ADVANCED NDE SYSTEMS FOR FLEXIBLE OPERATION AND MAINTENANCE OF GAS TURBINE COMPONENTS
Paul J. Zombo, Robert E. Shannon
Siemens Power Generation, Inc. – 4400 N. Alafaya Trail, Orlando, FL 32826 ABSTRACT Hot section parts in today’s gas turbines have to withstand extreme thermal and mechanical loads and management of their inspection and replacement cycles requires effective use of advanced nondestructive evaluation (NDE) and monitoring technologies. Lower temperature rotating and critical stationary parts, designed for the full life of the unit, also require effective use of NDE technologies to provide opportunities to extend unit life. To assure long component life and highest quality of these parts, a broad spectrum of NDE technologies are used in manufacturing and service. Siemens maintains a strong pursuit for the development of new and advanced NDE technologies: Examples include fast and full field inspections allow for an inspection of performance critical areas of the parts, including coating condition and through-coating measurements to speed up inspections. Modern imaging methods are being increasingly employed side-by-side with high-accuracy measurements of critical material parameters as advanced NDE methods. This presentation will provide an overview of advanced NDE systems recently brought into production and service operations at Siemens Power Generation with examples such as active thermography, advanced optical equipment, and on-line monitoring systems. The use of these and other advanced NDE technologies will be summarized in a strategy for assessing the condition of critical components and overall improvement in flexible gas turbine operations and effective planning for service activities. INTRODUCTION In addition to the goals described in the abstract, a high priority aspect of our advanced nondestructive evaluation (NDE) development strategy is to provide technology-based innovations that are environmentally responsible. Our most recent developments include NDE solutions which have the potential to reduce the dependence on hazardous chemical processes for stripping coatings just to provide for inspectable surface conditions required by traditional NDE methods. Also, by fully developing some of these advanced NDE methods, there is the potential to replace the need for surface NDE techniques which require the use and proper disposal of consumable materials. The overall goal is to provide the most responsive source of technology-based solutions to enable our customers to improve operating plant competitiveness and profitability. Our strategy involves a multi-pronged approach in terms of local focus and range of NDE technology innovations. The multi-pronged focus includes continued improvement of classical NDE methods, such as ultrasonics, eddy current, radiography and others.
These technologies are well-established in our supply network, in-house manufacturing factories, and repair network as an integral part of commitment to provide high quality components and systems for our gas turbine, steam turbine and generator products. Some of our most advanced applications in these classical NDE methods are integrated with highly engineered portable and remote tooling serving as a backbone of all field service operations. These include continually developing new NDE probing techniques and advanced signal processing methods in support of advancing the use of NDE technologies for component life-assessment. This paper concentrates on another strategic focus, where we go beyond NDE probe improvements and are pioneering the next generation of life-assessment technologies. We draw upon a global network of Siemens engineers and scientists, and draw from other industries where Siemens has best-in-class technologies. These include emerging sensor technologies, visible light and infrared imaging technologies, three-dimensional digital radiography, advanced optics, automated image processing and pattern recognition techniques, and global electronic network expertise. This strategy has led to the recent development of three new advanced NDE systems recently brought into production and service operations: SIEMAT® acoustic thermography, the Global Inspection System, an advanced optical blade and vane scanning systems for automated visual inspection, and the On-Line Monitoring System, an infrared blade imaging system. INTEGRATED NDE STRATEGY Our approach is designed to go well beyond the end of the twentieth century notion of advancing NDE technologies by focusing on new probe development and transforming analog display techniques into digital formats. Analysis of market trends, technology trends, and most especially customer needs in the context of NDE and power generation component monitoring leads to a number of important conclusions. Market trends show global access to knowledge-based solutions is the over-riding business need. NDE technologies provide an essential lead role because their quick and highly product-specific assessment of service-exposed conditions are absolutely necessary for maintenance, repair and replacement planning, supply network coordination, and as feedback to life-cycle design engineering and forward-looking system performance strategies. Technology trends in the areas of sensors and monitoring show a number of simple, but important points to consider in finding new direction for NDE development First it is important to remember that visual inspection is the most effective overall NDE method and forms the basis for all other NDE and monitoring methods. It is what we as humans rely on the most to gain a quick, accurate, and most-reliable assessment of conditions important to predicting what will happen next. We all know that “seeing is believing” and “a picture is worth a thousand words.” This last point is fortunate, because looking closely at technologies trends it is evident that digital imaging technology is in a period of explosive growth. Digital imaging devices and system are becoming more and more
available for use in virtually all ranges of the electromagnetic spectrum, and the processing of digital images are commonly used not just in two-dimensional formats, but increasingly in three-dimensional formats – at least in the entertainment and video game business and in military applications. And for now it looks like we can rely on Moore’s Law to continue to provide the advantage of speeding up process times and lowering costs for digital processing and storage. Most importantly is to recognize that engineering departments have fully integrated three-dimensional modeling, process analysis and fabrication control, but not NDE processes, into a well-integrated set of electronic design and manufacturing tools. That is, the integration of modern engineering tools is moving along well, all except for NDE processes. As a result, in the area where NDE is of greatest benefit – providing real-life feedback of component conditions – there is a significant technology gap. Siemens Power Generation has implemented a strategy to fill this gap and to provide for the integration of advanced NDE and monitoring technologies into the modern engineering toolbox. This involves a number of elements:
• Implement image-based NDE applications • Develop a platform for 3D NDE data fusion • Make the link between NDE and design models • Implement digital image-based service platforms • Invest in technologies that provide rapid design validation • Emphasize sensors that are model-based
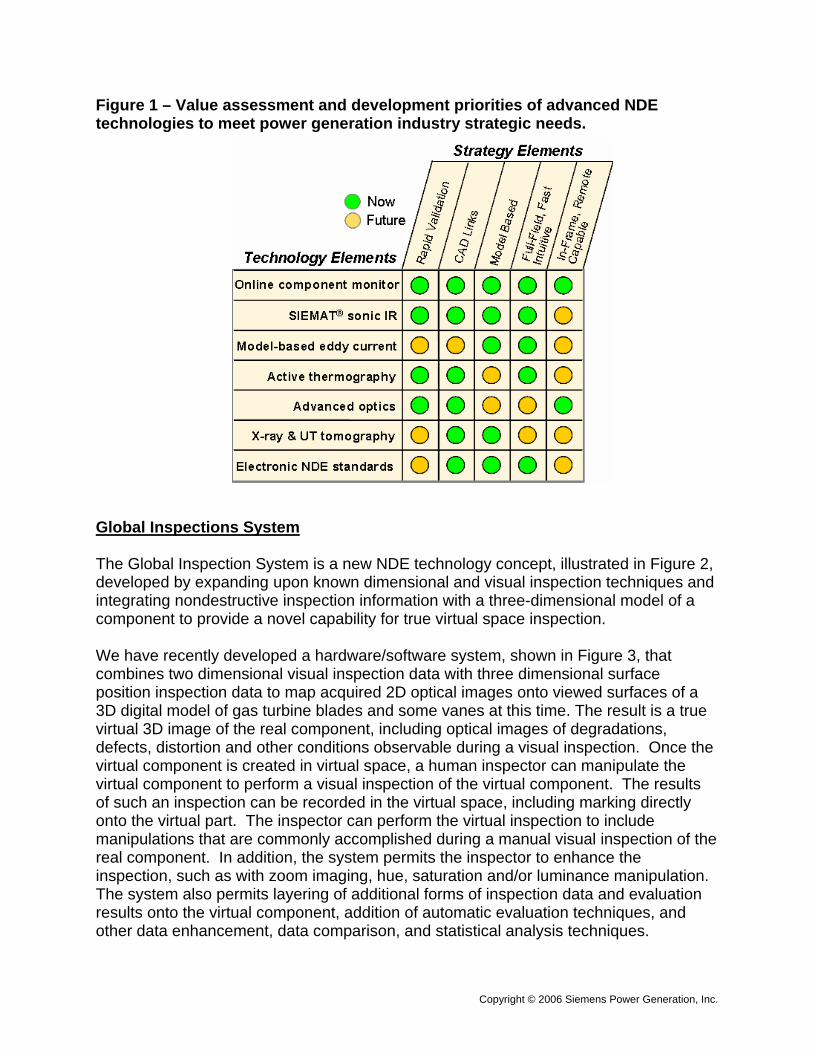
A strategy for development of advanced NDE technologies must go beyond NDE probe improvement and meet strategy elements important to power generation industry. Figure 1 shows a table where these strategic elements are listed to compare with a number of advanced NDE-related technologies. The table’s matrix shows an analysis of which technologies we are currently developing and have plans to accelerated development in the future to address the strategic need elements. ADVANCED NDE TECHNOLOGY SOLUTIONS As a result of development activities in Siemens Power Generation, three advanced NDE technologies are highlighted because they are currently being integrated into our gas turbine products and services. They are:
1. Global Inspection System – using combined 2-D and 3D digital imaging of blades and vanes;
2. SIEMAT® sonic infrared – using ultrasonic vibrations and infrared imaging for imaging for crack on coated and uncoated parts;
3. On-Line Monitor – using high-speed infrared for imaging blades during at power, full speed operation.
Figure 1 – Value assessment and development priorities of advanced NDE technologies to meet power generation industry strategic needs. Global Inspections System The Global Inspection System is a new NDE technology concept, illustrated in Figure 2, developed by expanding upon known dimensional and visual inspection techniques and integrating nondestructive inspection information with a three-dimensional model of a component to provide a novel capability for true virtual space inspection. We have recently developed a hardware/software system, shown in Figure 3, that combines two dimensional visual inspection data with three dimensional surface position inspection data to map acquired 2D optical images onto viewed surfaces of a 3D digital model of gas turbine blades and some vanes at this time. The result is a true virtual 3D image of the real component, including optical images of degradations, defects, distortion and other conditions observable during a visual inspection. Once the virtual component is created in virtual space, a human inspector can manipulate the virtual component to perform a visual inspection of the virtual component. The results of such an inspection can be recorded in the virtual space, including marking directly onto the virtual part. The inspector can perform the virtual inspection to include manipulations that are commonly accomplished during a manual visual inspection of the real component. In addition, the system permits the inspector to enhance the inspection, such as with zoom imaging, hue, saturation and/or luminance manipulation. The system also permits layering of additional forms of inspection data and evaluation results onto the virtual component, addition of automatic evaluation techniques, and other data enhancement, data comparison, and statistical analysis techniques.
Figure 2 – Working principle of the Siemens Global Inspection System using combined 2-D and 3D digital imaging of blades and vanes
Most importantly the system provides for the 3D files of the virtual component to be archived for later comparison with similar information for the same component at a point in time later in the component's life after the original component condition has been changed, or for comparison with similar information for other similar components. This allows the results of the inspections (i.e. component condition assessments) that are created by the human inspector using the inspector's training and experience, combined with graphical user interface (GUI) image processing operations or automated image processing operations, to be recorded as additional surface mapping features on the virtual 3D image of the real component rather than as a disconnected piece of paper or reduced to tablular data points or rough sketch information in disconnected files. This allows for inspection results to be archived and recalled for various comparisons, to track condition assessment changes through the partial or entire life-cycle of a component or a population of components, and for the comparison of various components or groups of components with design, operational, service and repair history data. SIEMAT® Acoustic Thermography The advanced NDE method called SIEMAT® Acoustic Thermography (or Sonic IR by some) involves exciting the object to be inspected with sufficient ultrasonic energy to cause the cracks themselves to produce heat, as illustrated in Figure 4. Typically, only sufficient energy to produce a short (0.1 to 1.0 second) heat pulse of a few degrees centigrade is used, sufficient enough to be detected using available, high-speed, high-sensitivity infrared (IR) imaging systems, but not so much vibration energy to cause any damage to the component.
Figure 3 – Siemens Global Inspection hardware/software system for blades Development of the SIEMAT® acoustic thermography method has resulted in processes that are used on a variety of gas turbine products. Practical processes are available for NDE inspections of turbine blades, turbine vanes and transitions. Inspection of the entire area of the hot gas exposed surfaces of a blade is accomplished in one shot lasting lest than two seconds on one side (suction side) and a second shot lasting less than two seconds on the other side (pressure side). Analysis using special thermal imaging processing software allows the real-time or later off-lie viewing of any heat-pulse indications that stand out against the ambient temperature background to indicate the presence of cracks. The basic process of vibrating a component with a variety of ultrasonic frequencies has been demonstrated to be especially effective at detecting very tight cracks. Experience shows in some cases these cracks may not be reliably detected by other more traditional NDE techniques. Even the smallest cracks can be expected to generate some heat when vibrated sufficiently, so there are a wide variety of techniques that can be implemented by selecting the appropriate vibration excitation parameters and thermal imaging optics. Because the vibrations are supported by the base metal structure of the components, they are produced regardless of whether the component is coated or not. The heat pulses are very short duration and can diffuse through coatings, such as MCrAlY or thermal barrier coatings (TBCs) sufficiently to be recorded discretely by high speed infrared imaging systems. In some cases special image processing software designed using thermal signal behavior known from physics or discovered during research in the SIEMAT® acoustic thermography method is required to aid the NDE operator. The application of the various image processing options, playback of the time-varying thermal images and highlighting of thermal image indications is implemented with
specifically designed graphical user interfaces in the SIEMAT® acoustic thermography systems. Figure 4 – Full-field inspection for cracks using SIEMAT® acoustic thermography Siemens Power Generation has extensive experience with Sonic IR techniques. Our developments include over six years of research and development, leading to implementation of the new NDE tools for inspection and diagnostics of power generation components, shown in Figure 5. These new technologies have been integrated into Siemens product lines under the SIEMAT® acoustic thermography label. We have developed advanced expertise in the critical Sonic IR process parameters, including vibration excitation, infrared imaging and image capture, image processing, hardware/software systems integration and evaluation of the results in the context of component design, manufacturing condition and degradation from exposure to service conditions. The on-going objectives for future advancement of SIEMAT® acoustic thermography technology are being directed to provide a significant positive impact to the environment. As a result of successful demonstrations of the capability of the method to detect cracks in all locations of coated components, we believe SIEMAT® acoustic thermography will be preferred on components that are currently inspected using dye penetrants with the same or greater reliability and sensitivity. This will create a significantly positive benefit by replacing the current chemical-intensive inspection processes and eliminate the environmental hazards associated with paint stripping by utilizing a mechanical inspection capability.
Figure 5 – SIEMAT® acoustic thermography systems are available for global support of gas turbine products and services Because SIEMAT® acoustic thermography is an image-based inspections technology, the inspection “data” and results are ready for direct integration with the Global Inspection System 2D-3D archive files. The structure of the Global Inspection System 2D files mapped as a surface skins or layers on the underlying 3D solid model leads to a number of significant advantages. Life assessment analysis strategies rely extensively on the integration of all information available about component conditions and history. Modern design engineering technologies are based on solid model analysis, so the analysis of NDE inspection results directly on the actual, as measured solid model of the component is the right approach for integration into design engineering processes. Figure 6 shows how SIEMAT® crack indications (on the left) are displayed and analyzed along with visual inspection images and dimensional data. More complex and clearly more reliable diagnostics of fleet diagnostics and prognostics of components classes are being developed by using this standardized inspection data archiving and analysis system. Statistical analysis of fleet data and life-cycle inspection data will result in more profound technology-based life-assessment engineering solutions. On-Line Monitor Technology The third advanced NDE technology, On-Line Monitor, is a breakthrough in terms of pushing inspection of components to a true on-line assessment solution for critical gas turbine components. Usually, NDE solutions provide value after unit shut-down or disassembly when traditional NDE inspections can be effectively performed. Additionally, for most hot-section components in a gas turbine, complete inspection of the metallic structure of components, such as blade, vanes and transitions, have to wait until the coatings are removed. This presents significant limitations to the task of gathering and assessing information needed for life-assessment programs in support of flexible operation and maintenance. The process of stripping coatings is time-consuming, expensive and involves the use of aggressive chemicals that are a potential
threat to the environment, requiring additional costs and risks in proper handling and disposal. Also, the stripping process itself is aggressive enough that the condition of the underlying metals are significantly altered, especially the size and morphology of the very degradations that are the object of the NDE inspections. The previous discussed technologies, for example SIEMAT® acoustic thermography, are a solution to these reliability and environment issues, but there is a delay in the availability of assessment results from off-line NDE inspections and additional information management is required to correlate results to the actual operating conditions. The advantages are obvious in being able to inspect or monitor critical components, not only in the gas turbine before disassembly, but while it is actually operating. And there is an additional advantage to be able to directly monitor the effects on critical component performance when actually making changes to operation conditions, such as power changes. Figure 6 – Images of SIEMAT® crack indications are ready for fusion with the component’s Global Inspection System inspection archives The first On-Line Monitor Systems were designed to image row 1 and row 2 blades during operation, while they are moving at full-speed, 3600 rpm. The blade sensor uses high-speed thermal imaging and computer recognition software to thermally examine each blade as it passes a focal plane array sensor. With the use of high-speed sensor arrays, the aspects of spatial resolution related to using an array are considered, and the full field two-dimensional images provide substantially more robust data sets of the blades thermal conditions compared with single-point pyrometer readings. Operating conditions that the sensor is subject to in the turbine engine are accounted for in the design. A turbine case penetration system is design to place the sensor optics in the pressure chamber of the engine turbine section, as illustrated in Figure 7. The sensor selection is based on the best combination of reliability, robustness and sensitivity. Infrared instrumentation is selected to operate at some optimum spectral response within the infrared band of 0.09 – 12.0 µm. Very short integration times, on the order of a millisecond or less are required to get the “snap-shots” of blades moving
through the viewing window at greater than the speed of sound. Additionally, the system includes design considerations for resolution, array size, sensor cooling, power dissipation, dynamic range, package size, thermal stability, vibration resistance, and of course cost. Infrared camera and support systems have been operated in test-bed and operating plant environments and have demonstrated integrity of the system for 8000 hours of engine operation. Figure 7 – Example of penetration for on-line thermal imaging of row 1 turbine blades The On-Line Monitor supervisory control software, shown in Figure 8, includes the ability to control sensor parameters and synchronize the image timing to the rotation of the gas turbine shaft, such that individual blades can be selected for instantaneous or continuous monitoring. The software operates in a PC environment and can be brought to the customer plant site to be connected directly to the installed optical system. Alternatively, the control signal and resulting image outputs can be streamed through internet connections so that the On-Line Monitor can be operated remotely, from Siemens service support locations, such as the Orlando Power Diagnostic Center. Figure 8 – On-Line Monitor software controls the real-time, high-speed IR sensor to capture turbine images on-site or from Siemens Power Diagnostics Center.
Extensive testing of the On-Line Monitor System has been completed for imaging blades during power operation. The initial component life-assessment target for the system was to be able to detect, measure and monitor the growth of TBC defects, should they occur in operation. The upper left, bottom left and bottom center images in Figure 9 shows some examples images made of test samples that were operated in W501F engines for the purpose of qualifying the On-Line Monitor System. In the process, the system has proven to be very sensitive to a wide range of turbine blade operation conditions. Such changing conditions as cooling hole blockage, platform rubs, cooling hole performance, and TBC thickness result in images that change dynamically when monitored during plant operation and during load changes. Figure 9 – On-Line Monitor images operating features and service conditions of row 1 or 2 gas turbine blades while operating at power and 3600 rpm. This new class of inspection and monitoring information is leading to new engineering methods for validation of component designs. The On-Line Monitoring images, as shown in Figure 9 and top left of Figure 10, are two-dimensional radiance maps of the blades as they are viewed by the imaging system. Work is ongoing to design additional features into the system, including software analysis of the signal contents to calibrate the images for analysis as surface temperature maps. Figure 10 shows an example of the conversion of the On-Line Monitor images into surface temperature maps. Each color in the resulting image constructed from the radiance map data represents a 20°C isotherm.
Figure 10 – On-line imaging of blade surface temperature at 20°C isotherms CONCLUSIONS A strategy for the integrated development of advanced NDE technologies has successfully led to three new technical solutions for effective life-assessment of gas turbine components. The combined 2D-3D blade and vane imaging system embodied in the Global Inspection system provides a platform for the collection, archiving and analysis of inspection data. This platform is a pioneering step towards integrating NDE technology with modern design engineering tools. The SIEMAT® acoustic thermography method, with factory, repair depot and field-portable systems, is a key technology solution for improved inspection of coated components, and rapid full-field inspection of components without waiting for delicate, detailed scanning systems. An even more forward-looking NDE technology is now available in the On-Line Monitoring System which allow for the direct assessment of critical internal components. There simply is no equivalent alternative solution to the advantages of the On-Line Monitor for validation of engineering designs and real-time assessment of operational factors for hot section components, such as turbine blades and vanes. This technology has been fully demonstrated for performing these assessments even while blades are running inside the gas turbine at 3600 rpm and full power. These global inspection solutions form an integrated approach to developing advanced NDE technologies, that rely on multi-mode inspections and data analysis and link readily with CAD-based engineering design systems. They provide a new pioneering approach to predictive maintenance and extending life in critical gas turbine components. The content of this paper is copyrighted by Siemens Power Generation, Inc. and is licensed to PennWell for publication and distribution only. Any inquiries regarding permission to use the content of this paper, in whole or in part, for any purpose must be addressed to Siemens Power Generation, Inc. directly.