26
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016 Amine Plant Energy Requirements & Items impacting the SRU 10 October 2016
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
Amine Plant Energy Requirements & Items impacting the SRU
10 October 2016

ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
2
Agenda AGRU energy needs Amine energy requirements
– Regeneration – Processing effects
Leanness required – Determine required
leanness – Over stripping
Energy sources – In amine system – Sulphur conversion waste
heat loss due to AGRU
SRU energy supply Waste heat
– Reactor – Incinerator
in excess of SRU/TGT needs, Is there more to save?
Optimisation dependent on operating conditions All quoted figures are indicative

ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
3
0
500
1,000
1,500
2,000
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Typical Solvent loading (mol/mol)
Pres
sure
(mba
ra)
Equilibrium partial pressure of H2S Typical amine solvent
Amine closed system – chemical reaction
The amine solvent loading is set by temperature and partial pressure of H2S and CO2 in a certain %wt amine solvent, determined by equilibrium, kinetics and the mass transfer between gas and liquid phase
Absorption Low temp, high - low pressure Low solvent equilibrium partial pressure at solvent inlet, mass transfer of the acid components from gas to solvent phase, kinetics role
Regenerator temperature, typical 115 °C < T < 140 °C
Regenerator pressure, typical 1.5 < p < 2.5 bara
Regeneration Operation: High temp, low pressure High solvent equilibrium partial pressure at solvent inlet , mass transfer acid component from solvent to gas phase
Absorber temperature, typical 30 °C < T < 65 °C
Absorber pressure, typical 1.1 < p < 100 bara

ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
4
Amine energy consumers Solvent regeneration heat
Reboiler steam 75 – 95 % of energy consumption in amine system Several components require energy (heat)
o Desorption o Heating of solvent to regenerator bottom condition o Internal generation of steam in regenerator reboiler
Heating medium: low pressure steam, also because of the constraint of thermal degradation of the amine at high temperature
Solvent circulation pumps Remainder of total energy consumption depending on pressure differential and solvent properties
Air cooling is a minor energy consumer compared to other energy consumers
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
5
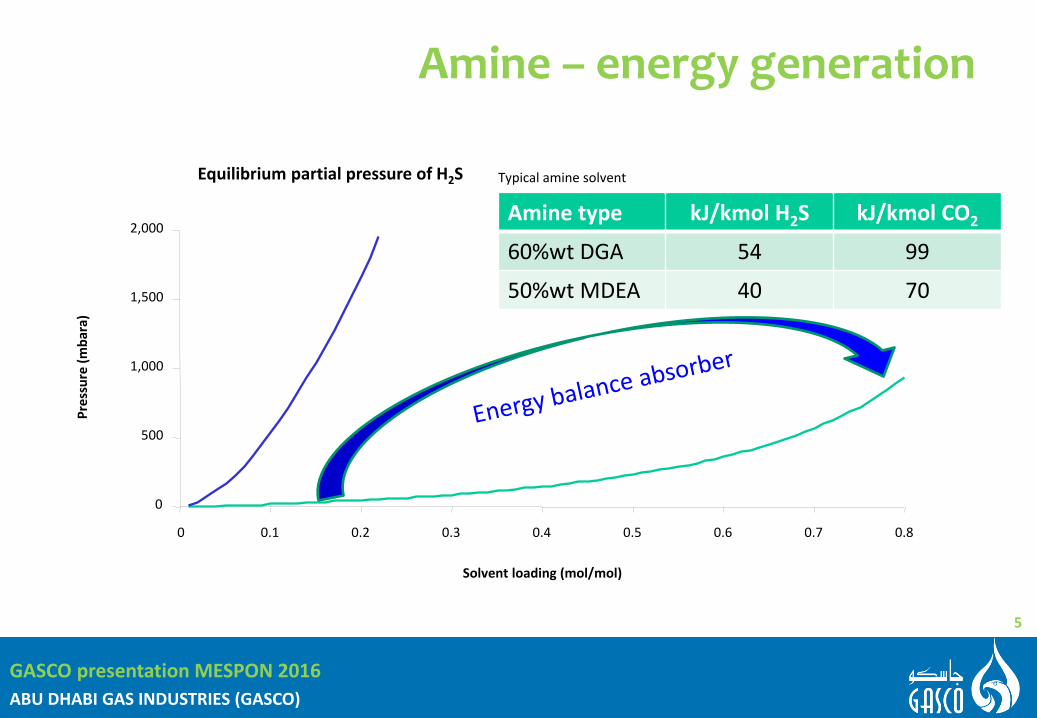
Amine – energy generation
0
500
1,000
1,500
2,000
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Solvent loading (mol/mol)
Pres
sure
(mba
ra)
Typical amine solvent
Amine type kJ/kmol H2S kJ/kmol CO2
60%wt DGA 54 99
50%wt MDEA 40 70
Equilibrium partial pressure of H2S

ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
6
Feed gas
Sweet gas
Lean solvent
Msweet, Cpsweet, Tsweet
heat
of a
bsor
ptio
n Mlean, Cplean, Tlean
Mfeed, Tfeed, Cpfeed
Mrich, Cprich, Trich
Absorber Heat (Enthalpy) Balance
Rich solvent
Heat of absorption (energy make) determined by: • Solvent type
o Cp (for energy balance) • Amine type • Solvent %wt amine • Type of treating
o selectivity o other components removal
• Feed gas pressure • Feed gas composition - Cp • Lean solvent temperature
o prevention HC condensation criteria • Feed gas acid content • Sweet gas specification
In principle independent of type of internals unless heat distributions is hampered The maximum temperature is usually above the bottom tray Heat of absorption is larger when the loading is smaller, thus not a constant!
Trich > Tsweet
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
7
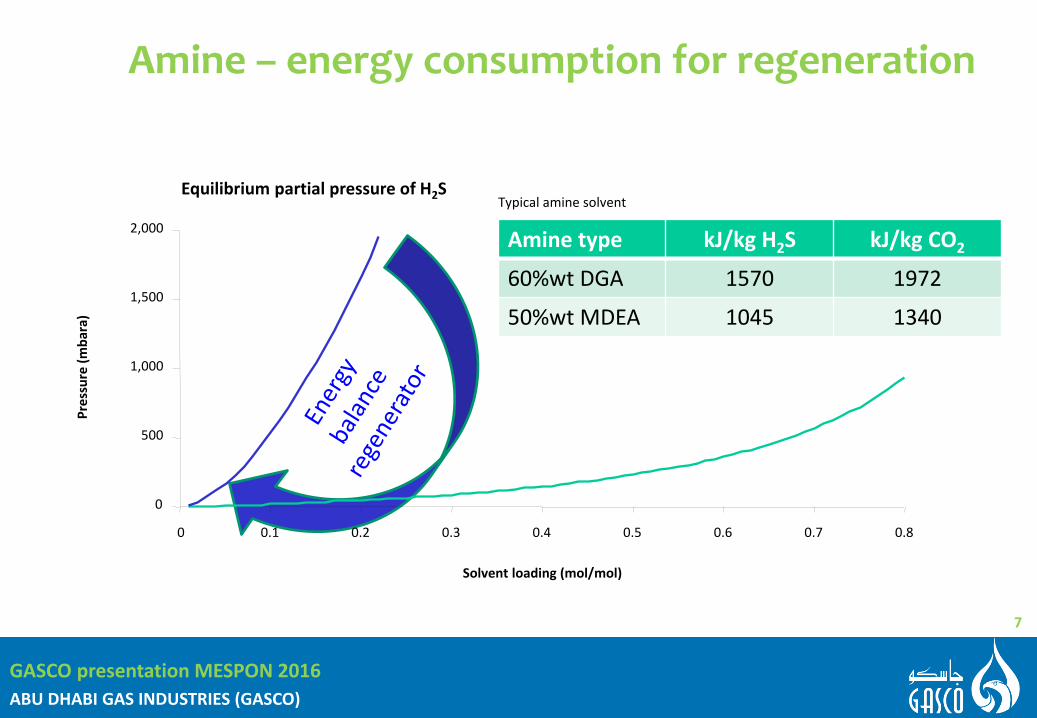
Amine – energy consumption for regeneration
0
500
1,000
1,500
2,000
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Solvent loading (mol/mol)
Pres
sure
(mba
ra)
Typical amine solvent
Amine type kJ/kg H2S kJ/kg CO2
60%wt DGA 1570 1972
50%wt MDEA 1045 1340
Equilibrium partial pressure of H2S

ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
8
Amine Regeneration (Heat) Enthalpy balance Heat for regeneration determined by:
• Solvent type o Cp (for energy balance)
• Amine type o Rich solvent loading and temperature
after flash and L/R HE • Solvent %wt amine
o Solvent boiling temperature reboiler • Type of treating
o selectivity o other components removal
• Regenerator bottom pressure o Downstream unit pressure drop o Type of internals o Sweet gas specification
• Reflux temperature
Hydraulic constraint at regenerator inlet due to flashing and flow pattern may limit Overstripping causes corrosion/erosion
Lean solvent
Acid gas/steam
Rich solvent
Reflux
H2S
Two phase
Generated steam
LP st
eam
Co
nden
sate
All streams: Mstream, Tstream, Cpstream
Stripped solvent
Lean solvent

ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
9
Steam requirements regenerator
Lean solvent
Top steam
Rich solvent
Reflux
Two phase
LP st
eam
Co
nden
sate
Ss = sensible heat heating solvent to bottom temperature Sr = heat of reaction chemical desorption of H2S, CO2, other St = top steam for sufficiently low acid partial pressure in the lean solvent at feed tray, minimum applied by process vendors Sb = bottom steam (kg/m3) = St + Ss + Sr minimum applied by process vendors
Sb
CO2, H2S
Sr = (CO2) ∆Hr,CO2 + (H2S) ∆Hr,H2S
Steam
St
Ss = Cp∆T
The required solvent leanness is determined by the sweet gas
specification
+
∆Hr Cp T P
Bottom steam
reaction heat specific heat temperature pressure
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
10
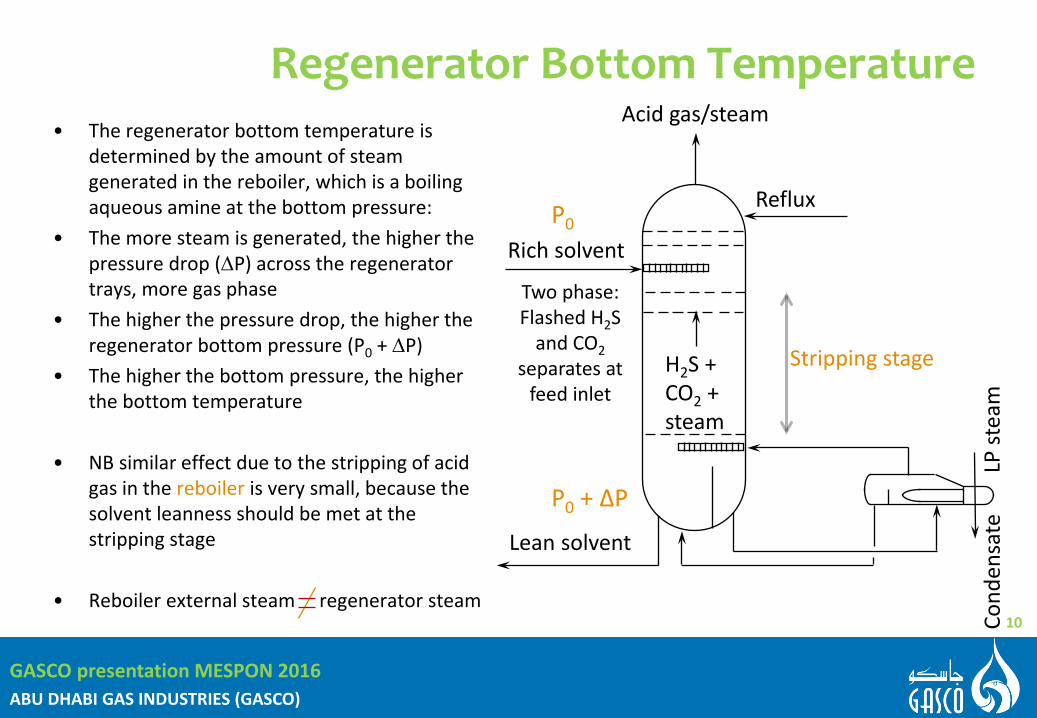
Regenerator Bottom Temperature • The regenerator bottom temperature is
determined by the amount of steam generated in the reboiler, which is a boiling aqueous amine at the bottom pressure:
• The more steam is generated, the higher the pressure drop (∆P) across the regenerator trays, more gas phase
• The higher the pressure drop, the higher the regenerator bottom pressure (P0 + ∆P)
• The higher the bottom pressure, the higher the bottom temperature
• NB similar effect due to the stripping of acid
gas in the reboiler is very small, because the solvent leanness should be met at the stripping stage
• Reboiler external steam regenerator steam
Lean solvent
Acid gas/steam
Rich solvent
Reflux
H2S + CO2 + steam
Two phase: Flashed H2S
and CO2 separates at
feed inlet
LP st
eam
Co
nden
sate
Stripping stage
P0 + ΔP
P0
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
11
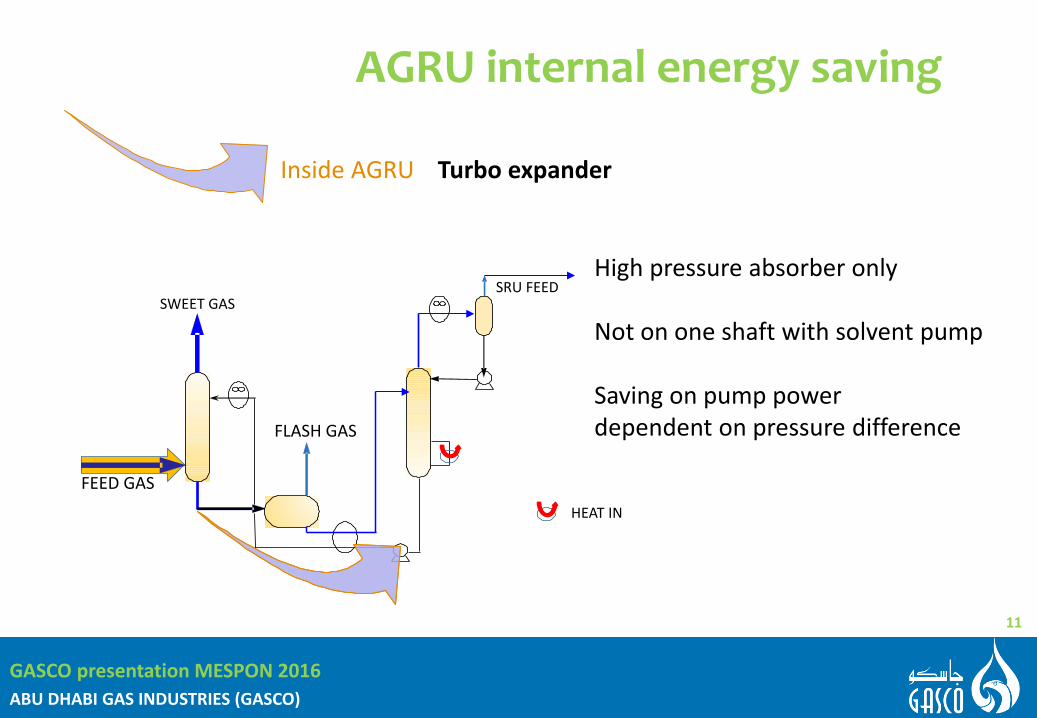
AGRU internal energy saving
FEED GAS
FLASH GAS
SWEET GAS
HEAT IN
SRU FEED
Inside AGRU Turbo expander
High pressure absorber only Not on one shaft with solvent pump Saving on pump power dependent on pressure difference
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
12
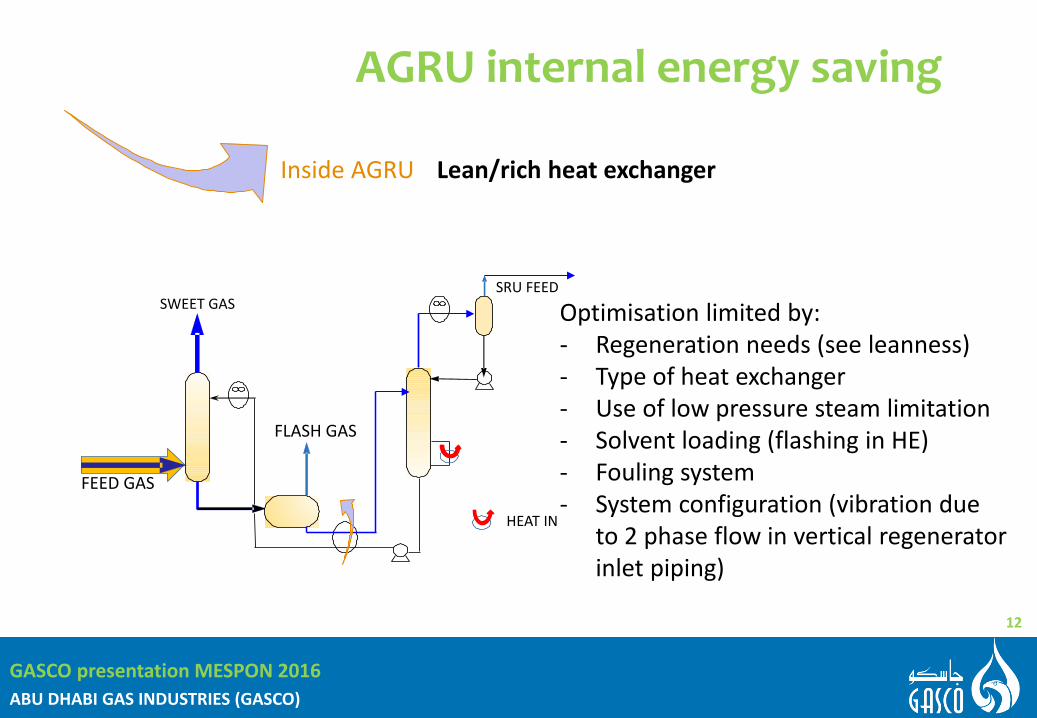
AGRU internal energy saving
FEED GAS
FLASH GAS
SWEET GAS
HEAT IN
SRU FEED
Inside AGRU Lean/rich heat exchanger
Optimisation limited by: - Regeneration needs (see leanness) - Type of heat exchanger - Use of low pressure steam limitation - Solvent loading (flashing in HE) - Fouling system - System configuration (vibration due
to 2 phase flow in vertical regenerator inlet piping)
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
13
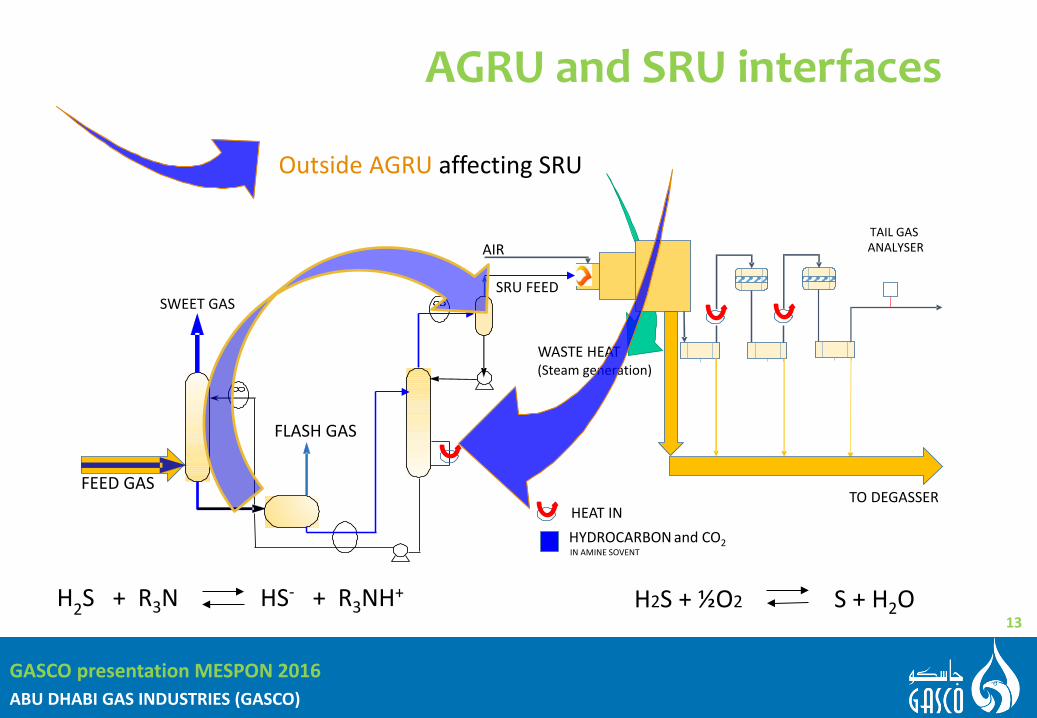
AGRU and SRU interfaces
H2S + ½O2 S + H2O
H2S + R3N HS- + R3NH+
WASTE HEAT (Steam generation)
AIR
FEED GAS
FLASH GAS
SWEET GAS
HYDROCARBON and CO2 IN AMINE SOVENT
HEAT IN
TAIL GAS ANALYSER
TO DEGASSER
SRU FEED
Outside AGRU affecting SRU
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
14
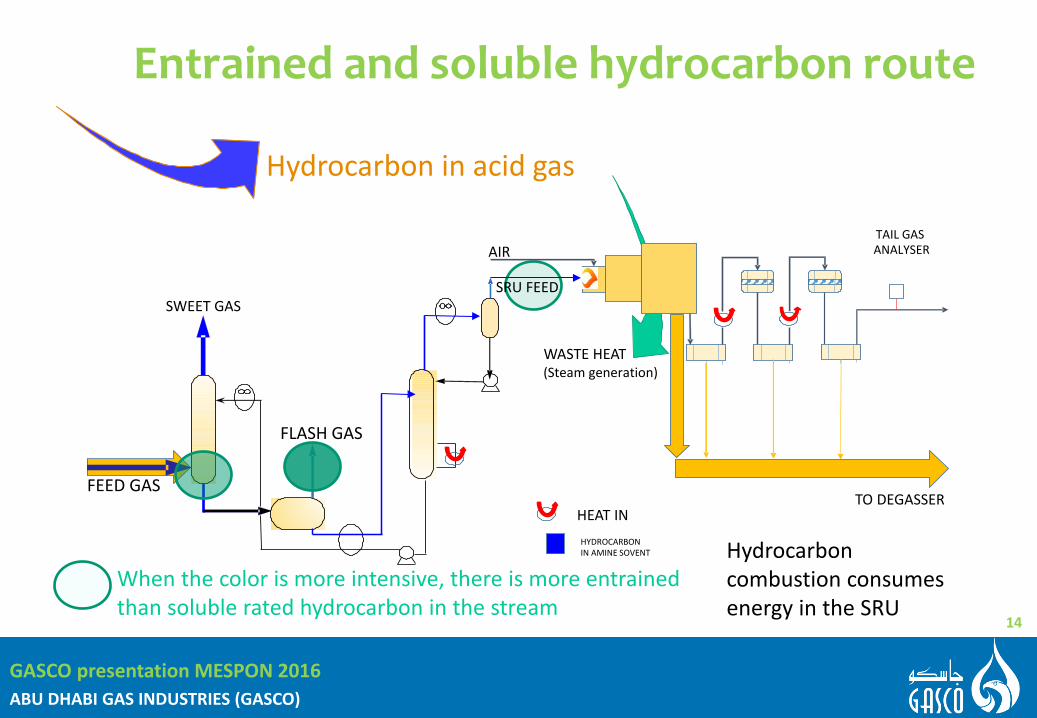
Entrained and soluble hydrocarbon route
WASTE HEAT (Steam generation)
AIR
FEED GAS
FLASH GAS
SWEET GAS
HYDROCARBON IN AMINE SOVENT
HEAT IN
TAIL GAS ANALYSER
TO DEGASSER
When the color is more intensive, there is more entrained than soluble rated hydrocarbon in the stream
SRU FEED
Hydrocarbon combustion consumes energy in the SRU
Hydrocarbon in acid gas

ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
15
SRU affected by hydrocarbon from amine unit
Hydrocarbon content in SRU feed gas – Preferably below 1%vol – Maximum 5% vol
• Air consumption increase thus – Reduction maximum capacity – Therefore the overall Sulphur conversion
• Energy consumption increase
However Fast composition changes cannot be controlled by analysers due to dead time
This can be handled by Tail gas analyser when change is slow
Hydrocarbon composition fluctuation Unburned liquid and heavy HC form soot on catalyst
Black Sulphur Can even block Sulphur rundown
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
16
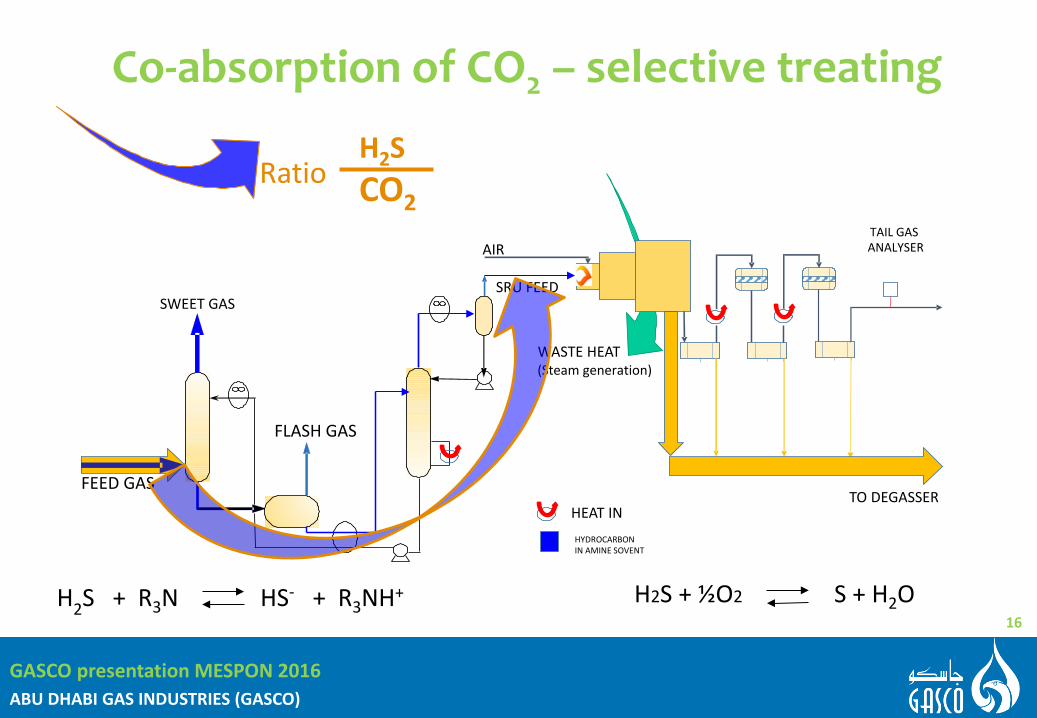
Co-absorption of CO2 – selective treating
H2S + ½O2 S + H2O
H2S + R3N HS- + R3NH+
WASTE HEAT (Steam generation)
AIR
FEED GAS
FLASH GAS
SWEET GAS
HYDROCARBON IN AMINE SOVENT
HEAT IN
TAIL GAS ANALYSER
TO DEGASSER
SRU FEED
H2S CO2
Ratio

ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
17
CO2 co-absorption determining parameters CO2 co-absorption reduction design parameters based on: • Chemical equilibrium differences H2S and CO2
– Meeting equilibrium would require infinite # trays/packing height
– Competition H2S and CO2
– Equilibrium condition dependent • Reaction kinetics
– H2S has a very fast reaction at the gas phase – CO2 has a slow reaction in the liquid bulk, BUT
CO2 accelerator, even in minimum amount, destroys selectivity
• Gas/Liquid mass transfer – Type of absorber internals – gas/liquid interface, residence time
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
18
H2S/CO2 ratio Reduction of CO2 co-absorption Optimise DESIGN/DEBOTTLENECK based on realistic operating window, may be seasonally different Solvent selection and concentration Absorber temperature (different effect at high and low pressure) Flash vessel temperature and pressure Include sufficient on-line stream analysers for main components, include logic in control based on simulations based on operating experience Select the best practice internals to reduce entrainment (as with hydrocarbon) Optimise OPERATION within the equipment constraints in an existing plant Awareness of the contributing operational conditions is beyond pressure and temperature in an amine unit slow and smooth operational changes can be applied, opening on the run optimisation (based on modeling) Check if conditions change (new wells) and find new optimum process simulation may help, but mostly is not refined enough

ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
19
AGRU operation trends affect energy demand
FEED GAS
FLASH GAS
SWEET GAS
HEAT IN
SRU FEED
Inside AGRU
Parameter trends in next slides

ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
20
Energy influencing trends
Solvent variables %wt amine, heat of reaction
Feed gas H2S and CO2 Accelerator CO2 removal Accelerator effectiveness
Deeper spec H2S Deeper spec CO2
Integration AGRU/TGT/AGE
%wt amine, Cp %wt amine, Cp
Mercaptan removal Hybrid solvent swap Type of amine, prim, sec, tert No trend
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
21
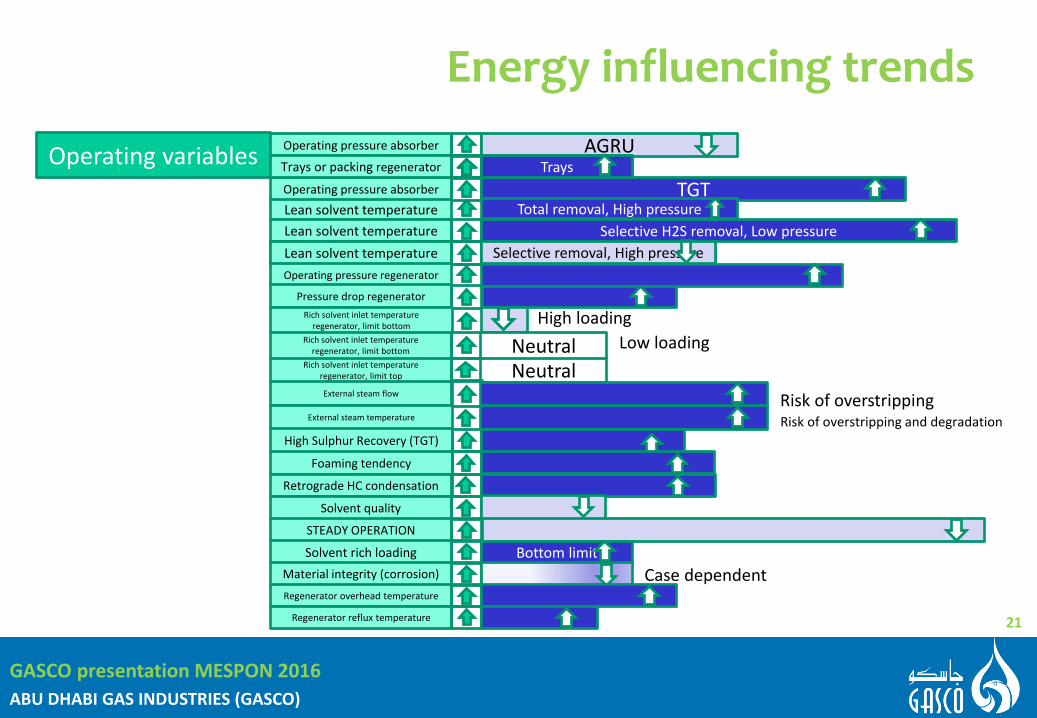
Energy influencing trends
Operating variables Operating pressure absorber AGRU Operating pressure absorber AGE Operating pressure absorber TGT Lean solvent temperature Total removal, High pressure Lean solvent temperature Selective H2S removal, Low pressure Lean solvent temperature Selective removal, High pressure Lean solvent temperature Selective removal, High pressure Operating pressure regenerator
Pressure drop regenerator Rich solvent inlet temperature
regenerator, limit bottom
Rich solvent inlet temperature regenerator, limit top Neutral
High loading Rich solvent inlet temperature
regenerator, limit bottom Neutral Low loading
External steam flow Risk of overstripping External steam temperature Risk of overstripping and degradation
High Sulphur Recovery (TGT)
Foaming tendency
Retrograde HC condensation
Solvent quality
STEADY OPERATION
Trays or packing regenerator Trays Trays or packing regenerator Trays
Solvent rich loading Bottom limit Material integrity (corrosion) Case dependent Regenerator overhead temperature
Regenerator reflux temperature
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
22
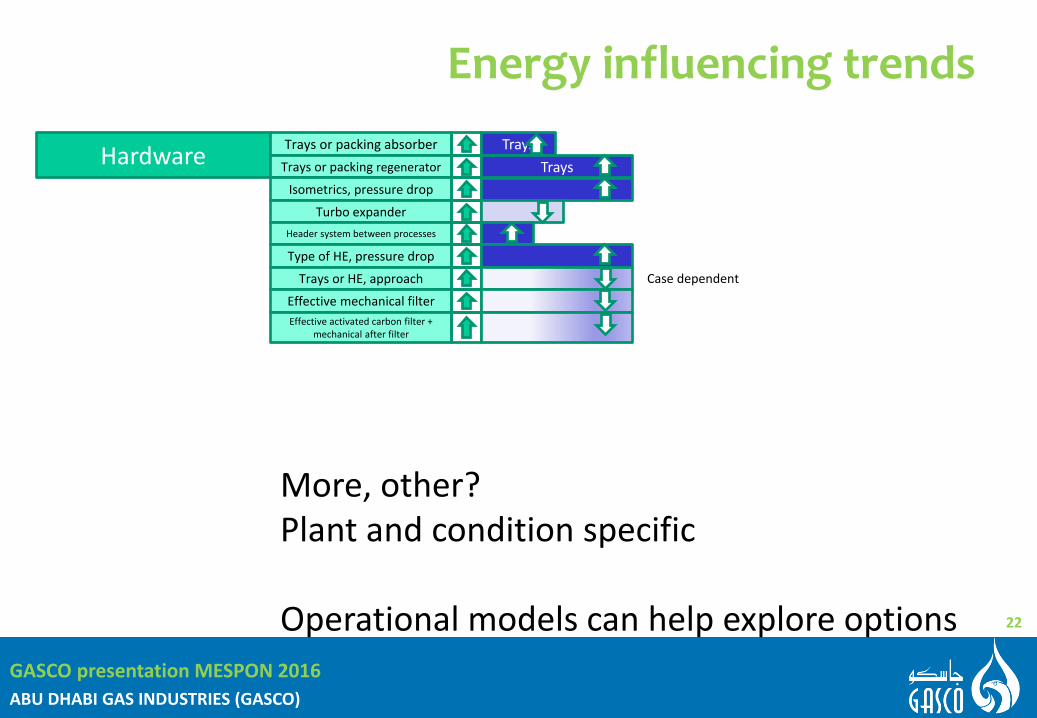
Energy influencing trends
Hardware Trays or packing absorber Trays Trays or packing regenerator Trays
Isometrics, pressure drop
Turbo expander Header system between processes
Type of HE, pressure drop
Trays or HE, approach Case dependent
Effective mechanical filter Effective activated carbon filter +
mechanical after filter
More, other? Plant and condition specific Operational models can help explore options
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
23
Conclusion
AGRU design, operation and installed hardware should take into account its impact on the SRU
Amine units have many parameters to optimise its operation. Indicative trends are presented and can be used without violating Amine unit specification
Integrated design and operation offer energy saving options Know your processes – trends depend on conditions
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
24
Discussion
Which do you use?
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
25
Thank you
ABU DHABI GAS INDUSTRIES (GASCO) GASCO presentation MESPON 2016
26
References
Reaction heat quotes averaged from • Merkley, K.E., Christensen, J.J., Izatt, R.M., 1987, ‘Enthalpies of Absorption of Carbon Dioxide in Aqueous
Methyldiethanolamine Solutions’, Thermochimica Acta, vol. 121, pp. 437-446. • Kohl, A., Nielsen, R., 1997, ‘Gas Purification’, Gulf Publishing Company, Houston Texas. • Versteeg, G.F., van Swaaij, W.P.M. 1988, 'Solubility and Diffusivity of Acid Gases (CO2, N2O) in aqueous
Alkanolamine solutions', Journal of Chemical engineering data, vol. 33, pp 29-34. • Oscarson, R.H., van Dam, R.H., Izatt, R.M., 1990, ‘Enthalpies of Absorption of Hydrogen Sulfinolide in Aqueous
Methyldiethanolamine Solutions’, Thermochimica Acta, vol. 170, pp. 235-241. • Oilfield Processing of Petroleum, Natural Gas, Volume 1

















