701 Pennsylvania Avenue, Ste. 800 Washington, DC 20004–2654 Tel: 202 783 8700 Fax: 202 783 8750 www.AdvaMed.org April 29, 2015 Division of Dockets Management (HFA-305) Food and Drug Administration 5630 Fishers Lane, Room 1061 Rockville, MD 20852 Re: Docket No. FDA-2015-D-0198: “Current Good Manufacturing Practice Requirements for Combination Products.” Dear Sir or Madam: The Advanced Medical Technology Association (“AdvaMed”) is pleased to provide comments on FDA’s draft guidance “Current Good Manufacturing Practice Requirements for Combination Products.” AdvaMed represents manufacturers of medical devices, diagnostic products, and health information systems that are transforming health care through earlier disease detection, less invasive procedures, and more effective treatment. Our members range from the smallest to the largest medical technology innovators. Generally speaking, industry is encouraged that FDA devised a “streamlined” program intended to assist manufacturers in complying with 21 C.F.R. Part 4. We have, however, a number of significant issues with the guidance and, importantly, the draft guidance does not sufficiently answer many questions concerning how best manufacturers can comply with this regulation. Our specific comments on the draft guidance are provided in the attachment. We also attached a line-numbered version of the draft guidance to facilitate your review. General thoughts about the draft guidance are provided below. The guidance should make clear that Part 4.4. (e) is intended to apply exclusively to the dual system and that for a streamlined system, companies should incorporate the streamlined provisions required and then determine for themselves how to ensure that the underlying SOPs in place appropriately address the quality requirements for drug or device constituent part, rather than seeking the most stringent regulation cited in either Part 820 or part 211. This is supported by section Part 4.4. (e) of the final rule, which states that, “. . . in the event of a conflict between regulations applicable under this subpart to combination products, including their constituent parts, the regulations most specifically applicable to the constituent part in question shall supersede the more general.” This provision is discussed in the preamble only in the context of a system that
Transcript
701 Pennsylvania Avenue, Ste. 800
Washington, DC 20004–2654
Tel: 202 783 8700
Fax: 202 783 8750
www.AdvaMed.org
April 29, 2015
Division of Dockets Management (HFA-305)
Food and Drug Administration
5630 Fishers Lane, Room 1061
Rockville, MD 20852
Re: Docket No. FDA-2015-D-0198: “Current Good Manufacturing Practice
Requirements for Combination Products.”
Dear Sir or Madam:
The Advanced Medical Technology Association (“AdvaMed”) is pleased to provide
comments on FDA’s draft guidance “Current Good Manufacturing Practice Requirements
for Combination Products.”
AdvaMed represents manufacturers of medical devices, diagnostic products, and health
information systems that are transforming health care through earlier disease detection, less
invasive procedures, and more effective treatment. Our members range from the smallest to
the largest medical technology innovators.
Generally speaking, industry is encouraged that FDA devised a “streamlined” program
intended to assist manufacturers in complying with 21 C.F.R. Part 4. We have, however, a
number of significant issues with the guidance and, importantly, the draft guidance does not
sufficiently answer many questions concerning how best manufacturers can comply with this
regulation. Our specific comments on the draft guidance are provided in the attachment. We
also attached a line-numbered version of the draft guidance to facilitate your review. General
thoughts about the draft guidance are provided below.
The guidance should make clear that Part 4.4. (e) is intended to apply exclusively to the
dual system and that for a streamlined system, companies should incorporate the
streamlined provisions required and then determine for themselves how to ensure that the
underlying SOPs in place appropriately address the quality requirements for drug or
device constituent part, rather than seeking the most stringent regulation cited in either
Part 820 or part 211. This is supported by section Part 4.4. (e) of the final rule, which
states that, “. . . in the event of a conflict between regulations applicable under this
subpart to combination products, including their constituent parts, the regulations most
specifically applicable to the constituent part in question shall supersede the more
general.” This provision is discussed in the preamble only in the context of a system that
Docket No. FDA-2009-N-0435
April 29, 2015
Page 2 of 20
2
incorporates both drug and device CGMPs [“Specifically, this commenter sought
guidance on how to resolve conflicts among requirements of the regulations applicable to
a combination product if implemented in accordance with § 4.4(a)(1).”] and should be
included in the text of the guidance document.
The draft guidance states that “this discussion is not meant to be a comprehensive
analysis” and then essentially repeats the regulations almost verbatim (in terms of the QS
regulation-based streamlining approach – Section IV.B). It would be helpful if the
guidance provided a more comprehensive discussion on interpretation of specified
additional provisions under the streamlined approach, including flexibility in
interpretation and acceptable documentation of compliance. Some of the comments in
the attached table identify additions or clarifications to the guidance that could inform
manufacturer’s routes to compliance.
The draft guidance, in section IV.B.6 Stability Testing, only mentions a “written testing
program;” however, it fails to discuss the differences and requirements for primary
stability programs designed to meet registration expectations and annual stability
programs designed to monitor the stability of the drug product over its commercial
lifetime. More guidance to this point is needed.
Thank you for the opportunity to submit comments on this draft guidance document.
Respectfully submitted,
/s/
Sharon A. Segal, Ph.D.
Vice President
Technology and Regulatory Affairs
Attachment
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
3
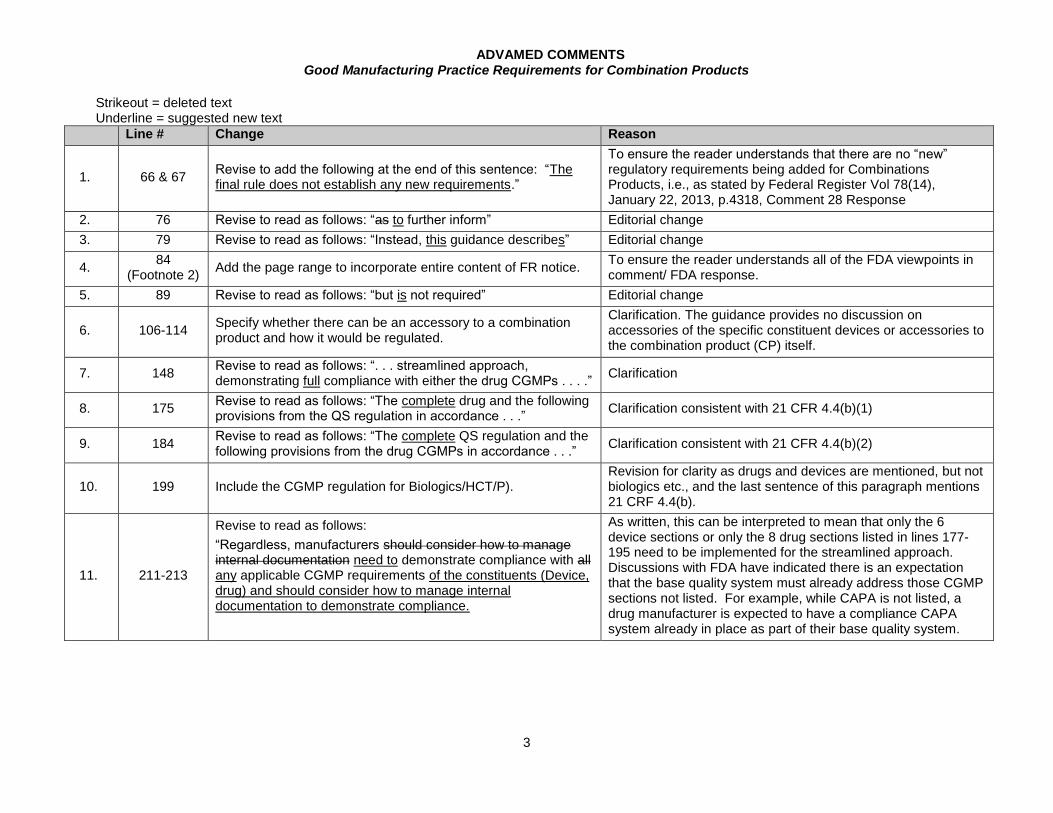
Strikeout = deleted text Underline = suggested new text
Line # Change Reason
1. 66 & 67 Revise to add the following at the end of this sentence: “The final rule does not establish any new requirements.”
To ensure the reader understands that there are no “new” regulatory requirements being added for Combinations Products, i.e., as stated by Federal Register Vol 78(14), January 22, 2013, p.4318, Comment 28 Response
2. 76 Revise to read as follows: “as to further inform” Editorial change
3. 79 Revise to read as follows: “Instead, this guidance describes” Editorial change
4. 84
(Footnote 2) Add the page range to incorporate entire content of FR notice.
To ensure the reader understands all of the FDA viewpoints in comment/ FDA response.
5. 89 Revise to read as follows: “but is not required” Editorial change
6. 106-114 Specify whether there can be an accessory to a combination product and how it would be regulated.
Clarification. The guidance provides no discussion on accessories of the specific constituent devices or accessories to the combination product (CP) itself.
7. 148 Revise to read as follows: “. . . streamlined approach, demonstrating full compliance with either the drug CGMPs . . . .”
Clarification
8. 175 Revise to read as follows: “The complete drug and the following provisions from the QS regulation in accordance . . .”
Clarification consistent with 21 CFR 4.4(b)(1)
9. 184 Revise to read as follows: “The complete QS regulation and the following provisions from the drug CGMPs in accordance . . .”
Clarification consistent with 21 CFR 4.4(b)(2)
10. 199 Include the CGMP regulation for Biologics/HCT/P). Revision for clarity as drugs and devices are mentioned, but not biologics etc., and the last sentence of this paragraph mentions 21 CRF 4.4(b).
11. 211-213
Revise to read as follows:
“Regardless, manufacturers should consider how to manage internal documentation need to demonstrate compliance with all any applicable CGMP requirements of the constituents (Device, drug) and should consider how to manage internal documentation to demonstrate compliance.
As written, this can be interpreted to mean that only the 6 device sections or only the 8 drug sections listed in lines 177-195 need to be implemented for the streamlined approach. Discussions with FDA have indicated there is an expectation that the base quality system must already address those CGMP sections not listed. For example, while CAPA is not listed, a drug manufacturer is expected to have a compliance CAPA system already in place as part of their base quality system.
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
4
Line # Change Reason
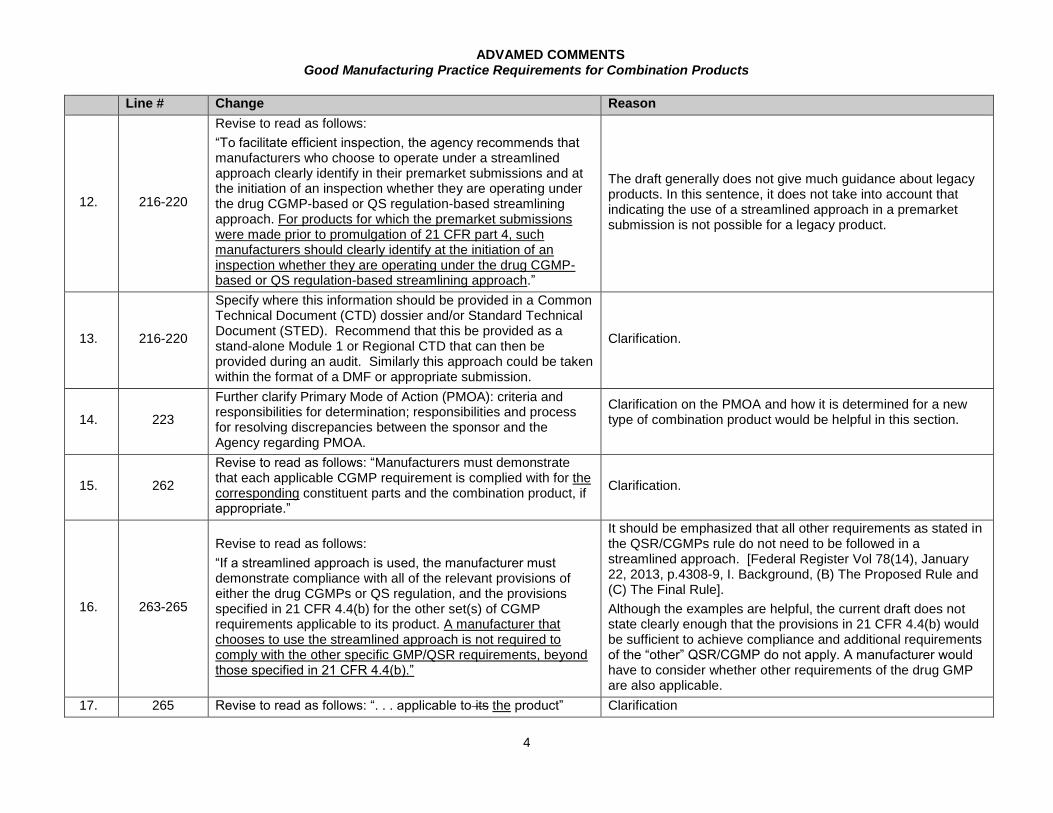
12. 216-220
Revise to read as follows:
“To facilitate efficient inspection, the agency recommends that manufacturers who choose to operate under a streamlined approach clearly identify in their premarket submissions and at the initiation of an inspection whether they are operating under the drug CGMP-based or QS regulation-based streamlining approach. For products for which the premarket submissions were made prior to promulgation of 21 CFR part 4, such manufacturers should clearly identify at the initiation of an inspection whether they are operating under the drug CGMP-based or QS regulation-based streamlining approach.”
The draft generally does not give much guidance about legacy products. In this sentence, it does not take into account that indicating the use of a streamlined approach in a premarket submission is not possible for a legacy product.
13. 216-220
Specify where this information should be provided in a Common Technical Document (CTD) dossier and/or Standard Technical Document (STED). Recommend that this be provided as a stand-alone Module 1 or Regional CTD that can then be provided during an audit. Similarly this approach could be taken within the format of a DMF or appropriate submission.
Clarification.
14. 223
Further clarify Primary Mode of Action (PMOA): criteria and responsibilities for determination; responsibilities and process for resolving discrepancies between the sponsor and the Agency regarding PMOA.
Clarification on the PMOA and how it is determined for a new type of combination product would be helpful in this section.
15. 262
Revise to read as follows: “Manufacturers must demonstrate that each applicable CGMP requirement is complied with for the corresponding constituent parts and the combination product, if appropriate.”
Clarification.
16. 263-265
Revise to read as follows:
“If a streamlined approach is used, the manufacturer must demonstrate compliance with all of the relevant provisions of either the drug CGMPs or QS regulation, and the provisions specified in 21 CFR 4.4(b) for the other set(s) of CGMP requirements applicable to its product. A manufacturer that chooses to use the streamlined approach is not required to comply with the other specific GMP/QSR requirements, beyond those specified in 21 CFR 4.4(b).”
It should be emphasized that all other requirements as stated in the QSR/CGMPs rule do not need to be followed in a streamlined approach. [Federal Register Vol 78(14), January 22, 2013, p.4308-9, I. Background, (B) The Proposed Rule and (C) The Final Rule].
Although the examples are helpful, the current draft does not state clearly enough that the provisions in 21 CFR 4.4(b) would be sufficient to achieve compliance and additional requirements of the “other” QSR/CGMP do not apply. A manufacturer would have to consider whether other requirements of the drug GMP are also applicable.
17. 265 Revise to read as follows: “. . . applicable to its the product” Clarification
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
5
Line # Change Reason
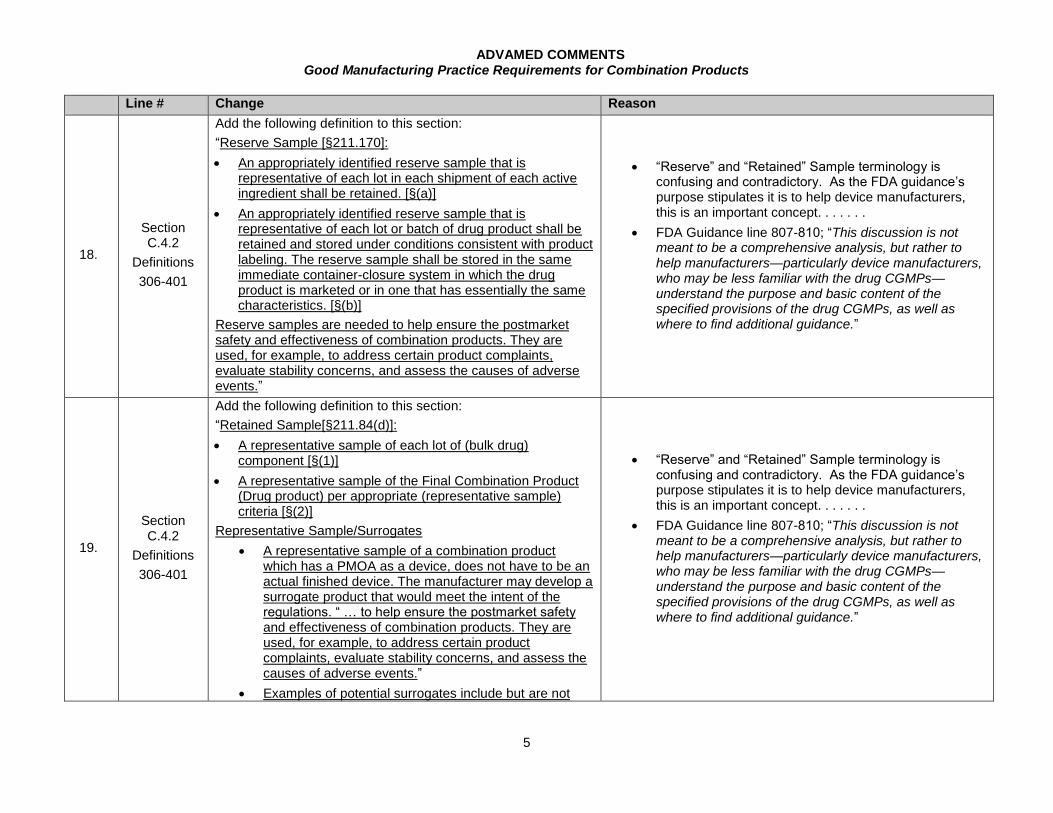
18.
Section C.4.2
Definitions
306-401
Add the following definition to this section:
“Reserve Sample [§211.170]:
An appropriately identified reserve sample that is representative of each lot in each shipment of each active ingredient shall be retained. [§(a)]
An appropriately identified reserve sample that is representative of each lot or batch of drug product shall be retained and stored under conditions consistent with product labeling. The reserve sample shall be stored in the same immediate container-closure system in which the drug product is marketed or in one that has essentially the same characteristics. [§(b)]
Reserve samples are needed to help ensure the postmarket safety and effectiveness of combination products. They are used, for example, to address certain product complaints, evaluate stability concerns, and assess the causes of adverse events.”
“Reserve” and “Retained” Sample terminology is confusing and contradictory. As the FDA guidance’s purpose stipulates it is to help device manufacturers, this is an important concept. . . . . . .
FDA Guidance line 807-810; “This discussion is not meant to be a comprehensive analysis, but rather to help manufacturers—particularly device manufacturers, who may be less familiar with the drug CGMPs—understand the purpose and basic content of the specified provisions of the drug CGMPs, as well as where to find additional guidance.”
19.
Section C.4.2
Definitions
306-401
Add the following definition to this section:
“Retained Sample[§211.84(d)]:
A representative sample of each lot of (bulk drug) component [§(1)]
A representative sample of the Final Combination Product (Drug product) per appropriate (representative sample) criteria [§(2)]
Representative Sample/Surrogates
A representative sample of a combination product which has a PMOA as a device, does not have to be an actual finished device. The manufacturer may develop a surrogate product that would meet the intent of the regulations. “ … to help ensure the postmarket safety and effectiveness of combination products. They are used, for example, to address certain product complaints, evaluate stability concerns, and assess the causes of adverse events.”
Examples of potential surrogates include but are not
“Reserve” and “Retained” Sample terminology is confusing and contradictory. As the FDA guidance’s purpose stipulates it is to help device manufacturers, this is an important concept. . . . . . .
FDA Guidance line 807-810; “This discussion is not meant to be a comprehensive analysis, but rather to help manufacturers—particularly device manufacturers, who may be less familiar with the drug CGMPs—understand the purpose and basic content of the specified provisions of the drug CGMPs, as well as where to find additional guidance.”
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
6
Line # Change Reason
limited to:
o Sections of a catheter that was extruded, coated and packaged in the same manner as the finished product
o Extruded catheters without electronics included.
When using a surrogate sample, the manufacturer must maintain documentation demonstrating that the surrogate will meet the intent of the regulation, “ …to help ensure the postmarket safety and effectiveness of combination products. They are used, for example, to address certain product complaints, evaluate stability concerns, and assess the causes of adverse events.”
Manufacturers are encouraged to use the least burdensome method necessary to demonstrate compliance with this section of the regulation.
Note that as a “Reserve Sample” will be “retained,” a “Retained Sample” may be “reserved”, i.e., 21 CFR 211.170 and may fulfill the same function [21 CFR 211.84(b); 21 CFR 211.170].”
20. 312-330
Add the following to the Manufacturer definition:
“. . . . 19 CFR 134.1(b) Country of origin. ‘Country of origin’ means the country of manufacture, production, or growth of any article of foreign origin entering the United States. Further work or material added to an article in another country must effect a substantial transformation in order to render such other country the ‘country of origin’ within the meaning of this part; however, for a good of a NAFTA country, the NAFTA Marking Rules will determine the country of origin.”
FDA Manufacturer definition does not incorporate a reference to US Customs’ 19 CFR 134 “manufacturer” definition in relation to Country of Origin
In consideration of package labeling and potential Combination Products components from outside the USA, Customs’ definition takes priority, i.e.,: 19 CFR 134.31, Requirements of other agencies; Nothing in this subpart shall be construed as excepting any article (or its container) from the particular requirements of marking provided for in any other provision of any law, such as those of the Federal Trade Commission, Food and Drug Administration, and other agencies.
21. 313 - 330
A sentence stating that the final rule does not alter existing requirements for establishment registration should be added. For example, implementing Design Controls related to the device constituent of a drug-device or biologic-device Combination Product at an existing drug establishment (or any other facility owned by a drug or biologic manufacturer / sponsor) should not impose a requirement to also register those facilities as device establishments (specification developers)
The lines referenced state that any facility that conducts design activities is a manufacturing facility. While this statement appears to be consistent with the definition of manufacture as provided within 21 CFR Part 4, there is a concern that that this statement could be misinterpreted to imply that a facility registered as a drug establishment is now also required to register as a device establishment if that facility implements Design Controls related to the device constituent of a
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
7
Line # Change Reason
because they are not designing finished medical devices for distribution. Rather, they are designing medical device constituents to be incorporated into a drug-device or biologic-device Combination Product. Regarding the specific case of design centers that are remotely located from a drug manufacturer’s registered drug establishment they would, heretofore, not have been required to register as a drug establishment. Therefore, the guidance should be clear that the new rule does not impose a new requirement that they now register as device establishment(s).
Combination Product. Similarly, there is concern that any facility that a drug manufacturer might use to support the design and development of the device constituent in a drug-device or biologic-device Combination Product (e.g., headquarter facility, satellite design center, laboratory etc.) is required to register that facility as a device establishment (specification developer).
If the agency is of the view that the publication of the final rule somehow alters requirements with respect to facility registration for manufacturers of a Combination Product, it should revise existing laws and rules related to device, drug, biologic or Human Cellular Tissue Products (HCT/P) for establishment registration. Failing that, the guidance should be explicit as to what the requirements are so as to avoid industry confusion.
22. 346-347 Revise to read as follows: “. . . .device component (not a finished device) per 21 CFR Part 820.3(c) and is not otherwise subject to the QS regulation . . .”
Clarification. Provided reference from regulation to define a “component.”
23. 348 Revise to read as follows: “ . . . for a combination product solely because of 21 CFR Part 4.”
Clarification
24. 369 Revise to read as follows: “demonstrate compliance with both the drug CGMPs and QS regulation per applicability of Sec 4.4.
Clarification
25. 370-385
The guidance addresses Class I liquid medication dispensers appropriately (as non-drug contacting and drug contacting), however there are Class II/Class III devices that are similarly packaged (e.g., disposable pre-packaged, pre-sterilized syringes in their manufacturer’s packaging). The guidance is not clear if these devices would be considered convenience kit devices not subject to additional CGMPs by the kit manufacturer (e.g., for a vial packaged with a packaged syringe and needle) The guidance should state additional conditions or examples including Class II/Class III devices.
Clarification.
26. 373-385
Revise to read as follows:
“If such a liquid medication dispenser is co-packaged with a drug as a “convenience kit” (see III.C.4 below), generally speaking no additional CGMP requirements would apply to that dispenser or to the combination product under part 820 simply because that dispenser is included in the kit. Note, however, that a device constituent part incorporated into a drug container
Suggestions to bring clarity to the overall statement regarding simple low risk devices.
The Agency is urged to consider providing additional definition regarding simple “devices.” The combinations suggested to be added are simple, much like an oral dosing cup; however, in many cases, they are not classified or they are components until the point in time where they are combined with the
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
8
Line # Change Reason
raises additional considerations. For example, when establishing batch testing and release and product stability testing criteria under 21 CFR 211.165 and 211.166, a dropper incorporated into a drug container’s cap would need to be addressed as part of the drug container because it would come into contact with the drug product. Similarly, when such a dropper is used in conjunction with the drug, the dropper may need to meet certain specifications for dosing of the specific drug product or for maintaining its integrity while in contact with the drug product, for example. As a result, design controls specific to the use of the dropper and its contact with the drug product may be needed and apply under 21 CFR 820.30.
It is understood that appropriate quality controls must be applied to a class 1 device constituent part incorporated into a drug container according to the intended use. For example,
Under 21 CFR 211.165 and 211.166, a dropper incorporated into a drug container’s cap that is part of the primary container closure system during product release testing and within the packaged product stability program.
Measuring devices (i.e. droppers, design cups, etc.) used in conjunction with drugs, should be calibrated to assure dose accuracy.
Measuring devices (i.e. droppers, design cups, etc.) used in conjunction with drugs must be evaluated to assure safety, suitability, compatibility with the product.
As a result of the above, design controls specific to the use of the dropper and its contact with the drug product are not needed and do not apply under 21 CFR 820.30, since other controls are in place to assure quality.
It is recommended that the Guidance include discussion and examples for other simple devices that may be used in combination, such as an integrated spray nozzle or pump for OTC nasal products, pumps that deliver topical drug products, pads or sponges that are used to apply cosmetics that contain a sunscreen, etc…
container closure of the drug to create the combination product. These are traditionally low risk and should follow a similar logic as defined for the liquid medication dispensers described in lines 370-385 of the guidance document. The Agency should consider appropriate risk analyses in making these recommendations.
27. 387 Revise to read as follows: “. . . a kit that includes two or more different types of medical products”
Clarification
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
9
Line # Change Reason
28. 392-393
Revise to read as follows: “2) included in the kit as already offered as a finished device or packaged for independent marketing and with the same labeling as required for independent marketing…”
Some Class 1 devices for oral drug delivery or other devices do not always require secondary packaging and may be packed in a convenience kit with only their surfaces appropriately labeled. Secondary packaging for these devices should not be a necessary condition for them to meet the definition of a convenience kit.
29.
Footnote 14
(402-405; 440-443)
Reference the “Convenience Kits Interim Regulatory Guidance.”
Add a sentence that stresses that a sponsor (manufacturer of CP) should assess every constituent of the CP (for QS based approach and/or Drug CGMP approach) independently and see what CGMP requirements apply to the constituent if separately marketed (e.g., servicing, installation, cleanroom and other QSR regulations that may not be applicable to the device constituent).
Clarification
31. 415-426
Add the following to the end of this section:
“Furthermore, the preamble to the final rule addressed the requirement differences based on antimicrobial-antibiotic related combination products’ intended use, e.g., verification and quantitative testing of antimicrobial activity could be a suitable surrogate for the determination of strength if the antimicrobial coating serves only to inhibit or prevent microbial colonization of the device, but qualitative testing would not be appropriate.”
Federal Register Vol 78(14), January 22, 2013, p.4316, Comment 24 Response
32. 467-468 Clarify designation of “Legal Manufacturer,” place of manufacture on the labeling, and also for custom and import/export purposes.
Maybe an oversight of FTC, not FDA; but need to reach a common ground. “Place of substantial transformation vs PMOA.”
33. 467-527 Add additional information regarding post market data/complaint data into the applicable CGMP systems operated at different facilities.
Clarification
34. 469-471
Revise to read as follows:
“The combination product sponsor17
is responsible for ensuring that the manufacturing activities for its product occurring at all facilities, including facilities operated by third parties, are in compliance with CGMP requirements. This responsibility is fulfilled by the medical product manufacturer through traditional
Although the manner in which a manufacturer might exercise control over a third party is covered later in the draft, there is no explicit indication that these controls constitute the full extent of the manufacturer’s responsibility. In other words, the application holder is responsible for the CGMP/QSR compliance and the 3
rd
party manufacturer is responsible for complying with the
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
10
Line # Change Reason
means, such as quality agreements and audits, as outlined below. This Guidance does not intend to create additional means of supplier quality controls other than those already required by CGMPs and the QSR.
application holder’s quality agreement.
35. 478-494
Revise to read as follows:
“Even if a facility is manufacturing only one type of constituent part for a combination product, the CGMP operating system should take into consideration the combination product as a whole, as appropriate. However, if the constituent part is intended for general purpose use or a specific indication it is not the obligation of the combination product manufacturer to include another manufacturer’s use in the development in that constituent part.
This does not seem necessary. For example, a device component manufacturer does not typically have the experience to include inputs related to drugs/biologics. They rely on the combination product manufacturer for guidance.
36. 512 Clarify whether “testing” refers to the combination product or the constituent.
Clarification of what is being tested
37. 535 Revise to read as follows: “. . . that might arise from changes to the product or any constituent part of the product”
Clarification
38. 537-540
Revise to read as follows::
The manufacturer should also establish procedures for acceptance of components, containers/closures, and constituent parts to ensure both detection and evaluation of any changes that are critical to the safety and effectiveness of the combination product prior to incorporating them into the finished combination product.
Manufacturers need to have agreements in place with contractors regarding change notification. This is covered in previous lines. However, it is not always possible to inspect components, containers/closures and constituent parts to detect and evaluate changes that are critical to the safety and effectiveness of the product. For example, a material change to a closure or component that is not readily observed unless conducting physical property tests.
39. 591-592 Revise to read as follows: “All such controls should be designed to reduce, eliminate, or ideally, prevent qualify nonconformities ensure quality of the finished product”
By keeping this sentence more generic, it eliminates confusion between the CGMP requirements and other processes such as lean six sigma functions.
40. 640-641
Revise to read as follows:
“As specified in the final rule, design controls apply to any combination product that includes a device constituent part, unless exempted under the appropriate classification regulations.”
On Lines 370-376, the guidance states that certain Class I devices are exempt from certain device GMPS including design controls
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
11
Line # Change Reason
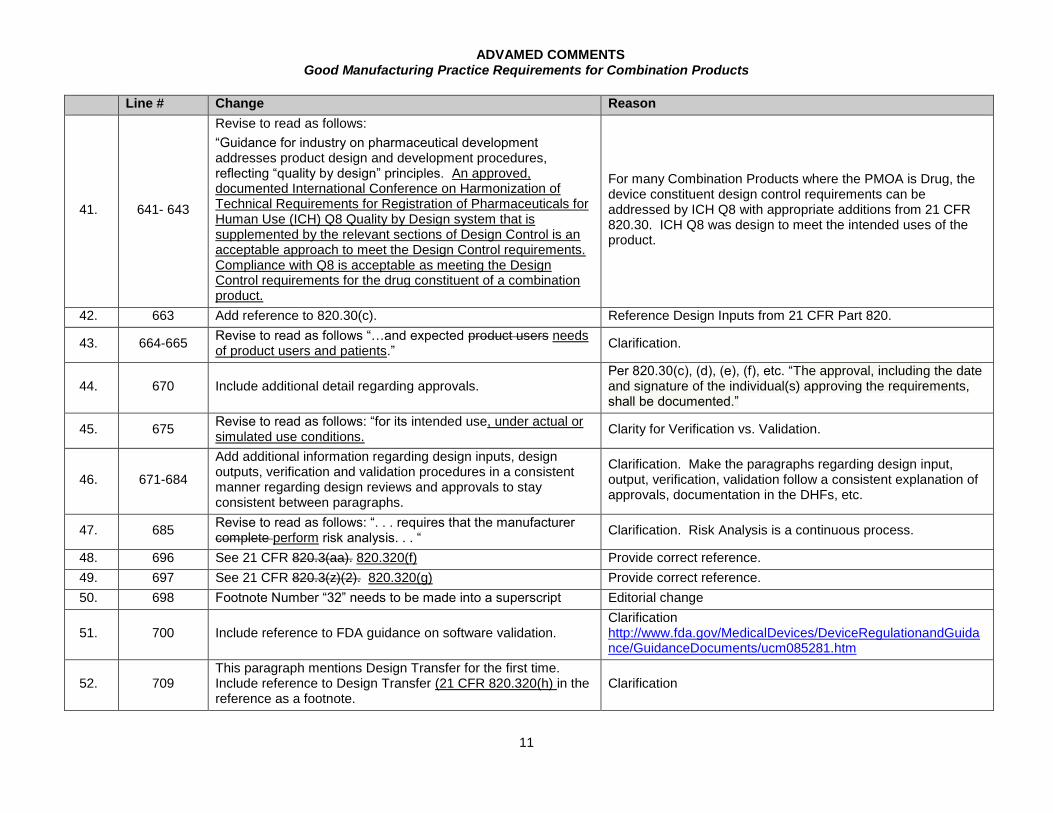
41. 641- 643
Revise to read as follows:
“Guidance for industry on pharmaceutical development addresses product design and development procedures, reflecting “quality by design” principles. An approved, documented International Conference on Harmonization of Technical Requirements for Registration of Pharmaceuticals for Human Use (ICH) Q8 Quality by Design system that is supplemented by the relevant sections of Design Control is an acceptable approach to meet the Design Control requirements. Compliance with Q8 is acceptable as meeting the Design Control requirements for the drug constituent of a combination product.
For many Combination Products where the PMOA is Drug, the device constituent design control requirements can be addressed by ICH Q8 with appropriate additions from 21 CFR 820.30. ICH Q8 was design to meet the intended uses of the product.
42. 663 Add reference to 820.30(c). Reference Design Inputs from 21 CFR Part 820.
43. 664-665 Revise to read as follows “…and expected product users needs of product users and patients.”
Clarification.
44. 670 Include additional detail regarding approvals. Per 820.30(c), (d), (e), (f), etc. “The approval, including the date and signature of the individual(s) approving the requirements, shall be documented.”
45. 675 Revise to read as follows: “for its intended use, under actual or simulated use conditions.
Clarity for Verification vs. Validation.
46. 671-684
Add additional information regarding design inputs, design outputs, verification and validation procedures in a consistent manner regarding design reviews and approvals to stay consistent between paragraphs.
Clarification. Make the paragraphs regarding design input, output, verification, validation follow a consistent explanation of approvals, documentation in the DHFs, etc.
47. 685 Revise to read as follows: “. . . requires that the manufacturer complete perform risk analysis. . . “
Clarification. Risk Analysis is a continuous process.
48. 696 See 21 CFR 820.3(aa). 820.320(f) Provide correct reference.
49. 697 See 21 CFR 820.3(z)(2). 820.320(g) Provide correct reference.
50. 698 Footnote Number “32” needs to be made into a superscript Editorial change
51. 700 Include reference to FDA guidance on software validation. Clarification http://www.fda.gov/MedicalDevices/DeviceRegulationandGuidance/GuidanceDocuments/ucm085281.htm
52. 709 This paragraph mentions Design Transfer for the first time. Include reference to Design Transfer (21 CFR 820.320(h) in the reference as a footnote.
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
12
Line # Change Reason
53. 713 Revise to read: “should address all the design issues . . .” The term “all” is too inclusive and implies potentially exhaustive theoretical issues.
54. 722-725
Revise to read as follows: “In addition, the combination product manufacturer must assess the impact of design changes and comply with design control requirements for any modifications that need to be made to a constituent part for use in the combination product (e.g., new formulation of the drug or new features of a device) under 21 CFR 820.30(i).”
There are many instances where a minor change to the device or the drug does not affect the safety or the efficacy of the constituents nor the combination product. There are many modifications to drugs that would not affect the combination, so a design control for drug modifications that do not affect the device or the combination product is not necessary.
55. 738-743
Footnote 33 Include reference to ISO 14971 for risk. Clarification
56. 844 Revise to read as follows: “21 CFR 211.84 details describes how to sample, test, examine . . .”
21 CFR 211.84 does not detail these processes, it merely describes them.
57. 880 Revise to read: “All discrepancies in yYield discrepancies outside of expected documented variation should be investigated.”
Current text is too restrictive and implies that any yield calculation that is not exactly the same will require investigation. There is always some amount of normal expected variation in yield.
58. 888 Clarify whether/how automated equipment must be validated and cite Reference Process validation guidance.
“Yield determinations must be made at the conclusion of each appropriate phase of manufacturing, processing, packaging, and holding for the drug constituent part(s) and for the combination product as a whole. The device constituent parts before incorporation into the combination product are not required to yield determinations. Accordingly, calculation of yield should be determined at each phase at which component, in-process material, or product loss may occur, during the formulation of the drug prior to incorporation into the combination product, during incorporation (e.g., filling or coating), and during the packaging process.”
Clarify when yield determinations begin to apply to the device constituent. Also, require clarification as to whether the yield determinations of the device constituent parts are required before they are incorporated into the combination product.
60. 891-892 Revise to read: “. . . and the data generated for the yield calculation in a manufacturing or production record should be documented along with the expected yield variation.”
Need to introduce the concept of normal variation for yield. This concept was discussed and agreed to during the May 21, 2014 meeting between FDA and AdvaMed.
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
13
Line # Change Reason
61. 902 Revise to read as follows: “tamper-evident packaging and labeling alerting to alert customers regarding potential compromises to the product packaging.”
Clarification
Alert is for potential breaches/compromised packaging and not to protect the features as such.
62. 926-933 Clarify that the co-packaged entity retains its own expiration dating within its labeling inside the packaged CP.
Clarification
63. 950-951
Revise to read as follows: “Laboratory testing must be performed on every batch of a single-entity combination product or surrogates and of the drug constituent part(s) of a co-packaged combination product,”
For individualized serialized combination products, such as cardiac rhythm management leads, single-entity combination product batches do not exist. Therefore, surrogate testing of the drug product is essential to assure that each batch of drug product meets the appropriate acceptance criteria and specifications.
64.
989-991
(Footnote 54)
Revise to read as follows: “See 21 CFR 4.3, 4.4, and 211.166. In addition, under the design control requirements, testing must be performed to demonstrate that the device functionality (i.e., mechanical performance of the device constituent part) is maintained until the specified expiration date. See 21 CFR 820.30. This device functionality testing can be demonstrated during development only, if adequately studied and justified.”
Clarify whether testing of the device functionality requires real-time testing for each lot put on annual stability, or if the testing to demonstrate device functionality until expiry can be demonstrated during development of the combination product rather than on each lot of the combination product put on stability in the stability program.
For combination product families with large drug portfolios, the amount of repetitive motion required for technicians to test these products throughout a typical ICH drug product stability program would be excessive and unnecessary if well designed studies were performed to support the device throughout the shelf life of the combination product platform.
65. 996
Add a discussion that a single entity combination product, not pyrogen-labeled but provided sterile, and that is sterilized via a validated sterilization cycle within the device quality systems (21 CFR 820), may be the more applicable requirement.
See: Federal Register Vol 78(14), January 22, 2013, p.4314, Comment 18 Response.
Additionally, this modified text links to the proposed updates for lines 1013-1018.
66. 998-999
Revise to read as follows:
“Specifically, 21 CFR 211.167(a) requires appropriate laboratory testing of drug products purporting to be sterile…. Depending on the development, validation and control of these processes, appropriate laboratory testing for each batch might include reading dosimeters or recovery of biological indicators. For example, a single entity product that is terminally sterilized via a validated sterilization process according to recognized international standards do not require product testing for
Sterility test such as that described in USP <71> is not appropriate and not recommended for products that are terminally sterilized. Manufacturing processes controlled per the cGMPs and achievement of critical validated sterilization process parameters will demonstrate achievement of the defined sterility assurance level.
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
14
Line # Change Reason
release. Dosimeters placed during irradiation or biological indicators placed during ethylene oxide or steam sterilization may be used to release the product after terminal sterilization.”
67. 1006-1012
Revise to read as follows:
“Special testing may be required for the drug constituent part, or the combination product as a whole, depending on the product.
With respect to 21 CFR 211.167(a), batch testing requirements would apply both to the drug constituent part and to the finished combination product for a single-entity combination product (such as a prefilled syringe) to ensure the combination product is sterile and pyrogen-free when distributed. For terminally sterilized products, sterility test requirements may be met utilizing dosimetric and parametric release (e.g. sterilization validation).”
Devices and drugs have a long history of effectively applying Sterile Parametric practices. This option should be considered/
USP <1222> acknowledges the limits of sterility testing and the process for utilizing parametric release for drug products. Similarly this is covered for devices under ISO 11135, ISO 11137-1 & -2, ISO 17665-1, and ISO 20857.
It might also be recommended that the guidance include as a reference USP 38 <1222> Terminally Sterilized Pharmaceutical Products – Parametric Release
This is an Agency accepted practice under 21 CFR 211.167 for the elimination of batch-specific sterility testing.
68. 1013-1018
Revise to read as follows:
“The requirements related to sterility and non-pyrogenicity of the empty syringe would be addressed through compliance with process controls under 21 CFR part 211 and the provisions of 21 CFR part 820 specified in 21 CFR part 4 (for example, design control requirements under 21 CFR 820.30 and purchasing control requirements under 21 CFR 820.50), rather than batch testing under 21 CFR 211.167(a).
56 Additionally, for
a single entity combination product, which is labeled “sterile” but which is not labeled “pyrogen-free”, and the combination product is sterilized via a validated sterilization cycle within the device quality systems (21 CFR 820), this validated sterilization cycle testing may be considered the “appropriate laboratory testing” required by 21 CFR 211.167(a).”
As described in Federal Register [Vol 78(14), January 22, 2013, p.4314, Comment 18 Response], i.e., FDA specifically states that. . . “these provisions essentially call for following whichever requirement is more specifically applicable [4.4e].. . . . which regulation addresses a manufacturing issue most precisely and which requirement arises from the regulation most specifically applicable to the constituent part. . . . . (FDA) intend to address them in guidance.”
Thus, for single entity combination product, which is labeled “sterile” but which is not labeled “pyrogen-free”, and the combination product is sterilized via a validated sterilization cycle within the device quality systems (21 CFR 820), this validated sterilization cycle testing may be considered:
The “appropriate laboratory testing” required by 21 CFR
211.167(a), and
The more specifically applicable regulation, and
The requirement most specifically applicable.
Thus, this particular situation should be “addressed in the FDA guidance”
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
15
Line # Change Reason
69. 1037-1040
Revise to read as follows:
“Accordingly, as explained below, for co-packaged combination products, manufacturers should maintain samples of the drug constituent part, and for single-entity combination products, they should maintain samples that include the device constituent part or components thereof as appropriate. When choosing components or equivalent from a device constituent as the reserve samples containing the drug constituent part, a scientific rationale must be included.”
There are many devices where a Retain Sample of the entire combination could be cost prohibitive and unnecessary to achieve the intent, however when only considering a part of the combination product, a rationale for this should be generated.
70. 1041-1054
Reserve Samples
Separate the text’s discussion (and requirements for) the two different items:
First discuss Active Ingredient (AI) requirements [21 CFR211.84(d)(1)], and then
Separately discuss the Drug Product requirements [21 CFR211.84(d)(2)]
Provide clarity and reduce confusion between the two distinct reserve sample types. Additionally, the 21 CFR § 211.84(d) separates these two requirements into § (1) and (2), demonstrating their differences.
71. 1167, 1180,
1595
(Add after L1180):
““Section D, an antibiotic coated catheter (ACC) example, which utilizes antimicrobial coating to only inhibit or prevent microbial colonization of the device (i.e., not intended to treat infections), focuses on how to comply with the drug CGMP provisions specified in 21 CFR 4.4(b)(2), for example, 21 CFR 211.103 Yield Calculations to highlight an issue not raised in the previous examples.
Considering that the antimicrobial inhibitory function is intended only to inhibit or prevent microbial colonization of the device (i.e., not intended to treat infections), Yield Calculations may be conducted utilizing different measurement techniques.
As “Yield” is a measure of the active ingredients’ inhibitory strength, and 21 CFR 210(a)(16) defines “Strength” as:
(i) The concentration of the drug substance (for example, weight/weight, weight/volume, or unit dose/volume basis), and/or
(ii) The potency, that is, the therapeutic activity of the drug product as indicated by appropriate laboratory tests or by adequately developed and controlled clinical data
Add an additional Combination Product example where an “inhibitory antibiotic coating products’” antimicrobial activity’s verification and quantitative testing is utilized as a suitable surrogate for the strength determination, i.e., a specific CGMP consideration relating to CGMP provisions specified in 21 CFR 4.4(b). The current Drug Coated Mesh Example only describes drug which treats “infections,” it does not cover the common Combination Product where an antimicrobial coating/ combination product serves only to inhibit or prevent microbial colonization of the device.
Based on 21 CFR 211.103 Yield Calculation related subsections, the yield calculation:
May provide valuable information and insight to the status of a manufacturing process at significant evaluation points, not just for the final product.
Provides an important quality check both for a pharmaceutical production process as a whole and for individual unit operations of the process.
Requires a prompt and thorough investigation when any increase or decrease in expected yield occurs.
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
16
Line # Change Reason
(expressed, for example, in terms of units by reference to a standard).”
However, an appropriate zone of inhibition (ZOI) test method can be conducted utilizing the actual antibiotic treated material, e.g., Performance Standards for Antimicrobial Disk Susceptibility Tests; Approved Standard – Eleventh Edition. M02-A11, Vol 32(1), Clinical and Laboratory Standards Institute, January 2012
72. 1167, 1180,
1595
“Potency measures the functional antimicrobial activity by utilizing an appropriate quantitative zone of inhibition (ZOI) measurement technique.
Thus, the Yield Calculations, including Theoretical Yield [§210(a)(17)], Actual Yield [§210(a)(18)], Percentage of theoretical yield [§210(a)(19)], may utilize quantitative zone of inhibition data for their calculation. One acceptable zone of inhibition (ZOI) test method which can be conducted utilizing the actual antibiotic treated material, is Performance Standards for Antimicrobial Disk Susceptibility Tests; Approved Standard – Eleventh Edition. M02-A11, Vol 32(1), Clinical and Laboratory Standards Institute, January 2012”
As the FDA Guidance [line 1167] stated, examples are to “focus on specific CGMP considerations relating to CGMP provisions specified in 21 CFR 4.4(b).”, and . . . . [Line 1181] “intended to highlight only certain issues that a combination product might raise, and considerations for addressing them, relating to the CGMP provisions specified in 21 CFR 4.4(b)”.
The FDA Federal Register Notice clearly describes cGMP differences for antimicrobial coatings which serve only to inhibit or prevent microbial colonization, a function which is significantly different from the current Drug Coated Mesh example treating “infections”,
Based on 21 CFR 211.103 Yield Calculation related subsections, the yield calculation:
May provide valuable information and insight to the status of a manufacturing process at significant evaluation points, not just for the final product.
Provides an important quality check both for a pharmaceutical production process as a whole and for individual unit operations of the process.
Requires a prompt and thorough investigation when any increase or decrease in expected yield occurs
The Federal Register Vol 78(14), January 22, 2013, p.4316, Comment 24 Response stipulates that:
“(R)egarding the issue of whether verification and testing of antimicrobial activity could be a suitable surrogate for the determination of strength, we note that it would not be appropriate to use a qualitative activity determination (such as a determination of general antimicrobial activity) in place
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
17
Line # Change Reason
of a quantitative determination of biological activity (such as a determination of microbial inhibitory concentration (MIC). . . . . if the antimicrobial coating serves only to inhibit or prevent microbial colonization of the device, then an antimicrobial preservative effectiveness test might be more appropriate”
Considering that Minimum Inhibitory Concentration (MIC) testing is utilized for varying doses of drug solutions, it would not be appropriate for antimicrobial coated devices.
However, an appropriate zone of inhibition (ZOI) test method can be conducted utilizing the actual antibiotic treated material, e.g., Performance Standards for Antimicrobial Disk Susceptibility Tests; Approved Standard – Eleventh Edition. M02-A11, Vol 32(1), Clinical and Laboratory Standards Institute, January 2012
73. 1167, 1180,
1595
Add Text (Add after L1595):
“D. Antibiotic-coated catheter (ACC)
1. Scenario Description
Manufacturer A develops an antibiotic coated catheter (ACC) which utilizes antimicrobial coating to only inhibit or prevent microbial colonization of the device (i.e., not intended to treat infections). The primary mode of action is that of a device. This example focuses on how to comply with the drug CGMP provisions specified in 21 CFR 4.4(b)(2), for example, 21 CFR 211.103 Yield Calculations to highlight an issue not raised in the previous examples.”
The Federal Register Vol 78(14), January 22, 2013, p.4316, Comment 24 Response stipulates that: “(R)egarding the issue of whether verification and testing of antimicrobial activity could be a suitable surrogate for the determination of strength, we note that it would not be appropriate to use a qualitative activity determination (such as a determination of general antimicrobial activity) in place of a quantitative determination of biological activity (such as a determination of microbial inhibitory concentration (MIC). . . . . if the antimicrobial coating serves only to inhibit or prevent microbial colonization of the device, then an antimicrobial preservative effectiveness test might be more appropriate”
Considering that Minimum Inhibitory Concentration (MIC) testing is utilized for varying doses of drug solutions, it would not be appropriate for antimicrobial coated devices.
74. 1167, 1180,
1595
2. Compliance with drug CGMP requirements different from those described in previous examples;
The ACC is a single-entity combination product as defined in 21 CFR 3.2(e)(1) and, therefore, is subject to both the drug CGMPs and device QS regulation. As a device manufacturer, Manufacturer A already has a CGMP operating system designed to comply with the QS regulation and has elected to establish a QS regulation-based CGMP operating system for
[line 1167] This section specifies that “While each of these types of combination products is subject both to the drug CGMPs and to the QS regulation, each example is used to focus on specific CGMP considerations relating to CGMP provisions specified in 21 CFR 4.4(b).”, and . . . . [Line 1181] This discussion is intended to highlight only certain issues that a combination product might raise, and considerations for addressing them, relating to the CGMP provisions specified in 21 CFR 4.4(b).
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
18
Line # Change Reason
the ACC in accordance with 21 CFR 4.4(b)(2). While Manufacturer A must ensure that this operating system complies with the QS regulation, taking into account all of the issues raised by inclusion of the drug constituent part, this example focuses on considerations for complying with the drug CGMP provisions specified in 21 CFR 4.4(b)(2) which are different from those described in previous examples.
Considering that the antimicrobial inhibitory function to inhibit bacterial growth . . . .
a. 21 CFR 211.103 Yield Calculations
For the various yield calculations, overall yield is
As “Yield” is also a measure of the active ingredients’ strength, and 21 CFR 210(a)(16) defines “Strength” as:
(i) The concentration of the drug substance (for example, weight/weight, weight/volume, or unit dose/volume basis), and/or
(ii) The potency, that is, the therapeutic activity of the drug product as indicated by appropriate laboratory tests or by adequately developed and controlled clinical data (expressed, for example, in terms of units by reference to a standard).
As Potency is defined as the “therapeutic activity of the drug product”, measuring the IZ related functional antimicrobial activity by utilizing the ZOI test is an appropriate measurement technique.
As the Theoretical and Actual Yield’s concentration and potency are measured by “the drug concentration sufficient for quantifiable functional Zone of Inhibition (ZOI) activity”, the IZ Solution’s antimicrobial drug concentration may be used as a surrogate (or alternative) method to measure the device’s IZ level as well as the corresponding ZOI functionality
FDA clearly describes cGMP differences for antimicrobial coatings which serve only to inhibit or prevent microbial colonization of the device [Federal Register Vol 78(14), January 22, 2013, p.4316, Comment 24 Response], which is significantly different than the Drug Coated Mesh example which treats “infections.”
This difference clearly needs to be described and explained in the guidance document.
+++++++++++++++++++++++++++++++++++++++++++++
FDA states1 that the calculation of yield:
“(S)hall be determined at the conclusion of each appropriate phase of manufacturing, processing, packaging, or holding'' for a drug product. This may provide valuable information and insight to the status of a manufacturing process at significant evaluation points, not just for the final product.
In addition, (21 CFR) 211.103 provides an important quality check both for a pharmaceutical production process as a whole and for individual unit operations of the process. It is important to account for any increase or decrease in expected yield of materials during the manufacturing process. When either occurs, it is important to conduct a prompt and thorough investigation.
Appropriate manufacturing controls can help prevent deviations from expected process yield, which can be important to the success of manufacturing steps and to ensuring that the final product meets specifications. Any phase of the pharmaceutical process that is subject to potential component, in-process material, or product loss, due to physical or chemical means, should be evaluated with respect to actual and theoretical yield of these materials. Section 211.103 does not apply to device constituent parts of combination products.”
Yield Calculations [21 CFR 211.103] means actual yields and percentages of theoretical yield shall be determined at the
1 Federal Register Vol 78(14), January 22, 2013, p.4315, Comment 22 Response.
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
19
Line # Change Reason
conclusion of each appropriate phase of manufacturing, processing, packaging, or holding of the drug product. Such calculations shall either be performed by one person and independently verified by a second person, or, if the yield is calculated by automated equipment under 211.68, be independently verified by one person.
Theoretical yield [21 CFR 210(a)(17)] means the quantity that would be produced at any appropriate phase of manufacture, processing, or packing of a particular drug product, based upon the quantity of components to be used, in the absence of any loss or error in actual production.
Actual yield [21 CFR 210(a)(18)] means the quantity that is actually produced at any appropriate phase of manufacture, processing, or packing of a particular drug product.
Percentage of theoretical yield [21 CFR 210(a)(19)] means the ratio of the actual yield (at any appropriate phase of manufacture, processing, or packing of a particular drug product) to the theoretical yield (at the same phase), stated as a percentage.
75. 1193,
Section 1.
Clarify how the approach adopted would be documented and how it can be confirmed with the Agency.
Clarification
76. 1233-1240 Address the impact of the situation when the manufacturer of the syringe components does not have design controls for the components or won’t share them.
Clarification
77.
1242 - 1245 Revise to read as follows:
“Because no changes are to be made to the drug other than being prefilled into the syringe, design considerations for the drug should serve as inputs for controlling the design of the syringe to ensure its design reflects adequate consideration of the drug’s characteristics, as indicated below. It is not expected that the approved drug formulation or aspects of its labeling that are subject to the requirements of CFR 314 or Compendial requirements are subject to design controls as long as there is no change in the indications of the drug product.”
The approved drug product should not be subject to design controls, as there already is a regulated pathway to ensure that the drug product and its labeling are of acceptable quality. This is consistent with the information provided in lines 713 – 725 of the proposed guidance. Additionally, drug product labeling is subject to frequent modification due to regulation (e.g., minor changes to the Reference Listed Drug package insert) and changes in regulatory expectations (e.g., the use of Single Use vs Single Dose). This level of documentation is too granular for the design inputs and outputs, as these frequent changes would result in unnecessary churn of the Design History File.
78. 1251-1263 During review of the drug product, FDA almost always asks for revisions to the labeling. Additionally RLD updates and changes
Clarification
ADVAMED COMMENTS Good Manufacturing Practice Requirements for Combination Products
20
Line # Change Reason
in labeling standards result in additional labeling changes. Provide guidance on the level of detail that should be included in the DHF for labeling so that these changes would not result in unnecessary churn of the DHF.
79. 1252-1263 Provide separate verification description and examples from validation description.
Clarification
80. 1267 Revise to read as follows: “reduce or mitigate any unacceptable risk (s) to acceptable levels.
Clarification
81. 1273-1283
Specify whether it is sufficient to have this information kept within the pharmaceutical quality system as is currently done, or whether all of these requirements become design outputs and go through the 820 requirements. Specify also whether the DHF can have broad pointers or individual pointers to the pharma quality system for those items that have historically been handled within the drug CFR.
Clarification. This is very important for legacy products; particularly those that are part of a syringe system platform, which has not had DHF.
82. 1588 Revise to read as follows: “..stents to that use that particular lot of the bulk drug . . .”
Clarification
January 2015
Guidance for Industry and 1
FDA Staff: 2
Current Good Manufacturing Practice 3
Requirements for Combination Products 4
DRAFT GUIDANCE 5
This guidance document is being distributed for comment purposes only. 6
Comments and suggestions regarding this draft document should be submitted within 60 days of 7
publication in the Federal Register of the notice announcing the availability of the draft guidance. 8
Submit written comments to the Division of Dockets Management (HFA-305), Food and Drug 9
I. Introduction ................................................................................................................................ 3 32
II. Background ............................................................................................................................... 4 33
A. Definition of a combination product ........................................................................................... 4 34
B. Overview of the final rule ............................................................................................................. 5 35
C. The role of the lead center and other agency components ........................................................ 7 36
III. General Considerations for CGMP Compliance .................................................................... 8 37
A. Demonstrating compliance........................................................................................................... 8 38
B. Investigational products ............................................................................................................... 8 39
C. 4.2 Definitions ................................................................................................................................ 9 40
D. What CGMP requirements apply to a product or facility? .................................................... 12 41
E. Control of changes to a combination product .......................................................................... 15 42
IV. What do I need to know about the CGMP requirements specified in 21 CFR 4.4(b)? . 15 43
A. Provisions from the QS regulation specified in 21 CFR 4.4(b)(1) .......................................... 15 44
B. Provisions from the drug CGMPs specified in 21 CFR 4.4(b)(2) ........................................... 21 45
C. Combination products that include biological products and HCT/Ps ................................... 28 46
V. Application of CGMP requirements to specific types of combination products ................... 30 47
A. Prefilled syringe .......................................................................................................................... 31 48
B. Drug-coated mesh ....................................................................................................................... 35 49
C. Drug Eluting Stent (DES)........................................................................................................... 39 50
VI. Contact Us .............................................................................................................................. 43 51
VII. References ............................................................................................................................. 44 52
3
Contains Nonbinding Recommendations 53 Draft — Not for Implementation 54
Guidance for Industry and FDA Staff: 55
Current Good Manufacturing Practice Requirements for Combination 56
Products1 57
This draft guidance, when finalized, will represent the Food and Drug Administration’s
(FDA’s) current thinking on this topic. It does not create or confer any rights for or on any
person and does not operate to bind FDA or the public. You can use an alternative approach if
the approach satisfies the requirements of the applicable statutes and regulations. If you want
to discuss an alternative approach, contact the FDA staff responsible for implementing this
guidance. If you cannot identify the appropriate FDA staff, call the appropriate number listed
on the title page of this guidance.
58
I. Introduction 59
This guidance describes and explains the final rule on CGMP requirements for 60
combination products (final rule as codified in 21 CFR part 4) that FDA issued on January 22, 61
2013.2 Prior to issuance of the final rule, although CGMP regulations were in place to establish 62
requirements for drugs, devices, biological products, and Human Cells, Tissues, and Cellular and 63
Tissue-Based Products (HCT/Ps), there were no regulations to clarify and explain the application 64
of these CGMP requirements to combination products. The final rule was intended to provide 65
such clarification and specify how compliance with applicable CGMP requirements may be 66
demonstrated. 67
Section II of this document provides the definition of a combination product, an 68
overview of the final rule, and the role of the lead center and other agency components with 69
respect to combination product CGMP issues. Section III addresses certain general 70
considerations for CGMP compliance for combination products, and Section IV presents the 71
purpose and content of specific CGMP requirements addressed in the final rule, and Section V 72
analyzes hypothetical scenarios intended to clarify how to comply with certain CGMP 73
requirements addressed in the final rule. Throughout this guidance, the agency also refers to 74
existing guidance and additional sources of information that address CGMP requirements for 75
drugs, devices, biological products, and HCT/Ps, as further inform combination product 76
manufacturers on how to comply with CGMP requirements. 77
FDA’s guidance documents, including this guidance, do not establish legally enforceable 78
responsibilities. Instead, guidance describe the agency’s current thinking on a topic and should 79
be viewed only as recommendations, unless specific regulatory or statutory requirements are 80
1 This guidance was prepared by the Office of Combination Products in the Office of the Commissioner in 81 conjunction with the Center for Biologics Evaluation and Research, Center for Drug Evaluation and Research, 82 Center for Devices and Radiological Health, and the Office of Regulatory Affairs. 83 2 See the Current Good Manufacturing Practice Requirements for Combination Products, 78 FR 4307 (January 22, 84 2013). 85
4
Contains Nonbinding Recommendations 86 Draft — Not for Implementation 87
cited. The use of the word should in agency guidance means that something is suggested or 88
recommended, but not required. 89
II. Background 90
A. Definition of a combination product 91
As set forth in 21 CFR part 3, a combination product is a product composed of any 92
combination of a drug, device, or biological product.3 The drugs, devices, and biological 93
products included in combination products are referred to as “constituent parts” of the 94
combination product. 95
Under 21 CFR 3.2(e), a combination product includes: 96
A product comprised of two or more regulated components, i.e., drug/device, 97
biologic/device, drug/biologic, or drug/device/biologic, that are physically, 98
chemically, or otherwise combined or mixed and produced as a single entity (a 99
“single entity” combination product, such as a prefilled syringe or drug-eluting 100
stent); 101
Two or more separate products packaged together in a single package or as a 102
unit and comprised of drug and device products, device and biological products, 103
or biological and drug products (a “co-packaged” combination product, such as a 104
surgical or first-aid kit); 105
A drug, device, or biological product packaged separately that according to its 106
investigational plan or proposed labeling is intended for use only with an 107
approved, individually specified drug, device, or biological product where both 108
are required to achieve the intended use, indication, or effect and where upon 109
approval of the proposed product the labeling of the approved product would need 110
to be changed (e.g., to reflect a change in intended use, dosage form, strength, 111
route of administration, or significant change in dose) (a “cross-labeled” 112
combination product, as might be the case for a light-emitting device and a light-113
activated drug); or 114
3 For purposes of 21 CFR part 3 and the CGMP rule for combination products, a “biological product” means a 115 biological product subject to regulation under section 351 of the Public Health Service Act (the PHS Act, 42 116 U.S.C. 262). All biological products regulated under the PHS Act meet the definitions of drug or device in section 117 201 of the Federal Food, Drug, and Cosmetic Act (the FD&C Act, 21 U.S.C. 321). Any reference in this guidance 118 to CGMP requirements as applicable to a combination product that includes a drug constituent part should be 119 understood to refer as well to any combination product that includes a biological product constituent part that is 120 also subject to regulation under the FD&C Act as a drug, and any reference to CGMP requirements as applicable 121 to a combination product that includes a device constituent part should be understood to refer as well to 122 combination products that include a biological product constituent part that is also subject to regulation as a device 123 under the FD&C Act. 124
5
Contains Nonbinding Recommendations 125 Draft — Not for Implementation 126
Any investigational drug, device, or biological product packaged separately that 127
according to its proposed labeling is for use only with another individually 128
specified investigational drug, device, or biological product where both are 129
required to achieve the intended use, indication, or effect (another type of cross-130
labeled combination product). 131
B. Overview of the final rule 132
As stated in the final rule, the constituent parts of a combination product retain their 133
regulatory status (as a drug or device, for example) after they are combined. The final rule 134
clarifies that the CGMP requirements that apply to each of the constituent parts apply to 135
the combination product they constitute. 136
The final rule on CGMP requirements for combination products applies to all 137
combination products. As stated in the preamble to the final rule, the CGMP requirements for 138
constituent parts of cross-labeled combination products that are manufactured separately and not 139
co-packaged are the same as those that would apply if these constituent parts were not part of a 140
combination product (e.g., for a drug/device combination product, 21 CFR parts 210 and 211 141
would apply to the manufacture of the drug constituent part(s) of the cross-labeled combination 142
product, and 21 CFR part 820 would apply to the device constituent part(s)). 143
For single-entity and co-packaged combination products, part 4 offers two ways to 144
demonstrate compliance with CGMP requirements. Under the first option, manufacturers 145
demonstrate compliance with all CGMP regulations applicable to each of the constituent parts 146
included in the combination product.4 Under the second option, manufacturers implement a 147
streamlined approach, demonstrating compliance with either the drug CGMPs (21 CFR part 148
211) or the quality system (QS) regulation (21 CFR part 820) rather than demonstrating full 149
compliance with both, when the combination product contains both a drug and a device, under 150
certain conditions.5 These conditions include demonstrating compliance with specified 151
provisions from the other of these two sets of CGMP requirements. In addition, for a 152
combination product that includes a biological product, the CGMP requirements for biological 153
products in parts 600 through 680 (21 CFR parts 600 through 680) would apply, and, for a 154
combination product that includes any HCT/Ps, the regulations in part 1271 (21 CFR part 155
1271)—including the current good tissue practice (CGTP) requirements and donor eligibility 156
requirements—would apply.6,7, 8 157
4 See 21 CFR 4.4(a) 158 5 See 21 CFR 4.4(b). 159 6 See 21 CFR 4.4(a) and (b). 160 7 As discussed later in section IV.C, an HCT/P may be a “constituent part” of a combination product when the 161 HCT/P is not regulated solely under section 361 of the PHS Act because it fails to meet one or more of the criteria in 162 21 CFR 1271.10 and is regulated as a drug, device, and/or biological product. See also 21 CFR 1271.20. 163
8 For the purposes of part 4, FDA uses the term “CGMP requirements” to include all such requirements found in the 164 standards in parts 600 through 680 that may apply to biological products. We note that biological products and 165 combination products that include biological product constituent parts must comply with all applicable requirements 166 in parts 600 through 680. Because many of the requirements in parts 600 through 680 are not considered CGMP 167 requirements, such requirements are not covered by the final rule and are not a focus of this guidance. 168
6
Contains Nonbinding Recommendations 169 Draft — Not for Implementation 170
Specifically, the streamlined approach under 21 CFR 4.4(b) provides that combination 171
product manufacturers may meet the requirements of both the drug CGMPs and device QS 172
regulation by designing and implementing a CGMP operating system that is demonstrated to 173
comply with either of the following: 174
The drug CGMPs and the following provisions from the QS regulation in accordance 175
with 21 CFR 4.4(b)(1) (considered a drug CGMP-based streamlining approach): 176
(i) 21 CFR 820.20. Management responsibility 177
(ii) 21 CFR 820.30. Design controls 178
(iii) 21 CFR 820.50. Purchasing controls 179
(iv) 21 CFR 820.100. Corrective and preventive action 180
(v) 21 CFR 820.170. Installation 181
(vi) 21 CFR 820.200. Servicing 182
OR 183
The QS regulation and the following provisions from the drug CGMPs in accordance 184
with 21 CFR 4.4(b)(2) (considered a QS regulation-based streamlining approach): 185
(i) 21 CFR 211.84. Testing and approval or rejection of components, drug 186
product containers, and closures 187
(ii) 21 CFR 211.103. Calculation of yield 188
(iii) 21 CFR 211.132. Tamper-evident packaging requirements for over-the- 189
counter (OTC) human drug products 190
(iv) 21 CFR 211.137. Expiration dating 191
(v) 21 CFR 211.165. Testing and release for distribution 192
(vi) 21 CFR 211.166. Stability testing 193
(vii) 21 CFR 211.167. Special testing requirements 194
(viii) 21 CFR 211.170. Reserve samples 195
21 CFR 4.4(c) provides that if a facility manufactures only a constituent part of a co-196
packaged or single-entity combination product, that facility is subject only to the CGMP 197
regulations applicable to that constituent part (e.g., 21 CFR part 211 for a drug or 21 CFR part 198
820 for a device). 21 CFR 4.4(d) provides that when two or more types of constituent parts to be 199
included in a single-entity or co-packaged combination product have arrived at the same facility, 200
or the manufacture of these constituent parts is occurring at the same facility, that facility must 201
comply with all CGMP requirements described in 21 CFR part 4 applicable to the 202
manufacturing activities at that facility, and a streamlined approach under 21 CFR 4.4(b) may be 203
used to demonstrate compliance with these requirements. 204
7
Contains Nonbinding Recommendations 205 Draft — Not for Implementation 206
As described above, facilities subject to section 4.4(d) may opt to implement a 207
streamlined approach under 21 CFR 4.4(b) by either adopting a drug CGMP-based or QS 208
regulation-based streamlining approach. A manufacturer may prefer one approach over the other 209
based, for example, on the details of the manufacturing process used at the facility or in light of 210
other manufacturing activities undertaken at the facility. Regardless, manufacturers should 211
consider how to manage internal documentation to demonstrate compliance with all applicable 212
CGMP requirements. 213
The agency intends to apply the same policies when inspecting combination product 214
manufacturers regardless of whether the manufacturer chooses to adopt a streamlined approach or 215
to implement both the drug CGMPs and the device QS regulation in their entirety. To facilitate 216
efficient inspection, the agency recommends that manufacturers who choose to operate under a 217
streamlined approach clearly identify in their premarket submissions and at the initiation of an 218
inspection whether they are operating under the drug CGMP-based or QS regulation-based 219
streamlining approach. Manufacturers using either a streamlined approach or opting to implement 220
all applicable CGMP requirements should be able to identify and readily access for FDA 221
inspection all documentation needed to demonstrate compliance with 21 CFR part 4. 222
C. The role of the lead center and other agency components 223
A combination product is assigned to an agency center that will have primary jurisdiction 224
(i.e., the lead) for that combination product’s premarket review and regulation. Under section 225
503(g)(1) of the FD&C Act, assignment of a combination product to a center with primary 226
jurisdiction is based on a determination of which constituent part provides the primary mode of 227
action (PMOA) of the combination product.9 228
If the PMOA of a device-biological product combination product is attributable to the 229
biological product, for example, the agency component responsible for premarket review of that 230
biological product would have primary jurisdiction for the regulation of the combination product. The 231
lead center for premarket review of the combination product also has the lead for ensuring 232
compliance with CGMP regulatory requirements. Regardless of the PMOA, agency components will 233
coordinate as appropriate to enable efficient, effective CGMP regulatory oversight, including 234
appropriate CGMP inspections. 235
It is important to note that if a manufacturer adopts a streamlined approach, the manufacturer 236
is not required to choose the CGMP regulations associated with the constituent part that provides the 237
PMOA of the combination product as the base system. For example, if the drug constituent part of a 238
drug-device combination product provides the product’s PMOA, the manufacturer of that 239
combination product may choose to adopt the QS regulation-based streamlining approach. 240
For a combination product, the lead center is a manufacturer’s primary point of contact. 241
Manufacturers may also contact the Office of Combination Products (OCP) for assistance as needed, 242
9 The “primary mode of action” of a combination product is the single mode of action (drug, device, or biological 243 product) that provides the most important therapeutic action of the combination product. The most important 244 therapeutic action is the mode of action expected to make the greatest contribution to the overall intended 245 therapeutic effects of the combination product. See 21 CFR 3.2(k) and (m). 246
8
Contains Nonbinding Recommendations 247 Draft — Not for Implementation 248
to identify appropriate contact points, help resolve substantive issues, or otherwise facilitate 249
interactions with the agency for combination products. 250
III. General Considerations for CGMP Compliance 251
As described above and in the final rule, a combination product must comply with all 252
applicable CGMP regulations. This section addresses some general considerations for CGMP 253
compliance for combination products. 254
A. Demonstrating compliance 255
As discussed in section II above, the final rule offers two ways for co-packaged and 256
single-entity combination product manufacturers to demonstrate compliance with applicable 257
CGMP requirements. As noted in the preamble to the final rule, the term “demonstrate” is not 258
intended to have a new meaning for purposes of part 4. The agency intends for it to be 259
interpreted in the same manner as it would be for purposes of the CGMP regulations listed in 21 260
CFR 4.3. Manufacturers must demonstrate that each applicable CGMP requirement is complied 261
with for constituent parts and the combination product, if appropriate.10
262
If a streamlined approach is used, the manufacturer must demonstrate compliance with 263
all of the relevant provisions of either the drug CGMPs or QS regulation, and the provisions 264
specified in 21 CFR 4.4(b) for the other set(s) of CGMP requirements applicable to its product. 265
Further guidance on how to demonstrate compliance with the other constituent part’s 266
regulations specified in 21 CFR 4.4(b) is provided in section IV of this guidance. As that 267
discussion explains, some of these specified provisions address issues focusing on one type of 268
constituent part (e.g., reserve sampling). Others address issues that may concern multiple 269
constituent parts or the combination product as a whole (e.g., design controls or corrective and 270
preventive action (CAPA)). 271
This guidance does not focus on how to demonstrate compliance with the provisions of 272
the drug CGMPs and device QS regulation that are not specified in 21 CFR 4.4(b)). Such 273
provisions address a variety of manufacturing considerations regarding, for example, in-process 274
materials, facility and equipment, record-keeping, labeling, personnel, inputs, testing, and 275
distribution. 276
B. Investigational products 277
Part 4 does not alter the scope of the underlying CGMP regulations for drugs, devices, 278
biological products, and HCT/Ps. In particular, part 4 does not alter the applicability of these 279
CGMP regulations to investigational products. 280
An investigational drug for use in a phase 1 study is subject to the statutory requirements 281
set forth in 21 U.S.C. 351(a)(2)(B). The production of such a drug is generally exempt from 282
10 21 CFR part 4. 283
9
Contains Nonbinding Recommendations 284 Draft — Not for Implementation 285
compliance with the regulations in 21 CFR parts 210 and 21111
and, therefore, so is an 286
investigational combination product that includes a drug constituent part for use in a phase 1 287
study. This exemption does not apply to an investigational combination product or drug 288
constituent part, however, once it has been made available for use by or for the sponsor in phase 289
2 or phase 3 studies, nor does the exemption apply to a drug product that has been lawfully 290
marketed. 291
Under 21 CFR 812.1, investigational devices are exempt from part 820 except for design 292
control requirements under 21 CFR 820.30.12
This exemption also applies to investigational 293
combination products that include an investigational device constituent part. 294
The agency considers these exemptions from requirements under parts 211 and 820 295
applicable to combination products and constituent parts of combination products, whether being 296
studied under an investigational device exemption (IDE) or an investigational new drug 297
application (IND). Even when these regulatory CGMP exemptions apply, however, methods, 298
facilities, and manufacturing controls that are appropriate for the investigational products should be 299
used. When applying appropriate manufacturing practices, the agency recommends that the hazards 300
and associated risks from the manufacturing environment that might adversely affect an 301
investigational combination product be considered. 302
For further information on CGMP for investigational products, see 21 CFR 210.2(c), 21 CFR 303
820.1, and 61 FR 52,616-52,617, and the Guidance for Industry on CGMP for Phase 1 304
Investigational Drugs (July 2008). 305
C. 4.2 Definitions 306
Unless part 4 expressly states otherwise, terms used have the same meaning as when used 307
in the underlying, referenced regulations. This section addresses the meaning and significance for 308
combination products of the terms “manufacture” and “manufacturer,” “constituent part,” 309
“component,” “device,” and drug “container” and “closure.” It also addresses the meaning of 310
“convenience kit” as a type of combination product. 311
1. “Manufacture” and “manufacturer” 312
The definition of the term “manufacture” in 21 CFR 4 is intended to include all of the 313
activities considered within the scope of manufacturing for drugs, devices, biological products, 314
and HCT/Ps. Accordingly, the definition of “manufacture” in 21 CFR 4.2 includes, but is not 315
repackaging, holding, and storage. Therefore, an entity that undertakes any of these activities for 317
11 See 21 CFR 210.2(c). 318 12 The preamble to the QS regulation (61 FR 52602) provides additional detail on when design controls apply for 319 products early in the design life-cycle: “The design control requirements are not intended to apply to the 320 development of concepts and feasibility studies. However, once it is decided that a design will be developed, a plan 321 must be established to determine the adequacy of the design requirements and to ensure that the design that will 322 eventually be released to production meets the approved requirements.” (61 FR 52616, Comment 62) 323
10
Contains Nonbinding Recommendations 324 Draft — Not for Implementation 325
a combination product is a manufacturer under 21 CFR part 4. For example, if a company 326
designs a drug-device combination product, that activity constitutes the manufacture of that 327
product, thus the facility at which the design work occurs is a manufacturing facility and that 328
entity is a manufacturer, even if all other aspects of the combination product’s manufacture (e.g., 329
fabricating, labeling, or packaging) are performed by a third-party contractor. 330
2. “Constituent part” versus “component” 331
As discussed in the preamble to the final rule, the term “constituent part” is used by the 332
agency as a succinct way to identify a drug, device, or biological product included in a 333
combination product. Under the drug CGMPs (21 CFR 210.3), “component” is defined as “any 334
ingredient intended for use in the manufacture of a drug product, including those that may not 335
appear in such drug product.” Under the QS regulation (21 CFR 820.3(c)), the term 336
“component” is defined as “any raw material, substance, piece, part, software, firmware, 337
labeling, or assembly which is intended to be included as part of the finished, packaged, and 338
labeled device.” 339
In short, the terms “constituent part” in 21 CFR part 4 and “component” in the CGMP 340
regulations serve different regulatory purposes. The use of the term “constituent part” in part 4 to 341
refer to drugs, devices, and biological products included in combination products does not alter 342
the meaning of the term “component” or alter the applicability of the regulations listed in 21 CFR 343
4.3 to components. 344
Accordingly, if a facility is solely manufacturing an article that would be considered a 345
device component (not a finished device) and is not otherwise subject to the QS regulation (see 346
21 CFR 820.1(a)), it is not subject to the QS regulation for the manufacture of that component 347
solely because of 21 CFR part 4. 348
3. Drug containers and closures versus delivery devices 349
The agency draws a distinction between drug containers and closures and delivery 350
devices. The essential distinction is whether the article is designed to deliver the drug it contains 351
or merely to hold it. 352
If the article merely holds the drug, it is only subject to drug CGMPs as a container or 353
closure. A container closure system is the sum of packaging components that together contain 354
and protect the drug product. This includes primary and secondary packaging components if the 355
latter are intended to provide additional protection to the drug product.13
A packaging system 356
may be considered a container closure system. A packaging component is any single part of a 357
container closure system. Examples of packaging components are containers, ampules, vials, 358
screw caps, stoppers, and stopper overseals. 359
13 See the Guidance for Industry on Container Closure Systems for Packaging Human Drugs and Biologics: 360 Chemistry, Manufacturing, and Controls Documentation (May 1999). 361
11
Contains Nonbinding Recommendations 362 Draft — Not for Implementation 363
An article that does not merely hold or contain the drug, but also delivers it, is not merely 364
a container or closure and may also be subject to the QS regulation. A piston syringe, for 365
example, is not only a container or closure. A piston syringe is a device used to deliver another 366
medical product, as described in 21 CFR 880.5860, and is subject to the QS regulation. 367
Accordingly, a syringe filled with a drug, for example, is a combination product and must 368
demonstrate compliance with both the drug CGMPs and QS regulation. 369
There are other delivery devices, such as simple liquid medication dispensing devices 370
regulated under 21 CFR 880.6430, that are Class I devices exempt from the QS regulation except 371
for the requirements of 21 CFR 820.180 (general requirements for records) and 21 CFR 820.198 372
(complaint files), neither of which is a specified provision under 21 CFR 4.4(b)(1). If such a 373
liquid medication dispenser is co-packaged with a drug as a “convenience kit” (see III.C.4 374
below), generally speaking no additional CGMP requirements would apply to that dispenser or to 375
the combination product under part 820 simply because that dispenser is included in the kit. 376
Note, however, that a device constituent part incorporated into a drug container raises additional 377
considerations. For example, when establishing batch testing and release and product stability 378
testing criteria under 21 CFR 211.165 and 211.166, a dropper incorporated into a drug 379
container’s cap would need to be addressed as part of the drug container because it would come 380
into contact with the drug product. Similarly, when such a dropper is used in conjunction with 381
the drug, the dropper may need to meet certain specifications for dosing of the specific drug 382
product or for maintaining its integrity while in contact with the drug product, for example. As a 383
result, design controls specific to the use of the dropper and its contact with the drug product may 384
be needed and apply under 21 CFR 820.30. 385
4. Convenience kits 386
As explained in the preamble to the final rule, a kit that includes two or more types of 387
medical products (e.g., a device and a drug) is a co-packaged combination product and, 388
therefore, the manufacture of the kit is subject to part 4. The CGMP requirements applicable to 389
a kit manufacturer depend on what products are included in the kit. The preamble to the final 390
rule also states that if the kit includes only products that are 1) also legally marketed 391
independently and 2) included in the kit as already packaged for independent marketing and 392
with the same labeling as required for independent marketing, it is a “convenience kit,” and the 393
only manufacturing steps for the combination product would be the assembly, packaging, 394
labeling, any sterilization, or further processing of the kit itself. Accordingly, the kit 395
manufacturer would only have to demonstrate compliance with CGMP requirements with 396
respect to those manufacturing activities. However, if a kit includes any products that are 397
repackaged, relabeled, or otherwise modified for purposes of their inclusion in the kit, these 398
activities for the constituent parts would be additional aspects of the manufacture of the 399
combination product, thus the kit manufacturer would also have to demonstrate compliance with 400
CGMP requirements with respect to these manufacturing steps.14
401
14 Co-packaged combination product manufacturers, including manufacturers of kits, should carefully consider the 402 impact of any sterilization process on the items in the co-package. For example, a constituent part may be sensitive to 403 further processing, as may be the case for surgical sutures. Similarly, some sterilization methods suitable for devices, 404 such as irradiation, are not suitable for many drugs. Also, additional verification to confirm no degradation 405
12
Contains Nonbinding Recommendations 406 Draft — Not for Implementation 407
D. What CGMP requirements apply to a product or facility? 408
While combination product manufacturers must demonstrate compliance with all of 409
the CGMP regulations applicable to their combination product under 21 CFR 4.3, as discussed 410
above, they may demonstrate compliance with the drug CGMPs and device QS regulation 411
requirements through one of the streamlined approaches under 21 CFR 4.4(b). Further, not all 412
the provisions of the CGMP regulations listed in 21 CFR 4.3 may be applicable to a specific 413
combination product or constituent part. 414
1. Are all CGMP regulations applicable to a product? 415
The preamble to the proposed rule addressed which CGMP requirements apply to which 416
combination products (see 74 FR at 48426), noting, for example, that only an over-the-counter 417
(OTC) combination product must comply with the tamper-evident packaging requirements in 418
the drug CGMPs and only combination products that include a type of device constituent part 419
that is installed or serviced must comply with installation and servicing requirements in the QS 420
regulation. The preamble to the final rule addressed similar considerations for combination 421
products that include a biological product constituent part, explaining that many of the 422
requirements for biological products are applicable only to certain types of biological products. 423
For example, blood and blood components are subject to the CGMP requirements for such 424
products under part 606. In addition, a vaccine manufactured using a spore-forming 425
microorganism would be subject to 21 CFR 600.11(e)(3). 426
Similarly, not all CGMP requirements may apply at a facility that performs only certain 427
aspects of the manufacture of a combination product. As 21 CFR 210.2(b) and 820.1(a)(1) 428
describe, an entity that engages in only some operations subject to the regulations in parts 210, 429
211, 600 through 680, 820, and 1271, need only comply with the regulations applicable to those 430
operations. For example, a facility that manufactures a co-packaged combination product that 431
includes a finished, packaged drug manufactured under the drug CGMPs and received from 432
another facility need not calculate yield for that drug constituent part. 433
2. What is the meaning of “where appropriate” in the CGMP, QS, and 434
CGTP regulations? 435
Firms must demonstrate compliance with all regulations applicable to their product or 436
facility under part 4. However, the drug CGMPs, QS regulation, and CGTPs for HCT/Ps use the 437
term “where appropriate” and similar language to acknowledge that certain measures may not be 438
necessary under certain circumstances. Such language indicates that firms have the opportunity 439
in safety and effectiveness after any re-sterilization may be necessary. Furthermore additional sterilization issues may 440 need to be considered, including complete validation of the sterilization process to insure sterility for each constituent 441 part within the kit, and evaluation of the impact of the sterilization process on the constituent parts. See, for example, 442 the Guidance for Industry on Sterilized Convenience Kits for Clinical and Surgical Use (January 2002). 443
444
445
13
Contains Nonbinding Recommendations 446 Draft — Not for Implementation 447
to document justifications for determining that such a measure or approach is not appropriate for 448
a particular product or the specific manufacturing activity they are undertaking.15
449
For instance, 21 CFR 820.30(i) stipulates that each manufacturer establishes16
and 450
maintains procedures for the identification, documentation, validation, or—where appropriate— 451
verification, review, and approval of design changes before their implementation. Design 452
changes may include both modifications to the product itself and changes to the process used to 453
manufacture the product. Changes to the design, such as changes to properties of the material or 454
dimensional specifications that can be verified through appropriate measurement and test 455
methods, may not need to be validated. However, changes that could impact user needs, such as 456
changes to the user interface, may require validation. 457
Also, in some cases not expressly identified in the final rule, CGMP requirements in 458
different regulations may be similar, and actions sufficient to demonstrate compliance with one 459
may be sufficient to demonstrate compliance in whole or in part with the other. For example, 21 460
CFR 211.192 and associated provisions of part 211 require thorough investigation of any 461
unexplained discrepancy or the failure of a batch or any of its components to meet any of its 462
specifications, and then taking appropriate action to address any such discrepancy or failure. 463
Similarly, 21 CFR 820.100 in the QS regulation requires each manufacturer to establish and 464
maintain procedures for implementing corrective and preventive action, including investigating 465
the cause of nonconformities relating to the product, processes, or quality system. 466
3. What CGMP responsibilities apply to specific manufacturers and facilities, and 467
how should CGMP compliance be coordinated across facilities? 468
The combination product sponsor17
is responsible for ensuring that the manufacturing 469
activities for its product occurring at all facilities, including facilities operated by third parties, 470
are in compliance with CGMP requirements. Each of these manufacturing facilities must be in 471
full compliance with the CGMP requirements applicable to each manufacturing process that 472
occurs at that specific facility. 473
A facility that manufactures only a finished device intended to be a constituent part of a 474
combination product (i.e., does not engage in any other manufacturing of the combination 475
product) must comply only with the QS regulation. Similarly, a facility that manufactures only a 476
drug intended to be a constituent part of a combination product (i.e., does not engage in any other 477
manufacturing of the combination product), must comply only with the drug CGMPs. Even if a 478
facility is manufacturing only one type of constituent part for a combination product, the CGMP 479
15 Under both 21 CFR 820.1(a)(3) and 1271.150(e), a requirement that is qualified by “where appropriate,” is 480 “appropriate” if, for example, non-implementation of the requirement could reasonably be expected to result in the 481 product not meeting its specified requirements. In the case of an HCT/P, these may be requirements related to 482 prevention of introduction, transmission, or spread of communicable diseases, or a manufacturers inability to carry 483 out any necessary corrective action. Under both provisions, a requirement is deemed to be appropriate unless the 484 manufacturer can document justification that it is not. 485 16 Per 21 CRF 820.3(k), “Establish means define, document (in writing or electronically), and implement.” 486 17 For purposes of this guidance, “sponsor” means the entity that holds the marketing authorization for a co-487 packaged or single entity combination product. 488
14
Contains Nonbinding Recommendations 489 Draft — Not for Implementation 490
operating system should take into consideration the combination product as a whole, as 491
appropriate. For example, the design controls for a device constituent part may include inputs to 492
address design characteristics to ensure that the combination product as a whole meets specified 493
requirements. 494
Some CGMP requirements may concern the combination product as a whole, such as 495
design controls, and some may concern overarching responsibilities for the quality system as a 496
whole, such as CAPA requirements. Take, for example, a manufacturing facility collecting 497
nonconformance data that are trended as an input to the CAPA system for a combination 498
product. If a problem is detected that requires a product or process design change, the expertise 499
to develop and implement the change may reside at a different facility. To address such 500
circumstances, a sponsor may have a CAPA system that is shared between facilities, or facility-501
specific CAPA systems with established links between them to handle issues requiring multi-502
facility collaboration. 503
Manufacturing activities that occur at multiple facilities and associated CGMP operating 504
systems should be coordinated appropriately. Each manufacturing facility for a combination 505
product should have documentation specifying its respective responsibilities, and the 506
manufacturer of the finished combination product should have access to this documentation. For 507
example, if a combination product manufacturer uses a specification developer to design the 508
finished product, the manufacturer of the combination product should have the design control 509
records or have access to them if they are held by the specification developer. In addition, the 510
manufacturer should have assurances that the specification developer maintained an adequate 511
design control system. To give another example, if product testing occurs at a contract testing 512
facility, the manufacturer of the combination product should have documentation of the testing 513
conducted and controls applied at the contract facility or have access to the documentation if held 514
at the contract facility. Accordingly, manufacturers should address access to such records among 515
other issues as part of supplier evaluation and oversight. 516
Measures the sponsor might take to ensure CGMP compliance at all manufacturing 517
facilities for the combination product include auditing and other oversight activities. For example, 518
when multiple facilities participate in the manufacturing process, the sponsor may facilitate 519
CGMP compliance by coordinating interactions among the facilities. A sponsor can enter into 520
comprehensive quality agreements with the various facilities and suppliers involved and 521
coordinate development of such agreements among these entities. These quality agreements may, 522
for instance, specify expectations as to which facility will perform what activities and develop and 523
maintain what documentation needed to demonstrate compliance with which CGMP requirements 524
(based, for example, on which aspects of manufacture each facility conducts). These agreements 525
may also detail what measures a facility will take to ensure compliance with CGMP requirements 526
and any other relevant duties established by the sponsor for that facility. 527
15
Contains Nonbinding Recommendations 528 Draft — Not for Implementation 529
E. Control of changes to a combination product 530
As discussed in the preamble to the final rule, while not an issue unique to combination 531
products, coordination of changes among manufacturers participating in the manufacture of a 532
combination product is an important CGMP issue. The manufacturer of a co-packaged or single-533
entity combination product should ensure appropriate consideration of any implications for the 534
safety or effectiveness of its combination product that might arise from changes to it, including to 535
any constituent part of it. Therefore, the manufacturer should establish arrangements with its 536
suppliers to receive notice of changes. The manufacturer should also establish procedures for 537
acceptance of components, containers/closures, and constituent parts to ensure both detection and 538
evaluation of any changes that are critical to the safety and effectiveness of the combination 539
product prior to incorporating them into the finished combination product. 540
Similarly, if one entity manufactures one constituent part of a cross-labeled combination 541
product and another entity manufactures the other constituent part, both should have procedures 542
in place to inform one another of changes that may affect the safety or effectiveness of the 543
combination product, and to confirm that the specifications for the respective constituent parts 544
remain appropriate or are updated as needed to ensure that the combination product remains safe 545
and effective. For example, a change to the drug constituent part of a cross-labeled combination 546
product might require a design change to the device constituent part for the combination product 547
to remain safe and effective. Accordingly, awareness and assessment of drug changes to 548
determine whether they require, in this example, a change to the device constituent part(s) may be 549
important to compliance with design control requirements for the device under 21 CFR 820.30. 550
Similarly, a change to a device constituent part of a cross-labeled combination product may 551
necessitate a change to a drug constituent part that would then need to be reflected in the 552
chemistry, manufacturing, and controls specifications and testing procedures for the drug. 553
IV. What do I need to know about the CGMP requirements 554
specified in 21 CFR 4.4(b)? 555
A. Provisions from the QS regulation specified in 21 CFR 4.4(b)(1) 556
This section provides summary descriptions of the provisions from the QS regulation 557
with which manufacturers must demonstrate compliance when using the drug CGMP-based 558
streamlining approach established under section 4.4(b)(1). This discussion is not meant to 559
provide a comprehensive analysis, but rather to help manufacturers—particularly drug and 560
biological product manufacturers who may be less familiar with the QS regulation—understand 561
the purpose and basic content of the specified QS regulation provisions. This section also 562
includes references to some additional guidance documents that may be helpful.18
Section V 563
18 This section does not address 21 CFR 4.4(b)(1)(v) and (vi) , which require manufacturers to demonstrate 564 compliance with installation and servicing requirements under 21 CFR 820.170 and 820.200, respectively. These 565 requirements are included in section 4.4(b)(1) to ensure manufacturers comply with them when applicable to a 566 single-entity or co-packaged combination product. However, the agency anticipates that installed and serviced 567
16
Contains Nonbinding Recommendations 568 Draft — Not for Implementation 569
presents hypothetical examples offering additional guidance on how to address these 570
provisions for a combination product. 571
1. Management responsibility (21 CFR 820.20) 572
Statutory CGMP provisions, as well as the drug CGMP regulations, establish 573
requirements relating to management responsibility.19
While there are specific requirements in 574
21 CFR 820.20 that are not explicitly addressed in 21 CFR part 211, section 501(a)(2)(B) of the 575
FD&C Act requires oversight and controls to ensure product quality, including to manage risks 576
and establish the safety of raw materials, in-process materials, and the finished drug product. In 577
addition, guidance documents for drug manufacturers describe how to use quality systems to 578
comply with drug CGMPs.20
A manufacturer of a combination product that includes a device 579
constituent part must ensure that the elements required under 21 CFR 820.20 are satisfied. 580
For example, among other requirements, a manufacturer must establish the appropriate 581
responsibility, authority, and interrelation of all personnel who manage, perform, and assess 582
work affecting quality; provide adequate resources for management, performance of work, and 583
assessment activities; and appoint a management member who is responsible for ensuring that 584
quality system requirements are effectively established and maintained, and for reporting on the 585
performance of the quality system to management with executive responsibility.21
A 586
manufacturer must establish and maintain an adequate organizational structure to ensure that 587
the product is designed and produced in conformance with CGMP requirements.22
The 588
technical, administrative, and human resources functions affecting the quality of the product 589
should be controlled, whether these functions involve hardware, software, equipment, 590
processed materials, product components, or services. All such controls should be designed to 591
devices will rarely be constituent parts of such combination products. They are more likely to be separately 593 manufactured and marketed constituent parts of cross-labeled combination products. In such cases, as discussed at 594 78 FR 4308, each such constituent part would be subject to the CGMP requirements associated with that product. 595 Accordingly, the device constituent part of such a cross-labeled combination product would be subject to installation 596 and servicing requirements. 597 19 See, for example, 21 USC 351 (establishing that “current good manufacturing practice” includes management 598 oversight of manufacturing and control to ensure quality and lifecycle risk management); 21 CFR 211.22, 211.25, 599 and 211.180; the Guidance for Industry on Q10 Pharmaceutical Quality System (April 2009); and the Guidance for 600 Industry on Quality Systems Approach to Pharmaceutical CGMP Regulations (September 2006). 601 20 See the Guidances for Industry on Q10 Pharmaceutical Quality System and Quality Systems Approach to 602 Pharmaceutical CGMP Regulations. 603
21 “Management with executive responsibility is that level of management that has the authority to establish and 604 make changes to the company quality policy. The establishment of quality objectives, the translation of such 605 objectives into actual methods and procedures, and the implementation of the quality system may be delegated. The 606 regulation does not prohibit the delegation. However, it is the responsibility of the highest level of management to 607 establish the quality policy and to ensure that it is followed ... It is without question management’s responsibility to 608 undertake appropriate actions to ensure that employees understand management’s policies and objectives. 609 Understanding is a learning process achieved through training and reinforcement. Management reinforces 610 understanding of policies and objectives by demonstrating a commitment to the quality system visibly and actively 611 on a continuous basis. Such commitment can be demonstrated by providing adequate resources and training to 612 support quality system development and implementation.” (61 FR. 52602 at 52612) 613 22 See 21 CFR 820.20(b). 614
17
Contains Nonbinding Recommendations 615 Draft — Not for Implementation 616
21 CFR 820.20 requires that a manufacturer establish and maintain management 617
responsibility for product quality. Management with executive responsibility must establish its 618
policy and objectives for and commitment to quality, pursuant to 21 CFR 820.20(a). 619
Manufacturers are also responsible for establishing a quality plan and quality system procedures 620
in accordance with 21 CFR 820.20(d) and (e). The quality plan must define the quality practices, 621
resources, and activities relevant to the combination product that is being designed and 622
manufactured and must establish how the quality requirements will be met. The plan can either 623
be an independent document, or it can reference elements of the manufacturer’s quality system. 624
The quality system procedures should ensure compliance with each aspect of the CGMPs 625
applicable to the combination product. Accordingly, under a drug CGMP-based streamlining 626
approach, these procedures and instructions should address the drug CGMPs and those 627
provisions from the QS regulation identified in 21 CFR 4.4(b)(1). The number, complexity, and 628
structure of the manufacturer’s procedures and instructions may vary depending on factors such 629
as the size of the manufacturer, organizational structure, and type of combination product being 630
manufactured. Drug manufacturers may already have some of these procedures in place as part of 631
the requirements for a quality control unit under 21 CFR 211.22 and can reference these 632
procedures and augment them as needed to meet the requirements of 21 CFR 820.20. 633
Management with executive responsibility must review the suitability and effectiveness 634
of the quality system, in accordance with 21 CFR 820.20(c), including to ensure that the quality 635
system satisfies the established quality policy and objectives. These reviews must be conducted 636
at defined intervals and with sufficient frequency. 637
2. Design controls (21 CFR 820.30) 638
The preamble to the proposed rule discusses design control requirements for combination 639
products at some length.23
As specified in the final rule, design controls apply to any combination 640
product that includes a device constituent part. Guidance for industry on pharmaceutical 641
development addresses product design and development procedures, reflecting “quality by 642
design” principles.24
The QS regulation includes requirements for design development with 643
which compliance must be demonstrated (21 CFR 820.30(b)). The following is a description of 644
design control requirements and the documentation that must be maintained for co-packaged and 645
single-entity combination products.25
646
Design control procedures apply to activities undertaken during product development and 647
premarket assessment, as well as to postmarket changes to the design or manufacturing process. 648
Accordingly, in some cases, the activities described below may be conducted as part of 649
23 See 78 FR 4314-4315. 650 24 See the Guidance for Industry on Q8(R2) Pharmaceutical Development (November 2009). 651 25 While outside the scope of 21 CFR 4.4(b)(1), it bears noting that the design control process and design history file 652 for the device constituent parts of cross-labeled combination products should address the suitability of the device for 653 use as part of the combination product, including the interactions and interrelationships between it and other 654 constituent parts of the combination product. 655
18
656
Contains Nonbinding Recommendations 657 Draft — Not for Implementation 658
premarket development and the marketing authorization process. As noted above, regardless of 659
when the activity occurs or where related records may reside, the CGMP operating system 660
should include appropriate documentation or reference it, to ensure readily available access to 661
this documentation for FDA inspection.26
662
Design input requirements for the combination product should include considerations 663
such as performance characteristics, safety and reliability requirements, and expected product 664
users. Once the design inputs have been established, the design outputs (e.g., specifications and 665
engineering drawings) must be developed based on those inputs.27
Once design outputs have 666
been established for all design inputs, design verification and validation activities must be 667
performed to ensure that the combination product design output meets design input requirements, 668
including user needs and intended uses. These activities must be documented in the design 669
history file28
and must be subjected to design reviews.29
670
Verification means confirmation by examination and provision of objective evidence that 671
specified requirements have been fulfilled.30
Design verification is demonstrating that a 672
manufacturer has designed the product it intended to; such testing confirms that the product 673
developed is consistent with the assumptions made by the design team when developing design 674
inputs, but does not necessarily confirm that the product is safe and effective for its intended use. 675
Design verification activities may include, for example, performance tests, safety tests, or visual 676
inspections. 677
Design validation means establishing by objective evidence that product specifications 678
conform to user needs and intended use(s).31
Design validation ensures that the product is 679
designed correctly to achieve its intended purposes. Specifically, design validation must ensure 680
that the product conforms to defined user needs and intended uses and includes testing of 681
production units under actual or simulated use conditions. Design validation activities, for 682
example, may include simulated use testing or clinical/nonclinical evaluations, including 683
human factors testing and software validation.32
684
In addition, 21 CFR 820.30(g) requires that the manufacturer complete risk analysis, 685
where appropriate, which should begin early in the design process and continue throughout the 686
lifecycle for the product. Risk analysis influences other aspects of design control and additional 687
activities including purchasing controls. Risk analysis should be completed on the combination 688
product as a whole to identify risks associated with its design, manufacturing processes, and 689
intended uses. Some risks may be identifiable during initial design development and addressed 690
in design inputs, while others may become apparent based on postmarket experience (including 691
26 See 21 CFR 820.30(j), 820.180, and 211.180 692 27 See 21 CFR 820.30(d). 693 28 See 21 CFR 820.30(j). 694 29 See 21 CFR 820.30(e). 695 30 See 21 CFR 820.3(aa). 696 31 See 21 CFR 820.3(z)(2). 697
32 For further information about human factor considerations and testing, see FDA’s Human Factors and Medical 698 Devices web page at 699 http://www.fda.gov/MedicalDevices/DeviceRegulationandGuidance/HumanFactors/default.htm. 700
Contains Nonbinding Recommendations 701 Draft — Not for Implementation 702
adverse event reporting) and used to determine whether any aspect of the design should be 703
adjusted or revised. Any unacceptable risk(s) should be reduced or mitigated. 704
In accordance with 21 CFR 820.30(i), manufacturers are also required to have procedures 705
to ensure that any changes to design requirements are identified, documented, validated or verified 706
where appropriate, reviewed, and approved prior to implementation. A change control process is 707
essential to incorporate design changes appropriately both during the original design process for 708
the combination product and after the design has been transferred to manufacturing. The records 709
of these changes must be maintained as part of the design history file. They create a history of the 710
evolution of the design, which can be important when investigating failures or evaluating the 711
appropriateness of proposed modifications or changes to the product. 712
The design history file for a combination product should address all design issues 713
relating to the combined use of the constituent parts. The design history file may not need to 714
document design and development planning for established characteristics of the individual 715
constituent parts, such as the safety and effectiveness of a drug constituent part of a co-packaged 716
combination product if that drug constituent part was previously approved for the same 717
indication. If a finished device, drug, or biological product is purchased, the combination 718
product manufacturer is not required to retrospectively “design” that constituent part with 719
respect to such previously reviewed characteristics. Rather, the combination product 720
manufacturer should understand the constituent part’s existing design specifications thoroughly 721
in order to perform design controls properly for its use in the combination product.33
In addition, 722
the combination product manufacturer must comply with design control requirements for any 723
modifications that need to be made to a constituent part for use in the combination product (e.g., 724
new formulation of the drug or new features of a device) under 21 CFR 820.30(i). 725
It is appropriate to leverage existing data in developing a design history file for a 726
combination product that may not have been developed under design controls. For example, 727
existing specifications may become part of the required design output documentation. Similarly, 728
testing performed prior to distribution of the combination product may be included as 729
documentation of design verification and validation. The combination product manufacturer is 730
responsible for assembling available information and assessing what, if any, additional 731
information and evidence may be needed, such as additional testing or documentation of the 732
design control activities, to address all aspects of design control that are needed to support the 733
manufacture of the product as currently marketed, ensure its safety and effectiveness, and support 734
any future changes to that product. However, manufacturers do not need to prepare a 735
development plan or conduct design review meetings for the product as currently marketed 736
because the development stages that these activities would support have already occurred. 737
33 Similarly, if a combination product manufacturer is purchasing device components for inclusion in a combination 738 product, and the device component supplier is manufacturing a finished device from the same or similar components 739 and is therefore subject to the QS regulation, the combination product manufacturer may be able to leverage 740 elements of that supplier’s design controls in developing the overall design controls for the combination product. If 741 the component supplier does not manufacture a related finished device, the combination product manufacturer’s 742 design control activities for the device constituent part will likely need to be more extensive. 743
20
Contains Nonbinding Recommendations 744 Draft — Not for Implementation 745
FDA encourages combination product manufacturers to direct specific questions on 746
the adequacy of their design control measures and documentation to the lead center for their 747
products, or OCP as needed, for assistance. For further information on design controls, see the 748
preamble for the final QS regulation.34
749
3. Purchasing controls (21 CFR 820.50) 750
Combination product manufacturers must control purchased products35
and services as 751
described in 21 CFR 820.50. They must establish such controls for products received at their 752
facility for use in the manufacture of the combination product, for all suppliers of these products, 753
and for suppliers of services obtained (such as terminal sterilization conducted by an outside 754
entity). Facilities that have previously manufactured only drugs, rather than devices or 755
combination products, likely will have relevant procedures in place in accordance with 21 CFR 756
part 211, subpart E, but these procedures may need to be augmented to demonstrate compliance 757
with the specific requirements of 21 CFR 820.50. 758
Manufacturers must evaluate potential suppliers and define the type and extent of control 759
to be exercised over them based on the evaluation results.36
They may conduct such evaluations 760
based on factors such as the risks associated with the supplied product or service and complexity 761
of the specifications for it. They must establish and maintain records of acceptable suppliers for 762
purchased products and services, pursuant to 21 CFR 820.50(a)(3), and establish and maintain 763
data that clearly describe or reference the specified requirements for received products (e.g., 764
contracts with relevant terms) pursuant to 21 CFR 820.50(b). 765
One mechanism by which to facilitate purchasing control is the careful structuring of 766
purchasing agreements with suppliers. Where possible, such agreements must be used to ensure 767
that the manufacturer is notified of changes to the products or services being provided.37
Such 768
notice of changes facilitates compliance not only with purchasing control duties, but potentially 769
other regulatory requirements as well, including design control obligations to complete 770
additional design verification testing (e.g., to ensure that the purity and stability of a drug 771
constituent part is maintained). If it is not possible to obtain such notice, the combination 772
product manufacturer should implement additional controls to ensure that changes are identified 773
and appropriate measures are taken.38
774
34 See Medical Devices; Current Good Manufacturing Practice (CGMP) Final Rule; Quality System Regulation, 61 775 FR 52602-52662 (October 7, 1996). 776 35 Under 21 CFR 820.3(r), The term “product” includes components and manufacturing materials, in addition to in- 777 process and finished articles. 778 36 See 21 CFR 820.50(a)(2). 779 37 See 21 CFR 820.50(b). 780 38 While beyond the scope of this guidance, it bears noting that product sponsors may be obligated to notify the 781 agency of changes or seek agency approval prior to making them, depending upon the nature of the change. See, for 782 example, 21 CFR 314.70, 601.12, and 814.39. Accordingly, controlling changes to the materials included in the 783 combination product and the processes and facilities used for their manufacture can be important to ensure 784 compliance with other regulatory duties (in addition to CGMP requirements). 785
21
Contains Nonbinding Recommendations 786 Draft — Not for Implementation 787
4. Corrective and Preventive Actions (21 CFR 820.100) 788
Sponsors for co-packaged or single-entity combination products that have a device 789
constituent part must establish and maintain procedures for implementing CAPA, in accordance 790
with 21 CFR 820.100. Relevant requirements in the drug CGMPs include 21 CFR 211.192 and 791
21 CFR 211.180(e). 792
The sponsor should ensure that an appropriately comprehensive review of activities is 793
undertaken at whatever facilities may be relevant to determine the cause of existing or potential 794
problems, which could include manufacturing problems, deviations, or nonconformities for the 795
combination product. The sponsor must identify the action(s) needed to correct and prevent 796
recurrence, then implement such changes. The sponsor should take appropriate measures, which 797
may include CAPAs, with regard to all relevant manufacturing steps at all relevant facilities so 798
that the problem is corrected and problems will be prevented or mitigated going forward. 799
Manufacturers of the combination product must undertake CAPA measures, when required, for 800
issues arising at their facilities. All relevant manufacturers should participate in cross-facility 801
efforts, as appropriate, to determine the cause of problems and the appropriate measures to 802
correct and prevent such problems, as well as document these activities.39
803
B. Provisions from the drug CGMPs specified in 21 CFR 4.4(b)(2) 804
This section provides a brief description of the provisions from the drug CGMPs with 805
which manufacturers must demonstrate compliance when using the QS regulation-based 806
streamlining approach established under 21 CFR 4.4(b)(2). This discussion is not meant to be a 807
comprehensive analysis, but rather to help manufacturers—particularly device manufacturers, 808
who may be less familiar with the drug CGMPs—understand the purpose and basic content of 809
the specified provisions of the drug CGMPs, as well as where to find additional guidance. 810
The specified provisions of the drug CGMPs include requirements for testing and other 811
verification procedures for batches or lots, whether of drug components, drug containers and 812
closures, drug constituent parts, or the whole combination product. As discussed in the preamble 813
to the final rule, combination product manufacturers should establish procedures defining a 814
“batch” or “lot” in all phases of production and describe all batch and lot numbering systems 815
used for incoming material, in-process material, and finished products. These procedures allow 816
manufacturers to connect specific lots or batches of constituent parts, components, and in-process 817
material to the specific batches or lots of the combination product for which they are used. These 818
procedures also enable traceability of sampling and testing, packaging, and labeling activities. 819
Master production and control records should be designed to enable this traceability. An 820
explanation of batch and lot definitions, controls, and tracking should be available for review on 821
inspection. 822
39 For further guidance, see the preamble to the QS regulation at 61 Fed. Reg. at 52633-52635, Comments 158-166, 823 and the Guidances for Industry on Q10 Pharmaceutical Quality System and Quality Systems Approach to 824 Pharmaceutical CGMP Regulations. 825
22
Contains Nonbinding Recommendations 826 Draft — Not for Implementation 827
1. Testing and approval or rejection of drug product components, containers, and 828
closures (21 CFR 211.84) 829
Drug product components, containers, and closures must be tested in accordance with 21 830
CFR 211.84. A drug component is any ingredient intended for use in the manufacture of a drug 831
product, including those that may not appear in the drug product.40
As explained in section 832
III.C.3, a container closure system is the sum of packaging components that together contain and 833
protect the drug product. Combination product manufacturers would not need to demonstrate 834
compliance with this provision for device constituent parts or materials used in the manufacture 835
of a device constituent part, except if the device constituent part or component thereof is also a 836
drug component or constitutes the drug container or closure or a part thereof. For CGMP 837
operating systems established in accordance with 21 CFR 4.4(b)(2) (QS regulation-based 838
streamlining approach), if materials are used solely for manufacture of a device constituent part 839
that is not part of the drug container or closure (e.g., a co-packaged device), the manufacturer 840
need only demonstrate compliance with applicable provisions of 21 CFR part 820 to show 841
appropriate control of such materials for that device constituent part (including 21 CFR 820.30, 842
820.50, 820.80, and 820.86). 843
21 CFR 211.84 details how to sample, test, examine, and accept or reject drug product 844
components, containers, and closures from other facilities, including other facilities owned or 845
controlled by the manufacturer. In lieu of such testing, 21 CFR 211.84 allows for some reliance 846
on a supplier’s written analysis, provided that certain identity testing is conducted and that the 847
reliability of the supplier’s analysis is established by the manufacturer through appropriate 848
validation of the testing results at appropriate intervals. These duties augment and elaborate 849
upon acceptance activities requirements expressly established under 21 CFR 820.80. 850
Accordingly, if a facility already has 820.80-based acceptance procedures, it would be 851
appropriate to provide for compliance with 21 CFR 211.84 requirements by augmenting these 852
existing procedures as needed to incorporate 21 CFR 211.84 compliance measures. 853
Each lot of drug components, containers, and closures must be withheld from use until it 854
has been sampled, tested, or examined, as appropriate, and released for use by the quality control 855
unit.41
The samples collected for each lot must be representative of the entire lot.42
These 856
representative samples must be collected and tested or examined in accordance with the 857
procedures specified in 21 CFR 211.84. These procedures require, among other things, 858
appropriate sampling technique to prevent the introduction of contaminants into the sampled 859
component and contamination across multiple sampled components.43
In addition, the number of 860
containers to sample and the amount of material to be taken from each container must be based 861
on appropriate criteria (e.g., component variability, confidence levels, degree of precision 862
desired, past quality history of the supplier, and the quantity needed for analysis).44
863
40 See 21 CFR 210.3(b)(3). 864 41 See 21 CFR 211.84(a). 865 42 See 21 CFR 211.84(b). 866 43 See 21 CFR 211.84(c). 867 44 See 21 CFR 211.84(b). 868
23
Contains Nonbinding Recommendations 869 Draft — Not for Implementation 870
Some references that may be useful for sampling by variables and sampling by attributes 871
include “ASTM Standard E2709, Standard Practice for Demonstrating Capability to Comply 872
with an Acceptance Procedure” and “ASTM Standard E2334, Standard Practice for Setting an 873
Upper Confidence Bound For a Fraction or Number of Non-conforming Items, or a Rate of 874
Occurrence for Non-conformities, Using Attribute Data, When there is a Zero Response in the 875
Sample,” respectively. 876
2. Calculation of Yield (21 CFR 211.103) 877
Actual yields and percentages of theoretical yield for the drug constituent part(s) of a 878
combination product must be determined as described in 21 CFR 211.103. Excess or low yields 879
suggest errors in the production process. All discrepancies in yield should be investigated. 880
Yield determinations must be made at the conclusion of each appropriate phase of 881
manufacturing, processing, packaging, and holding for the drug constituent part(s) and for the 882
combination product as a whole.45
Accordingly, calculation of yield should be determined at each 883
phase at which component, in-process material, or product loss may occur, during the 884
formulation of the drug prior to incorporation into the combination product, during incorporation 885
(e.g., filling or coating), and during the packaging process. These calculations must be performed 886
by one person and independently verified by a second person, unless the yield is calculated by 887
automated equipment in accordance with section 21 CFR 211.68, in which case it must be 888
independently verified by one person.46
889
For each appropriate phase of the manufacturing process performed, the formula used and 890
the data generated for the yield calculation in a manufacturing or production record should be 891
documented. These records should include actual yields and percentages of theoretical yields for 892
the drug product, including as it is processed and combined with the other constituent part(s) of 893
the combination product. If a third party is manufacturing the drug for the combination product, 894
that manufacturer is responsible for complying with the calculation of yield requirement at the 895
appropriate phases of the drug manufacturing process it performs, but the combination product 896
manufacturer is responsible for ensuring that the supplier satisfies these requirements as a part of 897
the purchasing controls for its combination product in accordance with 21 CFR 820.50. 898
3. Tamper-evident packaging requirements for over-the-counter human 899
drug products (21 CFR 211.132) 900
Manufacturers of OTC combination products must comply with the requirements of 21 901
CFR 211.132. The required controls include tamper-evident packaging and labeling alerting 902
customers to these protective features of the product’s packaging. These controls are important 903
to help improve the security of OTC combination product packaging and help ensure the safety 904
and effectiveness of OTC combination products. 905
45 See 21 CFR 211.103. 906 46 See 21 CFR 211.103. 907
24
Contains Nonbinding Recommendations 908 Draft — Not for Implementation 909
For single-entity combination products, tamper-evident packaging requirements apply to 910
the packaging for the combination product as a whole. For co-packaged combination products, 911
these requirements can be met through appropriate packaging of the drug constituent part(s) 912
within the larger co-package so long as such an approach is otherwise permissible under the 913
packaging and labeling requirements applicable to that combination product. 914
An exemption from tamper-evident packaging and labeling requirements for an OTC 915
combination product, may be requested in accordance with 21 CFR 211.132(d). If the 916
manufacturer makes changes to packaging and labeling of an approved OTC product to comply 917
with the requirements of 21 CFR 211.132, it must notify the lead center for the combination 918
product before distributing it.47
919
4. Expiration dating (21 CFR 211.137) 920
Section 211.137 helps assure that drug products (drug constituent parts in the case of 921
combination products) meet applicable standards of identity, strength, quality, and purity at 922
the time of use by requiring that the product labeling bear an expiration date. This date must 923
take into account any storage conditions stated in the labeling and be based on appropriate 924
stability testing as described in 21 CFR 211.166.48
925
The expiration dating for a combination product also should take into account any other 926
applicable shelf-life considerations (e.g., for a product that is to be provided sterile, the length of 927
time that its packaging material can be assured to retain its integrity and, thereby, maintain a 928
sterile barrier). The expiration date for a combination product may be shorter than the expiration 929
date or shelf life for its drug constituent part(s) if marketed independently. Reasons for a shorter 930
expiration period could include interactions between the constituent parts when combined, the 931
effects of additional manufacturing steps, or other differences arising from the combination of 932
the constituent parts. 933
5. Testing and release for distribution (21 CFR 211.165) 934
Testing and release for distribution are critical in drug product manufacture and quality 935
control. Section 211.165 requires that an appropriate laboratory determination of satisfactory 936
conformance to final specifications (including the identity and strength of each active ingredient) 937
is made for each batch of drug product prior to release. Section 211.165 also requires 938
appropriate laboratory testing, as necessary, of each batch of a drug product required to be free of 939
objectionable microorganisms. In addition, sampling and testing plans must be described by 940
written procedures.49
941
Accordingly, manufacturers must test each batch of their combination product to 942
determine satisfactory conformance to final written specifications for the drug constituent part.50
943
47 See 21 CFR 211.132(e). 944 48 See 21 CFR 211.137(b). 945 49 See 21 CFR 211.165(c). 946 50 See 21 CFR211.165(a). 947
25
Contains Nonbinding Recommendations 948 Draft — Not for Implementation 949
Laboratory testing must be performed on every batch of a single-entity combination product and 950
of the drug constituent part(s) of a co-packaged combination product, to ensure that all batches 951
meet appropriate specifications for their approval and release.51
A detailed listing of all the tests 952
performed and the acceptance criteria should be maintained and available for inspection.52
953
If one facility is manufacturing a drug product as a constituent part to be supplied to 954
another facility or manufacturer for inclusion in a co-packaged combination product, appropriate 955
and adequate laboratory testing should be conducted by the drug product manufacturing facility 956
prior to release of the drug constituent part(s) for distribution in accordance with 21 CFR 957
211.165. Appropriate testing or examination (such as visual inspection) should also be conducted 958
throughout the remaining manufacture of the finished co-packaged combination product to ensure 959
that the drug constituent part(s) continues to conform to its final specifications. 960
6. Stability testing (21 CFR 211.166) 961
Section 211.166 requires a written testing program designed to assess the stability 962
characteristics of drug products. Furthermore, 21 CFR 211.166 sets forth required elements of 963
the testing program, including elements concerning sample size, storage conditions for samples 964
retained for testing, and other elements related to testing methodology and frequency. 965
Manufacturers are responsible for establishing and managing the stability program. 966
Stability testing is performed to determine appropriate storage conditions and expiration 967
dates (see section IV.B.4). Among other considerations, this testing must enable evaluation of 968
any effects on the stability of the drug due to storage in a container closure system, which may 969
be a device constituent part (or component of the device constituent part).53
For a single-entity 970
combination product, testing must be performed on the drug constituent part in the finished 971
combination product.54
972
If a combination product manufacturer purchases a drug product manufactured by a third-973
party manufacturer for inclusion in its co-packaged combination product, that third-party 974
manufacturer is responsible for stability testing for that drug product. The combination product 975
manufacturer is responsible for ensuring the stability of the drug product as marketed in the co- 976
51 See 21 CFR 211.165(a), (b). 977 52 21 CFR 211.165 addresses testing and release for “drug products”; appropriate controls for intermediate stages 978 (e.g., in process materials) in the manufacture of combination products are addressed under separate provisions of 979 the drug CGMPs and QS regulation that are not specified in 21 CFR part 4. Accordingly, if the manufacturer 980 operates under a streamlined approach under 21 CFR 4.4(b), it should take into consideration the materials and 981 manufacturing steps for the combination product as a whole in determining how to demonstrate compliance with 982 obligations for in-process materials, and may find it helpful to refer to the corresponding requirements of the other 983 regulation. For example, if the facility operates under a QS regulation-based streamlining approach, in determining 984 how to comply with duties under 21 CFR 820.70, 820.80, and 820.86 for the combination product as a whole, 985 reference to 21 CFR 211.110 and guidance relating to it may facilitate appropriate consideration of issues related to 986 such materials for drug constituent parts. 987 53 See 21 CFR 211.166(a)(4). 988 54 See 21 CFR 4.3, 4.4, and 211.166. In addition, under the design control requirements, testing must be performed 989 to demonstrate that the device functionality (i.e., mechanical performance of the device constituent part) is 990 maintained until the specified expiration date. See 21 CFR 820.30. 991
26
Contains Nonbinding Recommendations 992 Draft — Not for Implementation 993
package through appropriate mechanisms, such as purchasing controls or conducting additional 994
stability testing. Documentation of such oversight should be included in the CGMP records.55
995
7. Special testing requirements (21 CFR 211.167) 996
21 CFR 211.167 establishes requirements for batch testing applicable to drug products 997
having particular characteristics. Specifically, 21 CFR 211.167(a) requires appropriate 998
laboratory testing of drug products purporting to be sterile and/or pyrogen-free to determine 999
conformance with such requirements; 21 CFR 211.167(b) requires appropriate testing of 1000
ophthalmic ointments to determine conformance to specifications regarding the presence of 1001
foreign particles and harsh or abrasive substances; and 21 CFR 211.167(c) requires appropriate 1002
laboratory testing of controlled-release dosage forms to determine conformance to the 1003
specifications for the rate of release of each active ingredient. A special testing requirement 1004
specified in 21 CFR 211.167 applies to a combination product only if the combination product 1005
or a drug constituent part of it falls into one or more of these three categories. Special testing 1006
may be required for the drug constituent part, or the combination product as a whole, 1007
depending on the product. 1008
With respect to 21 CFR 211.167(a), batch testing requirements would apply both to the 1009
drug constituent part and to the finished combination product for a single-entity combination 1010
product (such as a prefilled syringe) to ensure the combination product is sterile and pyrogen-1011
free when distributed. In contrast, if a vial of a vaccine were co-packaged with an empty 1012
syringe, the requirements in 21 CFR 211.167(a) would apply only to the vial of vaccine. The 1013
requirements related to sterility and non-pyrogenicity of the empty syringe would be addressed 1014
through compliance with process controls under 21 CFR part 211 and the provisions of 21 CFR 1015
part 820 specified in 21 CFR part 4 (for example, design control requirements under 21 CFR 1016
820.30 and purchasing control requirements under 21 CFR 820.50), rather than batch testing 1017
under 21 CFR 211.167(a).56
A similar analysis would apply for compliance with 21 CFR 1018
211.167(b) for a single-entity versus a co-packaged combination product that includes an 1019
ophthalmic ointment. 21 CFR 211.167(c) would apply to a controlled release drug constituent 1020
part of a co-packaged combination product and also to a controlled release single-entity 1021
combination product, to confirm rate of release of the active ingredient. For example, a 1022
transdermal drug patch or drug-eluting disc or stent would be subject to 21 CFR 211.167(c). 1023
8. Reserve samples (21 CFR 211.170) 1024
Reserve samples are needed to help ensure the postmarket safety and effectiveness of 1025
combination products, as they are for drugs and biological products. They are used, for example, 1026
to address certain product complaints, evaluate stability concerns, and assess the causes of 1027
adverse events. The reserve sampling requirements of 21 CFR 211.170 must be met to ensure 1028
appropriate sampling systems for the drug constituent parts of combination products. 1029
55 For further information on stability testing considerations, see, for example,, the Guidance for Industry on 1030 Q1A(R2) Stability Testing of New Drug Substances and Products (November 2003). 1031 56 1032
For additional information on pyrogen and endotoxin testing, see the Guidance for Industry on Pyrogen and 1033 Endotoxins Testing: Questions and Answers (June 2012). 1034
27
Contains Nonbinding Recommendations 1035 Draft — Not for Implementation 1036
Accordingly, as explained below, for co-packaged combination products, manufacturers should 1037
maintain samples of the drug constituent part, and for single-entity combination products, they 1038
should maintain samples that include the device constituent part or components thereof as 1039
appropriate. 1040
Under 21 CFR 211.170, reserve samples must be kept that are representative of each lot 1041
of the active ingredient and of each lot or batch of the drug product. Furthermore, reserve 1042
samples of drug products must be retained and stored under conditions consistent with product 1043
labeling and stored in the same immediate container-closure system in which the drug product is 1044
marketed or in one that has essentially the same characteristics.57
All reserve samples must 1045
consist of at least twice the quantity necessary to perform all the required tests, except those for 1046
sterility and pyrogens.58
Manufacturers must examine drug product samples for deterioration, 1047
investigate evidence of deterioration, and record and maintain the results of such examination.59
1048
Drug product reserve samples generally must be maintained for 1 year after the expiration date 1049
for the drug product; different time periods apply to certain radioactive and OTC products.60
1050
Active ingredient samples generally must be kept for 1 year after the expiration date for the last 1051
lot of the combination product containing the active ingredient.61
Accordingly, manufacturers 1052
should retain samples from each lot of the bulk drug substance for 1 year after the expiration date 1053
of the last lot of the combination product to use that lot of the active ingredient. 1054
For co-packaged combination products, it is generally sufficient to maintain the 1055
appropriate number of samples from each lot of the active ingredient and from each lot of the 1056
drug product in the immediate container/closure in which it is marketed. For single-entity 1057
combination products, manufacturers also should maintain reserve samples of the active 1058
ingredient and of the drug product within its container/closure. In some cases, the 1059
container/closure may be the entire device constituent part. In others, it may be a part of the 1060
device or distinct from the device constituent part. For a drug-eluting stent or disc, or a prefilled 1061
syringe, for example, reserve samples should be kept of the entire combination product. In 1062
contrast, if, for example, the combination product consists of an injector system (device 1063
constituent part) into which the user inserts cartridges containing the drug reserve samples of the 1064
filled cartridge alone would suffice to comply with drug product sample retention duties. A 1065
complete injector system may be needed to conduct testing of the samples. 1066
Manufacturers with questions regarding their duties under section 211.170, including 1067
what may constitute a representative sample or a sufficient number of samples to keep, may 1068
contact the lead center for their combination product, as well as OCP as needed, for assistance. 1069
57 See 21 CFR 211.170(b). 1070 58 See 21 CFR 211.170(a) and (b). 1071 59 See 21 CFR 211.170(b). 1072 60 See 21 CFR 211.170(b). Active ingredient samples generally must be kept for 1 year after the expiration date for 1073 the last lot of the combination product containing the active ingredient. See 21 CFR 211.170(a). 1074 61 See 21 CFR 211.170(a). 1075
28
Contains Nonbinding Recommendations 1076 Draft — Not for Implementation 1077
C. Combination products that include biological products and HCT/Ps 1078
In addition to all other CGMP requirements applicable to the combination product under 1079
21 CFR 4.3 and 4.4, a manufacturer of a combination product that contains a biological product 1080
or an HCT/P must comply with the requirements that would apply to the biological product or 1081
HCT/P if it were not part of a combination product. 1082
1. Complying with CGMP requirements for biological products 1083
It is important to remember that a biological product is also by definition a drug or a 1084
device. Accordingly, in addition to the requirements in 21 CFR parts 600 through 680, a 1085
biological product is always either subject to the drug CGMPs or the QS regulation, regardless of 1086
whether the biological product is a constituent part of a combination product. The CGMP 1087
requirements for biological products in 21 CFR parts 600 through 680 augment the drug CGMPs 1088
and QS regulation to ensure adequate consideration of issues for biological products. The CGMP 1089
requirements for biological products in 21 CFR parts 600 through 680 address the particular 1090
challenges biological products pose, including challenges arising from their relative complexity. 1091
For biological products, consistency of manufacturing procedures can, in fact, be a primary 1092
means by which to ensure the safety, purity, and potency of the product. 1093
The CGMP requirements for biological products in 21 CFR parts 600 through 680 1094
augment the drug and device CGMPs and must be satisfied if a combination product includes a 1095
biological product constituent part. However, as noted in the preamble to the final rule, many 1096
requirements in parts 600 through 680 are applicable only to certain types of biological products. 1097
For example, while part 600 facially addresses biological products in general, only products 1098
manufactured using a spore-forming microorganism would be subject to 21 CFR 600.11(e)(3) 1099
(Work with Spore-forming microorganisms). Similarly, only blood and blood components are 1100
subject to the CGMP requirements for such products under part 606. In addition, the CGMP 1101
requirements for biological products applicable to a given product can vary based on product-1102
specific considerations. 1103
In short, the specific requirements in 21 CFR parts 600 through 680 that must be met to 1104
comply with 21 CFR 4.3 and 4.4(c) for a particular combination product that includes a 1105
biological product constituent part will depend on the type of biological product it includes. The 1106
agency welcomes the opportunity to discuss these requirements with manufacturers to ensure 1107
sound, effective CGMP operating systems. If manufacturers have questions regarding these 1108
requirements, they may contact the lead center for the combination product, as well as OCP as 1109
needed, for assistance. 1110
29
Contains Nonbinding Recommendations 1111 Draft — Not for Implementation 1112
2. Complying with CGMPs for HCT/Ps 1113
An HCT/P that is not regulated solely under section 361 of the PHS Act is also regulated 1114
as a drug, device, and/or biological product.62
As explained in the preamble to the final rule, the 1115
drug CGMPs, QS regulation, and the requirements in 21 CFR parts 600 through 680 may apply 1116
to an HCT/P depending on whether the product is regulated as a drug, device, or biological 1117
product.63
The current CGTPs, including donor eligibility requirements for HCT/Ps in part 1118
1271, apply to a combination product that includes an HCT/P. 1119
These CGMPs and the CGTPs supplement one another for such products and do not 1120
supersede each other unless the regulation specifically provides otherwise. In the event that a 1121
regulation in 21 CFR part 1271 is in conflict with a requirement in 21 CFR parts 210, 211, 600 1122
through 680, or 820, the regulations more specifically applicable to the product in question will 1123
supersede the more general.64
1124
The requirements for the manufacture of HCT/Ps under part 1271 are designed to prevent 1125
the introduction, transmission, and spread of communicable diseases, and thereby are essential to 1126
protecting the public health. However, requirements under some sections of part 1271 overlap 1127
with the requirements under the drug CGMPs and the QS regulation. The agency has addressed 1128
these overlaps in part 1271 and in the Guidance for Industry on Current Good Tissue Practice 1129
(CGTP) and Additional Requirements for Manufacturers of Human Cells, Tissues, and Cellular 1130
and Tissue-Based Products (HCT/Ps) (CGTP Guidance). 1131
21 CFR 1271.150(d) explains, in part, that for HCT/Ps regulated as biological products, 1132
drugs or devices, the procedures contained in subpart D and in subpart C of part 1271 and the 1133
procedures contained in 21 CFR parts 210, 211, and 820, supplement one another. As a 1134
consequence, compliance with certain provisions of 21 CFR part 211 or 820 may also constitute 1135
partial or complete compliance with certain provisions of 21 CFR part 1271. However, for 1136
certain CGTP requirements, the CGTP requirements would require additional manufacturing 1137
practices because the CGTP requirements would not be partly or completely covered by a 1138
corresponding CGMP or QS regulation requiring the same practice. Accordingly, the 1139
adjustments that might need to be made to an existing CGMP operating system to be fully 1140
compliant with the 21 CFR part 1271 CGTP requirements for a combination product that 1141
includes an HCT/P may differ if the system being augmented is a drug manufacturing system 1142
62 The HCT/P regulations at part 1271 distinguish between HCT/Ps regulated solely under section 361 of the PHS 1143 Act (42 U.S.C. 264) and those that are also regulated as drugs, devices, and/or biological products. Section 1271.10 1144 provides that an HCT/P that is more than minimally manipulated or that is combined with another article (other than 1145 water, crystalloids, or a sterilizing, preserving, or storage agent) does not meet the criteria for regulation solely under 1146 section 361 of the PHS Act. Refer to 21 CFR 3.2(e), 1271.10, 1271.15, and 1271.20, to determine whether an HCT/P 1147 is regulated as a drug, device, or biological product constituent part of a combination product or is excepted from the 1148 requirements in part 1271. 1149 63 See 78 FR 4317. 1150 64 See 21 CFR 1271.150(d). Also see the Guidance for Industry on Current Good Tissue Practice (CGTP) and 1151 Additional Requirements for Manufacturers of Human Cells, Tissues, and Cellular and Tissue-Based Products 1152 (HCT/Ps) (December 2011). 1153
30
Contains Nonbinding Recommendations 1154 Draft — Not for Implementation 1155
under 21 CFR part 211, a device manufacturing system under 21 CFR part 820, or a combination 1156
product manufacturing system that demonstrates compliance with 21 CFR part 211 and 21 CFR 1157
part 820 in accordance with 21 CFR 4.4(a)(1), 4.4(b)(1), or 4.4(b)(2). 1158
For further information, see the CGTP Guidance. FDA understands the complexity of 1159
manufacturing considerations and duties for combination products that contain an HCT/P that is 1160
a biological product (or drug or device) constituent part. Accordingly, the agency encourage 1161
manufacturers to contact the lead center for your product, or OCP as needed, if manufacturers 1162
have questions about how to comply with CGMP requirements for their particular product. 1163
V. Application of CGMP requirements to specific types of 1164
combination products 1165
The hypothetical scenarios addressed in this section focus on three types of combination 1166
products. While each of these types of combination products is subject both to the drug CGMPs 1167
and to the QS regulation, each example is used to focus on specific CGMP considerations 1168
relating to CGMP provisions specified in 21 CFR 4.4(b). Specifically: 1169
Section A, a prefilled syringe example, focuses on how to comply with the QS regulation 1170
provisions specified in 21 CFR 4.4(b)(1) if a manufacturer adopts a drug CGMP-based 1171
streamlining approach for its CGMP operating system (by demonstrating compliance with 1172
the drug CGMPs and with the specified provisions from the QS regulation). 1173
Section B, a drug-coated mesh example, focuses on specific provisions of the QS 1174
regulation specified in 21 CFR 4.4(b)(1) to highlight some additional issues not raised in 1175
the prefilled syringe scenario. 1176
Section C, a drug-eluting stent (DES) example, focuses on how to comply with the drug 1177
CGMP provisions specified in 21 CFR 4.4(b)(2) if a manufacturer adopts a QS 1178
regulation-based streamlining approach for its CGMP operating system (demonstrating 1179
compliance with the QS regulation and the specified provisions from the drug CGMPs). 1180
This discussion is intended to highlight only certain issues that a combination product 1181
might raise, and considerations for addressing them, relating to the CGMP provisions specified 1182
in 21 CFR 4.4(b). This discussion is not intended to reflect a complete analysis of the CGMP 1183
issues that need to be addressed for such products, whether under the specific CGMP provisions 1184
discussed or any other CGMP requirements also applicable to such products. In addition, 1185
specific products may raise distinct issues that are not taken into account in the hypothetical 1186
scenarios presented below. If manufacturers have specific questions relating to their particular 1187
products, the agency recommends that they contact the lead center for the product, as well as 1188
OCP as needed, for assistance. 1189
31
Contains Nonbinding Recommendations 1190 Draft — Not for Implementation 1191
A. Prefilled syringe 1192
1. Scenario Description 1193
A drug manufacturer (Manufacturer A) plans to sell a drug in a prefilled syringe 1194
presentation. Manufacturer A already has marketing approval for the drug product and would 1195
apply for the marketing approval for this prefilled syringe presentation. No other changes to the 1196
drug will be made. Manufacturer A will buy off-the-shelf syringe components from a supplier 1197
(Manufacturer B) who also manufactures finished syringes using the same components. 1198
Manufacturer A will assemble the syringe components, prefill the syringe at a facility it 1199
operates, and then package, label, and distribute the prefilled syringe from this facility. 1200
Manufacturer A’s facility has an existing drug CGMP operating system. As the prefilled 1201
syringe is a single-entity combination product under 21 CFR 3.2(e)(1), Manufacturer A must 1202
demonstrate compliance with both the drug CGMPs and device QS regulation.65
To do so, 1203
Manufacturer A opts to establish a CGMP operating system using the drug CGMP-based 1204
streamlining approach in accordance with 21 CFR 4.4(b)(1). While Manufacturer A must ensure 1205
that its operating system fully complies with the drug CGMPs for this product, taking into 1206
account all of the issues raised by inclusion of the device constituent part, this example focuses 1207
on considerations for demonstrating compliance with the provisions from the QS regulation 1208
specified in 21 CFR 4.4(b)(1). 1209
2. Compliance with QS regulation requirements 1210
Having chosen to use the drug CGMP-based streamlining approach, under 21 CFR 1211
4.4(b)(1), in addition to demonstrating compliance with the drug CGMPs, Manufacturer A must 1212
comply with the applicable specified provisions of the Quality System (QS) regulation as 1213
discussed below. For each such provision, this discussion offers exemplary considerations and 1214
activities for the combination product manufacturer to meet the QS regulation requirements. 1215
a) 820.20, Management Responsibility 1216
While 21 CFR 211.22, 211.25, and 211.180 establish requirements relevant to 1217
management responsibility, Manufacturer A must ensure that its CGMP operating system 1218
demonstrates compliance with the specific requirements in 21 CFR 820.20 (discussed in greater 1219
detail in section IV.A.1). 1220
Manufacturer A should, for example, review its existing CGMP operating system to 1221
determine how to demonstrate compliance with these requirements. Management with executive 1222
responsibility for Manufacturer A should review the facility’s quality policy and develop and 1223
implement appropriate oversight procedures, if such procedures are not already in place, to 1224
ensure both the policy and oversight are adequate. The oversight procedures should include 1225
65 See 21 CFR 4.4. 1226
32
Contains Nonbinding Recommendations 1227 Draft — Not for Implementation 1228
clear delineation of the personnel to whom management with executive responsibility is 1229
delegating responsibility for implementing the quality policy (including translation into 1230
methods and procedures) and for implementation of the CGMP operating system for this 1231
product at the facility. 1232
b) 820.30, Design Controls 1233
Manufacturer A is responsible for establishing and maintaining procedures for design 1234
control activities for the combination product. In this scenario, Manufacturer A is the product 1235
sponsor and is manufacturing the prefilled syringe. Accordingly, Manufacturer A is responsible 1236
for the design control activities for the syringe as part of the combination product, as well as for 1237
the combination product. However, Manufacturer A is buying the syringe components from 1238
Manufacturer B, another manufacturer, which uses the same components to manufacture finished 1239
syringes. As a result, Manufacturer A may be able to leverage syringe-specific design control 1240
activities, procedures, and documentation from the design controls Manufacturer B uses for its 1241
finished syringes. Because no changes are to be made to the drug other than being prefilled into 1242
the syringe, design considerations for the drug should serve as inputs for controlling the design of 1243
the syringe to ensure its design reflects adequate consideration of the drug’s characteristics, as 1244
indicated below. 1245
i. Design inputs and outputs 1246
The table below includes illustrative examples of design inputs and user needs and 1247
related design outputs for this prefilled syringe. 1248
Design Input/User Needs Design Output
Required minimum/maximum
delivery dose for drug
Drawing/specification for syringe
minimum/maximum volume
Drug viscosity and
desired/required delivery rate
Drawing/specification for needle
bore, glide force, for example
Expected use condition (e.g., expected
user experience/education level)
Content, reading level, for example,
for the prefilled syringe’s labeling
Maximum allowable temperature of
drug
Packaging/labeling specifications for
the prefilled syringe
No degradation of drug or syringe
over the expected shelf-life as a
result of contact with one another
Specifications for drug-contacting
syringe materials
Expected shipping method and
appropriate storage conditions
Design drawings/specifications for
primary and secondary packaging
Drug delivery method (e.g., needle
or needleless delivery)
Drawing/specification for needle and/or
other associated syringe components
33
Contains Nonbinding Recommendations 1249 Draft — Not for Implementation 1250
ii. Design verification and validation 1251
Once Manufacturer A has established design outputs for all design inputs, it must 1252
perform design verification and validation activities to ensure that the combination product 1253
meets design input requirements, including user needs and intended uses.66
Examples of 1254
appropriate testing of the prefilled syringe include: bench testing of the delivery of the drug 1255
from the syringe to ensure repeatable and accurate drug delivery; shock and vibration testing of 1256
the packaged prefilled syringe to ensure no damage or loss of integrity in shipping; validation 1257
that expected users can adequately follow the instructions for use; other human factors studies; 1258
biocompatibility testing; drug and syringe compatibility studies; leachables and extractables 1259
testing; and verification that the prefilled syringe works with all expected delivery methods 1260
(i.e., needle, needleless). These activities would be documented in the design history file 1261
pursuant to 21 CFR 820.30(j) and would be subject to design change and review requirements 1262
pursuant to 21 CFR 820.30(e and (i). 1263
iii. Risk Analysis 1264
Under the risk analysis requirement of 21 CFR 820.30(g), Manufacturer A must identify 1265
risks associated with the prefilled syringe design, its manufacturing processes and intended 1266
uses, and reduce or mitigate any unacceptable risk(s). The table below lists some potential risks 1267
associated with prefilled syringes and potential mitigations for these risks. 1268
Risk Mitigation
Syringe filled with incorrect drug dose In-process acceptance testing,
process validation
Loss of sterility Container/closure integrity testing,
packaging validation/testing
Drug contamination from materials
contained in syringe
Purchasing controls (including
receiving acceptance activities with
syringe component manufacturer), in-
process and finished product testing to
ensure no introduction of
contaminants during manufacture and
over the product shelf-life
Syringe failure during use Design verification testing on syringe,
purchasing controls over syringe
component manufacturer 1269
66 See 21 CFR 820.30(f) and (g). 1270
34
Contains Nonbinding Recommendations 1271 Draft — Not for Implementation 1272
iv. Design changes 1273
Manufacturer A must also have procedures in place to ensure that any changes to design 1274
requirements are identified, documented, validated and/or verified, reviewed, and approved prior 1275
to implementation in accordance with 21 CFR 820.30(i). Activities should include review of the 1276
original risk analysis, review and approval of the revised design inputs and outputs, and review 1277
and approval of the design change. For example, before changing the material used in the 1278
syringe that comes into contact with the drug, Manufacturer A should repeat verification 1279
activities that were originally performed to ensure that no degradation of the drug or device 1280
performance characteristics will occur before the expiration date for the combination product as 1281
a result of the change of materials. All of this information would need to become a part of the 1282
design history file in accordance with 21 CFR 820.30(j). 1283
c) 820.50, Purchasing Controls 1284
Manufacturer A is required to control its purchasing activities for the syringe components 1285
in accordance with 21 CFR 820.50. 1286
For example, if the syringe barrel and plunger material is critical to ensuring that there is 1287
no adverse reaction with the drug, Manufacturer A should structure purchasing agreements with 1288
Manufacturer B to ensure that Manufacturer A is notified of any changes in design or materials 1289
for any components prior to implementation. In addition, because the device constituent part 1290
(syringe) is also a container/closure for the drug, Manufacturer A must perform acceptance 1291
testing of the syringe components in accordance with 21 CFR 211.84. Similarly, if Manufacturer 1292
A uses an outside facility for terminal sterilization of the prefilled syringe, for example, 1293
Manufacturer A must also have appropriate controls over that sterilization service provider in 1294
accordance with section 820.50. 1295
d) 820.100, Corrective and Preventive Actions 1296
Manufacturer A is required to establish and maintain CAPA procedures related to the 1297
combination product as discussed above in section IV.A.4. Following are two examples of 1298
issues that might arise and exemplary steps for addressing them. 1299
Example 1: Manufacturer A has implemented in-process manufacturing verifications that 1300
the syringe is being filled with the correct drug dose, and the data from this process are analyzed 1301
for potential nonconformities. Manufacturer A notes an increase in nonconformities relating to 1302
the volume of drug being placed in the syringe and in turn opens a CAPA to investigate the 1303
problem. Upon investigation of the cause of the improper fill volume, Manufacturer A 1304
determines that maintenance procedures on the filling equipment are the cause of the incorrect fill 1305
volume. These procedures are updated, and verification testing performed to confirm that the 1306
changes correct the problem. 1307
35
Contains Nonbinding Recommendations 1308 Draft — Not for Implementation 1309
Example 2: Manufacturer A begins receiving an increased number of customer 1310
complaints related to holes or damage to the syringe sterile package and opens a CAPA to 1311
investigate the issue. The CAPA reveals that Manufacturer B has made changes to a syringe 1312
component such that there are sharp edges that can damage the sterile pouch during shipping. 1313
Manufacturer A works with Manufacturer B to eliminate the sharp edge or finds a new supplier. 1314
Manufacturer A also augments purchasing specifications and acceptance test steps to perform 1315
visual inspection of the syringe components. Manufacturer A repeats related design verification 1316
testing to ensure that the new syringe meets all design requirements and does not result in pouch 1317
damage during shipping. 1318
e) 820.170, Installation and 820.200, Servicing 1319
Installation and servicing requirements would not apply to the prefilled syringe because 1320
the product does not require installation or servicing activities. 1321
B. Drug-coated mesh 1322
1. Scenario Description 1323
Manufacturer A plans to sell a synthetic surgical mesh coated with a drug. Manufacturer 1324
A has a marketing authorization to sell the uncoated mesh. Manufacturer A wants to coat the 1325
mesh with the drug to treat infection at the site of the product’s implantation. Manufacturer B 1326
has an approval to market the drug for local administration treat infection at the site of 1327
implantation of this class of device, but not in a formulation suitable for coating onto the mesh. 1328
Manufacturer A has established a business relationship with Manufacturer B to use the drug and 1329
develop the data needed to support Manufacturer A’s marketing authorization for the coated 1330
mesh. Manufacturer B will manufacture the drug formulation for spraying onto the mesh, and 1331
Manufacturer A will manufacture the finished drug-coated mesh combination product. 1332
2. Compliance with QS regulation requirements 1333
The coated mesh product is a single-entity combination product under 21 CFR 3.2(e)(1). 1334
Manufacturer A is subject both to the drug CGMPs and the QS regulation for this combination 1335
product. Therefore, Manufacturer A must ensure that its CGMP operating system complies with 1336
both the QS regulation and drug CGMPs, in accordance with one of the approaches permitted 1337
under 21 CFR 4.4, taking into account all of the issues raised by inclusion of the drug constituent 1338
part. This discussion, however, focuses on design control and purchasing control considerations 1339
arising from inclusion of the drug constituent part in the product. 1340
a) 820.30, Design Controls 1341
All of the design control activities required by 21 CFR 820.30, as summarized in IV.A.2 1342
above, must be addressed in the design history file for the drug-coated mesh. Design control 1343
considerations likely would be addressed as part of premarket review of this combination 1344
product (e.g., regarding the suitability of the drug formulation and the compatibility of the mesh 1345
with the drug). Accordingly, much of the information that needs to be included in the design 1346
36
Contains Nonbinding Recommendations 1347 Draft — Not for Implementation 1348
history file would be developed and submitted as part of the premarket review process. 1349
Manufacturer A may opt to incorporate such information by cross-reference to such premarket 1350
submissions. Whatever approach Manufacturer A selects must ensure that all required design 1351
history information is readily available to FDA for review. 1352
The design history file for the surgical mesh must include design input, output, 1353
verification and validation data, and the results of design reviews for the combination product. 1354
In developing the design controls related to the drug constituent part, Manufacturer A may rely 1355
on the safety, efficacy, quality and in situ dose data for the drug as marketed. These existing 1356
data that supported approval of the drug would be available as a reference for the combination 1357
product design history file to enable development of design inputs for the drug constituent part 1358
and the combination product as a whole, and otherwise facilitate its development process. 1359
A focus of the design control process for the drug constituent part of the combination 1360
product is to ensure that the drug-coated mesh will be safe and effective for treating infection 1361
at the site of implantation. Accordingly, if the necessary dose of the drug for effective 1362
prevention of infection, for example, is already known, it would be an input (if the precise dose 1363
is not yet known, then an input would be that the product elute a safe and effective dose); 1364
design outputs and validation and verification would need to be established to ensure that this 1365
required dose is provided when the drug elutes from the mesh.67
In addition, risk analysis must 1366
be conducted to identify any risks associated with the design, manufacturing, and use of the 1367
mesh.68
Also, mitigation measures should be identified and performed to address any identified 1368
risks. Design reviews should incorporate these and other related design considerations for the 1369
product and relevant personnel with expertise in both the drug- and device-specific issues (as 1370
well as an individual independent from the design stage being reviewed). The transfer of the 1371
product design into production specifications should incorporate all important aspects of the 1372
drug constituent part for use in the combination product. 1373
i. Design inputs and outputs 1374
The table below includes illustrative examples of design inputs, including user needs, and 1375
related design outputs that may need to be considered in light of the inclusion of the drug 1376
constituent part. 1377
67 See 21 CFR 820.30(d), (f), and (g). 1378 68 See 21 CFR 820.30(g). 1379
37
Contains Nonbinding Recommendations 1380 Draft — Not for Implementation 1381
Design Input/User Needs Design Output
Required delivery dose and delivery
rate for the drug
Drug formulation and concentration,
coating thickness, uniformity of
coating, manufacturing process
requirements, allowable storage
conditions, drug delivery rate
Expected use condition (e.g.,
anatomical location of use, surgical
technique)
Labeling (instructions for use),
Material/drug composition to ensure no
damage to mesh or coating during
surgical placement
Maximum allowable temperature
during transportation, handling, and
storage for the combination product
Packaging/labeling specifications for
the combination product
No unacceptable degradation of the drug over the expected shelf-life
Specifications for the drug-contacting materials, shelf-life labeling
No degradation of the surgical mesh
over the expected shelf-life
Specifications for mesh material and
drug formulation, shelf-life labeling 1382
ii. Design verification and validation 1383
Several examples of design verification and validation activities are described below: 1384
- One intended use is that the drug-coated mesh will reduce infections. Manufacturer A 1385
must perform a clinical trial (design validation) to ensure that the drug, when 1386
combined with the mesh, is effective in preventing infection and does not raise safety 1387
concerns.69
Design outputs from this study would include the drug concentration in 1388
the coating formulation to be specified in purchasing controls over Manufacturer B 1389
and the coating thickness as specified in process controls over the application of the 1390
coating by Manufacturer A. 1391
A user need is that a physician be able to use the mesh product as labeled without 1392
damaging the drug coating or the mesh material. Manufacturer A would also have to 1393
verify that the mechanical properties of the coated mesh are such that the product can 1394
withstand the stresses anticipated during the surgical procedure and still perform as 1395
intended.70
The results would be used to define and develop the design outputs for the 1396
product, including final instructions for use, as well as mechanical product 1397
specifications and related in-process acceptance testing criteria.1398
Another input to the design process is that the product has a shelf-life consistent with 1399
the stability of the drug formulation and the mesh. Manufacturer A would perform1400
69 See 21 CFR 820.30(g). 1401 70 See 21 CFR 820.30(f). 1402
38
Contains Nonbinding Recommendations 1403 Draft — Not for Implementation 1404
design verification testing such as bench testing after accelerated aging to confirm that 1405
the critical performance properties of the mesh material are not degraded during 1406
storage or as a result of contact with the drug coating and stability studies71
to ensure 1407
that the properties of the drug are not degraded over the expected shelf life. The 1408
design outputs arising from this process would include the labeled expiration date and 1409
storage conditions of the combination product and packaging design specifications. 1410
iii. Risk analysis and mitigation 1411
The table below lists some potential risks associated with a surgical mesh coated with 1412
a drug, and potential mitigations for these risks. 1413
Risk Mitigation
Drug concentration in coating not
sufficient to treat infection (e.g.,
due to insufficient thickness,
inappropriate delivery rate, or
non-uniformity of coating)
In-process acceptance testing,
process validation
Mesh erodes or drug degrades
during use or storage
Design verification testing (bench), clinical
testing, labeling (instructions for use),
purchasing controls over drug supplier,
specifications and other process controls 1414
b) 820.50, Purchasing Controls 1415
Manufacturer A may already have established procedures for controlling 1416
purchasing/supplier activities pursuant to 21 CFR 820.50. Manufacturer A must ensure that 1417
appropriate purchasing controls for Manufacturer B are established and maintained. In particular, 1418
based on the risk associated with the drug and supplier, Manufacturer A must evaluate 1419
Manufacturer B as a potential supplier of the drug and establish the type and extent of control to 1420
be exercised over Manufacturer B as a selected supplier.72
1421
Purchasing controls (and acceptance activities under 21 CFR part 211) should focus on 1422
ensuring that Manufacturer B can supply the drug that meets the specifications that Manufacturer 1423
A has established during the design control process. Manufacturer A should establish purchasing 1424
agreements with Manufacturer B to ensure that Manufacturer A is notified of any changes that 1425
may affect the performance of the combination product prior to their implementation. The 1426
notifications should address issues including changes to the composition, manufacturing process 1427
or facility, or design of the drug component. 1428
Such proposed changes may require that Manufacturer A complete additional design 1429
verification and/or validation. For example, verification testing may be necessary to confirm that 1430
71 See the Guidance for Industry on Q1A(R2) Stability Testing of New Drug Substances and Products (November 1431 2003). 1432 72 See 21 CFR 820.50(a)(2). 1433
39
Contains Nonbinding Recommendations 1434 Draft — Not for Implementation 1435
the purity and stability of the drug is maintained, pursuant to the requirements of section 1436
820.30(i)73
1437
C. Drug Eluting Stent (DES) 1438
1. Scenario Description 1439
In this scenario, Manufacturer A is the sponsor and manufacturer for a drug-eluting stent 1440
(DES) composed of a stent coated with a drug. Manufacturer B manufactures the active 1441
pharmaceutical ingredient (API or bulk drug substance), Manufacturer C manufactures a 1442
polymer with which the bulk drug substance will be combined for coating onto the stent, and 1443
Manufacturer D manufactures the materials used for the product’s packaging. Manufacturer A 1444
purchases the bulk drug substance from Manufacturer B and the polymer from Manufacturer C, 1445
then formulates the drug coating solution and uses it to coat the stent in its own facility. At the 1446
same facility, Manufacturer A packages the DES using the primary packaging materials it 1447
purchases from Manufacturer D. 1448
2. Compliance with drug CGMP requirements 1449
The DES is a single-entity combination product as defined in 21 CFR 3.2(e)(1) and, 1450
therefore, is subject to both the drug CGMPs and device QS regulation. As a device 1451
manufacturer, Manufacturer A already has a CGMP operating system designed to comply with 1452
the QS regulation and has elected to establish a QS regulation-based CGMP operating system for 1453
the DES in accordance with 21 CFR 4.4(b)(2). While Manufacturer A must ensure that this 1454
operating system complies with the QS regulation, taking into account all of the issues raised by 1455
inclusion of the drug constituent part, this example focuses on considerations for complying with 1456
the drug CGMP provisions specified in 21 CFR 4.4(b)(2).74
1457
a) 21 CFR 211.84, Testing and approval or rejection of components, drug product 1458
containers, and closures 1459
As part of its existing CGMP operating system, Manufacturer A has already implemented 1460
21 CFR 820.30, 820.50, 820.80, and 820.86. Accordingly, Manufacturer A has controls in place 1461
to evaluate suppliers, contractors, and consultants based on their ability to meet quality and 1462
specified requirements. Manufacturer A’s purchasing controls for the DES must include 1463
evaluation of Manufacturer B as the supplier of the bulk drug substance, Manufacturer C as the 1464
supplier of the polymer for the coating, and Manufacturer D as the supplier of the packaging 1465
materials in conformance with 21 CFR 820.50(a)(1). Supplier approval should include an 1466
evaluation that provides adequate evidence (e.g., past quality history) that the entity can 1467
consistently provide material meeting specifications. In addition, under its CGMP operating 1468
system for the facility, Manufacturer A has controls to identify the acceptance status of 1469
73 As the sponsor for the drug-coated mesh, Manufacturer A would also have postmarket duties to notify the agency of 1470 such changes and, in some cases, to obtain agency approval of the change depending on the nature of the change. 1471 74 Control of the device constituent part (i.e., the bare stent) would be undertaken in accordance with the QS 1472 regulation. 1473
4 0
Contains Nonbinding Recommendations 1474 Draft — Not for Implementation 1475
manufactured products. Manufacturer A’s duties under 21 CFR 211.84 relate to these various 1476
obligations and controls arising from the QS regulation. Under 21 CFR 4.4(b)(2), Manufacturer 1477
A must augment its existing CGMP operating system as needed to satisfy the requirements of 21 1478
CFR 211.84 for the DES. 1479
In accordance with 21 CFR 211.84, the bulk drug substance, polymer, and packaging 1480
materials supplied by manufacturers B, C, and D must be sampled, tested, or examined, as 1481
appropriate, by Manufacturer A to determine if they should be approved or rejected for use. 1482
Each lot of these incoming materials must be withheld from use until it is determined that it 1483
meets appropriate written specifications of identity, strength, quality, and purity and related 1484
tests, under 21 CFR 211.84. Designated areas for disposition and sampling of components and 1485
materials should be controlled to ensure that all incoming lots are evaluated and not 1486
contaminated. Representative samples from each lot must be taken in accordance with 21 CFR 1487
211.84(b) and (c) to make a determination of the quality of the lot. 1488
The packaging materials should be visually inspected to ensure the correct, specified 1489
materials have been received from Manufacturer D. The bulk drug substance and polymer each 1490
must be tested by Manufacturer A for conformity with all appropriate written specifications for 1491
purity and quality, and for strength of the bulk drug substance, unless a report of analysis is 1492
appropriately relied on (as described in the paragraph below).75
Samples used for testing must 1493
be representative of the lot of material being assessed.76
Sampling methods should specify the 1494
number of containers to be sampled, which part of the container to sample, and the amount of 1495
material to be taken from each container. The number of containers to sample and the sample 1496
size should be based on a statistically valid sampling plan that takes into consideration the 1497
material type, degree of precision required, material variability, past quality history of the 1498
supplier, and the quantity needed for analysis. Sampling should be conducted at defined 1499
locations and by procedures designed to prevent contamination of the material sampled and 1500
contamination of other materials. 1501
Under certain circumstances, Manufacturer A may rely on a report of analysis from a 1502
supplier in lieu of conducting some of its own testing. If, for example, Manufacturer B performs 1503
conformity testing for the bulk drug substance (testing to ensure the material meets appropriate 1504
purity, strength, and quality specifications) just prior to the shipment of material to Manufacturer 1505
A, then a report of analysis may be accepted by Manufacturer A in lieu of testing for these 1506
characteristics by Manufacturer A, if certain conditions are met. Specifically, Manufacturer A is 1507
still responsible for the performance of at least one specific identity test upon receipt of a lot of 1508
the bulk drug substance, even if a comprehensive report of analysis accompanies the lot. 1509
Reliance on reports of analyses is also contingent on Manufacturer A establishing the reliability 1510
of the supplier’s analyses through appropriate validation of the test results at appropriate 1511
intervals.77
The supplier can be evaluated through initial purchasing controls and at suitable, 1512
subsequent intervals. A similar analysis would apply if Manufacturer C were to conduct 1513
conformity testing for the polymer it supplies to Manufacturer A. 1514
75 See 21 CFR 211.84(d)(2). 1515 76 See 21 CFR 211.84(b). 1516 77 See 21 CFR 211.84(d)(2). 1517
41
Contains Nonbinding Recommendations 1518 Draft — Not for Implementation 1519
Incoming testing by Manufacturer A (and receipt of a report of analysis with respect to 1520
the materials obtained from Manufacturer B, C, or D if tested by them) must occur prior to 1521
formulation at Manufacturer A of the finished DES.78
Due to the nature and intended use of 1522
sterile drug eluting stents, testing must include microbiological testing of the bulk drug substance 1523
and polymer.79
1524
b) 21 CFR 211.103, Calculation of yield 1525
Manufacturer A is responsible for the calculation of yield at appropriate phases throughout 1526
the entire manufacturing process of the drug constituent part, including its application to the DES, 1527
and the packaging of the DES. The calculation of yield should be determined during appropriate 1528
steps in the manufacturing process, including the formulation of the drug constituent part and 1529
polymer prior to and after the coating of the stent. The formula used and the data generated for the 1530
calculation should be maintained in a manufacturing and/or production record. 1531
c) 21 CFR 211.132, Tamper-evident packaging requirements for over-the-counter 1532
(OTC) human drug products 1533
This regulatory requirement is not applicable to drug-eluting stents, as they are not OTC 1534
products. 1535
d) 21 CFR 211.137, Expiration dating 1536
As the manufacturer of the combination product, Manufacturer A is responsible for 1537
establishing the expiration date on the labeling of the finished combination product. The 1538
expiration date must be established based on the data from the stability studies on the finished 1539
packaged DES and should also take into account other shelf-life considerations as required under 1540
design control. These considerations include the functionality of the stent and polymer and the 1541
integrity of the coating and the packaging.80
1542
e) 21 CFR 211.165, Testing and release for distribution 1543
Manufacturer A must test each batch of the finished combination product to determine 1544
conformance with final written specifications of the product. A detailed listing of all the tests 1545
performed on the DES and the acceptance criteria should be incorporated into the documentation 1546
for the manufacturing, production, and laboratory systems. A description of each analytical test 1547
should be developed and documented in standard operating procedures. A general list of tests for 1548
drug-eluting stents is provided below. Additional information on drug-eluting stents is provided 1549
in the draft Guidance for Industry on Coronary Drug-Eluting Stents–Nonclinical and Clinical 1550
Studies –(March 2008).81
1551
78 See 21 CFR 211.84(a). 1552 79 See 21 CFR 211.84(c)(3) and (d)(6). 1553 80 See 21 CFR 211.137(a) and (b). 1554 81 When finalized, this guidance will represent FDA’s current thinking on DES. 1555
42
1556
Contains Nonbinding Recommendations 1557 Draft — Not for Implementation 1558
Appearance 1559
Identification 1560
Assay 1561
Impurities and Degradation Products 1562
Content Uniformity 1563
Drug Release Rate (immediate and/or extended release rates) 1564
Package Integrity and Sterility 1565
Endotoxins 1566
Particulate Matter 1567
Additional Testing, when applicable (including testing for polymer molecular weight, 1568
residual monomers, catalysts, and other additives) 1569
f) 21 CFR 211.166, Stability testing 1570
Stability testing for the final DES product should address the following considerations: 1571
appearance, assay/drug content, impurities/degradation products, rate of drug release, particulate 1572
matter, sterility, and package integrity. Methods used for batch release under 21 CFR 211.165 1573
may also be suitable for stability testing. Analytical procedures for stability testing should be 1574
fully validated as suitable to demonstrate stability. 1575
g) 21 CFR 211.167, Special testing requirements 1576
Manufacturer A must conduct or contract to conduct conformity testing of the DES in 1577
accordance with 21 CFR 211.167(a) because this class of product is purported to be sterile and 1578
pyrogen-free. In addition, testing in accordance with 21 CFR 211.167(c) must be conducted 1579
because the DES constitutes a controlled-release dosage form. 1580
h) 21 CFR 211.170, Reserve samples 1581
Manufacturer A must maintain reserve samples representative of each lot of the bulk 1582
drug substance used in the combination product and of each lot or batch of the finished 1583
packaged DES.82
Reserve samples must consist of at least twice the quantity necessary to 1584
perform all tests required for the bulk drug substance and the finished DES, excluding sterility 1585
and pyrogen testing.83
The reserve samples must be kept for the time periods required by 21 1586
CFR 211.170. The samples of the bulk drug substance should be kept for 1 year past the 1587
expiration date of the last lot of finished drug-eluting stents to use that lot of the bulk drug 1588
substance.84
The samples for each lot of the finished DES must be kept for 1 year after the 1589
expiration date for the product.85
1590
82 See 21 CFR 211.170(a) and (b). 1591 83 See 21 CFR 211.170(a) and (b). 1592 84 See 21 CFR 211.170(a)(1). 1593 85 See 21 CFR 211.170(b)(1). 1594
43
Contains Nonbinding Recommendations 1595 Draft — Not for Implementation 1596
VI. Contact Us 1597
If you have questions regarding compliance with CGMP requirements for combination 1598
products after reviewing this guidance and the other guidance documents cited in this 1599
document, we encourage you to contact us. We recommend you contact the lead center for your 1600
product in the first instance. However, you may also contact OCP for assistance. Below are 1601
contact points for each center and OCP. 1602
1. CBER 1603
Mail: Office of Communication, Outreach and Development (OCOD) 1604