass.
Page 68
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
55
4.4.2.2 Specimen Casting and Curing
In this experiment, two types of specimens were made for each case.
Cylinder specimens with diameter of 100mm and height of 200 mm were made
to investigate the compressive and tensile splitting strength test according to
ISO 1920-8:2009 (E) [23]. Block specimens having dimensions of 100 mm x
100 mm x 400 mm were prepared for determination of drying shrinkage of
concrete according to ISO 1920-8:2009 (E) [24]. 24 hours after casting, the
specimens were removed from the mold and cured according to ISO 1920-
3:2004 (E) [23]. The cylinder specimens were cured in water at temperature
20C 2
C until their compressive and tensile splitting strength test are
conducted. Block specimens for determination of drying shrinkage were cure at
temperature 20C 2
C with relative humidity of 95% for 7 days.
4.4.3. Test Method
Several test method were conducted to evaluate the performance of concrete
in both fresh concrete and hardened concrete. Determinations of slump and air
content test were conducted for fresh concrete. For hardened concrete, the
cylinder specimens were tested for its compressive strength and tensile splitting
strength test. The block specimens were tested for determination of drying
shrinkage of hardened concrete.
Page 69
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
56
4.4.3.1 Fresh Concrete properties
Slump test is the most common method to determine the consistence of
fresh concrete. In this study, determination of slump of fresh concrete for each
case was conducted according to ISO 1920-2:2005 (E) [25].
Air content was performed to measure the total air content in a sample of
fresh concrete. Air content test was conducted for each fresh concrete case.
4.4.3.2 Hardened Concrete properties
For determination of hardened concrete properties, compressive strength
test, tensile splitting strength test, and drying shrinkage test were carried out.
Compressive strength test were performed at age 7, 28, 56 and 112 day. While
tensile splitting strength test was conducted at age 28 day for each case. De-
termination of drying shrinkage of hardened concrete was measured everyday
started at age 7 day to 28 day, and continuously measured twice a week until
age 112 day.
4.5. Result and Discussion
4.5.1. Properties of Fresh Concrete
Concrete fresh properties, such as slump and air content test result are
presented in Fig 4.3. The results show that for the same water-to-binder ratio,
fly ash increases the workability of fresh concrete. Furthermore, fly ash
Page 70
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
57
indicates an increase in air content of natural aggregate concrete, but do not
show significant effect to recycled aggregate concrete.
Fig. 4.3 Slump and air content result
4.5.2. Properties of Hardened Concrete
Hardened concrete properties of concrete specimen were tested to evaluate
the effect of fly ash as cement replacement to the performance of concrete
made from recycled coarse aggregate by pulse power technology. The
compressive strength, tensile splitting strength, modulus elasticity, and drying
shrinkage of the specimens were investigated.
4.5.2.1 Compressive Strength
The compressive strength test was performed at age 7, 28, 56 and 112 day.
Page 71
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
58
Fig. 4.4, and Fig. 4.5 illustrate the effect of fly ash as cement replacement to
the compressive strength of concrete made from natural coarse aggregate and
recycled coarse aggregate, respectively.
Fig. 4.4 shows that the compressive strength of natural aggregate concrete is
decreased by the use of fly ash as cement replacement in all cases for the same
water-to-binder ratio. In the 28 day strength, 10% fly ash reaches 99% of the
compressive strength of concrete without fly ash. While 25% and 50% fly ash
achieve 83% and 44% of the compressive strength of concrete without fly ash,
respectively.
Fig. 4.4 Compressive strength of specimens made of natural course aggregate
Same trend is also shown by Fig. 4.5 for recycled aggregate concrete with
fly ash as cement replacement. Increased use of fly ash in recycled aggregate
concrete reduces the compressive strength. In the 28 day strength, 10% fly ash
reaches 96% of the compressive strength of concrete without fly ash. Whereas
Page 72
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
59
25% and 50% fly ash achieve 87% and 49% of the compressive strength of
concrete without fly ash, respectively.
Fig. 4.5 Compressive strength of specimens made of recycled coarse aggregate
Fig. 4.6 illustrates the effect of natural and recycled aggregate to the
compressive strength of concrete. Fig. 4.6(a) shows that the compressive
strength of concrete made from 100 % recycled aggregate by pulsed power
technology is similar to the concrete made from natural coarse aggregate.
When using fly ash, as shown in Fig. 4.6(b), Fig. 4.6(c) and Fig. 4.6(d),
recycled coarse aggregate concrete performs higher compressive strength
compared to natural aggregate concrete. In 10% fly ash as cement replacement,
the recycled aggregate concrete shows slightly higher compressive strength
compared to natural aggregate concrete. While in higher percentage of fly ash,
recycled aggregate concrete with 25% and 50% fly ash show higher
Page 73
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
60
compressive strength which is significant to natural aggregate concrete. These
facts emphasize that pulsed power can produce high quality recycled aggregate.
(a) (b)
(c) (d)
Fig. 4.6 Compressive strength of specimens,
(a) Without fly ash; (b) 10% fly ash; (c) 25% fly ash; (d) 50% fly ash
4.5.2.2 Tensile Splitting Strength
Page 74
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggregate by
Pulsed Power Technology with Fly Ash as Cement Replacement
61
Fig. 4.7 Tensile Splitting Strength
The tensile splitting strength test was performed at the age 28 day for each case. Fig.
4.7 illustrates the tensile splitting test result. This figure shows that concrete from
recycled aggregate by pulsed power technology can achieve higher tensile splitting
strength compared to natural aggregate concrete. This figure also indicates that tensile
strength increase by 10% of fly ash to replace cement, and then gradually reduces by the
increased use of fly ash in concrete.
4.5.2.3 Modulus of Elasticity
Static modulus of elasticity of the concrete specimens are given in Table 4.7, and
drawn in Fig 4.8. It indicates that the modulus of elasticity is decreased by the increased
use of fly ash. However, for the same percentage of fly ash, recycled coarse aggregate
concrete provides higher modulus of elasticity compared to natural aggregate concrete.
Moreover, 10% and 25% fly ash to replace cement perform almost similar modulus
elasticity to 0% fly ash in recycled aggregate concrete.
Page 75
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggregate by
Pulsed Power Technology with Fly Ash as Cement Replacement
62
Table 4.7 Modulus of elasticity of concrete specimens
Fly Ash Modulus of elasticity (GPa)
NCA RCA
0% 28.15 27.92
10% 26.64 27.37
25% 25.39 26.78
50% 21.13 22.32
Fig. 4.8 Modulus of elasticity of concrete specimens
4.5.2.4 Drying Shrinkage
Determination of drying shrinkage of hardened concrete was started at age 7 day and
recorded every day until 28 day, and continuously twice a week recorded until age 112
day. Fig. 4.9 and Fig. 4.10 illustrate the effect of fly ash to drying shrinkage of the
concrete made from natural coarse aggregate and recycled coarse aggregate,
respectively.
Page 76
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggregate by
Pulsed Power Technology with Fly Ash as Cement Replacement
63
Fig. 4.9 Drying shrinkage of specimens made of natural coarse aggregate
Fig. 4.10 Drying shrinkage of specimens made of recycled coarse aggregate
Drying shrinkage of concrete made of natural coarse aggregate in Fig. 4.9 indicates
that the use of 25% fly ash does not give significant effect, while the 50% fly ash has
decreased the drying shrinkage. In contrast, 10% fly ash as cement replacement increas-
es the drying shrinkage. While in concrete made of recycled aggregate concrete, as
shown in Fig. 4.10, drying shrinkage is reduced as fly ash percentage increases.
Page 77
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
64
Fig. 4.11, Fig. 4.12, Fig. 4.13 and Fig 4.14 illustrate the effect of recycled
aggregate to the drying shrinkage of concrete with 0%, 10%, 25%, and 50% fly
ash, respectively. Fig. 4.11 shows similar drying shrinkage of concrete made
from natural aggregate and recycled aggregate by the pulsed power technology
in concrete without fly ash. It clarifies that recycled coarse aggregate produced
by the pulsed power technology can reach same performance as natural coarse
aggregate.
Fig. 4.11 Drying shrinkage of specimens without fly ash
Fig. 4.12 Drying shrinkage of specimens with 10% of fly ash as cement
replacement
Page 78
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
65
Fig. 4.13 Drying shrinkage of specimens with 25% of fly ash as cement
replacement
Fig. 4.14 Drying shrinkage of specimens with 50% of fly ash as cement
replacement
In concrete with 10% and 20% fly ash as cement replacement, recycled
aggregate concrete shows significant reduction in drying shrinkage compared
to natural aggregate concrete as shown in Fig. 4.12 and Fig. 4.12, respectively.
In contrast, when using recycled aggregate in concrete with 50% fly ash, it
shows an increase in drying shrinkage compared to natural aggregate concrete.
Furthermore, using the same scale of drying shrinkage, from Fig. 4.12 to Fig.
Page 79
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
66
4.14, the trend of drying shrinkage of recycled aggregate concrete is increased
by the increased use of fly ash compared to natural aggregate concrete.
4.6. Conclusion
The compressive strength, tensile splitting strength and drying shrinkage of
recycled aggregate concrete produced by the pulsed power technology were
investigated to characterize the effect of JIS type II fly ash as cement
replacement to the performance of concrete. The following conclusions are
drawn from the test result:
1. Pulsed power technology has been proven to reproduce high quality
recycled aggregate. By 72% of the reference discharge energy for
reproducing recycled coarse aggregate having similar quality to natural
coarse aggregate using the pulsed power technology, its compressive
strength, modulus of elasticity and drying shrinkage does not show
significant difference to the concrete made from natural coarse
aggregate.
2. The use of fly ash as cement replacement can reduce the compressive
and tensile splitting strength, and modulus of elasticity both in natural
aggregate concrete and recycled aggregate concrete. However, it can
minimize the drying shrinkage.
3. In concrete made from recycled aggregate produced by the pulsed
power technology, the utilization of fly ash has shown improvement in
strength and reduce drying shrinkage
4. To maximize the utilization of fly ash and recycled aggregate concrete,
replacing 25% of cement weight with fly ash in concrete made from
recycled aggregate by pulsed power technology has shown reduction in
drying shrinkage without substantial reduction in strength.
Page 80
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
67
Bibliography
1. Sakai K, “Recycling concrete, the present state and future perspective”,
TCG-JSCE JOINT SEMINAR. Nov. 20, 2009, Athens
2. Marinkovic S, Ignjatovic I, “Recycled aggregate concrete for structural use
- an overview of technologies, properties, and applications”, ACES Work-
shop, Innovative Materials and Techniques in Concrete Construction, Cor-
fu, October 10-12, 2010
3. Iizasa S, Shigeishi M, Namihira T, “Recovery of high quality aggregate
from concrete waste using pulsed power technology”, S. Clean Technolo-
gy, www.ct-si.org, 2010,ISBN 978-1-4398-3419-0
4. McGovern M, “Recycled aggregate for reinforced concrete”, CT022 —
July 2002 Vol. 23, No. 2 Concrete Technology today, PCA (Portland Ce-
ment association)
5. Tam WYV, Tam CM, Wang Y, “ Optimization on Proportion for rcycled
aggregate in concrete using two-stage mixing approach”, Construction and
Building Materials Journal, Vol. 21, 2007, pp. 1928-1939
6. Kou S., “Reusing recycled aggregate in structural concrete”, PhD thesis,
The Hong Kong Polytechnic University, 2006
7. Maeda S, Shigeishi M, Namihira T, Iizasa S, “Research on concrete ag-
gregate collection technology by pulsed power discharge”, 34th
Conference
on Our World in Concrete & Structures, 16-18 August 2009
Page 81
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
68
8. Narahara S, Namihira T, Nakashima K, Inoue S, Iizasa S, Maeda S, Shi-
geishi M, Ohtsu M Akiyama H, “Evaluation of concrete made from recy-
cled coarse aggregates by pulsed power discharged”, 1-4244-0914-4/07
©2007 IEEE., Kumamoto University, 2007
9. Inoue S, et al., “Coarse aggregate recycling by pulsed discharge inside of
concrete”, Acta Physica Polonica A, Vol. 115 No. 6, 2009, pp. 1107-1109
10. Namihira T, Wang D, Akiyama H, “Pulsed power technology for pollution
control”, Acta Physica Polonica A, Vol. 115 No. 6, 2009, pp. 953-955
11. Japanese Standard Association, JIS A 5021”Recycled aggregate for con-
crete – class H”, 2005
12. Sugiyama T, “Durability of Fly Ash Concrete in Salt-laden Environment”,
Third International Conference on Sustainable Concstruction Materials
and Technology Proceeding, August 18-21, 2013
13. Ishikawa Y, “Research on the quality distribution of JIS type-II fly ash in
Japan”, Sugiyama T, “Durability of Fly Ash Concrete in Salt-laden Envi-
ronment”, 2007 World of Coal Ash (WOCA), May 7-10, 2007, Nothern
Kentucky, USA
14. Nath P, Sarker P, “ Effect of fly ash on the durability properties of high
strength concrete”, Procedia Engineering, Vol. 14, 2011, pp. 1149-1156
15. Nath P, Sarker P, “Effect of mixture proportion on the drying shrinkage
and permeation properties of high strength concrete containing class F fly
ash”, KSCE Journal of Civil Engineering, Vol. Issue 6, 2013, pp 1437-
1445
16. Naik TR, Sivasundaram V, Singh SS, “Use of high-volume class F fly ash
for structural grade concrete”, Transportation Record No. 1301, TRB, Na-
tional Research Council, Washington, D.C., January (1991), pp. 40-47
17. Mokarem DW, “ Development of concrete shrinkage performance specifi-
cations”, Disertation, Faculty of theVirginia Polytechnic Institute and State
Page 82
CHAPTER 4 Strength and Drying Shrinkage of Concrete Made From Recycled Aggre-
gate by Pulsed Power Technology with Fly Ash as Cement Replacement
69
University, 2002
18. Tam WYV, Gao XF, Tam CM, “Microstructural analysis of recycled ag-
gregate concrete produced from two-stage mixing approach, Cement and
Concrete Research Journal, Vol. 35, Issue 6, June 2005, pp. 1195-1203
19. Tam WYV, Tam CM, “Assessment of durability of recycled aggregate
concrete produced by two-stage mixing approach”, Journal Materials Sci-
ence, Vol. 42, 2007, pp. 3592–3602.
20. Tam WYV, Tam CM, “Diversifying two-stage mixing approach (TSMA)
for recycled aggregate concrete: TSMAs and TSMAsc”, Construction and
Building Materials Journal, Vol. 22, 2008, pp. 2068–2077
21. Salas A, Roesler JR, Lange D, “Batching effects on properties of recycled
concrete aggregates for airfield rigid pavement”, 2010 FAA Worldwide
Airport Technology Transfer Conference, April 20-22, 2010
22. Jeong H, “Processing and properties of recycled aggregate concrete”, The-
sis, Graduate College of University of Illinois at Urbana-Champaign, 2011
23. ISO 1920-3:2004(E), Testing of concrete – Part 3: Making and curing test
specimens.
24. ISO 1920-8:200(E), Testing of concrete – Part 8: Determination of drying
shrinkage of concrete for samples prepared in the field or in the laboratory.
25. ISO 1920-2:2005(E), Testing of concrete – Part2: Properties of fresh con-
crete.
Page 83
70
CHAPTER 5
Application 3 : Performance of Fly Ash Concrete
Made from Recycled Aggregate by Pulsed Power
Technology With Two-Stage Mixing Approach
5.1. Introduction
The utilization of recycled aggregate from construction and demolition
waste recently has been well developed due to the awareness of natural re-
source depletion and limited landfill disposal. However, the characteristic of
recycled aggregate could be different by its parent concrete since it was de-
signed for different purpose, strength, and durability [1]. Since recycled aggre-
gate is reproduced from concrete waste which has undergone years of services,
it is well known that recycled aggregate concrete indicates several weakness
such as low density, higher water absorption, and higher porosity that limit the
utilization of recycled aggregate concrete to lower grade application [2,3].
Page 84
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
71
To encourage the utilization of recycled aggregate in producing concrete,
Tam et al. introduced Two-Stage Mixing Approach (TSMA) to upgrade the
performance of recycled aggregate concrete [2,4-6]. Their research show that
TSMA can improve the properties of recycled aggregate concrete.
On the other hand, the use of fly ash in the manufacture of concrete has
been widely reported. In addition to supporting sustainable construction by re-
duce CO2 emission of cement production, fly ash as a supplementary ce-
mentitious material can also improve the performance of concrete both worka-
bility and durability [7-12]. Therefore, the performance of fly ash concrete
made from recycled aggregate concrete using TSMA in the mixing process is
studied.
5.2. Objectives
This study has following objectives :
a. To investigate the effect of Two-Stage Mixing Approach (TSMA) to the
performance of concrete made from recycled aggregate produced by
pulsed power technology.
b. To investigate the effect of fly ash to strength and durability of concrete
made from recycled aggregate by pulsed power technology with TSMA
5.3. Two-Stage Mixing Approach (TSMA)
Due to low quality of recycled aggregate, a two-stage mixing approach was
proposed to improve the strength and rigidity of recycled aggregate concrete
[5]. The recycled aggregate is initially coated with cementitious paste to im-
prove the uniformity and strength of recycled aggregate. In this method, mix-
ing process is divided into two parts with required water proportionally split
Page 85
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
72
and added at different mixing time. Initial water is used for formation of thin
layer of cement slurry on the surface of recycled aggregate and fills up old
cracks and voids [5].
It is reported that around 25-40% of recycled aggregate substitution pro-
vides optimum strength using TSMA [4]. Furthermore, deformation and per-
meability of recycled aggregate concrete can be enhanced by adopting TSMA
and proved to be an effective method for increasing durability of recycled ag-
gregate concrete [2]. Following up the study on TSMA, several researchers
have reported that the workability of recycled coarse aggregate concrete is sim-
ilar to the natural aggregate concrete and compressive and splitting tensile
strength of the recycled aggregate concrete which are specifically required in
the construction of airfield concrete pavements [13]. Moreover, initial moisture
states of recycled aggregate strongly give influence to the strength and shrink-
age of recycled aggregate concrete with two-stage mixing method [1].
5.4. Research on Fly Ash Concrete Made From Recycled Ag-
gregate with TSMA
The experiment on the use of fly ash in concrete made from high quality
recycled aggregates produce by the pulsed power technology has been de-
scribed in chapter 4. It is clear that the strength of concrete is reduced by the
increased use of fly ash. However, the utilization of fly ash in recycled aggre-
gate concrete gives positive impact in reducing drying shrinkage.
Previous research has found that two-stage mixing approach (TSMA) in
producing recycled aggregate shows improvement in strength. Therefore, the
effect of TSMA to the performance of concrete made from high quality recy-
cled aggregate is needed. Further, the performance of fly ash concrete made
from recycled aggregate concrete produce by pulsed power using TSMA in the
Page 86
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
73
mixing process is needed to be examined. It is because fly ash can reduce dry-
ing shrinkage, yet it can reduce the strength of concrete in same water-to-
binder ratio. Accordingly, the TSMA is expected to overcome this weakness.
5.5. Experiment
5.5.1. Material Used
5.5.1.1 Aggregate
The recycled aggregate is used in the experiment was reclaimed by the
pulsed power technology. In this study, the discharge energy was set to 6.4 kJ
with 180 times of discharge. The total discharge energy was 1152 kJ for 10 kg
of concrete waste, or 115.2 kJ/kg. Natural fine aggregate was used in all
concrete mixture with density of 2.57 g/cm3. The size distribution of the
recycled coarse aggregate used in this study is given in Fig 5.1.
Fig. 5.1 Coarse aggregate particle size distribution
The material properties of recycled coarse aggregate are listed in Table 5.1
Page 87
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
74
which has satisfied JIS (Japan Industrial Standard) regulation class H (A 5021)
for high quality recycled aggregate [14].
Table 5.1 Recycled coarse aggregate physical properties
Properties Recycled coarse aggregate
JIS class H (A5021)
Oven-dry density (gr/cm3) 2.73 2.5
Water absorption (%) 2.64 3.0
5.5.1.2 Cement and Fly Ash
Table 5.2 Physical properties of Portland blast-furnace cement
Density (gr/cm3) 3.01
Specific surface area cm2/gr) 3670
Setting time Beginning 2 h 30 min
End 4 h 5 min
Compressive strength (N/mm2)
3 days 20.9
7 days 35.8
28 days 63.2
Table 5.3 Chemical properties of Portland blast-furnace cement
Properties Mass (%)
ig.loss 1.74
SiO2 26.34
Al2O3 9.14
Fe2O3 1.59
CaO 54.73
MgO 2.86
TiO2 0.36
MnO 0.08
SO3 1.96
Na2O 0.25
K2O 0.30
P2O5 0.09
Cl 0.007
Total 100.01
Page 88
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
75
The cement used in the experiment was Portland blast-furnace cement.
Table 5.2 and Table 5.3 show the physical properties and chemical properties
of Portland blast-furnace, respectively. Fly ash which satisfied JIS type II was
used in this study as partial cement replacement. The properties of the fly ash
are listed in Table 5.4.
Table 5.4 Properties of fly ash
Properties
JIS FA type-II
standard
SiO2 56.6% A6201 > 45.0
Hygroscopic moisture 0.2% A6201 < 1.0
ig.loss 1.2% A6201 < 5.0
Density 2.36 g/cm3
A6201
R5201 > 1.95
residue on sieve of 45um 3% A6201 < 40
specific surface (Blaine) 4190 cm2/g
A6201
R5201 > 2500
percent flow 106% A6201 > 95
Activity index (28 day) 92% A6201 > 80
Activity index (91 day) 105% A6201 > 90
methlene blue absorption 0.22 mg/g
5.5.2. Experimental Procedure
5.5.2.1 Mix Proportion and Mixing Approach
The mix proportion and mixing approach in this experiment are described in
Table 5.5. The percentages of fly ash used in the experiment to replace cement
were 0%, 25%, and 50% by mas.
To compare the effect of different mixing approach to the performance of
concrete, two types of mixing approach were used. Normal Mixing Approach
(NMA) is the common mixing approach used to make concrete, where cement,
sand, water and gravel are mixed in one stage. While in Two-Stage Mixing
Page 89
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
76
Approach (TSMA), required water was proportionally split and added at
different mixing time. The first 50% of water was mixed with sand and
recycled coarse aggregate, and then the remaining water and cement were
added in the last mixing process.
Table 5.5 Concrete mix proportion and mixing approach
Mix ID Water
(kg/m3)
Fly
Ash
(%)
Cement
(kg/m3)
Fly Ash
(kg/m3)
Gravel
(kg/m3)
Sand
(kg/m3)
Mixing
approach
RCA
NMA-0 186 0 338.1 0 959.5 741.7 NMA
NMA-25 186 25 253.6 84.5 959.5 741.7 NMA
NMA-50 186 50 169.0 169.0 959.5 741.7 NMA
TSMA-0 186 0 338.1 0 959.5 741.7 TSMA
TSMA-25 186 25 253.6 84.5 959.5 741.7 TSMA
TSMA-50 186 50 169.0 169.0 959.5 741.7 TSMA
Notes: NMA = Normal Mixing Approach
TSMA = Two-Stage Mixing Approach
5.5.2.2 Specimen Casting and Curing
Two types of specimen were made for each case in this study. Cylinder
specimens with diameter of 100mm and height of 200 mm were made to
investigate the compressive and tensile splitting strength test according to ISO
1920-8:2009 (E) [23]. Block specimens having dimensions of 100 mm x 100
mm x 400 mm were prepared for determination of drying shrinkage of concrete
according to ISO 1920-8:2009 (E) [24].
The specimens were removed from the mold and cured according to ISO
1920-3:2004 (E) [23] in 24 hours after casting. The cylinder specimens were
cured in water at temperature 20C 2
C until their compressive and tensile
splitting strength test are conducted. Block specimens for determination of
drying shrinkage were cure at temperature 20C 2
C with relative humidity
Page 90
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
77
of 95% for 7 days.
5.5.3. Test Method
Several test method were conducted to evaluate the performance of concrete
in both fresh concrete and hardened concrete. Determinations of slump and air
content test were conducted for fresh concrete. For hardened concrete, the
cylinder specimens were tested for its compressive strength and tensile splitting
strength test. The block specimens were tested for determination of drying
shrinkage of hardened concrete.
5.5.3.1 Fresh Concrete properties
To determine the consistence of fresh concrete, slump test was conducted
according to ISO 1920-2:2005 (E) [25]. Air content was also performed to
measure the total air content in a sample of fresh concrete for all specimens.
5.5.3.2 Hardened Concrete properties
Compressive strength test, tensile splitting strength test, and drying
shrinkage test were conducted to evaluate the hardened concrete properties.
Compressive strength test were performed at age 7, 28, 56 and 112 day, and
tensile splitting strength test was conducted at age 28 day. Drying shrinkage
measurement was carried everyday started at age 7 day to 28 day, and
continuously measured twice a week until age 112 day.
Page 91
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
78
5.6. Result and Discussion
5.6.1. Properties of Fresh Concrete
Table 5.6 Concrete fresh properties
Mix ID Slump
(cm)
Air content
(%)
NMA-0 10.3 0.9
NMA- 25 17.4 0.8
NMA- 50 18.7 0.8
TSMA- 0 13.7 0.9
TSMA-25 10.1 1.2
TSMA -50 13.5 1.2
Fig. 5.2 Slump and air content result
Concrete fresh properties, such as slump and air content test result are
presented in Table 5.6 and illustrates in Fig 5.2. The results show that fly ash
increases the workability of fresh recycled aggregate concrete using normal
Page 92
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
79
mixing approach (NMA). However, it does not show significant effect in
recycled aggregate concrete with two-stage mixing approach (TSMA).
Furthermore, TSMA showed higher air content in producing recycled
aggregate concrete compared to NMA.
5.6.2. Properties of Hardened Concrete
5.6.2.1 Compressive Strength
The compressive strength test of recycled aggregate concrete was performed
at age 7, 28, 56 and 112 day. Fig. 5.3 and Fig. 5.4 illustrate the effect of fly ash
as cement replacement to the compressive strength of concrete made from
recycled coarse aggregate using normal mixing approach and two-stage mixing
approach, respectively.
Fig. 5.3 Compressive strength of specimens made of NMA
Fig. 5.3 shows that the compressive strength of recycled aggregate concrete
using NMA is decreased by the use of fly ash as cement replacement in all
Page 93
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
80
cases for the same water-to-binder ratio. In the 28 day strength, 25% fly ash
reaches 87.28% of the compressive strength of concrete without fly ash. While
50% fly ash achieves 48.67% of compressive strength of concrete without fly
ash.
When using TSMA to produce recycled aggregate concrete, Fig. 4.5 shows
that the compressive strength is reduced by the increased use of fly ash without
adjustment in water-to-binder ratio. In the 28 day strength, 25% fly ash reaches
91.86% of compressive strength of concrete without fly ash. Whereas 50% fly
ash achieves 48.96% of the compressive strength of concrete without fly ash.
Fig. 5.4 Compressive strength of specimens made of TSMA
Fig. 5.5 illustrates the effect of different mixing approach to the
compressive strength of concrete. Fig. 5.5(a) shows that without fly ash, the
compressive strength of concrete made from recycled aggregate by pulsed
power technology using NMA is similar to the recycled aggregate concrete
using TSMA. However, when 25% fly ash replaced cement mass, as shown in
Fig. 5.5(b), TSMA shows improvement in the compressive strength of recycled
Page 94
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
81
aggregate concrete compared to NMA. Furthermore, with 50% fly ash as
cement replacement, TSMA shows the higher compressive strength in the age
over 56 day compared to NMA in producing recycled aggregate concrete.
(a) (b)
(c)
Fig. 5.5 Compressive strength of specimens,
(a) without fly ash; (b) 25% fly ash; (c) 50% fly ash
5.6.2.2 Tensile Splitting Strength
Tensile splitting strength test was performed at age 28 day for each case and
the results are illustrated in Fig. 5.6. It shows that the tensile strength is re-
duced by the increased use of fly ash in recycled aggregate concrete using both
NMA and TSMA. Further, without fly ash, recycled aggregate concrete using
Page 95
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
82
TSMA does not show improvement. The tensile splitting strength of recycled
aggregate concrete using TSMA is 2.96 MPa, which is slightly lower from the
recycled aggregate concrete using NMA that reaches 2.99 MPa in the 28-day
strength. However, in fly ash concrete, TSMA indicates improvement in the
tensile splitting strength, which increases its strength up to 13.8% with 25% fly
ash, and 5.7% with 50% fly ash compared to NMA.
Fig. 5.6 Tensile Splitting Strength
5.6.2.3 Modulus of Elasticity
Table 5.7 Modulus elasticity of concrete specimens
Fly Ash Modulus of elasticity (GPa)
NMA TSMA
0% 27.92 27.61
25% 26.78 26.73
50% 22.32 20.3
Static modulus of elasticity of the concrete specimens are given in Table
5.7, and drawn in Fig 5.7. It indicates that the modulus of elasticity is de-
creased by the increased use of fly ash. Further, in recycled aggregate concrete,
TSMA has lower modulus elasticity compared to NMA in all percentage of fly
Page 96
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
83
ash. TSMA decreases the modulus of elasticity by 1.1%, 0.2% and 9.0% for
0%, 25% and 50% fly ash as cement replacement, respectively, compared to
NMA in producing recycled aggregate concrete.
Fig. 5.7 Modulus of elasticity of concrete specimens
5.6.2.4 Drying Shrinkage
Determination of drying shrinkage of hardened concrete was started at age
7 day and recorded every day until 28 day, and continuously twice a week rec-
orded until age 112 day. Fig. 5.8 and Fig. 5.9 illustrate the effect of fly ash to
drying shrinkage of the recycled aggregate concrete with normal mixing ap-
proach and two-stage mixing approach, respectively.
Fig. 5.8 indicates that the use of fly ash reduces drying shrinkage of recy-
cled aggregate concrete using NMA. Nevertheless, 25% fly ash does not show
significant different to 50% fly ash as cement replacement in reducing drying
shrinkage. While in Fig. 5.9, the reduction of drying shrinkage of recycled ag-
gregate concrete using TSMA is shown in the age older than 56 day. Before 56
day, the use of fly ash does not indicate the reduction on drying shrinkage.
Even though in the age older than 56 day the utilization of fly ash in recycled
Page 97
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
84
aggregate concrete using TSMA shows the reduction in drying shrinkage,
however, the reduction of 50% fly ash is not significant to 25% fly ash in re-
placing cement.
Fig. 5.8 Drying shrinkage of specimens made of NMA
Fig. 5.9 Drying shrinkage of specimens made of TSMA
Fig. 5.10, Fig. 5.11, and Fig 5.12 illustrate the effect of different mixing
approach to the drying shrinkage of recycled aggregate concrete with 0%, 25%
Page 98
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
85
and 50% fly ash as cement replacement, respectively. Fig. 5.10 shows similar
drying shrinkage of recycled aggregate concrete without fly ash using NMA
and TSMA. It indicates similar drying shrinkage pattern between NMA and
TSMA in producing recycled aggregate concrete.
Fig. 5.10 Drying shrinkage of specimens without fly ash
As shown in Fig. 5.11, by replacing 25% cement partially with fly ash, re-
cycled aggregate concrete using TSMA indicates to increase drying shrinkage
of recycled aggregate concrete compared to NMA, especially after age 28 day.
While in 50% fly ash, TSMA shows to increase shrinkage significantly com-
pares to NMA from the early age of recycled aggregate concrete. It clarifies
that in producing fly ash concrete made from recycled aggregate, TSMA does
not show reduction to drying shrinkage.
Page 99
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
86
Fig. 5.11 Drying shrinkage of specimens with 25% of fly ash as cement
replacement
Fig. 5.12 Drying shrinkage of specimens with 50% of fly ash as cement
replacement
5.7. Conclusion
Compressive strength, tensile splitting strength and drying shrinkage of
recycled aggregate concrete produced by the pulsed power technology were
investigated to characterize the effect of JIS type II fly ash as cement
replacement and different mixing approach to the performance of concrete. The
Page 100
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
87
following conclusions are drawn from the test result:
1. In fresh recycled aggregate concrete with normal mixing approach, fly ash
can increase the workability, but does not show significant effect to air
content.
2. By applying TSMA to produced recycled aggregate concrete, it shows
higher air content compared to NMA.
3. The use of fly ash as cement replacement can reduce the compressive and
tensile splitting strength and modulus of elasticity of recycled aggregate
concrete when using both NMA and TSMA.
4. In recycled aggregate concrete without fly ash, TSMA does not show im-
provement in the compressive strength and tensile splitting strength with
same water-to-binder ratio.
5. In fly ash concrete made from recycled aggregate, TSMA improves the
compressive strength and tensile splitting strength compared to NMA. In
the same percentage of fly ash, TSMA shows higher strength compared to
NMA. In the 28 day strength, 25% fly ash reaches 87.28% and 91.86% of
compressive strength of concrete without fly ash when using NMA and
TSMA, respectively. While 50% fly ash achieves 48.67% and 48.96% of
compressive strength of concrete without fly ash when using NMA and
TSMA, respectively.
6. By replacing 25% of cement weight with fly ash, concrete made from
recycled aggregate by the pulsed power technology using TSMA has
shown to improve strength without major increased in drying shrinkage
Page 101
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
88
Bibliography
1. Jeong H, “Processing and properties of recycled aggregate concrete”, The-
sis, Graduate College of University of Illinois at Urbana-Champaign, 2011,
Urbana, Illinois
2. Tam WYV, Tam CM, “Assessment of durability of recycled aggregate
concrete produced by two-stage mixing approach”, Journal Materials Sci-
ence, Vol. 42, 2007, pp. 3592–3602.
3. McGovern M, “Recycled aggregate for reinforced concrete”, CT022 —
July 2002 Vol. 23, No. 2 Concrete Technology today, PCA (Portland Ce-
ment association)
4. Tam WYV, Tam CM, Wang Y, “Optimization on Proportion for Recycled
Aggregate in Concrete Using Two-Stage Mixing Approach”, Construction
and Building Materials Journal, Vol. 21, 2007, pp. 1928-1939
5. Tam WYV, Gao XF, Tam CM, “Microstructural analysis of recycled ag-
gregate concrete produced from two-stage mixing approach, Cement and
Concrete Research Journal, Vol. 35, Issue 6, June 2005, pp. 1195-1203
6. Tam WYV, Tam CM, “Diversifying two-stage mixing approach (TSMA)
for recycled aggregate concrete: TSMAs and TSMAsc”, Construction and
Building Materials Journal, Vol. 22, 2008, pp. 2068–2077
7. Nath P, Sarker P, “ Effect of fly ash on the durability properties of high
strength concrete”, Procedia Engineering, Vol. 14, 2011, pp. 1149-1156
8. Nath P, Sarker P, “Effect of mixture proportion on the drying shrinkage and
Page 102
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
89
permeation properties of high strength concrete containing class F fly ash”,
KSCE Journal of Civil Engineering, Vol. Issue 6, 2013, pp 1437-1445
9. Naik TR, Sivasundaram V, Singh SS, “Use of high-volume class F fly ash
for structural grade concrete”, Transportation Record No. 1301, TRB, Na-
tional Research Council, Washington, D.C., January (1991), pp. 40-47
10. Mokarem DW, “ Development of concrete shrinkage performance specifi-
cations”, Disertation, Faculty of theVirginia Polytechnic Institute and State
University, 2002
11. Limbachiya M, Meddah MS, Ouchagour Y, “Use of recycled aggregate in
fly ash concrete”, Construction and Building Materials Journal, Vol. 27,
2012, pp. 439-449
12. Sugiyama T, “Durability of Fly Ash Concrete in Salt-laden Environment”,
Third International Conference on Sustainable Concstruction Materials and
Technology Proceeding, August 18-21, 2013
13. Salas A, Roesler JR, Lange D, “Batching effects on properties of recycled
concrete aggregates for airfield rigid pavement”, 2010 FAA Worldwide
Airport Technology Transfer Conference, April 20-22, 2010, Atlantic City,
New Jersey, USA
14. Japanese Standard Association, JIS A 5021”Recycled aggregate for con-
crete – class H”, 2005
15. Iizasa S, Shigeishi M, Namihira T, “Recovery of high quality aggregate
from concrete waste using pulsed power technology”, S. Clean Technology,
www.ct-si.org, 2010,ISBN 978-1-4398-3419-0
16. Sakai K, “Recycling concrete, the present state and future perspective”,
TCG-JSCE Joint Seminar. Nov. 20, 2009
17. Kou S., “Reusing recycled aggregate in structural concrete”, PhD thesis,
The Hong Kong Polytechnic University, 2006
18. Maeda S, Shigeishi M, Namihira T, Iizasa S, “Research on concrete aggre-
Page 103
CHAPTER 5 Performance of Fly Ash Concrete Made from Recycled Aggregate by
Pulsed Power Technology with Two-Stage Mixing Approach
90
gate collection technology by pulsed power discharge”, 34th
Conference on
Our World in Concrete & Structures, 16-18 August 2009
19. Narahara S, Namihira T, Nakashima K, Inoue S, Iizasa S, Maeda S, Shi-
geishi M, Ohtsu M Akiyama H, “Evaluation of concrete made from recy-
cled coarse aggregates by pulsed power discharged”, 1-4244-0914-4/07
©2007 IEEE., Kumamoto University, 2007
20. Inoue S, et al., “Coarse aggregate recycling by pulsed discharge inside of
concrete”, Acta Physica Polonica A, Vol. 115 No. 6, 2009, pp. 1107-1109
21. Namihira T, Wang D, Akiyama H, “Pulsed power technology for pollution
control”, Acta Physica Polonica A, Vol. 115 No. 6, 2009, pp. 953-955
22. Ishikawa Y, “Research on the quality distribution of JIS type-II fly ash in
Japan”, Sugiyama T, “Durability of Fly Ash Concrete in Salt-laden Envi-
ronment”, 2007 World of Coal Ash (WOCA), May 7-10, 2007, Nothern
Kentucky, USA
23. ISO 1920-3:2004(E), Testing of concrete – Part 3: Making and curing test
specimens.
24. ISO 1920-8:200(E), Testing of concrete – Part 8: Determination of drying
shrinkage of concrete for samples prepared in the field or in the laboratory.
25. ISO 1920-2:2005(E), Testing of concrete – Part2: Properties of fresh con-
crete.
Page 104
91
CHAPTER 6
Application 4 : Effect of Fly Ash as Partial Re-
placement of Low Quality Fine Aggregate on
The Performance of Mortar
6.1. Introduction
Fly ash, generated during the combustion of coal for energy production, is
an industrial by-product which is recognized as an environmental pollutant [1].
Due to its negative impact, the utilization of fly ash has drawn attention from
researchers. Even though many attempts have been made to find new applica-
tion fields for fly ash, the utilization in concrete and cement is still the most
effective one, both from economic and ecologic point of view [2].
Fly ash has been used in concrete as a raw material for cement production,
as an ingredient in blended cement, and as partial replacement for cement in
concrete. Fly ash is also used as a partial replacement of fine aggregate as well
as in the production of light weight aggregate for concrete [3].
Page 105
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
92
The utilization of fly ash as cement replacement has been well documented.
Fly ash can increase the workability and durability [4-7], improve strength in
age over 90 days [8], and improve resistance to chloride ingress [9]. However,
the use of fly ash as a fine aggregate replacement rarely reported, especially on
the low quality of fine aggregate.
6.2. Objectives
This study has following objectives:
a. Investigate the performance of mortar made from low quality fine aggregate.
b. Investigate the effect of fly ash as a partial replacement of low quality fine
aggregate on the performance of mortar
6.3. Research on Fly Ash as Partial Replacement of Fine Ag-
gregate
With the increased amount of fly ash generated each year, the utilization of
fly ash needs to be improved in order to reduce environmental load. Although
research on the use of fly ash in concrete as a supplementary cementitious ma-
terial has long been developed, nevertheless the research on the utilization of
fly ash as a fine aggregate replacement is still limited.
Previous research on fly ash as fine aggregate replacement has shown that
fly ash can improve the compressive strength, tensile splitting strength, flexural
strength and modulus of elasticity of concrete [10-13]. However, the utilization
of fly ash as low quality fine aggregate has not been reported.
In terms of volume, the use of fly ash as replacement for fine aggregate
provides a more significant reduction in the volume of environmental load re-
Page 106
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
93
sulted by fly ash compare to its utilization as a supplementary cementitious ma-
terial.
6.4. Experiment
6.4.1. Material Used
6.4.1.1 Fine Aggregate
Hyoujun-sa, a standardized sand in accordance with JIS R 5201 was used in
mortar as controlled specimen. To investigate the effect of fly as partial
replacement of low quality fine aggregate on the performance of mortar,
crushed stone sand was used as low quality fine aggregate. Table 6.1 describes
the physical properties of standardized sand (JIS R 5201) and crushed stone
sand. It is clear that compared to standardized sand, crushed stone sand has a
much higher water absorption rate.
Table 6.1 Fine Aggregate Physical Properties
Crushed stone sand Standardized Sand
(JIS R 5021)
Oven-dry density (gr/cm3) 2.77 2.64
Water absorption (%) 2.94 0.42
Table 6.2 Sieve analysis of Crushed stone sand
Sieve size (mm) Passing Weight (%)
5 mm 99.94
2.5 mm 78.33
1.2 mm 49.87
0.6 mm 32.81
0.3 mm 19.97
0.15 mm 10.59
Page 107
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
94
Table 6.3 Granularity of Standardized Sand
Sieve size (mm) Remaining Weight (%)
2 mm 0
1.6 mm 75
1 mm 335
0.5 mm 675
0.16 mm 875
0.08 mm 991
Table 6.2 and Table 6.3 list the size distribution of crushed stone sand and
standardized sand, respectively. The size distribution curves of crushed stone
sand and standardized sand are described in Fig 6.1.
Fig 6.1 Size Distribution of Crushed Stone Sand and Standardized Sand
Page 108
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
95
6.4.1.2 Cement and Fly Ash
The cement used in the experiment was Portland blast-furnace cement.
Table 6.4 and Table 6.5 show its physical properties and chemical properties,
respectively. Fly ash which satisfied JIS type II was used in this study as partial
fine aggregate replacement. The properties of the fly ash are listed in Table 6.6.
Table 6.4 Physical properties of Portland blast-furnace cement
Density (gr/cm3) 3.01
Specific surface area cm2/gr) 3670
Setting time
Beginning 2 h 30 min
End 4 h 5 min
Compressive strength (N/mm2)
3 days 20.9
7 days 35.8
28 days 63.2
Table 6.5 Chemical properties of Portland blast-furnace cement
Properties Mass (%)
ig.loss 1.74
SiO2 26.34
Al2O3 9.14
Fe2O3 1.59
CaO 54.73
MgO 2.86
TiO2 0.36
MnO 0.08
SO3 1.96
Na2O 0.25
K2O 0.30
P2O5 0.09
Cl 0.007
Total 100.01
Page 109
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
96
Table 6.6 Properties of fly ash
Properties
JIS FA type-II
standard
SiO2 56.6% A6201 > 45.0
Hygroscopic moisture 0.2% A6201 < 1.0
ig.loss 1.2% A6201 < 5.0
Density 2.36 g/cm3
A6201
R5201 > 1.95
residue on sieve of 45um 3% A6201 < 40
specific surface (Blaine) 4190 cm2/g
A6201
R5201 > 2500
percent flow 106% A6201 > 95
Activity index (28 day) 92% A6201 > 80
Activity index (91 day) 105% A6201 > 90
methlene blue absorption 0.22 mg/g
6.4.2. Experimental Procedure
6.4.2.1 Mix Proportion
Standardized sand of JIS R 5201 was used as controlled specimen. The
crushed sand was partially replaced by 10%, 20%, and 30% of fly ash by
volume in the mortar mix proportion. Water-to-cement ratio was set to 55%.
The mix proportions were managed to have same consistence as flow of
standardized sand with tolerance of 4mm. The mix proportions in this
experiment are described in Table 6.7.
Table 6.7 Mortar Mix Proportions
Sample W/C
(%)
Water
(g)
Cement
(g)
Sand (g) Fly Ash
(g)
Flow
(mm)
Ss 55 286 520 1350 0 241
Cs 55 350 636.4 1163 0 241
Cs+10%FA 55 360 654.5 1006 92 238
Cs+20%FA 55 375 681.8 839 173 240
Cs+30%FA 55 395 718.2 670 237 237
Note: Ss = Standardized sand; Cs = Crushed stone sand; FA = Fly ash
Page 110
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
97
6.4.2.2 Specimen Casting and Curing
In this experiment, mortar block specimens having dimensions of 40mm x
40mmx 160mm were prepare for the flexural strength test, compressive
strength test and determination of drying shrinkage.
24 hours after casting, the specimens were removed from the mold and
cured according to ISO 1920-3:2004(E). The specimen was cured in water at
temperature 20C 2C for certain days before compressive and flexural
strength test, while the for determination of drying shrinkage, the specimens
were cured for 7 days.
6.4.3. Test Method
Several test method were conducted to evaluate the performance of mortar
in hardened mortar. For determination of hardened mortar properties,
compressive strength test, flexural strength test, and drying shrinkage test were
conducted. Compressive strength test and flexural strength test were performed
at age 7, 28, 56 and 112 day. Determination of drying shrinkage of hardened
concrete were started at age 7 day and continued until age 112 day.
6.5. Result and Discussion
6.5.1. Compressive Strength
The result of the compressive strength of mortar is listed in Table 6.8 and
illustrated in Fig. 6.8. The results show that the quality of crushed stone sand
mortar without fly ash as fine aggregate replacement is significantly lower than
standardized sand (JIS R 5201). The compressive strength of crushed stone
sand mortar without fly ash achieves 72.86%, 75.80%, 80.89% and 91.42% of
Page 111
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
98
the compressive strength of standardized mortar and for 7 day, 28 day, 56 day
and 112 day, respectively. While in crushed stone sand mortar with fly ash as
fine aggregate replacement, 10% fly ash shows a slightly higher compressive
strength compared to crushed stone sand mortar without fly ash in early age up
to 56 day and gradually increases and approaching the compressive strength of
standardized sand mortar in 112 day. The compressive strength of crushed
stone sand mortar with 10% fly ash to replace fine aggregate achieves 74.15%,
78.15%, 81.31% and 99.14 % of the compressive strength of standardized sand
mortar for 7 day, 28 day, 56 day and 112 day, respectively. Crushed stone sand
mortar with 20% fly ash as fine aggregate replacement shows a higher
compressive strength compared to crushed stone sand mortar without fly ash in
7 day-strength. In 28 day and 56 day, its compressive strength is lower than
crushed stone sand mortar without fly ash. However, it gradually increases and
approaching the compressive strength of standardized sand mortar in 112 day
which is higher than the compressive strength of crushed stone sand mortar
with 10% fly ash as fine aggregate replacement. The compressive strength of
crushed stone sand mortar with 20% fly ash to replace fine aggregate achieves
76.66%, 75.09%, 78.20% and 99.26 % of the compressive strength of
standardized sand mortar for 7 day, 28 day, 56 day and 112 day, respectively.
Furthermore, the compressive strength of crushed stone sand mortar with 30%
fly ash to replace fine aggregate shows reduction compared to crushed stone
mortar without fly ash in 7 day, 28 day and 56 day. However, it exceeds the
compressive strength of crushed stone sand mortar without fly ash in 112 day
strength. The compressive strength of crushed stone sand mortar with 30% fly
ash to replace fine aggregate achieves 71.99%, 72.92%, 76.12% and 92.08% of
the compressive strength of standardized sand mortar for 7 day, 28 day, 56 day
and 112 day, respectively.
Page 112
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
99
Table 6.8 Compressive strength test of mortar specimens
Mix ID Compressive strength (MPa)
7 day 28 day 56 day 112 day
Ss 29.64 56.26 68.61 71.38
Cs 21.59 42.64 55.50 65.25
Cs+10%FA 21.97 43.96 55.79 70.76
Cs+20%FA 22.71 42.24 53.66 70.84
Cs+30%FA 21.33 41.02 52.23 65.72
Fig. 6.2 Compressive strength of mortar specimens
6.5.2. Flexural Strength
Table 6.9 is given for flexural strength test results. The results are also
illustrated in Fig. 6.3. It shows that the use of crushed stone stand mortar
without fly ash reached 80.11%, 88.91%, 90.56% and 89.91 of the flexural
strength of standardized sand mortar in 7-day, 28-day, 56-day and 112-day
strength, respectively. Moreover, with 10% fly ash to replace fine aggregate in
Page 113
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
100
crushed stone sand mortar, it performed a small increase of flexural strength in
early age day, but reduced up to 10.45% in 28-day strength. When the amount
of fly ash increases, the flexural strength of crushed stone sand mortar indicates
reduction. 20% and 30% fly ash reduces 16.97% and 32.49% of flexural
strength in 28-day strength, respectively. This reduction continues to increase
in 112 day by 11.03%, 19.38% and 35.41% for 10%, 20% and 30% fly ash as
fine aggregate replacement, respectively.
Table 6.9 Flexural strength test of mortar specimens
Mix ID Flexural strength (MPa)
7 day 28 day 56 day 112 day
Ss 6.53 9.34 10.77 10.73
Cs 5.23 8.31 9.75 9.64
Cs+10%FA 5.3 7.44 9.40 8.58
Cs+20%FA 5.18 6.90 7.40 7.78
Cs+30%FA 4.28 5.61 7.18 6.23
Fig. 6.3 Flexural strength of mortar specimens
Page 114
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
101
6.5.3. Drying Shrinkage
Fig. 6.4 illustrates the drying shrinkage measurement results of the exper-
iment. Compared to standardized sand, the use of crushed stone sand in mortar
indicates to increase drying shrinkage due to higher water absorption. The uti-
lization of fly ash to replace fine aggregate also indicates to increase drying
shrinkage in age less than 70 days. This behavior was contrary to the drying
shrinkage performance of concrete when fly ash is used as cement replacement.
However, after 70 days, the drying shrinkage of crushed stone sand mortar with
0%, 10% and 20% fly ash as fine aggregate replacement shows similar drying
shrinkage. While 30% fly ash to replace fine aggregate in crushed stone sand
mortar indicates a significant increase in drying shrinkage compared to crushed
stone sand mortar without fly ash.
Fig. 6.4 Drying Shrinkage of mortar specimen
Page 115
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
102
6.6. Conclusion
Compressive strength, flexural strength and drying shrinkage of crushed
stone mortar were investigated to characterize the effect of JIS type II fly ash
as low quality fine aggregate replacement the performance of mortar. The
following conclusions are drawn from the test result:
1. The utilization of low quality fine aggregate with high water absorption in
mortar reduces compressive strength and flexural strength, and increases
drying shrinkage compared to mortar made from standardized sand as JIS
R 5201.
2. Replacing crushed stone sand with 10% fly ash shows to improve compres-
sive strength of mortar in early age up to 56 days and gradually increases
and approaching the compressive strength of standardized sand mortar in
112 day by 99.14%. While 20% fly ash as fine aggregate replacement in
crushed stone sand mortar shows to improve compressive strength in early
age day, but indicates lower compressive strength than crushed stone sand
mortar without fly ash in 28 day and 56 day. However, it gradually increas-
es and approaching the compressive strength of standardized sand mortar in
112 day by 99.26%. Furthermore, the compressive strength of crushed
stone sand mortar with 30% fly ash to replace fine aggregate shows reduc-
tion compared to crushed stone mortar without fly ash in less than 56 days.
Nevertheless, it exceeds the compressive strength of crushed stone sand
mortar without fly ash in 112 day strength.
3. As fine aggregate replacement of crushed stone sand in mortar, the use of
fly ash shows reduction in flexural strength. Flexural strength is reduced by
the increased use of fly ash. 10%, 20% and 30% fly ash as fine aggregate
replacement reduced 10.45%, 16.97% and 32.49% of flexural test in 28-day
strength, respectively. This reduction continuous to increase in 112 day by
Page 116
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
103
11.03%, 19.38% and 35.41% for 10%, 20% and 30% fly ash as fine aggre-
gate replacement, respectively.
4. The use of fly ash as fine aggregate replacement of crushed stone sand in
mortar indicates to increase drying shrinkage in age less than 70 days.
While after 70 days, the drying shrinkage of crushed stone sand mortar
with 0%, 10% and 20% fly ash as fine aggregate replacement shows similar
drying shrinkage. However, 30% fly ash to replace fine aggregate in
crushed stone sand mortar indicates a significant increase in drying
shrinkage compared to crushed stone sand mortar without fly ash in all ages.
5. By replacing fine aggregate up to 20% with fly ash can improve
compressive strength of crushed stone sand mortar after 56 days and reach
similar drying shrinkage as crushed stone sand mortar without fly ash after
70 days.
Page 117
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
104
Bibliography
1. Ahmaruzzaman M, “A review on the utilization of fly ash”, Progress in En-
ergy and Combustion Science, Vol. 36, Issue 3, June 2010, Pp. 327-363.
2. Cao D, Selic E, Herbell JD, “Utilization of fly ash from coal fired power
plants in China”, Journal of Zhejiang University Science A, 2008 9(5), pp.
681-687
3. Joshi RC, Lohtia RP, “Fly Ash in Concrete : Production, Properties and
Uses”, Advances in Concrete Technology Volume 2, Gordon and Beach
Science Publishers, 1997
4. Nath P, Sarker P, “ Effect of fly ash on the durability properties of high
strength concrete”, Procedia Engineering, Vol. 14, 2011, pp. 1149-1156
5. Nath P, Sarker P, “Effect of mixture proportion on the drying shrinkage and
permeation properties of high strength concrete containing class F fly ash”,
KSCE Journal of Civil Engineering, Vol. Issue 6, 2013, pp 1437-1445
6. Naik TR, Sivasundaram V, Singh SS, “Use of high-volume class F fly ash
for structural grade concrete”, Transportation Record No. 1301, TRB, Na-
tional Research Council, Washington, D.C., January (1991), pp. 40-47
7. Mokarem DW, “ Development of concrete shrinkage performance specifi-
cations”, Dissertation, Faculty of the Virginia Polytechnic Institute and
State University, 2002
8. Siddique R, “Performance characteristics of high-volume Class F fly ash
concrete”, Cement and Concrete Research Journal, Vol. 34, 2004, pp. 487-
Page 118
CHAPTER 6 Effect of Fly Ash as Partial Replacement of Low Quality Fine Aggregate
on the Performance of Mortar
105
493
9. Limbachiya M, Meddah MS, Ouchagour Y, “Use of recycled aggregate in
fly ash concrete”, Construction and Building Materials Journal, Vol. 27,
2012, pp. 439-449
10. Siddique R, “Effect of fine aggregate replacement with Class F fly ash on
the mechanical Properties of concrete”, Cement and Concrete Research,
Vol. 33, 2003, pp. 539-547
11. Jain A, Islam N, “Use of Fly Ash as Partial Replacement of Sand in Ce-
ment Mortar”, International Journal of Innovative Researce in Science, En-
gineering and Technology, Vol. 2, Issue 5, May 2013
12. Shanmugasundaram S, Jayanthi S, Subdararajan R, Umarani C, Jagadeesan
K, “Study on Utilization of Fly Ash Aggregates in Concrete”, Modern Ap-
plied Science, Vol. 4, No. 5, May 2010, pp. 44-57.
13. Singha Roy DK, “ Performance of Blast Furnace Slag Concrete with Partial
Replacement of Sand by Fly Ash”, International Journal of Earth Sciences
and Engineering, Vol. 4, No. 06 SPL, October 2011, pp. 949-952
Page 119
106
CHAPTER 7
Conclusion
Great East Japan Earthquake which occurred in March 2011 has brought
great influence to Japan. Not only about the loss of many lives and properties,
but also a number of major issues to be addressed. Massive earthquake that
triggered tsunami has hit Fukushima Nuclear Power Plant has led to the spread
of radioactive substances into the atmosphere, soil, and water. Enormous
amount of contaminated concrete debris from collapse reactor building, and
other structures with high radioactivity need to be disposed. However, due to
the large amount of waste, without proper treatment, landfill and cost required
will be expensive. Therefore, an effective method to reduce radioactive waste,
especially contaminated concrete waste is urgently needed.
In this study, the pulsed power technology is proposed as a decontamina-
tion method by reclaiming aggregate from contaminated concrete waste to re-
duce the volume of contaminated concrete waste. In Chapter 3, a study on re-
duction of radioactive contaminated concrete by the pulsed power technology
is conducted. From this research, it is found that the pulsed power discharge
can be applied as a decontamination method to the radioactive contaminated
Page 120
CHAPTER 7 Conclusion
107
concrete and reduce the volume of radioactive waste up to 60%. Further, it is
found that coarse aggregate reclaimed from contaminated concrete waste is
predominantly uncontaminated. Therefore it can be reused as recycled aggre-
gate. In addition, 95% of Cs which contaminated the concrete is dissolved in
the treated water in the pulsed power process. Consequently, decontamination
of the treated water used in the pulsed power process is necessary. However,
high concentration of cesium solution is used in this simulation. Therefore, it is
necessary to reevaluate the elution of Cs to water under a condition equivalent
to the actual radioactive contaminated concrete.
On the other side, it is expected that after the Great East Japan Earthquake,
while several nuclear power plant were discontinued, coal-fired power plants
are extensively in service and rapidly expanding to meet the electricity demand.
It means that the amount of fly ash as a by-product of the combustion of coal-
fired power plants should also increase. Hence, the utilization of fly ash to mit-
igate environmental load is needed. Chapter 4, 5 and 6 contain a number of
studies to utilize fly ash and recycled aggregate concrete to promote sustaina-
ble construction.
Chapter 4 evaluates the effect of fly ash as cement replacement on the
strength and drying shrinkage of concrete made from recycled aggregate pro-
duced by the pulsed power technology. It is found that the pulsed power tech-
nology has been proven to reproduce high quality recycled aggregate. Concrete
made from recycled aggregate by the pulsed power technology has similar
quality to natural coarse aggregate concrete in the compressive strength, tensile
splitting strength and drying shrinkage. Further, the use of fly ash as cement
replacement reduces the compressive and tensile splitting strength, and modu-
lus of elasticity both in natural aggregate concrete and recycled aggregate con-
crete. However, it can minimize the drying shrinkage. In concrete made from
recycled aggregate produced by the pulsed power technology, the utilization of
Page 121
CHAPTER 7 Conclusion
108
fly ash has shown improvement in strength and reduces drying shrinkage.
It is suggested that replacing 25% of cement weight with fly ash in con-
crete made from recycled aggregate by pulsed power technology can re-
duce drying shrinkage without substantial reduction in strength.
As previous studies have reported that two-stage mixing approach in
producing concrete can improve the strength of recycled aggregate con-
crete, Chapter 5 examines the performance of fly ash concrete made from
recycled aggregate by the pulsed power technology with two-stage mixing
approach (TSMA). From that study, it is found that the use of fly ash as
cement replacement reduces the compressive and tensile splitting strength
and modulus of elasticity of recycled aggregate concrete when using both
normal mixing approach (NMA) and TSMA. In recycled aggregate con-
crete without fly ash, TSMA does not show improvement in the compres-
sive strength and tensile splitting strength with same water-to-binder ratio.
Further, in fly ash concrete made from recycled aggregate, TSMA im-
proves the compressive strength and tensile splitting strength compared to
NMA. In the same percentage of fly ash, TSMA shows higher strength
compared to NMA. By replacing 25% of cement mass with fly ash, con-
crete made from recycled aggregate by the pulsed power technology using
TSMA has shown to improve strength without major increase in drying
shrinkage.
To increase the volume of fly ash in concrete, Chapter 6 therefore
evaluates the effect of fly ash as partial replacement of low quality fine
aggregate on the performance of mortar. It is found that the utilization of
low quality fine aggregate with high water absorption in mortar reduces
the compressive strength and flexural strength, and increases drying
shrinkage compared to mortar made from standardized sand as JIS R 5201.
Moreover, replacing crushed stone sand with 10% and 20% fly ash show
Page 122
CHAPTER 7 Conclusion
109
to improve compressive strength of mortar in early age up to 56 days and grad-
ually increases and approaching the compressive strength of standardized sand
mortar in 112 day. While the compressive strength of crushed stone sand mor-
tar with 30% fly ash to replace fine aggregate shows reduction compared to
crushed stone mortar without fly ash in less than 56 day and gradually increas-
es and exceeds the compressive strength of crushed stone sand mortar without
fly ash in 112 day strength. In crushed stone sand mortar, the flexural strength
is reduced by the increase use of fly ash as fine aggregate replacement. Fur-
thermore, the use of fly ash as fine aggregate replacement of crushed stone
sand in mortar indicates to increase drying shrinkage in age less than 70 days.
While after 70 days, the drying shrinkage of crushed stone sand mortar with
0%, 10% and 20% fly ash as fine aggregate replacement shows similar drying
shrinkage. However, 30% fly ash to replace fine aggregate in crushed stone
sand mortar indicates a significant increase in drying shrinkage compared to
crushed stone sand mortar without fly ash in all ages.