Page 1
1File name 1
Advances in Membrane Materials Provide New Gas Processing Solutions
Patrick HaleRandall Gas TechnologiesA Division of ABB Lummus Global (ABB)
Kaaeid LokhandwalaMembrane Technology and Research, Inc. (MTR)
Page 2
2File name 2
Outline
• ABB–Randall Gas Technologies/MTR Alliance
• Composite Membranes• Materials selection flexibility
• Improved stability and fouling resistance
• New Processes• NGL Removal
• Nitrogen Removal
• CO2 Removal
• H2S Removal
Page 3
3File name 3
ABB–Randall Gas Technologies and MTR Have Formed an Alliance
• Randall Gas Technologies• A division of ABB Lummus Global (ABB)
• A process development and engineering company serving the
natural gas industry
• Membrane Technology and Research, Inc. (MTR) • A supplier of membrane gas separation systems
• A leader in membrane development
Page 4
4File name 4
ABB/MTR’s Technology is Based on New Composite Membranes
Nonporous Coated Selective Layer
MicroporousSupportLayer
SupportFabric
Composite Membrane
Page 5
5File name 5
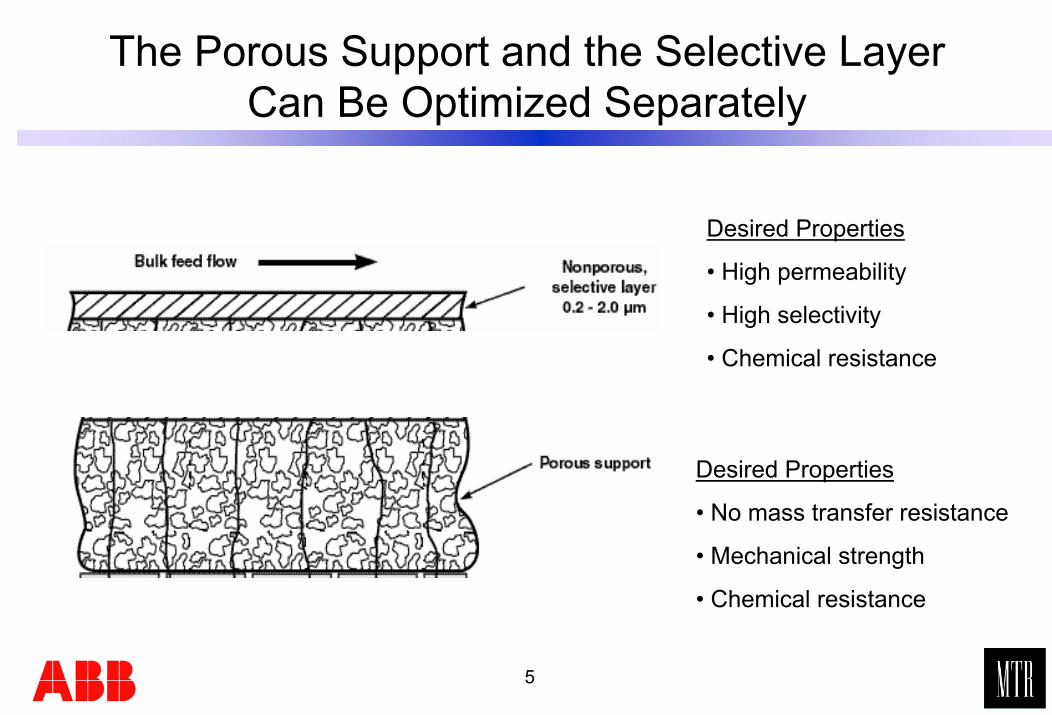
The Porous Support and the Selective Layer Can Be Optimized Separately
Desired Properties
• High permeability
• High selectivity
• Chemical resistance
Desired Properties
• No mass transfer resistance
• Mechanical strength
• Chemical resistance
Page 6
6File name 6
Composite Membranes and Processes
Nitrogen RejectionN2/CH4NitroSep™
CO2 RemovalCO2/CH4Z-Top™
H2S RemovalH2S/CH4P-TopTM
Fuel ConditioningDew Point Adjustment
NGL/Natural GasVaporSep®
ApplicationSeparationProcess Name
Page 7
7File name 7
Membranes Are Packaged in Spiral-Wound Modules
Each module contains
20 to 50 m2 of membrane
Area
Page 8
8File name 8
Membrane Fouling is a Major ProcessDesign Concern
Potential Foulants in Natural Gas
• Carbon Dioxide
• Hydrogen Sulfide
• Mercury
• Salt
• Asphaltenes
• Waxes
• Water
• Mercaptans
• Oxygen
• Aromatics
• Glycols
• Methanol
• Amines
• Sulfur
Page 9
9File name 9
Effect of Water and BTEX Aromaticson ABB/MTR’s Composite Membranes
• Membranes are inert to water vapor or liquid
• Water goes with the permeate gas
• VaporSep and P-Top membranes preferentially permeate BTEX
• Vapor concentrations up to saturation are not a problem
• Z-Top rejects BTEX aromatics
• High vapor concentrations do not effect membrane but condensation should be minimized to avoid physical damage
Water
BTEX Aromatics
Page 10
10File name 10
Hydrocarbon-Permeable Membranes Phase Envelope
0
300
600
900
1200
1500
1800
-100 -50 0 50 100 150
Temperature (oF)
Pres
sure
(psi
a)
Point A
Point B
Low PressureNGL-Rich Stream
NGL-Depleted Stream
Point AFeed Gas
Point BResidue Gas
Residue GasPhase Envelope
Feed GasPhase Envelope
Page 11
11File name 11
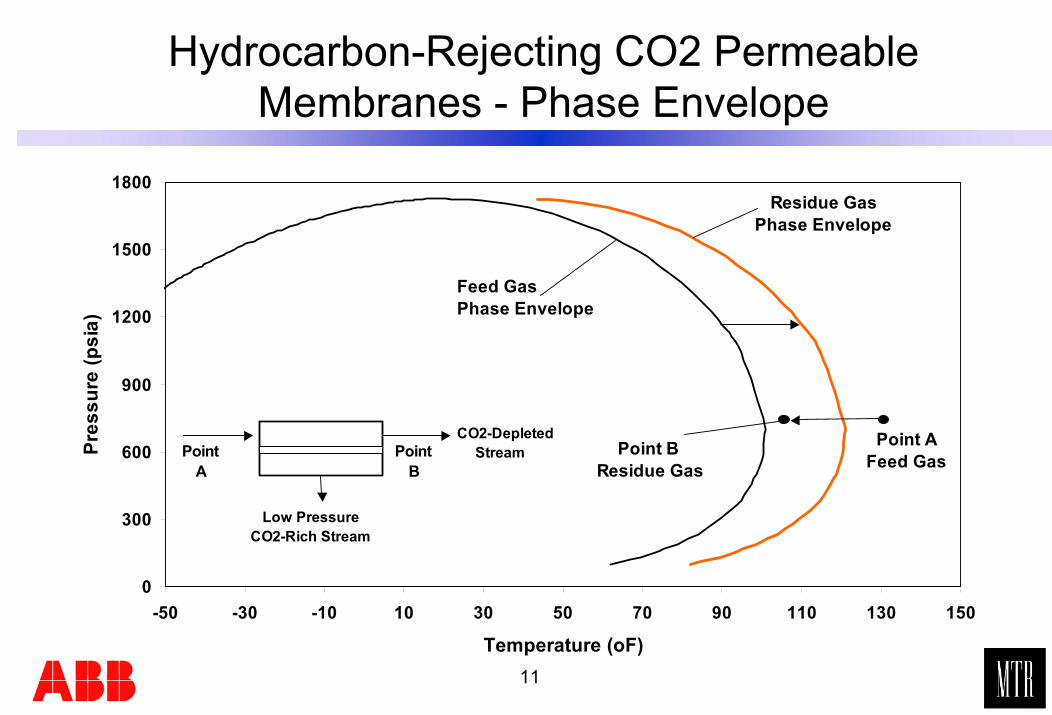
Hydrocarbon-Rejecting CO2 Permeable Membranes - Phase Envelope
0
300
600
900
1200
1500
1800
-50 -30 -10 10 30 50 70 90 110 130 150
Temperature (oF)
Pres
sure
(psi
a)
Point A
Point B
Low PressureCO2-Rich Stream
CO2-Depleted Stream
Point AFeed Gas
Point B Residue Gas
Residue Gas Phase Envelope
Feed Gas Phase Envelope
Page 12
12File name 12
Potential Pretreatment Options for Membrane Systems
Feed GlycolDehydration
CoalescingFilter
AbsorbentGuard Bed
Refrigeration
Particle Filter MembraneHeater
Braces and a belt will handle any upset but are expensive
Tough membranes minimize pretreatment required
Page 13
13File name 13
ABB/MTR Processes
• NGL Removal by VaporSepTM
• Nitrogen Removal by NitroSepTM
• CO2 Removal by Z-TopTM
• H2S Removal by P-TopTM
Page 14
14File name 14
History of NGL Membrane Applications
• A long history of use for various hydrocarbon separation and recovery applications
• Commercial success – Prestigious Kirkpatrick Award Winning Technology
Applied for wide range of flows: 0.2 to 90 MMscfdApplied at wide range of pressures: 50 to 1,000 psia
• More than 80 reference plants worldwide• Customers include ExxonMobil (8 Plants), BP Amoco (4
Plants), Sabic (4 plants), Formosa (10 plants)• More than 400 years of cumulative on-stream time
Page 15
15File name 15
Propylene and Isobutane Recovery Membrane Unit at a Polyolefins Plant
Page 16
16File name 16
NGL Separation - Applications
• Dew point control• Conditioning of rich fuel gas
• Three reference plants• Good fix for “black start gas” problem
Page 17
17File name 17
NGL Separation – UEG (El Paso) System
• Operational since May, 2002
• Processing 90 MMSCFD @ 900 psig
• Constant performance reducing C3+ to meet Siemens Turbine Fuel Specs.
• System Turndown to 25%
• System delivery in 14 weeks.
Page 18
18File name 18
Fuel Gas Conditioning Process Design
Main gas line
Membrane skid
Gas engine
Conditioned gas
dew point 4 ˚C
Pipeline gas
Main pipeline compressor
Raw fuel gasdew point
35 ˚C
Rich recycle gas
Page 19
19File name 19
Comparison of Nitrogen Removal Processes
Earlycommercialization
heavy hydrocarbons in product gas
Simple continuous operation
0.5-25Membrane
Early commercialization
heavy hydrocarbons in tail gas
Simple; batch operation requires bed switching
2-15PSA
Matureheavy hydrocarbonsIn product gas
Complex>15Cryogenic
Development Stage
Hydrocarbon RecoveryComplexityFlow Range
(MMscfd)Process
Page 20
20File name 20
Nitrogen Removal Process
Recycle gas(10-15% N2)
Separator
Pipeline gas(<4% N2)
Nitrogencontaminated
Fuel gas(50% N2)
low-pressure gas(10% N2)
CompressorCondensate
Page 21
21File name 21
Nitrogen Removal Skid
• Operational since November , 2002
• Constant performance reducing N2 content in natural gas from 6.5 mol-% to 2.5 mol-%.
• System Turndown to 50% on the fly
Page 22
22File name 22
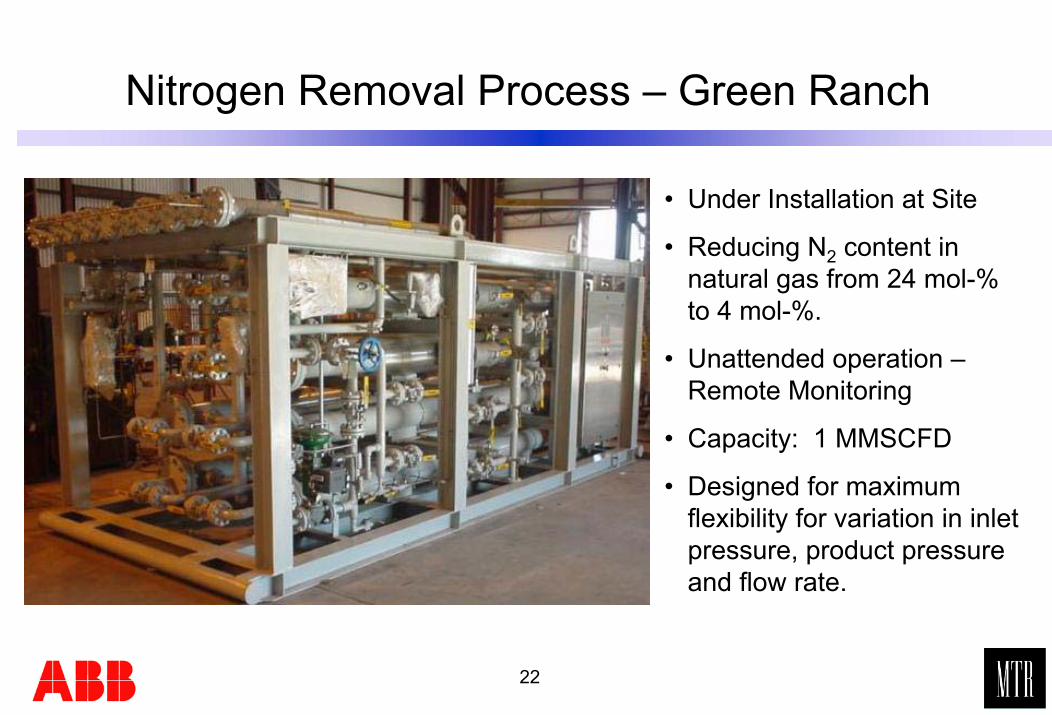
Nitrogen Removal Process – Green Ranch
• Reducing N2 content in natural gas from 24 mol-% to 4 mol-%.
• Unattended operation –Remote Monitoring
• Capacity: 1 MMSCFD
• Designed for maximum flexibility for variation in inlet pressure, product pressure and flow rate.
• Under Installation at Site
Page 23
23File name 23
CO2 Removal: High CO2 Feed Gas
Pipeline product(2% CO2)Lean solvent
Membrane skids Solvent process(Bulk CO2 removal) (Polishing step)
Solvent to regeneration
CO2 depleted gas to solvent process
(8% CO2)High CO2feed gas
(60% CO2)To fuel/reinjection
(>90% CO2)
Page 24
24File name 24
H2S Removal – Fuel Gas Treatment
Main gas line
Membrane skid
H2S enriched recycle gas
High H2S Fuel 3400 ppm
Pipeline gasMain pipeline compressor
Low H2S Fuel To Engines
40 ppm
Page 25
25File name 25
Composite Membranes: A Breakthrough in Membrane Technology
• Reduced pretreatment
• Greater flexibility in material selection
• Better performance
• Many new applications
Page 26
26File name 26
Membranes Are Not Just for CO2 Anymore
H2S
Heavy Hydrocarbons
Nitrogen
All Are Possible
Page 27
27File name 27
Thank You!
Membrane Technology and Research, Inc. (MTR)1360 Willow Road, Menlo Park, CA 94025
Telephone: 650-328-2228 Fax: 650-328-6580Website: www.mtrinc.com
and
Randall Gas TechnologiesA Division of Lummus Process Technology
ABB Lummus Global3010 Briarpark, Houston, TX 77042
Telephone: 713-821-4100 Fax: 713-821-3538Website: www.abb.com\lummus