96
Advances in Automation for Plastics Injection Moulding Report 133 Volume 12, Number 1, 2001 J.M. Mallon, IV
| Date post: | 20-Jun-2018 |
| Category: |
Documents |
| Upload: | truongdang |
| View: | 216 times |
| Download: | 0 times |
Advances in Automation for Plastics Injection Moulding
Report 133
Volume 12, Number 1, 2001
J.M. Mallon, IV

RAPRA REVIEW REPORTS
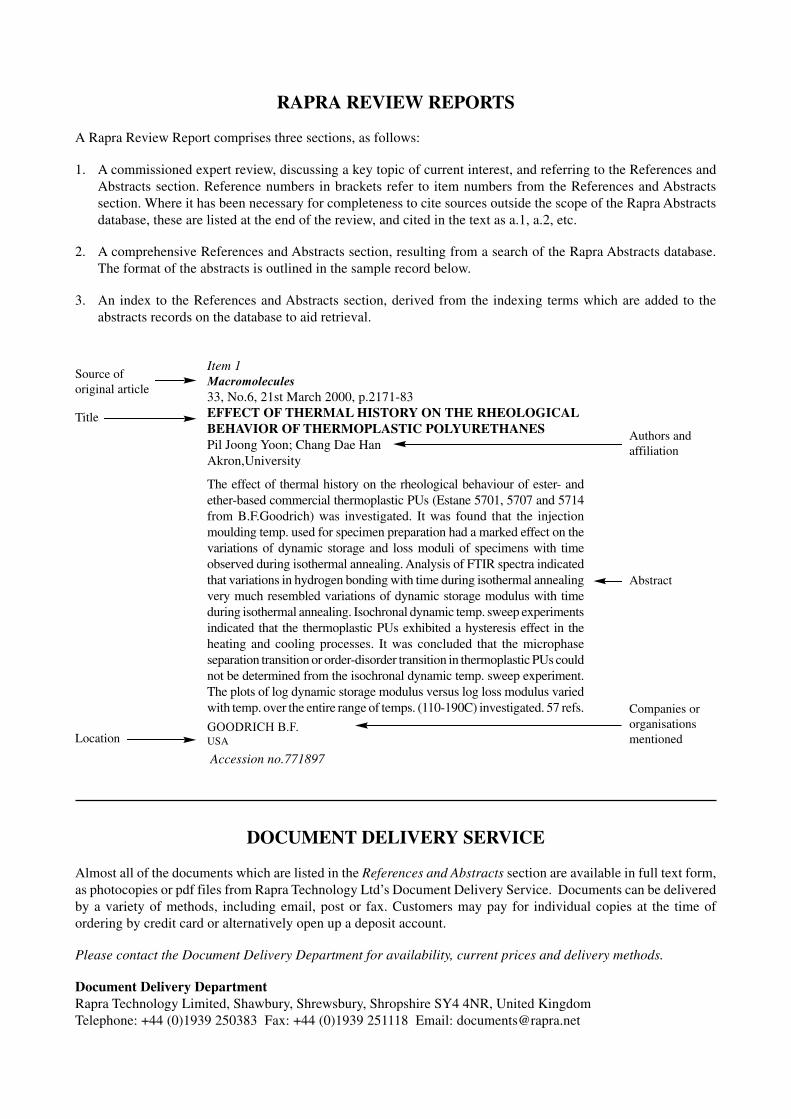
A Rapra Review Report comprises three sections, as follows:
1. A commissioned expert review, discussing a key topic of current interest, and referring to the References andAbstracts section. Reference numbers in brackets refer to item numbers from the References and Abstractssection. Where it has been necessary for completeness to cite sources outside the scope of the Rapra Abstractsdatabase, these are listed at the end of the review, and cited in the text as a.1, a.2, etc.
2. A comprehensive References and Abstracts section, resulting from a search of the Rapra Abstracts database.The format of the abstracts is outlined in the sample record below.
3. An index to the References and Abstracts section, derived from the indexing terms which are added to theabstracts records on the database to aid retrieval.
Item 1Macromolecules
33, No.6, 21st March 2000, p.2171-83EFFECT OF THERMAL HISTORY ON THE RHEOLOGICALBEHAVIOR OF THERMOPLASTIC POLYURETHANESPil Joong Yoon; Chang Dae HanAkron,University
The effect of thermal history on the rheological behaviour of ester- andether-based commercial thermoplastic PUs (Estane 5701, 5707 and 5714from B.F.Goodrich) was investigated. It was found that the injectionmoulding temp. used for specimen preparation had a marked effect on thevariations of dynamic storage and loss moduli of specimens with timeobserved during isothermal annealing. Analysis of FTIR spectra indicatedthat variations in hydrogen bonding with time during isothermal annealingvery much resembled variations of dynamic storage modulus with timeduring isothermal annealing. Isochronal dynamic temp. sweep experimentsindicated that the thermoplastic PUs exhibited a hysteresis effect in theheating and cooling processes. It was concluded that the microphaseseparation transition or order-disorder transition in thermoplastic PUs couldnot be determined from the isochronal dynamic temp. sweep experiment.The plots of log dynamic storage modulus versus log loss modulus variedwith temp. over the entire range of temps. (110-190C) investigated. 57 refs.
GOODRICH B.F.USA
Accession no.771897
DOCUMENT DELIVERY SERVICE
Almost all of the documents which are listed in the References and Abstracts section are available in full text form,as photocopies or pdf files from Rapra Technology Ltd’s Document Delivery Service. Documents can be deliveredby a variety of methods, including email, post or fax. Customers may pay for individual copies at the time ofordering by credit card or alternatively open up a deposit account.
Please contact the Document Delivery Department for availability, current prices and delivery methods.
Document Delivery DepartmentRapra Technology Limited, Shawbury, Shrewsbury, Shropshire SY4 4NR, United KingdomTelephone: +44 (0)1939 250383 Fax: +44 (0)1939 251118 Email: [email protected]
Location
Companies ororganisationsmentioned
Abstract
Authors andaffiliation
Source oforiginal article
Title
Previous Titles Still AvailableVolume 1Report 3 Advanced Composites, D.K. Thomas, RAE, Farnborough.
Report 4 Liquid Crystal Polymers, M.K. Cox, ICI, Wilton.
Report 5 CAD/CAM in the Polymer Industry, N.W. Sandlandand M.J. Sebborn, Cambridge Applied Technology.
Report 8 Engineering Thermoplastics, I.T. Barrie, Consultant.
Report 11 Communications Applications of Polymers,R. Spratling, British Telecom.
Report 12 Process Control in the Plastics Industry,R.F. Evans, Engelmann & Buckham Ancillaries.
Volume 2Report 13 Injection Moulding of Engineering Thermoplastics,
A.F. Whelan, London School of Polymer Technology.
Report 14 Polymers and Their Uses in the Sports and LeisureIndustries, A.L. Cox and R.P. Brown, RapraTechnology Ltd.
Report 15 Polyurethane, Materials, Processing and Applications,G. Woods, Consultant.
Report 16 Polyetheretherketone, D.J. Kemmish, ICI, Wilton.
Report 17 Extrusion, G.M. Gale, Rapra Technology Ltd.
Report 18 Agricultural and Horticultural Applications ofPolymers, J.C. Garnaud, International Committee forPlastics in Agriculture.
Report 19 Recycling and Disposal of Plastics Packaging,R.C. Fox, Plas/Tech Ltd.
Report 20 Pultrusion, L. Hollaway, University of Surrey.
Report 21 Materials Handling in the Polymer Industry,H. Hardy, Chronos Richardson Ltd.
Report 22 Electronics Applications of Polymers, M.T.Goosey,Plessey Research (Caswell) Ltd.
Report 23 Offshore Applications of Polymers, J.W.Brockbank,Avon Industrial Polymers Ltd.
Report 24 Recent Developments in Materials for FoodPackaging, R.A. Roberts, Pira Packaging Division.
Volume 3Report 25 Foams and Blowing Agents, J.M. Methven, Cellcom
Technology Associates.
Report 26 Polymers and Structural Composites in CivilEngineering, L. Hollaway, University of Surrey.
Report 27 Injection Moulding of Rubber, M.A. Wheelans,Consultant.
Report 28 Adhesives for Structural and EngineeringApplications, C. O’Reilly, Loctite (Ireland) Ltd.
Report 29 Polymers in Marine Applications, C.F.Britton,Corrosion Monitoring Consultancy.
Report 30 Non-destructive Testing of Polymers, W.N. Reynolds,National NDT Centre, Harwell.
Report 31 Silicone Rubbers, B.R. Trego and H.W.Winnan,Dow Corning Ltd.
Report 32 Fluoroelastomers - Properties and Applications,D. Cook and M. Lynn, 3M United Kingdom Plc and3M Belgium SA.
Report 33 Polyamides, R.S. Williams and T. Daniels,T & N Technology Ltd. and BIP Chemicals Ltd.
Report 34 Extrusion of Rubber, J.G.A. Lovegrove, NovaPetrochemicals Inc.
Report 35 Polymers in Household Electrical Goods, D.Alvey,Hotpoint Ltd.
Report 36 Developments in Additives to Meet Health andEnvironmental Concerns, M.J. Forrest, RapraTechnology Ltd.
Volume 4Report 37 Polymers in Aerospace Applications, W.W. Wright,
University of Surrey.
Report 39 Polymers in Chemically Resistant Applications,D. Cattell, Cattell Consultancy Services.
Report 41 Failure of Plastics, S. Turner, Queen Mary College.
Report 42 Polycarbonates, R. Pakull, U. Grigo, D. Freitag, BayerAG.
Report 43 Polymeric Materials from Renewable Resources,J.M. Methven, UMIST.
Report 44 Flammability and Flame Retardants in Plastics,J. Green, FMC Corp.
Report 45 Composites - Tooling and Component Processing,N.G. Brain, Tooltex.
Report 46 Quality Today in Polymer Processing, S.H. Coulson,J.A. Cousans, Exxon Chemical International Marketing.
Report 47 Chemical Analysis of Polymers, G. Lawson, LeicesterPolytechnic.
Volume 5Report 49 Blends and Alloys of Engineering Thermoplastics,
H.T. van de Grampel, General Electric Plastics BV.
Report 50 Automotive Applications of Polymers II,A.N.A. Elliott, Consultant.
Report 51 Biomedical Applications of Polymers, C.G. Gebelein,Youngstown State University / Florida Atlantic University.
Report 52 Polymer Supported Chemical Reactions, P. Hodge,University of Manchester.
Report 53 Weathering of Polymers, S.M. Halliwell, BuildingResearch Establishment.
Report 54 Health and Safety in the Rubber Industry, A.R. Nutt,Arnold Nutt & Co. and J. Wade.
Report 55 Computer Modelling of Polymer Processing,E. Andreassen, Å. Larsen and E.L. Hinrichsen, Senter forIndustriforskning, Norway.
Report 56 Plastics in High Temperature Applications,J. Maxwell, Consultant.
Report 57 Joining of Plastics, K.W. Allen, City University.
Report 58 Physical Testing of Rubber, R.P. Brown, RapraTechnology Ltd.
Report 59 Polyimides - Materials, Processing and Applications,A.J. Kirby, Du Pont (U.K.) Ltd.
Report 60 Physical Testing of Thermoplastics, S.W. Hawley,Rapra Technology Ltd.
Volume 6Report 61 Food Contact Polymeric Materials, J.A. Sidwell,
Rapra Technology Ltd.
Report 62 Coextrusion, D. Djordjevic, Klöckner ER-WE-PA GmbH.
Report 63 Conductive Polymers II, R.H. Friend, University ofCambridge, Cavendish Laboratory.
Report 64 Designing with Plastics, P.R. Lewis, The Open University.
Report 65 Decorating and Coating of Plastics, P.J. Robinson,International Automotive Design.
Report 66 Reinforced Thermoplastics - Composition, Processingand Applications, P.G. Kelleher, New Jersey PolymerExtension Center at Stevens Institute of Technology.
Report 67 Plastics in Thermal and Acoustic Building Insulation,V.L. Kefford, MRM Engineering Consultancy.
Report 68 Cure Assessment by Physical and ChemicalTechniques, B.G. Willoughby, Rapra Technology Ltd.
Report 69 Toxicity of Plastics and Rubber in Fire, P.J. Fardell,Building Research Establishment, Fire Research Station.
Report 70 Acrylonitrile-Butadiene-Styrene Polymers,M.E. Adams, D.J. Buckley, R.E. Colborn, W.P. Englandand D.N. Schissel, General Electric Corporate Researchand Development Center.
Report 71 Rotational Moulding, R.J. Crawford, The Queen’sUniversity of Belfast.
Report 72 Advances in Injection Moulding, C.A. Maier,Econology Ltd.
Volume 7
Report 73 Reactive Processing of Polymers, M.W.R. Brown,P.D. Coates and A.F. Johnson, IRC in Polymer Scienceand Technology, University of Bradford.
Report 74 Speciality Rubbers, J.A. Brydson.
Report 75 Plastics and the Environment, I. Boustead, BousteadConsulting Ltd.
Report 76 Polymeric Precursors for Ceramic Materials,R.C.P. Cubbon.
Report 77 Advances in Tyre Mechanics, R.A. Ridha, M. Theves,Goodyear Technical Center.
Report 78 PVC - Compounds, Processing and Applications,J.Leadbitter, J.A. Day, J.L. Ryan, Hydro Polymers Ltd.
Report 79 Rubber Compounding Ingredients - Need, Theoryand Innovation, Part I: Vulcanising Systems,Antidegradants and Particulate Fillers for GeneralPurpose Rubbers, C. Hepburn, University of Ulster.
Report 80 Anti-Corrosion Polymers: PEEK, PEKK and OtherPolyaryls, G. Pritchard, Kingston University.
Report 81 Thermoplastic Elastomers - Properties and Applications,J.A. Brydson.
Report 82 Advances in Blow Moulding Process Optimization,Andres Garcia-Rejon,Industrial Materials Institute,National Research Council Canada.
Report 83 Molecular Weight Characterisation of SyntheticPolymers, S.R. Holding and E. Meehan, RapraTechnology Ltd. and Polymer Laboratories Ltd.
Report 84 Rheology and its Role in Plastics Processing,P. Prentice, The Nottingham Trent University.
Volume 8
Report 85 Ring Opening Polymerisation, N. Spassky, UniversitéPierre et Marie Curie.
Report 86 High Performance Engineering Plastics,D.J. Kemmish, Victrex Ltd.
Report 87 Rubber to Metal Bonding, B.G. Crowther, RapraTechnology Ltd.
Report 88 Plasticisers - Selection, Applications and Implications,A.S. Wilson.
Report 89 Polymer Membranes - Materials, Structures andSeparation Performance, T. deV. Naylor, The SmartChemical Company.
Report 90 Rubber Mixing, P.R. Wood.
Report 91 Recent Developments in Epoxy Resins, I. Hamerton,University of Surrey.
Report 92 Continuous Vulcanisation of Elastomer Profiles,A. Hill, Meteor Gummiwerke.
Report 93 Advances in Thermoforming, J.L. Throne, SherwoodTechnologies Inc.
Report 94 Compressive Behaviour of Composites,C. Soutis, Imperial College of Science, Technologyand Medicine.
Report 95 Thermal Analysis of Polymers, M. P. Sepe, Dickten &Masch Manufacturing Co.
Report 96 Polymeric Seals and Sealing Technology, J.A. Hickman,St Clair (Polymers) Ltd.
Volume 9
Report 97 Rubber Compounding Ingredients - Need, Theoryand Innovation, Part II: Processing, Bonding, FireRetardants, C. Hepburn, University of Ulster.
Report 98 Advances in Biodegradable Polymers, G.F. Moore &S.M. Saunders, Rapra Technology Ltd.
Report 99 Recycling of Rubber, H.J. Manuel and W. Dierkes,Vredestein Rubber Recycling B.V.
Report 100 Photoinitiated Polymerisation - Theory andApplications, J.P. Fouassier, Ecole Nationale Supérieurede Chimie, Mulhouse.
Report 101 Solvent-Free Adhesives, T.E. Rolando, H.B. FullerCompany.
Report 102 Plastics in Pressure Pipes, T. Stafford, RapraTechnology Ltd.
Report 103 Gas Assisted Moulding, T.C. Pearson, Gas Injection Ltd.
Report 104 Plastics Profile Extrusion, R.J. Kent, TangramTechnology Ltd.
Report 105 Rubber Extrusion Theory and Development,B.G. Crowther.
Report 106 Properties and Applications of ElastomericPolysulfides, T.C.P. Lee, Oxford Brookes University.
Report 107 High Performance Polymer Fibres, P.R. Lewis,The Open University.
Report 108 Chemical Characterisation of Polyurethanes,M.J. Forrest, Rapra Technology Ltd.
Volume 10
Report 109 Rubber Injection Moulding - A Practical Guide,J.A. Lindsay.
Report 110 Long-Term and Accelerated Ageing Tests on Rubbers,R.P. Brown, M.J. Forrest and G. Soulagnet,Rapra Technology Ltd.
Report 111 Polymer Product Failure, P.R. Lewis,The Open University.
Report 112 Polystyrene - Synthesis, Production and Applications,J.R. Wünsch, BASF AG.
Report 113 Rubber-Modified Thermoplastics, H. Keskkula,University of Texas at Austin.
Report 114 Developments in Polyacetylene - Nanopolyacetylene,V.M. Kobryanskii, Russian Academy of Sciences.
Report 115 Metallocene-Catalysed Polymerisation, W. Kaminsky,University of Hamburg.
Report 116 Compounding in Co-rotating Twin-Screw Extruders,Y. Wang, Tunghai University.
Report 117 Rapid Prototyping, Tooling and Manufacturing,R.J.M. Hague and P.E. Reeves, Edward MackenzieConsulting.
Report 118 Liquid Crystal Polymers - Synthesis, Properties andApplications, D. Coates, CRL Ltd.
Report 119 Rubbers in Contact with Food, M.J. Forrest andJ.A. Sidwell, Rapra Technology Ltd.
Report 120 Electronics Applications of Polymers II, M.T. Goosey,Shipley Ronal.
Volume 11
Report 121 Polyamides as Engineering Thermoplastic Materials,I.B. Page, BIP Ltd.
Report 122 Flexible Packaging - Adhesives, Coatings andProcesses, T.E. Rolando, H.B. Fuller Company.
Report 123 Polymer Blends, L.A. Utracki, National ResearchCouncil Canada.
Report 124 Sorting of Waste Plastics for Recycling, R.D. Pascoe,University of Exeter.
Report 125 Structural Studies of Polymers by Solution NMR,H.N. Cheng, Hercules Incorporated.
Report 126 Composites for Automotive Applications, C.D. Rudd,University of Nottingham.
Report 127 Polymers in Medical Applications, B.J. Lambert andF.-W. Tang, Guidant Corp., and W.J. Rogers, Consultant.
Report 128 Solid State NMR of Polymers, P.A. Mirau,Lucent Technologies.
Report 129 Failure of Polymer Products Due to Photo-oxidation,D.C. Wright.
Report 130 Failure of Polymer Products Due to Chemical Attack,D.C. Wright.
Report 131 Failure of Polymer Products Due to Thermo-oxidation,D.C. Wright.
Report 132 Stabilisers for Polyolefins, C. Kröhnke and F. Werner,Clariant Huningue SA.
Advances in Automation forPlastics Injection Moulding
ISBN: 1-85957-283-9
J.M. Mallon, IV
(Yushin America, Inc.)

Advances in Automation for Plastics Injection Moulding
1
Contents
1. Introduction .............................................................................................................................................. 3
1.1 The Purpose of the Review ............................................................................................................. 3
1.2 How Automation is Defined ........................................................................................................... 3
1.3 Why Automate? .............................................................................................................................. 3
1.4 Other Forces Driving Automation .................................................................................................. 3
1.5 Phases of Automation ..................................................................................................................... 4
2. Robots ....................................................................................................................................................... 5
2.1 History of Robots in Plastics Injection Moulding .......................................................................... 5
2.2 Robots and Flexibility ..................................................................................................................... 5
2.3 Robot Configurations ...................................................................................................................... 6
2.3.1 Sprue Pickers ...................................................................................................................... 62.3.2 Top-Entry, Traverse-Type Robots ...................................................................................... 62.3.3 Side-Entry, Linear-Drive Robots ........................................................................................ 72.3.4 Articulated Robots .............................................................................................................. 72.3.5 Combination Cells .............................................................................................................. 7
3. Advances in Drives and Controls ........................................................................................................... 7
3.1 Drives .............................................................................................................................................. 7
3.1.1 Pneumatic Drives ............................................................................................................... 73.1.2 Electric Drives .................................................................................................................... 83.1.3 Combination Drives ........................................................................................................... 8
3.2 Controls ........................................................................................................................................... 8
3.2.1 Operator Interface ............................................................................................................... 83.2.2 Sequence Programmability .............................................................................................. 103.2.3 Expandability .....................................................................................................................113.2.4 Communications and Controller Integration .....................................................................11
4. Integration of Automation Systems for Phase III and IV ...................................................................11
4.1 Expected Benefits of Phase III and IV ......................................................................................... 12
4.2 Actual Operating Results .............................................................................................................. 12
4.3 Requirements for Phase III and IV Integration ............................................................................ 13
4.4 Standards for Higher Levels of Integration .................................................................................. 14
4.5 Implementation of Phase III and IV Automation ......................................................................... 14
4.6 Equipment Differences for Phase IV Integration ......................................................................... 16
4.6.1 Plant Material Quick-Change Systems ............................................................................ 174.6.2 Press Material Quick-Change Systems ............................................................................ 174.6.3 Mould Quick-Change Systems ......................................................................................... 174.6.4 Equipment Required to Unload the Mould ...................................................................... 174.6.5 Flexible Value-Added Systems ........................................................................................ 174.6.6 Parts Transport Systems ................................................................................................... 18
Advances in Automation for Plastics Injection Moulding
2
The views and opinions expressed by authors in Rapra Review Reports do not necessarily reflect those ofRapra Technology Limited or the editor. The series is published on the basis that no responsibility orliability of any nature shall attach to Rapra Technology Limited arising out of or in connection with anyutilisation in any form of any material contained therein.
4.6.7 Automated Stockyards and Automated Storage and Retrieval Systems .......................... 194.6.8 Logistics and Coordination .............................................................................................. 19
4.7 Design Criteria for Higher Levels of Automation ........................................................................ 20
5. Example Applications ............................................................................................................................ 21
5.1 Small Machines ............................................................................................................................. 21
5.2 Cells that Extend Production Hours Without Labour ................................................................... 21
5.3 Automated Packaging with Manual Value-Added Operations ..................................................... 21
5.4 Product or Contract Specific Cells ............................................................................................... 22
5.5 Group Technology ........................................................................................................................ 22
5.5.1 In-Mould Decorating ........................................................................................................ 225.5.2 Insert Moulding ................................................................................................................ 225.5.3 Two-Component Moulding .............................................................................................. 22
5.6 Quality Control Automation ......................................................................................................... 23
5.7 Thermoset Cells ............................................................................................................................ 23
5.8 Examples of FMS ......................................................................................................................... 24
6. Future Developments ............................................................................................................................. 24
Additional References ................................................................................................................................... 25
References from the Rapra Abstracts Database ........................................................................................ 27
Subject Index ................................................................................................................................................. 77

Advances in Automation for Plastics Injection Moulding
3
1 Introduction
1.1 The Purpose of the Review
There are few complete technical sources ofinformation available for plastic injection mouldersto use relating to automation. However, there havebeen articles written on various components of thetechnology. This review has been compiled byresearching and analysing technical references, thenplacing them into a logical order. The overview is notan attempt to describe robot design theory andengineering, which can be found in engineeringpublications. It is intended to describe the basics ofthe technology and to explain how to put thetechnology to use.
1.2 How Automation is Defined
For the scope of the review, automation is defined asthose operations associated with handling the plasticparts after moulding. It includes operationscommencing when the mould opens and concluding atthe shipping dock. Operations such as the use of quickmould change devices are discussed only in a contextwhere they must be specified properly to integrate intothe overall automation strategy.
1.3 Why Automate?
Automation serves one main purpose: to generate costsavings. Most moulding facilities have made mouldingupstream processes, such as resin material handling,automatic. The injection moulding process itself ishighly automated. However, once the mould opens,many plants use direct and indirect labour to add value,to package, and to move parts. As so many mouldershave optimised the upstream processes, the post-moulding operations remain the biggest area for costsaving potential.
Additional savings can be generated depending onthe applications run in each cell. Converting a semi-automatic cycle to a fully automatic cycle canincrease production. More consistent cycles reduceprocess variability and increase the quality and yieldof good parts. The quality levels now demanded byend users cannot be produced with semi-automaticoperation of moulding machines, and 100% manualinspection to find defects is becoming too expensive.Mould damage is reduced by the robot monitoring
sensors that detect part removal from the mould.Controlled part handling reduces damage to parts.Reduced floor space and reduced work in processcan be substantial.
1.4 Other Forces Driving Automation
Original equipment manufacturers (OEMs) are askingmoulders to add more value to parts. They will have toadd value at costs competitive to low-wage countries.In addition, many moulders are being asked to lowercosts over the life of a moulding contract. Direct andindirect labour required to add value or transport partscould be eliminated through the use of automation.Capital that was previously used to add more mouldingcapacity is now being redirected to post-mouldingoperations and increasing utilisation of existingcapacity.
It will be difficult to make profits if a company is onlymoulding and shipping parts. Modern press controllershave made producing quality parts easier. Increasedprofits will depend on value-added operations and theefficiency of these operations as compared tocompetitors. Automation is the only way to compete.
Quality must be automatically checked and recordedto achieve the quality levels now expected. Manualsystems are error prone in comparison to a programmedautomation system, which is more accurate and cancheck its work.
It may also be difficult to find personnel due to a labourshortage in many countries and jobs are sometimes lessthan desirable.
Moulders will need to use technology and automationto achieve quality and low-cost goals. The automationwill need to be flexible to adapt to shorter product lifecycles, shorter runs and quicker product introductions.
As moulders increasingly use automation, competitionfor new work will depend on the ability to competeand bid for jobs cost effectively. Being efficient andkeeping up with competitive levels of automation willmean survival in the future.
Automation will become critical to an OEMsperception of a moulder’s efficiency level. Advancedlevels of automation require greater sophistication fromthe moulder, which will help distinguish them andsecure new business.
Advances in Automation for Plastics Injection Moulding
4
1.5 Phases of Automation
Robot implementation typically occurs in four phasesin moulding plants:
Phase I: Pick-and-Place. Robots are added to mouldingmachines to perform what is essentially a pick-and-placefunction. Parts are removed from the press and placedonto a downstream device such as a conveyor or table.The moulding cycle goes from semi-automatic to fullautomatic operation. Often no labour is saved, or oneoperator is shared between two presses saving one-halfof an operator per machine. The production increases bya minimum of 15% due to the elimination of the operatorwho would normally interrupt the cycle to remove parts.
Phase II: Value-Added Production. Robots begin addingslightly more value to parts with secondary operationssuch as decorating, palletising, degating or flexinghinges. Usually one-half to one operator is eliminated.
Phase III: Cell Manufacturing. The robots areperforming multiple operations beside the press to addas much value as the cycle will allow. A work cellconsists of two or more integrated devices that performmultiple, closely related operations next to the injection
moulding machine. Parts are processed, inspected, andpackaged for transport in the work cell. From one-halfto two operators are eliminated based on how muchwork the cell can do.
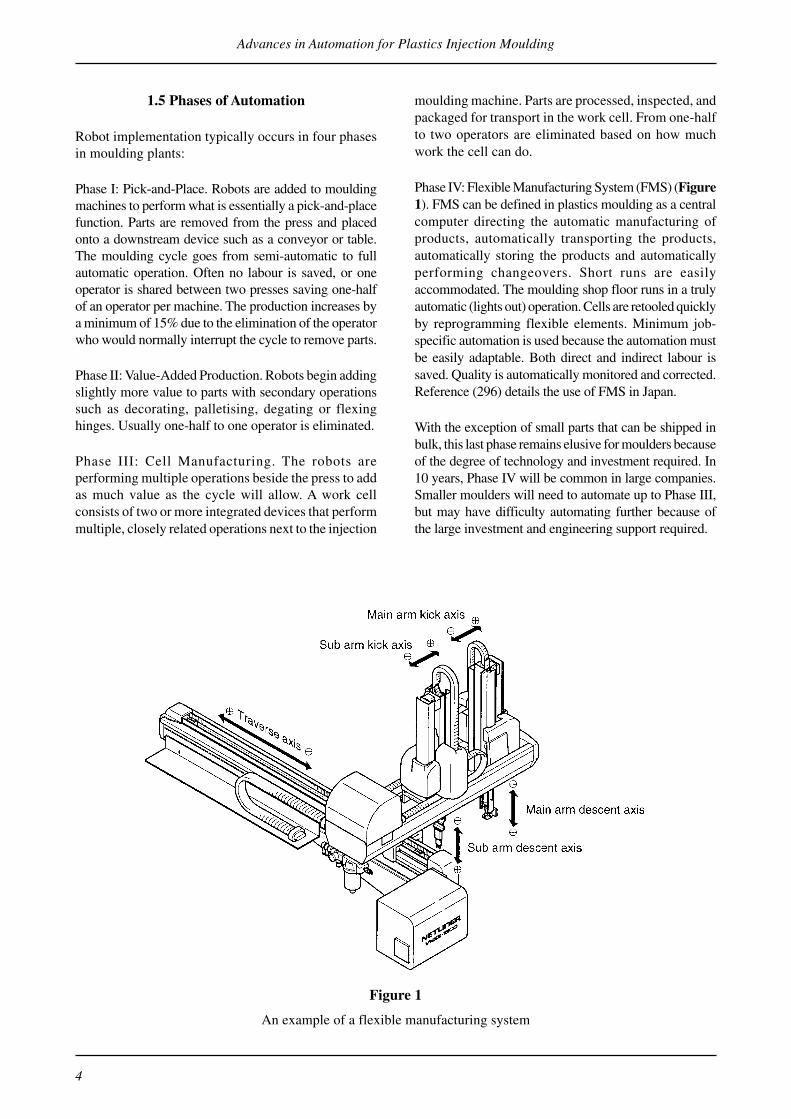
Phase IV: Flexible Manufacturing System (FMS) (Figure1). FMS can be defined in plastics moulding as a centralcomputer directing the automatic manufacturing ofproducts, automatically transporting the products,automatically storing the products and automaticallyperforming changeovers. Short runs are easilyaccommodated. The moulding shop floor runs in a trulyautomatic (lights out) operation. Cells are retooled quicklyby reprogramming flexible elements. Minimum job-specific automation is used because the automation mustbe easily adaptable. Both direct and indirect labour issaved. Quality is automatically monitored and corrected.Reference (296) details the use of FMS in Japan.
With the exception of small parts that can be shipped inbulk, this last phase remains elusive for moulders becauseof the degree of technology and investment required. In10 years, Phase IV will be common in large companies.Smaller moulders will need to automate up to Phase III,but may have difficulty automating further because ofthe large investment and engineering support required.
Figure 1
An example of a flexible manufacturing system

Advances in Automation for Plastics Injection Moulding
5
2 Robots
At the centre of most moulding automation cells is arobot. Robots are multifunctional, reprogrammable,material-handling devices. The robot removes parts andtransfers them through a series of secondary operations.
Parts that can fall free from the machine undamagedand can be bulk-packaged without using any value-added operations, do not require robots.
2.1 History of Robots in Plastics InjectionMoulding
Several articles referenced below chronicle the advancesof robot technology for plastics injection moulding.
The traverse-type robots and sprue pickers that weredesigned specifically for plastics processing were firstused in the late 1960s and early 1970s. Japan, driven bylabour shortages, mould design, and requirements topick-and-place parts without many value-addedoperations, began using the technology extensively inthe 1970s. Early robots were pneumatic-type devicescontrolled by simple hard-wired electrical circuits.Sequence steps were initiated by timers or limit switchesat the end strokes of each axis. The robots were onlyreprogrammable by activating selector switches orrewiring the controllers (272). The robots were usedprimarily to convert a semi-automatic cycle to a fullyautomatic cycle or to reduce damage caused by gravitypart ejection (298, 300). Early robot installations weresometimes less than successful, as the mouldingmachines, auxiliaries, materials or moulds they ran onwere not consistent or reliable (299). Programmablelogic controllers (PLCs) or microprocessors replacedhard-wired controllers in the late 1970s and early 1980s.Robots became commonplace in the United States andEurope replacing operators removing parts from themoulding machine (300, 301).
Electric drives became more widely used in the late1970s and early 1980s. The long traverse axis was thefirst to be converted to electric drive due to the difficultyin obtaining and using very long pneumatic cylinders.The traverse axis also quickly benefited from electricdrives to multiposition parts outside the press. The firstelectric drives relied on limit switches and breaks forcontrol and positioning.
There is a rapid transformation going on presently inthe plastics industry to electric drives. The preferredmethod for axis drives uses servo motors for flexibility,
and the cost of the technology has lowered. Servomotors with encoders are very efficient, highlyrepeatable and capable of positioning anywhere alongthe physical axis limits.
With servo drives came considerably more advancedcontrollers. The controllers initially used computernumerically controlled (CNC) languages, but thenconverted to robot languages that are easier to use.Some advanced controllers allow graphic programmingor programming by leading the robot through asequence and having the robot play it back in auto (a.1).
The moulding machine control technology evolved tosupport unmanned operation of a moulding cell. Processcontrollers could mould precisely and repeatedly, detectdefective parts, and signal the robot to separate them.This is a major step to unattended running. Mouldingmachine manufacturers also developed technology tochange moulds, to purge or change barrels and to restartproduction. The equipment costs were becomingeconomically feasible to deploy automation (290).Computer power, software and connectivity alsodeveloped during the mid-1980s to allow large-scaleintegration of unmanned cells and FMS. Auxiliarydevices such as material handling and water temperaturecontrol devices evolved to be precise and consistentenough to allow automation in the mid-1980s (288, 293).
By the mid- to late 1980s, all of the necessarytechnologies were developed, were economicallyfeasible, and were within view of many manufacturers.Plants with proprietary products had achieved highlevels of unmanned operation. Truly flexible,unmanned operation for custom moulders and short-run, just-in-time (JIT) moulders is now available.
2.2 Robots and Flexibility
A robot is used to transfer parts once moulded throughother operations. It is the main link to cellularmanufacturing.
The robot’s flexibility is based on the number and typeof axis motions, the size of the work envelope, the axis-drive method, the payload, the speed, theprogrammability, the ability to control and interlockto secondary machines or processes, and the ease ofoperation (235). The higher the level of specificationin each category, the greater the robot’s flexibility, andthe greater its potential to generate cost savings throughvalue-added work. However, the greater the flexibility,the greater the cost. Therefore, the robot’s configurationshould be optimised for its intended use (a.2).
Advances in Automation for Plastics Injection Moulding
6
2.3 Robot Configurations
Robots in plastics processing usually consist of fourmain types. There are some configurations less usedthat are not outlined here.
2.3.1 Sprue Pickers
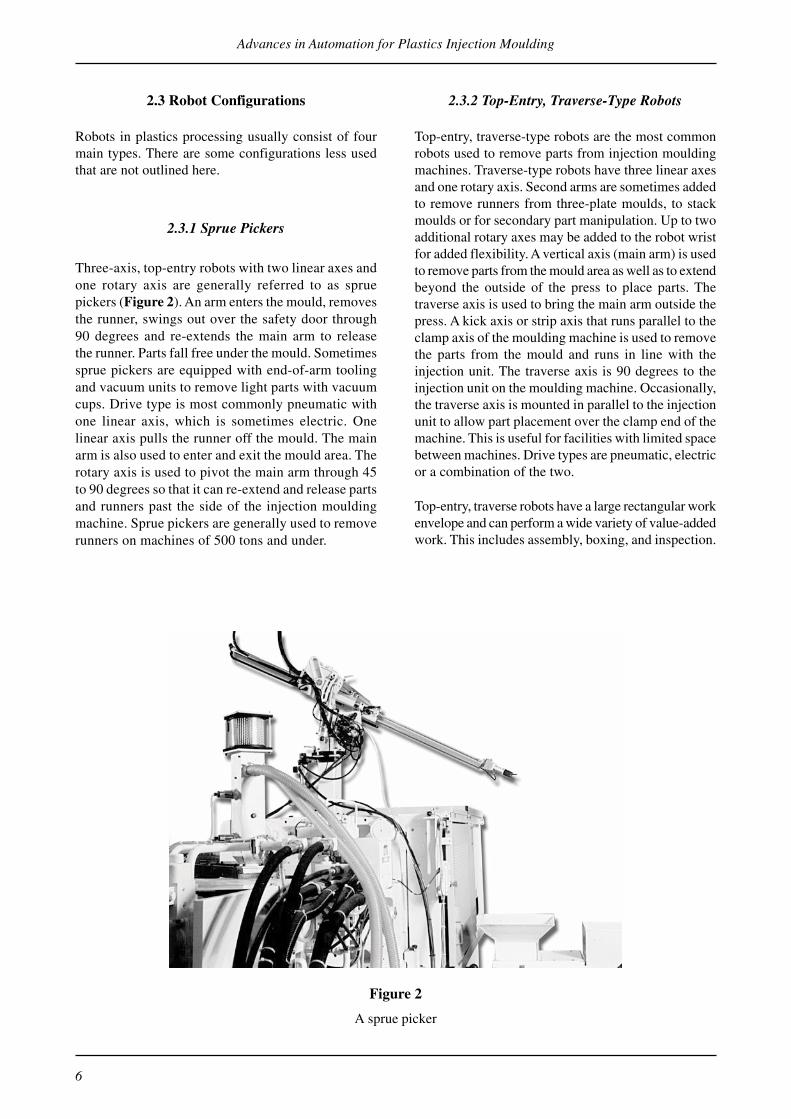
Three-axis, top-entry robots with two linear axes andone rotary axis are generally referred to as spruepickers (Figure 2). An arm enters the mould, removesthe runner, swings out over the safety door through90 degrees and re-extends the main arm to releasethe runner. Parts fall free under the mould. Sometimessprue pickers are equipped with end-of-arm toolingand vacuum units to remove light parts with vacuumcups. Drive type is most commonly pneumatic withone linear axis, which is sometimes electric. Onelinear axis pulls the runner off the mould. The mainarm is also used to enter and exit the mould area. Therotary axis is used to pivot the main arm through 45to 90 degrees so that it can re-extend and release partsand runners past the side of the injection mouldingmachine. Sprue pickers are generally used to removerunners on machines of 500 tons and under.
2.3.2 Top-Entry, Traverse-Type Robots
Top-entry, traverse-type robots are the most commonrobots used to remove parts from injection mouldingmachines. Traverse-type robots have three linear axesand one rotary axis. Second arms are sometimes addedto remove runners from three-plate moulds, to stackmoulds or for secondary part manipulation. Up to twoadditional rotary axes may be added to the robot wristfor added flexibility. A vertical axis (main arm) is usedto remove parts from the mould area as well as to extendbeyond the outside of the press to place parts. Thetraverse axis is used to bring the main arm outside thepress. A kick axis or strip axis that runs parallel to theclamp axis of the moulding machine is used to removethe parts from the mould and runs in line with theinjection unit. The traverse axis is 90 degrees to theinjection unit on the moulding machine. Occasionally,the traverse axis is mounted in parallel to the injectionunit to allow part placement over the clamp end of themachine. This is useful for facilities with limited spacebetween machines. Drive types are pneumatic, electricor a combination of the two.
Top-entry, traverse robots have a large rectangular workenvelope and can perform a wide variety of value-addedwork. This includes assembly, boxing, and inspection.
Figure 2
A sprue picker

Advances in Automation for Plastics Injection Moulding
7
2.3.3 Side-Entry, Linear-Drive Robots
Side-entry robots have one to three linear axes and arotary wrist axis. A side-entry robot mounts to thetop of the machine, the side of the machine or to apress-side table and enters the mould area from therear side. Two main types have been employed. Thefirst type is a very high-speed extractor designed toremove parts and feed them to secondary equipment.The work envelopes are usually restricted to thedistances and motions required for part removal. Thesecond type is designed for low ceiling clearanceapplications or those where restrictions will not allowthe parts to come out of the injection mouldingmachine (IMM) vertically. Drive types are pneumatic,electric or a combination of the two.
However, side-entry robots do have drawbacks. Theyrestrict access to the rear side of the machine and arein the way when not being used. They lack a longvertical arm, which limits their performance ofsecondary functions as they cannot reach into othermachines or containers.
2.3.4 Articulated Robots
Articulated robots are three- to six-axes, rotary-driven,jointed robots. Their advantage is the ability tomanipulate parts through a wide variety of positions.Difficult secondary operations can be performed. Forcomplex manipulations, the cell cost may beminimised with articulated robots because the robot’swrist can orient parts, as against building orientationfunctions into the downstream equipment (75). Manyusers feel articulated robots are most advantageouson large parts requiring complex manipulations andhave little benefit on smaller parts (87). Articulatedrobots are most often mounted beside the injectionmoulding machine, but sometimes on top of theplaten. Drive type is almost always electric andusually servo motor.
There are disadvantages of articulated robots: theyare in the way when not being used, require a largework envelope, are slower to remove parts than linear-drive robots, require greater mould-open distances,and do not allow access or use of secondary machineswhen the robot is not in use (235). They also needextensive programming and expertise to operate thembecause their programming is designed for generalindustrial use and not specifically injection moulding.The added support required for articulated robots cantake away savings generated, and therefore, they mustbe applied carefully.
2.3.5 Combination Cells
Sometimes, the best way to approach cell design is tocombine a linear-drive, extraction robot with anarticulated robot. The press cycle will have minimalimpact, and the cell can be flexible. The articulatedrobots can eliminate the requirement for fixedautomation that is application specific. References(38, 41, 83) outline the use of such cell design.
3 Advances in Drives and Controls
Drives and controls have advanced rapidly since robotswere first introduced. These advances have beenmaking robots more flexible, resulting in moreutilisation in moulding facilities.
3.1 Drives
Drives are chosen by considering the following factors:torque, speed range, size, positioning capability,repeatability, cleanliness, initial cost, operating costs(including energy and maintenance) and reliability.Repeatability is defined as the robot’s ability to returnprecisely to a taught point. Repeatability is critical forautomation to perform its tasks reliably over a longperiod of time.
Drive methods for industrial robots consist ofpneumatic, hydraulic, and electric. The application ofhydraulics for robots used in plastics is almostnonexistent. Hydraulics are energy intensive. They canhave complications common to fluid systems: filtration,leakage and cooling. The forces required for robots inplastics are well under that of hydraulic systems.
3.1.1 Pneumatic Drives
Pneumatic drives are low cost, but can only positionaccurately and repeatedly at the end of strokes ormechanical stops. They are mostly used on applicationsrequiring pick-and-place operations without value-addedoperations. The setup of the robot must be donemechanically, making short runs difficult to accommodate.Pneumatic drives are familiar to shop floor personnel andeasy to maintain. Therefore, pneumatic drives are mostlyused in dedicated, long-running, pick-and-place operationsor entry-level applications.
Advances in Automation for Plastics Injection Moulding
8
3.1.2 Electric Drives
Electric drives have the advantage of being able to stopanywhere along the axis of travel. Their costs are higherthan pneumatic.
Electric drives come in two main types:
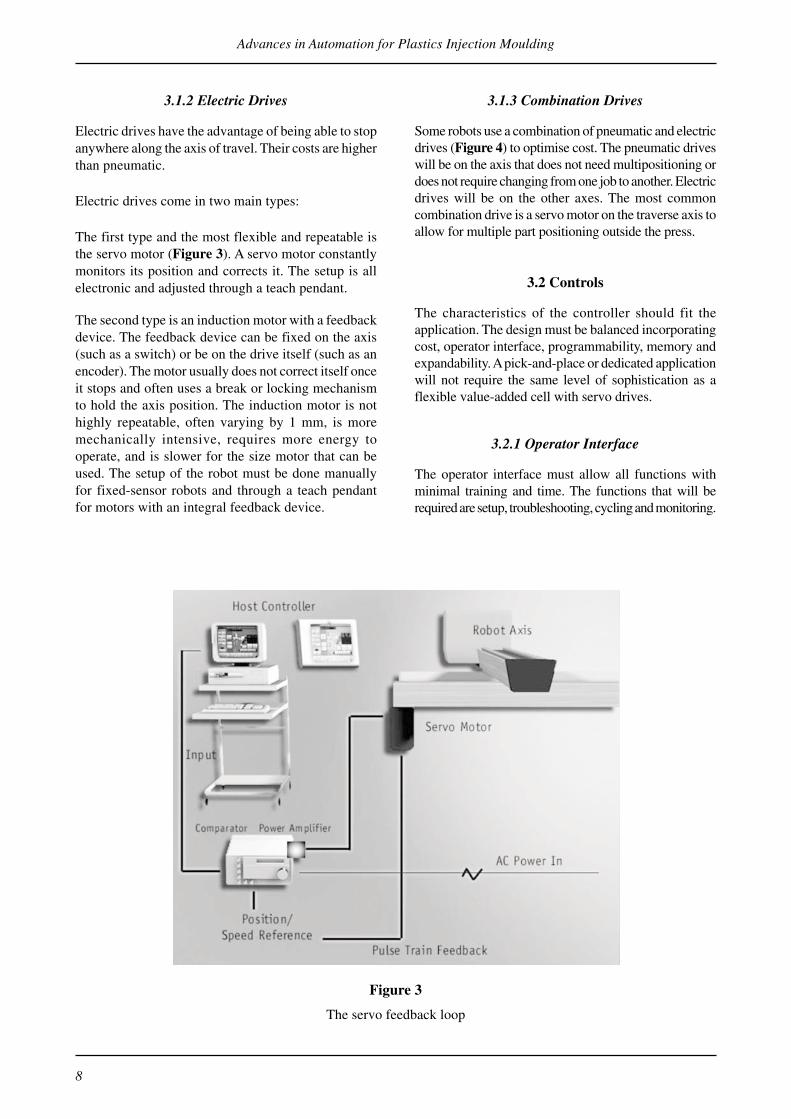
The first type and the most flexible and repeatable isthe servo motor (Figure 3). A servo motor constantlymonitors its position and corrects it. The setup is allelectronic and adjusted through a teach pendant.
The second type is an induction motor with a feedbackdevice. The feedback device can be fixed on the axis(such as a switch) or be on the drive itself (such as anencoder). The motor usually does not correct itself onceit stops and often uses a break or locking mechanismto hold the axis position. The induction motor is nothighly repeatable, often varying by 1 mm, is moremechanically intensive, requires more energy tooperate, and is slower for the size motor that can beused. The setup of the robot must be done manuallyfor fixed-sensor robots and through a teach pendantfor motors with an integral feedback device.
3.1.3 Combination Drives
Some robots use a combination of pneumatic and electricdrives (Figure 4) to optimise cost. The pneumatic driveswill be on the axis that does not need multipositioning ordoes not require changing from one job to another. Electricdrives will be on the other axes. The most commoncombination drive is a servo motor on the traverse axis toallow for multiple part positioning outside the press.
3.2 Controls
The characteristics of the controller should fit theapplication. The design must be balanced incorporatingcost, operator interface, programmability, memory andexpandability. A pick-and-place or dedicated applicationwill not require the same level of sophistication as aflexible value-added cell with servo drives.
3.2.1 Operator Interface
The operator interface must allow all functions withminimal training and time. The functions that will berequired are setup, troubleshooting, cycling and monitoring.
Figure 3
The servo feedback loop

Advances in Automation for Plastics Injection Moulding
9
The use of graphics for operator interfaces isbecoming more widespread. A graphic interface(Figure 5) showing the robot and other main functionsgreatly reduces operator training, downtime and setuptime. Many controllers require knowledge of robotlanguages to operate safely without crashing.
Controllers have evolved to a stage where an engineeris no longer required to set up and operate the robot(131). Staff assigned to keep the moulding machinesin operation can handle the robot setup and operation.Technical staff that performs mould changes ormachine repair can create new programs.
Figure 4
Combination drive robot
Figure 5
An example graphic operator interface
Advances in Automation for Plastics Injection Moulding
10
3.2.2 Sequence Programmability
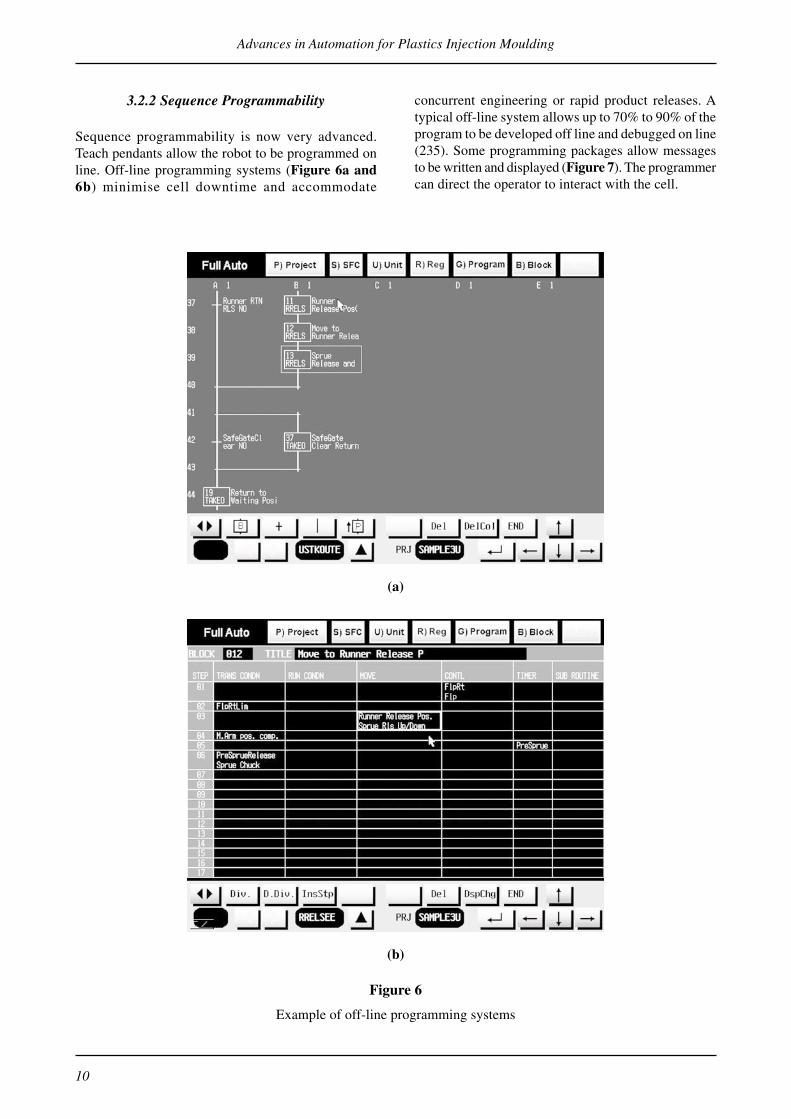
Sequence programmability is now very advanced.Teach pendants allow the robot to be programmed online. Off-line programming systems (Figure 6a and6b) minimise cell downtime and accommodate
concurrent engineering or rapid product releases. Atypical off-line system allows up to 70% to 90% of theprogram to be developed off line and debugged on line(235). Some programming packages allow messagesto be written and displayed (Figure 7). The programmercan direct the operator to interact with the cell.
(a)
(b)
Figure 6
Example of off-line programming systems

Advances in Automation for Plastics Injection Moulding
11
Figure 7
Example error message
3.2.3 Expandability
Controls for programmable robots are becoming moreexpandable. When hardware, software and operatingsystems comply with industry standards and are userexpandable, it is called open architecture. Openarchitecture is the desired configuration. Expandablecontrollers are used to control secondary devices ormachines in work cells, allowing more value to be addedto parts. Distributed control machines have processorsand input/output units at different places on the robot orwithin the cell (131). The advantages of distributedcontrol are the speed of processing programs and controlas well as reduced wiring on or between devices.
Distributed control also eliminates the requirement forduplicate control and software within a cell (235). Theoperator interface can be shared. When using onecontroller to control the cell, the setup flowsautomatically to each machine (292).
3.2.4 Communications and ControllerIntegration
Communications from the robot to the IMM or to acentral computer are useful in Phase II and III and arerequired for Phase IV installations. Communicationsbetween the robot and moulding machine are used forquick program changing, clamp interlocks, starting andstopping and error logging. Communications betweenthe robot and a central computer are used for programchanging, remote monitoring, central administrationand status logging.
Communications to the moulding machine can gobeyond the information exchange above. In somecases, the robot controllers are integrated closely bydirect hook up to the moulding machine computer bus.This allows for fast, real time exchange of data suchas the clamp position. In other cases, additionaltransducers are added to the press, but hooked up tothe robot controller (123, 131). The robot tracking ofthe clamp position allows it to move with the clampas it opens or closes. This feature is useful on largemachines with deep-draw parts. Cycle time is savedfor robot extraction.
4 Integration of Automation Systemsfor Phase III and IV
Many companies have deployed Phase I and II systems.Small companies that do not have substantial financialand technical resources tend to automate up to Phase Ior II. However, Phase III and IV systems will berequired to compete with developing countries and low-wage competition when value is added. Many mouldershave difficulty reaching this level of automation dueto a lack of understanding, poor vision and planning,and lack of management commitment. Phase I and IIsystems can be retrofitted onto existing equipment withlittle planning. Phase III and IV systems require arationalisation of the entire manufacturing operation,equipment and operational procedures. Machinepurchases and internal systems that are made for theshort term become barriers themselves to futureoptimisation. They can be incompatible with futurerequirements or tie up capital, and potential savingsare not realised.
Reduced product lifecycles and the quantity of productoptions have drastically reduced the amount of long-running moulding applications. The long-running jobsthat do exist are often produced with low inventory, just-in-time (JIT) requirements. Accordingly, post-mouldingautomation that is not dedicated to running one part forseveral years has to accommodate a wide variety of partgeometry and orientations. A high degree of flexibilityis required. Technology has evolved in the past few yearsto allow automated moulding in these conditions. Insome cases, it is still expensive or support-intensive torun. Some facilities that used fixed automation for oneproject have found automation equipment and itsdepreciation costs to be very burdensome and prohibitivein adapting to other jobs. These facilities often fail orrequire large retooling costs that could have been avoidedwith more flexible automation.

Advances in Automation for Plastics Injection Moulding
12
In the past, the absence of equipment from suppliersthat could operate and communicate seamlessly in ahighly automated facility was also a barrier. Moulderswere often faced with doing extensive research, makingmodifications and committing substantial resources tointegrating a facility. The resources required for this werevery specialised and expensive. An alternative is topurchase complete systems from highly developedsuppliers, but the cost may be high. Some conceptsdemonstrated by manufacturers are not economicallyfeasible and never make it from the trade shows intoplants. However, the evolution of computers has resultedin components that are now easier to integrate and morecost effective. The moulding industry’s use of computerintegration and communications has not kept pace withtechnology. However, industry standards are nowemerging to make the integration easier. Many suppliershave communications hardware, but do not havesufficient software tools to communicate to plant floorcomputer networks. Hopefully, certification processeswill emerge so that users will know that pieces will ‘plug-and-play’ and communicate with minimal effort.
All phases of automation are now economically feasible.The best approach to higher levels of automation maybe to specify equipment for the level of future integrationrequired in the next ten years. A project plan is then laidout to implement automation in phases. Sometimes whena moulding machine is replaced, the entire cell isupgraded and integrated. Some manufacturers willimplement projects across a common press tonnagerange. Moulds within that tonnage are then standardisedfor quick-changeover systems. The experience fromprevious cells is used to design and integrate future cellsin a constant evolution process. Capital equipment andproject risk is minimised. Personnel in the facility havetime to adapt to new methods as well.
4.1 Expected Benefits of Phase III and IV
The amount of investment required for each employeeeliminated has been shown to increase for higherlevels of automation (256). Due to increased costs,more scrutiny is needed to identify applications, toproject manage them and to audit them to ensuresavings are delivered. However, studies have alsoshown that greater levels of investment have deliveredlinearly proportionately greater levels of savings. Thepoint of diminishing returns has not been reachedwithin the industry.
A European study showed a strong tendency forproductivity gains by flexible simplified organisations,not exclusively capital investment in automation (199).
Indicators that may show organisational flexibilitywould be the degree of implementation of JIT, statisticalprocess control (SPC), material resource planning(MRP), computer-aided design/manufacturing (CAD/CAM), agile or lean manufacturing processes, andcontinuous improvement programmes.
As most companies are using purchased off-the-shelftechnology, the competitive advantage depends on howthoroughly and efficiently the technology is deployedby the organisation. Many moulders added secondaryoperations after moulding for several years and maynot have assigned resources to optimise and organisethem into the best configuration. Non-value-addedoperations and poor layouts can smother the potentialprofitability of these operations.
A new perspective is required to implement automationand justify it. Many financial justifications are designedfor a short-term, one-time expenditure to solve amanufacturing problem. A different process is neededfor long-term, continuous, strategic manufacturingdecisions and justifications focused on efficientmanufacturing. The automation will have to be phasedin over a period of months or years. The justificationand purchasing process must allow measurement ofproductivity savings and expenses against a multiyearplan. Once plans are approved and implementationstarts, it is also essential to regularly audit the progressof expenditures, utilisations and savings, and tocompare them against what had been planned. Thislevel of automation is a journey, not a one-timepurchase and installation.
It is common to find operations that may significantlyadd cost to the project, but contribute little to savings.Operations such as these are better eliminated,performed manually, or redesigned to be more costeffective. Compare the costs of options required forquick changeovers and justify them against the benefitsexpected.
Equipment required for unmanned flexiblemanufacturing systems can sometimes be twice theprice of standard machinery and must be justified withcareful analysis and implementation plans.
4.2 Actual Operating Results
Overall reduction in manufacturing costs of 20% iscommon and sometimes up to 40% has been achievedfrom receipt of the resin to the finished productshipment (129). Press utilisation can go up as much as50% overall.

Advances in Automation for Plastics Injection Moulding
13
Best-in-class machine/cell efficiency will averagearound 93% once debugged. Actual efficiency dependson the complexity of the cell and the amount ofchangeover required.
Many users gain the largest financial payback based onthe elimination of direct labour. Some applications, suchas quick cycles or large parts, are held up by the operatorsand more production can be obtained when automated.It is difficult to utilise 100% of labour beside themoulding machine. Utilisation of only 50 to 70% iscommon. Centralising the value-added operations orautomating them lowers lost labour (294).
The goal of several automation systems is to movebeyond direct labour savings to minimise or eliminateindirect labour. Labour required to change over systems,to monitor quality, to move materials to the machines,and to transport materials through the factory can beeliminated. Companies have found the only way toremove variability and to achieve zero-defect productionis to eliminate manual operations and automate theremaining ones. Operators are then in charge ofmonitoring the production, machinery and quality, andof making final shipments (41). When direct and indirectlabour is eliminated, there can be substantial savings inother support and administration departments due to thereduction in the management of personnel required.
Consistent cycles, consistent secondary operations, on-line measurement, segregation and control all contributeto the increase in quality. Automated measurement ismore accurate than human measurement systems. Theautomation systems used have integral quality checksof each operation to immediately detect errors, segregatethem and prevent scrapping of subsequent higher-valueproduction. The systems used prior to cell automationrequired a lot of work in process and errors that weredetected caused a lot of scrap.
Some companies automate initially to be able to offsetshorter mandated workweeks or to extend plantutilisation over weekends. The entire operationutilisation and efficiency goes up as fixed costs are spreadacross 20% more shipments when going from a five-day operation to a six-day operation. Weekend operationmay be done with little or no staff. The unmanned hoursuse less energy for human comfort and lighting.
Floor-space reductions due to less work in process,storage space and secondary operations can be up to20%. Floor space reduction is critical for costly real estateareas or cramped facilities where the cost of theautomation is much less than new facility space. Capitalexpenditure for more moulding machines and supportequipment is avoided. Automated vertical warehouses
can take up to one-quarter or one-half the area ofconventional warehouses depending on their height.
Deliveries can be improved due to quick changeoversand shorter queue times in cell manufacturing.Scheduling complexities are greatly reduced and on-timeperformance improves.
Short runs, low inventory, increased product variationsand shortened product lives propel the requirement.Quick changeovers are also required for rapid productlaunches. Rapid changeovers drive up the labour requiredto perform them if not automated, and hinder cellutilisation. The changeover time must be measured fromthe previous part to the first good new part. Systemsmust be designed and coordinated to be as automated aspossible with as many operations as possible changingover in parallel.
Automation that is implemented for quick changeoverscan increase press utilisation by at least 5% and as muchas 15 to 20%. Changeovers are quicker and require fewerpersonnel because they are done automatically. Quickchangeover systems allow companies to lower work-in-progress inventories. Some successful manufacturershave reported that the equipment investment equalledthe cost of the inventory reduction. In this case, it wasviewed that investment in equipment was preferable toinvestment in inventory. Certainly, the lower inventoryhas a significant ongoing benefit after the equipment ispurchased. Automation of office functions, such as orderentry, quality control, and production control arenecessary to keep up with the speed of quick changeoversystems in the plant.
Worker satisfaction also escalates. A European studyfound that 50% of employees polled expressed that theirjob became more interesting versus 13% who expressedthe job was more boring; 48% expressed the job waseasier versus 15% who expressed the job was harder.Only 1% lost jobs. This low number is probably due tothe fact that labour is in short supply and is difficult toretain in many plastics manufacturing environments.
4.3 Requirements for Phase III and IVIntegration
One of the most critical steps for higher levels ofautomation does not involve automation at all. Theorganisation, customers, parts, moulds and processes allhave to be rationalised and improved to accept greaterlevels of automation. The improvements may start anytime and progress throughout the integration process (161,257). Moulders should discuss what production can be

Advances in Automation for Plastics Injection Moulding
14
profitable and under what constraints, determine whatprocesses match the company’s competencies, determinewhat levels of efficiency will be required to reach theprofitability goals and determine the levels of quality andquality-tracability data required. Remaining processes willneed to be automated as much as possible and integratedinto the data-processing network. An automation missionstatement can then be written.
Next, the remaining processes from receipt of an orderuntil invoicing should be put into a flow chart. All nonvalue-added operations in the production flow path shouldbe eliminated, minimised or automated. Automating nonvalue-added operations is expensive and can make afacility noncompetitive and increase depreciation costs.
The company then needs to conduct a gap analysis todetermine how to get to the desired goals. The gap analysisshould include moulds and current production machinerycapabilities. Automation will not compensate for moulds,moulding machines or secondary equipment incapableof producing high levels of quality parts. A plan needs tobe implemented to improve tooling and machinery toachieve desired results. The improved tooling maintenancecosts and preventative maintenance (PM) programmecosts that are required to sustain high levels of qualityfrom processes should be factored into the justification.Each job or expected job should be analysed using actualdata, fitting it to the optimum machine and processequipment, to produce parts with the lowest cost andhighest quality. From here, the plant layout, material flows,flexibility and changeover requirements can be defined.Finally, an investment schedule can be put together.
4.4 Standards for Higher Levels of Integration
The next step to higher levels of integration is bydeveloping standards. The moulding machines need sizestandardisation along with defined specifications andoptions. Many plants will standardise on a small numberof different sizes of machines to reduce the number ofvariables and the variety of different support equipmentin the facility. Limiting machine size from three to fivesizes with at least three machines per size has workedwell for some facilities. Choosing one manufacturer, onecontroller or one communications interface is importantin order to use setups from one machine to the next. Ideally,the moulding machine will have a high degree of processcontrol and automatic adaptability to changing conditions.Machines should be able to start and stop automaticallyand communicate with other auxiliary machines.
The moulds will also need some standards set. Moulddimensions may need to be analysed and classified for
the tonnage of machine they will run in. The mould-to-press mechanical interface for quick-change systemsshould be fixed. Platen attachment methods need to bestandardised along with ejector, electrical, water,pneumatic, and hydraulic connections. Mould runnersystems must be extremely reliable as well. Hot runnersand sub-gated runners are easier to automate because theydo not require post-extraction processes to obtain gate-vestige quality. Automatic systems require greater mouldquality construction standards because there are no longeroperators present to inspect and correct mould problems.Preventative maintenance intervals must be set to maintainthe moulds’ consistent production of good parts.
Auxiliaries such as mould temperature controllers andresin material dryers should be tested, calibrated andcertified to be within specification before integration.Standardising auxiliaries will assist greatly in speedingintegration and maintaining quality. All devices shouldbe specified with communications for changeovers,process status and diagnostics.
For special machinery, standardise the components fromwhich the system will be assembled. The addedcomplexity of special machinery has a large support costif improperly coordinated. Programming, tooling,troubleshooting, spare parts and maintenancerequirements are operating expenses that need to becontrolled through standardisation and training. Try tochoose components that are flexible and reusable. Someprojects fail because the cost of ownership, retooling andsupport are excessive.
Since parts always need to be moved within a facility andto customers, part transport methods and containers mustbe standardised. Some users develop separate containersfor inside the facility and for shipment to customers. Otherusers have succeeded by using standardised, reusablecontainers for internal and external use. Containers needto be designed to be rigid and accurate. There are moreand more industry-wide container standards beingemployed and used in plants.
A computer network can be built to support the newsystems from door to door. The computer communicationsarchitecture, protocols and data collection/analysisrequirements need to be defined, and installed in levels tosupport future levels of integration.
4.5 Implementation of Phase III and IVAutomation
At this point, implementation of systems with solidproject management procedures can begin. The degreeof project management to get to Phase III and IV is very
Advances in Automation for Plastics Injection Moulding
15
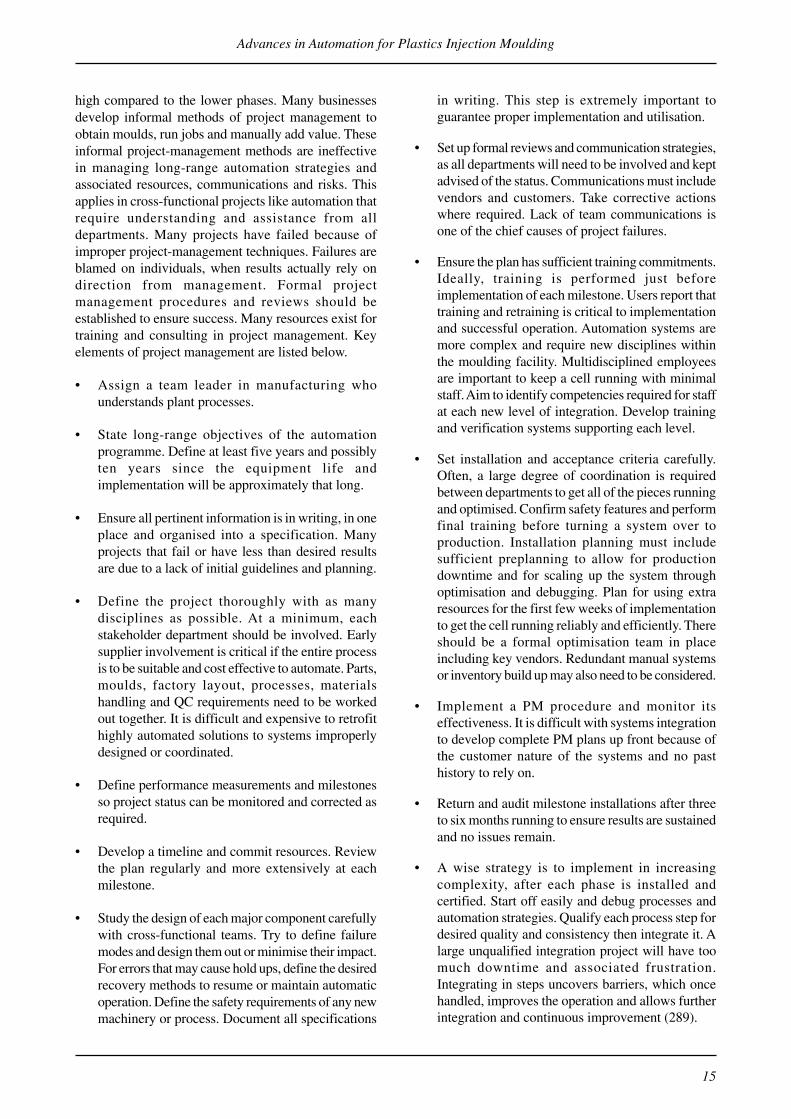
high compared to the lower phases. Many businessesdevelop informal methods of project management toobtain moulds, run jobs and manually add value. Theseinformal project-management methods are ineffectivein managing long-range automation strategies andassociated resources, communications and risks. Thisapplies in cross-functional projects like automation thatrequire understanding and assistance from alldepartments. Many projects have failed because ofimproper project-management techniques. Failures areblamed on individuals, when results actually rely ondirection from management. Formal projectmanagement procedures and reviews should beestablished to ensure success. Many resources exist fortraining and consulting in project management. Keyelements of project management are listed below.
• Assign a team leader in manufacturing whounderstands plant processes.
• State long-range objectives of the automationprogramme. Define at least five years and possiblyten years since the equipment life andimplementation will be approximately that long.
• Ensure all pertinent information is in writing, in oneplace and organised into a specification. Manyprojects that fail or have less than desired resultsare due to a lack of initial guidelines and planning.
• Define the project thoroughly with as manydisciplines as possible. At a minimum, eachstakeholder department should be involved. Earlysupplier involvement is critical if the entire processis to be suitable and cost effective to automate. Parts,moulds, factory layout, processes, materialshandling and QC requirements need to be workedout together. It is difficult and expensive to retrofithighly automated solutions to systems improperlydesigned or coordinated.
• Define performance measurements and milestonesso project status can be monitored and corrected asrequired.
• Develop a timeline and commit resources. Reviewthe plan regularly and more extensively at eachmilestone.
• Study the design of each major component carefullywith cross-functional teams. Try to define failuremodes and design them out or minimise their impact.For errors that may cause hold ups, define the desiredrecovery methods to resume or maintain automaticoperation. Define the safety requirements of any newmachinery or process. Document all specifications
in writing. This step is extremely important toguarantee proper implementation and utilisation.
• Set up formal reviews and communication strategies,as all departments will need to be involved and keptadvised of the status. Communications must includevendors and customers. Take corrective actionswhere required. Lack of team communications isone of the chief causes of project failures.
• Ensure the plan has sufficient training commitments.Ideally, training is performed just beforeimplementation of each milestone. Users report thattraining and retraining is critical to implementationand successful operation. Automation systems aremore complex and require new disciplines withinthe moulding facility. Multidisciplined employeesare important to keep a cell running with minimalstaff. Aim to identify competencies required for staffat each new level of integration. Develop trainingand verification systems supporting each level.
• Set installation and acceptance criteria carefully.Often, a large degree of coordination is requiredbetween departments to get all of the pieces runningand optimised. Confirm safety features and performfinal training before turning a system over toproduction. Installation planning must includesufficient preplanning to allow for productiondowntime and for scaling up the system throughoptimisation and debugging. Plan for using extraresources for the first few weeks of implementationto get the cell running reliably and efficiently. Thereshould be a formal optimisation team in placeincluding key vendors. Redundant manual systemsor inventory build up may also need to be considered.
• Implement a PM procedure and monitor itseffectiveness. It is difficult with systems integrationto develop complete PM plans up front because ofthe customer nature of the systems and no pasthistory to rely on.
• Return and audit milestone installations after threeto six months running to ensure results are sustainedand no issues remain.
• A wise strategy is to implement in increasingcomplexity, after each phase is installed andcertified. Start off easily and debug processes andautomation strategies. Qualify each process step fordesired quality and consistency then integrate it. Alarge unqualified integration project will have toomuch downtime and associated frustration.Integrating in steps uncovers barriers, which oncehandled, improves the operation and allows furtherintegration and continuous improvement (289).
Advances in Automation for Plastics Injection Moulding
16
4.6 Equipment Differences for Phase IVIntegration
Phase IV is a much higher level of automation thanprevious phases and requires a high degree ofintegration and control. This phase goes beyond islandsof automation into a fully functional, highlycoordinated, quick changeover, lights out factory.
The key to implementing flexible manufacturingsystems is to buy flexible components. Flexiblecomponents are those that can be reconfigured easilyfor different parts, often by reprogramming thenrecalling setups. A minimum of mechanical changes isrequired to reuse or retool the equipment. Changeoversbetween runs must be done automatically and rapidly.Contract manufacturers, in particular, must use flexiblecomponents or their main competitive advantage ofquick reaction and adaptability is lost. Automation mustnot make an organisation slower or less adaptive.Flexible components cost more, but have a longer life,which lowers risks and allows the equipment to bedepreciated over longer time periods. The useful lifeof flexible systems is often two to four times that ofinflexible dedicated components.
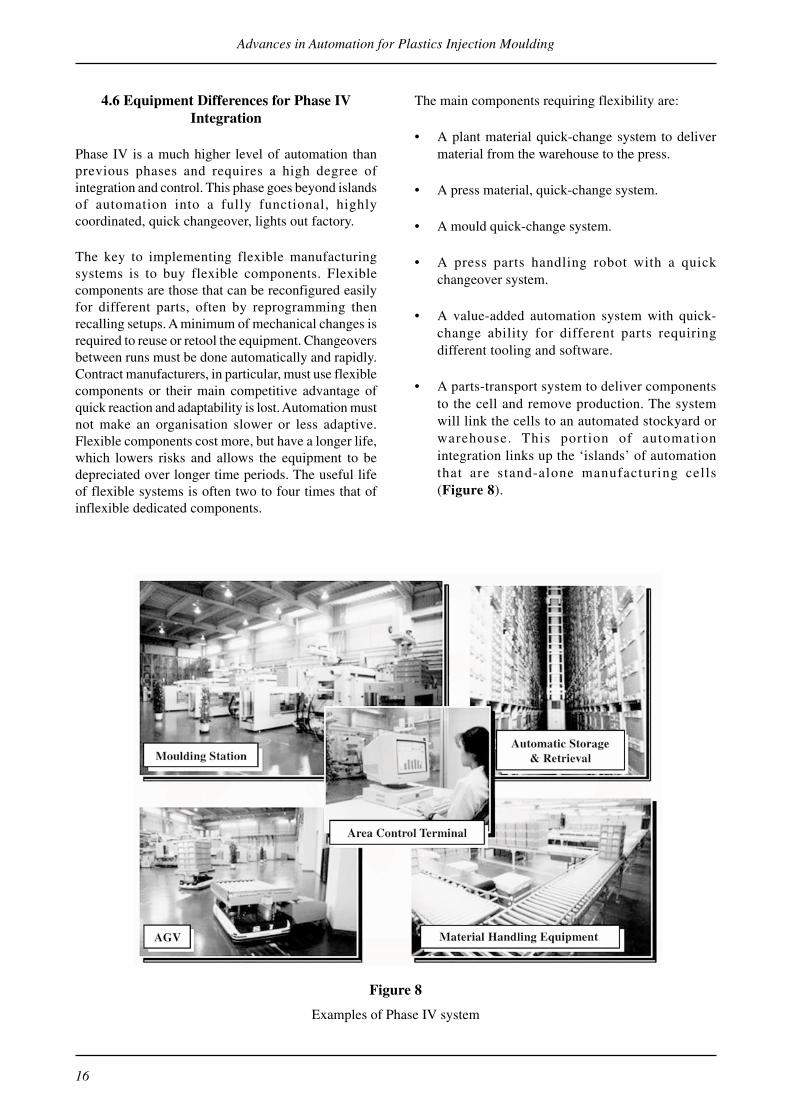
The main components requiring flexibility are:
• A plant material quick-change system to delivermaterial from the warehouse to the press.
• A press material, quick-change system.
• A mould quick-change system.
• A press parts handling robot with a quickchangeover system.
• A value-added automation system with quick-change ability for different parts requiringdifferent tooling and software.
• A parts-transport system to deliver componentsto the cell and remove production. The systemwill link the cells to an automated stockyard orwarehouse. This portion of automationintegration links up the ‘islands’ of automationthat are stand-alone manufacturing cells(Figure 8).
Figure 8
Examples of Phase IV system
Advances in Automation for Plastics Injection Moulding
17
• An automated stockyard or automated storageand retrieval system for work in process andfinished goods.
• A computer network to link all processes togetherand a central computer and software to control,monitor, change, and track data for the factory.
The degree of Phase IV development can be judged bythe amount and sophistication of the componentsimplemented.
4.6.1 Plant Material Quick-Change Systems
A plant material quick-change system must be designedto deliver each different material to each different press.Systems may have to be designed to be self-cleaning toensure that no contamination occurs during changeover.The systems must be able to be sequenced from a centralcomputer and accommodate material, colorant and dryair if required. These systems are often quite differentfrom the ones presently installed in many facilities (258).The system sequence is purge the material lines andhoppers, confirm cleaning is complete and deliver newmaterials. The new moulding sequence can then begin.
4.6.2 Press Material Quick-Change Systems
Ideally, jobs can be scheduled in machines using thesame material. For many facilities, this is not possible.A moulding-machine material quick-change system isrequired and generally composed of systems to purgeand refeed the injection unit. Systems were developedin the 1980s to automatically change barrels, but theyproved to be not commercially viable.
Semi-automatic systems are still used because of thecomplexities involved in performing changeovers andkeeping systems clean.
4.6.3 Mould Quick-Change Systems
A mould quick-change system may be composed of:
• A mould storage system.
• A mould transport system. Moulds can betransported with overhead programmable cranes,automatic carts or semi-automatic carts.Programmable cranes require less floor space.
• A mould preheat and staging station.
• Mould loading systems to pull moulds out of thepress and load new moulds into the press.
• A mould clamping and location system. Thissystem must also have connectors for utilities.Quick connectors for hydraulics are required ifcore-pull sequences require them. Hot-runnersystems need to be quickly connected andintegrated to the press controller. Provisions maybe required to confirm the proper mould is in thepress and connected fully. Some companies haveeven used robots to change core and cavity setswithin the mould (287). Die positioning accuracyafter a mould change is important so a robot canautomatically change its end-of-arm tooling andinterface to the mould.
• On occasion, a mould cool-down station is requiredbefore storage.
Safety and interlocks of these systems must be wellthought out and controlled, as moulds are very heavyand expensive, and present considerable hazards ifmishandled.
4.6.4 Equipment Required to Unload the Mould
For small parts or those that do not require secondaryoperations, conveyors or vacuum evacuation systemscan be used. For other parts, robots are required. A pressparts-handling robot with quick changeover capabilitylinks post-mould to pre-mould processes. The robotrequired at this point of integration must be highlyflexible, have computer communications, be capableof automatic programme changes, be capable ofautomatic tooling changes and have provisions to start,stop and pause automatically. Verification that thecorrect end-of-arm tooling and robot sequencecorresponding to the current press set up are in use issometimes desirable to avoid errors.
4.6.5 Flexible Value-Added Systems
Flexible value-added systems that perform multiplesecondary operations or parts after extraction are themost elusive components to design.
Some manufacturers limit a cell’s value-added stepsbeside the moulding machine and then use automatedmaterial-handling devices to move production out of

Advances in Automation for Plastics Injection Moulding
18
the cell. Value-added operations that are difficult toautomate or cannot be done within the moulding cycleare performed manually away from moulding. Linesfed automatically by conveyors or automated guidedvehicles (AGV) accomplish this. If the parts are placedinto standard containers and their position ismaintained, then value-added operations can beautomated in the future.
The difficulty in flexible value-added automation istrying to transport parts economically throughoperations, keeping their orientation and beingadaptable across a wide variety of different geometries.The most economical way to move parts through value-added operations is to use the part removal robot withmultipurpose or changeable end-of-arm tooling. Asecondary flexible robot can also be used to take partsfrom the press robot and move them through operations.Beyond robots, several other devices are available butthese are less flexible or adaptable to transport partsthrough operations. Parts can be transported tosubsequent operations by means of conveyors, placedonto pallets, placed into trays or bins or placed ontorotary or linear indexers.
4.6.6 Parts Transport Systems
Conveyors can move the parts to a central location.They can be inexpensive for some factory layouts.Conveyors can be belts, plastic-link chains oroverhead chain-driven systems. As a result of partslosing orientation in most applications, operators willbe required on the end of the system to reorient,inspect, add value and package parts. Similar partsmay be mishandled and placed into incorrectcontainers. The system does not lend itself well tofuture automation if parts are out of orientation oroverlapping. Parts liable to damage during transportdo not lend themselves to this type of automation.An exception to this would be the placing of partsonto fixtured pallets, transported on conveyors.Sensors to detect parts passing underneath otherrobots need to be installed to prevent parts frombeing placed on top of others and to avoid possiblerobot crashes. If robots can package beside eachmachine, then the conveyors can be used to transportcontainers in and out of the cells. Conveyors requirea lot of floor space and inhibit access to the mouldingcells unless they can be put overhead, in which casethey are difficult to service and clean, and parts maynot be easy to see. Conveyors to a central locationare best used for similar parts, large parts or easilydistinguishable parts that will not require or cannotjustify the costs of added-value operations.
For small parts, some plants have used air conveyorsystems where the parts are transported in an air streamto a packaging room or machine. Parts are ejected intoa hopper that directs them into a tube and air stream.An air-vacuum transport system, hooked up to thehoppers under the machines, conveys the parts to boxeslocated in another area of the facility. The vacuumtransport system must be sized to transport the largestexpected part size. A maximum part size of 30 mm iscommon. Parts must be those that can transport throughtubes without getting marked or damaged. Parts mustalso be able to be moved without tangling or causingblockages in the tubes. The system requires modestfloor space and labour.
Several automated plant concepts have evolved aroundcontainer filling cells (Figure 9). The containers canbe trays, bins or boxes with single or multiple layers(72). Large parts sometimes have rack systems that aretransported through the cells. The trays, bins, racks orboxes can be used internally, externally or both. Thebenefit of a container filling beside the press is that itallows unmanned operation and expandability forfuture off-line value-added automation. A benefit ofplacing parts into containers is that orientation can bemaintained. When automation of value-addedoperations occurs in the future, the system will readilyadapt. Machines exist to handle standard containers inand around the moulding cell. Multilevel shelves orconveyors can be used to store production. Conveyorsthat destack and restack containers are common as well.The containers must be dimensionally accurate andhave features suitable for automation, such as beingrigid, stackable or collapsible, not easily damaged andeasy to clean. It is common to use inserts in thecontainers for parts requiring precise locations or thatmay be subject to damage in transport.
Once parts are in the containers, they can be removedat intervals by operators, conveyors, or loaded andunloaded by AGVs. The AGVs are self-propelled carts.The drive is usually accomplished with electric motors.Electric-driven vehicles will require a rechargingstation for periodical charging during operation. Thevehicles are sized based on the maximum payload andsize of load to be accommodated. The top of the vehicleis usually designed to automatically load or unload thetype of container to be used in the particular facility.The vendor base for AGVs has been very volatilebecause of the large amount of research anddevelopment required and the varying marketconditions. Many factories have not advanced theirautomation to the point where an automatic vehicle cantake over; they also have not automated upstream ordo not have an automated warehousing linkage.

Advances in Automation for Plastics Injection Moulding
19
AGV systems are expensive, but very flexible. They canoften be justified in one to two years in the rightapplication where the factory is reasonably organised.Indirect labour is saved along with reduced part damagethat may occur with manual systems (87). Unlike fixedconveyors, they can be reprogrammed and reconfiguredfor a wide variety of transport tasks. The systems makethe transition to automated storage and retrieval systemsseamlessly as all of the infrastructure and standards areput into place. Phase III or IV systems need carefulcoordination of containers and supplies to and from thecells and are inhibited by manual transport methods (72).Guidance systems are usually chemical paths paintedonto the floor, taped paths, or grid systems in which thevehicles navigate freely between points. Systems whichuse lasers for positioning are also in development. AGVsgive full access to the cells when not docked or whenmoving by them. AGVs are usually not installed until areasonable amount of cells are running efficiently. Beforethis point, manual or semi-manual methods are used.
4.6.7 Automated Stockyards and AutomatedStorage and Retrieval Systems
Whether work in process or finished goods aretransported manually, by conveyors or by AGVs,
automatic storage and retrieval systems can beemployed. The simplest form consists of rollerconveyors, to which containers are off-loaded. Aseparate conveyor line is usually associated with onepart or moulding machine. Simple roller-conveyorsystems are frequently employed to store enough partsfor unattended shifts or weekend operation. Systemsthen increase in complexity enabling loading andunloading as well as computer tracking of containers.The most sophisticated systems are multilevel systemsthat use linear robots to pick and store containers andlater repick and deliver them to an outlet position whenrequired. These storage systems are mostly used whereland is at a premium or the cost to add floor space ismore than the storage system.
4.6.8 Logistics and Coordination
A very high degree of logistics and coordination isrequired for Phase IV implementation. Onlycomputers can keep up with the demands. If notproperly thought out, the personnel required tocoordinate the factory and run it efficiently in a small-lot, quick-change environment will offset savings inother areas. It is critical to use local area networkarchitecture and ensure all major components in cells
Figure 9
Automated container filling

Advances in Automation for Plastics Injection Moulding
20
are equipped to integrate to it. However, in case of asystem failure, production cells should be designedso as to be able to run without the computer network.It is common to have a local computer in each cellthat interfaces each machine within the cell to thecomputer network. Minimally, the system mustcoordinate set up data for all of the cell equipmentwhen a new mould is run and verify that control pointsare met to begin production.
The central computer hooked up to the network willschedule production resources, handle changeovers,track and display status, gather quality information,perform quality analysis, display errors and schedulepreventative maintenance. The central computerdevelops schedules and sends them to each individualcell computer for execution (258). Status and errordisplay must be designed to get quick notification andreaction to problems. Often these systems are linkedto audible or visual alarm systems within the plant orto remote locations for off-hours.
4.7 Design Criteria for Higher Levels ofAutomation
When implementing cells and FMS, system design iscritical. The following is a list of common designconsiderations:
• The cell should have the ability to shut downautomatically if the run is complete or if there istrouble and no one responds. The cell must shutdown in an orderly way leaving all elements in asafe and known position. The status of the machinesshould be kept so the cell can be analysed andrestarted quickly. Irregular production may needto be isolated. Heating elements may need to bereset at a lower setting.
• Machines within a cell should be capable ofuncoupled operation inside or outside of the cellin case of trouble. Thought must be given to howoperations can be performed manually if theautomation fails. Cell design may need to leaveroom for operators and for any movementsnecessary to allow manual intervention or havedecoupling abilities. Integrated machines mayrequire an automatic and manual control interface.Guarding that can be easily configured for manualoperation should be considered (37).
• Operator input or take away from a cell should notaffect its operation or safety. Feeding of
components into the system should be done withease while the machine is running.
• Buffers should be placed in front of operationsrequiring manual adjustment, cleaning or supplyreplenishment. According to a recent article, asmuch as 70% of cell downtime is operator induced(125). The buffer should be long enough to allowfor operator arrival and completion of the task.Some machines that are difficult to start up maybe required to keep in cycle and dischargeproduction for a short time while the cell isattended. The length of time the machine dischargesproduction should be limited so that excessive scrapmaterial costs are avoided. Cell design may requiremanual reintroduction of parts produced while amachine was down or from surplus capacity. It maybe required to take parts off line and reintroducethem downstream if a component fails. The rate ofthe downstream operations may need to be fasterthan the process to allow reintroduction ofproduction while still on line.
• It is good practice to perform quality control foreach step immediately after or during the operationand to isolate bad parts once detected. It may bedifficult to track bad parts in a machine, and so thevalue added to them is wasted. The system shouldbe programmed to stop if a preset frequency oferrors occurs at a station rather than stopping ateach error. Cells may need quality control ofincoming material and process adaptation if thereis a likelihood that defects could occur, would behard to detect, or would cause interruption of thecell. Critical operations within a cell should allowfor quality control sampling without cellinterruption. The sampling can be programmed atintervals or triggered by an operator.
• Critical components can be serialised and the datastored for traceability. This is common forcomponents where product liability may be aconcern.
• Consideration has to be given to productionbalancing, from multiple machines or for machineswhere cavities will be shut off. The part removalrobot or other devices can perform this function ifequipped and programmed properly.
• One of the most important design considerationsis to specify flexible components to be adaptablefor families of related applications. Componentsshould be as modular as possible, to allow them to

Advances in Automation for Plastics Injection Moulding
21
be reused and reconfigured as requirements change.This type of equipment will make the differencebetween justifying equipment for one job andjustifying the equipment across its lifetime. Buyfor the future. It is sensible to specify equipmentfor where you want to be at the end of its life, notwhere you are now.
• Controls must be open architecture so that they areexpandable and workable with a network to adaptto changing conditions. Dedicated controllers mayinhibit adapting to further levels of automation aswell. The memory, processing speed and inputs/outputs must be expandable.
5 Example Applications
There are several examples of successful cells andFMS. Some cell designs are now more or less standardbased on vendors’ repetitive-application experience.
5.1 Small Machines
Small machines, producing parts that are bulkpackaged, are the easiest to automate, although manymoulders have yet to take full advantage of availabletechnology.
The reasons why small machines are easy to automateare that usually little value is added to small parts,incoming materials are used in small quantities, partsare often shipped in bulk, a large amount of parts canbe stored in a small amount of space, and moulds areeasier to change. All of this simplifies the systemsrequired. There are many examples of plants that cannow produce small parts in a highly integrated andautomated fashion. Many producers making smallcomponents will have to automate soon to higher levelsto compete with modern facilities and globalcompetition.
Parts are ejected out of the machine and fall into ahopper. Sprue pickers can be used to separate the runnerfrom the parts. A central vacuum system cycled frompress to press to evacuate parts and deliver them to acentral box station is common. Parts can be dischargedinto a container or a machine that indexes containerswhen full. Boxes can be automatically transported inand out of the filling station. Critical elements forsuccess are excellent mould design to make quality
parts, proficient process control, diverter chutes todirect rejects away from the good part transport system,automatic resin handling systems, accurate blendingsystems, antistatic devices to prevent parts fromsticking to moulds, and a monitoring computer to detectand alert if there are problems. Working with customersto ensure parts and moulds are designed to becompatible and to operate reliably in the cells isessential (180).
One manufacturer has achieved 48 hours of productionwith only 15 minutes of labour required to feed emptyboxes and take away full boxes (291).
5.2 Cells that Extend Production HoursWithout Labour
Various cells have been developed for unattendedoperation over 16- to 48-hour periods. The objectiveis to expand hours of unmanned operation or toeliminate labour on second and third shifts. A Europeanfacility designed a plant for unmanned operationthrough weekends (109). The cell produces motorprotection switches requiring precision assembly.Unattended operation is achieved by using trays forstorage of the parts. Trays are configured to hold partsin known positions for post handling. Loaded into aconveyorised stockyard are 320 trays for 66 hours ofproduction. Trays are moved in and out of the stockyardand positioned under the robot automatically. A robotremoves the parts from a two-cavity mould and placesthe first part into the next available tray pocket. Therobot then orients the next part through 180 degrees soit is in the same orientation as the first and places itinto the next available pocket. Other parts are run onthe cell and are placed into boxes.
5.3 Automated Packaging with ManualValue-Added Operations
Many cell and FMS systems have been designed aroundparts removal with one or two secondary operationsbeside the machine and packaging of parts for transport(157). A Japanese manufacturer has set up an automatedfactory as a demonstration centre for the technology.Subsequent plants have been built and put into operationbased on the principles developed. The facility is staffedby five personnel for the daytime shift. There are nopersonnel present overnight or on weekends. Additionalpersonnel are brought in as needed on the first shift toadd value to parts that may require it. If a problem occurs

Advances in Automation for Plastics Injection Moulding
22
when there are no personnel on duty, the central computercalls a manager at home who can respond. Servo robots,on top of the moulding machines, fill trays with parts.Trays are automatically destacked, filled and restackedon a press-side, parts storage machine. When a stack iscompletely full, an AGV retrieves the stack and deliversa stack of empty trays. The AGV transports the trays toan elevator that brings the vehicle to the second floor.The AGV then delivers the stack to a roller conveyorstockyard. When the production in the trays is beingshipped or processed by operators for secondaryoperation such as assembly, quality control measurementor testing, an operator retrieves the stacks from thestockyard. The stockyard is sized to hold two to threedays of production for operation over a weekend.
5.4 Product or Contract Specific Cells
Some cells will have been designed for a specificproduct or a moulding contract of three to five years.For moulding contracts, it is important to chooseequipment that becomes adaptable after the contractterm. This avoids large depreciation costs during theproject and large retooling costs after the project.
A well thought out production cell in Germany illustratedthe maximum utilisation of a system. The goals of thesystem were to provide maximum up time, toaccommodate short runs, eliminate work in progress,and to give maximum value-added operations by tryingto get the robot to work the entire moulding cycle (200).A servo-drive, traverse-type robot removes parts, checksdimensions, cuts off a sprue and loads the part onto arotary table. On the rotary table, the part is milled, hotstamped and presented again to the robot. The finishedpart is stacked into a magazine for storage. Beforestarting the next cycle, the robot picks up a bearing,checks its dimensions and inserts it into the mould. Thecell was designed so parts can be removed and fed backin if a station goes down to keep production going. Ifmanual attendance is required in the cell, the robot keepsrunning and loads parts into a buffer for up to 12 minutes.When the operator exits the work zone, the robot willautomatically begin to feed the cell again. Each stationcan be manually turned off outside the cell, and the othermachine stations will keep running.
5.5 Group Technology
Many cells have been designed around a group of partsrequiring similar operations, e.g., for in-mould decorating,insert moulding, and two-component moulding.
5.5.1 In-Mould Decorating
In-mould decorating has the advantages of theelimination of special downstream decoratingmachines, the elimination of scrap associated with on-line decorating, flexibility of using different labels andproducts, higher quality decorations on the parts andbetter environmental properties with integraldecorations (192). Systems are composed of magazinesfor labels, a label pick-and-place robot or device, anda vacuum or static electricity system to hold the labelin the mould. Typical products using in-moulddecorating are food containers, appliances, cell phonesor any other plastic parts requiring decorations.
5.5.2 Insert Moulding
Insert moulding has several advantages when automated.If inserting is done by an operator, the cycle variesconsiderably, quality cannot be maintained, scrap is highand mould damage occurs from misplaced inserts. Jobsrunning manually require close supervision, operatorrotation to prevent fatigue and strict control to remainprofitable. In view of these problems, many mouldershave realised that automation is the only way to makeparts profitable. Systems that are flexible are expensiveand need to be justified over long periods of time. Theexpense to tool each new job with insert moulding canbe prohibitive if done improperly.
Some manufacturers with long runs will use simplededicated transfer devices for insert loading. However,most manufactures use servo robots due to theirflexibility and accuracy. Servo robots can pick up insertsfrom manually fed shuttles, vibration part feeders orother magazines (Figure 10). Inserts are sometimesloaded into a mould fixture outside of the press, and thefixture is picked up by the robot and placed into themould. Sometimes inserts are handled on strips of tapeto simplify loading of delicate pieces or multiple inserts.When strips are used, operators or a press can removethe parts from the strips after moulding. For high-volumesystems, inserts can be fed from a reel on the mould.The finished parts can be rolled up on another reel ordischarged in strips (297).
Common applications of insert moulding are threadedinserts for part assembly and moulded gaskets.
5.5.3 Two-Component Moulding
Two-component moulding is very popular. A commonconfiguration is to mould the first component in one
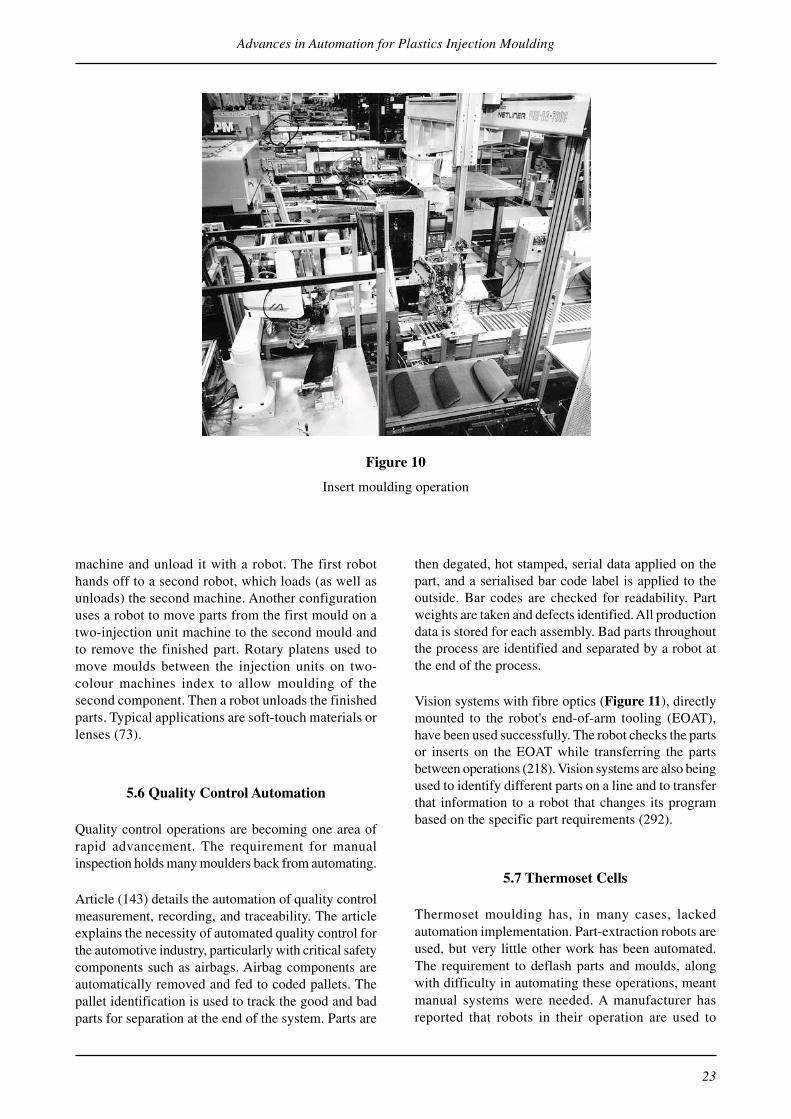
Advances in Automation for Plastics Injection Moulding
23
Figure 10
Insert moulding operation
machine and unload it with a robot. The first robothands off to a second robot, which loads (as well asunloads) the second machine. Another configurationuses a robot to move parts from the first mould on atwo-injection unit machine to the second mould andto remove the finished part. Rotary platens used tomove moulds between the injection units on two-colour machines index to allow moulding of thesecond component. Then a robot unloads the finishedparts. Typical applications are soft-touch materials orlenses (73).
5.6 Quality Control Automation
Quality control operations are becoming one area ofrapid advancement. The requirement for manualinspection holds many moulders back from automating.
Article (143) details the automation of quality controlmeasurement, recording, and traceability. The articleexplains the necessity of automated quality control forthe automotive industry, particularly with critical safetycomponents such as airbags. Airbag components areautomatically removed and fed to coded pallets. Thepallet identification is used to track the good and badparts for separation at the end of the system. Parts are
then degated, hot stamped, serial data applied on thepart, and a serialised bar code label is applied to theoutside. Bar codes are checked for readability. Partweights are taken and defects identified. All productiondata is stored for each assembly. Bad parts throughoutthe process are identified and separated by a robot atthe end of the process.
Vision systems with fibre optics (Figure 11), directlymounted to the robot's end-of-arm tooling (EOAT),have been used successfully. The robot checks the partsor inserts on the EOAT while transferring the partsbetween operations (218). Vision systems are also beingused to identify different parts on a line and to transferthat information to a robot that changes its programbased on the specific part requirements (292).
5.7 Thermoset Cells
Thermoset moulding has, in many cases, lackedautomation implementation. Part-extraction robots areused, but very little other work has been automated.The requirement to deflash parts and moulds, alongwith difficulty in automating these operations, meantmanual systems were needed. A manufacturer hasreported that robots in their operation are used to

Advances in Automation for Plastics Injection Moulding
24
prevent part damage, to demould parts requiringdifficult motions, to prevent tool damage, to degateparts, and to load parts onto jigs for further processingor cooling (295).
5.8 Examples of FMS
A Japanese automotive moulding facility was designedto automate the moulding of grilles, bumpers andinstrument panels. The mould changes, materialchanges, part extraction, part palletising, part transportfrom moulding to storage, and part transport fromstorage to post-process areas all run automatically. Partsare retrieved automatically and fed to an automaticpainting system. The facility has used an automaticcrane system to change moulds. Moulds are deliveredto two-position, mould-change tables located besidethe moulding machines. Moulds are preheated duringthe end of the run of the present mould. When the runis over, the mould in the machine is transported ontothe table. The table then indexes forward on rails andpositions the next mould. The mould is loaded into thepress. An automatic crane retrieves the completed
Figure 11
Vision system
mould after it cools down. Material is selected from astorage silo, sent to a dryer and then to the propermachine. Parts are removed with robots and palletisedonto press-side, conveyor systems. A central computerhooked to cell computers tracks production, sets upequipment and handles scheduling and logistics.Completed parts are automatically transported to amanual, value-adding area (258).
6 Future Developments
Developments are evolving rapidly in the field ofautomation. The increase in driving forces has changedthe mind-set of many moulders. Implementation ofautomation and its importance are becoming a majorpriority. The skills to project manage, install and operateautomation will continually evolve as moulders striveto compete. Moulders will be asked to project managethe entire cycle from part design to delivery logistics.Projects will need to be completed more rapidly.Moulders should partner with suppliers to developrelationships for rapid launches.

Advances in Automation for Plastics Injection Moulding
25
The rapid advance of computer power will meansmarter and more flexible machinery. The computerpower will be used for rapid changeovers, flexibilityand integration into plant-wide computer networks.Personal computers will become the most commoncontrollers for shop-floor machinery.
Control software will become more adaptive, detectingand correcting problems to keep machinery running.This will be important to increase the implementationof automated systems. These controls will be standardon moulding machines, robots, auxiliaries and othervalue-added machinery.
Servo technology is rapidly advancing. Servos will bethe dominant drive on robots and other machineryrequiring precise control, rapid changeover andflexibility to adapt to changing conditions. Servos nowaccount for 60% or more of robot drives for plasticsand will continue to advance to levels of 80 to 90% inthe next five years.
The degree of quality, monitoring and documentationwill increase to support traceability and higher levelsof quality production and improvement. Measurement
and confirmation of each part will be important. Onlyautomation can achieve this without driving up the costof production through manual inspection.
Decreasing lot sizes and increasing product variabilitywill drive the requirement for flexible, quick-changeadaptive systems for implementation.
All of the above will influence moulders to implementadditional levels of automation. The trend will escalateover the next five years, and cell manufacturing (PhaseIII) will be common in five years, whereas less then10% of the moulders are at this level now. FMS willbe commonplace in ten years for moulders competingon a world basis.
Additional References
a.1 Evolution of Automation in Plastics InjectionMoulding by Yushin America, Inc.,www.yushin.com.
a.2 Injection Moulding, 1996, 4, 8, 84.

Advances in Automation for Plastics Injection Moulding
26

References and Abstracts
© Copyright 2001Rapra Technology Limited 27
References from the Rapra Abstracts Database
Item 1Patent Number: EP 1074490 A1 20010207
CONVEYOR WITH REMOVABLE STRIPSPARTICULARLY FOR MOLDED ARTICLESCribiu O
Costruzioni Meccaniche Crizaf SpA
A conveyor for conveying articles from a first work station
to a second work station comprises a conveyor belt of the
slat or apron type having a number of plates linked to one
another to form a loop and a number of strips mounted
transversally and removably on at least some of the slats
to retain the articles conveyed by the conveyor belt. The
strips are easily replaceable in the event of breakage or a
change in production. A hopper directs the articles toward
the conveyor belt with fold-down walls to assume the
most compact configuration vertically during movement
of the conveyor.
EUROPEAN COMMUNITY; EUROPEAN UNION; WESTERN
EUROPE-GENERAL
Accession no.806607
Item 2Plast’ 21
No.95, Sept.2000, p.57-8
Spanish
CORRECT CHOICE OF COLLABORATORS ASA GUARANTEE OF SUCCESS
An examination is made of the activities of Plastics del
Terri of Spain and its associated company Maben in
plastics injection moulding using ancillary equipment and
automotion systems supplied by Equiper. Details are given
of types of products manufactured and plastics materials
and quality control procedures used.
PLASTICS DEL TERRI SL; MABEN SL;
MORETTO; EQUIPER SL; CRIZAF SPA;
MARTIPLAST; APEX ROBOT SYSTEMSEUROPEAN COMMUNITY; EUROPEAN UNION; FRANCE;
ITALY; SPAIN; WESTERN EUROPE
Accession no.803949
Item 3Patent Number: US 6113834 A1 20000905
COOLING DEVICE ATTACHED TO INDEXMACHINEKozai M T; Ing R; Jacovich W J; Domodossola R;
Saggese S
Husky Injection Molding Systems Ltd.
Disclosed are a device for cooling moulded parts and
for transporting the moulded parts from a receiving
position to a holding/ejecting position. The device is
particular useful with an index moulding machine
having a rotary turret block with at least two movable
mould halves thereon. The cooling device includes a
cooling station assembly having a number of blowing
tubes for applying a cooling fluid to external surfaces
of moulded parts, a take-off plate having a number of
holders for receiving cooled moulded parts and a
connecting plate connecting the take-off plate and the
cooling station assembly. The connecting plate is
connected to the take-off plate by a pivotable
connection and is connected to the cooling station
assembly by a rigid connection. The connecting plate
is movable along an axis substantially parallel to one
of the faces upon which the moulded parts to be cooled
and removed are positioned. The device also includes
a linkage assembly for causing the take-off plate to
move between a receiving position and a holding/
ejecting position and vice versa. Movement of the take-
off plate causes the connecting means to move along
the first axis, which in turn causes the cooling station
assembly to move from a non-cooling position to a
cooling position and vice versa.
USA
Accession no.801380
Item 4Kunststoffe Plast Europe
90, No.9, Sept.2000, p.27-8
English; German
AUTOMATED MANUFACTURE OF MOBILEPHONESBoehringer C
This article discusses in detail robot handling technology
during the process of injection moulding mobile phones.
Section headings include: market growth requires
automation, and standard solutions are more flexible.
(Translated from Kunststoffe 90, No.9, 2000, p.90-1)
NEUREDER AGEUROPE-GENERAL; EUROPEAN COMMUNITY; EUROPEAN
UNION; GERMANY; USA; WESTERN EUROPE
Accession no.799985
Item 5Kunststoffe Plast Europe
90, No.9, Sept.2000, p.25-6
English; German
AUTOMATION AROUND INJECTIONMOULDING MACHINESMartin W
Higher and higher requirements on injection moulded
products are forcing manufacturers to invest in the areas
of automation and peripherals. This article discusses
injection moulding automation under the headings:
project engineering of complex manufacturing units,
centralisation, finding team solutions, special but
flexible solutions, unmanned supply technology, and

References and Abstracts
28 © Copyright 2001 Rapra Technology Limited
central control of materials supply. (Translated from
Kunststoffe 90, No.9, 2000, p.84/9)
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.799984
Item 6Patent Number: US 6109904 A1 20000829
MOULD CLOSURE UNIT WITH A DEVICE FORREMOVING INJECTION MOULDINGSHehl K
A mould closing unit is provided with a device for handling
and/or removal of mouldings. It comprises a supporting
element for supporting the device in the area of the mould,
an actuating element, by which the handling element
penetrating into the mould cavity is operable, as well as a
drive unit for driving the actuating element. The drive unit
drives the actuating element electromechanically and at
least the drive unit, supporting element and actuating
element constitute a structural unit, which is detachable
from the mould closing unit. The drive unit is a hollow
shaft motor at least partially receiving the actuating element.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
USA; WESTERN EUROPE
Accession no.799865
Item 7Plast’ 21
Nos.93/4, June/July 2000, p.52
Spanish
CARBON FIBRE TECHNOLOGY
Details are given of Wittmann’s Series 6 industrial robots,
some of which have vertical arms made of carbon fibre-
reinforced composites, and their use in plastics injection
moulding operations.
WITTMANN ROBOT SYSTEMSAUSTRIA; EUROPEAN UNION; WESTERN EUROPE
Accession no.790865
Item 8Plast’ 21
Nos.93/4, June/July 2000, p.48-9
Spanish
SERPLASA: CONTRASTING QUALITY INPACKAGING
An examination is made of the activities of Servicios
Plasticos SA (Serplasa) of Spain in the manufacture of
plastics packaging by extrusion, coextrusion and injection
and blow moulding, and in the extrusion of plastics films
for use in the agricultural sector. Quality control procedures
used by the Company and an automation system installed
in its extrusion department are described. Employment
figures and details of recent investments are presented.
SERPLASA; SERVICIOS PLASTICOS SA;
ALIMATIC SL
EUROPEAN COMMUNITY; EUROPEAN UNION; SPAIN;
WESTERN EUROPE
Accession no.790864
Item 9Injection Molding
8, No.9, Suppl. Sept.2000, p.46/51
AUTOMATION GETS EVEN FASTER, SIMPLER
Injection moulding automation developments are reviewed
with reference to NPE 2000. The speed and simplicity of
the robots was the main trend reported. Technological
developments are reported which will enable moulders to
run lights out operations or to put numerous value-added
operations alongside the press, unattended, and with
optimum quality control. The review focuses on industrial
robots, linear robots, and automation control.
Accession no.790271
Item 10Plastics and Rubber Weekly
No.1856, 29th Sept.2000, p.17
CONTINUING ARTICULATE SUCCESS
Custom moulder W.H. Smith & Sons has a long track
record in the use of articulated robots and now uses nine
Swiss-built Staubli robots at its plant at Minworth. The
units are used within complex manufacturing cells
carrying out tasks such as insert loading, trimming and
palletising. Smith says the next stage in implementation
of automation within the company is to create flexible
moulding cells which can be switched easily between
different production jobs as demand requires.
SMITH W.H.,& CO.EUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.788093
Item 11Plastics and Rubber Weekly
No.1856, 29th Sept.2000, p.16
WITTMANN TAILORS ITS OFFER WITHOTHER MAKERS’ MACHINES
Wittmann announced last year that it was to supply industrial
robots from Toshiba and Kawasaki alongside its Wittmann
beam models. The company sees the move as a natural
response to the increasing demands from the UK plastics
industry for more sophisticated automation solutions. One
of the key developments at the company in recent months
has been its work with the integration of computer-based
vision systems with the robot controller. Wittmann’s
engineers have also succeeded in linking a Leica laser
measuring system to a Kawasaki six-axis industrial robot to
provide an ultra precise positioning system.
WITTMANN UKEUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.788092
References and Abstracts
© Copyright 2001Rapra Technology Limited 29
Item 12Plastics and Rubber Weekly
No.1856, 29th Sept.2000, p.15
POLLAK POSTS HUGE AUTOMATION SAVINGS
Stoneridge Pollak, an automotive moulder and switch
manufacturer, has achieved unit cost savings and cycle
time improvements of 30%. The improvements are the
result of the introduction of a Battenfeld vertical press
and five-axis Toshiba robots supplied and integrated by
Wittmann UK. The new cell’s current production is
moulding a two-piece insert part, a window lift switch
with metal electrical connectors set in glass-filled nylon,
supplied for use in VW and Skoda cars.
STONERIDGE POLLAKEUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.788091
Item 13Plastics and Rubber Weekly
No.1856, 29th Sept.2000, p.14
PHONES DIAL UP 7M POUNDS STERLINGFOR RTS
Robot Technology Systems has won a 6.6m pounds
sterling order from Rosti to supply automated assembly
and moulding systems to produce mobile phone
components for Ericsson. The integrated turnkey package
includes the automation of 19 injection moulding machinecells using articulated six-axis robots. The automation
installation at Rosti’s facility in Scotland includes nine
mobile phone assembly lines with a capacity to
manufacture up to 12 million phone assemblies a year,
six stand-alone assembly machines and a number of RTS
Vincent automatic palletising units.
ROBOT TECHNOLOGY SYSTEMS; ROSTI ASEUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.788090
Item 14Plastics and Rubber Weekly
No.1856, 29th Sept.2000, p.13
AUTOMATIC PROFITS
The most recent robot investment figures for UK industry,
published by the British Automation and Robotics
Association for 1999, showed the number of new robots
being installed in plastics and rubber manufacturing
applications down by almost 18.5% on 1998 to 326 units.
However, this does not seem to be the view of the major
suppliers of automation to the UK plastics industry.
Wittmann claims injection moulding companies have
invested heavily in automation. ATM Automation reports
a big increase in demand for its flexible downstream
automation solutions. Technological developments are
bringing down the cost of complex automation, with insert
loading a particularly good example.
EUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.788089
Item 15Modern Plastics International
30, No.6, June 2000, p.43/7
AUTOMATION PRESENTS NEW CHALLENGESIN MOLD DESIGNToensmeier P A
Discussed in this article is the strong influence that process
automation trends have had on injection mould design.
The article then focuses in details on the activities of
mould-maker Fairway Molds Inc. of the USA. The
president of the company says that the level of
sophistication of the moulding capabilities of many of
his customers is such, that the first time some parts come
into contact with humans is when the consumer unwraps
the product!
FAIRWAY MOLDS INC.; YASDA; STACKTECK
SYSTEMS INC.; TRADESCO MOLD LTD.; UNIQUE
MOULD MAKERS LTD.ASIA; CANADA; EUROPE-GENERAL; EUROPEAN
COMMUNITY; EUROPEAN UNION; FRANCE; GERMANY;
NORTH AMERICA; PORTUGAL; SOUTH AMERICA; SPAIN;
USA; WESTERN EUROPE
Accession no.787809
Item 16Kunststoffe Plast Europe
90, No.7, July 2000, p.26-8
English; German
AUTOMATED INJECTION MOULDING ANDWELDING OF BUMPERSLeiritz O; Gorse H
DAT Automatisierungstechnik GmbH; Dynamit Nobel
Kunststoff GmbH
In fully automated bumper production, a jointed-arm-
robot takes care of all handling tasks. Its wide operating
area and high positional accuracy have made it possible
to integrate into the automation system a welding
operation that was originally separate.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.786911
Item 17Kunststoffe Plast Europe
90, No.7, July 2000, p.24-6
English; German
ACCELERATION IS NOT EVERYTHINGHofmair H
Engel Vertriebs GmbH
The key to the shortest possible handling time lies in
improving the entire system consisting of injection
moulding machine, mould and handling system. To

References and Abstracts
30 © Copyright 2001 Rapra Technology Limited
genuinely accelerate production, the production cell and
the mould must be designed for automation. Judicious
synchronisation of individual movements can reduce the
demoulding time by almost 50%.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.786910
Item 18European Plastics News
27, No.8, Sept.2000, p.58
FULL AUTOMATION FROM BATTENFELD
Swoboda, a well-known automotive supplier, was seeking
process safety, precision, flexibility and efficiency for
valve control gear casing production at its factory in
southern Germany. Battenfeld Kunststoffmaschinen
planned, designed and installed a fully automatic, easily
adaptable automated production cell that overlaps
processing steps to shorten cycle time and increase output.
Engine compartment casings must be completely
impenetrable. Encapsulating components during
moulding, as opposed to separate moulding and insertion,
assures component process safety. The automated
production system is described.
BATTENFELD KUNSTSTOFFMASCHINEN GMBHAUSTRIA; EUROPEAN UNION; WESTERN EUROPE
Accession no.785245
Item 19Macplas International
No.9, Aug.2000, p.61-2
PRODUCTION CELL
The automated production of Sharpak containers for use
in the disposal of hospital sharps is described. Rexam
Containers & Closures’ redesign of the Sharpak
production line was intended to reduce the handling,
increase throughput and improve quality standards and
consistency. The dedicated manufacturing cell comprises
8 Sandretto injection moulding machines of 270 and 550
tons clamping force, together with over 300,000 pounds
sterling of automation equipment. A conveyor is
positioned alongside every moulding machine which are
serviced by seven all-electric, three-axis de-mould robots.
REXAM CONTAINERS & CLOSURESEUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.784625
Item 20Plast’ 21
Nos.88/9, Jan./Feb.2000, p.50-2
Spanish
ROBOTS INVADE THE PLASTICS SECTOR
A survey is made of industrial robots and manipulators
manufactured by a number of companies for use in plastics
injection moulding operations. Statistics are presented for
numbers of robots operating in Spain in 1998.
AER-ATP; CAMPETELLA ROBOTIC CENTER;
CENTROTECNICA SA; APEX ROBOT SYSTEMS;
EQUIPER SL; IROBI; MTP SL; PIOVAN + STAR
AUTOMATION; LUISO SL; TECNOMATIC SPA;
CAUFAR SL; REIS ROBOTICS; WITTMANN
ROBOT SYSTEMS; STAUBLI; STAUBLI ESPANOLA
SA; SEPRO ROBOTIQUE; SEPRO ROBOTICAAUSTRIA; EUROPEAN COMMUNITY; EUROPEAN UNION;
FRANCE; GERMANY; ITALY; SPAIN; WESTERN EUROPE;
WORLD
Accession no.783032
Item 21Molding Systems
58, No.3, June 2000, p.26-32
AGREE TO AUTOMATEMallon J M
Yushin America Inc.
In an era of rapidly accelerating competitive forces, most
moulders agree automation is key to maximizing
production savings. However, most users run into trouble
from the outset, often because short-term management
procurement decisions do not allow for flexibility and
cost savings over the long haul. For automation success,
management must take the lead in organising, planning
and executing a long-range strategy. This article provides
twelve tips for project success.
USA
Accession no.782589
Item 22Plast’ 21
Nos.88/9, Jan./Feb.2000, p.40-1
Spanish
SOLUTIONS FOR THE AUTOMATION OFINJECTION MOULDING MACHINES
Details are given of the range of industrial robots
developed by Dal Maschio for the automation of plastics
injection moulding operations.
DAL MASCHIO; PLASVIREUROPEAN COMMUNITY; EUROPEAN UNION; ITALY;
SPAIN; WESTERN EUROPE
Accession no.780289
Item 23Patent Number: US 6030566 A1 20000229
METHOD AND APPARATUS FOR UNLOADINGPLASTIC MATERIAL PRODUCTS FROM APLASTIC MATERIAL INJECTION MOULDINGMACHINEHerbst R
The method comprises the steps of unmoulding the
products from a mould of the injection moulding machine
and then cooling the products on two product surfaces by

References and Abstracts
© Copyright 2001Rapra Technology Limited 31
contact with two corresponding cooling surfaces of a
cooling apparatus. The apparatus is provided with
corresponding unmoulding devices and cooling plates.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
USA; WESTERN EUROPE
Accession no.777512
Item 24Materie Plastiche ed Elastomeri
64, Nos.11/12, Nov./Dec.1999, p.718/34
Italian
AUTOMATION BECOMES INTEGRATEDBaucia G
An examination is made of applications of industrial
robots in the automation of plastics processing and
finishing operations, including injection, insert and blow
moulding, thermoforming, painting, metallising and flash
removal. Robots and robotised production cells developed
by a number of companies are described.
BATTENFELD AUTOMATISIERUNGSTECHNIK
GMBH; CAMPETELLA ROBOTIC CENTER;
COLOMBO RENATO ROBOTICA; KUKA
ROBOTER GMBH; ENGEL
AUTOMATISIERUNGSTECHNIK GMBH; PIOVAN
+ STAR AUTOMATION; CO.MA.SPE.; DAL
MASCHIO; EUROSERVICE; COMAU SPA;
STAUBLI; TECNOMATIC SPA; TIESSE ROBOT;
VMP+ASITECH AUTOMAZIONEAUSTRIA; EUROPEAN COMMUNITY; EUROPEAN UNION;
GERMANY; ITALY; SWITZERLAND; WESTERN EUROPE
Accession no.776785
Item 25British Plastics and Rubber
April 2000, p.17
PUSHING DOWN THE PRICE OF ROBOTICREMOVAL
New models of handling robots are helping decrease the
price of robotic removal. Descriptions are given of the
range of robots from BPI Machines and Hi-Tech
Automation. The BPI series includes sprue pickers and
beam robots, pneumatic and full CNC models, and high
speed side entry machines. The machines are
manufactured by Alfa Auto Machinery of Taiwan, which
claims to be the biggest supplier of beam robots in the
Far East outside Japan, and is now expanding sales to the
USA and Europe. In the UK, the major selling point for
the machines is the price, with a swing-arm Phoenix sprue
picker costing 1,900 pounds sterling complete with plinths
and vacuum head. The new machine from Hi-Tech
Automation is a pneumatic pick and place robot built by
Index Automatic Technology. Called the HT600, it has a
conventional three-axis design which sells for 4,500
pound, sterling plus VAT.
BPI MACHINES; HI-TECH AUTOMATION; ALFA
AUTO MACHINERY
EUROPEAN COMMUNITY; EUROPEAN UNION; TAIWAN; UK;
WESTERN EUROPE
Accession no.771104
Item 26Plastics and Rubber Weekly
No.1829, 24th March 2000, p.10
PROVING THE VALUE OF AUTOMATION
Since 1994, UK-based LEC Refrigeration has been
upgrading its injection moulding manufacturing systems
- including investing in a state-of-the-art automated
refrigerator manufacturing facility. This article takes a
look at this, and other recent investments.
LEC REFRIGERATION; SIME DARBY; NISSEI;
NEGRI BOSSI; DAL MASCHIO; ITALMACHINERYEUROPE-GENERAL; EUROPEAN COMMUNITY; EUROPEAN
UNION; JAPAN; MALAYSIA; UK; WESTERN EUROPE
Accession no.771057
Item 27Kunststoffe Plast Europe
89, No.12, Dec.1999, p.22-3
English; German
PUNCHING, BENDING, INSERTING ANDSHEATHINGDeusch H
Ecotech Automations- & Verfahrenstechnik GmbH
Plug-in connectors for electronics are required in vast
quantities. Economic production is only rendered feasible
through extensively automating the production stages.
Automation of peripheral equipment provides for high
productivity and continuous quality assurance in the
injection moulding of plugs with over 100 pins. (German
version of this paper, which includes illustrations, is on
p.68-70.)
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.764388
Item 28Plastics Technology
45, No.11, Nov.1999, p.56/65
SMALL IS BIGKnights M
This article supplies a comprehensive review of the latest
trends in auxiliary equipment, together with the
advantages and features of the latest equipment currently
on offer from major US manufacturers such as Conair,
AEC, and Colortronic. Ancillary equipment is getting
smaller to keep pace with the growing market for small
precision parts. This article highlights the latest dryers,
loaders, blenders, grinders and chillers which have all
dropped in size for accuracy and fast product changeovers.
CONAIR; AEC; COLORTRONIC INC.; MAGUIRE
INDUSTRIES INC.; DRI-AIR INDUSTRIES INC.
References and Abstracts
32 © Copyright 2001 Rapra Technology Limited
USA
Accession no.763844
Item 29Injection Molding
8, No.2, Feb.2000, p.99
JEWEL BOX AUTOMATION FOR SPEED
Tri-Tec Industries relies on automation for fast, efficient
production of CD jewel boxes. The company recently
installed six cells of integrated product handling,
assembling and stacking automation from Gima Advanced
Technology. Tri-Tec moulds its jewel boxes on 300-ton
presses, mostly custom-built Engels, running 4+4 stack
moulds. Virtually everything in the Tri-Tec plant,
including automation and moulding machines, is
customised.
GIMA ADVANCED TECHNOLOGY INC.; TRI-TEC
INDUSTRIES LTD.NORTH AMERICA
Accession no.761533
Item 30Plastics Technology
45, No.12, Dec.1999, p.48-52
MOLDERS’ GUIDE TO DO-IT-YOURSELFROBOT TOOLINGEdited by: Naitove M H
The design of do-it-yourself end-of-arm tooling (EOAT)
for injection moulding robot applications is discussed.
Information needed for the successful design is
considered, and includes robot data, moulding machine
data, mould data, part data, moulding cycle time, and plant
data. Other factors affecting part removal and thus
influencing equipment selection and EOAT engineering
are examined, and include grip selection.
USA
Accession no.760288
Item 31Italian Technology
No.3, Oct.1999, p.190
QUICK MOULD CHANGE
Quad-Press magnetic modules are the standard for
numerous machine manufacturers and are already
employed by a large numbers of advanced end-users who
have finally solved the problem of locking moulds, of
any shape and size, on injection presses of any type and
dimension. The ‘quadsystem’ patent developed by
Tecnomagnete has made it possible to design a permanent
electromagnetic circuit with square polarity capable of
generating a great force of attraction, constant in time,
with small space requirements. The system ensures fully
operating safety because it requires no electric power
during the working phase and therefore is unaffected by
any power failures. Details are given.
TECNOMAGNETE SPAEUROPEAN COMMUNITY; EUROPEAN UNION; ITALY;
WESTERN EUROPE
Accession no.753295
Item 32Plastiques Flash
No.312, June/July 1999, p.88-90
French
DRIVES: BRUSHLESS, ASYNCHRONOUS ANDEVEN LINEAR
Industrial robots produced by Sytrama of Italy for use in
plastics injection moulding are examined, and
developments in robots with linear electric drive motors
are described. Turnover and employment figures are
presented for the Company.
SYTRAMA SRL; DEMETER PLASTIQUES;
STERLING CORP.; NETSTAL AG; BMB SPA; BM-
BIRAGHI SPA; OIMA SPAEUROPEAN COMMUNITY; EUROPEAN UNION; FRANCE;
ITALY; SWITZERLAND; USA; WESTERN EUROPE
Accession no.752747
Item 33Plastiques Flash
No.312, June/July 1999, p.84-6
French
CONQUERING INJECTION MOULDINGANCILLARY EQUIPMENT
A survey is made of developments by Wittmann in
ancillary equipment for use in plastics injection moulding,
including industrial robots, dryers and temperature control
systems. Turnover and employment figures are presented
for the Group.
WITTMANN KUNSTSTOFFGERAETE GMBH;
WITTMANN ROBOT SYSTEMS; CRAMER-
TROCHNERBAU; WITTMANN-KUEFFNER;
KUEFFNER TECHNOLOGIE; COLORTRONIC
ROBOT SYSTEMS; MHT; KRAUSS-MAFFEI AG;
ALBORAAUSTRIA; EUROPEAN COMMUNITY; EUROPEAN UNION;
FRANCE; GERMANY; WESTERN EUROPE; WORLD
Accession no.752746
Item 34Plast’ 21
No.81, May 1999, p.50-1
Spanish
LATEST PLASTICS PROCESSINGTECHNOLOGIES
A review is presented of plastics processing machinery
and ancillary equipment supplied by Cerlosan of Spain,
including injection moulding machines (Demag
Ergotech), industrial robots (Wittmann), hot runner
systems (Fast Heat), temperature control equipment
(Multiheat) and cooling systems (Equifab).

References and Abstracts
© Copyright 2001Rapra Technology Limited 33
CERLOSAN SL; DEMAG ERGOTECH;
MULTIHEAT SL; WITTMANN ROBOT SYSTEMS;
FAST HEAT INC.; EQUIFAB SLAUSTRIA; EUROPEAN COMMUNITY; EUROPEAN UNION;
GERMANY; SPAIN; USA; WESTERN EUROPE
Accession no.752716
Item 35Patent Number: EP 950496 A2 19991020
ROBOTIC REMOVAL FROM MOULD OFINJECTION MOULDED PRODUCTSBrown P P; Sorensen J O
Universal Ventures
The mould cavity and core part are separated in a generally
horizontal direction, the product being retained in the
cavity upon separation of the cavity from the core part. A
robotic arm, which includes a product receiver, removes
the retained product from the cavity by means of the
product receiver upon separation of the cavity from the
core part. The product receiver is adapted for attracting
an interior portion of the product onto the receiver.
CAYMAN ISLANDS
Accession no.750646
Item 36Plast’ 21
No.80, April 1999, p.61-2
Spanish
INJECTION MOULDING: MOULDING THEFUTURE
Technical developments in processes, machinery, control
equipment and automation systems for plastics injection
moulding are reviewed.
EUROPEAN COMMUNITY; EUROPEAN UNION; SPAIN;
WESTERN EUROPE
Accession no.745803
Item 37European Plastics News
26, No.8, Sept.1999, p.34
AUTOMATION FOR THE ASTRAVink D
Automotive mouldings account for 98% of the parts
produced by Victor Reinz Thermoplast in Idstein,
Germany. The most highly automated part of the plant is
a manufacturing cell dedicated to the Opel Astra C-pillar
trim. It is based on two Engel 800 tonne ES 4550 Duo
injection moulding machines. Engel also supplied the
entire handling system which features four ERC series
robots, two models for part removal and two units for
assembly operations. The 20% talc-filled PP parts are
moulded in two-cavity tools.
VICTOR REINZ THERMOPLASTEUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.745253
Item 38European Plastics News
26, No.8, Sept.1999, p.33
ARTICULATE ARGUMENTSVink D
MHZ Hachtel is exploiting the flexibility of a multi-axis
articulated robot in the production of high-volume curtain
rail fittings at its Niederstetten factory. Curtain rails are
produced by extruding PVC over a wooden core, while
corner fittings are made on some of the 20 injection
moulding machines. MHZ has introduced an RV16
articulated robot from Reis alongside a Demag D325 NC
450 injection moulding machine. The robot removes parts
from the four-cavity mould and positions them for
mechanical assembly of the top and bottom parts. The
same robot transfers the assembled parts to a channel
system for packing.
MHZ HACHTELEUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.745252
Item 39Plastiques Modernes et Elastomeres
51, No.2, March 1999, p.24-7
French
ROBOTS AND PLASTICS PROCESSING INPERFECT HARMONYGuilhem J
Industrial robots and manipulators produced by a number
of companies for use in plastics injection moulding are
reviewed.
ATM AUTOMATION LTD.; PILOT INDUSTRIES;
PIOVAN + STAR AUTOMATION; VARMIPIC;
KRYPTON ELECTRONIC; MASSA M.,SPA; SEPRO
ROBOTIQUE; CHAVERIAT SA; REIS ROBOTICS;
BATTENFELD GMBH; ABB ROBOTICS; ABB
FLEXIBLE AUTOMATION; STAUBLI; TROAX;
SYTRAMA SRL; TCP; MATRELECEUROPEAN COMMUNITY; EUROPEAN UNION; FRANCE;
GERMANY; ITALY; SCANDINAVIA; SPAIN; SWEDEN; UK;
WESTERN EUROPE
Accession no.740636
Item 40Patent Number: US 5804224 A 19980908
DRIVING APPARATUS FOR ELECTRICALLY-OPERATED INJECTION MOULDING MACHINEInaba Y; Ishikawa Y; Ito S; Nishimura K
Fanuc Ltd.
An electric motor having a rotor shaft on which a ball
screw is integrally formed is mounted on one of a cross-
head and a rear platen of a clamping mechanism, while a
ball nut threadedly engaged with the rotor shaft is fixed
to the other of the cross-head and the rear platen to
constitute driving apparatus for linearly moving the cross-

References and Abstracts
34 © Copyright 2001 Rapra Technology Limited
head. As the ball screw is integrally formed on rotor shaft,
any connector for connecting these two members is
unnecessary. As the ball screw is directly rotated by the
motor positioned coaxially with the ball screw, any
bearing for bearing a radial force acts on the ball screw
and rotor shaft. The apparatus may also be applied to an
ejection mechanism, an injection mechanism and a nozzle
touch mechanism of the electrically-operated injection
moulding machine.
JAPAN
Accession no.740166
Item 41Kunststoffe Plast Europe
89, No.5, 1999, p.11.
AUTOMATED INJECTION MOULDINGHoffmann F; Lind M
Reis Robotics; Flexible Automation
An example is described of the use of automation in the
automotive industry where different materials including
plastics are used. Scherer & Trier is a supplier of body
side mouldings and interior panels, and its use of
articulating-arm robots is described, together with details
of the production of ready-to-install automotive body side
mouldings in a robotic cell. This latter comprises an
injection moulding machine, one linear and two
articulating-arm robots, as well as an assembly station
for the fasteners. (Translated from Kunststoffe 89 (1999)
5, pp.54-6
SCHERER & TRIEREUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.739922
Item 42Injection Molding
7, No.5, Suppl., May 1999, p.26-7
ROBOTS FOR PRESS-SIDE HANDLINGWitzler S
This article presents the purchasing basics to be
considered when investing in robots for injection
moulding press-side handling. It looks at: part quality,
productivity, labour utilisation, worker safety, profitability
improvements, the part and the mould, the machine,
programming, cycle time, robot payloads, rules of thumb,
and selecting a robot drive based on application.
USA
Accession no.737679
Item 43Plast’ 21
Nos.77/8, Jan./Feb.1999, p.38-9
Spanish
INCREASED PRODUCTIVITY IN INJECTIONMOULDING
An examination is made of the use of Sepro industrial
robots by Panasonic for the automation of injection
moulding operations in its plant in Girona, Spain, for the
manufacture of plastics vacuum cleaner components.
PANASONIC; SEPRO ROBOTIQUE; SEPRO
ROBOTICAEUROPEAN COMMUNITY; EUROPEAN UNION; FRANCE;
SPAIN; WESTERN EUROPE
Accession no.736313
Item 44Plast’ 21
Nos.77/8, Jan./Feb.1999, p.34-6
Spanish
MODEST GROWTH IN THE WORLD ROBOTSMARKET
Trends in the world market for industrial robots are
examined, and a survey is made of robots and manipulators
manufactured by a number of companies for use in plastics
injection moulding.
INTERNATIONAL ROBOTICS FEDERATION;
ROEGELE H.,SA; ENGEL
AUTOMATISIERUNGSTECHNIK GMBH; ENGEL;
LUISO SL; PIOVAN + STAR AUTOMATION;
WITTMANN ROBOT SYSTEMS; WITTMANN
ROBOT SYSTEM SL; CENTROTECNICA; DR.BOY
GMBH; REIS ROBOTICS; REIS ROBOTICS
ESPANA SL; SEPRO ROBOTIQUE; SEPROROBOTICAAUSTRIA; EUROPEAN COMMUNITY; EUROPEAN UNION;
FRANCE; GERMANY; ITALY; SPAIN; WESTERN EUROPE;
WORLD
Accession no.736312
Item 45Plastverarbeiter
48, No.5 May 1997, p.52-3
German
EXACT RATES OF SUPPLY
In injection moulding plants the use of weighing scales
for pallets is a new approach to measuring products to be
dispatched. As a specialist for complex thermoplastic
injection moulded parts such as electrical components,
car and washing machine shock absorbers and very
complex parts for toys, the firm of Marcus Birner
Kunststofftechnik from Thueringen is numbered amongst
the innovative businesses in plastics processing emerging
in the unified Germany. The business is expanding and
also increasing with it are demands on the management
of quality. For the goods dispatching procedures this firm
has installed a weighing system by Mettler Toledo, whose
core operation includes weighing scales for pallets.
MARCUS BIRNER KUNSTSTOFFTECHNIK;
METTLER TOLEDOEUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.734572

References and Abstracts
© Copyright 2001Rapra Technology Limited 35
Item 46British Plastics and Rubber
March 1999, p.28-9
WHEN CONVEYORS ARE IN THE WAY, PUTTHEM UP IN THE AIR
This article focuses on a three-injection moulding machine
automation cell installed by Legrand Electric of the UK,
which conveys mouldings 2.5 meters into the air, to
prevent restrictions on access to the fire doors in the
company’s Milton Keynes factory. The cell was installed
by ATM Automation over a three month period and began
operating in January 1999. Full details are given.
ATM AUTOMATION; LEGRAND ELECTRIC;
BILLIONEUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.733404
Item 47European Rubber Journal
181, No.6, June 1999, p.35-7
INJECTION MOULDING: OPERATORS’ ROLEWILL CHANGEShaw D
LWB Steinl has adopted an advanced networking
philosophy for its range of injection moulding machines.
The company’s system, Gipnet 2000, allows almost any
machine controlled by a programmable logic controllerto be connected to the network and accept two-way
communications. The company claims the injection
moulding business is changing, so that a single operator
will be responsible for three or four smaller machines, all
controlled through a networked computer.
LWB STEINL GMBHEUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.732543
Item 48Plast’ 21
Special Issue, Oct.1998, p.139-41
Spanish
REDUCED COSTS THROUGH WITTMANNPRECISION
An examination is made of the activities of Wittmann
Robot Systems in the manufacture of industrial robots,
manipulators and associated safety devices for use in
plastics injection moulding.
WITTMANN ROBOT SYSTEMSAUSTRIA; WESTERN EUROPE
Accession no.732461
Item 49British Plastics and Rubber
April 1999, p.35-6
CASE FOR AUTOMATION IN INJECTIONMOULDING
The advantages of automating the injection moulding
process for the production of insert moulded parts are
discussed. An example of a production cell designed and
built by Battenfeld Automation is presented. A production
system for an automotive plug housing was required to
produce 10,000 parts per day. Production of the ABS
housings involved two overmoulding systems in
sequence.
BATTENFELD AGEUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.731094
Item 50Injection Molding
7, No.4, April 1999, p.161
NEW PRODUCT SHOWCASE - LOW-COSTDEDICATED LOADERS CONVEY VIRGINMATERIALS EFFECTIVELY
This short article highlights the new SL Series of self-
vacuum loaders with dedicated loading control, from
Conair of the USA. Brief details of the new loader’s
features are provided.
CONAIRUSA
Accession no.729349
Item 51Modern Plastics Encyclopedia
75, No.12, 1998, p.E33
ROBOTS, PROVEN VALUE-ADDERS, BOOSTPARTS-HANDLING PRODUCTIVITYMallon J M
Yushin America Inc.
Robots can increase the competitiveness of injection
moulding processors by automating labour-intensive parts
handling. Sprue pickers represent the entry level of
automation. Traverse or top-entry robots remove parts
from moulds and can perform simple secondary functions
such as degating or cap-closing. In phase three of
automation, robots remove parts and perform multiple
secondary processes, such as inspection, decorating,
machining, assembly and packaging.
USA
Accession no.728693
Item 52Plastiques Flash
No.309, Sept.1998, p.86-8
French
ENERPAC AUTOMATION SYSTEMS REPLACESHOURS WITH MINUTES
A survey is made of mould changing and other systems
produced by Enerpac Automation Systems for the

References and Abstracts
36 © Copyright 2001 Rapra Technology Limited
automation of plastics injection moulding. Turnover
figures are presented for Enerpac and its parent company,
Applied Power.
ENERPAC AUTOMATION SYSTEMS; APPLIED
POWER INC.; NORMAND R.; MONTANA; ENGELAUSTRIA; EUROPEAN COMMUNITY; EUROPEAN UNION;
FRANCE; NETHERLANDS; USA; WESTERN EUROPE
Accession no.726282
Item 53Plastiques Flash
No.309, Sept.1998, p.82-5
French
AUTOMATION AS A DRIVING FORCE FORINNOVATION
The range of industrial robots and manipulators
manufactured by Engel Automatisierungstechnik for use
in plastics injection moulding is examined. Details are
given of a new plant opened at Dietach, Austria, which
will double the Company’s production capacity, and
turnover and employment figures are presented.
ENGEL AUTOMATISIERUNGSTECHNIK GMBH;
ENGELAUSTRIA; WESTERN EUROPE
Accession no.726281
Item 54Plast’ 21
No.74, Sept.1998, p.49-52
Spanish
COST SAVING IN DRYING AND FEEDINGPROCESSESRoch H
Motan GmbH
Techniques for reducing production costs and improving
product quality in plastics injection moulding through
automation and production organisation in the drying,
feeding, colouring and recycling processes are discussed.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.726272
Item 55Plast’ 21
No.74, Sept.1998, p.36-7
Spanish
ENGEL PRESENTS SOLUTIONS FORINJECTION MOULDING
Developments by Engel in machinery, industrial robots
and computerised quality control systems for injection
moulding are reviewed.
ENGEL; ROEGELE H.,SA; CAPP-PLAST SRLAUSTRIA; EUROPEAN COMMUNITY; EUROPEAN UNION;
ITALY; SPAIN; WESTERN EUROPE
Accession no.726270
Item 56Molding Systems
57, No.4, April 1999, p.48-9
ROBOT IMPROVES WORKER SAFETY,PRODUCTIVITY
Consolidated Metco recently began injection moulding a
truck headliner using polycarbonate. The company found
it could not eject the large, thin-walled cosmetic part
without sacrificing surface quality and dimensional
integrity. An operator had to crawl between the platens
of the 1950-ton press and manually remove the part. Con-
Met decided to automate the ejection process and installed
a servo-drive traverse robot. Besides improving operator
safety, the robot also helped trim about 25 sec from the
previous 180-sec moulding cycle.
CONSOLIDATED METCO INC.USA
Accession no.726033
Item 57Injection Molding
7, No.3, March 1999, p.100/4
USING CAD TO OPTIMIZE MOLDING FLOORLAYOUTNeilley R
The use of computer aided design systems for the planning
of a factory layout is discussed with reference to theexperiences of Brightwell Dispensers. The company’s in-
house injection moulding facility had outgrown is present
plant, and a new facility was chosen for Ferryfield
Moldings near to Brightwell’s main plant. Due to
pressures of time, the company turned to Sandretto and
its newly developed computer-based factory planning
system. Details are given of the new layout and the
considerations made to ensure its successful operation.
SANDRETTO (UK) LTD.; BRIGHTWELL
DISPENSERS; FERRYFIELD MOLDINGSEUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.723175
Item 58Plast’ 21
Nos.72/3, June/July 1998, p.70-1
Spanish
SAFETY AND PROTECTION INMANIPULATION TECHNIQUESWittmann W
Wittmann Kunststoffgeraete GmbH
Safety measures applicable to manipulators and industrial
robots in the plastics injection moulding industry are
discussed. West European and US legislation relating to
accident prevention is reviewed.
AUSTRIA; USA; WESTERN EUROPE; WESTERN EUROPE-
GENERAL
Accession no.721730

References and Abstracts
© Copyright 2001Rapra Technology Limited 37
Item 59Patent Number: EP 903213 A2 19990324
REPOSITIONING OF ARTICLES BETWEENDIFFERENT POSITIONS WITHIN ANINTERMITTENTLY ACCESSIBLE SPACESorensen J O; Brown P P
Universal Ventures
Methods are described for repositioning articles, such as
components of an injection moulded multicomponent
product, within a space, such as the space between mould
parts that is accessible for repositioning only during a series
of periods, such as open-mould periods, that are separated
by intervals of less accessibility for repositioning, such as
closed mould intervals. The articles may be moved with a
robot arm. For injection moulding with a stack mould, an
article is repositioned from a first mould cavity in a first
space in a first portion of the stack mould to a second mould
cavity position in a second space in a second portion of the
stack mould by moving the article from a first position to
outside of the first and second spaces during a period when
the first space is accessible and the second space is
inaccessible and moving the article from outside of the
spaces to a second position when the second space is
accessible and the first space is inaccessible.
CAYMAN ISLANDS
Accession no.721596
Item 60Kunststoffberater
39, No.9, Sept.1994, p.17-20
German
FLEXIBLE SERVO DRIVE TECHNOLOGYTschopp J
Hauser Elektronik GmbH
The high-speed handling robot from the Josef Neureder
firm SERVAX-M features dynamic and exact positioning.
It can be used for feed and removal functions in injection
moulding, where short cycle times, reliability and high
degree of reproducibility.
JOSEF NEUREDER GMBHEUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.721524
Item 61Molding Systems
57, No.2, Feb.1999, p.16-21
ROBOTS SWING INTO ACTIONTolinski M
One way to maintain manufacturing in the US is to increase
the productivity of the existing labour force. Robotics is one
potential solution to make productivity gains in the injection
moulding industry. A review of robots available for each
different level of moulding automation is presented.
USA
Accession no.721099
Item 62Macplas International
Nov. 1998, p.46-8
HANDLING EQUIPMENT FOR AUTOMATEDMOULDING
The application of robots and handling devices to injection
moulding machines is discussed with particular reference
to differences in attitude towards automated handling
equipment between European and Japanese and US
moulders. The European moulders are reported to consider
the robot not as an ancillary device for the press, but as
dedicated equipment designed especially for a particular
part, and not for the whole production during the press
life. This trend, however, is claimed to be reversing, and
details are given of Italian moulders using automated
handling equipment.
EUROPEAN COMMUNITY; EUROPEAN UNION; ITALY;
WESTERN EUROPE
Accession no.720546
Item 63Plastverarbeiter
48, No.1, Jan.1997, p.51
German
WITHDRAW PARTS OF A MOULD MOREQUICKLY
Husky Injection Moulding Systems have developed an
additional function called Absolute Part Tracking as a newoption for robots in the Moduline Series operating from
above, which is examined and reviewed here in detail
with diagrams. This means that the robot follows the
movement of the closing unit and can begin retracting
the moulded article even before the mould has completely
opened. That means the time cycle can be reduced by up
to ten percent.
HUSKY INJECTION MOULDING SYSTEMSEUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
LUXEMBOURG; WESTERN EUROPE; WORLD
Accession no.718622
Item 64Kunststoff Journal
29, No.1, Feb.1995, p.18-19
German
QUICK TO GRASP
A market survey is presented of handling equipment
(mainly from Germany) for insertion of materials and
removal of mouldings from injection moulding machines.
The tendency towards modular additions of automatic
handling devices to injection moulding machines is noted.
Articles from this journal can be requested for translation
by subscribers to the Rapra produced International
Polymer Science and Technology.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.717070

References and Abstracts
38 © Copyright 2001 Rapra Technology Limited
Item 65Plast’ 21
No.70, April 1998, p.47/55
Spanish
MANIPULATORS AND ROBOTS
Applications of industrial robots and manipulators in
plastics injection moulding are examined, and
developments by a number of robot and injection
moulding machine manufacturers are reviewed.
GETECHA; DIAPAM INDUSTRIAL SA; SEPRO
ROBOTICA; WITTMANN ROBOT SYSTEMS;
SEPRO ROBOTIQUE; HUSKY INJECTION
MOULDING SYSTEMS LTD.; MANNESMANN
DEMAG KUNSTSTOFFTECHNIK; PIOVAN + STAR
AUTOMATION; IROBI; MTP SLAUSTRIA; CANADA; EUROPEAN COMMUNITY; EUROPEAN
UNION; FRANCE; GERMANY; ITALY; SPAIN; WESTERN
EUROPE
Accession no.715803
Item 66Plast’ 21
No.70, April 1998, p.33-4
Spanish
PRODUCT AND PROCESS QUALITY
The plastics injection moulding activities of Plasticos El
Gorbea of Spain are examined, and the Company’s use
of industrial robots is discussed. Employment figures andother company details are presented.
PLASTICOS EL GORBEA; SEPRO ROBOTICAEUROPEAN COMMUNITY; EUROPEAN UNION; SPAIN;
WESTERN EUROPE
Accession no.715800
Item 67Injection Molding
7, No.2, Feb.1999, p.133
CNC ROBOTIC DEGATERS ARE FLOOR ORBEAM MOUNTABLE
SAS Automation has developed two new CNC
programmable degater systems. Robocut, which is floor
mounted, receives the moulded part in its own fixture from
the manipulator on the robot and automatically moves
the sprue with parts to preprogrammed multiple gate
locations for degating. The Aeroboy is directly mounted
on the robot beam manipulator.
SAS AUTOMATIONUSA
Accession no.715673
Item 68Modern Plastics International
29, No.2, Feb.1999, p.59-61
VIRTUAL-REALITY PROGRAMMING, LINEARMOTORS SPUR ROBOTICS
Snyder M R
Key innovations in robotics for injection moulding include
virtual-reality programming and a high-speed robot with a
linear motor. AEC Automation Engineering has introduced
the AE Series of servo drive robots for machines ranging
from 50 to 6000 tonnes. Sepro’s three-axis CNC robot is
for use with machines as small as 25 tonnes. SAS
Automation has debuted in the gate-cutting robotics field.
WORLD
Accession no.714494
Item 69Plastics in Canada
Oct/Nov.1998, p.15-6
AUTOMATION: UNDERSTANDING ROBOTS
The use of robots in the moulding industry is examined
and trends are discussed with respect to product selection
and the design of end-of-arm-tooling (EOAT). According
to Wittmann Robot & Automation Systems, three-axis
electric robots are almost a baseline in any new plastics
automation plant, while CNC robots allow a setup of
positions from the floor, as well as quick reference for
mould changeovers. The importance of training is
emphasised.
WITTMANN ROBOT & AUTOMATION SYSTEMS
INC.USA
Accession no.711734
Item 70Patent Number: US 5753280 A 19980519
COMPACT AND TORQUE FREE SIDE ENTRYTROLLEY ROBOTCoxhead B F
Husky Injection Molding Systems Ltd.
A side entry robot for removing moulded articles from
mould halves of a moulding machine of the present
invention and an associated process and moulding machine
are disclosed. The robot includes a device for engaging the
article; a trolley for supporting and carrying the device for
engaging into and out of the mould halves; a mechanism
for guiding the trolley from outside the mould halves to a
position between the mould halves, wherein the mechanism
for guiding is stationarily fixed between the mould halves
and wherein the mechanism for guiding extends from
outside the mould halves to between the mould halves;
and a device for moving the trolley along the mechanism
for guiding to a position between the mould halves and to
a position outside of the mould halves.
CANADA
Accession no.710699
Item 71Revue Generale des Caoutchoucs et Plastiques
No.764, Dec.1997, p.56-61

References and Abstracts
© Copyright 2001Rapra Technology Limited 39
French
ROBOTS: MAKING MORE WITHOUTSPENDING MOREDelannoy G
Developments in industrial robots and manipulators for
use in plastics and rubber injection moulding are
reviewed. The activities of a number of companies
involved in the manufacture of robots are examined, with
particular reference to Sepro Robotique for which
turnover and employment figures are presented.
SEPRO ROBOTIQUE; CONAIR SEPRO; ALBORA;
WITTMANN ROBOT SYSTEMS; CHAVERIAT SA;
SYTRAMA SRL; MARTIPLAST; GUIGNARD
AUTOMATISATION; APEX ROBOT SYSTEMS;
BATTENFELD FRANCE SARL; INDEX (PLASTIC
SYSTEMS) LTD.; FAIRWAY; HARMO ROBOTS
LTD.; PIOVAN + STAR AUTOMATION; STAR SEIKI
CO.LTD.AUSTRIA; EUROPEAN COMMUNITY; EUROPEAN UNION;
FRANCE; ITALY; JAPAN; TAIWAN; USA; WESTERN EUROPE
Accession no.710648
Item 72Kunststoffe Plast Europe
85, No.8, Aug.1995, p.47-8
AUTOMATED PARTS HANDLINGZingel H
Robotec Consulting AG
The functions and capabilities are described of the Moro
universal, modular robot system which has been developed
on the basis of the customary and constantly occurring tasks
in the environment of the injection moulding machine. This
particular innovative robot deployment strategy, either
along the length of the machine or at right angles to it, has
opened up an additional possibility which permits more
latitude during planning, it is claimed. The variable working
area of the modular robot means it can be readily re-oriented
for different tasks.
SWITZERLAND; WESTERN EUROPE
Accession no.710002
Item 73Kunststoffe Plast Europe
85, No.9, Sept.1995, p.45-6
LINKED BY ROBOTSWenzel M
Reiss Robotics
The linking by a robot of two injection moulding machines
is demonstrated to enable reproducible and reliable two-
stage injection moulding to be achieved for the production
of automotive components such as fascia panels for
automotive heating and air conditioning units. The
production system which is described consists of a film
magazine, two 1000 kN injection moulding machines and
a delivery system. These are connected by a linear robot
with an axis 1 of 6000 mm stroke.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.709854
Item 74Kunststoffe Plast Europe
84, No.10, Oct.1994, p.57-8
CYCLIC HANDLING
The use is described of automated handling processes used
in the production of digital compact cassettes, with the
importance of the interface between the injection mould
and the palletising station being emphasised. The
individual stages of withdrawal, transfer, assembly, parts
conveyance and palletising are carried out by only one
handling gantry with a horizontal robot.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.709837
Item 75Kunststoffe Plast Europe
84, No.10, Oct.1994, p.54/7
FOLDING-ARM ROBOT ASSEMBLESCOMPONENTS ON THE INJECTIONMOULDING MACHINEKroth E
Maschinenfabrik Reis GmbH & Co.
The automation of injection moulding machines with 6-
axis folding-arm robots is discussed with reference to the
direct finishing of injection mouldings. The flexibility of
the RV6 industrial robot makes it possible to carry out
tasks such as deflashing, marking, assembly, and testing
within the cycle time, and to carry out a simple changeover
during a product change.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.709836
Item 76Plast’ 21
Nos.67/8, Jan./Feb.1998, p.31-4
Spanish
FUTURE TRENDS IN THE INJECTIONMOULDING MACHINENovella A
Taller de Inyeccion de la Industria del Plastico
Trends in plastics injection moulding machines are
examined, with particular reference to electric presses,
clamping units, control systems and ancillary equipment.
EUROPEAN COMMUNITY; EUROPEAN UNION; SPAIN;
WESTERN EUROPE
Accession no.706061
Item 77Kunststoffe Plast Europe

References and Abstracts
40 © Copyright 2001 Rapra Technology Limited
85, No.3, March 1995, p.20-1
REMOVAL, FINISHING AND ASSEMBLYWenzel M
Reis Robotics
The use of swan-neck robots at Braun Corp.’s
Marktheidenfeld factory is discussed. They are not only
used for parts removal from the injection moulding
machine, but also for the automation of ancillary
operations such as marking or flash removal. Their use is
demonstrated to provide a significant increase in
productivity, and reduction in production costs. The
automated manufacture of an espresso machine and a food
processor is described.
BRAUN CORP.EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.703669
Item 78Plastiques Modernes et Elastomeres
49, No.8, Nov.1997, p.82-5
French
AUTOMATION: CONTINUED INTEGRATIONGailliez E
Developments in industrial robots and manipulators for
use in plastics injection moulding are reviewed, and
systems produced by a number of companies are
described. The activities of Sepro Robotique of France inthe manufacture of robots are examined, and turnover and
employment figures are presented for the Company.
SEPRO ROBOTIQUE; CHAVERIAT-AUROCH;
WITTMANN ROBOT SYSTEMS; APEX ROBOT
SYSTEMS; SYTRAMA; ALBORA; HARMO
ROBOTS LTD.; HEKUMA; CONAIR INC.; PIOVAN
+ STAR AUTOMATION; ARBURG
MASCHINENFABRIK; ENGEL; BATTENFELD
GMBH; STAUBLI; FANUC; ABB AUTOMATIONAUSTRIA; EUROPEAN COMMUNITY; EUROPEAN UNION;
FRANCE; GERMANY; ITALY; JAPAN; SCANDINAVIA;
SWEDEN; USA; WESTERN EUROPE
Accession no.702515
Item 79Materie Plastiche ed Elastomeri
Nos.11/12, Nov./Dec.1997, p.742-50
Italian
IN SEARCH OF LOST PRODUCTIVITYBaucia G
A survey is made of developments by a number of
companies in industrial robots and other automation
systems for use in plastics injection moulding.
BATTENFELD GMBH; SIEMENS AG; CROMA
SRL; MANNESMANN DEMAG
KUNSTSTOFFTECHNIK; SOCO SYSTEM; DAL
MASCHIO; CAMPETELLA ROBOTIC CENTER;
IROBI SISTEMI; MORETTO; COLOMBO
OFFICINE MECCANICHE; HEKUMA; GOSEWEHR
GMBH; REIS ROBOTICS; STAUBLI UNIMATION
LTD.; REMAK; UNIROBOT; WITTMANN ROBOT
SYSTEMSAUSTRIA; BELGIUM; DENMARK; EUROPEAN COMMUNITY;
EUROPEAN UNION; GERMANY; ITALY; SCANDINAVIA;
SWITZERLAND; WESTERN EUROPE
Accession no.702511
Item 80Industria della Gomma
41, No.8, Oct.1997, p.37-8
Italian
AUTOMATIC PRODUCTION UNIT FORRUBBER-METAL ARTICLESCoscia M
Rutil Srl
The production of an automotive gasket using machinery
developed by Rutil is described. The assembly consists
of a glass fibre-reinforced polyamide base over which is
moulded a silicone rubber gasket, and also incorporates
a number of metal reinforcement washers. The production
unit comprises a pair of C-frame injection presses, one
for moulding the base and the other for overmoulding
the gasket, with rotating tables for handling the parts, a
station for loading the metal washers into the mould, and
an industrial robot for checking the quality of the gaskets
before unloading.
EUROPEAN COMMUNITY; EUROPEAN UNION; ITALY;
WESTERN EUROPE
Accession no.702481
Item 81Patent Number: US 5750161 A 19980512
QUICK CHANGE MOULD TOOLINGSchock R J; Brun C J
Electric Form Inc.
A mould core assembly for removable installation in a
moulding machine includes a first lock element attached
to a core and a second lock element movably attached to
a core retainer. The second lock element is movable
between a locked position fitted in locking connection
with the first lock element and an unlocked position
separated from the first lock element. A slip ring surrounds
the first lock element of the core, engaging and holding
the second lock element in its locked position. A spring
is connected between the core retainer and the slip ring,
with the spring biased to oppose movement of the slip
ring away from its locked position so that the core is
normally held in its locked position in the core retainer
USA
Accession no.702267
Item 82Molding Systems
56, No.7, Sept.1998, p.30-4

References and Abstracts
© Copyright 2001Rapra Technology Limited 41
JUSTIFY YOUR AUTOMATION PROJECTSchmitz J
AEC/Application Automation
The benefits of robot automation are examined by
showing how to compare the costs of running an injection
moulding process without a robot with the costs for the
same process automated with a robot. In general, robots
result in higher productivity, higher quality products and
a safer workplace. Sprue pickers, pneumatic robots and
motor-driven robots are discussed.
USA
Accession no.700082
Item 83Kunststoffe Plast Europe
88, No.9, Sept.1998, p.25-6,1425/30
German; English
LINEAR AND ARTICULATED ROBOTS. ACOMPARISON OF VARIOUS KINEMATICS ANDCONCEPTSWenzel M
Reis Robotics
The use of different kinematics either alone or, particularly
in complex systems, in combination to provide a solution
to automation problems in injection moulding production
is discussed. Modern software concepts are shown to be
making robots easier to operate and to be opening up atechnology that provides more extensive functionality.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.699035
Item 84Plast’ 21
No.62, June/July 1997, p.86-7
Spanish
WITTMANN’S W420 ROBOT/MANIPULATOR
Applications of the Wittmann W420 industrial robot/
manipulator in plastics injection moulding are examined,
and other robots in the Company’s range are briefly
described.
WITTMANN ROBOT SYSTEMSAUSTRIA; WESTERN EUROPE
Accession no.695283
Item 85Plast’ 21
No.62, June/July 1997, p.40-1
Spanish
PLASTICS EXTERNAL LENSES FOR VEHICLELIGHTS
Injection moulding and coating processes used by Valeo
Iluminacion/Senalizacion of Spain in the manufacture of
polycarbonate external lenses for vehicle lights are
described. The use of industrial robots manufactured by
Sepro in the automation of the production processes is
examined.
VALEO ILUMINACION/SENALIZACION SA;
VALEO SA; SEPRO ROBOTICA
EUROPEAN COMMUNITY; EUROPEAN UNION; FRANCE;
SPAIN; WESTERN EUROPE
Accession no.695275
Item 86Plast’ 21
No.62, June/July 1997, p.38-9
Spanish
AUTOMATION IN THE PLASTICS INDUSTRY
The use by Braun of industrial robots manufactured by
Reis in its plastics injection moulding operations for the
manufacture of domestic appliances is described.
Examples are also presented of applications of robots in
the service industries.
BRAUN AG; BRAUN ESPANOLA; LUFTHANSA
AG; REIS ROBOTICS
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
SPAIN; WESTERN EUROPE
Accession no.695274
Item 87European Plastics News
25, No.8, Sept.1998, p.40-2
SMART ROBOTSVink D
Dynamit Nobel has taken a novel approach to automating
the production of plastics body panels for the MCC Smart
car. The factory at the MCC site in Hambach, France, has
multi-axial robots mounted directly on the top of the fixed
platens of the injection moulding machine. As well as
part removal, articulated multi-axial robots can also be
used to supply inserts to the mould and apply mould
release agent. They can remove flash with a ceramic blade
and submit parts to flame treatment.
DYNAMIT NOBEL
EUROPEAN COMMUNITY; EUROPEAN UNION; FRANCE;
WESTERN EUROPE
Accession no.692130
Item 88Journal of Injection Molding Technology
2, No.2, June 1998, p.95-101
USE OF SERVO ROBOTS FOR INJECTIONMOLDING APPLICATIONSMallon J M
Yushin America Inc.
The use of robots, in which all primary axes of motion
are driven by digital, AC servo motors, in injection
moulding applications is described and their functional
advantages over robots that employ other drive

References and Abstracts
42 © Copyright 2001 Rapra Technology Limited
mechanisms are discussed. The economic benefits of
servo robots are considered, using a hypothetical
application as a model. 6 refs.
USA
Accession no.691457
Item 89Plastics Technology
44, No.7, July 1998, p.39
‘PIGGY BACK’ ROBOT HANDLES TWO-COLOUR PARTSOgando J
Simply pulling parts off the press barely begins to tap the
capabilities of current injection moulding robots. Often the
really big savings come from automating labour-intensive
secondary operations. This is what happened at Calsonic
North America, which recently adopted a multi-task robotic
system for its two-component moulding operation.
Calsonic’s robotic system, which comes from Conair,
revolves around a Sepro servo robot with a sprue picker
mounted on its main beam. This hybrid robot
simultaneously handles the sprue removal chores and takes
away the finished parts. The system also includes a variety
of custom automation equipment for parts collection and
secondary operations. Calsonic, which makes automotive
air conditioners, recently began two-component moulding
to produce control buttons for the units. The two-shot
process typically produces white polycarbonate letteringovermoulded with black ABS. Calsonic moulds the parts
in a two-barrel 120-ton Nissei press with a rotating platen.
Four- and six-cavity family tools produce sets of different
buttons. In Japan, where the company moulds similar two-
colour buttons, Calsonic needs two operators to handle parts
removal, degating, and other secondary operations. In the
USA, the company does not have any one operator assigned
to the line; details are given.
CALSONIC NORTH AMERICAUSA
Accession no.690473
Item 90Plastics and Rubber Weekly
No.1744, 10th July 1998, p.9
ATM AUTOMATES PC CHASSIS LINE
ATM Automation has installed an automated production
cell at Rosti which has enabled the number of operators
required for the assembly and inspection of a 3COM
computer chassis to be reduced from five to two, while at
the same time improving quality of output. The chassis
parts are produced on a Sandretto moulding machine in a
single cavity mould. The machine has an ATM ES2000
three axis CNC low headroom take-out robot which takes
a part from the fixed mould half every 60 seconds.
ATM AUTOMATION LTD.EUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.688384
Item 91Plastics and Rubber Weekly
No.1744, 10th July 1998, p.7
RPC PILOTS HIGH SPEED SYSTEM
PCE Automation has developed an ultra fast side-entry
robot system, the Model 200 Racer, which can unload
most injection moulded components faster than free-fall
demoulding. RPC Containers wanted an automated
unloading system which maintained orientation, but which
would not extend the cycle. A PCE Racer robot system
unloading paint-style containers has been running on a
Billion injection moulding machine at RPC’s plant at
Oakham for around six months.
PCE AUTOMATION; RPC CONTAINERS LTD.
EUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.688383
Item 92Plastics and Rubber Weekly
No.1744, 10th July 1998, p.7
ECONOMICS DRIVE ROBOT GROWTH
The strong pound is one of the factors behind the UK’s
growing interest in manufacturing automation as plastics
processors struggle to maintain competitiveness against
rivals in continental Europe and further afield. Processors
at all levels are demanding more of their automation,
whether that means upgrading from pneumatic to servo
drive robots or incorporating downstream functions
beyond the regular pick-and-place duties.
EUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.688382
Item 93Plast’ 21
No.60, April 1997, p.64-5
Spanish
ST SERIES MODULAR, HIGH EFFICIENCYROBOTS
Technical features and applications in plastics injection
moulding are examined for the ST Series of industrial
robots manufactured by Apex Robot Systems and supplied
in Spain by Equiper.
APEX ROBOT SYSTEMS; EQUIPER SL
EUROPEAN COMMUNITY; EUROPEAN UNION; SPAIN;
WESTERN EUROPE
Accession no.686281
Item 94Plastics News International
May 1998, p.10
WHY USE SERVO-ROBOTS?McKinlay D

References and Abstracts
© Copyright 2001Rapra Technology Limited 43
Southstar Machinery
It is explained that servo-robots are no longer the domain
of long-run production, but are now developed and
flexible enough to offer substantial benefits to all injection
moulders - flexibility being a must for the Australian and
New Zealand environment of short-run production.
AUSTRALIA; NEW ZEALAND
Accession no.684110
Item 95Plastiques Flash
No.296, March 1997, p.61-3
French
ENERPAC: SOLUTIONS FOR SPEEDING UPPRODUCTION CHANGES
A survey is made of quick mould changing and other
automation systems supplied by Enerpac for use in the
plastics injection moulding industry.
ENERPAC AUTOMATION SYSTEMS; MONTANAEUROPEAN COMMUNITY; EUROPEAN UNION; FRANCE;
NETHERLANDS; USA; WESTERN EUROPE
Accession no.682341
Item 96Plastics Engineering
54, No.5, May 1998, p.37-40
HOW TO PLAN A ROBOT-BASEDAUTOMATION CELLRodrigues J
Husky Injection Molding Systems Ltd.
Proper planning of automated moulding depends heavily
on the development of an early partnership between the
supplier of automation equipment and the mould maker.
After reviewing the typical reasons for using automation,
this article presents a systematic approach to planning an
automated moulding cell.
CANADA
Accession no.680632
Item 97Plastics Engineering
54, No.5, May 1998, p.24-9
ROBOTICSWigotsky V
The robotics industry in North America is now a 1.1bn US
dollars business with nearly 12,500 robots shipped in 1997.
It is estimated that the plastics industry’s share, most notably
for injection moulding, was probably under 100m US
dollars, with total shipments approximating 2000 units. The
industry is said to have evolved in three phases, the entry-
phase level with pick-and-place robots, servo robots, and
the third phase represented by the automation cell. The
capabilities offered by robots, together with examples of
robotic systems available from US suppliers, are discussed.
USA
Accession no.680629
Item 98Molding Systems
56, No.4, April 1998, p.32-3
FAST-FORWARD: AUTOMATED REMOVAL &ASSEMBLY OF CASSETTE CASES
Nypro Alabama has moulded and assembled over 24
million clear cassette cases in the last two years, with
just one attendant on duty. Two dedicated injection
machines placed side-by-side mould the components, one
moulds the case bases, while the other moulds the covers.
Robots demould the PS parts and hand them off to an
automated work cell, where the bases and covers are
assembled at a rate of six cases every nine seconds. All
this automation is integrated as one system from Yushin
America.
NYPRO ALABAMA INC.; YUSHIN AMERICA INC.USA
Accession no.680059
Item 99Modern Plastics International
28, No.4, April 1998, p.81-3
WITH AUTOMATION OPTIONS COMESMONEY IN THE BANK FOR MOULDERSSnyder M R
Current market trends in robotics include completely
automated part handling systems, robots with payload
capabilities up to 200 or even 300lb for use with 1000-
6000 ton machines, and high speed robots for tiny parts
run on small machines up to about 150 tons. Hekuma
recently demonstrated a production/assembly/packaging
cell for petri dishes. Robots from Battenfeld range from
sprue pickers to six-axis units that can carry payloads up
to 300lb.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
USA; WESTERN EUROPE
Accession no.678257
Item 100Modern Plastics International
28, No.4, April 1998, p.31
MODULAR ROBOTIC END-OF-ARM TOOLINGWINS NEW ACCEPTANCESnyder M R
Modular approaches to robotic end-of-arm tooling are fast
becoming widely accepted in North America. The
technology involves a gripping, suction or vacuum
assembly at the end of the robot arm that transports parts
away from the mould. US and Canadian moulders have
begun to accept tooling that is sufficiently “modular” or
“adjustable” to be used on multiple moulds and fine-tuned
enough to maximise performance on the original mould
for which tooling was built.
NORTH AMERICA
Accession no.678245

References and Abstracts
44 © Copyright 2001 Rapra Technology Limited
Item 101Injection Molding
6, No.4, April 1998, p.104
CAN’T FIND A SUITABLE AUTOMATIONSOLUTION?
The Lightning Loader from P.T. Equipment Inc. has been
developed by employees at PRD Inc. in response to the
need to streamline the sprue picking and recycling
process. The company uses robots for sprue picking,
which drop the runners into the beside-the-press grinder,
which feeds the Lightning Loader. This in turn, delivers
regrind and virgin at a preset ratio, and then blends them
in the machine hopper. Details are given of the equipment.
PRD INC.
USA
Accession no.675528
Item 102Injection Molding
6, No.3, March 1998, p.96/8
AUTOMATION IS A SOUND IDEA TO BOSEKirkland C
Bose Corp.’s captive moulding plant was designed with
integrated in-line automation in mind, and incorporates a
high level of automation with the Wittmann servorobot
control system. All the captive moulding is performed in
self-contained workcells using standardised equipment.
Details are given of how the use of servorobots and beside-
the-press automation of tasks like degating, pad printing,
heat staking and boxing have improved the company’s
efficiency and quality control.
BOSE CORP.; WITTMANN ROBOT &
AUTOMATION SYSTEMS
USA
Accession no.675337
Item 103Injection Molding
6, No.3, March 1998, p.85/8
LIGHTS-OUT ALL-ELECTRIC MOLDING INTAIWANKirkland C
CMC Magnetics Corp.’s King Lin 2nd factory in Ping
Chen City, Taiwan is an example of a successful lights
out, all-electric moulding facility that has benefitted from
the involvement of suppliers of advanced moulding
technology and control and automation equipment from
the very beginning. The plant produces jewel boxes,
running 24 hours/day, 7 days/week in three shifts with 37
employees involved mostly with inspection, assembly and
packaging.
CMC MAGNETICS CORP.
TAIWAN
Accession no.675335
Item 104Plast’ 21
No.54, Sept.1996, p.62-3
Spanish
WITTMANN DEVELOPS A ROBOTISEDINSTALLATION FOR YORKA
Details are given of a robotic system developed by
Wittmann and used by Yorka in the injection moulding
of two-colour PMMA vehicle lights.
WITTMANN ROBOT SYSTEMS; YORKA SAEUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
SPAIN; WESTERN EUROPE
Accession no.670818
Item 105Molding Systems
55, No.12, Nov./Dec.1997, p.40
ELECTRIC MACHINES MAKE LIGHTS-OUTMOULDING A REALITY
The eight injection presses at ABA-PGT’s Vernon, CT
plant produce precision plastic gears around the clock
seven days a week. Only one shift of four employees
operates the machines, during the other two shifts they
run unattended. The company uses all-electric, CNC
controlled Roboshot machines from Cincinnati Milacron.
Repeatability is critical for an automated process and the
machines use artificial intelligence to control the real-
time melt pressure.
ABA-PGT INC.USA
Accession no.669129
Item 106Molding Systems
55, No.12, Nov./Dec.1997, p.28-31
AUTOMATION ADDS VALUE FOR MOULDERSMallon J M
Yushin America Inc.
The basic goals of automation in injection moulding
operations are to boost productivity and generate cost
savings. Many injection moulders have yet to take
advantage of automation and may now find themselves
in a catch-up position. The technology will continue to
advance and moulders will seek progressively higher
levels of automation to continually improve productivity
and bolster their competitive positions.
USA
Accession no.669126
Item 107Injection Molding
6, No.1, Jan.1998, p.93-4
DIGITISED EYES SPOT PROBLEMS BEFORETHEY HAPPENKirkland C

References and Abstracts
© Copyright 2001Rapra Technology Limited 45
This comprehensive article describes the advanced digital
optical inspection systems used by Plastic Molding
Technology Inc. on its rotary and shuttle table insert
moulding presses. The inspection systems ensure that the
tiny inserts used are properly loaded. These systems have
substantially reduced the occurrence of costly mould
damage and downtime. Cycle times have improved as
has part quality.
PLASTIC MOLDING TECHNOLOGY INC.USA
Accession no.668663
Item 108Plast’ 21
No.51, April 1996, p.60-1
Spanish
TRANSPLAST AUTOMATES MATERIALSHANDLING
Details are given of materials handling equipment
supplied by Transplast of Spain to Frape-Behr, a Spanish
injection moulder producing automotive components
from blends of virgin and recycled plastics.
TRANSPLAST; FRAPE-BEHREUROPEAN COMMUNITY; EUROPEAN UNION; SPAIN;
WESTERN EUROPE
Accession no.663491
Item 109Injection Moulding International
2, No.4, Sept./Oct.1997, p.51-3
RUNNING UNATTENDED THROUGH THEWEEKEND
This article describes the optimisation of the injection
moulding production process of motor protecting switches
at Kloeckner-Moeller GmbH of Germany. The company
has automated all activities that do not create added value,
and also has designed the plant so that the automated
peripherals offer sufficient performance to permit
weekend shifts to run without any staff. Details are given.
BATTENFELD AUTOMATISIERUNGSTECHNIK
GMBH; KLOECKNER-MOELLER GMBHAUSTRIA; EUROPEAN COMMUNITY; EUROPEAN UNION;
GERMANY; WESTERN EUROPE
Accession no.661030
Item 110Materiaux & Techniques
85, Nos.1/2, Jan./Feb.1997, p.3-10
French
PLASTICS INJECTION MOULDINGTECHNIQUES IN THE COURSE OFDEVELOPMENTReyne M
Developments in plastics injection moulding processes,
machinery and automation and control systems are
examined. A number of processes are described, including
sequential, structural foam, gas-assisted, fusible core,
multi-material and multi-colour injection moulding,
microinjection, insert, outsert and sandwich moulding,
clean room injection moulding, moulding of liquid crystal
polymers and in-mould painting and decorating processes.
EUROPEAN COMMUNITY; EUROPEAN UNION; FRANCE;
WESTERN EUROPE
Accession no.658247
Item 111Injection Molding
5, No.9, Suppl.Sept.1997, p.28/30
SPEED DEMONS, NEW CONTROLLERSDOMINATE
Although speed is the criterion by which most moulders
measure robots, several original equipment
manufacturers are trying to make robot set-up and
operation easier and faster. For several robot makers,
this came in the form of intuitive, graphics-based,
touch-screen controllers at the recent NPE ’97
exhibition. For others, the improvements came in
handheld controllers with simplified commands and
controls. But, if it is speed that is required, there are a
lot of machines from which to choose. For pure speed,
regardless of application, machine, or part, one of the
quickest is the DRD from Yushin America. Designed
for use in CD moulding, it claims a part takeout time
of 15 seconds. This side-entry swing-type model
removes parts to the rear of the press. The carbon fibre
takeout arm provides light weight and stiffness. Details
of other products available from Fanuc Robotics, CBW,
Mark 2 Automation, Conair, Geiger Handling,
Automated Assemblies, Husky, Sterltech, SAS
Automation, AEC, Wittmann and Automated
Assemblies are given.
USA
Accession no.657781
Item 112Injection Molding
5, No.10, Oct. 1997, p.105-6
HIGH-SPEED AUTOMATION TAKESTEAMWORKKirkland C
Nypro Alabama Inc.’s high speed automated production
of cassette jewel boxes is described. The company has
developed a fully automated manufacturing cell for high
speed moulding and assembly of snapfit cassette cases
with the aid of automation supplier Yushkin America Inc.
Yushkin worked with Nypro Alabama to ensure that the
cassette cases were designed for automated
manufacturability. Details are given of the cell.
NYPRO ALABAMA INC.; YUSHIN AMERICA INC.USA
Accession no.655670

References and Abstracts
46 © Copyright 2001 Rapra Technology Limited
Item 113Plastiques Flash
No.292, Sept./Oct.1996, p.86-7
French
TOTAL AUTOMATION IN THE DRYING ANDCOLOURING OF ABS
Details are given of automated drying and colouring
systems supplied by Simar to Compagnie Industrielle des
Moulages de l’Est (Cimest) of France for use in its ABS
injection moulding operations.
CIMEST SA; COMPAGNIE INDUSTRIELLE DES
MOULAGES DE L’EST; SIMAR; SECMIEUROPEAN COMMUNITY; EUROPEAN UNION; FRANCE;
GERMANY; WESTERN EUROPE
Accession no.649956
Item 114Plastiques Flash
No.292, Sept./Oct.1996, p.41-2
French
EXPANSION OF PLASTIQUES 2005 RESTS ONSPECIALISED PRODUCTION CELLS
The plastics injection moulding activities of Plastiques
2005 of France are examined. Turnover and employment
figures are presented, and details are given of types of
thermoplastics processed, the range of products
manufactured, and developments in the Company’s plant
including the introduction of production cells andinvestments in automation and finishing equipment.
PLASTIQUES 2005EUROPEAN COMMUNITY; EUROPEAN UNION; FRANCE;
WESTERN EUROPE
Accession no.649951
Item 115Modern Plastics International
27, No.8, Aug.1997, p.115/8
SERVO ROBOTS CLAIM SAVINGS FORINJECTION MOULDERSMallon J M
Yushin America Inc.
In order to remain competitive, injection moulders have
to minimise direct labour costs while retaining quality
and productivity. One way to do this is by installing
automated work cells that use servo robots. In the US, it
is possible to demonstrate annualised cost savings of more
than 40,874 US dollars compared to the use of other types
of robots. This article examines the benefits of servo
robots, air-driven robots and hybrid air-servo robots and
presents cost comparisons.
USA
Accession no.647936
Item 116Patent Number: US 5591464 A 19970107
MOULDING PLANT FOR CONVEYINGMOULDS FOR CHOCOLATE OR SIMILARPRODUCTSRenzo C
Carle & Montanari SpA
A drive shaft, which includes conveying screws mounted
on a shaft, conveys the moulds along a processing path
through stations in the plant. The underside of each mould
has downwardly projecting studs or projections that
engage between threads of the conveying screws. The
studs are arranged such that the moulds can be conveyed
along at least two different, transverse processing paths.
Preferably, the studs are positioned such that the
engagement between the studs and the screws is along a
midline of the moulds.
EUROPEAN COMMUNITY; EUROPEAN UNION; ITALY;
WESTERN EUROPE
Accession no.647320
Item 117Patent Number: US 5591462 A 19970107
BOTTLE INSPECTION ALONG MOULDERTRANSPORT PATHDarling D T; Francis T G; Williams B L; Dewar H L;
Delater D B; Gold D B; Pentel J; Wright P L; Sands P
J; Cochran P
Pressco Technology Inc.
Camera based inspection equipment is used in conjunctionwith a multiple-station forming device such as a blow
moulder for PETP or PEN bottle manufacturing. The
inspection system relies on handling devices that present
successive bottles for imaging. A seal surface inspection
module, a base/neck fold inspection module and a finish
gauge inspection module are integrated into the route of
preforms and containers through the container
manufacturing equipment such that the inspection system
is directed to view the passing bottles as they are carried
on the transfer devices needed to load and unload the
moulder.
USA
Accession no.647318
Item 118Patent Number: US 5556649 A 19960917
DEVICE FOR REMOVING RUNNERS FROMMOULDED PRODUCTSSumioka K; Haji M; Suzuki T; Sonobe M; Naitoh N
Yamaha Motor Co.Ltd.
A device for removing runners from intermediate moulded
products includes a holding assembly for maintaining the
products in a desired position, a hammer member, an
assembly for vibrating the hammer member to cause
repeated striking of the intermediate product so as to
separate runner and product portions thereof and a control
arrangement for selectively activating and deactivating
the vibrating assembly. The control arrangement provides

References and Abstracts
© Copyright 2001Rapra Technology Limited 47
for positioning the vibrating assembly in at least one
predetermined position upon deactivation thereof so as
to enable the vibrating assembly to be readily restarted.
The holding assembly can incorporate a robot arm for
transporting and positioning the intermediate moulded
product for runner removal. In order to protect the robot
arm from the effects of vibrational forces, the intermediate
moulded product is adapted to be resiliently attached to
the robot arm.
JAPAN
Accession no.645145
Item 119Plast’ 21
No.50, March 1996, p.83-4
Spanish
WHEN THE ROBOT BECOMES A NECESSITYPavon V
Sepro Robotica
Applications of industrial robots and manipulators in
plastics injection moulding are discussed.
EUROPEAN COMMUNITY; EUROPEAN UNION; SPAIN;
WESTERN EUROPE
Accession no.639091
Item 120British Plastics and Rubber
May 1997, p.4-7
AUTOMATION AND ROBOTICS
Many trade moulders are now expected to provide
completed assemblies and end user companies are
increasingly expecting their suppliers to be using
automation systems. Many moulders now see bought-in
project management of automation systems as an
appropriate way to go. Two companies which are
increasingly involved in this type of work are ATM
Automation and Wittmann UK. Automation systems from
the two companies tend to be based on a standard product
removal robot, but downstream of this robot is likely to
be a custom-built device incorporating other robots.
ATM AUTOMATION LTD.; WITTMANN UK LTD.EUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.638716
Item 121Patent Number: US 5569476 A 19961029
INJECTION MOULDING MACHINE HAVING AROTATABLE TURRETvan Manen D; Albers H J T
Inter Tooling Services BV
An apparatus for the injection moulding of synthetic
products, comprises a die provided with a plurality of
cavities, a discharge device and a robot device for
receiving the products moulded in the cavities of the die
and transferring those products to the discharge device.
The robot device comprises at least two receiving plates,
each capable of receiving a number of moulded products
equal to at least once the number of cavities of the die,
and a drive device for successively bringing the receiving
plates into a receiving position next to the die, and for
bringing a receiving plate from the receiving position into
a take-over position and back again, in which take-over
position the moulded products can be taken over from
the die.
EUROPEAN COMMUNITY; EUROPEAN UNION;
NETHERLANDS; WESTERN EUROPE
Accession no.638125
Item 122Antec 97. Volume I. Conference proceedings.
Toronto, 27th April-2nd May 1997, p.502-6. 012
HOW TO PLAN A ROBOT-BASEDAUTOMATION CELLRodrigues J
Husky Injection Molding Systems Ltd.
(SPE)
The planning of a robot-based automation cell for
injection moulding is described. Aspects covered include
whether a robot is the right choice, type of robot, selection
of vendor/identification of system integrator and product
features for automation.
CANADA
Accession no.636707
Item 123Plastics News International
Jan/Feb.1997, p.6
DEVELOPMENT SPEEDS PART REMOVAL
This article highlights “Absolute Part Tracking” (APT),
an optional feature introduced by Husky Injection
Molding Systems, to provide improved cycle-time savings
when using its Moduline top entry robot series. APT
enables the robot to follow the machine’s clamp motion
so that part take out motion can begin in advance of full
mould open.
HUSKY INJECTION MOLDING SYSTEMSAUSTRALIA
Accession no.636102
Item 124Plastics World
55, No.5, May 1997, p.31-4
AUTOMATION HELPS AMP BOOST QUALITY,CUT SCRAP
The introduction of automation at AMP Inc.s’ Greensboro,
N.C. facility is described, with details of the automated
process and its advantages in terms of improved
productivity, cost savings in manpower, reduction of scrap
rate, and improvements in quality. The system was installed

References and Abstracts
48 © Copyright 2001 Rapra Technology Limited
and developed by Yushin America Inc. to place inserts in
moulds, remove moulded parts and pack them in trays.
AMP INC.; YUSHIN AMERICA INC.USA
Accession no.634982
Item 125Kunststoffe Plast Europe
87, No.4, April 1997, p.17-8
INTEGRATED PRODUCTIONAmmann T
With the aid of a robot, injection moulded parts can be
removed from a mould and deposited at an exact location
and in the proper orientation. If the robot does not place
the parts randomly in a container, and it is no longer
necessary to reorient the parts with a great deal of effort
prior to post-moulding operations, considerable time and
money can be saved during subsequent automated
assembly. During a test phase, a subassembly used in a
fire alarm system for Cerberus was produced in small
quantities, packed, sent for completion to the company’s
in-house assembly department or cottage workers,
repacked and finally shipped to the customer for final
assembly. Details are given.
CERBERUS AG; EGO KUNSTSTOFFWERK AGSWITZERLAND; WESTERN EUROPE
Accession no.634107
Item 126Modern Plastics International
27, No.4, April 1997, p.26-7
PRECISION GEAR-MAKER TURNS “LIGHTSOUT” IDEA INTO REALITYGrande J A
Precision gear maker, ABA-PGT now runs a “lights-out”
injection moulding operation where eight machines run for
24 hours a day, seven days a week, virtually unattended.
The company invested 2m US dollars in a satellite plant,
purchasing three 975kN and five 490kN CNC-controlled,
servo-electric Roboshot machines from Cincinnati
Milacron. The servo-electric machines are said to provide
better shot-to-shot repeatability than hydraulic units.
ABA-PGT INC.USA
Accession no.630320
Item 127Patent Number: US 5542835 A 19960806
LEAK DETECTOR FOR AN INJECTIONMOULDING MACHINEKennedy G P; Donnelly J P M
Teetotum Ltd.
The above leak detector comprises a small diameter
conduit located adjacent to a potential leak site on or
associated with the machine, through which a regulated
supply of air is emitted. When the conduit outlet is
blocked with leaked molten plastics, a sensor in the
conduit instantly detects a change in air flow or back
pressure and triggers an alarm, and optionally cuts off
the machine automatically to avoid damage to machine
components and with the object of reducing machine
down time. Changes in incoming primary air supply
pressure may be detected to provide a fail-safe system.
Alternatively, air pressure in the conduit may be below
zero, i.e. a vacuum, so that air is sucked into the conduit
at its outlet. Several potential leak sites may be
monitored simultaneously from a single sensor
arrangement.
EUROPEAN COMMUNITY; EUROPEAN UNION; IRELAND;
WESTERN EUROPE
Accession no.629711
Item 128Injection Moulding International
2, No.1, Jan./Feb.1997, p.74-6
FACING PRESENT-DAY PROBLEMS IN AFACTORY OF THE FUTUREKirkland C
Yushin Precision Equipment set out to show that
technology exists today to build a fully automated
injection moulding “factory of the future”. The company
invested about 130 million yen to build Lemon Precision,
which has been up and running around the clock for the
past three years. Daiei Kogyo became a customer of the
Yushin automated plant concept. Its Tohoku Factory was
designed and built to serve a single local customer,
National/Panasonic, but has since become a custom
moulder and now pursues business with other audio
systems OEM’s.
YUSHIN PRECISION EQUIPMENT CO.LTD.; DAIEI
KOGYO CO.LTD.JAPAN
Accession no.624859
Item 129Injection Moulding International
2, No.1, Jan./Feb.1997, p.66-7
AUTOMATED CELL MOULDS, FINISHES,PACKS PLUMBING FITTINGSNeilley R
Geberit, one of the largest suppliers of plumbing-based
sanitary systems, had designed fully automated injection
moulding based production cells for various plumbing
components in its product line. Its most recently installed
production cell, supplied by Mannesmann Demag, is
producing elbow-type angled fittings of HDPE. The cell
consists of a 650 ton Ergotech injection machine with
2x2-cavity mould, DR 330 CNC robotic handling system,
through to a packaging unit.
GEBERIT AG; MANNESMANN DEMAG
KUNSTSTOFFTECHNIK

References and Abstracts
© Copyright 2001Rapra Technology Limited 49
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
SWITZERLAND; WESTERN EUROPE
Accession no.624856
Item 130Injection Moulding International
2, No.1, Jan./Feb.1997, p.61-2
SIX-AXIS ARTICULATED ARM ROBOTIMPROVES OVERMOULDING PROCESS
Kammerer and Reis Robotics have designed a production
cell to manufacture a two-component front panel with
dials as inserts. The panels, for automotive air
conditioning units, incorporate the necessary dials that
are already labelled with text or symbols. The injection
moulding machine, the film storage station with the Scara
robot and finally the container for the finished parts form
a semicircle around the robot, which operates all of them.
REIS ROBOTICSEUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.624854
Item 131Modern Plastics International
27, No.2, Feb.1997, p.69-71
ROBOT BUILDERS ENHANCE CONTROLS,LOOK TO MEET DOWNSTREAM NEEDSSnyder M R
Custom injection moulders, wanting easy job-to-job
transitions and greater flexibility to perform more than
just part removal, are driving a trend towards electric
robots. Wittmann’s Canbus system allows the controller
to run the robot and downstream equipment
simultaneously. Sterling has introduced the STS controller
for Pulsar and Meteor Series traverse robots with 3-axis
motor drive. Engel has introduced a fully servodriven,
high-speed robot capable of speeds of 4m/s.
NORTH AMERICA
Accession no.619796
Item 132Plast’ 21
No.46, Oct.1995, p.24
Spanish
PROCESS RATIONALISATION ANDINCREASED EFFICIENCY THROUGH ROBOTS
The use of an industrial robot designed by Wittmann in a
specialised injection moulding application is described.
The process uses two machines and involves the injection
moulding of a thermoplastic component which is
subsequently overmoulded with a thermoset.
WITTMANN ROBOT SYSTEMSEUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.616945
Item 133Patent Number: US 5513970 A 19960507
ROBOT FOR EJECTION OF AN OBJECT FROMBETWEEN TWO BODIESKimura A; Nakamachi K; Saito A; Inoue T; Tominaga
M
Sony Corp.
This includes a holding section for holding an object
mounted on a movable body and a moving section for
ejecting the object from the movable body by movement
of the holding section. The moving section includes a first
guide section meshing with the holding section for linearly
moving the holding section in a first direction by rotation
with respect to the action of the movable body and a
second guide section for rotating the holding section in a
second direction along with the rotation of the guide
section directed in the first direction. The first guide
section may be composed of a ball screw, the holding
section has a nut and the ball screw meshes with the nut.
The second guide means may be composed of a cam and
a cam follower meshing with the cam. Additionally, the
movable body may be composed of a movable die of a
moulding machine.
JAPAN
Accession no.616489
Item 134Plastics World
54, No.12, Dec.1996, p.15
HIGH-PERFORMANCE SERVO ROBOT IS FORSMALL PRESSESSmock D
Automated Assemblies has introduced its new Optimum
line of robots. The AZ-10 Series is described as the first
high-performance servo robot designed exclusively for
use with smaller injection moulding machines. The robot
is aimed at presses from 30 to 85 tons. The company’s
product line ranges from simple sprue pickers to the most
advanced high-speed robots. The newest series servo robot
is controlled through the company’s Optimum three-axis
servo motion controller incorporating “Lead-Through-
Teach”.
AUTOMATED ASSEMBLIES CORP.USA
Accession no.615980
Item 135Kunststoffe Plast Europe
86, No.9, Sept.1996, p.15-6
FLEXIBLE AUTOMATIONWenzel M
Leiter Controlling
The use is described of six-axial swan-neck robots for
complex insertion and demoulding tasks in injection
moulding applications. Manufacture of a two-component

References and Abstracts
50 © Copyright 2001 Rapra Technology Limited
part for car air conditioning units is discussed which
illustrates the benefits of automation. As well as
improving the process reliability, automation is also
shown to allow the integration of various secondary
processes.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.610538
Item 136Plastics Technology
42, No.10, Oct.1996, p.54-7
THE NEXT ROBOTICS FRONTIERMallon J M
Yushin America Inc.
The use of robotics for post moulding operations is
discussed to improve productivity and reduce labour costs
in injection moulding processes. Their use in the
automation of secondary operations is examined in such
areas as quality control, packaging, decorating, and
assembly. For these applications, cost-effectiveness
demands that cycle times for the part removal robot be
determined by the press cycle, and if secondary operations
cannot be performed within that interval, it is said to be
preferable to pass the part off to another automated
workstation.
USA
Accession no.609448
Item 137European Plastics News
23, No.8, Sept.1996, p.28-9
MAKING THE SWITCHAnscombe N
When Klockner Moeller’s UK moulding plant had to
reduce its working week from 40 to 36 hours, it
successfully exploited automation to make up the
shortfall. The plant moulds electrical switchgear. The first
step towards automation was standardisation on injection
moulding machines. The company mainly uses Arburg
machines. Automation also includes a centralised
materials handling system, part removal and sprue
separation, automatic tool changing and assembly. The
company also has an ongoing cycle time reduction
programme.
KLOCKNER MOELLER LTD.EUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.602661
Item 138Modern Plastics International
26, No.8, Aug.1996, p.32-3
AUTOMATION IS GAINING IN VERTICALINJECTION MOULDING MACHINE MARKETSnyder M R
Vertically clamping injection machines are becoming
automated. Robotic devices now automatically place
inserts before moulding, remove parts after moulding and
do a host of related operations. This trend is linked to the
continued growth of insert moulding in automotive
applications, which require high-precision components
and high production volumes. Micro Switch recently
acquired a Battenfeld machine that is moulding an
automotive ignition-spark-sequence sensor, incorporating
three L-shaped inserts. Van Dorn Demag has exhibited a
prototype Newbury 266kN vertical machine equipped
with top-of-the-line Pathfinder 4500 control.
USA
Accession no.598576
Item 139British Plastics and Rubber
July/Aug.1996, p.22
TWO STAGE TAKEOUT FOR BIG TWINNEDMACHINES
Remak has developed a special demoulding system for
large mouldings produced on Klockner Windsor 2,000
tonne machines disposed side by side and operated as
coupled units. Typical products are refuse bins and large
box pallets. A free standing robot gantry has been built
over the two machines and two independent robots run
on it. Both robots are synchronised by the control and
simultaneously enter the mould spaces from above to
remove the mouldings from either the mould cavities or
the cores. The components are then transferred to a side
entry robot which extracts them from the machine as the
vertical robots withdraw upwards.
REMAKEUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.594980
Item 140British Plastics and Rubber
July/Aug.1996, p.20
ROBOTS ELIMINATE HOT MANUALDEMOULDING TASK
Magneti Marelli introduced robots on its thermoset
injection moulding machines to increase output and
improve working conditions for operators. The company
produces complete headlamp and rear light assemblies
for all major European car manufacturers. Headlamp
reflectors are moulded in DMC to with stand high
operating temperatures over long periods. Allowances had
to be made for handling mouldings at about 160C and
flash had to be positively removed. The robot removes
both mouldings and the sprue and places the mouldings
on a conveyor.
MAGNETI MARELLIEUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.594978

References and Abstracts
© Copyright 2001Rapra Technology Limited 51
Item 141Patent Number: EP 718084 A2 19960626
TAKE-OUT AND COOLING APPARATUSHartman D A; Bright T L; Shroder T A
Electra Form Inc.
A moulded parison handling apparatus for removing
hollow plastic parisons used in the manufacture of
oriented plastic bottles from an injection moulding
machine includes a base having an arm coupled to the
injection moulding machine. A carriage mounted on the
arm moves in a first dimension into and out of the space
between the moulding elements of the moulding machine.
A frame cooling unit coupled to the carriage engages the
body portion of a set of parisons as they are released from
the moulding machine. A first motor moves the cooling
apparatus to any of three preselected positions along the
first dimension located outside the moulding machine. A
transfer assembly includes three sets of grabbers mounted
on a gantry for movement with respect to the base. One
set of grabbers grabs the finish portion of the parisons
from the cooling apparatus. A second and third motor then
translates the transfer assembly to one of two remote
locations where a stationary cooler receives the parisons
for additional cooling. The transfer assembly then
withdraws a fully cooled set of parisons from one of the
stationary coolers, deposits the fully cooled parisons on
an exit conveyor and returns to grab another set of newly
released parisons from the frame cooling unit.
USA
Accession no.592591
Item 142British Plastics and Rubber
May 1996, p.29
UPM INSTALLS FULL SYSTEM FOR SRAM
UPM Machinery Sales says it was chosen by SRAM
Corporation to supply ancillary equipment for its new
injection moulding factory in Ireland because it was the
only company which could supply a complete automation
package. SRAM manufactures Gripshift quick gear
change assemblies for mountain bikes and moulds various
engineering plastics. UPM was made responsible for
materials handling, process temperature control,
reclamation of materials and product handling on the basis
of round the clock working, seven days a week, in a 50
week year.
UPM MACHINERY SALES LTD.; SRAM CORP.EUROPEAN COMMUNITY; EUROPEAN UNION; IRELAND;
UK; WESTERN EUROPE
Accession no.590476
Item 143Kunststoffe Plast Europe
86, No.4, April 1996, p.12-13
TESTING QUALITY CHARACTERISTICS WITHA ROBOT - AUTOMATED CONTROL OF EACHINJECTION MOULDED PART
Ehrenweber R
Engel Automatisierungstechnik GmbH
Current requirements in terms of rationalisation,
availability and quality assurance are shown to make it
necessary to combine machines, moulds, robots and
peripheral equipment in a compact production cell, while
considering all process engineering and economical
aspects. The production of air bag covers from polyolefin
copolymers is described as an example of the automated
control of injection moulding. (Translated from
Kunststoffe, 86, No.4, April 1996, p.482-3)
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.590059
Item 144Modern Plastics International
26, No.5, May 1996, p.65-7
SERVO TECHNOLOGY DOMINATESBOOMING ROBOTICS MARKETSnyder M R
The market for part-handling automation is increasingly
dominated by top-of-the-line servomotor-controlled
systems that provide the highest-speed operation and
maximum flexibility for optimising cycle times and easing
changeover between jobs. Robots are now routinely
installed on machines of 8800kN and above, especially
in automotive applications, and can handle parts weighing45kg and more. Ranger Automation Systems has begun
installing modems on its latest-generation robots to enable
diagnosis of problems in remote locations from its
headquarters via a telephone link.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
USA; WESTERN EUROPE
Accession no.589712
Item 145Plastics and Rubber Weekly
No.1630, 5th April 1996, p.10
ATM ROBOTS HAVE THAT HUMAN TOUCH
ATM Automation has been manufacturing robots since
1982 and now has a turnover of 10m pounds sterling in
demoulding robots in the UK. The company offers a full
range of products from pneumatic models through to
electric/side entry and in a range of sizes to suit injection
moulding machines from 100 tonnes clamp pressure
through to 1500 tonnes and special units in the 4000 series
for the very large machines. The company believes that
its success is due not just to the technical expertise, but
the support it offers customers from design, through
manufacture to sales as well as support, service and
maintenance.
ATM AUTOMATION LTD.EUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.585797

References and Abstracts
52 © Copyright 2001 Rapra Technology Limited
Item 146Patent Number: US 5447426 A 19950905
TAKE-OFF PLATE DEVICEGessner D; McGinley T M
Husky Injection Molding Systems Ltd.
The device for removing moulded articles from a
moulding machine and delivering them to a transfer or
receiving station includes a plate, one or more tubes
mounted to the plate for receiving moulded articles and
one or more ejector bars for engaging portions of the
moulded articles to remove or eject them from the tubes.
Each of the tubes is provided with a cooling passageway
for effecting cooling of the moulded articles as they are
moved between the moulding machine and the receiving
station. A bottom plug, which is in contact with the cooling
passageway, is provided in each tube to more efficiently
cool an end portion of the moulded article in the tube.
Preferably, the bottom plug has an end surface, which
matches the shape of the moulded article end portion.
CANADA
Accession no.585271
Item 147Plastiques Modernes et Elastomeres
47, No.1, Jan./Feb.1995, p.32-3
French
AUTOMATION: LEGRAND TAKES A STEPFORWARDDesfilhes P
An account is given of automation introduced by Legrand
of France in its plastics injection moulding operations.
This includes mould changing, temperature control and
hot runner control systems and industrial robots, all of
which are driven by the machine’s computer control
system.
LEGRAND SA; PARMILLEUX; SISE; ARBURG
MASCHINENFABRIKEUROPEAN COMMUNITY; EUROPEAN UNION; FRANCE;
GERMANY; WESTERN EUROPE
Accession no.583109
Item 148Plastiques Modernes et Elastomeres
47, No.1, Jan./Feb.1995, p.26-9
French
AUTOMATE, BUT ABOVE ALL ORGANISETopuz B
Developments in automation for the plastics injection
moulding industry are examined, with particular reference
to industrial robots and mould changing systems.
SEPRO ROBOTIQUE; STAUBLI; BRAILLON;
ENERPAC; BATTENFELD GMBH; ARBURG
MASCHINENFABRIK; FARPI FRANCE;
SYTRAMA; ENGEL GMBH; PIOVAN + STAR
AUTOMATION; CHAVERIAT-AUROCH;
WITTMANN ROBOT SYSTEMS; CONTROLE DE
PROCESSUS INDUSTRIELS; HEIDEL GMBH &
CO.AUSTRIA; EUROPEAN COMMUNITY; EUROPEAN UNION;
FRANCE; GERMANY; ITALY; WESTERN EUROPE
Accession no.583107
Item 149Patent Number: US 5439634 A 19950808
METHOD AND DEVICE FOR SEPARATINGRUNNERS/SPRUES FROM PARTS AS THEY AREEJECTED FROM A MOULDNorth R R
At & T Corp.
The device includes a product receiver underlying the
injection moulds for receiving the product after the moulds
have been opened and a sprue/runner receiver underlying
the injection moulds for receiving the sprues/runners after
the moulds have been opened. The product receiver and
sprue/runner receiver are positioned relative to the moulds
and each other such that the product falls onto the product
receiver while being precluded from falling into the sprue/
runner receiver and the sprues/runners fall into the sprue/
runner receiver while being precluded from falling onto
the product receiver.
USA
Accession no.582649
Item 150Plastics and Rubber Weekly
No.1625, 1st March 1996, p.20
AUTOMATION IN THE UKSmith C
Traditionally, UK industry has had a lower rate of
investment in automation, largely fuelled by the belief
that low labour rates will keep UK injection moulders
competitive with the higher labour cost manufacturing
nations. However, automation is not just about labour
costs. An automated production line can maintain a more
repeatable, and often higher, level of quality. Sandretto
believes that UK moulders use a level of automation
appropriate to the task in most instances. Semi-automation
is already very well established in the industry.
EUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.582285
Item 151Plastics News International
Jan/Feb.1996, p.14
AUTOMATED HYDRAULIC CLAMPS SPEED UPDIE CHANGES
It is reported that by reducing non-productive man hours,
automated hydraulic clamps on injection moulding
machines can boost productivity and improve figures on

References and Abstracts
© Copyright 2001Rapra Technology Limited 53
a company’s bottom line. The use of Applied Power
Australia, Enerpac Division’s automated hydraulic clamps
is discussed, as is the company’s swing clamp cylinder.
APPLIED POWER AUSTRALIA,ENERPAC DIV.AUSTRALIA
Accession no.581392
Item 152Patent Number: EP 688655 A2 19951227
IMPROVED PIVOTING WORKPIECEREMOVAL DEVICEDi Simone J
Husky Injection Molding Systems Ltd.
A high speed, automatic device for removal of moulded
plastic articles from a multi-cavity injection mould is
disclosed. A method of minimising moulding machine
cycle time is also disclosed.
CANADA
Accession no.580420
Item 153148th ACS Rubber Division Meeting. Fall 1995.
Conference Preprints.
Cleveland, Oh., 17th-20th Oct.1995, Paper 40, pp.9. 012
AUTOMATION POSSIBILITIES OF MODERNRUBBER INJECTION PRESSES WITHCOMPUTER CONTROLKatzer M
Maplan Deutschland GmbH
(ACS,Rubber Div.)
The automation of rubber injection moulding machines
is discussed, and examples are presented to illustrate the
possibilities for partial and complete automation of
injection moulding processes.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
USA; WESTERN EUROPE
Accession no.580226
Item 154Antec 95. Volume III. Conference proceedings.
Boston, Ma., 7th-11th May 1995, p.4263-6. 012
AUTOMATED INJECTION MOULDING PARTHANDLING: CASE STUDYCorvino M J
Lowell,Massachusetts University
(SPE)
Robotics are widely used in the plastics industry in order
to modernise equipment and improve production
efficiency. However, guidelines for the set-up,
implementation and operation of robots for the process
engineer are difficult to find. An outline is presented of
the procedures needed and difficulties encountered for
an automated injection moulded part removal and hot
stamping application. 3 refs.
USA
Accession no.577967
Item 155Injection Molding
3, No.11, Nov.1995, p.81-2
KEEPING THINGS MOVING... WITH AUTOMATIONGurr A
It is reported that when Engineered Plastic Products
moved into its new plant, it invested in automation to
bring a basic plant setup to a new level. The 80,000 sq.ft
facility is set up with three horseshoe conveyor
configurations that keep parts moving rapidly from 16
moulding machines to manned finishing stations. Two of
the configurations transport parts in a clockwise rotation
from five and six moulding machines, the third moves
parts counterclockwise from five machines. Details of the
machinery installed are presented.
ENGINEERED PLASTIC PRODUCTS INC.USA
Accession no.573488
Item 156Injection Molding
3, No.11, Nov.1995, p.62/6
AESTHETICS PLUS AUTOMATION EQUALSU.S. SUCCESSManiscalco M
Some company information is presented on US injection
moulder US Acrylic, a Northbrook, Illinois-based moulder
specialising in high-end acrylic housewares. Its success
story is said to show that North American moulders
investing in automation and equipment find that they can
neutralise the offshore labour cost differential and
compete more effectively in a global marketplace.
USA
Accession no.573484
Item 157Asian Plastics News
Jan/Feb.1995, p.14-5
MOULDING PLANTS THAT RUN THEMSELVESBeevers A
The trend towards unmanned or reduced levels of staffing,
and highly automated moulding plants in Japan is
examined, with particular reference to the operations of
two companies: Yushin Precision Equipment, a
manufacturer of robots, and Meisei, which produces
integrated ancillary systems for injection moulding
machines. The trend is claimed to have been the result of
high labour costs and a shortage of skilled workers,
especially to cover night shifts. The resulting high levels
of automation and long periods of unmanned production
reduces the costs of heating, air conditioning, and lighting
required. Further advantages and examples of the
efficiency of the methods, are described.
YUSHIN PRECISION EQUIPMENT; MEISEI
KINZOKU KOGYOSHO CO.LTD.JAPAN
Accession no.572280
Item 158Plastics World

References and Abstracts
54 © Copyright 2001 Rapra Technology Limited
53, No.10, Oct.1995, p.13
REDUCE CYCLE TIMES WITH SERVO SWINGCHUTES
Husky Injection Molding Systems has introduced servo-
driven swing chutes to provide faster cycles and oriented
parts handling for a variety of thin-wall injection
moulding applications. Servo swing chutes consist of
arms that swing 90 degrees in front of each core during
mould opening to remove the parts. Suction cups on the
arms hold the parts, which are either physically stripped
or air ejected from the cores. The arms are swung out of
the moulding area before the mould reaches the fully
open position, so mould closing can begin immediately.
Once the mould is closing, the vacuum is released
allowing the parts to slide down the chutes in an oriented
manner. Husky says trials show decreases in cycle times
of more than 10% since mould stroke is reduced to a
minimum.
HUSKY INJECTION MOLDING SYSTEMS LTD.CANADA
Accession no.567522
Item 159Plastics Technology
41, No.8, Aug.1995, p.80
SMALL INJECTION PRESSES LEAD THE WAYTO ‘LIGHTS-OUT’ AUTOMATION
Advantages of using small injection moulding machines
in unsupervised, automated ‘lights-out’ conditions, are
explained. Point Plastics is given as an example of a
moulder which has reaped benefits in the use of such
machines, equipping its nearly 300 presses with simple
timers and automatic parts handling equipment which can
easily be replaced, in an operation which runs
unsupervised on the late shifts. In addition, small
machines allow for cost effective tooling, and low
maintenance costs.
POINT PLASTICSUSA
Accession no.561083
Item 160Plastics Technology
41, No.8, Aug.1995, p.15
NEW GENERAL-PURPOSE ROBOTS AREEASIER TO PROGRAMOgando J
The design and capabilities of Husky Injection Molding
Machine’s general purpose robots, is described. The
robots, called Moduline Top Entry feature a-c servo drives
on all three axes along with a special servo controller
from GE Fanuc called Fanuc Power Mate H. Details are
given of the five payload capacities, and the application
software. The Moduline robots are modular, and details
are included of the standard and optional features
available.
HUSKY INJECTION MOLDING SYSTEMS LTD.CANADA
Accession no.561076
Item 161Approaches to Automation. Seminar papers.
Shawbury, 30th March 1995, paper 3, pp.13. 1121
RATIONALISATION IN THE INJECTIONMOULDING SHOPBauer R; Davis S
Engel UK Ltd.
(Rapra Technology Ltd.; Plastics & Rubber Weekly)
This paper presents a fairly detailed step-by-step process
for rationalisation of injection moulding procedures in
plastic component production. Information is given on
establishing a production concept and steps towards
realisation, basic measures for rationalisation,
streamlining of the existing production and interlinking
single production cells to a flexible production system to
attain increased productivity.
EUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.560939
Item 162Rubbercon ’95. Conference Preprints.
Gothenburg, 9th-12th May 1995, Paper B6, pp.9. 012
AUTOMATION POSSIBILITIES OF MODERNRUBBER INJECTION PRESSES WITHCOMPUTER CONTROLKatzer M
Maplan Deutschland GmbH
(Nordic Council of Rubber Technology)
The automation of computer controlled rubber injection
moulding machines is discussed and illustrated by
examples of the manufacture of bearings, bushes, seals
and bellows.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
SCANDINAVIA; SWEDEN; WESTERN EUROPE
Accession no.560420
Item 163British Plastics and Rubber
July/Aug.1995, p.22-9
ROBOT ASSEMBLY INCREASES OUTPUT BY25%
Developments in robot handling systems, control
equipment, cooling, counting, conveying, palletising,
shrink wrapping and stacking equipment are outlined.
ATM has supplied robots for post-moulding assembly
operations at Thermos, a manufacturer of cool boxes,
resulting in a 25% increase in the rate of production. Eight
Apex swinging arm robots have been bought from BPI
Machines by MK Electric for handling urea mouldings.
CLS Countmaster has introduced the Mini Countmaster
for use with small injection moulding machines. EDL has

References and Abstracts
© Copyright 2001Rapra Technology Limited 55
developed an automated system for shrink wrapping long
products such as window profiles, pipes, guttering and
electrical trunking.
WORLD
Accession no.558037
Item 164Plastics News International
June 1995, p.27
FEEDING SYSTEMS FOR AUTOMATEDMOULDING
Operational details and design characteristics are
described for the 3WF feeding system for automated
moulding developed by Meisei Kinzoku Kogyo. The
automated systems comprise a materials feeding centre
and a pneumatic system for transporting and storing
products. Runners are separated and granulated to give
recycled resin which is mixed with virgin resin and
automatically fed to the injection moulding machine’s
hopper. Further operating features are described.
MEISEI KINZOKU KOGYOSHO CO.LTD.
JAPAN
Accession no.554411
Item 165European Plastics News
22, No.7, July/Aug.1995, p.24-5
JAPAN’S APPROACH TO UNMANNED PLANTSBeevers A
Soaring labour costs are forcing Japanese plastics
processors to seek increasingly high levels of
automation. Robot manufacturer, Yushin Precision
Equipment, has built a demonstration plant to mould a
range of products including margarine tubs and
toothbrush cases. This fully automated plant is only
manned during daytime hours on weekdays by just five
people. During weekends and at night, the factory is
completely unmanned and operates fully automatically.
Meisei’s unmanned moulding plant is very different from
those developed by Yushin. The factory relies on
established ancillary equipment, but integrates the
operation of these items to allow fully automated
operation. The plant runs 24 hours a day, seven days a
week producing small, high-precision parts such as
connectors.
YUSHIN PRECISION EQUIPMENT CO.LTD.;
MEISEI KINZOKU KOGYOSHO CO.LTD.JAPAN
Accession no.554212
Item 166European Plastics News
22, No.7, July/Aug.1995, p.22-3
ROBOTS TAKE OVERSmith A
The two main areas of current development in moulding
automation are the application of robots to complex
downstream operations within the cycle time of the
machine and the design of ultra-rapid take-out devices.
Thermos decided to automate its assembly of cool boxes,
resulting in a 25% increase in production rate. ATM
robots assemble the inner liner, the EPS moulded
insulation core and the outer case. State-of-the-art servo
drive and motor technology is being incorporated in two
new CNC seven-axis robot systems being made by
Pressflow for McKechnie Automotive. These will
incorporate Pressflow’s new detachable controllers.
Engel has given particular attention to developing high-
speed take-out equipment incorporating AC servo motor
drives and can offer units capable of removing parts in
less than one second within an overall cycle time of four
seconds.
ATM AUTOMATION LTD.; PRESSFLOW LTD.;
ENGEL GMBHWESTERN EUROPE-GENERAL; WESTERN EUROPE
Accession no.554211
Item 167World Class Injection Moulding. Retec proceedings.
Charlotte, NC, 25th-27th Sept.1994, p.187-99. 831
T-190 SLINGSHOT - THE BIRTH OF A UNIQUENEW ROBOT TECHNOLOGYCarson D
CBW Automation
(SPE,Carolinas Section; SPE,Injection Molding Div.)
The development of the T-190 parts removal robot -
claimed to be the fastest designed in the world - is
described. Compared to a conventional robot, this concept
claims to normally save at least 1.5 seconds of overall
cycle time due to its speed and simplicity. Details are
given.
COLORADO,STATE UNIVERSITYUSA
Accession no.553623
Item 168Plastics and Rubber Weekly
No.1588, 2nd June 1995, p.12
CAP AUTOMATION PAYS FOR GEKA
A cap moulding system has been developed for a
cosmetics company to produce a range of PP caps. Details
are given of the installation by Geka Manufacturing of
an automated 16 cavity Engel manufacturing cell to
produce the products. The cell is built round a 65 tonne
ES330/65HL tiebarless moulding machine fitted with an
EC88 controller and an ERC23/IC high speed robot which
provides 2m/s speed on all three axes.
GEKA MANUFACTURINGEUROPEAN COMMUNITY; EUROPEAN UNION; UK;
WESTERN EUROPE
Accession no.552223

References and Abstracts
56 © Copyright 2001 Rapra Technology Limited
Item 169Plastics News(USA)
7, No.7, 17th April 1995, p.19
LIGHTS OUT A REALITY AT AUTOMATEDPLASTICSShinn R
Operations at Automated Plastics are described. The
company runs with just three employees and operates
seven injection moulding presses with automation levels
at the factory allowing the machines to operate day and
night without supervision.
AUTOMATED PLASTICS INC.USA
Accession no.551245
Item 170Patent Number: US 5368466 A 19941129
APPARATUS AND TRANSPORTING UNIT FORCONVEYING INJECTION-MOULDEDARTICLES AWAY FROM AN INJECTIONMOULDING MACHINEHehl K
A transporting apparatus for moving away injection-
moulded articles from an injection moulding machine
includes pallets; a charging station for loading the pallets;
transporting pallets each individually supporting at least
one pallet and coupled thereto for forming a transportingunit; a pallet tower for storing a number of pallets; an
elevator for receiving empty pallets from the pallet tower
and loaded pallets from the charging station; a conveyor
for moving the transporting pallets between the elevator
and the charging station and for transferring loaded pallets
from the charging station to the elevator; and a positioning
arrangement.
EUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
WESTERN EUROPE
Accession no.550423
Item 171Thermosets for the 21st Century. Retec Proceedings.
Rosemont, Il., 16th-18th March 1994, paper 9. 012
DEFLASHING AND THE CELL COMPOSITEBahmueller M W
Hull/Finmac
It is reported that deflashing has been an inherent
operation since the start of the thermoset industry, required
in order to deliver finished moulded parts to the market
place. In order to reduce breakage and increase
productivity, new types of deflashing equipment have
been designed. The CELL concept, which was preceded
by the reduction of multiple handling of parts, while the
required operations of gate and flash removal as well as
parts inspection were still performed, is described. The
basic CELL is comprised of one or more moulding presses
producing various parts, a deflashing machine and some
form of parts inspection. Details are given.
SPE,CHICAGO SECTION; SPE,THERMOSET DIV.USA
Accession no.550286
Item 172Patent Number: EP 648590 A1 19950419
PICKING APPARATUS, PREFERABLY FOR ANINJECTION MOULDING MACHINEThorsson S-G; Carlsson O; Lidstrom J-I
Gislaved Industriservice AB
A picking apparatus for an injection moulding machine
with two movable tool tables includes a cylindrical guide
portion fixedly connected to the one tool table with a
helical groove, as a cam device, and a sleeve displaceable
along and rotary about the guide portion, the sleeve having
a cam follower member engaging in the cam groove. The
sleeve is rotary but axially fixedly connected to the second
table. A picking arm is disposed on a carrier portion which,
via guides, is displaceable parallel with the axial direction
of the sleeve. A cylinder unit is provided for displacement
of the carrier portion relative to the sleeve, whereby the
picking arm, partly under the action of the groove and
the cam follower member, is pivotal in between the tool
tables on opening thereof, and is pivotal out therefrom
on closure, and partly displaceable under the action of
the cylinder unit in the longitudinal direction of the guide
portion.
SCANDINAVIA; SWEDEN; WESTERN EUROPE
Accession no.548786
Item 173Patent Number: US 5350289 A 19940927
QUICK CHANGE SYSTEM FOR MOULD BASESMartin R G
Master Unit Die Products Inc.
A quick change system for standard mould bases in a
moulding machine is described, in which each half of a
mould base has a support plate attached to the back
surface. An adapter frame is mounted on the face of each
platen of the press. Each adapter frame has a U-shaped
guide channel for receiving a support plate and supported
mould base half. A T-shaped guide roller is positioned on
each side of the U-shaped guide channel to facilitate entry
of a support plate into the guide channels. Apertures are
provided in each adapter frame plate for fasteners for
attaching the adapter frame plates to the platens. A
knockout rod assembly is provided for ejecting the
finished mould part from the mould base.
USA
Accession no.548493
Item 174Plastics Technology
41, No.2, Feb.1995, p.54/63
PORTABLE ANALISERS FIND WHAT AILSYOUR PROCESS

References and Abstracts
© Copyright 2001Rapra Technology Limited 57
Ogando J
This comprehensive article supplies a detailed review of
portable machine analysers. These data-acquisition and
monitoring devices hook up to moulding machines and
auxiliary equipment, gathering information that helps to
identify the root causes of processing problems. The article
compares the various features and advantages of various
portable machine analysers currently on the market.
BRANDEN T.G.,CORP.; HUNKAR LABORATORIES
INC.; NICOLLET PROCESS ENGINEERING; RJG
TECHNOLOGIES INC.USA
Accession no.546250
Item 175Plastics Technology (Hong Kong)
No.10, 1993, p.44-8
Chinese; English
AUTOMATION IN INJECTION MOULDINGPLANTHsong C
Machinery Co.Ltd.
Automation in injection moulding operations is discussed
with reference to precision moulding. The growth of the
industry is examined, and the advantages offered by Hong
Kong in terms of labour costs and relatively low
production costs are discussed. The use of automatedproduction methods is suggested as a means of improving
the quality of moulded engineering plastic parts. Particular
details are given with respect to control systems, the
injection unit, the clamping unit, auxillary equipment,
driers, mould temperature control, parts handling and
granulators.
HONG KONG
Accession no.546137
Item 176Plastics Technology (Hong Kong)
No.10, 1993, p.13-4
Chinese; English
UNMANNED INJECTION MOULDING PLANT
The design and layout is described of a test plant set up
by Yushin Precision Equipment Co.Ltd. in order to test
the viability of an unmanned injection moulding plant.
The system will be commercialised if the trial proves
successful. The additional benefits to the company as well
as the provision of 24 hour production and reduced labour
costs, include the reduction in the use of electricity for
heating, lighting and ventilation.
YUSHIN PRECISION EQUIPMENT CO.LTD.HONG KONG
Accession no.546136
Item 177Patent Number: US 5334009 A 19940802
HANDLING DEVICE FOR REMOVINGFORMED PLASTIC PARTS FROM THE SPACEBETWEEN DIE PLATENS CARRYING THEMOULD HALVES OF AN INJECTIONMOULDING MACHINEUrbanek O; Aumayer W
Engel Maschinenbau GmbH
A description is given of a handling device for removing
plastic parts from between the platens of an injection
moulding machine. The device includes a gripper arm
which is supported on a machine frame in a space between
the die platens.
AUSTRIA; WESTERN EUROPE
Accession no.541710
Item 178Patent Number: EP 633119 A1 19950111
IMPROVED TAKE-OFF PLATE DEVICEGessner D; McGinley T M
Husky Injection Molding Systems Ltd.
The device, for removing moulded articles from a
moulding machine and delivering them to a transfer or
receiving station, includes a plate, one or more tubes
mounted to the plate for receiving moulded articles, and
one or more ejector bars for engaging portions of the
moulded articles to remove or eject them from the tubes.
Each of the tubes is provided with a cooling passagewayfor effecting cooling of the moulded articles as they are
moved between the moulding machine and the receiving
station. A bottom plug, which is in contact with the cooling
passageway, is provided in each tube to more efficiently
cool an end portion of the moulded article in the tube.
Preferably, the bottom plug has an end surface, which
matches the shape of the moulded article end portion.
CANADA
Accession no.541284
Item 179Antec ’94. Conference Proceedings.
San Francisco, Ca., 1st-5th May 1994, Vol.I, p.964-8.
012
SYSTEMS INTEGRATION FOR DOWNSTREAMOPERATIONSAidlin S H
Aidlin Automation Corp.
(SPE)
Systems for the automation of downstream operations in
the injection and blow moulding of plastics products are
described.
USA
Accession no.541237
Item 180Plastics and Rubber Asia
9, No.55, Dec.1994, p.27

References and Abstracts
58 © Copyright 2001 Rapra Technology Limited
IS AUTOMATION THE ANSWER?Ornellas T
The Meisei system of automation is claimed to offer the
small to medium sized moulder automation either
completely or in stages to reduce labour costs. The system
encompasses mould design and operation. Details are
described of a typical system used to automate an injection
moulding operation.
MEISI KINZOKU KOGYOSHO CO.LTD.JAPAN
Accession no.539775
Item 181Patent Number: EP 624448 A1 19941117
ROBOTKimura A; Nakamachi K; Saito A; Inoue T; Tominaga M
Sony Corp.
A robot for ejecting an object mounted to a movable body
from the movable body comprises a holding means for
holding the object mounted on the movable body and a
moving means for ejecting the object from the movable body
by movement of the holding means. The moving means
includes a first guide means meshing with the holding means
for linearly moving the holding means in a first direction by
rotation with respect to the action of the movable body and
a second guide means for rotating the holding means in a
second direction along with the rotation of the guide means
directed in the first direction. The first guide means may be
composed of a ball screw, the holding means has a nut and
the ball screw meshes with the nut. The second guide means
may be composed of a cam and a cam follower meshing
with the cam. Additionally, the movable body may be
composed of a movable die of a moulding machine.
JAPAN
Accession no.537335
Item 182Plastverarbeiter
45, No.9, Sept.1994, p.32/4
German
NEW ROBOT SERIES: HIGH SPEED, LOWCOST
Engel has developed the new robot series ERC which is
matched to both small high-speed injection moulding
machines (up to Type ES 500). The modular concept of
the mechanical elements in conjunction with an improved
control system and innovative digital servo drives now
permits individually optimised configurations to be
created with which a wide range of applications can be
covered. Thanks to the use of new production
technologies, it has also been possible to reduce the
manufacturing costs whilst at the same time considerably
increasing the performance characteristics of the robots.
ENGEL MASCHINENBAU GMBHAUSTRIA; WESTERN EUROPE
Accession no.532900
Item 183Patent Number: EP 605306 A1 19940706
INDUSTRIAL ROBOT FOR REMOVING AMOULDING FROM A CAVITY OF A MOULDINGMACHINEKimura A; Saito A
Sony Corp.
The robot comprises an arm mechanism having a holding
head for holding the moulding, an arm operation means
capable of operating the arm mechanism so that the
holding head of the arm mechanism moves at a
comparatively high composite speed equal to the sum of
the respective speeds of at least two moving members in
both a first direction and a second direction different from
the first direction.
JAPAN
Accession no.529591
Item 184Antec ’93. Conference Proceedings.
New Orleans, La., 9th-13th May 1993, Vol.III, p.3183-
9. 012
FASTER CYCLING COMPACT DISCINJECTION MOULD DESIGNED WITHINTEGRATED PART REMOVAL AUTOMATIONGalic G; Maus S
Galic Maus Ventures
(SPE)
A technique for the removal of compact discs from injection
moulds is described. The discs are transferred out of the
mould with short-stroke low mass motions of a pair of
mechanical guides which can grip and then release the edge
of the disc, when acting in coordination with moveable
mould members having undercuts for moulded-on retention
of the inner portion of the disc and/or sprue. The disc is
stripped off the moulding surfaces and can be oriented in a
second vertical plane to freely drop out of an aperture in
the mould to exit through a discharge chute. 3 refs.
USA
Accession no.528877
Item 185Patent Number: US 5297950 A 19940329
STRIPPING STATION FOR STRIPPINGHOLLOW PLASTIC ARTICLES FROM AHOLDING MEANSKresak P F
Husky Injection Molding Systems Ltd.
The station includes a nest for receiving neck portions of
the articles and a cutout bar for admitting, trapping and
ejecting the articles in the nest, the cutout bar being slidably
mounted to the nest and displaceable between the admitting
position, trapping position and ejecting position.
CANADA
Accession no.517052

References and Abstracts
© Copyright 2001Rapra Technology Limited 59
Item 186Plastics and Rubber Weekly
No.1537, 27th May 1994, p.21
NEW FIELD BUS SYSTEM HALVESINSTALLATION TIME
This article describes the Motan materials distribution
system incorporated in the Otto molding plant at
Neuruppin, Germany. The entire Motan installation is
controlled by a Siemens Simatic PLC and all units are
linked with the central control unit via a field bus system
instead of individual circuits. A division of Otto began
production of refuse bins in plastics in the mid 1960s and
refuse collection and disposal still forms the largest part
of its activities. The company’s plastics moulding activity
has been widened to include boxes and containers for the
automotive and food industries, and technical parts for
the automotive and domestic appliance markets.
OTTO GMBHEUROPEAN COMMUNITY; GERMANY; WESTERN EUROPE
Accession no.513423
Item 187Materie Plastiche ed Elastomeri
No.3, March 1994, p.102-8
Italian
CHANGES IN THE MOULD INDUSTRYBaucia G
A survey is made of mould making materials and
techniques, hot runner moulds and mould cleaning and
mould changing systems featured by a number of
companies at the 9th Fakuma exhibition in
Friedrichshafen, Germany. Developments in ancillary
equipment for injection moulding, granulators and
industrial robots are also reviewed.
EUROPEAN COMMUNITY; GERMANY; WESTERN EUROPE;
WESTERN EUROPE-GENERAL
Accession no.513247
Item 188Nordic Rubber Conference 1993. Conference
proceedings.
Helsingor, 13th-14th May 1993, p.72-90. 012
INTEGRATION OF MODERN RUBBERINJECTION MACHINES INTO OVERRULINGCONTROL STRUCTURES SUCH AS PROCESSCONTROL BY PROFIBUSSchumacher P
Kloeckner Ferromatik Desma GmbH
(Danish Society of Rubber Technology; Nordic Council
of Rubber Technology)
Developments in the automation of rubber injection
moulding machines are discussed with reference to
automation of individual machines, integration into
production islands, manufacturer-specific system
solutions, and system solutions which are independent of
the manufacturer. The integration of machines into process
control loops is described, together with overall
(communicating) control systems such as the PROFIBUS
system.
EUROPEAN COMMUNITY; GERMANY; WESTERN EUROPE
Accession no.512970
Item 189Plastverarbeiter
45, No.4, April 1994, p.78/82
German
LINKING OF INDIVIDUAL PRODUCTIONPROCESSES DURING INJECTION MOULDINGBlock J
An important aspect of the automation of production
processes, from raw material up to finished injection
mouldings ready for shipment, is the logistic planning
and efficient combination of handling and transport
technologies. This subject is discussed, with particular
reference to the major role played by transport pallets.
EUROPEAN COMMUNITY; GERMANY; WESTERN EUROPE
Accession no.512956
Item 190Kunststoffe Plast Europe
Vol.84, March 1994, p.13-6
SINGLE SOURCE SOLUTION: FLEXIBLEAUTOMATED INJECTION MOULDING CELL
The use is discussed of an automated production cell for
injection moulding three colour rear lights for cars as
employed by Yorka, a Spanish company who mainly used
conventional three-colour injection moulding machines
with vertical clamping units. Apart from the high level of
capital investment associated with this latter kind of
design, other disadvantages include a lack of flexibility
on change of product. The company chose an integrated
automation and software system from Mannesmann
Demag which offers the possibility of operating each of
the two injection moulding machines in the production
cell individually, thereby permitting flexible, cost effective
manufacture of quality products.
YORKA SA; MANNESMANN DEMAG
KUNSTSTOFFTECHNIK AGEUROPEAN COMMUNITY; GERMANY; SPAIN; WESTERN
EUROPE
Accession no.512210
Item 191Plastics Engineering
50, No.2, Feb.1994, p.14-8
AUXILIARY EQUIPMENTWigotsky V
The article supplies a comprehensive assessment of the
advances in auxiliary equipment in line with the
development in primary moulding and extrusion
machinery. The article highlights the improvements being
References and Abstracts
60 © Copyright 2001 Rapra Technology Limited
made in design, maintenance, simplicity, modularity and
control equipment and describes specific equipment
currently on the market.
PROCESS CONTROL CORP.; K-TRON NORTH
AMERICA; THERMAL CARE; UNA-DYN INC.
USA
Accession no.511219
Item 192British Plastics and Rubber
March 1994, p.15
IN-MOULD LABELLING - STILL ANEMERGING TECHNOLOGY
Advantages of and equipment for in-mould labelling of
packaging containers is discussed. Advantages include a
reduction in downstream printing and labelling operations
and the enhanced visual impact of a high quality label as
an integral part of the container surface. Disadvantages
include extended production cycles, and the need for
additional high performance handling equipment.
EUROPE-GENERAL
Accession no.509184
Item 193Plastiques Modernes et Elastomeres
45, No.10, Dec.1993, p.51-2
French
ORGANISING PRODUCTIONDesfilhes P
Automation systems used by Nobel Plastiques of France
in the manufacture of extruded automotive hose and
injection moulded automotive components are described.
NOBEL PLASTIQUES; SILVATRIM
EUROPEAN COMMUNITY; FRANCE; WESTERN EUROPE
Accession no.502600
Item 194Plastiques Modernes et Elastomeres
45, No.10, Dec.1993, p.45-9
French
ROBOTS: THE IRON ARM OF THE WORKSHOPDesfilhes P
A survey is made of developments by a number of
companies in industrial robots for use in plastics injection
moulding operations.
WITTMANN ROBOT SYSTEMS; ALBORA;
BATTENFELD GMBH; SEPRO ROBOTIQUE;
CONAIR INC.; HARMO ROBOTS LTD.; HUSKY
INJECTION MOULDING SYSTEMS LTD.;
CHAVERIAT SA; PIOVAN SPA; PIOVAN + STAR
AUTOMATION; STAR SEIKI CO.LTD.; HEKUMA;
CONAIR CHURCHILL LTD.; MARTIPLAST;
SYTRAMA; APEX CORP.; PLASTINSERT; GEIGER
TECHNIK GMBH
CANADA; EUROPEAN COMMUNITY; FRANCE; GERMANY;
ITALY; JAPAN; SWITZERLAND; UK; USA; WESTERN EUROPE
Accession no.502599
Item 195Plastiques Modernes et Elastomeres
45, No.10, Dec.1993, p.40-3
French
AUTOMATION OF MOULD CHANGINGDesfilhes P
Some developments in automatic and semi-automatic
mould changing systems are reviewed.
STAUBLI; HYDRAUMECA; ENERPAC; WOKU;
BATTENFELD FRANCE SARLEUROPEAN COMMUNITY; FRANCE; GERMANY; WESTERN
EUROPE
Accession no.502598
Item 196Revue Generale des Caoutchoucs et Plastiques
70, No.728, Dec.1993, p.52-3
French
AUTOMATION: A FACTOR IN PRODUCTIVITYLeuzinger H H
Netstal Maschinen AG
Automation systems developed by Netstal for its injection
moulding machines are described.
NEYR PLASTIQUESEUROPEAN COMMUNITY; FRANCE; SWITZERLAND;
WESTERN EUROPE
Accession no.502588
Item 197Plastics News(USA)
5, No.38, 15th Nov.1993, p.31
HUSKY BUILDING ROBOTICS FACILITY INONTARIOLauzon M
Husky Injection Molding Systems is reported to be
building a robotics facility at its Bolton, Ontario
headquarters. The company has also revealed the identity
of several of its supplier partners for the manufacturing
centre and presented its first environmental award with a
75,000 US dollars prize. Details are given.
HUSKY INJECTION MOLDING SYSTEMS LTD.;
BERG CHILLING SYSTEMS INC.; MANNESMANN
DEMAG FORDERTECHNIK AG; SYSCON-
PLANTSTAR; ONTARIO HYDRO RESEARCH
DIVISION; IN-STORE PRODUCTS INC.CANADA; USA
Accession no.499522
Item 198Plastics News(USA)
5, No.40, 29th Nov. 1993, p.5
References and Abstracts
© Copyright 2001Rapra Technology Limited 61
STRONG SALES FAVOUR US ROBOTPRODUCTIONBrega W; Charles A S
This article reports on the increasing demand for robots
by US plastics processors, and the consequential rise in
robot production. Two foreign robot makers are reported
to be setting up US manufacturing operations, and several
US-owned or -based companies are investing to increase
their production facilities. Many companies are mentioned
and the statistics around their expansion are given.
WITTMAN ROBOT & AUTOMATION SYSTEMS
INC.; YUSHIN AMERICA INC.; MARK II
AUTOMATION INC.; WITTMAN ROBOT SYSTEME
GMBH; YUSHIN PRECISION EQUIPMENT
CO.LTD.; HUSKY INJECTION MOLDING SYSTEMS
LTD.; SOCIETY OF THE PLASTICS INDUSTRY
INC.; AEC INC.; AUTOMATED ASSEMBLIES
CORP.; RANGER AUTOMATION SYSTEMS INC.AUSTRIA; CANADA; EUROPE-GENERAL; EUROPEAN
COMMUNITY; GERMANY; JAPAN; USA; WESTERN EUROPE
Accession no.499391
Item 199Kunststoffe Plast Europe
No.3-4, Oct.1993, p.243/50
English; French
RECESSION REVEALS THE LIMITS OFAUTOMATIONGuyot H
The use of automated processes is discussed with
particular reference to injection moulding. The scope and
limits are examined of automation and its rewards in terms
of productivity increase in relation to automation
investment rates.
EUROPE-GENERAL
Accession no.498891
Item 200Kunststoffe Plast Europe
No.3-4, Oct.1993, p.236/42
English; French
ROBOT SERVES INJECTION MOULDINGMACHINE AND CARRIES OUT FINISHINGOPERATIONKroth E
The use of robots in injection moulding processes is
discussed. A linear robot is used by Hilti AG which links
the injection moulding machine to the finishing and
quality control machines. This ensures that the functions
provided by the robot are used extensively and are not
idle for parts of the processing operation. The production
cell at Hilti is described, which claims an overall
utilisation rating of over 90% and a reject quota of 0.24%.
HILTI AGEUROPEAN COMMUNITY; EUROPEAN UNION; GERMANY;
LIECHTENSTEIN; WESTERN EUROPE
Accession no.498890
Item 201Antec ’92. Plastics: Shaping the Future. Volume 2.
Conference Proceedings.
Detroit, Mi., 3rd-7th May 1992, p.2226-9. 012
COMPETITIVE INJECTION MOULDINGPLANT LAYOUTSHughes G
Husky Injection Molding Systems
(SPE)
Plant-wide automation strategies, moulding cell
development, product handling, plant layout, service
layout and distribution and building design are discussed
as they relate to the manager’s goals. Using a step-by-
step approach, the procedure and elements of developing
a competitive plant layout are described.
CANADA
Accession no.487539
Item 202Macplas
17, No.143, Nov.1992, p.72-3
Italian
SECOND COMING FOR ROBOTICSCooke F
Optimum Evaluation Ltd.
An examination is made of applications of industrial
robots in plastics injection moulding. Some reasons for
the slow adoption of robotics by the plastics processing
industry are discussed.
EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.481451
Item 203Macplas
17, No.143, Nov.1992, p.67/71
Italian
ROBOTS AND MANIPULATORS IN THESERVICE OF MOULDERSRovetto G L
The use of industrial robots in plastics injection moulding
operations is reviewed, and details are given of applications
of robots by Italian moulder Seeber.
PIOVAN + STAR AUTOMATION; PIOVAN SPA;
SYTRAMA; STAR SEIKI CO.LTD.; BATTENFELD
ITALIA; SEEBER; METALMECCANICA PLAST
SPA
EUROPEAN COMMUNITY; ITALY; JAPAN; WESTERN
EUROPE
Accession no.481450
Item 204Plastics News International
May 1993, p.24-5
ONCE BITTEN, TWICE KEEN

References and Abstracts
62 © Copyright 2001 Rapra Technology Limited
Last year Addis Australia installed Enerpac Quick Mould
Clamping equipment on its new 1300 tonne Toshiba
injection moulding machines used to mould high quality
plastic components for Hoover Australia. Die changes that
used to take six to 10 hours now take less than an hour, it
is claimed. As part of Addis’ re-equipment programme, it
is now incorporating further automation features. The
latest major item of plant to get the QMC treatment is a
650 tonne Toshiba injection moulder, which is used for
moulding Hoover products and large plastic houseware.
ENERPAC; ADDIS (AUSTRALIA) PTY.LTD.AUSTRALIA
Accession no.480078
Item 205European Plastics News
20, No.6, June 1993, p.xvi
ANCILLARY SUPPLIERS DEVELOP ASYSTEMS APPROACH
Piovan, a manufacturer of conveying, chilling, dosing,
granulating, drying and temperature control equipment,
is experiencing continued growth. Size reduction
specialist, Tria, saw its turnover increase by 3% in 1992,
with around 40% of turnover generated from exports.
Increasing penetration of PETP, both into blow moulding
and vacuum forming sectors, has provided new business
for Frigomeccanica Industriale which offers a range of
dehumidification equipment and crystallisers. Piovan +
Star, a manufacturer of downstream handling equipment,
now has a turnover of around L10 billion, with 60%
remaining in Italy. Sytrama specialises in 3D linear robots
and a range of associated automatic peripherals.
Production of BOPP film in Italy has driven demand for
surface treatment systems such as Esseci’s corona
systems.
ESSE-CI SPA; FRIGOMECCANICA INDUSTRIALE
SPA; PIOVAN SPA; PIOVAN + STAR
AUTOMATION; SYTRAMA; TRIA SPAEUROPEAN COMMUNITY; ITALY; WESTERN EUROPE
Accession no.479938
Item 206Modern Plastics International
23, No.4, April 1993, p.18/22
LIGHTS GO OUT IN AUTOMATIC MOULDINGPLANTMapleston P
Yushin Precision Equipment is operating a “lights-out”
injection moulding plant in Japan. The plant is a fully
commercial facility for making small food containers and
toothbrush cases. The injection moulding machines are
not linked to a central computer network, and the
automatic guided vehicle and stocking units that handle
finished parts are controlled by a single personal computer.
The plant runs almost completely unmanned throughout
the weekend and at night. During the week, personnel
are employed on a part-time day shift to inspect and
assemble parts away from the production floor.
YUSHIN PRECISION EQUIPMENT CO.LTD.JAPAN
Accession no.475389
Item 207Plastiques Flash
27,No.255,Sept./Oct.1992,p.42-5
French
STATE OF THE ART IN MATERIALSMANAGEMENT
Details are given of automation and handling systems
(supplied mainly by Motan) used by Packard Electric
Burgenland of Austria in the injection moulding of
automotive cable components.
MOTAN PLAST AUTOMATION GMBH; PACKARD
ELECTRIC BURGENLAND GMBH; LUGER
GMBH; BATTENFELD AUSTRIA GMBH; SIEMENS
AG; ITVAUSTRIA; EUROPEAN COMMUNITY; GERMANY; WESTERN
EUROPE
Accession no.475053
Item 208Plastiques Modernes et Elastomeres
44,No.8,Oct.1992,p.85-8
French
AUTOMATION: RAPIDITY AND PRECISIONTopuz B
A survey is made of developments by a number of
companies in control and automation systems for plastics
processing, particularly injection moulding and extrusion.
WORLD
Accession no.473376
Item 209Macplas
17,No.141,Sept.1992,p.65-7
Italian
HAS THE FUTURE OF CONTROLS ALREADYSTARTED?Marschall U
Philips BV
Developments in automation, computer control and
statistical process control systems for injection moulding
machines are reviewed.
EUROPEAN COMMUNITY; NETHERLANDS; WESTERN
EUROPE
Accession no.473359
Item 210Plastics and Rubber Weekly
No.1477,20th March 1993,p.20-1

References and Abstracts
© Copyright 2001Rapra Technology Limited 63
EASIER PROGRAMMING FOR KEEN MARKET
Pressflow has devised new and easier programming for
its injection moulding robots. Design and construction of
special downstream equipment is growing and now
represents 25% of company sales. The simplest model in
the Pressflow range is a modular sprue picker. Pacer is
the name attaching to Pressflow’s top entry robots other
than of the CNC type and may be wholly pneumatic or
electric or pneumatic/electric. The company produces all
the software for its equipment. Parts produced on
Pressflow’s equipment include toothbrush handles,
vehicle door handles, wheel trims and housings.
PRESSFLOW LTD.EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.472959
Item 211Plastverarbeiter
44,No.1,Jan.1993,p.38-41
German
COMFORT SOFTWARE FOR INJECTIONMOULDING MACHINE ROBOTSEhrenweber R
Robots today have to satisfy high demands in the
injection moulding process. The flexible adaptation to
the process must not be at the expense of ease of
operation. At the same time, the highest degree ofreliability must be assured. The best conditions for this
are offered by a combination of menu-driven standard
procedures which can be selected from a programme
library together with routines which can be freely
programmed using the teach-in method. In conjunction
with a large number of service routines, this permits
optimum utilisation of the robot.
EUROPEAN COMMUNITY; GERMANY; WESTERN EUROPE
Accession no.471368
Item 212Plastics and Rubber Asia
7,No.43,Dec.1992,p.49
YUSHIN HOT RUNNER SYSTEMS FOR HIGHSPEED
Yushin Precision Equipment Co.Ltd., a specialist maker
of robots for injection moulding machines, has recently
concluded an agency agreement with SEP Co.Ltd., makers
of Thermo-con gate, the new hot runner system being
favoured by Japanese automobile manufacturers. The
Thermo-con gate is constructed as an ordinary pin gate
with a bush but no inner or outer heater. The hollow pipe-
like body of the gate is so designed that it transmits its
own heat, so can be rapidly heated or cooled. The principle
on which Thermo-con gate is based is described.
YUSHIN PRECISION EQUIPMENT CO.LTD.; SEPJAPAN
Accession no.467345
Item 213Plastics Technology
38,No.11,Oct.1992,p.56-8
STRAIGHT TALK ON BUYING PARTS-REMOVAL ROBOTSDe Gaspari J
The factors to be considered when purchasing an injection
moulding parts-removal robot are discussed in some depth.
Factors examined include servo and pneumatic drives, end-
of-arm tooling, frame sturdiness, design flexibility, the level
of sophistication of the controls, ease of maintenance,
availability of spare parts and supplier support.
STYREX INDUSTRIES; SUPERIOR PLASTICS
EXTRUSION CO.INC.; PRO CORP.; MITCHELL
PLASTICS INC.; PRECISE PLASTIC PRODUCTS
INC.; CAL-MOLD INC.USA
Accession no.466376
Item 214Kunststoffe German Plastics
82,No.10,Oct.1992,p.47-8
LARGE ROBOTS USED WITH TWININJECTION MOULDING MACHINESHenze H J; Munschek H
Battenfeld GmbH; Gebrueder Otto KG
Large robots installed at large injection moulding machinesexclusively for the removal of moulded parts are in the
standby position for most of the production time. Ways are
described which utilise these already available production
resources for additional tasks. 1 ref.Translation of
Kunststoffe German Plastics, 82, No.10, 1992, p.964/6
EUROPEAN COMMUNITY; GERMANY; WESTERN EUROPE
Accession no.466150
Item 215Plastverarbeiter
43,No.4,April 1992,p.52-4
German
PRODUCING COMPLEX AUTOELECTRICPARTS
It is reported that for TRW Messmer, a processor in
Radolfzell and Austria-based Battenfeld, it was just the right
contact - two fully automated injection moulding machines
with a complete peripheral package for the manufacture of
automotive light switch assemblies were put into operation
in mid-1991 with no problems. Details are given.
BATTENFELD AG; TRW MESSMERAUSTRIA; GERMANY; WESTERN EUROPE
Accession no.462219
Item 216Polimeri
13,Supplement 1,1992,p.85-8
Serbo-Croatian

References and Abstracts
64 © Copyright 2001 Rapra Technology Limited
INJECTION MOULD FOR SNACK TRAYMOULDING OF ABSRogelj V
ISKRA OTC
The moulding machine includes an adaptable ejection
system, which is located on the stationary mould side to
prevent marking of the moulded parts by the runner
system and ejectors.
SLOVENIA
Accession no.461011
Item 217European Plastics News
Oct.1992,p.52
SWING CHUTES SPEED UP PANTHER PLASTPRODUCTION
In fast cycling moulding applications, it is essential to
get the parts out of the mould as quickly as possible. It is
claimed that, unlike robot systems, Husky Injection
Molding Systems’ simple demoulding chutes unload
within the moulding cycle. Details are given.
HUSKY INJECTION MOLDING SYSTEMS LTD.EUROPEAN COMMUNITY; LUXEMBOURG; WESTERN
EUROPE
Accession no.459978
Item 218European Plastics News
Oct.1992,p.45/50
GETTING TO GRIPS WITH ROBOTICSCooke F
It is reported that, to consider robotics in the plastics
industry only as a means of removal of a narrow and
simplistic view; its contribution to improving quality is
much more important. A review of new developments
from various European manufacturers is presented.
EUROPEAN COMMUNITY; UK; WESTERN EUROPE;
WESTERN EUROPE-GENERAL
Accession no.459977
Item 219Plastics and Rubber Weekly
No.1447,8th Aug.1992,p.13
PRESSFLOW MOVES FORWARD WITH NEWCNC MACHINES
Pressflow, the UK’s largest manufacturer of robots for
the plastics industry, is reported to have about seven
models of machines which can be purchased off the shelf.
The company also provides ‘special’ units to suit
individual customer needs. Details of this range are
presented.
PRESSFLOW LTD.EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.457550
Item 220Plastics and Rubber Weekly
No.1447,8th Aug.1992,p.12
AUTOMOTIVE AUTOMATION FROM ABB
It is reported that, through a complex process of
manufacture and sub-assembly, robots can often be found
adding value to injection moulding by turning it into an
operation which produces trimmed, deflashed, semi-
finished and finished parts. Brief details of robots made
available by ABB are presented.
ABB ROBOTICS LTD.EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.457549
Item 221Plastics and Rubber Weekly
No.1447,8th Aug.1992,p.10-1
NEWCOMER’S GUIDE TO ROBOTS INMOULDINGSmith A
The general categories of industrial robot on offer to the
moulder are outlined. Aspects covered include sprue
pickers, pick and place take-out devices, side-entry take-
out devices, articulated turntable mounted robots, control
systems and cartesian devices.
EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.457547
Item 222Plastics and Rubber Weekly
No.1447,8th Aug.1992,p.13
WINDMILL PLASTICS ROBOTICSINVESTMENT CONTINUESRaleigh P
Windmill Plastics, said to be the robotics industry’s best
UK trade moulding customer in 1991, is to double its
current production capacity, and to plan delivery of 15
more robots to a new factory by June 1993. Brief company
information is presented.
WINDMILL PLASTICS LTD.EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.456840
Item 223Kunststoffe German Plastics
82,No.3,March 1992,p.3-5
FROM QUALITY CHARACTERISTICS TOMACHINE SETTINGSKarlinger P;Buerkle E
KRAUSS-MAFFEI KUNSTSTOFFTECHNIK GMBH
Considerations about automation begin at the part and
tool design stage. Quality planning criteria are discussed,
including mould data which determine machine settings,
correlation of quality data and process parameters, timing

References and Abstracts
© Copyright 2001Rapra Technology Limited 65
of quality planning, process-characteristic fields, process
tolerances, and analytical descriptions of characteristic
fields. 8 refs. (Translation of Kunststoffe,82, No.3,1992,
p.175-9).
GERMANY
Accession no.454357
Item 224Plastiques Flash
27,Nos.247/8,Dec.1991/Jan.1992,p.34-6
French
AUTOMATION OF AN INTEGRATEDMOULDER
An examination is made of the activities of Jaeger France,
part of the Italian Magneti Marelli group, in the injection
moulding of dashboard components in ABS, PMMA,
nylon 66, polycarbonate and polyacetal. Details are given
of automation systems used by the company, with
particular reference to Albora industrial robots. Some
company information is presented.
ALBORA; JAEGER FRANCE; MAGNETI MARELLIEUROPEAN COMMUNITY; FRANCE; ITALY; WESTERN
EUROPE
Accession no.454270
Item 225Plastics and Rubber Weekly
No.1431,18th April 1992,p.9-10
TREND TO CNC ROBOT CELLULARMOULDING IN FRANCESmith A
A growing trend in France to operate moulding cells with
CNC robots running on gantries above a large space
envelope, as distinct from being attached to the machines
themselves, is said to be apparent at leading French robot
manufacturer Sepro and two moulders in the Nantes
region. Details are given.
COMPAGNIE DES PLASTIQUES INDUSTRIELS
DE L’OUEST; DRAFTEX INDUSTRIE; LAIRD
GROUP PLC; SEPRO ROBOTIQUE UK; SEPRO SAEUROPEAN COMMUNITY; FRANCE; UK; WESTERN EUROPE
Accession no.447386
Item 226Macplas
16,No.134,Dec.1991,p.95-6
Italian
ROLE OF AUTOMATION
Details are given of the Sistema PET automation system
developed by Sytrama for use in the injection moulding
of PETP bottle preforms.
SYTRAMAEUROPEAN COMMUNITY; ITALY; WESTERN EUROPE
Accession no.447260
Item 227International Reinforced Plastics Industry
9,No.6,Sept/Oct.1991,p.7
DIE CHANGING SYSTEMS TO REDUCE COST
Venture Pressings Ltd. of Telford has recently installed a
rapid die changing system in their metal automotive plant,
which utilises either rail-mounted trolleys or battery-
operated carts. The die-changing operation is controlled
through a computer VDU, which automatically resets the
press for the particular die being used. Herwo Die
Changing AB, who installed the Domino push-pull die
changing system at the plant, believes that such a system
would benefit the SMC/BMC compounds moulding
industry.
HERWO DIE CHANGING AB; VENTURE
PRESSINGS LTD.EUROPEAN COMMUNITY; SCANDINAVIA; SWEDEN; UK;
WESTERN EUROPE
Accession no.447061
Item 228Plastics and Rubber Weekly
No.1429,4th April 1992,p.14
STORK L MACHINES FOR MCKECHNIE
Two Pressflow CNC seven-axis robots are reported to
have been installed at the Pickering, Yorkshire-based
factory of McKechnie Vehicle Components Division to
two Stork ST 550 tonne L configuration injectionmoulding machines. This is part of a 750,000 pounds
sterling investment programme carried out by the Division
to enhance its competitiveness, particularly against
Continental companies; details are given.
MCKECHNIE PLC; PRESSFLOW LTD.; STORK
PLASTICS PROCESSING MACHINERY LTD.EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.445441
Item 229Plastics and Rubber Today
Jan/Feb.1992,p.12
ANCILLARIES TODAYSmith J L
CONAIR CHURCHILL LTD.
The use of ancillary equipment is reported to play an ever-
increasing role in improving the efficiency and
profitability of a plastics injection moulding operation.
From a small mould temperature control unit through to
a full bulk materials storage and central vacuum
conveying system, ancillary equipment assists in reducing
raw material costs and wastage, labour costs, improving
quality and precision control and materials usage
monitoring. An outline of ancillary equipment is
presented.
EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.443396

References and Abstracts
66 © Copyright 2001 Rapra Technology Limited
Item 230Plastiques Flash
No.244,Aug/Sept.1991,p.98-9
French
NEW BOUNCE FOR SER ROBOPLAST
An examination is made of the activities of Societe
Europeenne de Robotique (SER Roboplast) of France in
the manufacture of industrial robots for the plastics injection
moulding industry. The company was formed at the end of
1990 following the integration of Roboplast SA into the
Laroche Group, which also includes Laroche SA (precision
engineering and tooling), Diconex (electrical connectors),
and Videmo (injection moulded and thermoformed plastics
cases for video cassettes) . Turnover figures and numbers
of employees are given for the four group companies.
DICONEX; GROUPE LAROCHE; LAROCHE SA;
NUM; ROBOPLAST SA; SANYO KASEI CO.; SER
ROBOPLAST; SOCIETE EUROPEENNE DE
ROBOTIQUE; VIDEMOEUROPEAN COMMUNITY; FRANCE; JAPAN; WESTERN
EUROPE
Accession no.440662
Item 231Materie Plastiche ed Elastomeri
No.2,Feb.1991,p.80-2
Italian
DICTATORSHIP BY ROBOTS
Following a general review of the use of industrial robots
in the plastics processing industry, details are given of
industrial robots and compact injection moulding
machines featured at the JP 90 International Plastics
Exhibition held in Tokyo in November 1990.
HARON; MITSUBISHI HEAVY INDUSTRIES LTD.;
NIGATA; NISSEI CO.; SAILOR PEN CO.LTD.; STAR
SEIKI CO.LTD.; SUMITOMO HEAVY INDUSTRIES
LTD.; TOSHIBA MACHINE CO.LTD.; UBE
INDUSTRIES LTD.; YUSHIN PRECISION
EQUIPMENT CO.LTD.JAPAN
Accession no.437610
Item 232Kunststoffe German Plastics
81,No.10,Oct.1991,p.31-5
BLOW MOULDING PRODUCTION LINEAst W
REGENSBURG,FACHHOCHSCHULE
The important considerations in introducing automated
production lines are discussed for a variety of operating
concepts up to full integration. Examples of automation
in the production of injection moulding packaging
closures and accessories for fuel tanks are given.
Production lines for screen washer tanks, refuse bins,
packaging containers and drums are outlined. 24 refs.
GERMANY
Accession no.436499
Item 233Plastverarbeiter
42,No.8,Aug.1991,p.50-2
German
ROBOTIC SYSTEMS: POSITIONINGFUNCTIONS NO LONGER A BALANCING ACTSchafer J
The plastics processing industry makes extremely high
demands on automatic handling equipment. The constant
problems of achieving even better efficiency and even
greater positioning accuracy are accompanied by the
equally essential problem of keeping down costs.
Additionally, injection moulding machines have a cycle
time of 15 to 20 seconds. The use of highly dynamic drives
in such applications would be inordinately costly. A range
of frequency converters has been developed for use with
robotic systems providing a real time signal processing
mode, programmable function linkage, externally
selectable data sets and self adjusting stabilisers for
indexing and drives.
GERMANY
Accession no.435558
Item 234Plastverarbeiter
42,No.8,Aug.1991,p.46-7
German
HIGHLY AUTOMATED INJECTION MOULDINGOF COOL BOXES
Coleman, manufacturer of leisure articles and camping
accessories, bases its production of over 4000 different
products on three plastics processes: PU, blow moulding
and injection moulding. Automated production of cool
boxes is discussed.
COLEMEN GMBHGERMANY
Accession no.435549
Item 235Kunststoffe German Plastics
81,No.9,Sept.1991,p.20-2
ROBOT LINKED INJECTION MOULDING ANDASSEMBLY OPERATIONSKroth E
MASCHINENFABRIK REIS GMBH & CO.
A production cell used for manufacturing a plastics
brake fluid reservoir for the automobile industry is
described. Tasks carried out by the cell include feeding
inserts to the injection moulding machine, removal of
part, cooling of part, sprue removal, pressing an insert
into place, placing the moulding in a welding machine,
checking quality, conveying good parts, and disposal
of rejects.
GERMANY
Accession no.435512

References and Abstracts
© Copyright 2001Rapra Technology Limited 67
Item 236Kunststoffe German Plastics
81,No.9,Sept.1991,p.18-20
STANDARD GRIPPERS FOR AUTOMATEDASSEMBLYKnapp A;Schmitz U
DARMSTADT,TECHNISCHEN HOCHSCHULE
Assistance is given in the selection of the central element
of a robot handling unit, the gripper, for the automated
assembly of injection moulded components. The gripper
is responsible for transmitting the force between the
handling unit and the workpiece for position and
orientation. Design and construction of mechanical and
vacuum grippers is discussed. 8 refs.
GERMANY
Accession no.435511
Item 237Plastics and Rubber Weekly
No.1406,12th Oct.1991,p.13
TOWERING STATISTICS FOR VIDEOCASSETTE PRODUCTIONSmith A
The Sears Tower in Chicago, 1454ft. high, is claimed to
be the World’s tallest occupied building; in the suburb of
Northbrook, the automated injection moulding plant of
Tandy Rank produces a stack of VHS video cassettes ashigh as this skyscraper every three hours. Details are
given.
USA
Accession no.433638
Item 238Plastics Injection Moulding in the 1990s.Conference
Proceedings.
Birmingham,15th-16th Nov.1990,Paper 12. 831
OPTIMISATION OF THE MOULDINGPROCESS: FUNCTIONAL RELATIONSHIPSBETWEEN THE MEANS OF PRODUCTION ANDTHE PRODUCTValsecchi F
MIR SPA
(Rapra Technology Ltd.)
An overview is presented of the extent of automation
equipment for mould or barrel changing and systems for
centralised production management and quality control
which is necessary in injection moulding. A practical
balance relative to the company’s needs is stressed.
EUROPEAN COMMUNITY; ITALY; WESTERN EUROPE
Accession no.431782
Item 239Plastics Injection Moulding in the 1990s.Conference
Proceedings.
Birmingham,15th-16th Nov.1990,Paper 3. 831
NO MAN OPERATION AND THE REDUCTIONOF MAN POWERWhittaker F
TEKMATEX MARUBENI LTD.
(Rapra Technology Ltd.)
The ‘No Man’ system for automatically controlling the
company’s F series of injection moulding machines is
described. The package consists of startup/shutdown
controls which allow for manual, automatic or restart
procedures. A new dynamic barrier screw is employed to
provide high kneading and plasticising action and the
ability to monitor features of the screw operation. Start
up conditions are stored on the IJECTVISOR central
processor.
EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.431772
Item 240Plastics Injection Moulding in the 1990s.Conference
Proceedings.
Birmingham,15th-16th Nov.1990,Paper 2. 831
HIGHEST PRODUCTIVITY WITH BESTQUALITYCanovi P N
SANDRETTO SPA
(Rapra Technology Ltd.)
Improved productivity is illustrated by a case history forthe in-house moulding of fluorescent lamp holders
employing the latest state of the art equipment, including
automated materials handling, dehumidifying dryers,
injection moulding machines with advanced process control
and statistical process control, automatic mould changers,
robotic handling equipment and in-line quality control. The
reason for the appearance of high reject rates is given.
SWITZERLAND; WESTERN EUROPE
Accession no.431771
Item 241Plastics Injection Moulding in the 1990s.Conference
Proceedings.
Birmingham,15th-16th Nov.1990,Paper 1. 831
MODULAR MACHINE CONSTRUCTION ANDAUTOMATIONHind J;Manser P
BATTENFELD UK LTD.
(Rapra Technology Ltd.)
An outline of the major trends of automation in injection
moulding is given including just-in-time, quality control,
traceability, flexible production, production cells and man-
less production.
EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.431770
Item 242Plastics and Rubber Weekly

References and Abstracts
68 © Copyright 2001 Rapra Technology Limited
No.1405,5th Oct.1991,p.20
AUTOMATIC PRODUCTION WITHTEAMLEADER GANTRY ROBOT
A Teamleader electrical gantry CNC robot manufactured
by Controlled Automation Technology of Telford is
reported to have been integrated with a Cincinnati
Milacron Vista VT 200 injection moulding machine at
Holloid Plastics for the automatic production of eight
different components. Details are given.
CINCINNATI MILACRON INC.; CONTROLLED
AUTOMATION TECHNOLOGY; HOLLOID
PLASTICSEUROPEAN COMMUNITY; UK; USA; WESTERN EUROPE
Accession no.431674
Item 243Plastics Injection Moulding in the 1990s.Conference
Proceedings.
Birmingham,15th-16th Nov.1990,Paper 19. 831
PRACTICAL AUTOMATION OF STATISTICALPROCESS CONTROL FOR INJECTIONMOULDINGWindsor-Shaw T C
MANNESMANN DEMAG HAMILTON LTD.
(Rapra Technology Ltd.)
The subject matter is discussed under the headings of:
objectives for automating SPC; implementation ofautomated SPC; and artificial intelligence techniques. 13
refs.
EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.431648
Item 244International Polymer Science and Technology
17,No.12,1990,p.T/35-54
STATE OF THE ART IN AUTOMATION OFTHERMOPLASTICS INJECTION MOULDINGMACHINESZeman L;Neuhausl E;Pavlicek J;Linhart J
(Full translation of Plasty a Kaucuk,27,No.2,1990,p.45)
CZECHOSLOVAKIA; EASTERN EUROPE
Accession no.430609
Item 245Plastics Southern Africa
20,No.11,May 1991,p.22/50
STEP BY STEP TO COMPLETE AUTOMATIONMerki B
NETSTAL-MACHINERY LTD.
Automated moulding plants utilising Netstal injection
moulding machines are discussed and selection factors
are stressed.
SWITZERLAND; WESTERN EUROPE
Accession no.430607
Item 246Plastics Processing-Recent Developments.Conference
Proceedings.
Hong Kong,24th June 1991,Paper 3. 8
AUTOMATION OF INJECTION MOULDINGPLANTPau K P
CHEN HSONG HOLDINGS LTD.
(Hong Kong Plastics Technology Centre Co.)
The categories of moulding shop automation which are
discussed are: loading and unloading moulds; plastic
materials supply; setting of processing parameters;
process automation; post processing automation (quality
control and packing).
HONG KONG
Accession no.429740
Item 247Canadian Plastics
49,No.3,April 1991,p.17/20
AFFORDABLE AUTOMATION FOR THECUSTOM MOULDERMason E
Methods available to custom injection moulders to
increase their automation capabilities at an affordable cost
are discussed and some control systems currently
available in Canada are briefly described.
CANADA
Accession no.427957
Item 248Canadian Plastics
49,No.3,April 1991,p.22-3
MANUFACTURING CELLS SET FAST PACE
The approach taken by a Canadian injection moulding
company, Toronto Plastics, to automate its moulding plant
is briefly described. The company has installed
manufacturing cells centred around a Kawaguchi injection
moulding machine for producing automotive components
and is currently looking at a third, more complex cell with
microprocessor controls and quick mould change
functions.
TORONTO PLASTICS LTD.CANADA
Accession no.427956
Item 249Antec 90.Plastics in the Environment:Yesterday,Today
& Tomorrow.Conference Proceedings.
Dallas,Tx.,7th-11th May 1990,p.2014-6. 012
FLEXIBLE AUTOMATION FOR SMALL LOTPRODUCTIONMeckley J A
ERIE,PENNSYLVANIA STATE UNIVERSITY
(SPE)

References and Abstracts
© Copyright 2001Rapra Technology Limited 69
Brief details are given of the use of automation to run a
flexible injection moulding cell for small lot production.
Emphasis is given to the use of standard mechanical and
electrical interfaces with adequate documentation.
USA
Accession no.427470
Item 250Kunststoffe German Plastics
81,No.4,April 1991,p.24-6
IS THE USE OF FLEXIBLE PRODUCTIONUNITS AN ECONOMIC PROPOSITION?Henze H J
BATTENFELD AG
An analysis of the economic feasibility of an industrial
robot and a mould changing system is presented. It takes
into account costs of investment, energy, manufacturing
and supply, additional space, repair and maintenance,
mould, logistics and labour. 2 refs.
GERMANY
Accession no.424592
Item 251Plastics and Rubber Weekly
No.1391,29th June 1991,p.12
VIDEO CHECKING PETP PREFORMS
Eurodata of Milton Keynes is reported to have developed
an automatic 100% PETP preform inspection system
which is currently undergoing production trials at Able
Industries of Tenbury Wells. It is applied to a Husky
machine with a 32 cavity mould; details are given.
EURODATA LTD.EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.424236
Item 252Plastics Technology
37,No.5,May 1991,p.31/5
AUTOMATED MOULDING AND TESTINGFACILITIES AID RESIN QUALITY CONTROLGabriele M C
The use of automation and robots for testing by the
materials manufacturers is described. Hoechst is using
an automated moulding cell to produce test bars under
precisely reproduced conditions. The cell is to be linked
to an automated sample testing system. Bayer is
employing a similar set up.
HOECHST CELANESE CORP.USA
Accession no.423551
Item 253Plastics and Rubber Weekly
No.1378,23rd March 1991,p.10/22
STEP BY STEP TO COMPLETE AUTOMATIONOF MOULDINGMerki B
NETSTAL MACHINERY LTD.
It is reported that process stabili ty, accuracy,
reproducibility and reliability assume even more
importance in an automated moulding operation than
in a conventional plant, because by definition no
personnel are present to take corrective action. About
700 functions of the injection moulding machine are
therefore continuously monitored in an Automated
Moulding Plant operation; if anything is wrong, the
process is stopped.
SWITZERLAND; WESTERN EUROPE
Accession no.421590
Item 254Plaspro 89.Conference Proceedings.
London,7th-8th June 1989,Paper 11. 8
INTEGRATION OF PROCESSING MACHINESAND ANCILLARY EQUIPMENT CONTROLSYSTEMSThomas P
CONAIR CHURCHILL LTD.
(IBC Technical Service Ltd.;British Plastics & Rubber)
Computer integrated manufacturing is outlined which, in
this paper, incorporates processing machines,
dehumidifying dryers, hopper loaders, robotics,
temperature controllers, blenders, and granulators.
EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.420459
Item 255Plastics Technology
37,No.4,April 1991,p.70
TURRENT ROBOT TURNS LEFT OR RIGHTFallon M
Huskey Injection Molding Systems is reported to have
introduced a new series of top-entry injection moulding
robots with a turret-style base, offering processors the
flexibility of removing parts to either side of the press.
Brief details are presented.
HUSKY INJECTION MOLDING SYSTEMS INC.
USA
Accession no.420428
Item 256Plaspro 89.Conference Proceedings.
London,7th-8th June 1989,Paper 2. 8
PROCESS IMPROVEMENT WITHOUTAUTOMATION?Hamblin D
CRANFIELD INSTITUTE OF TECHNOLOGY
(IBC Technical Service Ltd.; British Plastics & Rubber)

References and Abstracts
70 © Copyright 2001 Rapra Technology Limited
The extent to which resources are allocated to automation
in the plastics moulding shop is examined.
EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.420403
Item 257Plaspro 89.Conference Proceedings.
London,7th-8th June 1989,Paper 1. 8
AUTOMATION THEORY AND PRACTICE -HOW FAST DO THEY COME TOGETHER ANDHOW FAR APART ARE THEY AT THE MOMENTBowdon K
IKV AACHEN
(IBC Technical Service Ltd.;British Plastics & Rubber)
The application of computer integrated manufacture to
injection moulding plant is described. Examples of CIM
to plants in Europe are presented. Costs are outlined,
together with the necessary restructuring operations, such
as the introduction of quick mould changing, mould
redesign and computer control of machines and parts
removal. 22 refs.
EUROPEAN COMMUNITY; WEST GERMANY; WESTERN
EUROPE
Accession no.420402
Item 258International Journal of Materials & Product
Technology
5,No.4,1990,p.376-86
FACTORY AUTOMATION OF THE PLASTICMOULDING SHOPToyoshima K;Ohki R;Yamanchi K;Kawase H;Nasuda
M
SUZUKI MOTOR CO.LTD.
Recently, the percentage of plastic parts used in motor
cars has been increasing and parts require painting to the
same high standrds as car bodies. This has led Suzuki
Motors to reorganise its moulding and painting facilities
into an integrated system automatically controlled by
computers. Automation of the plastics moulding shop is
described.
JAPAN
Accession no.419701
Item 259Asian Plastics News
Dec.1990,p.19-20
INJECTION MOULDING - CONTROLIMPROVES PRODUCTIVITY
A report is presented on sophisticated automation and
control options for injection moulding machines available
from European manufacturers such as Metalmeccanica,
Battenfeld, Engel, Stork and Arburg.
ARBURG MASCHINENFABRIK; BATTENFELD
AUSTRIA GMBH; BATTENFELD GMBH; ENGEL
GMBH; METALMECCANICA PLAST SPA; STORK
PLASTICS MACHINERY BVAUSTRIA; EUROPEAN COMMUNITY; GERMANY; ITALY;
NETHERLANDS; WESTERN EUROPE
Accession no.417098
Item 260Improving Competitiveness through Plastics
Innovation.Conference Proceedings.
Boston,26th-28th Oct.1988,Paper D,pp.2. 831
THE PATH OF FLEXIBLE MANUFACTURING:PITFALLS AND POSSIBILITIESMastro P
XEROX CORP.
(SPE)
A brief review is presented of the problems encountered
in the establishment of an operational plastic injection
moulding flexible manufacturing system for the
production of business machine parts. Additional
possibilities for further improvements in and benefits
from this flexible manufacturing system which came to
light during the setting-up of the system are also
considered.
USA
Accession no.411891
Item 261Plastiques Modernes et Elastomeres
42,No.4,May 1990,p.84-5
French
AEG - A FLEXIBLE FACTORY
A description is given of the AEG factory at Rothenburg.
Its main features are centralisation of production,
automatic changing of materials, colours, moulds, and
injection units. The arrangement has been tried out at the
manufacturers, Kloeckner Ferromatik.
AEG AG; HEWLETT-PACKARD CO.;
KLOECKNER-FERROMATIK AGEUROPEAN COMMUNITY; WEST GERMANY; WESTERN
EUROPE
Accession no.410726
Item 262Plastiques Modernes et Elastomeres
42,No.4,May 1990,p.78-81
French
WORKPLACE ORGANISATION: FLEXIBILITYAND QUALITYGuyot H
The organisation of an injection moulding shop is
described with details of robots commercially available
for feeding the machines, placing inserts, removal of
mouldings and palletisation.
EUROPEAN COMMUNITY; FRANCE; WESTERN EUROPE
Accession no.410723

References and Abstracts
© Copyright 2001Rapra Technology Limited 71
Item 263Antec ’89.Conference Proceedings.
New York,1st-4th May 1989,p.224-7. 012
FLEXIBLE AUTOMATION IN INJECTIONMOULDING SHOPS - STATE OF THE ART ANDSTRATEGY FOR INTRODUCTIONVon Eysmondt B
INSTITUT FUER KUNSTSTOFFVERARBEITUNG
(SPE)
Using mould changing systems as an example, the extent
to which flexible automation has been introduced into
industrial practice to date is considered. The trends in
flexible automation that are emerging in the Federal
Republic of Germany are outlined. A method is described
for transforming a conventional injection moulding plant
into a flexible automated plant. 6 refs.
GERMANY
Accession no.409662
Item 264British Plastics and Rubber
Nov.1990,p.41/3
BE FLEXIBLE WHEN CONSIDERING MOULDCHANGE AUTOMATIONLowe A
STAUBLI UNIMATION
The increasing demand from manufacturing industry forits components to be delivered as and when they are
required on the assembly line is said to have put extra
pressure on suppliers to be more flexible in their own
manufacturing processes. Details are given.
EUROPEAN COMMUNITY; UK; WESTERN EUROPE
Accession no.409588
Item 265Plastverarbeiter
40,No.7,July 1989,p.16-8
German
AUTOMATION. TANDEM ROBOTS FORHORIZONTAL INJECTION MOULDINGMACHINESHuler A
BATTENFELD AUTOMATISIERUNGSTECHNIK
GMBH
A description is given of tandem robots which are systems
consisting of two robots having a common main axis.
Their use with injection moulding machines with clamp
forces below 1000kN and short cycle times is discussed
and advantages of these systems outlined.
EUROPEAN COMMUNITY; WEST GERMANY; WESTERN
EUROPE
Accession no.408896
Item 266NPE’88.Vol.1.Conference Papers.
Chicago,20-24th June 1988,paper 10,pp.13. 012
EFFECTIVE INTERFACING OF PLASTICMOULDING MACHINERY AND ROBOTICEQUIPMENTHamilton G
APPLICATION AUTOMATION INC.
(SPI)
A detailed discussion is presented of the need for
standardisation of the interface between injection
moulding machines and automated part handling
equipment, e.g. robotic unloaders. It is shown that, by
defining all variables and assigning all pin locations and
logic, there is a greatly reduced chance of error andits
resultant problems.
USA
Accession no.405714
Item 267Ausplas ’87-Plastics Towards 2000.Conference papers.
Melbourne,13-15th Oct.1987,Paper 16. 012
PLANT AUTOMATION INCLUDING ‘JUST INTIME’Echardt H
(Plastics Institute of Australia)
The possible reasons for automation of the injection
moulding plant is discussed and the steps required for its
implementation are identified. Examples of automatedplant for particular products are included. The author
concludes that ‘there is no future for injection moulding
factories without automation’.
EUROPEAN COMMUNITY; WEST GERMANY; WESTERN
EUROPE
Accession no.404611
Item 268Plasty a Kaucuk
27,No.2,Feb.1990,p.45-64
Czech
STATE-OF-THE-ART IN AUTOMATION OFTHERMOPLASTICS INJECTION MOULDINGMACHINESZeman L;Neuhausl E;Pavlicek J;Linhart J
STATNI VYZKUMNY USTAV MATERIALU
Current trends in the automation of thermoplastics
injection moulding are described, focusing attention on
machinery and hydraulic and control systems. The state-
of-the-art in machinery is illustrated by machinery on
display at the K’86 exhibition in Dusseldorf. The present
state-of-the-art in Comecon countries and Czechoslovakia
is also outlined and future developments in machinery
are considered. Articles from this journal can be requested
for translation by subscribers to the Rapra produced
International Polymer Science and Technology.
CZECHOSLOVAKIA; EASTERN EUROPE
Accession no.404580
References and Abstracts
72 © Copyright 2001 Rapra Technology Limited
Item 269Innovations in Plastics.Proceedings of an SPE RETEC.
Rochester,New York,15-17 Nov.87,paper N,p.1-16. 012
COMPUTER MOULDING TECHNOLOGY ININJECTION MOULDINGFricke A
HUNKAR LABORATORIES INC.
(SPE,Rochester Section;SPE,Injection Molding Div.)
The benefits that can be gained by providing existing
moulding machinery with state-of-the-art computer
technology are described and the way in which this
computer technology will improve and transform the
injection moulding process is discussed. Consideration is
given to closed-loop process control, process monitoring,
automatic part sorting, statistical process control, early
warning systems and production monitoring systems.
USA
Accession no.402822
Item 270Modern Plastics International
20,No.7,July 1990,p.15-6
‘FLYING’ ROBOTS KEY TO MOULDINGPROFITS
Evco Plastics, a custom moulder, has invested in a totally
automated injection moulding plant employing a just-in-
time operation centred on the installation of a laser guidedoverhead crane for quick mould changing. Further details
are provided in the article.
EVCO PLASTICSUSA
Accession no.401885
Item 271Plastics Technology
35,No.12,Nov.1989,p.15-9
‘TANDEM’ ROBOTS TEAM UP FOR COMPLEXAUTOMATION JOBS
Battenfeld are proposing tandem robot systems for part
removal and follow-up operations with injection moulding
machines. Tandem robot systems are two robots sharing
a common main axis. Small machine applications are
appropriate because tandem systems are most effective
when cycle times are short. In these cases a single robot
cannot keep pace with part removal and other peripheral
functions, including weighing, measuring, finishing and
packing. The article continues with examples of various
tandem robot systems.
BATTENFELD CORP.OF AMERICAUSA
Accession no.399509
Item 272World Plastics & Rubber Technology
1990,p.163-4
ROBOTS AT WORKMoreau J L
SEPRO SA
The trend towards the use of robots for the automatic
unloading of horizontal plastics injection presses in Europe
and Japan is briefly discussed and the outlook for robots
with advances in processing technology is considered.
EUROPEAN COMMUNITY; FRANCE; WESTERN EUROPE
Accession no.398851
Item 273Swiss Plastics
11,No.4,1989,p.37/44
German
AUTOMATION IN PLASTICS PRODUCTIONMeier M
ROBITRON AG
Automation in the manufacture, e.g. injection moulding,
of plastics products is discussed with emphasis on clean
room conditions. Particular attention is paid to
developments in clean room manufacture of optic glasses,
compact discs and packaging applications.
SWITZERLAND; WESTERN EUROPE
Accession no.396816
Item 274British Plastics and Rubber
April 1990,p.21/4
ROBOTS SHOW HANDLING IS ABOUT MORETHAN JUST MOVEMENT
Advances in robots for product handling announced by
several manufacturers are reported. The Battenfeld
Pressflow demoulding robot is used in the production of
Sony TV housings in integral skin PS. Husty’s pick and
place robot is for assembly operations. Robots for
Metalmeccanica injection moulding machines can be used
for insert placing, demoulding and palletising by the
machine. Robots from ATM Automation, Gosewehr,
Wittmann, Tria, Remak and Engel are mentioned.
WESTERN EUROPE-GENERAL; WESTERN EUROPE
Accession no.395994
Item 275Macplas International
No.7,May 1989,p.35-8
MOULDING IN THE FUTURE
This comprehensive article reports some innovations
introduced by Italian manufacturers in order to improve
the automation level in injection moulding factories.
ITALY; EUROPEAN COMMUNITY
Accession no.393785
Item 276Plastics Technology
36,No.2,Feb.1990,p.17
References and Abstracts
© Copyright 2001Rapra Technology Limited 73
NEW PARTS REMOVAL ROBOTS FEATURESPEED, RELIABILITY ANDPROGRAMMABILITY
Sterltech has developed parts removal robots for injection
moulding machines which feature dual vertical motion
and new microprocessor controls. The robots are designed
for speed, accuracy and programmable versatility.
STERLING INC.,STERLTECH DIV.USA
Accession no.393620
Item 277Plastics Technology
36,No.2,Feb.1990,p.15
STRAW-HANDLING TECHNOLOGY MOVESINTO THE NINETIES
Conair Gatto has developed an automatic drinking straw
handling system which is used at the end of a straw
extension line and automatically moves straws to the next
phase of operation. In addition, the company has
redesigned its automated straw wrapper to allow
processors a choice of wrapping with film or paper.
CONAIR GATTOUSA
Accession no.393473
Item 278SPI/SPE Plastics-West.Conference proceedings.
Las Vegas,20-22nd Oct.1987,p.3-5. 012
ROBOTICS IN THE PLASTIC INDUSTRYHealy J
APPLICATION AUTOMATION INC.
(SPI;SPE)
The use of robots in the injection moulding industry is
discussed with particular reference to power supply systems
for robots, manipulator arms and controllers. Basic criteria
for selection of the correct robot are considered and future
prospects for use of robots are examined.
USA
Accession no.392721
Item 279Modern Plastics International
20,No.2,Feb.1990,p.30-2
PROCESSING-LINE INTEGRATION CUTSCOSTS, IMPROVES PRODUCT QUALITYKreisher K R
This comprehensive article investigates the benefits of
integrating auxiliary equipment and injection units with
computer controls, Automated process set ups reduce time
needed to change from are production run to another and
ensure part consistency. Diagnostics enable operators to
identify the causes of variation in moulding.
USA
Accession no.392228
Item 280Plastics World
47,No.11,Nov.1989,p.38-41
ROBOTS SAVE MORE THAN LABOURMcCarthy L
The introduction of robots into American injection
moulding companies is increasing. The reason is not only
to save on labour costs, but to improve quality by
standardising cycle times. This is achieved by the time
saved in part removal from open moulds by operators,
which is ofter erratic. Robot sensors also indicate if sprue
is present in the mould before closing. The article
continues to describe robot types, tooling interfaces,
training, maintenance, programming and other aspects of
introduction.
USA
Accession no.390122
Item 281Poliplasti e Plastici Rinforzati
37,No.378,May 1989,p.32-6
Italian
PLAN, BECOME FLEXIBLE, AUTOMATEBauer R
Injection moulding shop organisation is discussed with
respect to machinery, moulds (including mould changing),
self-contained production units (islands) and theirintegration into an overall unit facilitating automation.
ENGEL MASCHINENBAU GMBHSWITZERLAND
Accession no.385429
Item 282Poliplasti e Plastici Rinforzati
37,No.277,April 1989,p.28-31
Italian
AUTOMATION, YES, BUT TAKE ACCOUNT OFEXISTING FACTORY CONDITIONSBonfadini P
Automation of injection moulding, e.g. by adopting
automatic or semi-automatic mould changing, is discussed
in terms of pre-automation factory organisation which
might be insufficiently flexible to ensure a satisfactory
outcome. Technical details are described with reference
to MIR systems.
MIR SPAITALY
Accession no.385427
Item 283Plastics South.Proceedings of the Regional Technical
Conference held Atlanta,Ga.,8-10th Oct.1986.
Brookfield Center,Ct.,1986,p.341-67. 012
AUTOMATION IN INJECTION MOULDINGFLEXIBLE MANUFACTURING SYSTEMS - THE
References and Abstracts
74 © Copyright 2001 Rapra Technology Limited
COMPETITIVE EDGEMeyer W
BATTENFELD OF AMERICA INC.
(SPE;SPI)
Details are given of flexible manufacturing systems for
the production of injection moulded parts. Topics
mentioned include control equipment, computer control,
and standardising moulds and machines.
USA
Accession no.385140
Item 284Plastics South.Proceedings of the Regional Technical
Conference held Atlanta,Ga.,8-10th Oct.1986.
Brookfield Center,Ct.,1986,p.212-7. 012
AUTOMATION AND THE FUTURE FOR THEPLASTIC INJECTION MOULDERParadis J
AUTOMATED ASSEMBLIES CORP.
(SPE;SPI)
Details are given of automation for injection moulding
with particular reference given to parts removal robots. 3
refs.
USA
Accession no.385132
Item 285Kunststoffe
78,No.10,Oct.1988,p.920-3
German
FLEXIBLE AUTOMATION OF THE INJECTIONMOULDING SHOPMenges G;von Eysmondt B
INSTITUT FUER KUNSTSTOFFVERARBEITUNG
Based on a survey conducted amongst plastics processors,
machinery manufacturers, associations and institutes, an
analysis is made of whether different concepts of flexible
automation production technology are used in practice.
Results, which show that there seems to be some
reluctance in introducing such concepts, are discussed. 6
refs.
WEST GERMANY
Accession no.381666
Item 286Kunststoffe
78,No.10,Oct.1988,p.913-9
German
FLEXIBLE INJECTION MOULDINGPRODUCTIONThienel P;Berlin R
NRW GMBH
Methods of increasing the flexibility of injection moulding
plants are discussed. Systems considered include self-
optimising machine control units, automatic mould
changing systems, exchangeable plasticising limits, as
well as robot and handling equipment. Types of systems
available on the market are described, their mode of
operation explained and their effectiveness assessed. 15
refs.
WEST GERMANY
Accession no.381665
Item 287Plastics Technology
35,No.4,April 1989,p.31/5
AUTOMATED INJECTION CELL SHUFFLESNINE MOULDS
An injection moulding production cell from Battenfeld
GmbH is described in detail. It consists of two 3-axis
robots on a single boom for removal of finished parts
from the mould, degating, stacking, mobile mould change
system, mould storage, automated materials handling and
an injection moulding cell with a hot-runner manifold for
two materials. It is reported that the system can change
any of nine multi-cavity moulds in less than 6 mins.
BATTENFELD GMBHWEST GERMANY
Accession no.377766
Item 288Can You Handle It?;Conference Proceedings.
Solihull,8th Dec.1987,Paper 8,pp.70. 125
PLANT AUTOMATION INCLUDING ‘JUST INTIME’Eckardt H
BATTENFELD MASCHINENFABRIK GMBH
(Rapra Technology Ltd.;Elsevier Seminars)
The reasons for automation in injection moulding are
described and the steps taken towards automation are
listed with a large number of practical examples. The need
for production in smaller quantities which must be
delivered exactly on given deadlines (Just-in-time) is
shown to be a major factor in machine automation, part
handling robots and production control systems.
WEST GERMANY
Accession no.370013
Item 289Plastics and Rubber Weekly
No.1250,27th Aug.1988,p.13
DO’S AND DON’TS IN USING ROBOTSSlaton J R
KENT PLASTICS CORP.
Today’s custom moulder is said to be facing more
competitive pressure than ever before. The need to reduce
costs will force most seriously to evaluate the use of
robotics in the moulding process. The sheet number of
units available combined with the wide diversity of

References and Abstracts
© Copyright 2001Rapra Technology Limited 75
applications is reported to make the decision a difficult
one. An attempt is made to point out key areas to look at
during the stages of a robotics project: planning,
purchasing, installing and operating.
USA
Accession no.368891
Item 290Plastics and Polymer Processing Automation.Papers
based on 2nd International Conference,Polymer
Processing:Automation ’86.
Park Ridge,NJ,Noyes Data Corp.,1987,p.103-12. 1121
CONTINUOUS INJECTION MOULDING:TECHNICAL FEASIBILITY AND INVESTMENTCoppetti T
(PRI)
A study was carried out to prove that a completely
automatic injection moulding line was capable of meeting
the most exacting quality requirements with regard to
moulded parts. This was accomplished by selecting two
very different mouldings, which were produced
completely automatically (i.e. computer controlled),
alternately on the same Netstal closed-loop injection
moulding machine. The products were a tap insert made
from ABS containing 15% glass fibres and a honeycomb
unit made from glass fibre reinforced polycarbonate.
Particular attention was paid to the number of cycles
necessary to produce a good quality part after an automatic
change.
NETSTAL AGWEST GERMANY
Accession no.366557
Item 291European Plastics News
15,No.8,Aug.1988,p.22
AUTOMATION FOR SMALL MACHINES
The concept of automatic production cells centred around
50 tonnes injection moulding machines is considered.
Buchsteiner set up an automatic production plant for
Ohropax, a manufacturer of wax ear plugs, for their
manufacture and packaging. The equipment involved is
briefly described.
BUCHSTEINER GMBH; OHROPAXWEST GERMANY
Accession no.361498
Item 292Modern Plastics International
18,No.1,Jan.1988,p.35-8
ROBOTICS’ APPEAL SPREADS TO A WIDERSPECTRUM OF PROCESSORSMapleston P
The latest developments in robotic handling equipment
are reported to be bringing the goal of fully automatic
manufacturing to an increasingly diverse range of
injection moulders. A review of recent developments,
available from various European and Japanese producers
is presented; some emphasis is placed on compact disc
developments, electrical robots, pneumatics, integration
of downstream assembly operations, machine vision and
benefits for custom moulders.
EUROPE-GENERAL; JAPAN
Accession no.351068
Item 293Plastiques Modernes et Elastomeres
38,No.3,April 1986,p.108-9
French
INOV’PLASTIC: THE ART OF AUTOMATION
An account is given of the activities of Inov’Plastic of
France in the production of precision injection moulded
electronic, automotive and aircraft components in
engineering plastics. The company’s automation,
production management and quality control programme
is also examined.
INOV’PLASTICFRANCE
Accession no.317720
Item 294Plastics Technology
32,No.4,April 1986,p.97-100
HERE’S A LOOK INSIDE A SHOWCASE CIMMOULDING PLANTKirkland C
Black & Decker’s houseware and outdoor products
moulding and assembly plant at Easton is described. The
introduction of just-in-time manufacturing, computer
aided design and manufacturing, preventive maintenance,
a manufacturing resources planning system, electronic
message boards, robots and microcomputer controls have
already brought about significant reductions in costs. The
use of all these techniques is explained.
BLACK & DECKER MFG.CO.USA
Accession no.309360
Item 295European Plastics News
12,No.11,Nov.1985,p.26/30
ROBOTS MEET STANDARDS FOR TOTALAUTOMATION
Thermoset specialist moulder Healey Mouldings now has
a robot fitted to every one of its eighteen thermoset
injection moulding machines. A company profile is briefly
presented.
HEALEY MOULDINGS LTD.; PRESSFLOW LTD.UK
Accession no.302249
References and Abstracts
76 © Copyright 2001 Rapra Technology Limited
Item 296Automate or Liquidate;Proceedings of the PRI and
Knight Wendling Conference on Advanced
Manufacturing Technology.
Brighton,16-18 May 1984,Paper 20,p.20/1-20/6. 1121
JAPANESE SCENEMorita A;Stokes P G
LITTLE A.D.,INC.
(PRI;Knight Wendling)
The Japanese plastics industry is making considerable use
of flexible, automated manufacturing technology. The
differing objectives of large multinational concerns and
small companies are discussed with reference to the
incentives to automate, which also differ for large and
small firms. General developments are described along
with justification for automation for both small and large
concerns, with special reference to injection moulding.
JAPAN
Accession no.274889
Item 297Innovations in Injection Molding. Papers presented at
SPE Technical Conference and Seminar on Injection
Molding.
Brookfield Center,Ct.,24 Oct.1983,Paper 2B,p.2B1-
2B4. 831
HANDS OFF - INSERT MOULDINGOrtberg D D
CAPSONIC GROUP INC.
(SPE,Injection Molding Div.;SPE,Newark Section)
Some of the applications of auto-loading systems for insert
moulding operations utilised by Capsonic Group Inc. are
discussed. The following seven methods of insert
moulding are considered:- into the tool, removable
cavities or cores, strip moulding, breakaway strip, tape
strip, reel-to-reel and hitch feed.
USA
Accession no.274233
Item 298Plastics News (Australia)
June 1984,p.11-2
DEMOULDING SYSTEMS ON INJECTIONMOULDING MACHINESKarl H L
COMTEC PTY.LTD.
A brief review is given of the use of industrial robots for
demoulding systems on injection moulding machines.
These systems can be coupled to periphery equipment
such as conveyors, buffer zones, cooling equipment,
stockpiling, deflashing, sprue removal and assembling
machines.
USA
Accession no.261117
Item 299British Plastics and Rubber
March 1984,p.37
ROBOT REWARDS - PROFITS OR PROBLEMS?Evans R
ENGELMANN & BUCKHAM LTD.
It is argued that the use of a robot on an injection moulding
machine will only be worthwhile if the machine is ready
for it. The robot is only an arm which removes parts from
the press, so the quality of the product, and the other
benefits, such as increased productivity, decreased labour
costs and down time and scrap, and safer workings
conditions, are all dependent on the performance of the
moulding machine. The relevant criteria for automated
injection moulding are discussed.
UK
Accession no.251266
Item 300Plastics World
41,No.10,Sept.1983,p.50/80
INJECTION MOULDING-SEVEN SUCCESSSTORIES
Details are presented on moves made by 7 USA companies
to modernise and reequip their injection moulding plants.
The contributions of CAD/CAM, robots, tool changers,
computerised management control and automatedmaterials handling are considered.
AMITECH INC.; COMDIAL TELEPHONE
SYSTEMS; COURTESY MOLD & TOOL CORP.;
COWAN PLASTICS; KIEHL ENGINEERING CO.;
PIXLEY RICHARDS INC.; UFE INC.USA
Accession no.240073
Item 301Plastics and Rubber Weekly
No.996,16th July 1983,p.8
ROBOTS ARE PART OF THE SCENERYBickel S
Some company information is given for Healey
Mouldings Ltd., one of the first major UK moulders to
install industrial robots as an integral part of their set-up.
Listed are some of the various models Healey have
installed and their attitude to the future buying of robots.
HEALEY MOULDINGS LTD.UK
Accession no.235559
Subject Index
© Copyright 2001 Rapra Technology Limited 77
Subject Index
AABRASION RESISTANCE, 85ABRASIVE MATERIAL, 2ACCELERATION, 87 97 139 144
166ACCIDENT PREVENTION, 48 58ACCUMULATOR, 186ACCURACY, 91 115 120 142 163ACETALDEHYDE, 33ACQUISITION, 26 33ACRYLIC RESIN, 156ACRYLONITRILE BUTADIENE
STYRENE, 2 49 66 89 113 114128 142 207 216 224 229 290
ACTUATOR, 6ADAPTIVE CONTROL, 110ADDED VALUE, 106 115ADDITIVE, 2 36 54 110 187 231ADHESION, 80AEROSPACE APPLICATION, 230AESTHETIC, 66 85AGEING, 8AGENT, 32AGREEMENT, 100AGRICULTURAL
APPLICATION, 8AIR CONDITIONING, 73 130 135AIR COOLING, 54AIR DRYING, 54 113AIR HANDLING, 163AIR HOSE, 193AIR PRESSURE, 93 184AIR-POWERED, 115AIRBAG, 143AIRCRAFT, 293AIRPORT, 86ALARM, 8 22 93 153 162 207 208
209ALUMINIUM, 7 48 84 187ANALYSIS, 36 107ANCILLARY EQUIPMENT, 2 8
28 31 32 33 34 39 44 48 53 5465 71 76 79 95 96 107 113 119142 153 162 165 171 174 177179 187 191 202 205 207 208217 218 229 251 253 279 298299 301
ANTHROPOMORPH, 24APPARATUS, 40 70 81 116 117
118 121 127 170 173ARTICULATED, 9 41 83 87 130ARTIFICIAL INTELLIGENCE,
105 106 243ASSEMBLY, 2 13 20 24 32 37 38
39 41 44 46 49 51 75 90 97 9899 100 112 136 137 144 147163 166 176 179 194 198 202235 236 271 274
ASSOCIATION, 20 44AUDIO CASSETTE, 32AUDIO EQUIPMENT, 2 128AUTOMATED, 62 198 232 235
236 254 256 270 277 279AUTOMATIC, 80 119 152 290AUTOMOTIVE APPLICATION, 2
12 14 15 16 18 20 24 36 37 3941 45 47 49 52 54 55 56 73 7679 80 85 87 89 100 104 108 113114 119 124 126 130 132 135138 143 144 148 153 155 156166 186 190 193 206 207 210212 215 224 225 227 228 230235 248 258 275 279 293
AZOBISFORMAMIDE, 110AZODICARBONAMIDE, 110
BBAG, 8 120BAG MAKING, 8BALL SCREW, 133BAR CODE, 110BARRIER SCREW, 239BASE CUP, 179BATH, 114BATTERY, 203BAYONET FITTING, 52BEARING, 153 162BELLOWS, 153 162BERYLLIUM, 187BIAXIAL ORIENTATION, 179BICYCLE, 142BIMETALLIC, 187BLEND, 54 108 186 193 254BLENDER, 28 191 254BLOW MOULD, 179 187 208 209
226 232 234 279BLOW MOULDING, 8 24 32 33
36 43 71 117 163 186 205 232234 279
BLOWING AGENT, 110BLOWN FILM, 208BODY PANEL, 41 87BOTTLE, 8 24 36 117 141 163 179
203 226BOX, 8 114 186 275BRAKE, 124BRONZE, 187BRUSHLESS DRIVE, 20 22 24 32
39 65 71BUILDING APPLICATION, 8 163BULK COLOUR, 113BULK MOULDING
COMPOUND, 227BUMPER, 16BUSH, 162BUSHING, 153BUSINESS MACHINE, 15 90 166
260BUSINESS PRACTICE, 45BUYING, 21
CC-FRAME, 80CABLE, 207CABLE CONNECTOR, 207CALIBRATION, 208CAM, 181CAMERA, 144CAP, 168CAPACITY, 13 53 78 137 174 186
222CAPACITY UTILISATION, 115
169CAPITAL INVESTMENT, 19 180CARBON FIBRE-REINFORCED
PLASTIC, 7 20 33 44 69CAROUSEL SYSTEM, 110CARTESIAN, 20 24 32 33 39 44
48 65 66 71 78 79 85CASE, 230CASE HISTORY, 240CASING, 18 86 166CASSETTE, 32 139 196 230CASSETTE CASE, 98 203CASTING, 187CATERING APPLICATION, 86CAVITY, 15 94 109CENTERING, 52CERTIFICATION, 2 8 43 55 66
113 114 193CHASSIS, 90CHEMICAL INDUSTRY, 63CHEMICAL RESISTANCE, 8 85CHILLER, 28 191CHILLING, 229CHUTE, 158CLAMP, 151 186CLAMP FORCE, 2 8 18 20 22 24
29 32 36 37 39 42 43 44 47 4852 53 54 55 56 61 65 66 67 6871 76 78 79 80 82 84 86 87 9597 99 105 110 115 119 126 128
Subject Index
78 © Copyright 2001 Rapra Technology Limited
129 131 134 137 139 140 144145 148 153 162 163 165 166186 190 194 195 198 208 265
CLAMPING UNIT, 33 36 76 80175
CLEAN, 207CLEAN ROOM, 24 85 110 165
273 280CLEANING, 44 54 76 113 162CLIP, 120CLOCHE, 8CLOSED LOOP CONTROL, 79
110 119 129CLOSED-LOOP, 269 290CLOSURE, 2 19 106 232COATING, 85 97COEXTRUSION, 8COFFEE MACHINE, 86COINJECTION MOULDING, 110
113COLD RUNNER, 80 153 162COLOUR, 15 54 104 113 186 261COLOUR CHANGING, 113 231COLOUR COMPOUNDING, 54COLOUR STABILITY, 113COLOURANT, 36COLOURATION, 207COLOURED, 8COLOURING, 54 110 113 142COLUMN, 262COMMERCIALISATION, 176COMPACT DISC, 29 36 78 99 103
111 139 184 194 196 231 273292
COMPETITIVENESS, 203 280COMPOSITE, 2 7 16 20 33 44 69
70 80 108 109 137 140 207 227255 271
COMPOUND, 8 54COMPOUNDING, 8 54 187COMPRESSED AIR, 65 93COMPRESSION MOULD, 208COMPRESSION MOULDING, 24
66 76COMPRESSION PROPERTIES, 8COMPUTER, 15 90 300COMPUTER AIDED ANALYSIS,
36 107COMPUTER AIDED DESIGN, 52
57 75 110 187 294 300COMPUTER AIDED
ENGINEERING, 36 209COMPUTER AIDED
HANDLING, 261COMPUTER AIDED
MANUFACTURE, 107 110 208211 261 262 290 294 300
COMPUTER AIDED PLANNING,262
COMPUTER AIDED PROCESSCONTROL, 36 110 148 153
COMPUTER AIDEDPRODUCTION CONTROL, 5276 95 113 114 148 193 261 262
COMPUTER AIDED QUALITYCONTROL, 55
COMPUTER AIDED TOOLING,262
COMPUTER CONTROL, 2 7 8 2022 24 32 33 36 39 43 44 45 4853 58 65 66 71 76 78 79 84 93104 110 113 119 131 132 142147 148 153 154 157 162 168187 194 195 196 203 207 208209 211 227 228 229 230 231247 248 257 269 275 276 283285 286 290 293 294
COMPUTER INTEGRATEDMANUFACTURE, 128 209254 257 258 279 294
COMPUTER NETWORKCONTROL, 47 163 166 186
COMPUTER NUMERICALCONTROL, 2 20 24 32 39 4344 48 65 67 68 69 71 74 78 7984 90 92 97 104 105 119 126132 148 160 194 203 219 225
COMPUTER PROGRAM, 55COMPUTER SIMULATION, 97
202 262COMPUTER SOFTWARE, 83 160COMPUTER VISION, 11CONCURRENT ENGINEERING,
97 98 120CONDITIONING, 49CONNECTOR, 12 27 124 165CONSISTENCY, 124 175CONSTRUCTION, 236CONSUMPTION, 44 186CONTAINER, 8 19 20 39 91 179
196 203 226CONTAMINATION, 54 108 280CONTROL EQUIPMENT, 21 37
51 68 82 91 92 96 97 98 99 103111 118 120 134 138 139 143144 147 148 153 157 159 162163 166 168 175 182 186 187188 193 194 195 196 202 203204 205 206 207 208 209 210213 215 219 228 229 230 231244 247 248 249 253 259 268269 278 283 286 287 288 293296 300
CONTROL SYSTEM, 2 7 8 20 2224 32 33 34 36 39 43 44 48 5253 58 65 66 71 74 76 78 79 8493 102 104 113 132 143 147
148 153 157 162 168 175 187193 194 195 196 202 203 207208 209 213 219 228 230 231244 247 249 259 268 278 286293 296 300
CONVEYING, 1 2 8 18 39 43 4449 54 66 74 76 85 86 91 97 98108 113 116 120 126 128 140142 146 147 163 165 175 178179 207
CONVEYOR, 2 8 13 19 44 46 7690 108 155 171 179 191 271298
CONVEYOR BELT, 262COOL BOX, 163 166 234COOLING, 3 7 23 32 33 34 36 44
52 54 78 90 95 110 141 146 163178 184 203 212 226 244
COOLING SYSTEM, 34 52 187COOLING TIME, 33 36 196COPPER, 187CORE, 110CORONA TREATMENT, 205COSMETICS, 168 230COST, 4 11 12 14 15 21 22 26 32
36 38 39 43 44 46 48 49 51 5254 55 65 69 71 76 77 80 82 8788 98 104 106 107 109 119 128129 148 153 165 174 182 187195 198 202 203 210 213 218247 253 280 294 299 301
COST ANALYSIS, 54 82 115 250COUNTING, 163COVER, 19 143CRANE, 270CROP PROTECTION, 8CURE TIME, 80CURING, 85 162CURTAIN RAIL, 38CURVILINEAR, 65CUSTOM MOULD, 247 280 292CUSTOM MOULDING, 10 56 101
126 128 247 280 292CUSTOMER SERVICE, 145CUSTOMISED, 29 120CUTTING, 39 61 79 86CUTTING EQUIPMENT, 163 210CYCLE TIME, 4 7 12 15 18 20 22
24 26 39 42 43 44 47 48 53 5456 60 65 66 71 76 78 79 80 8284 87 93 94 96 97 98 99 106107 108 110 115 119 120 123124 129 131 132 134 137 138139 148 152 153 158 162 163166 167 184 194 196 203 214222 237 265 271 280
CYCLIC, 74CYCLONE, 8
Subject Index
© Copyright 2001 Rapra Technology Limited 79
DDASHBOARD, 224DATA COLLECTION, 174DATABANK, 271DAYLIGHT PRESS, 153 162DECOMPRESSION, 184DECORATION, 66 79 97 110 136
179 196 203DECORATIVE, 36DEFECT, 153DEFENCE APPLICATION, 230DEFLASHING, 61 171DEGATING, 56 67 68 106 115 136DEGRADATION, 8DEHUMIDIFICATION, 2 108DEHUMIDIFIER, 2 108 187DELIVERY SYSTEM, 45DEMAND, 68 94DEMOULD, 3 6 23 35 114 119
146 147 149 152 153 162 179181 183 184 187 194 195 202203 217 220 224 226 230 231271 272 298 299
DEMOULDING, 7 19 20 32 36 3943 44 48 52 53 55 58 65 66 7176 78 79 84 85 86 91 93 95 98104 136 139 140 145 163 200214 271 298
DENSITY, 8 54DESIGN, 15 17 19 30 48 52 57 66
75 76 85 96 110 156 175 176184 191 201 213 236
DESIGN FOR MANUFACTUREAND ASSEMBLY, 112 120
DESIGN FOR RECYCLING, 76DETERGENT, 8 57DEVELOPMENT, 63 96 102 123
130 182 188 191 233 244 268DEW POINT, 33 142DIAGNOSTIC APPLICATION,
106 144 279DIAMETER, 163 193DIE, 121 133 153 181 193 204DIE CHANGING, 227DIGITAL, 8 76 182 209DIGITAL ANALYSIS, 107DIGITAL COMPACT CASSETTE,
74DIGITAL VERSATILE DISC, 103DIMENSIONAL STABILITY, 124
175DISABLED APPLICATION, 114DISC, 29 36 78 99 103 111 231
273 292DISCHARGE, 179DISCOLOURATION, 54DISPENSER, 57 191
DISPERSION, 36DISTRIBUTION, 47 201DOMESTIC EQUIPMENT, 43 48
66 77 86 113 156 163 186 204206
DOOR HANDLE, 39DOOR PANEL, 56 120DOSING, 186 187 207DOUBLE FLIGHT SCREW, 36DOUBLE-ARM, 65DOUGH MOULDING
COMPOUND, 140 227DOWNSTREAM EQUIPMENT,
179 210DOWNTIME, 54 195 203 231 299DRILLING, 200DRINKING STRAW, 277DRIVE, 32 61 65 115 213DRIVE MOTOR, 32 39 40 71DRUG PACKAGING, 8DRUM, 163 232DRYER, 2 5 28 33 54 108 165 187
207 254DRYING, 2 33 54 85 108 110 113
137 142 175 187 205 207DRYING TIME, 54DUAL INJECTION MOULDING,
110 113DURABILITY, 213DUST, 8DUST CONTROL, 2 8DUSTBIN, 186DWELL TIME, 132DYE, 5DYNAMIC, 60
EEFFICIENCY, 93 97 204EJECTION, 3 76 95 119 123 133
147 149 153 162 179 184 185194 195 216 262
EJECTOR, 52 87 95 147 153 162184
ELASTIC MODULUS, 85ELECTRIC, 20 22 24 32 44 52 53
61 65 76 79 92 105 119ELECTRIC MOTOR, 32 39 71 76
82 103ELECTRIC MOULDING
TECHNOLOGY, 32 36ELECTRIC SWITCH, 215ELECTRICAL APPLICATION, 27
45 113 137 147 203 207 215230
ELECTRICAL DISCHARGEMACHINING, 126
ELECTRICAL ENERGY, 76 110
ELECTROEROSION, 2ELECTROHYDRAULIC, 36 76ELECTROMAGNETIC, 52ELECTROMAGNETIC
INTERFERENCE, 39ELECTROMECHANICAL, 6 36ELECTRONIC APPLICATION, 27
165 230 231 279 293ELECTRONIC CONTROL, 20 53
65 76 79 119 194ELECTROPNEUMATIC, 22 24 53
65ELEVATOR, 179ENCAPSULATION, 18ENERGY CONSERVATION, 31
110ENERGY CONSUMPTION, 36 54
65 76 93 105 126 132ENERGY EFFICIENCY, 103ENGINEERING, 36ENGINEERING APPLICATION, 2
54 66 110 114 142 175 184 202207 224 231 293
ENGINEERING PLASTIC, 2 5466 110 114 142 175 184 202207 224 231 293
ENVIRONMENT, 186 280EPOXY RESIN, 187EQUIPMENT, 2 4 5 8 13 19 26 28
33 44 46 50 54 62 64 73 76 90108 109 117 161 170 173 175192 213 238 240 291
ETHYLENE-PROPYLENE-DIENE TERPOLYMER, 193
ETHYLENE-VINYL ACETATECOPOLYMER, 8
EXPORT, 198 205EXTRACTION, 65EXTRUDER, 8 191 193 208 209EXTRUSION, 8 24 28 38 43 163
193 205 208 209 231 277EXTRUSION BLOW MOULD,
208EXTRUSION BLOW
MOULDING, 43EXTRUSION BLOWING, 208EXTRUSION COATING, 130
FFABRIC, 110FACTORY, 258FACTORY LAYOUT, 57 201FACTORY SERVICES, 256FASCIA, 73FAULT, 223FAULT DETECTOR, 93FAULT DIAGNOSIS, 20 93 153
Subject Index
80 © Copyright 2001 Rapra Technology Limited
186FEASIBILITY STUDY, 250FEED, 207 208FEEDER, 2 8 54 71 76 108 165
179 180 187 191FEEDING, 2 5 8 24 50 54 60 71 76
108 110 113 114 164 187 199FIBRE-REINFORCED PLASTIC,
7 20 33 44FILLED, 37 187FILLER, 2 54FILM, 8 130 203 205 208 277FILTER, 50 142FILTRATION, 8FINISHING, 20 24 39 51 75 78 97
99 114 186 200 271FIRE ALARM, 125FITTINGS, 38FLAME PROOFING, 109FLAME RETARDANCE, 109FLAME TREATMENT, 87 179FLASH, 193FLASH REMOVAL, 2 20 22 24 33
39 48 53 65 66 76 77 78 79 87140 171 179 194 202 203 207214 231
FLEXIBILITY, 60 213FLEXURAL PROPERTIES, 7FLOPPY DISK, 103FLOW, 15FLOW METER, 33FOAM, 34 110 163 166 187FOAMING, 208FOAMING AGENT, 110FOLDABLE, 1FOLDING, 75FOOD PACKAGING, 8 32 86 186
192 196FOOD-CONTACT
APPLICATION, 65 114 116FORECAST, 44FORMING, 193 230 296FRAME, 213FRUIT PACKAGING, 8FUEL HOSE, 193FUEL TANK, 232FURNITURE, 114FUSIBLE CORE, 36 110
GGANTRY, 120 141 242GAS INJECTION MOULDING,
36 39 76 110 187GAS-ASSISTED, 36 39 76 110GASKET, 80GATE, 184 212GEAR, 126
GEAR CHANGER, 142GEL COAT, 97GLASS, 85GLASS BEAD, 207GLASS FIBRE-REINFORCED
PLASTIC, 2 80 97 108 109 124137 207 271 290
GLASS FILLED, 12GLOSS, 104GRAB, 141GRANULATION, 79GRANULATOR, 28 79 142 164
175 187 205 254GRANULE, 8 54 113 114 187 207GRAVIMETRIC FEEDER, 8 76GRAVITY, 184GREENHOUSE, 8GRINDER, 2 28 187GRINDING, 2 54 101 187 207GRIP, 30GRIPPER, 100 140 145 163 184
236GROWTH RATE, 44 68 97 126
163 166 205
HHANDLE, 39 210HANDLING, 4 5 6 8 11 13 14 17
18 19 22 25 41 48 49 51 60 6264 72 73 74 87 99 104 108 113116 117 129 130 132 135 139141 144 147 153 158 162 163164 165 166 171 175 177 179181 187 189 192 201 202 203207 233 236 240 257 265 266271 273 274 277 280 286 288289 294 295 297 298
HARDWARE, 174HEADLINER, 56HEALTHCARE APPLICATION,
15HEAT DEGRADATION, 123HEAT DISSIPATION, 39HEAT EXCHANGER, 54HEAT RESISTANCE, 8HEAT STAKING, 90HEAT TRANSFER, 212HEATING, 7 48 52 54 73 80 95
130 147 162 206 212HEATING TIME, 153 162HEIGHT, 7 65HIGH DENSITY
POLYETHYLENE, 129 186HIGH SPEED MOULDING, 24 32
65 76 78 79 97HIGH VOLUME PRODUCTION,
128
HIGH-PERFORMANCE, 134HIGH-SPEED, 7 20 32 39 43 44 48
53 60 65 71 78 91 93 99 112134 148 152 182
HIGHLY-FILLED, 2HOLDING STAGE, 3HOLE, 184HOLLOW ARTICLE, 24 43 110
179 185HOLLOW GAS INJECTION
MOULDING, 110HONEYCOMB, 290HOPPER, 1 8 54 229HOPPER LOADER, 254HORIZONTAL, 20 33 43 44 84
148HORIZONTAL MACHINE, 36 66
95 265HORTICULTURAL
APPLICATION, 8HOSE, 50 193HOT RUNNER, 34 38 103 110 147
153 162 186 187 202 207 212287
HOT STAMPING, 114HOUSEWARE, 66 156HOUSING, 210HYBRID, 115HYDRAULIC, 36 52 76 80 95 151
153 162 193 195 231 244 264268
HYDRAULIC CLAMP, 36 95HYDROLYSIS, 54HYDROMECHANICAL, 36
IIGNITION, 138IMPACT PROPERTIES, 85IMPORT, 198IN-HOUSE, 102 240IN-LINE, 240IN-MOULD DECORATING, 110
166 192 196IN-MOULD LABELLING, 24 166
192 203INDUSTRIAL APPLICATION, 8INDUSTRIAL HAZARD, 58INFORMATION TECHNOLOGY,
4INJECTION BLOW MOULD, 226INJECTION BLOW MOULDING,
32 33 36INJECTION COMPRESSION
MOULDING, 76INJECTION PRESS, 153 162INJECTION PRESSURE, 36 126
208 209
Subject Index
© Copyright 2001 Rapra Technology Limited 81
INJECTION RATE, 105INJECTION SPEED, 36 110 196
208 209INJECTION TRANSFER
MOULD, 153 162INJECTION UNIT, 76 78 80 175INJECTION VOLUME, 36INNER LINER, 166INNOVATION, 63INSERT, 2 20 24 39 44 48 49 71 78
79 80 84 110 114 119 120 194203 230 231 262
INSERT MOULD, 80 130 132 148153 162 194 203 271 274 293297
INSERT MOULDING, 2 10 12 1418 20 24 32 34 39 44 48 49 6671 78 79 80 84 92 104 107 110119 120 124 132 136 274
INSPECTION, 9 52 95 117 136INSPECTION SYSTEM, 90 107
120INSTALLATION, 26 280INSTITUTION, 60INSTRUMENT DIAL, 130INSTRUMENT PANEL, 224INTEGRAL SKIN, 274INTEGRATED
MANUFACTURINGSYSTEM, 97
INTEGRATION, 24 78INTELLIGENT PROCESSING, 36INTERFACE, 266 280INTRUSION MOULDING, 110INVENTORY, 96INVESTMENT, 5 8 14 15 21 26 38
42 78 102 113 114 126 128 137150 155 165 175 197 198 199222 228 251 290
IONISATION, 52
JJEWEL BOX, 29 99 103 106 112JOINING, 38JOINT, 2JOINT VENTURE, 194 203JUST-IN-TIME, 52 55 79 102 128
199 200 241 267 270 288
KKINEMATIC, 39 83KNEADING, 239
LLABELLING, 20 24 32 43 179 203
LABOUR, 115 157 175LAMINATED FILM, 8LAMP HOLDER, 240LARGE-COMPONENT, 7 20 24
43 78 110 187 202 203LARGE-MACHINE, 22 32 33 44
48 53 55 76 79 110LASER, 11 187 218 270LASER CUTTING, 79LASER SCANNING ANALYSIS,
107LAW, 58LEAK DETECTION, 127LEAN PRODUCTION, 153LEGISLATION, 58LEISURE APPLICATION, 234LENGTH, 163LENS, 85LID, 186LIFTING GEAR, 162 163LIGHT, 20 85 104 114LIGHT RESISTANCE, 85LIGHTING APPLICATION, 66 85
104LIGHTWEIGHT, 7 110LINING, 56 163LIQUID CRYSTAL DISPLAY, 20
22 76LIQUID CRYSTAL POLYMER,
110LOAD BEARING, 38 61 87 97 99
131 139LOADER, 28LOADING, 7 50LOST-CORE PROCESS, 144LOW DENSITY
POLYETHYLENE, 8LUBRICATION, 93
MMACHINE GUARD, 58MACHINE SHUTDOWN, 239MACHINE START-UP, 239MACHINE TOOL, 53MACHINING, 2 15 24 39 44 48 79
126 129 136 187 194MAGNETIC, 52MAINTENANCE, 22 39 43 52 54
55 65 76 84 95 110 144 159 191213 280 294
MANAGEMENT, 45 201 293 300MANIFOLD, 144MANIPULATOR, 2 20 22 24 32 33
39 43 44 48 53 58 65 71 76 7879 84 119
MARKET, 20 44 198 205MARKET GROWTH, 4 15 44
MARKET TREND, 4 15 198MARKETING, 47MARKING, 77 78 194 230MASS PRODUCTION, 128MASTERBATCH, 8 54 113 142
186 207MATERIAL, 5 50MATERIAL REPLACEMENT,
163 261MATERIALS CONSERVATION,
110MATERIALS HANDLING, 8 42
105 106 108 128 137 142 170171 180 186 205 206 207 287296 300
MATERIALS REPLACEMENT,261
MEASUREMENT, 2 11 39 45 153162 163 271
MECHANICAL PART, 2 7 66 80114 153 162 184
MECHANICAL PROPERTIES, 78 60 85 213
MECHANICAL RECYCLING, 254
MECHANICAL STRENGTH, 109MEDICAL APPLICATION, 15 19
53 55 114 120 159 179 196 230279
MELT PRESSURE, 105MELT VISCOSITY, 36METAL, 7 80 108 227 297METAL ALLOY, 187METAL DETECTOR, 108METAL INJECTION
MOULDING, 39METAL INSERT, 2 20 24 48 49 80
110 114 120 153 162 194 203METAL REPLACEMENT, 33 41
126 186METALLISING, 24METERING, 142 165 180 186MICRO INJECTION, 110MICROCOMPUTER, 294MICROPROCESSOR, 7 20 44 48
65 71 76 78 79 84 93 191 203208 209 228 229 231 248 298300
MINERAL FILLER, 2MIXER, 187MIXING, 8 54 101 164 180 186
187 205MOBILE PHONE, 4 13 14MODEL, 88MODEM, 144MODERNISATION, 300MODULAR, 13 20 24 34 48 65 71
76 84 93 100 153 160 162 194
Subject Index
82 © Copyright 2001 Rapra Technology Limited
210 231MOISTURE, 54MOISTURE CONTENT, 142MOISTURE CONTROL, 2MOISTURE REMOVAL, 54MOLECULAR SIEVE, 54MONITORING, 90 107 126 153
174 218 239 241 251 269 271300
MOTOR, 32 39 40 43 71 109 213MOULD CARRIAGE, 141MOULD CARRIER, 55 153 162MOULD CAVITY, 6 35 184 297MOULD CHANGING, 7 9 20 24
25 32 43 52 55 65 69 76 78 7984 95 110 128 147 148 153 162173 187 193 194 195 196 199202 204 207 208 224 231 238240 246 248 250 253 255 257261 262 263 264 270 275 281282 286 287 288 290 296 300
MOULD CLAMPING, 76 95 153162 195 204
MOULD CLEANING, 79 95 148153 162 187
MOULD CLOSING, 6 36 59 76 80158 208 209
MOULD COOLING, 36 52 95 110148 153 184 187 196
MOULD CORE, 35 76 81 153MOULD CYCLE, 7 20 22 24 39
43 44 53 54 66 71 76 78 79 80108 110 132 148 152 153 162184 196 290
MOULD DESIGN, 48 76 96 110175 180 184 187 202 257
MOULD FILLING, 36 110 184209 244
MOULD FIXING, 52MOULD HEATING, 7 52 95 147
148 153 162 187 193 195MOULD INSERT, 48 71 76 84 87
138MOULD MAKING, 2 53 126MOULD OPENING, 7 24 43 44 59
80 115 153 158 184 208MOULD RELEASE AGENT, 78
87MOULD REMOVAL, 213MOULD TEMPERATURE, 7 33
34 80 84 142 147 157 175 180MOULDED-IN, 168MOULDING COMPOUND, 54
252MOULDING FAULT, 153 216MOULDING PRESSURE, 36 208
209MOULDING TIME, 71
MOULDINGS, 170MULCH, 8MULTIARM, 53MULTIAXIAL, 61 82 87 97 166MULTIAXIAL ORIENTATION,
135MULTICAVITY MOULD, 33 47
65 71 79 110 129 152 153 162179 187 194 207 287
MULTICOLOUR MOULD, 36 3976 110
MULTICOMPONENT, 34 59MULTILAYER FILM, 8MULTIMATERIAL MOULDING,
34 36 53 110 139
NNEEDLE, 120NICKEL, 184NITROGEN, 110NOISE REDUCTION, 2 20 24 76
110NON-CONTACT, 58NOZZLE, 34 153 162 187 208NUCLEAR APPLICATION, 114
OOFF LINE, 44 148OFFICE EQUIPMENT, 113OIL HOSE, 193OIL-COOLED, 33OIL-FREE, 76 93OPEN MOULD, 97 280OPEN TIME, 124OPTIC FIBRE, 202 230OPTICAL APPLICATION, 85 273OPTICAL DISC, 29 36 78 99 103
111 184 292OPTICAL PROPERTIES, 54 104
113 202OPTICAL SENSOR, 107OPTIMISATION, 182 223ORIENTATION, 91 135ORIGINAL EQUIPMENT, 15OUTPUT, 18 42 47 98 128 129 210
237OUTSERT MOULDING, 110OVERMOULDING, 80 130 132
PPACKAGING, 2 8 9 14 20 24 32
34 36 39 86 91 106 114 117 136139 179 186 194 196 203 206216 226 230 232 262 271 273275 291
PACKING, 38 51 92 97 98 99 120137 163 246
PAINTING, 20 24 39 110 258PALLET, 20 45 86 139 163 170
176 189PALLETISING, 7 9 10 24 32 39 48
58 65 74 78 79 84 86 92 131132 165 179 194 203
PANEL, 130PAPER, 277PARALLELISM, 39 80PARISON, 24 141 186PART REMOVAL, 7 20 22 24 32
37 38 39 41 43 44 48 51 53 5556 58 61 68 75 77 82 87 90 9192 96 97 98 99 106 120 128137 138 139 140 180
PART WEIGHT, 56 144PARTING LINE, 184PARTS CONSOLIDATION, 19PERFORATION, 44PERFORMANCE, 5PETRI DISH, 99PHARMACEUTICAL
APPLICATION, 8PHENOLIC RESIN, 66PHOTOCELL, 48PICK-AND-PLACE, 24 53 56 61
71 92 97 98 99 106 115 120PICKING, 172PILLAR, 37PIPE, 186PIPE FITTING, 129 166PISTON, 36 80 86PIVOT, 3 120PLANNING, 189PLANT, 8 15 26 32 45 46 53 66 78
109 114 198 201 206 245 246260 270 279 300
PLANT CONSTRUCTION, 126128 165 197
PLANT EXPANSION, 114 120222
PLANT START-UP, 142 186PLASMA TREATMENT, 220PLASTICISATION, 36 76 110 196
208 244PLASTICISE, 239 244 286PLASTICISING, 153 162 239 286PLATEN, 47 52 55 153 162PLUG, 49PLUMBING APPLICATION, 129PLUNGER, 184PNEUMATIC, 2 20 22 24 32 39 43
44 48 53 58 61 65 66 69 71 7879 82 84 86 92 93 108 119 131194 202 203 292 298
PNEUMATIC CONVEYANCE,
Subject Index
© Copyright 2001 Rapra Technology Limited 83
163 207POLYACETAL, 2 66 114 126 142
184 224POLYAMIDE, 2 12 54 66 80 114
126 137 142 184 193 207 224229
POLYAMIDE-11, 193POLYAMIDE-12, 193POLYAMIDE-6, 207POLYAMIDE-6,6, 207 224POLYBUTYLENE
TEREPHTHALATE, 124 210POLYCARBONATE, 56 66 85 89
114 128 137 142 213 224 229271 279 290
POLYETHYLENE, 8 114 129 179186 203
POLYETHYLENETEREPHTHALATE, 2 24 3233 36 117 179 194 203 205 226229 251
POLYMERIC GLASS, 273POLYMETHYL
METHACRYLATE, 104 114190
POLYPHENYLENE ETHER, 2POLYPHENYLENE OXIDE, 2POLYPHENYLENE SULFIDE, 66POLYPROPYLENE, 2 37 53 54 66
114 168 179 192 193 205 207POLYSTYRENE, 66 98 103 113
114 128 163 166POLYURETHANE, 234POLYVINYL CHLORIDE, 38 163
179POLYVINYLBENZENE, 103PORTABLE, 2 174POSITIONING, 11 20 22 39 48 60
65 84 104POST-COOLING, 32 33POST-MOULD, 96 106 136 166POWER SUPPLY, 278PRE-COLOURED, 113PRE-DRYING, 54 187PRE-HEAT, 208 261PRECISION, 7 8 20 24 32 39 43
44 48 53 65 78 84 93 104 119132 194 242
PRECISION ENGINEERING, 230PRECISION MOULD, 184 208
231 293PRECISION MOULDING, 110
175PREDRYING, 54PREFORM, 24 32 33 36 153 162
194 203 226 251PREHEATING, 48 52 95 147 193
195
PREPREG, 194 203 226 251PRESS, 42 198 255 262 264PRESS-FIT, 106PRESSURE, 93 184PRESSURE CONTROL, 36 105
208 209PRICE, 4 25 44 47 51 53 61 67 68
99 119 126 134 144 150 198206
PRINTED CIRCUIT BOARD, 10PRINTER, 126PRINTING, 2 8 24 44 66 79 86 90
114 120 179 186 194 230PROBE, 208PROBLEM PREVENTION, 107
174 289 301PROBLEM SOLVING, 174PROCESS, 5 8 15 24 34 39 54 71
79 83 85 86 88 94 108 109 123PROCESS CONTROL, 36 65 110
113 148 153 188 209 211 240257
PRODUCT DESIGN, 66 76 85 110145
PRODUCT DEVELOPMENT, 96130
PRODUCT HANDLING, 131 142170
PRODUCTION, 4 26 44 46 94 109128 182 198 214 234 237 291
PRODUCTION CAPACITY, 13 5378 137 222
PRODUCTION CELL, 10 18 1924 29 32 37 38 39 48 49 53 6578 79 80 90 95 96 97 98 102112 114 115 129 130 134 161166 168 190 235 241
PRODUCTION CONTROL, 52 5376 95 113 114 148 193 208
PRODUCTION COST, 21 38 4854 55 69 76 77 80 82 119 129148 150 175 180 190
PRODUCTION LINE, 63 232PRODUCTION PLANNING, 223
238 281 289PRODUCTION RATE, 12 29 32
38 49 54 63 98 103 106 163166
PRODUCTIVITY, 20 21 36 39 4243 44 52 54 56 61 65 66 77 7980 82 85 95 96 106 110 124 132136 137 148 151 161 190 193194 196 199 240 259 280 296299 300
PROFILE, 7 123 163PROFIT, 103 198PROFITABILITY, 42 169PROGRAMMABLE, 9 53 61 134
160 280PROGRAMMABLE LOGIC
CONTROLLER, 20 22 47 79142 203
PROGRAMMING, 20 32 33 166PROJECT MANAGEMENT, 120PROPERTIES, 7 8 36 54 85 104
113PROTECTION, 58PROTECTIVE COATING, 85PROTOTYPE, 15 85 98 138 187PUMP, 2 8 114 204PURCHASE, 21 26PURCHASING, 21 213 280PURGING, 148PURIFICATION, 52PUSH-PULL, 227
QQUALITY ASSURANCE, 2 8 43
55 66 113 114 128 200 271QUALITY CONTROL, 2 7 8 20 24
27 32 36 39 43 44 48 49 53 5565 66 76 78 80 84 86 90 93 9697 104 105 107 113 114 117119 122 125 126 128 132 136137 143 147 150 163 169 193196 202 207 208 209 215 218223 230 235 237 238 240 241242 243 246 251 262 269 271279 290 293 294
QUICK MATERIALSCHANGING, 54
QUICK MOULD CHANGING, 920 43 52 76 79 95 110 137 138140 147 148 151 173 187 195207 208 253 257 264 270
QUICK PRODUCT CHANGING,52 95
RRAPID PROTOTYPING, 15 98RATIONALISATION, 161RAW MATERIAL, 5 108REAL TIME, 48 65 95 105 110RECLAIM, 2 8 34 54 76 108 113
207RECORDING MEDIA, 237RECYCLABILITY, 85RECYCLED CONTENT, 113 137RECYCLING, 2 8 54 66 76 79 85
101 108 142 164 187 193 205207
REFLECTOR, 20 140REFRIGERATOR, 26REFUSE CONTAINER, 39 186
Subject Index
84 © Copyright 2001 Rapra Technology Limited
232REGRIND, 108 142 186REGULATION, 76REINFORCED PLASTIC, 2 7 16
20 33 44 69 70 80 108 109 137140 207 227 255 271
REINFORCEMENT, 80REJECT, 153 162REJECT RATE, 47 82 128 140RELEASE AGENT, 78 87RELIABILITY, 60 211 213REMOTE CONTROL, 22 24 79REMOVABLE, 1 81 297REMOVAL TOOL, 60REPAIR, 26 65 95REPAIRING, 144REPEATABILITY, 39 65 97 105
126 175REPLACEABLE, 1REPLACEMENT, 213 300REPOSITIONING, 59REPRODUCIBILITY, 60RESEARCH, 71 78 191RESIDENCE TIME, 132RESIDUAL MOISTURE, 54RESTRUCTURING, 257RETRACTION, 262RETROFIT, 123 131 137 210RHEOLOGY, 36ROBOT, 2 4 5 7 9 10 11 12 13 14
15 16 17 18 19 20 22 24 25 2629 30 32 33 34 35 37 38 39 4142 43 44 46 48 49 51 53 55 5658 59 60 61 62 63 65 66 67 6869 70 71 72 73 74 75 76 77 7879 80 82 83 84 85 86 87 88 8990 91 92 93 94 96 97 98 99 100101 102 103 104 106 109 110111 112 113 114 115 119 120121 122 123 124 125 128 129130 131 132 133 134 135 136138 139 140 142 143 144 145150 157 160 163 165 166 168175 176 181 182 186 198 200205 206 210 212 214 233 235236 250 252 259 265 266 272274 278 279 280 286 292 296300
ROBOT ARM, 7 20 32 33 39 44 4853 58 65 66 69 71 78 79 86 93118 148 194 202 213 230
ROTARY MACHINE, 179ROTATING DRUM, 54ROTATING TABLE, 12 18 24 39
52 71 79 80 138 148 187 231ROTATION, 121 133 144 181RUBBER-MODIFIED, 193RUNNER, 149 153 162 164 216
RUNNER SEPARATION, 118 142RUNNERLESS MOULDING, 34
287
SSAFETY, 7 19 24 39 42 44 46 48
56 58 71 76 82 167 280 289SAMPLING, 223SANDWICH MOULDING, 110
113SANITARYWARE, 114SCRAP, 2 8 54 66 71 76 79 80 108
187 193 196 202 207 299SCRAP REDUCTION, 26 71 80 96
124 126 196SCRATCH RESISTANCE, 85SCREEN, 8SCREW, 36SCREW DESIGN, 36SCREW DIAMETER, 36SCREW EXTRUDER, 208SCREW GEOMETRY, 231SCREW LENGTH, 36SCREW PLASTICISATION, 36 76SCREW SPEED, 208SEAL, 2 80 120 153 162SEALING, 184SEAT, 10 114SELF-DRYING, 2 33 54 85 108
110 113SELF-LUBRICATING, 93SELF-REGULATION, 76SEMI-AUTOMATIC, 52 119 148
195SENSOR, 7 24 32 36 39 44 48 76
78 79 86 107 108 138 140 153162 179 203 208 209 280
SEPARATION, 149SEQUENTIAL INJECTION
MOULDING, 110SERVICE LIFE, 60 71SERVICING, 21SERVO DRIVE, 60SERVO MOTOR, 9 20 24 32 39 43
44 53 61 65 66 68 78 79 82 8588 91 92 97 98 99 102 103 105106 110 115 119 120 126 131132 134 139 144 148 158 160166 194 203
SETTING UP, 223 279SHIPMENT, 198SHOCK ABSORBER, 45SHOT CAPACITY, 80SHRINK WRAPPING, 8 163SILK SCREEN, 2 66 179SILO, 8 54 186SINTERING, 187
SIZE, 15 28SIZE REDUCTION, 205SKIN, 110SLIDING TABLE, 137 153 162SMALL COMPONENT, 20 22 24
39 54 79 110 187 207 208 231SNAP-FIT, 30 98SOFTWARE, 2 20 22 24 36 37 39
47 51 55 58 83 93 115 131 137148 163 174 190 202 208 209210 211 271
SOLIDIFICATION, 184SPECIFICATION, 15 21 109SPEED, 4 7 15 20 24 39 42 43 44
48 51 53 58 61 65 66 71 93 97120 131 139 144 148 163 166179 194
SPIGOT, 38SPRAY DRYING, 2 33 54 85 108
110 113SPRAYING, 78SPRUE, 5 46 89 149 153 162 184
210 221 271 280SPRUE BUSH, 184SPRUE SEPARATION, 9 25 49 67
87 124 131 137 139 163 180SPRUE SEPARATOR, 11 51 61 68
82 97 99 101 134 144 145 165166 175
STACK MOULD, 29 59 65 97 99120
STACKABLE, 8STACKING, 24 131 137STANDARD, 15 21 109 194 207STANDARDISATION, 137 266
279STATISTICAL PROCESS
CONTROL, 36 65 90 113 193208 209 237 240 243 269
STATISTICS, 4 20 44 68 82 94 115126 198 199 205 231 280 296
STEEL, 7 84 187STEREOLITHOGRAPHY, 187STIFFNESS, 7STORAGE, 5 8 52 54 95 108 113
114 176 180 205STRENGTH, 213STRIPPING STATION, 185STROKE, 61STRUCTURAL FOAM
MOULDING, 110SUBSIDIARY, 33 193 207 225SUCTION, 93 100SUCTION CUP, 158SURFACE TREATMENT, 2 8 20
22 24 33 39 44 48 53 66 76 7879 85 86 110 114 171 179 194196 202 203 205 207 230
Subject Index
© Copyright 2001 Rapra Technology Limited 85
SURGICAL APPLICATION, 230279
SWAN-NECK ROBOT, 77 135SWITCH, 12SWITCHGEAR, 137SYRINGE, 179
TTAKE-OFF, 3 141 176 213 216
262 265TAKE-OFF SYSTEM, 100 134
158 165 166 178 276TAKE-OUT, 115TAKEOVER, 26 33 193TALC, 54TAMPO PRINTING, 66 79 86 114TANDEM, 265 271TAP, 114 290TARGET, 26 94 109TELECOMMUNICATION
APPLICATION, 4 14TELEPHONE, 113TELESCOPIC, 7 20 24 32 33 44
65 78 79 93 162TEMPERATURE, 7 33 54 123 140TEMPERATURE CONTROL, 7 33
34 54 84 142 147 175 180 187205 208 229 231 254
TEST, 8 53 109TESTING, 176 198 252TEXTILE, 110THEORY, 30 60 64 160 164 223
249 281 283THERMAL DEGRADATION, 123THERMAL INSULATION, 163
166THERMAL STABILITY, 8THERMOFORM, 230THERMOFORMING, 4 24 32 187
205THICK-WALL, 76THICKNESS, 7 85 193THIN-WALL, 71 78 105 110 158
196THREE-ARM, 24 32 53 65 71THREE-COLOUR INJECTION
MOULDING, 76 190THREE-DIMENSIONAL, 32 65THROUGHPUT, 142 205TIEBARLESS, 99 142 168TIME, 63TOGGLE, 36 76TOGGLE PRESS, 36TOLERANCE, 110 223TOOLING, 15 26 30 42 52 81 100
195 213 230 280 295 301TORQUE, 99
TOUCH SCREEN, 8TRANSFER PRINTING, 179TRANSLUCENCY, 104TRANSPARENCY, 202TRANSPARENT, 8TRANSPORTATION, 3 109 132
170 179 189TRAY, 4 86 109 216TREND, 157 244 263 268 272TRIMMING, 10 61TROUBLESHOOTING, 289 301TRUCK, 56TUBE, 163TURNKEY SYSTEM, 13 21 120TURNOVER, 11 32 33 52 53 71 78
113 114 145 193 205 207 210222 224 230
TURRET, 121TWIN-PLATEN, 55TWO-ARM, 24TWO-CAVITY, 37 53 153 162TWO-COLOUR, 104TWO-COLOUR INJECTION
MOULDING, 24 34 76 104TWO-COMPONENT, 130TWO-MATERIAL INJECTION
MOULDING, 24 34 66 76 80113
TWO-PLATE, 55TWO-STAGE, 73 74
UULTRASONIC, 8ULTRASONIC WELDING, 2 32
37 66 114 203ULTRAVIOLET RESISTANCE,
85UNDER-THE-BONNET
APPLICATION, 18UNDERCUT, 184UNLOADING, 266UREA RESIN, 24 163
VVACUUM, 46 50 91 100 184VACUUM CASTING, 187VACUUM CONVEYING, 108 163VACUUM EXTRACTION, 65VACUUM PUMP, 8 142VALVE, 18 66VEGETABLE PACKAGING, 8VEHICLE DOOR, 210VEHICLE FASCIA, 73VEHICLE HEADLIGHT, 85 140VEHICLE LIGHT, 20 85 104 114
190
VEHICLE SEAT, 10VEHICLE TRIM, 100 228VELOCITY, 87 91 183VERTICAL, 7 20 32 33 43 44 53
65 84 93 148 262VERTICAL MACHINE, 24 36 95
138 153 162VIBRATION WELDING, 66VIBRATORY FEEDER, 71VIDEO CASSETTE, 230 237VIRGIN POLYMER, 50 54 101
108 186 207VIRTUAL REALITY, 68VISCOSITY, 36VOLUMETRIC, 113VULCANISATION, 80 153 162VULCANISATION TIME, 80
WWAGES, 157WALL, 186WALL THICKNESS, 7 56 109 196WASHER, 80WASHING MACHINE, 45 48WASTE, 2 8 76 79 108WASTE BIN, 139WASTE COLLECTION, 186WASTE DISPOSAL, 186WATER COOLING, 33 52WATER HOSE, 193WATER JET CUTTING, 79WATER PURIFICATION, 52WAX, 39WEAR RESISTANCE, 85WEIGHING, 76 110 187 194 271WEIGHING MACHINE, 45WEIGHT, 163 194WEIGHT REDUCTION, 20 33 44
85WELD, 203 230WELD LINE, 110WELDING, 2 16 18 32 37 66 78
114WHEEL TRIM, 166 210WHEELCHAIR, 114WHEELED BIN, 186WIRING HARNESS, 206WORKING CONDITION, 299WORKING HOURS, 137WRAPPING, 277
YYELLOWING, 54YOUNG’S MODULUS, 85

Subject Index
86 © Copyright 2001 Rapra Technology Limited



















