28
THE JOURNAL OF ALUMINIUM PRODUCTION AND PROCESSING www.aluminiumtoday.com SPEAKER SUPPLEMENT 2016

T H E J O U R N A L O F A L U M I N I U M P R O D U C T I O N A N D P R O C E S S I N G
www.aluminiumtoday.com
SPEAKER SUPPLEMENT
2016

CONTENTS1 www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
2 COMMENTAluSolutions 2016: Speaker Supplement
COVEREditorialEditor: Nadine FirthTel: +44 (0) 1737 [email protected]
Production Editor: Annie Baker
SalesSales Manager: Anne [email protected]: +44 (0)1737 855139
Sales Director: Ken [email protected]: +44 (0)1737 855117
Advertisement Production Production Executive: Martin Lawrence
Circulation/subscriptionsElizabeth BarfordTel +44 (0) 1737 855028Fax +44 (0) 1737 855034 email [email protected] subscription: UK £224, all other countries £244. For two year subscription: UK £403, all other countries £439. Airmail prices on request. Single copies £41
ALUMINIUM INTERNATIONAL TODAY ispublished six times a year by Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey, RH1 1QX, UK.Tel: +44 (0) 1737 855000Fax: +44 (0) 1737 855034Email: [email protected]
Aluminium International Today (USO No; 022-344) is published bi-monthly by Quartz Business Ltd and distributed in the US by DSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Periodicals postage paid at Emigsville, PA. POSTMASTER: send address changes to Aluminium International c/o PO Box 437, Emigsville, PA 17318-0437.Printed in the UK by: Pensord, Tram Road, Pontlanfraith, Blackwood, Gwent, NP12 2YA, UK
© Quartz Business Media Ltd 2016
ISSN1475-455X
Supporters of Aluminium International Today
@AluminiumToday
ALUSOLUTIONS 20163 Introduction
SPOTLIGHT ON SUSTAINABILITY4 Tracing aluminium through the supply chain
6 Greener aluminium production
11 Increased power generation from
renewables
ASI PANEL15 Enhancing long-term drivers for
sustainability
18 Sustainable future built on renewable
energy
21 The European Aluminium Industry vision of
the future: A Sustainability Roadmap
towards 2025
DOWNSTREAM DEVELOPMENT23 Jaguar Land Rover:
World leaders in aluminium
SORTING & RECYCLING25 Automated sorting technology for
aluminium recycling
4 6
11 12
15
T H E J O U R N A L O F A L U M I N I U M P R O D U C T I O N A N D P R O C E S S I N G
www.aluminiumtoday.com
SPEAKER SUPPLEMENT
2016

Aluminium International Today AluSolutions 2016: Speaker Supplement
COMMENT 2
The AluSolutions conference and exhibition took place on 10th – 11th
May 2016 at the Abu Dhabi National Exhibition Centre and as a thank
you for attending; we have put together a selection of the conference
papers for you to take away.
The industry
The aluminium industry is committed to promoting the sustain-
able benefits of aluminium. We all know it is lightweight, strong
and infinitely recyclable, but what efforts are going into creating a
sustainable working environment when it comes to the production and
processing of this miracle metal?
This was the aim of the AluSolutions conference - to provide a plat-
form to look at recent technological advances and increased environ-
mental awareness, so that aluminium made today is more sustainable
than ever.
The conference
The environmental theme was clear with the very green colour
scheme that ran throughout the exhibition and conference. More than
500 visitors from across the international aluminium industry walked
the green carpet and a green ribbon was even cut in the opening
ceremony.
The organisers, Quartz Business Media, were honoured to welcome
Senaat’s ACEO, H.E Eng. Jamal Al Dhaheri, who inaugurated the event
and led the opening ceremony. He welcomed the event to the region
and highlighted the growing aluminium industry in the Gulf.
The opening session saw presentations by representatives from Emir-
ates Global Aluminium (EGA), Gulf Extrusions (GULFEX), The Bureau
for Middle East Recycling (BMR) and Emirates Environmental Group
(EEG).
The sessions continued throughout the first day with a look at track-
ing aluminium through the supply chain, downstream development
and recycling and sorting technologies.
In the dedicated downstream session, Mr Stylianos Tsoktouridis,
general manager, introduced the new Taweelah Aluminium Extrusion
company (TALEX) as the most advanced aluminium plant yet, which is
due to be fully operational by the end of 2016. Visitors were encour-
aged to visit the TALEX stand to learn more.
Day two saw the Aluminium Stewardship Initiative (ASI) host a panel
session with a selection of its member companies. Dr Fiona Solomon,
director of the ASI gave a detailed presentation of the work of the
organisation within the aluminium industry and its plan to encourage
and recognise responsible sourcing and production of aluminium.
Representatives from UC Rusal, Norsk Hydro and Schueco Mid-
dle East each presented their company’s role in working towards
a sustainable aluminium industry. The panel then took part in a
question and answer session with delegates and some very interesting
discussions ensued. Erik Fossum, Head of Commercial (Senior Vice
President) in Primary Metal, Hydro presented a new standard with the
Karmøy technology pilot and looked at how this is testing the world’s
most energy-efficient and climate-friendly smelter technology.
Jerome Lucaes, UC Rusal, Marketing Director, Sustainability, gave
the audience food for thought with the idea to move to a carbon-
constrained world and how this transition could be managed in the
industry.
Finally, Ammar Alul, General Manager, Schüco Middle East (SME)
looked at aluminium’s environmental benefits in construction and
the company’s efforts to reduce the carbon footprint of modern and
existing buildings.
European Aluminium were also announced as a new member of the
ASI and presented on the Sustainability Roadmap towards 2025, which
highlighted aluminium as an essential material for a sustainable
economy. Europe is dedicated to leading on sustainability and climate
change and Sandro Starita, EHS Sustainability Director certainly
presented some great initiatives that the whole value chain can be
involved in Networking
To round off the events, TALEX hosted a networking lunch to
introduce the new plant and meet with companies to discuss their
involvement in the project.
Exhibition
Alongside all of this, the AluSolutions exhibition provided visitors
with the opportunity to view sustainable aluminium technologies in
action and spend time with primary influencers and decision-makers.
Exhibitors included TALEX, GULFEX, ABB, Elkem Carbon AG, Gillespie
& Power Inc, Hyster, Cast Aluminium Industries, Engitec Group and
Magneco/Metrel.
There were also displays from Ford and Jaguar Land Rover, which
both showcased aluminium in all its automotive glory.
Thank you to everyone who participated or visited this year’s Alu-
Solutions. We hope to return in the future, with more sustainability
challenges and technology to present as aluminium works towards a
greener future.
I hope you enjoy this supplement.
Nadine Firth,
Editor, Aluminium International Today
Welcome to this very special AluSolutions ‘Speaker Supplement’
INTRODUCTION3 www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
We can hardly imagine the technological advances in 10 years, let alone 30. But our visions for the future can inspire us to innovate and to take new paths. In attending the AluSolutions 2016 conference and exhibition in Abu Dhabi from May 10-11, this author was inspired by the many and varying views of future sustainable practices. These views have been extrapolated and expanded in the following vision of a truly sustainable aluminium industry in the year 2050.
In 2050, the world is a different place: No longer can we consume more resources than we can replace; and nothing is waste. The community, regulators and industry have adopted the UN Global Sustainability Goals and International Circular Economy practices as essential for human progress with the population at 9.5 billion. The aluminium industry continues to play its part by reducing its carbon footprint and utilising resources responsibly.
In 2050, Bauxite is sourced from lands suitable for mining and rehabilitation with approval and involvement of indigenous peoples. The stripping ratio is less than 0.5:1 for all approved deposits, to ensure low impact on the land. Fully automated mining and haulage equipment is 90% remanufactured from used machinery. Solar power is used solely for electrical demands due to efficiencies in daylight operations. In cases where the refinery is not at the mine site, shipping is continuous in 40,000t auto-piloted solar powered vessels. Rehabilitated land is handed back to its traditional owners for farming and is assessed and continually monitored to optimise its utilisation.
In 2050, Alumina is refined with zero odour, air and water emissions with all vapours and liquids captured and recycled within the process. Coordination with smelters has optimised alumina properties for efficient HF capture and electrolytic reduction. Co-generation of power is optimised in steam production, and co-current heating is practised within the plant to eliminate wasted heat. Solar power with Aluminium-Ion battery storage is used for lighting, computing and small electrical motors. Sonic agglomeration methods have eliminated thickeners. Bauxite
pre-treatment is undertaken to reduce red mud generation. Red mud generated is processed to remove all toxic compounds and re-use these compounds in other industries, with high-value metals (e.g. Scandium) extracted to pay for the processing. The final by-product is non-hazardous and is used in construction (brickmaking) and industrial processes such as heap leaching and anthracite production, as well as large volumes being used as a filtration agent in water treatment.
In 2050, Aluminium Smelting has reached the pinnacle of energy efficiency in the electrolytic conversion of alumina to aluminium metal for both inert and conventional anode technologies. Inert anode cells are not however retrofit-able: The new mini-smelters are constructed to optimise drained-cell production from smaller, more energy-efficient launder cells with low-temperature electrolyte and direct TiB2- bonded iron cathodes. Conventional anode smelters are operating at around 10 kWh/kg of aluminium produced and 97% current efficiency, with improved aluminas and electrolyte engineering, better refractory lining, cell feeder and busbar design and individual anode sensors linked to automatic height control. All smelters are mandated to operate with minimum +/- 20% amperage modulation to assist in optimisation of demand in the renewable power grid. Management of energy input is facilitated by shell heat exchangers. Smelters still on non-renewable power have retrofitted modern cell designs and continue to operate by purchasing carbon credits. Improved cell hooding and automated anode change practices means there are almost zero fugitive emissions, with 99.9% of HF captured by dry scrubbers due to improved alumina contact methods and pore geometry. Anode effects have been eliminated. Anodes are rodded immediately on exiting the fuel-efficient vertical baking furnace, and are set in the cells while still hot. Anode butts and spent potlining are both recycled on site, while the SPL is processed to remove the hazards and either made into sub-cathodic cell lining or sold to cement clinker plants. Together with other beneficial re-use pathways there is now zero smelter waste going to
landfill. Compressed air use on site has been minimised by use of wireless, solar-powered sensors and valve actuation. Some smelters practice siphon casting directly from the pots into mobile alloying ingot casters, due to close control of metal purity in each reduction cell.
In 2050, End-Use of Aluminium is now regulated by recycled metal content. Most affordable electric cars contain minimum 80% recycled aluminium alloys with 3D-printable body panels. Household appliances can only be made using recycled aluminium. 3D printers in homes and businesses make aluminium items for one-off use with immediate recycling into the next item required, such as foils, which have replaced plastics in food wrapping. All buildings are run by solar power stored in Aluminium-Ion battery walls. Buildings are constructed with aluminium components that are designed to be easily separated in automated sorting warehouses for recycling and/or re-manufacturing. Thermally transforming sandwich alloys allow ultra-thin, modular façade and wall construction techniques that are stronger, safer and which optimise energy consumption.
Back in 2016, aluminium smelting production was at a crossroad. While it was the most recent of the major metal recovery processes (1827) it had progressed exceptionally by efficiency, health and safety standards. But resistance to the industry in Jamaica, Iceland and India, along with smelter closures in the West indicated problems with the existing model. The aluminium industry had to rapidly develop and achieve sustainability objectives while promoting its infinitely recyclable message clearly to meet the rising demand for responsible metal production. Certification to the Aluminium Stewardship Initiative (ASI) voluntary sustainability standard helped to achieve these goals. Without establishing the important sustainability targets and celebrating their success, aluminium may have been superseded by other emerging materials in many applications. The industry evolution over the complete supply chain to 2050 has been challenging but has been essential to enable the aluminium industry to thrive during the resource revolution of the last 30 years.
What does a Sustainable Aluminium World look like?
By Phil Black - Aluminium Process Consultant

Spotlight on sustainability 4www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
International brands are increasingly responding to their customers who want to choose responsibly sourced products. For the aluminium industry, this is particularly important. Saving energy and reducing greenhouse gas emissions in transport, and increasing recycling towards a circular economy, are driving the uptake of aluminium. However, the lightweighting and infinite recyclability of aluminium, which is key to its appeal, must be set against high greenhouse gas emissions and energy use in the production of primary aluminium.
Bauxite is also mined and processed in parts
of the world where environmental standards and land rights are not necessarily enshrined in law. Some producers are making big efforts to reduce the impact of their primary aluminium, but how can consumers be sure that the responsibly produced aluminium is being used for the products they are buying? This is where traceability is important.
A number of companies sourcing commodities, including aluminium, are implementing sustainable purchasing practices. But how can their efforts encompass all members of the supply chain not just immediate suppliers? This article aims to
introduce the concepts that are essential to managing a supply chain, the different levels of traceability that can be achieved and the software tools to facilitate implementation. The following advice is based on practical experience gained though working with a voluntary sustainability scheme.
Why trace aluminium?Important reasons to trace aluminium back to the source, for companies wishing to make claims about using responsibly produced aluminium, are likely to include one or more of the following:
Tracing aluminium through the supply chain
Melanie Williams, sustainability consultantwww.melaniewilliamsconsulting.com

Spotlight on sustainability5 www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
r To exclude certain high-risk material from the supply chain.
r To gain sales advantages for best in class mining and smelting operations.
r To promote the use of recycled aluminium.
General principles of traceabilityTo understand how traceability or ‘chain-of-custody’ can be incorporated into business practices, the following widely accepted principles should be understood. If the goal is to trace actual physical atoms (or goods) then segregation of responsibly produced material is the only possibility. This approach is only feasible for high margin goods with short supply chains, as exemplified by conflict diamonds or organic foods.
Commodities, which are handled in bulk storage and processing facilities are usually traced using a mass balance system, which allows mixing of materials from different sources. So aluminium from all sources could be mixed but responsibly produced aluminium would be accounted for separately in a mass balance system. This means that the amount of responsibly produced material purchased should be in balance with that sold, at the end of each accounting period. A producer making claims about the percentage of responsibly produced content can do so on an allocated or average basis. A mass balance system preserves an aspect of physical traceability when a significant proportion of responsibly produced material is in the product. Such a system is used in the forestry, biofuels and bio-based chemicals sectors amongst others.
A certificate sales or book and claim system decouples the physical material from the sustainability claim and is suited to physically disconnected or long, supply chains. Certificates are sold or transferred separately to the physical product. The top (primary producers) and bottom (final product suppliers) of a supply chain are united, bypassing any operators in the middle. It is used for renewable electricity, carbon credits and some agricultural commodities.
Sustainability schemesThe timber sector was one of the first to implement sustainability principles in response to the increase in illegal logging and deforestation. Sustainability schemes were set up with each member of the supply chain being certified by independent auditors to a production standard and/or a chain-of-custody standard. Certified material is passed from one certified operator to another. Mass balance or segregation systems are allowed. The external audits give a high level of assurance and confidentiality is maintained. However, the cost of auditing and administration is high. Costs are highest for individual producers of the raw material who ask a higher price for certified material. The schemes can be too selective which makes it difficult to achieve the
critical mass of adopters needed for effective penetration of the market.
Transparency platformsAs a lower cost alternative to sustainability schemes, transparency platforms are being set up in the agricultural sector. Upstream producers input key data about their processes into a central online, public, database. Mapping software presents information visually. A key requirement is that downstream operators identify their suppliers so confidentiality is lost. Only a percentage of data on the platform will be audited independently, which reduces the level of assurance, but also reduces operational costs. Some of the audit burden is effectively transferred to NGOs, and other stakeholders.
Traceability softwareThe developments in renewable electricity and carbon credits have led to new online systems to trace sales or transfers of goods between account holders. Volumes of responsibly produced or renewable material are put into the primary producer account and all transfers between account holders are logged. These types of systems are now being used in palm oil, cocoa, coffee, and soon forestry.
Compliance with US conflict minerals law has led to the development of software to facilitate the exclusion of high-risk material from a supply chain. Business software providers have developed systems to create, share and request product compliance declarations. Examples include the SAP Product Stewardship Network, and Oracle Agile Product. An apparel industry initiative backed by the UN Global Compact, to exclude factories with unsafe and exploitative practices recommends AmberRoad ChainPoint, GT Nexus, SourceTrace, and TraceTracker.
Organisations also want to track material through their own facilities and may wish to distinguish between responsibly produced or recycled material and material from other sources. Software is available which uses a mobile phone app to input data as material arrives on site or is collected at a supplier site. Data is tagged with additional characteristics and given a Digital Passport™. Sales staff can then input data on outgoing consignments online. A mass balance of responsibly produced material can be calculated for each site. This software is useful for internal use over a multi-site operation. Data can be shared confidentially by a cloud-hosted service for operators using the same software. Elements Software sells a flexible system developed for the forestry and biofuels industries.
Blockchain technology, as invented for the virtual currency Bitcoin, has also been proposed for tracking commodities. It is currently being evaluated in the banking sector and its characteristics of verifiable shared transaction data would offer significant advantages.
Is traceability feasible?The manageable number of bauxite mines, primary smelters and the regional trade that links the two seems amenable to effective traceability. It is currently possible to trace primary aluminium ingot in the LME and other warehouses back to the smelter. Also big purchasers buy direct from the smelter so it should be feasible to trace upstream to the bauxite mine. Purchasers of primary aluminium could reasonably expect to know where the bauxite used came from, on a mass balance basis, which can be input into their purchasing decision.
Traceability downstream from the smelter could be a challenge initially due to the larger number of operators. In most commodity supply chains there are more downstream operators than those involved in primary production. Figures from FSC show how marked this difference is for the sustainable timber sector. There are 1,364 certified forests yet 30,249 certified operators involved in processing, trading and production. Therefore international brands wishing to physically trace their aluminium will need to focus initially on shorter, fixed supply chains to make implementation easier. Alternatively, best-in-class smelters could start issuing certificates to sell/transfer to international brands, thereby removing the need to involve intermediate members of the supply chain. Physical traceability would be lost but general claims about supporting responsibly produced aluminium and reducing greenhouse gas emissions could be made.
How does recycled aluminium fit in?Recycled aluminium has a sustainability status equal to or better than responsibly sourced primary aluminium. Not only does it have much lower greenhouse gas emissions and use less energy for production, it is also associated with fewer risk factors in terms of land use and people’s rights.
It also features strongly in the EC’s ‘Circular Economy’ proposals, which contains packaging recycling targets of 65% by 2025 and 75% by 2030 (85% for aluminium). Not surprisingly some companies are focussing on using recycled aluminium for some of their product range and using it to create a new recognisable brand identity e.g. the ‘REALCAR’ from Novelis and JLR.
ConclusionsInternational brands are responding to their customers who want to know where the aluminium in their products comes from, with an assurance it has been responsibly produced. Traceability of responsibly produced aluminium could help top performers gain sales advantages and exclude high-risk sources. Operators committed to physically traceable aluminium should move to simpler, fixed supply chains and implement tracking software.
Spotlight on sustainability 6www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
Cathode ramming paste is a critical product for primary aluminium smelters. In order to prevent liquid metal and corrosive electrolyte from damaging the inner parts of the cathode lining, a ramming paste, sealing the gaps between and in the periphery around the cathode blocks, is required. Reduced pot life due to early failures of the rammed lining is costly and generates additional spent pot lining (SPL) material, which may seriously affect smelter economics.
Conventional cathode ramming pastes have a coal tar pitch based binder system.
Such binders contain polycyclic aromatic hydrocarbon compounds (PAHs), many of them carcinogenic. When placed on the market, regulation requires such products to be hazard classified as dangerous. Furthermore, coal tar pitch based pastes emit PAHs into the workplace atmosphere during installation and pre-heating, with the risk of worker exposure.
The ELSEAL® Type G product developed by Elkem Carbon is an occupationally and environmentally friendly alternative. It contains no PAHs, nor any other hazardous substances,
is easy to handle, is odourless and there is no PAH emission during use. Thus, workers will not be exposed to these volatile, potentially harmful compounds. The ELSEAL® Type G product has been applied worldwide, at a range of aluminium smelters with success.
The need to substitute coal tar pitch based ramming pastesThe purpose of developing ELSEAL® Type G was to meet the market demand for a ramming paste, which could replace the conventional products, based on coal tar pitch
Greener aluminium production
Stian Madshus, Marketing and Sales Director, Elkem Carbon AS introduces the ELSEAL® TYPE G cathode ramming paste product

Spotlight on sustainability7 www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
binder systems. Coal tar pitch is a complex mixture of PAHs and related compounds. Several of the PAH compounds present in coal tar pitch, such as for instance benzo[a]pyrene, are known carcinogens. Currently, benzo[a]pyrene is used as a marker substance for regulation of PAHs present in several matrixes such as, commercial products, particle emissions, biota, soil and subsurface contamination.
Under the EU/EEA regulation Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH), high temperature coal tar pitch (EC no. 266-028-2/CAS no. 65996-93-2) is listed as a substance of very high concern (SVHC) and is placed on the Candidate list for possible inclusion into the Authorisation list (REACH Annex XIV list). It is likely that inclusion will occur during 2016.
This means that each specifi c use of coal tar pitch will be assessed by the European Chemical Agency and EU Commission following the industry’s mandatory applications for authorisation (AfA). Authorisation for continued use will only be granted in case there exists no viable non-hazardous substitute product (only granted for a certain time-period). For AfAs where there exists no viable alternative, authorisation for continued use during a certain period of time may be granted, based on the outcome of a socio-economic analysis (SEA), i.e. only in those cases where the socio-economic benefi ts are deemed to outweigh the cost of health, safety and
environmental (HSE) risks. With alternative ramming paste products
already on the market, such as ELSEAL® Type G, which are both technically and economically viable, the use of coal tar pitch based ramming pastes risks being restricted in the EU/EEA after a certain date, designated as the “sun-set date” by the REACH regulation. This date will probably be 39 months after inclusion of high temperature coal tar pitch into the Authorisation list. Therefore, it is important for aluminium smelters to qualify and prepare their switch to coal tar pitch free ramming paste products, such as ELSEAL® Type G.
Development and introduction of the ELSEAL® Type G ramming pasteReplacing coal tar pitch in ramming paste has been a key issue for Elkem Carbon, but it has been challenging to fi nd a technically and economically viable alternative. The following ambitious key success criteria were defi ned at the start of the product development project:
r Achieve similar or improved technical properties compared to conventional coal tar pitch based ramming pastes.
r Application of the product should be convenient and give high, even densities with all ramming methods, i.e. manual pneumatic, vibration and rolling action.
r Storage stability – paste should not dry out rapidly. Shelf life above one year also at elevated storage temperatures.
Application of the ELSEAL® Type G ramming paste in the narrow slots between cathode blocks. Picture used with kind permission from the Nordural smelter in Iceland.

Spotlight on sustainability 8www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
r Wide temperature window for ramming paste application.
r Easy handling and odourless – pleasant to work with and no need to use special personal protective equipment.
r Non-hazardous according to regulations, e.g. GHS (Globally Harmonized System of Classifi cation and Labeling of Chemicals), CLP (Classifi cation, Labeling and Packaging of substances and mixtures) and REACH.
r Safe use during handling, pre-heating and start-up.
r Economically viable.
A set of ISO standards as well as in-house evaluation methods were used during the product development phase. It was a clear strategy not to make a completely new product but to rely on more than 25 years proven performance of Elkem Carbon’s concept. This includes the use of selected raw materials for the dry aggregate, production of electrically calcined anthracite (ECA) by proprietary technology and a set of well-established standard operating procedures. The focus was on selection and optimising of the binder system.
The new binder system, which is of a biopolymeric nature, has a slightly lower coke yield compared to coal tar pitch based binders. In spite of this, properties such as density, open porosity and mechanical strength of the ELSEAL® Type G product, are
at the same level as comparable coal tar pitch based products. Volumetric expansion during baking is also an advantageous feature of the ELSEAL® Type G product, thus securing a tight sealing of the rammed lining during pre-heating, start-up and operation during electrolysis.
Sodium induced expansion of carbon cathode materials may lead to cracks. The Rapoport laboratory test, which measures swelling during electrolysis, shows that the binder system in ELSEAL® Type G does not lead to a higher expansion as compared to a coal tar pitch based binder system. In summary, all critical properties as analysed in laboratory scale, were found to be at an appropriate level, thus providing the necessary confi dence to proceed with full-scale tests in electrolysis cells.
Ramming paste is a fresh product and it will deteriorate in standard packaging such as big bags, depending on the storage conditions. It is important to evaluate this behaviour. At an early stage in the product development process, full-scale storage stability tests were therefore initiated. The ELSEAL® Type G product was packed in big bags and stored in a warm room where the temperature was kept at around 45°C. The big bags were sampled with regular intervals. Even at this elevated temperature, the paste was fresh after 12 months storage, and only a 2% reduction in apparent density as compared to newly produced paste, was observed. ELSEAL®
Type G thus has a superior storage stability in warm climate. Coal tar pitch based ramming pastes, on the other hand, will deteriorate signifi cantly when stored at such elevated temperatures for a prolonged period, unless expensive packaging solutions are used.
There are three different densifi cation concepts used during installation of cathode ramming paste, i.e. manual pneumatic ramming, vibration and rolling ramming actions. It is important that a ramming paste can be installed and give a high, even and consistent density with any of these methods. Technical specialists from Elkem Carbon have participated during installation of ELSEAL® Type G at several different smelters covering the different installation methods mentioned. In-situ density samples were taken out during ramming paste installations. Achieved density, homogeneity of the rammed lining and adhesion between rammed layers were found to be appropriate at all smelters regardless of the installation method used. Results showed there is no need to change the standard ramming installation operating procedure when switching from an Elkem Carbon coal tar pitch based paste to ELSEAL® Type G paste.
Signifi cant volumes of ELSEAL® Type G ramming paste have been installed in numerous smelters worldwide. The product has a proven performance during pre-heating, start-up and during the fi rst critical years of operation in both older smelters utilising
Mechanical strength testing of carbon samples. Elkem Carbon laboratory in Kristiansand, Norway.
Occupational hygiene monitoring during pre-heating of pot lined with ELSEAL® Type G. Picture used with kind permission from Hydro Sunndal, Norway.

Spotlight on sustainability9 www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
semi-graphitic and graphitic cathode blocks, as well as in modern high amperage smelters, using graphitized blocks. Several smelters have already switched completely to this coal tar pitch and PAH free alternative, or are in the process of doing so.
Industrial scale studies and occupational hygiene monitoringA true substitute for coal tar pitch based ramming pastes should not only be assessed for its hazard classifi cation, i.e. inherent properties according with GHS and CLP regulations, but should also be assessed for potential hazard and risk of adverse health effects during application and use in the workplace (installation, pre-heating and start-up).
Together with Norsk Hydro, Elkem Carbon has performed an industrial scale study at the Sunndal smelter in Norway looking at the potential occupational inhalation exposure, by continuous static sampling for 24 hours during the baking process (100 – 600°C). The sampling methodology and the semi-quantitative and qualitative chemical analyses were performed by the National Institute of Occupational Health (STAMI) in Oslo, Norway.
The results showed transient peaks of trace concentrations of relatively low molecular weight volatile organic compounds (VOCs) during pre-heating. Seven of the eight compounds confi rmed are hazard classifi ed according to the GHS and CLP substance regulations if present in marketed products.
International and/or national occupational
health workplace atmosphere limits, exist for three of the substances identifi ed. For these three substances, the concentration levels detected showed insignifi cant risk levels for any adverse health effects. Thus, the transient concentrations of the chemical substances identifi ed during the 24 hours of pre-heating, are not expected to cause any harm.
Based on this study and the present experience from a range of smelters, no odour has occurred, no discomfort has been reported and no risk from exposure have been identifi ed during use of the ELSEAL® Type G product.
Looking ahead – a greener production of carbon materialsThe development of the ELSEAL® Type G product represents a signifi cant green step forward. The proven performance of an alternative occupationally and environmentally friendly binder system in a high performance application such as cathode ramming paste, raises interesting questions regarding the feasibility of substituting coal tar pitch based binders also in other applications. Elkem Carbon, being a world-leading producer of carbon products for various applications, is actively pursuing a green strategy, where use of renewable energy, energy recovery systems, off-gas abatement systems, zero dust emission target and lean production philosophy, are integral parts. On the material side, signifi cant R&D resources are dedicated to the pursuit of a substitute for coal tar pitch in a range of products. Based on the promising results
achieved in the development of the ELSEAL® Type G product, Elkem Carbon is making steady progress in this fi eld.
Will there also be a viable alternative to coal tar pitch in anodes for aluminium smelting in the future? r
Regulatory referencesGlobally Harmonized System of classifi cation and labelling of chemicals (GHS). Sixth revised edition. United Nations, 2015. http://www.unece.org/trans/danger/publi/ghs/ghs_rev06/06fi les_e.html
Regulation (EC) No 1907/2006 of the European Parliament and of the Council of 18 December 2006 concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) and subsequent amendments. http://echa.europa.eu/web/guest/regulations/reach/legislation,October 2014.
“CLP”/Regulation (EC) No 1272/2008 of the European Parliament and of the Council of 16 December 2008 on classifi cation, labelling and packaging of substances and mixtures, amending and repealing Directives 67/548/EEC and 1999/45/EC, and amending Regulation (EC) No 1907/2006, and subsequent amendments. http://echa.europa.eu/web/guest/regulations/clp/legislation, October 2014. r
Contact
www.elkem.com
Compaction of ELSEAL® Type G ramming paste in the periphery around the cathode blocks. A rolling action pot-lining machine is used. Picture used with kind permission from the Nordural smelter in Iceland.

10www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
Spotlight on sustainability11 www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
Increased power generation from renewables
Increased intermittency of supply
Can the aluminium smelting industry be part of the solution?
Geoff MatthewsVice president,energia potior limited
Authors: Dr. Linda Wright, Dr. Mark Dorreen, Dr. Pretesh Patel & Geoff Matthews

Spotlight on sustainability 12www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
Increased power generation from renewables
Increased intermittency of supply
Can the aluminium smelting industry be part of the solution?
Dr. Mark DorreenVICE PRESEIDEN - TECHNICAL
ENERGIA POTIOR LIMITED
Authors: Dr. Linda Wright, Dr. Mark Dorreen, Dr. Pretesh Patel & Geoff Matthews

Aluminium International Today AluSolutions 2016: Speaker Supplement
The problemThe problem with the existing aluminium smelting industry is that the process not only requires a massive amount of electricity, but it needs it continuously to keep the electrolysis process running.
Currently, the energy input of a smelter cannot be varied by much more than plus or minus 5%, meaning a smelter essentially operates at full capacity 24/7, 365 days a year, for its entire lifespan.
This maximum-production straight jacket creates some major problems for the industry to cope with;
A. It creates power supply issues for national grids seeking to generate a higher percentage of their electricity from intermittent renewable sources.
B. It has a significant effect on the cost of production for individual smelters, as smelters cannot vary their energy use to match electricity price fluctuations.
C. The industry cannot easily respond to oversupply issues without significant economic disruption, which leads to stockpiling and in-turn to long periods of depressed prices.
Transformative technologyEnPot is a patented new mechanical technology that can be cost effectively retro-fitted to 90% of the world’s aluminium smelters. EnPot breaks the constraints on the current cell designs by opening up the operating energy-use window, fundamentally transforming the way aluminium smelters consume energy during the smelting process.
EnPot gives smelter operators the ability to turn energy consumption up or down by as much as 30% to take advantage of off-peak power prices, as well as accommodating the intermittency associated with renewable power supply.
It has the potential to transform many of the world’s aluminium smelters use of energy, significantly improving their overall financial performance.
How EnPot worksThe EnPot system places up to 60 intricate heat exchangers against the side of each pot and connects them to an external ducting system.
The airflow to each exchanger can be varied by using a series of precisely controlled extractor fans, which allow the exchangers to either act as an air-conditioner to cool the pot, or a thermal blanket to keep the pot warm, depending on what is needed.
With the existing electro-chemical process, increasing production means increasing the amperage through the potlines. This generates excess heat, which needs to be removed from the outside of the pots to prevent pot failure.
Conversely to decrease amperage and slow down production, pots need to be insulated to prevent them from cooling and solidifying.
To do both before now has been impossible. EnPot does not alter the existing electro-
chemical process and is totally non-invasive. For the first time it provides dynamic control of the smelter’s pot-lines, so that production can be increased or decreased.
Proving the technologyEnPot was installed in a partitioned section
of TRIMET Aluminium SE’s smelter in Essen, Germany in June 2014.
“The EnPot technology allows us to dynamically control the heat loss of the pot and therefore maintain heat balance under a wide range of operating conditions,” says Roman Düssel, Production Manager, Electrolysis, TRIMET Aluminium SE, Essen.
“It basically allows us to break the restraints of the current cell design and open up the operating window.
“These results underpin our confidence in the EnPot technology and we are confident we will realise our goal of ± 25% energy usage when we have it on the whole potline,” he says.
More efficient way to produce aluminiumThe EnPot technology could transform the economic outlook and profitability of a large number of the world’s smelters.
The ability to reduce electricity usage during peak price times (or at times of low power generation), and then to make hay while the sun shines by increasing production to utilise cheaper power generation, can lead to a more efficient and profitable way to smelt aluminium.
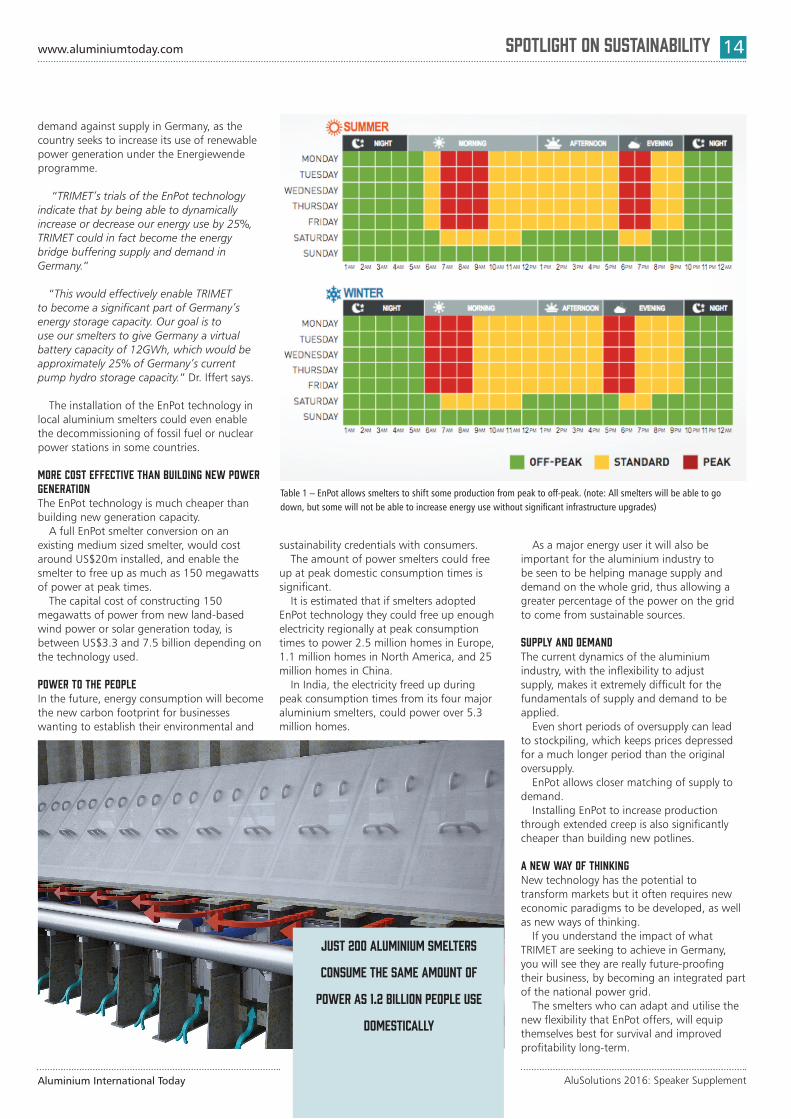
A typical mixed generation national grid has two daily peaks for around five hours a day, with a much longer period of spare capacity, of around 10 hours per day (see table 1).
EnPot technology means aluminium smelters can shift some production from peak to non-peak through modulation (going both up and down), which not only helps relieve stress on national grids, but can lead to an overall reduction in the cost of energy consumed by a smelter, as well as a total increase in production.
From the results proven at TRIMET, EnPot reduced production costs both in the normal operating window, and when using modulation.
In the normal operating mode, power savings were 1.8% (a reduction of 0.25 DC kWh/kg). When modulating, the savings in energy consumption was 7% compared to pots without EnPot (a 1 DC kWh/kg reduction).
If EnPot was fitted to the four German aluminium smelters, the savings could power 45,000 homes in the normal operating mode, and 180,000 in modulation mode.
Part of the solution to intermittent power generationEnPot is “renewable-grid friendly” technology.
Without a solution to the problem of being unable to vary the electricity consumption of smelters, the whole situation of grid stress will only get worse in the short to medium term, as power supply tightens.
Dr. Martin Iffert, CEO of TRIMET Aluminium SE, believes that the EnPot technology could be used like a virtual battery to buffer
While the long-term outlook is for
the planet to generate renewable
energy in abundance, we are at
least two to three decades away
from that becoming a reality
13
Spotlight on sustainability 14www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
demand against supply in Germany, as the country seeks to increase its use of renewable power generation under the Energiewende programme.
“TRIMET’s trials of the EnPot technology
indicate that by being able to dynamically increase or decrease our energy use by 25%, TRIMET could in fact become the energy bridge buffering supply and demand in Germany.”
“This would effectively enable TRIMET to become a significant part of Germany’s energy storage capacity. Our goal is to use our smelters to give Germany a virtual battery capacity of 12GWh, which would be approximately 25% of Germany’s current pump hydro storage capacity.” Dr. Iffert says.
The installation of the EnPot technology in
local aluminium smelters could even enable the decommissioning of fossil fuel or nuclear power stations in some countries.
More cost effective than building new power generationThe EnPot technology is much cheaper than building new generation capacity.
A full EnPot smelter conversion on an existing medium sized smelter, would cost around US$20m installed, and enable the smelter to free up as much as 150 megawatts of power at peak times.
The capital cost of constructing 150 megawatts of power from new land-based wind power or solar generation today, is between US$3.3 and 7.5 billion depending on the technology used.
Power to the peopleIn the future, energy consumption will become the new carbon footprint for businesses wanting to establish their environmental and
sustainability credentials with consumers. The amount of power smelters could free
up at peak domestic consumption times is significant.
It is estimated that if smelters adopted EnPot technology they could free up enough electricity regionally at peak consumption times to power 2.5 million homes in Europe, 1.1 million homes in North America, and 25 million homes in China.
In India, the electricity freed up during peak consumption times from its four major aluminium smelters, could power over 5.3 million homes.
As a major energy user it will also be important for the aluminium industry to be seen to be helping manage supply and demand on the whole grid, thus allowing a greater percentage of the power on the grid to come from sustainable sources.
Supply and demandThe current dynamics of the aluminium industry, with the inflexibility to adjust supply, makes it extremely difficult for the fundamentals of supply and demand to be applied.
Even short periods of oversupply can lead to stockpiling, which keeps prices depressed for a much longer period than the original oversupply.
EnPot allows closer matching of supply to demand.
Installing EnPot to increase production through extended creep is also significantly cheaper than building new potlines.
A new way of thinkingNew technology has the potential to transform markets but it often requires new economic paradigms to be developed, as well as new ways of thinking.
If you understand the impact of what TRIMET are seeking to achieve in Germany, you will see they are really future-proofing their business, by becoming an integrated part of the national power grid.
The smelters who can adapt and utilise the new flexibility that EnPot offers, will equip themselves best for survival and improved profitability long-term.
Table 1 – EnPot allows smelters to shift some production from peak to off-peak. (note: All smelters will be able to go down, but some will not be able to increase energy use without significant infrastructure upgrades)
Just 200 aluminium smelters
consume the same amount of
power as 1.2 billion people use
domestically

ASI PANEL15 www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
Enhancing long-term drivers for sustainability
The Aluminium Stewardship Initiative (ASI) is a standards setting and certification organisation that recognises and fosters the responsible production, sourcing and stewardship of aluminium. As a member-based, global initiative, ASI is the result of producers, users and stakeholders in the aluminium value chain coming together to build consensus on ‘responsible aluminium’.
Dr Fiona Solomon, Executive Director, ASI
ASI PANEL 16
AluSolutions 2016: Speaker Supplement
ASI is developing an independent third party certification programme to ensure sustainability and human rights principles are increasingly embedded in aluminium production, use and recycling. In doing so, ASI continues to seek engagement with commercial entities and stakeholders in the aluminium value chain from across the world.
A potted history of ASIASI has been built on the strong foundation and continued work on aluminium sustainability and material stewardship by companies and industry organisations for many years. In fact it is a measure of the industry’s leadership on these issues that such significant progress has been made.
ASI’s own history began in 2009, when a global group of stakeholders from the aluminium industry, civil society, research and policy organisations, and industrial users of aluminium products convened. The group discussed challenges, opportunities and needs facing the aluminium value chain as a whole and a formal study was commissioned.
This resulted in a report, the Responsible Aluminium Scoping Phase Main Report, by Track Record, which summarised the industry’s environmental, social and governance sustainability-related risks and opportunities. The report also underscored the need for an international multi-stakeholder approach that could complement existing sustainability programmes throughout the aluminium industry. This finding ultimately led to the establishment of ASI.
At the end of 2012, the companies supporting the idea of an ‘ASI’ invited IUCN to be the host and coordinator for a standard-setting process to address key sustainability issues in the value chain. IUCN convened a multi-stakeholder Standards Setting Group (SSG) and co-ordinated the process from January 2013 to August 2015, resulting in the launch of version 1 of the ASI Performance Standard in December 2014.
The supporting companies then agreed to take the next step to seek formalisation of ASI as a standards body for the purposes of developing an independent, third-party certification programme. In March 2015, ASI appointed its first Executive Director, and in June 2015 the Aluminium Stewardship Initiative Ltd was incorporated as a non-profit membership organisation. ASI has since been working on developing both its governance model and its technical approach, with strong participation from a growing membership. It is anticipated that the ASI Certification programme will be formally launched at the end of 2017.
ASI’s StandardsASI’s Performance Standard covers critical issues for the entire aluminium value chain, including biodiversity management in mining, indigenous people’s rights, greenhouse gas
emissions, waste management including spent pot lining (SPL) and bauxite residue, and material stewardship, particularly for downstream users of aluminium.
A Chain of Custody standard is also in development, to link responsible production with responsible sourcing and support increased emphasis on sustainability in procurement practices. During 2016, there will be opportunities for public comment on the next draft of this standard. A new Standards Committee is being convened that will oversee the finalisation of the standard.
Both of ASI’s standards are designed to be applicable internationally to all stages of aluminium production and transformation, specifically: Bauxite mining, alumina refining, primary aluminium production, semi-fabrication (rolling, extrusion, forging and foundry), material conversion, and refining and re-melting of recycled scrap, as well as material stewardship criteria relevant to consumer and commercial product design and manufacture.
Like all voluntary standards and certification initiatives, ASI’s standards aim to provide a benefit to participants and users of ASI Certification. These include to:
r Enable the aluminium industry to demonstrate responsibility and provide independent and credible assurance of performance;
r Reinforce and promote consumer and stakeholder confidence in aluminium products;
r Reduce reputational risks concerning aluminium and aluminium industry players; and
r Address the needs by downstream industrial users and consumers for responsible sourcing of aluminium.
Certification relies an on assurance model that includes independent third party audits. Throughout 2016 and 2017 ASI will develop and test its assurance model for the ASI Performance Standard and the Chain of Custody Standard. After the development and testing phase is successfully completed, the ASI Certification programme will commence.
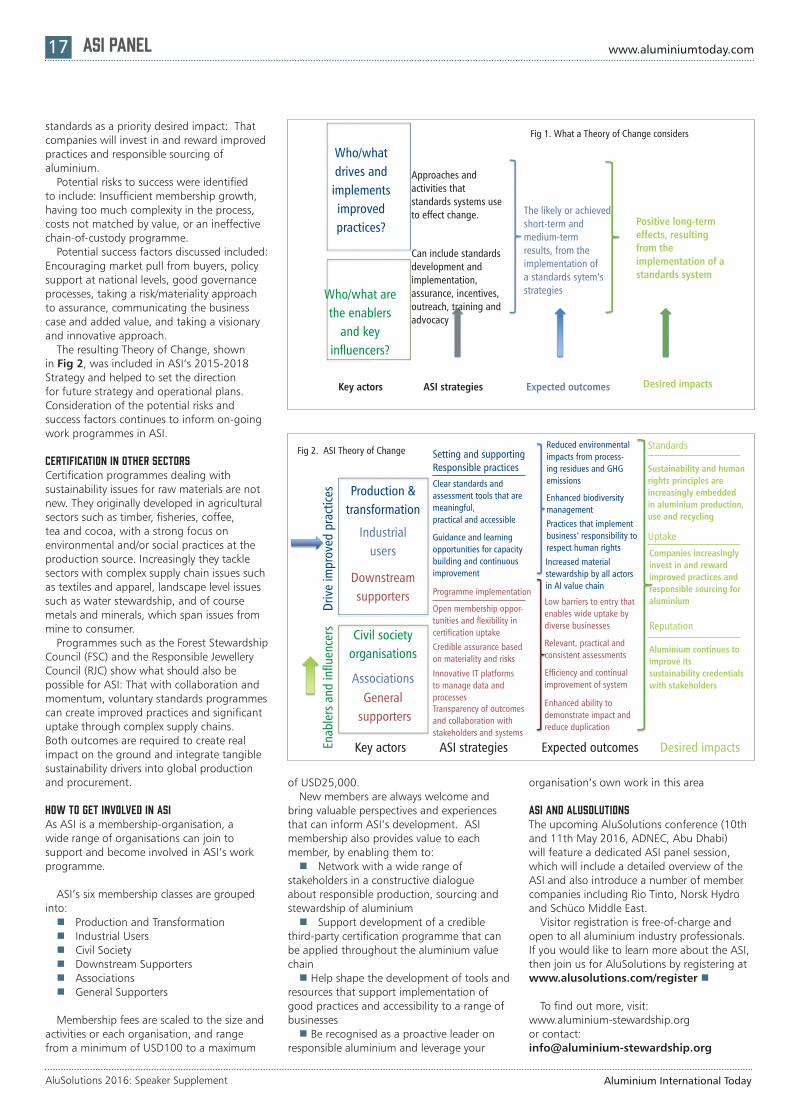
ASI’s Theory of ChangeDuring 2015, ASI worked on its ‘theory of change’ to define intended long-term impacts, short and medium-term outcomes, and supporting strategies to achieve them. Developing a theory of change is an important step in setting up a standards system, to inform the design of the programme and establish ways to monitor and evaluate its impacts over time. Key questions to consider are highlighted in Fig 1.
The multi-stakeholder Standards Setting Group, convened under IUCN, workshopped a draft theory of change with ASI during its July 2015 meetings. Participants were very strongly focused on uptake of the ASI’s
ASI:Vision, Mission and Values
Vision:
To maximise the contribution
of aluminium to a sustainable
society
Mission:
To recognise and
collaboratively foster
responsible production,
sourcing and stewardship of
aluminium
Values:
rBeing inclusive in our
work and decision making
processes by promoting and
enabling the participation of
representatives of all relevant
stakeholders groups
rEncouraging uptake
throughout the bauxite,
alumina and aluminium
value chain, from mine to
downstream users
rAdvancing material
stewardship as a shared
responsibility in the lifecycle
of aluminium from extraction,
production, use and recycling.
ASI PANEL17 www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
standards as a priority desired impact: That companies will invest in and reward improved practices and responsible sourcing of aluminium.
Potential risks to success were identified to include: Insufficient membership growth, having too much complexity in the process, costs not matched by value, or an ineffective chain-of-custody programme.
Potential success factors discussed included: Encouraging market pull from buyers, policy support at national levels, good governance processes, taking a risk/materiality approach to assurance, communicating the business case and added value, and taking a visionary and innovative approach.
The resulting Theory of Change, shown in Fig 2, was included in ASI’s 2015-2018 Strategy and helped to set the direction for future strategy and operational plans. Consideration of the potential risks and success factors continues to inform on-going work programmes in ASI.
Certification in other sectorsCertification programmes dealing with sustainability issues for raw materials are not new. They originally developed in agricultural sectors such as timber, fisheries, coffee, tea and cocoa, with a strong focus on environmental and/or social practices at the production source. Increasingly they tackle sectors with complex supply chain issues such as textiles and apparel, landscape level issues such as water stewardship, and of course metals and minerals, which span issues from mine to consumer.
Programmes such as the Forest Stewardship Council (FSC) and the Responsible Jewellery Council (RJC) show what should also be possible for ASI: That with collaboration and momentum, voluntary standards programmes can create improved practices and significant uptake through complex supply chains. Both outcomes are required to create real impact on the ground and integrate tangible sustainability drivers into global production and procurement.
How to get involved in ASIAs ASI is a membership-organisation, a wide range of organisations can join to support and become involved in ASI’s work programme.
ASI’s six membership classes are grouped into:
r Production and Transformationr Industrial Usersr Civil Societyr Downstream Supportersr Associationsr General Supporters
Membership fees are scaled to the size and activities or each organisation, and range from a minimum of USD100 to a maximum
Who/what drives and implements improved practices?
Who/what are the enablers
and key influencers?
Approaches and activities that standards systems use to effect change. The likely or achieved
short-term and medium-term results, from the implementation of a standards sytem’s strategies
Positive long-term effects, resulting from the implementation of a standards system
Can include standards development and implementation, assurance, incentives, outreach, training and advocacy
Desired impactsExpected outcomesASI strategiesKey actors
Fig 1. What a Theory of Change considers
Production & transformation
Driv
e im
prov
ed p
ract
ices
Enab
lers
and
influ
ence
rs Civil society organisations
Industrial users
Associations
Key actors ASI strategies Expected outcomes Desired impacts
Downstream supporters
General supporters
Setting and supporting Responsible practices
Standards
Uptake
Reputation
Programme implementation
Clear standards and assessment tools that are meaningful, practical and accessible
Reduced environmental impacts from process-ing residues and GHG emissions
Sustainability and human rights principles are increasingly embedded in aluminium production, use and recycling
Companies increasingly invest in and reward improved practices and responsible sourcing for aluminium
Aluminium continues to improve its sustainability credentials with stakeholders
Enhanced biodiversity management
Practices that implement business’ responsibility to respect human rights
Increased material stewardship by all actorsin Al value chain
Guidance and learning opportunities for capacity building and continuousimprovement
Open membership oppor-tunities and flexibility in certification uptake
Low barriers to entry that enables wide uptake by diverse businesses
Relevant, practical and consistent assessments
Efficiency and continual improvement of system
Enhanced ability to demonstrate impact and reduce duplication
Credible assurance based on materiality and risks
Innovative IT platforms to manage data and processesTransparency of outcomes and collaboration with stakeholders and systems
Fig 2. ASI Theory of Change
of USD25,000.New members are always welcome and
bring valuable perspectives and experiences that can inform ASI’s development. ASI membership also provides value to each member, by enabling them to:
r Network with a wide range of stakeholders in a constructive dialogue about responsible production, sourcing and stewardship of aluminium
r Support development of a credible third-party certification programme that can be applied throughout the aluminium value chain
r Help shape the development of tools and resources that support implementation of good practices and accessibility to a range of businesses
r Be recognised as a proactive leader on responsible aluminium and leverage your
organisation’s own work in this area
ASI and AluSolutionsThe upcoming AluSolutions conference (10th and 11th May 2016, ADNEC, Abu Dhabi) will feature a dedicated ASI panel session, which will include a detailed overview of the ASI and also introduce a number of member companies including Rio Tinto, Norsk Hydro and Schüco Middle East.
Visitor registration is free-of-charge and open to all aluminium industry professionals. If you would like to learn more about the ASI, then join us for AluSolutions by registering atwww.alusolutions.com/register r
To find out more, visit:
www.aluminium-stewardship.org or contact:[email protected]

ASI PANEL 18www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
RUSAL, a leading global aluminium producer accounting for approximately 6% of global aluminium production and 7% of global alumina production in 2015, is proud to supply aluminium using renewable hydro power from existing resources in Siberian Russia. As such, the company has one of the lowest carbon footprints in the sector globally. Since 1990, RUSAL has more than halved direct emissions from smelters, and continues to increase its share of energy from hydro and other renewable energy sources. Today, more than 90% of RUSAL’s aluminium production is sourced from clean and renewable
hydropower. The company will continue to further improve its carbon footprint and aims to achieve 100% of its energy mix from non-carbon power for its aluminium production.
Today RUSAL is vertically integrated to a high degree, having secured substantial bauxite and alumina production capacity. RUSAL’s assets include over 40 smelters and production facilities in 13 countries, across five continents and employs 61,000 people. The company’s current capacity is 4.5 million tonnes of aluminium, 15.3 million tonnes of alumina and 22.3 million tonnes of bauxite. The company is currently focusing on further
strengthening its competitive advantages, including its considerable raw material base, access to renewable energy sources, proprietary R&D capabilities and proximity to key markets. Value added products account for about half of total metal produced. It is worth highlighting that RUSAL puts employee safety as its top priority - between 2011- 2015, total investment in employee safety was priced at USD 278,5 million. In 2015, 31 audits were carried out at the company’s sites as part of the OHSAS 18001:2007 certification process; LTAR at RUSAL is one of the best in the aluminum industry.
Sustainable futurebuilt on renewable energy
Jerome Lucaes,UC RUSAL, Marketing Director, Sustainability

19
Aluminium International Today AluSolutions 2016: Speaker Supplement
The importance of RUSAL’s social mission and CSR strategy, which supports the sustainable development in our regions of operation, is demonstrated by the company’s special attention to the development of local initiatives working together with a wide range of stakeholders, including public authorities, social institutions and active citizens. RUSAL’s social investments, amounted at USD11 million in 2015, are based on the principles of our long-term strategy, maximum efficiency, systemic partnerships, equal opportunities and qualitative improvements. Social and charity programmes cover Africa, Central America, Europe, Russia and CIS countries. RUSAL’s Sustainability reporting is fulfilled in accordance with the GRI Sustainability Reporting Guidelines G4 and principles of the UN Global Compact.
Noticeably, RUSAL is widely recognized in both Russia and globally as one of the best CSR companies for its long-running and effective social programmes and the Company shares its CSR experience with other large national and international companies
and governmental agencies. As an example, RUSAL’s New Year’s charity campaign, “We believe in a miracle, we create a miracle!” won the ‘Champions of good deeds’ national competition, which was organised by the Russian Managers Association, the Civic Chamber of Moscow and National Council on Corporate Volunteering. The campaign was also named the winner in the ‘Best project, implemented in partnership with other business’ category of the ‘Leaders in Corporate Philanthropy’ national competition.
One of RUSAL’s most significant global initiatives are the implementation of a large-scale campaign to check the global spreading of the Ebola virus. In November 2014, the company started to construct the ‘Centre for epidemic and microbiological research and treatment’ in the Kindia administrative region of the Republic of Guinea. As such, RUSAL became the only public company globally to initiate a major construction project to help fight the spread of Ebola. The company’s investment in the construction of the Centre amounts to over USD10 million;
the construction was completed in a record 50 days. The Centre is located at the former Soviet-Guinean Institute Pasteur in Kindia and is among the most modern centres built to combat viral diseases in West Africa. The Centre’s premises include an infection hospital, a provisional hospital, a mobile laboratory and a blood and plasma transfusion department with a laboratory. The opening ceremony took place on 17 January 2015 and was attended by a high level of representatives and was headed by the President of Guinea, Alpha Conde. RUSAL continues to support blood plasma research to create lifesaving vaccines.
RUSAL is pleased that its production discipline and focus on modernisation and sustainable development has been recognised globally. In 2013 Oleg Deripaska, RUSAL’s President, was named Aluminium Industry Ambassador of the Year. Mr Deripaska was said “to take it upon himself to lead attempts among aluminium producers across the world to reduce the level of excess stock overhanging the market by cutting production at Moscow-
RUSAL keeps considering a more efficient way for the entire industry to reduce its carbon footprint through efficient
carbon pricing mechanisms, applicable worldwide.
ASI PANEL

ASI PANEL 20
Aluminium International Today AluSolutions 2016: Speaker Supplement
based UC RUSAL.” According to Metal Bulletin, this has subsequently commenced the closures of inefficient and un-eco-friendly production lines, going some way to further address the problem of overcapacity in the industry. The publication states: “Deripaska has undoubtedly played a key role in the wider aluminium market, by shaping and leading a global debate and making the case for reform of an industry”.
Since then, on the supply side, the industry has been witnessing significant capacity adjustments as unprofitable capacity was curtailed whilst at the same time previously committed expansion projects came on stream and no significant expansions going forward. At the same time, LME stocks have been declining. RUSAL forecasts that the ex-China market deficit will widen to 2.4 million tonnes in 2016 from 1.2 million tonnes in 2015.
Along with, COP 21 in Paris pushed the global community and business to rethink their overall approach to mitigate climate change. With the conclusion of the Paris Treaty, carbon emissions and the issues
associated with it, it will gain more and more attention from various stakeholders and RUSAL remains committed to sustainable aluminium production. For RUSAL, sustainable development means taking a long-term view and adopting a sophisticated strategic approach across all business areas for a safe and prosperous future. Such development is based on a number of pillars: Labour safety, environmental stewardship, clean energy, innovation and social investment. The company is also pushing forward the values of sustainable production and consumption.
Recently this approach has been acknowledged by Platts who named RUSAL ‘The Industry Leader in Aluminium’ at their 2016 Global Metals Awards. The award highlighted RUSAL’s achievements over recent years including successful aluminium production cost reduction, cost controls and a commitment to production discipline despite the backdrop of a challenging market environment. But more importantly, a special recognition was given to the contribution RUSAL makes to combat global warming. Reducing GHG emissions has been made possible thanks to the modernisation of RUSAL’s enterprises: Implementation of the alumina point feeder which reduces the frequency of the anode effect, improvements of the reduction technology and actions taken to improve the energy efficiency of production. RUSAL also works on the
introduction of an inert anode. Upon successful completion of the tests, the company will set out to transfer its entire aluminium production to this technology, which will help to completely eliminate the emission of CO
2 and other polluting substances.
As part of RUSAL’s sustainable commitment, the company joined the Aluminium Stewardship Initiative in December 2015 with a view to take part in developing global sustainability standards for international applications in the aluminium value chain. Development of a standard that would be an international benchmark for procurement will significantly contribute to further sustainability improvement for the whole industry, making aluminium the metal of choice in the 21st century.
The standard creates an opportunity to differentiate materials, recognising those which were produced according to the standards, with a stamp on the relevant products. This then creates a new market for suppliers and customers who will produce and buy these products. It is great that RUSAL has been accepted as an ASI member and has got a chance to contribute to the development and implementation of such a standard. As a result, RUSAL keeps considering a more efficient way for the entire industry to reduce its carbon footprint through efficient carbon pricing mechanisms, applicable worldwide.
RUSAL keeps considering a more efficient way for the entire industry to reduce its carbon footprint through efficient
carbon pricing mechanisms, applicable worldwide.
ASI PANEL21 www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
European aluminium’s industry vision of the future: A sustainability roadmap towards 2025
By SANDRO STARITA,EHS & Sustainability Director

ASI PANEL 22www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
Aluminium is the material of choice to many of the societal needs and economic challenges facing Europe as we seek to rebuild a competitive industrial sector, and it is also a key enabler of our transition to a low carbon, resource-efficient and circular economy.
To empower our industry to live up to its full potential and contribute to a more sustainable future, the European aluminium industry developed a Sustainability Roadmap to 2025, publicly launched in April 2015 in Brussels in front of more than 200 stakeholders.
In a nutshell, the Sustainability Roadmap is a voluntary programme of ambitious targets and commitments that go beyond legislative requirements, reflecting our industry’s forward-thinking approach to evolve and its commitment to action over the next decade, and beyond. It is structured along three main areas, “Responsible production for Environmental Protection,” “Innovative applications for Sustainable Lifestyles” and “Socio-economic contribution for a Sustainable Society,” with specific objectives supported by action plans.
The launch of the Roadmap coincides and fully aligns with important milestones in the fields of global sustainability:
The UN Sustainable Developments Goals post-2015 and the adoption of the new climate agreement at the COP21. The same is true at European level, where the debate on the circular economy, and the need to turn wastes into resources, is at the forefront together with the update of, the already ambitious, measures to fight climate change. We believe that circular economy is one of the greatest opportunities we have to remedy our planet's problems.
It is a new way to rethink and build a new economy model, our ways of producing and consuming. The sustainability roadmap is a clear commitment to support a new business model that would reconcile sustainability and growth objectives in Europe.
In fact, Mr. Vella, EU Commissioner for Environment, Maritime Affairs and Fisheries, stated during a public event organised by European Aluminium, “we are on similar wavelengths here. Your Sustainability Roadmap for the Aluminium Industry for 2025 and the Aluminium 2050 Roadmap to a Low-Carbon Europe both apply the principles of a circular economic model.”
In this context, over the course of 2016, European Aluminium joined the Aluminium Stewardship Initiative (ASI) as an associated member. Launched in 2012 to foster greater sustainability and transparency throughout the aluminium industry, the ASI is working on a certification programme for the whole aluminium value chain. This, further than ensuring representation of the full European aluminium industry in this important exercise, will allow to fully align and exploit the synergies between the Sustainability Roadmap and ASI on various relevant aspects, for example responsible sourcing,
energy efficiency, circular economy and social dimension.
The objectives and targets of the roadmap are built on a proven track record of continuous self-improvement, demonstrated by the Sustainable Development Indicators (SDIs), which have been in place since the late 1990s. They testify that the aluminium sector operating in Europe has reduced its own CO2 emissions by more than 50% and PFCs emissions by 90% based on 1990 levels. Other notable improvements have been made, including a reduction by almost 80% in the Total Recordable Incident rate (TRI) and a doubling of the training hours per person per year.
The activity of collecting and reporting strong and accurate data has a crucial importance in the implementation phase: At the same time it allows close monitoring and reporting of the progress towards the target, which can promptly indicate the need for corrective actions, and it creates a positive peer pressure which ensures engagement and commitment from the membership within the industry and towards the external world.
Gerd Götz, Director General of European Aluminium, stressed, “Europe must stand up for the aluminium industry as a champion of a sustainable and prosperous future. With the Sustainability Roadmap we look forward to continuing our dialogue with the EU on how to make this happen.”
Reindustrialisation will depend on research and innovation, energy efficiency and renewable energy, as well as on recycling. The Roadmap’s targets closely reflect these enabling factors.
Being able to deliver on aluminium’s potential, however, depends on operating in the right conditions. EU decision-makers have a pivotal role to play in unlocking the sector’s potential. There must be strong alignment of EU industrial, climate and energy policies, as high-energy costs continue to jeopardise primary production of aluminium in Europe. The ever-increasing export of scrap to outside the EU affects the recycling industry, and obstructs our transition to a circular economy.
The Sustainability Roadmap is the result of intense discussion and collaborative thinking among European Aluminium’s members across the whole value chain, as well as with key stakeholders such as EU decision-makers, customers and NGOs. Our industry operates strategically in industrial clusters and never isolated from key sectors such as transport, buildings, aerospace, packaging at European and global scales. Together we develop business models and products that promote sustainable practices and real greenhouse gas emissions reductions. With our members, we will maintain a continuous dialogue with the full spectrum of our stakeholders to discuss further improvements and actions.
Following the launch of the Sustainability Roadmap, the industry has embarked on developing action plans and implementing
proposals in order to enact its ambitions and achieve its targets, looking for new solutions of the existing problems, and ensuring the exchange of best practices among the members.
Progress will be regularly monitored and transparently reported along the way, continuing the regular publication of the Sustainability Development Indicators.
Dialogue with relevant stakeholders will be ensured at all levels, from the operational and target-specific to the overall strategic direction.
A comprehensive mid-journey evaluation of the progress towards the targets set in the Sustainability Roadmap is planned for 2020. In the meantime, European Aluminium will continue to present the Sustainability Roadmap also at international level, as in Abu Dhabi for AluSolutions 2016, the global forum on sustainability in the aluminium industry.
In fact, we believe that other world regions may benefit from this European experience, and we look forward to cooperating together towards a common vision and journey towards a sustainable future, including production, transformation and use of this wonderful material, and overall business practices.
The Sustainability Roadmap in detail:1. Sustainable and eco-friendly productionThis area champions the importance
of sustainable, environmentally friendly production for Europe. It sets ambitious targets on the use of resources, the management of water and industrial waste, and contributes to the overall protection of the environment.
2. Innovative products for sustainable lifestyles
This area covers the main applications of aluminium, in the automotive and transport, building and packaging sectors. Targets are set in order to fully express the potential of aluminium’s properties in these applications. In addition, the industry commits to actively contributing to the phase-out of the landfilling of aluminium recyclable waste, through market-specific recycling action plans.
3. Social as well as economic impactThis area includes targets for interacting
both with the workforce and with broader society, in terms of employee welfare (including employee development; health and safety) and social engagement (including value sharing with local communities).
For more information: www.european-aluminium.eu/policy-areas/sustainability/

DOWNSTREAM DEVELOPMENT23 www.aluminiumtoday.com
Aluminium International Today AluSolutions 2016: Speaker Supplement
Jaguar Land Rover - World leaders in aluminium
Max Weber,Product and Pricing Manager, Jaguar Land Rover
introduced delegates to the ‘REALCAR’
ARTICLE By Adrian Tautscher, Group Leader Sustainable Aluminium Strategies (Case Study extract from Innovate UK Delivery Plan 2016/17)

DOWNSTREAM DEVELOPMENT 24
Aluminium International Today
REALCAR, a Jaguar Land Rover-led project, assisted by Innovate UK, is enabling the manufacturer to make up to 50% of the bodywork of its Jaguar XE from recycled aluminium.
The REALCAR (REcycled ALuminium CAR) project aimed to develop a new strategy to significantly increase the amount of recycled aluminium that could be used in vehicle manufacture. A range of aluminium alloys and recycled sources were assessed, resulting in the development of a new aluminium alloy – RC5754 – that is not only better for the environment, but can also be used by other transport sector producers. Introducing the new alloy is helping reduce Jaguar’s cost base and created a ‘circular economy’ business model that provides wider sustainability benefits. Innovate UK contributed around 69% of the funding towards the £2m project. Six other organisations were involved – Novelis, Zyomax, Norton Aluminium, Stadco, Brunel University and Innoval Technology – ensuring there was a fully integrated value chain.
A follow-up project, REALCAR 2, has been exploring wider recycling opportunities, including recycled aluminium from post-consumer sources. “The Jaguar XE is the first car in the world to make volume use of this new structural aluminium grade,” said Adrian Tautscher from Jaguar Land Rover Materials Engineering. “Using it to build future Jaguar and Land Rover models is taking us a significant step towards our goal of 75% recycled aluminium content in our vehicle body structures by 2020.”

SORTING & RECYCLING25 www.aluminiumtoday.com
AluSolutions 2016: Speaker Supplement
Automated Sorting Technologyfor Aluminum Recycling
Aluminium as an infinite resource for many industries around the globe, is a great example for a circular economy in which materials are being reutilised and primary resources are being saved. Multiple car manufacturers including Ford and Land Rover have decided to utilise more and more aluminium due to its properties as being lightweight and durable, which will further drive the aluminium demand. The demand for aluminium has drastically risen within the past decades and its growth is expected to continue. This leads to the big question, how the growing demand and market requirements for more sustainable products can be met? The need to find alternative sources of supply is inevitable. The answer
By Sebastian Ebers,sales engineer, middle east
is simple: Only through recycling of used aluminium will it be possible to meet all requirements.
Recycling has become an essential element of many industries worldwide, and started to positively impact businesses dealing with aluminium. Especially within the aluminium processing industry, the advantages of

SORTING & RECYCLING 26www.aluminiumtoday.com
AluSolutions 2016: Speaker Supplement
1. Feeding of unsorted material2. X-ray camera3. X-ray source4. Separation chamber
1
2
3
4
Aluminium scrap from pre-process (Twitch, Taint/Tabor,...)
Screening
10-40mm
High-purityaluminium
High-purityaluminium
High-alloyed aluminium & free
heavy metals
High-alloyed aluminium & free
heavy metals
40-100mm
XTRACT XTRACT
recycling are pretty obvious. Remelting of used aluminium saves up to 95% of the energy, which would be needed to produce the primary product. Furthermore one ton of recycled aluminium saves approximately 1.37t bauxite residue, 9.8t CO2 equivalent and 64kg SO2 emissions. Another great advantage is the fact that aluminium can be recycled and re-used as often as necessary without any loss of properties and characteristics unlike plastic or other materials.
Remelters and refiners require high and specific qualities of aluminium scrap for their production. In order to achieve less contaminations in form of alloying elements such as zinc and copper, a clear trend which was visible the past few years. Remelters started processing and sorting their own scrap in order to control the quality on a consistent basis without relying on suppliers. This way they were able to purchase lower quality scrap cheaper instead of paying a premium price for high quality scrap.
In the past, sorting of aluminium was done manually or by dense media separation, which lead to problems like water pollution, inconsistent qualities as well as throughput limitations and the inability to identify certain alloys. The solution to avoid all these issues is the utilisation of the latest automated sorting technology. TOMRA as the leading supplier of sorting equipment for a multitude of different industries, has developed the X-TRACT, an X-ray transmission system which is capable of identifying different materials based on their density characteristics.
There are many different sources of recycled aluminium with different contamination levels, for example aluminium sheet, aluminium profiles, used beverage cans, aluminium from bottom ash and aluminium from car shredders. In general two main groups of input compositions are specified, “Twitch” (Mix of cast and wrought aluminium) and “Taint/Tabor” (Mixed alloys of aluminium sheet) which needs to be upgraded and cleaned from free heavy metals and alloys with high zinc or copper content. The overall zinc and copper content in cast aluminium is higher than in wrought
aluminium and during the shredding process the brittle cast aluminium tends to accumulate in the smaller grain sizes which makes it more difficult to separate.
In order to reach the most efficient sorting results, the material should be screened first to homogenises the grain size before it is fed onto the X-TRACT. The general rule is to have a ratio of max. 1:4 between the smallest and largest part in order to avoid material overlapping and reduce over-sorting of good material. Furthermore the fines below 10mm
should be screened out prior to feeding the material to the X-TRACT. Once this is done, the material is transported
on the acceleration belt and scanned by a sensor system to identify the atomic density, shape, conductivity and other properties as well as the exact position of each object. This information is sent to the valve block, which uses high pressure air jets to eject the impurities for example alloys and free heavies that contain zinc or copper into a bunker or belt.
Final qualities can depend strongly on two factors, the input material (cast vs. wrought aluminium) and the grain size distribution. From customers experiences, we have seen that it is possible to reduce the Zinc content from 0,8% to 0,02% and the copper content from 0,16% to 0.03% for an aluminium sheet fraction. These qualities will guarantee a premium infeed to their smelting ovens and a cost saving alternative to primary aluminium. TOMRA Sorting offers the possibility to run a free test with your material to evaluate the performance of the machine and to ensure
that your requirements are met. Through in-house R&D and extensive testing TOMRA Sorting is able to deliver a machine, which stands for reliability and performance. The X-TRACT produces a consistent high quality with increased throughputs that lead to a reduction in operational costs as well as aluminium purities of up to 98-99%. This results in new and cheaper sources of material by separating aluminium alloys and heavy metals
The advantages of TOMRA´s aluminium sorting solutions are convincing and therefore more than 60 X-TRACTS in the recycling aluminium industry worldwide are already installed. Many more companies are planning to close the loop to a more sustainable future with the help of sensor-based sorting.
For further information please contact: [email protected]


















