UNIVERSIDADE ESTADUAL DE CAMPINAS FACULDADE DE ENGENHARIA QUÍMICA FRANCISCO ELPÍDIO VIANA BARBOSA ANÁLISE DAS VARIÁVEIS OPERACIONAIS DE UM PROCESSO DE PRODUÇÃO DE PAPEL VISANDO MAIOR EFICIÊNCIA DA OPERAÇÃO ANALYSIS OF OPERATING VARIABLES IN A PAPERMAKING PROCESS AIMING AT A HIGHER OPERATION EFFICIENCY CAMPINAS – SP 2015
Transcript
UNIVERSIDADE ESTADUAL DE CAMPINAS
FACULDADE DE ENGENHARIA QUÍMICA
FRANCISCO ELPÍDIO VIANA BARBOSA
ANÁLISE DAS VARIÁVEIS OPERACIONAIS DE UM
PROCESSO DE PRODUÇÃO DE PAPEL VISANDO
MAIOR EFICIÊNCIA DA OPERAÇÃO
ANALYSIS OF OPERATING VARIABLES IN A
PAPERMAKING PROCESS AIMING AT A HIGHER
OPERATION EFFICIENCY
CAMPINAS – SP
2015
FRANCISCO ELPÍDIO VIANA BARBOSA
ANÁLISE DAS VARIÁVEIS OPERACIONAIS DE UM PROCESSO DE
PRODUÇÃO DE PAPEL VISANDO MAIOR EFICIÊNCIA DA OPERAÇÃO
Orientador: Prof. Dr. José Vicente Hallak d’Angelo
Coorientador: Prof. Dr. Roger Josef Zemp
CAMPINAS – SP 2015
Dissertação apresentada à Faculdade de Engenharia Química da Universidade Estadual de Campinas como parte os requisitos exigidos para a obtenção do título de Mestre na Área de Engenharia Química
ESTE EXEMPLAR CORRESPONDE À VERSÃO FINAL DA DISSERTAÇÃO DEFENDIDA PELO ALUNO FRANCISCO ELPÍDIO VIANA BARBOSA E ORIENTADA PELO PROF. DR. JOSÉ VICENTE HALLAK D’ANGELO
Dissertação de Mestrado defendida pelo aluno Francisco Elpídio Viana Barbosa
em 19 de Novembro de 2015 e aprovada pela Comissão Avaliadora constituída
pelos seguintes Doutores:
Prof. Dr. Roger Josef Zemp
(Co-Orientador, FEQ/UNICAMP)
Prof. Dr. Adriano Pinto Mariano
(FEQ/UNICAMP)
Dr. Vinícius Bohrer Lobosco Gonzaga de Oliveira
(Suzano Papel e Celulose)
A Ata da defesa com as respectivas assinaturas dos membros da Comissão
Avaliadora encontra-se no processo de vida acadêmica do aluno.
À minha esposa Maria Helena e aos meus filhos Francisco e Rodrigo,
pelo incentivo permanente para a conclusão deste trabalho.
AGRADECIMENTOS
Ao Prof. José Vicente Hallak d’Angelo, em primeiro lugar, por sua incansável
dedicação, paciência e amizade na orientação e no desenvolvimento deste trabalho.
A todos os meus professores das disciplinas do Curso de Mestrado que, sem dúvida,
muito me ajudaram nesta trajetória.
A todos os colegas do Curso de Mestrado, pelo companheirismo e amizade.
À International Paper, pela oportunidade para me dedicar e realizar este trabalho a
partir de estudos de casos em seus processos industriais e aos colegas que participaram e
ajudaram nos desenvolvimentos.
Finalmente, quero agradecer à minha família que sempre acreditou na minha
disposição e perseverança na busca deste ideal e incondicionalmente me apoiou, não medindo
esforços em ajudar-me para que eu pudesse alcançar este objetivo.
Ninguém ignora tudo. Ninguém sabe tudo.
Todos nós sabemos alguma coisa.
Todos nós ignoramos alguma coisa.
Por isso aprendemos sempre. Paulo Freire
RESUMO
Diversos processos produtivos possuem alto grau de complexidade em relação à
natureza de seus componentes e das interações entre eles, assim como da forma de controle
dos parâmetros interdependentes ou não, para o alcance e manutenção de requisitos
predefinidos para a qualidade do produto e para o próprio processo. Este trabalho foi
motivado pela busca da compreensão das relações existentes entre determinadas variáveis
operacionais e a produtividade de máquinas de papel, produzindo papéis brancos de imprimir
e escrever, em processo alcalino, utilizando celulose branqueada de eucalipto e carbonato de
cálcio precipitado como carga mineral, além de outros aditivos usualmente empregados neste
tipo de processo. O principal objetivo desta dissertação foi analisar as principais variáveis
operacionais de um processo industrial de produção de papel, visando identificar seus efeitos
práticos sobre a eficiência da produção a fim de sugerir condições ótimas de operação. Foram
avaliados os seguintes efeitos: da formação da folha e da condutividade da polpa no índice de
quebras da máquina; utilização de sílica coloidal, em substituição a uma micropartícula
orgânica, como agente de retenção e drenagem, no aumento do desaguamento da folha
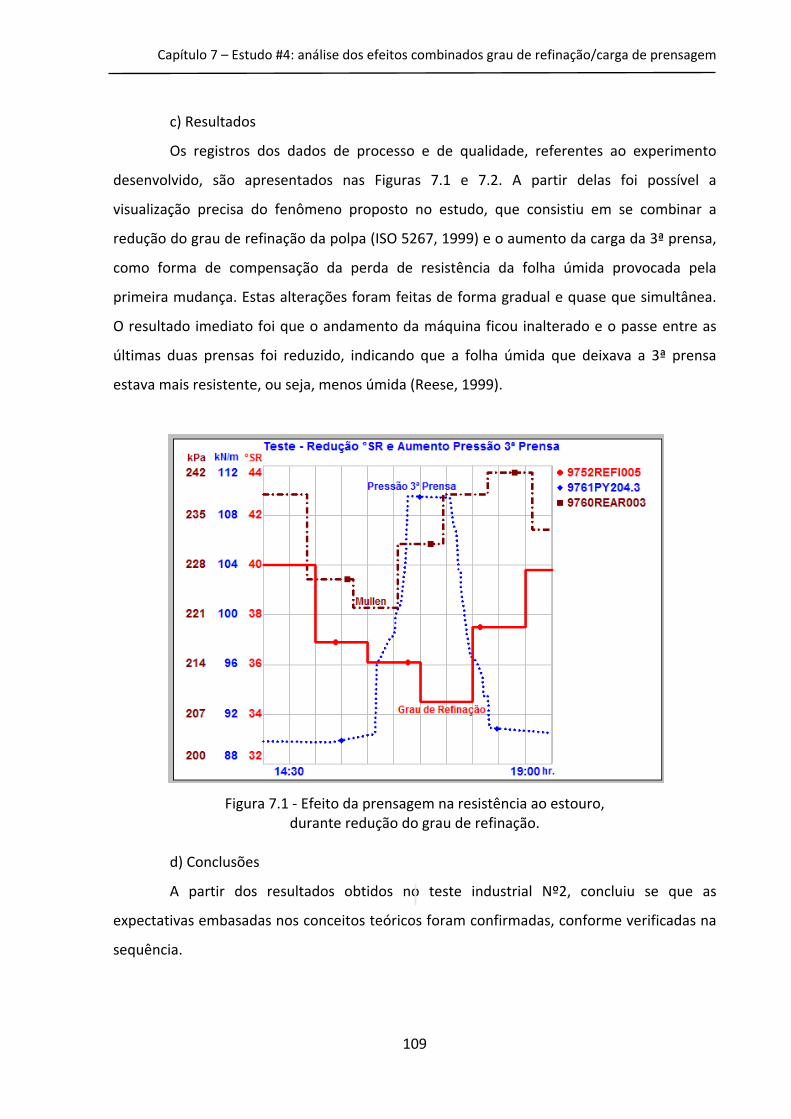
durante a fabricação do papel; redução do grau de refinação da polpa combinada com o
aumento da prensagem sobre o aumento do desaguamento da folha, durante a fabricação de
papel. Os impactos diretos e indiretos dessas variáveis foram examinados a partir de
resultados de testes industriais e de dados do processo e de pesquisa laboratorial. A
deterioração da formação da folha provocou aumento no número de quebras de folha na
máquina. O aumento da condutividade da celulose implicou em importante aumento de
quebras de folha. A reversão destes processos de perda só aconteceu com o restabelecimento
dos valores conhecidos, quando o índice de formação da folha voltou ao nível de 67 unidades
Kajaani, no primeiro caso estudado, e a condutividade da polpa ao patamar de 280 µS, no
segundo estudo, fazendo com que as máquinas de papel alcançassem eficiência de tempo de
96%. A sílica coloidal mostrou-se interessante alternativa à micro-partícula orgânica, no
processo de retenção e drenagem analisado. A redução do grau de refinação da polpa e o
aumento da prensagem da folha, de forma combinada, promoveram também aumento da
drenagem da folha. Nestes dois casos de melhoria do processo, o teor de sólidos da folha,
deixando a sessão de prensas, aumentou em 1,5 e 3,0 pontos percentuais, respectivamente,
resultando em, pelo menos, 2% em aumento de produtividade da máquina estudada.
Palavras-chave: máquina de papel, produtividade, formação, condutividade, desaguamento,
quebras.
ABSTRACT
Several productive processes have high degree of complexity regarding the nature
of their components and the interactions to themselves as well as the control way for the
interdependent or not parameters, in order to achieve and sustain the predefined requirements
related to product quality and to the process itself. This work was motivated by the
comprehension of the existing relation between determined operational variables and the
papermachine productivity, when producing printing and writing papers, in alkaline process,
using eucalyptus bleached pulp and precipitated calcium carbonate as filler, besides other
usual chemicals for this type of process. The main objective of this dissertation is to analyze
operational variables in a printing and writing paper industrial process, with purpose of
identifying practical effects of them on the production efficiency to suggest optimized
operational conditions. Since this general objective, specific objectives were defined in order
to evaluate the effects of the sheet formation as well as the pulp conductivity effects on the
papermachine breaks index; the effects of the colloidal silica, in place of an organic
microparticle, as retention and drainage agent, as well as the effects of pulp refining reduction
combined with web pressing increase, on the web drainage. Direct and indirect impacts of the
studied variables were examined since the industrial trial results as well as from the industrial
process data. Laboratorial survey related to retention and drainage was also conducted to
support industrial test. The sheet formation deterioration clearly provoked increase in the
sheet breaks index. The increase noted on the pulp conductivity also increased importantly the
sheet breaks. The reversion of these loss processes only happened with the reestablishing of
the known values for those referred parameters which means: sheet formation back to 67
Kajaani units, in the first studied case, and the pulp conductivity to the 280 micro Siemens, in
the second study. So, the studied papermachines returned to the time efficiency level of 96%.
Colloidal silica was demonstrated to be an interesting alternative to the organic microparticle
for the analyzed retention and drainage process. The reduction of the pulp refining combined
with web pressing increase provided higher web drainage. In these two process improvement
cases, the web dryness, from the press section, was respectively increased in 1,5 and 3,0
percentage points, resulting in at least 2% increase in the studied papermachine productivity.
The analysis conducted in this dissertation show the influence of the studied variables on the
production performance of a papermachine as well as the benefits associated to the
BET Brunauer, Emmett, Teller - método de medição de área superficial específica Bracelpa Associação Brasileira de Celulose e Papel
Co Lado de comando ou de serviço da máquina de papel CSF Canadian Standard Freeness – drenabilidade da polpa de celulose DDJ Britt Dymamic Drainage Jar – equipamento de medição de retenção e
drenagem
IBGE Instituto Brasileiro de Geografia e Estatística
MP Máquina de papel
Nip Área de contato entre dois rolos que se opõem em pressão
OBA Optical Brightner Agent – alvejante óptico
OME total Eficiência global ponderada do total de máquinas consideradas
PCC Precipitated Calcium Carbonate – carbonato de cálcio precipitado
SR Schopper Riegler - drenabilidade da polpa de celulose
TAPPI Technical Association of Pulp and Paper Industry
TIP Tappi Technical Information Paper
Tr Lado da transmissão ou do acionamento da máquina de papel
UHLE Box Caixa de vácuo do sistema de condicionamento dos feltros úmidos
US$ MM. Milhões de dólares americanos
NOMENCLATURA % PCC Teor de carbonado de cálcio ou de carga mineral no papel (%)
°CSF Canadian Standard Freeness – grau drenabilidade da suspensão (mL)
°SR Schopper Riegler – grau drenabilidade da suspensão (mL)
Alc Alcalinidade da água branca (ppm CaCO3)
Cab Consistência da bandeja ou calha de água branca (%)
Cc Condutividade da celulose (micro-Siemens/cm ou µS/cm)
Cce Consistência da caixa de entrada (%)
COVnσ Coeficiente de variação relativo a “n” desvios padrão (%)
Cv Consumo específico de vapor da máquina de papel (kg de vapor/kg de papel)
Ep Eficiência de produto, produto dentro das especificações/total produzido (%)
Er Energia líquida de refinação (kWh/ton)
Et Eficiência de tempo, tempo de produção/tempo disponível para produção (%)
Fd Drenagem da suspensão (g água/seg)
FSP Ponto de saturação da fibra (g de água/100g de fibras)
IP Impulso de prensagem (MPa.seg)
IP Relação entre a carga da prensa e a velocidade da máquina de papel (MPa.seg)
IRA Índice de retenção de água (g de água/100g de fibras, g de água/g de fibras)
Kajaani Index Índice de formação da folha (unidades Kajaani)
Lpcc Perda de carbonato de cálcio para o efluente
Mullen Resistência do papel ao estouro (lb/in2, kPa)
OME Overall Machine Efficiency eficiência global de uma máquina: ET = Et x Ep (%)
Passe Diferença de velocidade entre seções da máquina de papel (%)
Pd Produção diária (t/d)
Pe Permeabilidade Gurley ou porosidade Gurley do papel (seg/100ml)
Ph Taxa de produção horária (t/h)
Pm Produção mensal (t/m)
Pv Pressão do vapor (psi)
Quebras Quebras da folha de papel (N° quebras/dia ou Nº quebras/mês)
RSP Retenção de Simples Passagem (%)
RSPC Retenção de simples passagem de cinzas ou de cargas (%)
tq Tempo de quebra (min)
TS Teor de sólidos da suspensão ou da folha úmida (%)
V Velocidade da máquina de papel (mpm)
Vj Velocidade do jato (mpm)
Vj/Vt Relação entre velocidades do jato e da tela
Vt Velocidade da tela (mpm)
WRV Índice de retenção de água (g de água/100g de fibras, g de água/g de fibras)
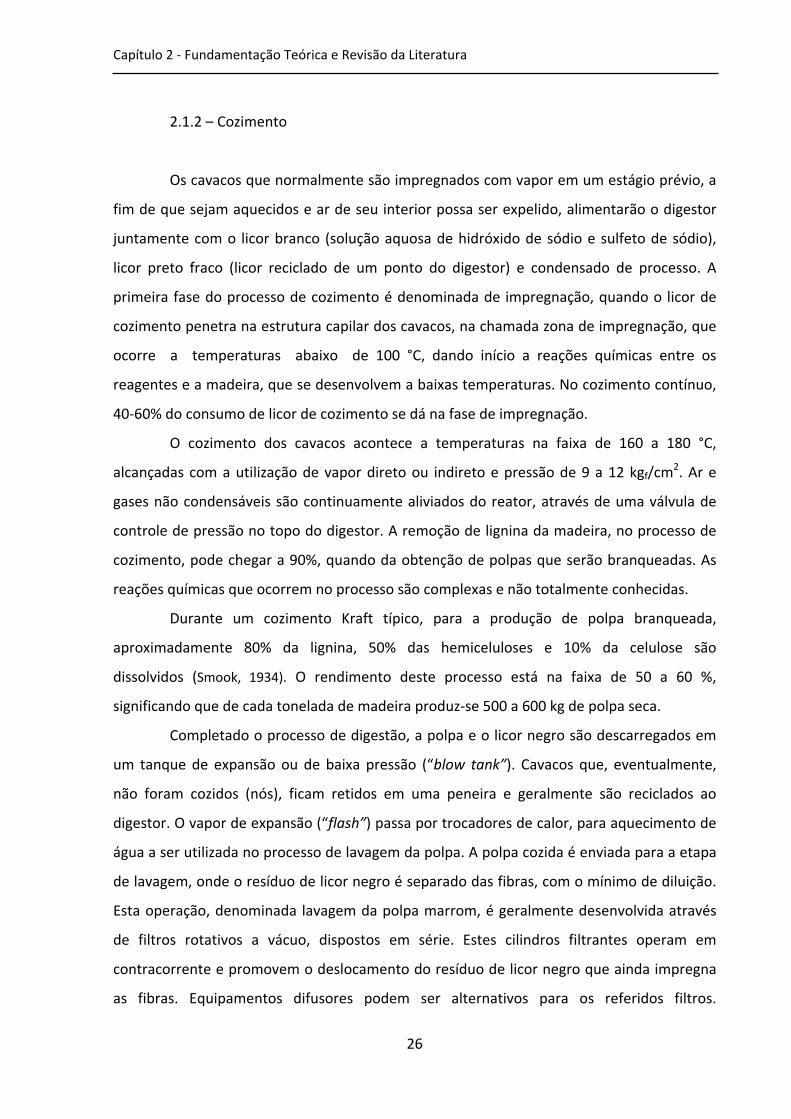
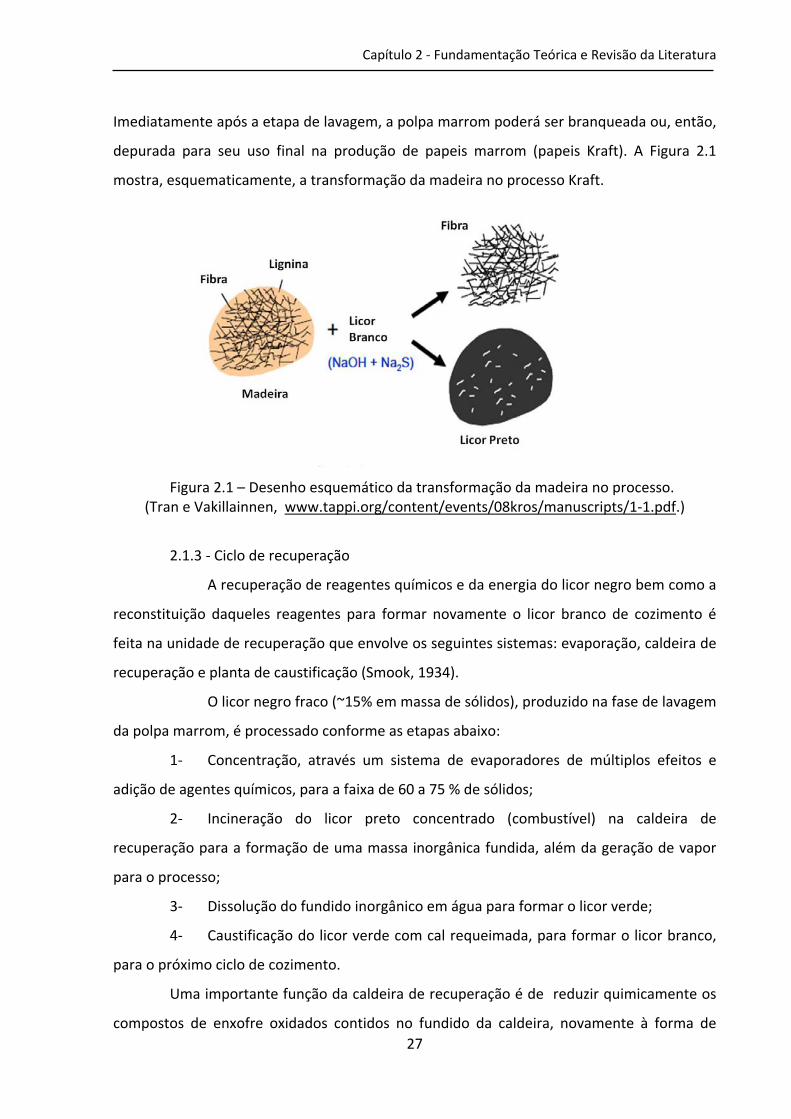
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
29
Numa forma geral, o processo se desenvolve a partir das operações de preparação
de massa, que se inicia com a preparação de uma suspensão aquosa de fibras de celulose, a
matéria prima principal, passando por um tratamento físico, denominado de refinação e
que torna as fibras mais flexíveis, e também por aditivação química, quando as fibras
recebem diferentes aditivos tais como: carga mineral (ex.: carbonato de cálcio, caulim,
gesso, dióxido de titânio) amido, agentes de retenção e drenagem, alvejante óptico,
microbicidas, anti-espumante, etc., que vão conferir determinadas propriedades ao papel e
ao processo, com o propósito de fazer com que a fibras estejam apropriadas para a
produção de papel.
Em seguida, esta suspensão é introduzida na máquina de papel para a formação de
uma folha de papel úmida e com baixa resistência, que será prensada para a remoção do
excesso de água e sua consolidação. Ela será então imediatamente secada por evaporação
para eliminação de quase toda a água remanescente, unindo ainda mais as fibras entre si.
Finalmente, o papel produzido é calandrado para uniformização de sua espessura e
alisamento. Aditivos tais como: amido e químicos auxiliares são aplicados numa seção
intermediária do processo de secagem do papel, operação esta denominada de colagem
superficial, para aumentar sua uniformidade e resistência superficial. O papel produzido
continuamente é enrolado ainda na máquina de papel, que na sequência será segmentado
para a forma de bobinas que serão convertidas para folhas em resmas ou enviadas
diretamente para os clientes.
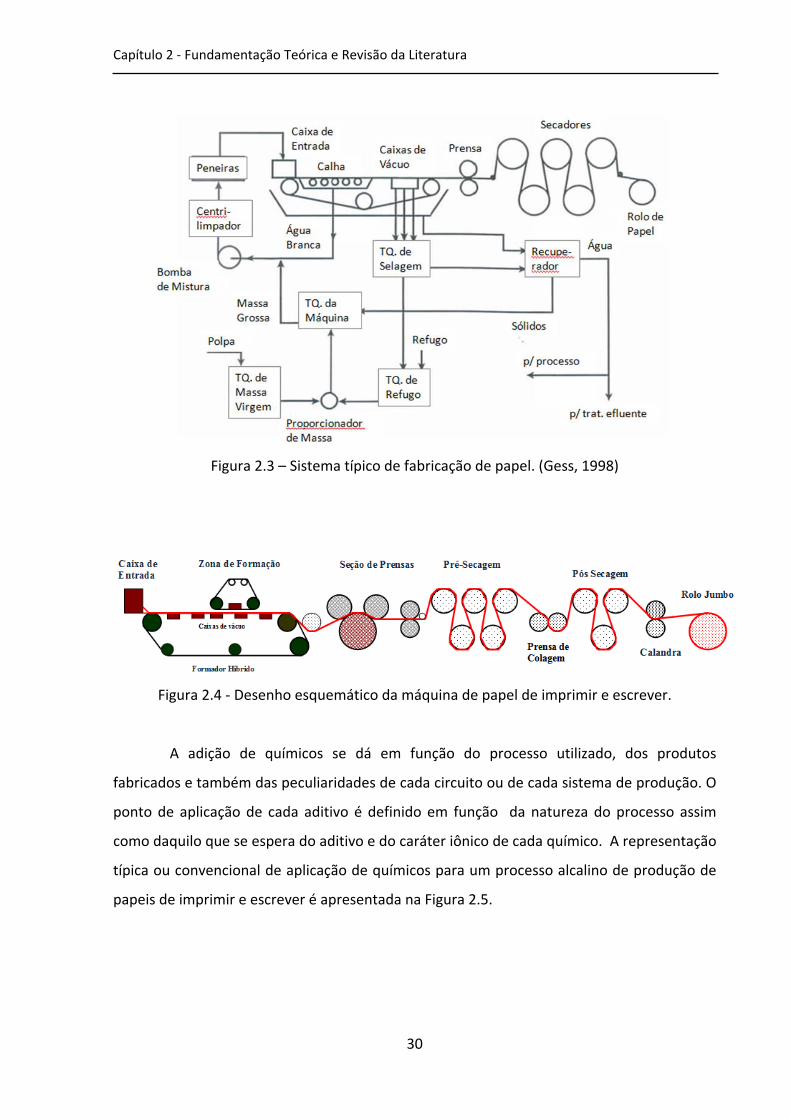
A máquina de papel é, essencialmente, uma máquina desaguadora, pois o processo
exige grande diluição da suspensão para que a uniformidade da folha de papel seja
garantida, porém em circuitos cada vez mais fechados. Desta forma, o desaguamento ou a
drenagem durante o processo é sempre uma preocupação. As ilustrações apresentadas nas
Figuras 2.3 e 2.4 procuram representar o processo descrito.
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
30
Figura 2.3 – Sistema típico de fabricação de papel. (Gess, 1998)
Figura 2.4 - Desenho esquemático da máquina de papel de imprimir e escrever.
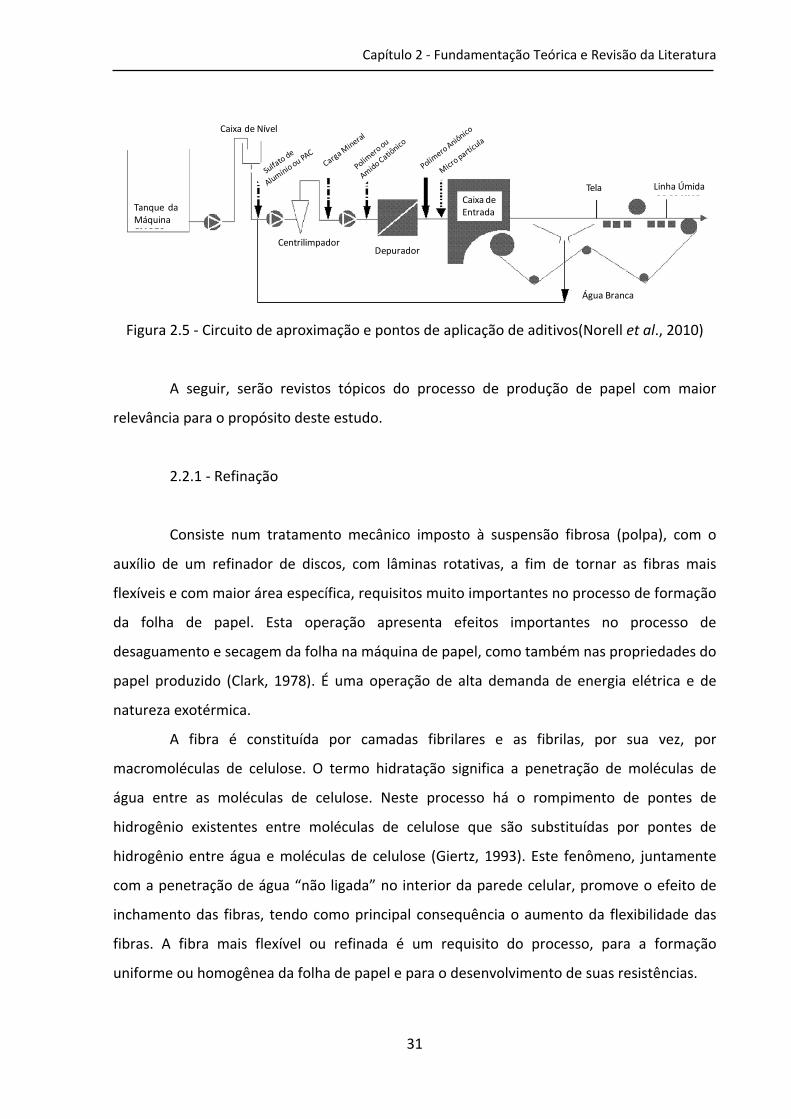
A adição de químicos se dá em função do processo utilizado, dos produtos
fabricados e também das peculiaridades de cada circuito ou de cada sistema de produção. O
ponto de aplicação de cada aditivo é definido em função da natureza do processo assim
como daquilo que se espera do aditivo e do caráter iônico de cada químico. A representação
típica ou convencional de aplicação de químicos para um processo alcalino de produção de
papeis de imprimir e escrever é apresentada na Figura 2.5.
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
31
Figura 2.5 - Circuito de aproximação e pontos de aplicação de aditivos(Norell et al., 2010)
A seguir, serão revistos tópicos do processo de produção de papel com maior
relevância para o propósito deste estudo.
2.2.1 - Refinação
Consiste num tratamento mecânico imposto à suspensão fibrosa (polpa), com o
auxílio de um refinador de discos, com lâminas rotativas, a fim de tornar as fibras mais
flexíveis e com maior área específica, requisitos muito importantes no processo de formação
da folha de papel. Esta operação apresenta efeitos importantes no processo de
desaguamento e secagem da folha na máquina de papel, como também nas propriedades do
papel produzido (Clark, 1978). É uma operação de alta demanda de energia elétrica e de
natureza exotérmica.
A fibra é constituída por camadas fibrilares e as fibrilas, por sua vez, por
macromoléculas de celulose. O termo hidratação significa a penetração de moléculas de
água entre as moléculas de celulose. Neste processo há o rompimento de pontes de
hidrogênio existentes entre moléculas de celulose que são substituídas por pontes de
hidrogênio entre água e moléculas de celulose (Giertz, 1993). Este fenômeno, juntamente
com a penetração de água “não ligada” no interior da parede celular, promove o efeito de
inchamento das fibras, tendo como principal consequência o aumento da flexibilidade das
fibras. A fibra mais flexível ou refinada é um requisito do processo, para a formação
uniforme ou homogênea da folha de papel e para o desenvolvimento de suas resistências.
Caixa de Entrada
Tela Linha Úmida
Água Branca
Tanque da Máquina
DepuradorCentrilimpador
Caixa de Nível
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
32
Em contrapartida, como o fenômeno está associado ao aumento da superfície
específica da fibra, há efeitos indesejáveis na drenabilidade da fibra, no consumo de vapor
para secagem e na estabilidade dimensional do papel produzido. Portanto, o processo de
refinação é controlado através da medição do grau de refinação, o qual nada mais é que a
medição do grau de drenabilidade das fibras ou da facilidade com que as fibras libertam a
água que está alojada entre elas. Variáveis do processo, tais como: tipo de fibra, processo de
obtenção da polpa, pH de refinação da suspensão, temperatura, consistência; desenho do
disco de refinador, dentre outras, influenciam o processo de refinação (Clark, 1978).
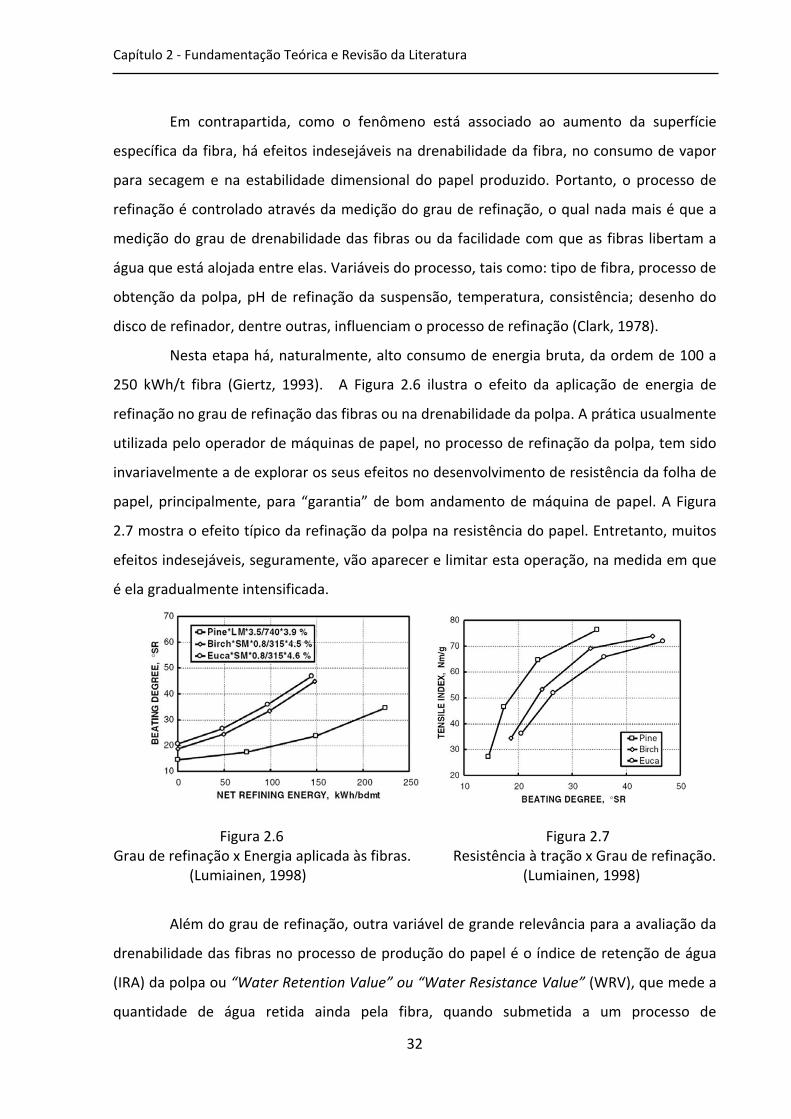
Nesta etapa há, naturalmente, alto consumo de energia bruta, da ordem de 100 a
250 kWh/t fibra (Giertz, 1993). A Figura 2.6 ilustra o efeito da aplicação de energia de
refinação no grau de refinação das fibras ou na drenabilidade da polpa. A prática usualmente
utilizada pelo operador de máquinas de papel, no processo de refinação da polpa, tem sido
invariavelmente a de explorar os seus efeitos no desenvolvimento de resistência da folha de
papel, principalmente, para “garantia” de bom andamento de máquina de papel. A Figura
2.7 mostra o efeito típico da refinação da polpa na resistência do papel. Entretanto, muitos
efeitos indesejáveis, seguramente, vão aparecer e limitar esta operação, na medida em que
é ela gradualmente intensificada.
Figura 2.6 Figura 2.7 Grau de refinação x Energia aplicada às fibras. Resistência à tração x Grau de refinação.
(Lumiainen, 1998) (Lumiainen, 1998)
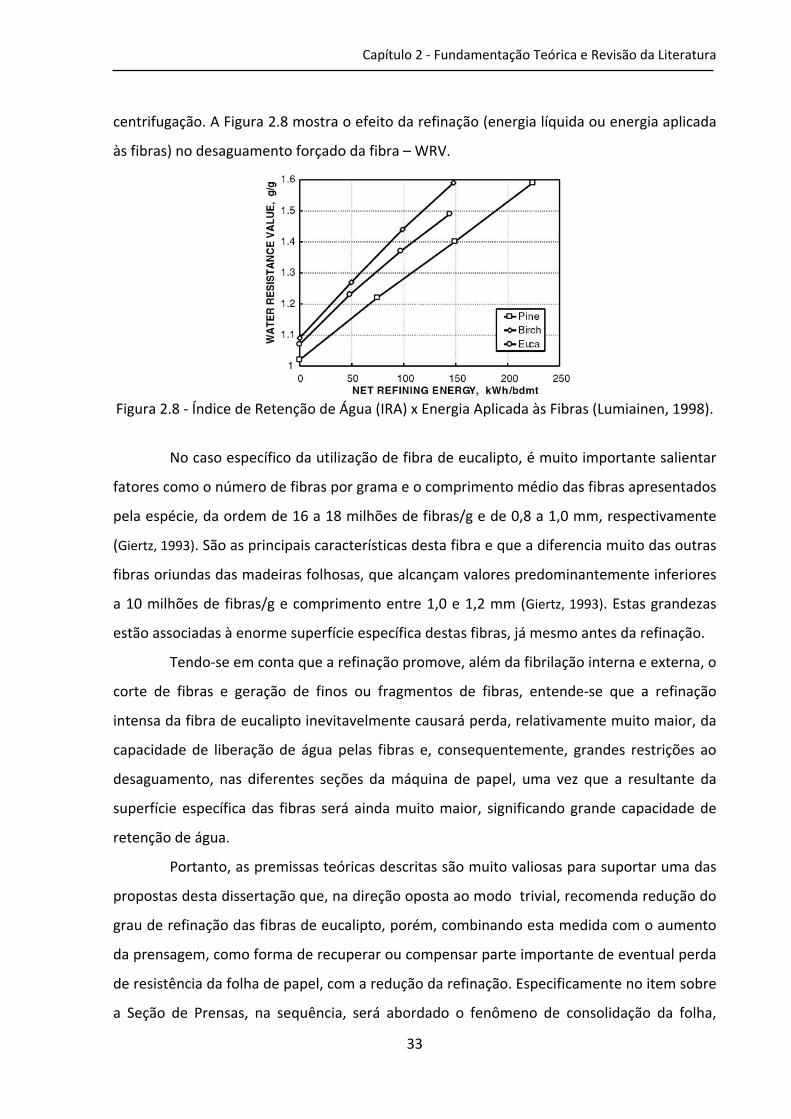
Além do grau de refinação, outra variável de grande relevância para a avaliação da
drenabilidade das fibras no processo de produção do papel é o índice de retenção de água
(IRA) da polpa ou “Water Retention Value” ou “Water Resistance Value” (WRV), que mede a
quantidade de água retida ainda pela fibra, quando submetida a um processo de
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
33
centrifugação. A Figura 2.8 mostra o efeito da refinação (energia líquida ou energia aplicada
às fibras) no desaguamento forçado da fibra – WRV.
Figura 2.8 - Índice de Retenção de Água (IRA) x Energia Aplicada às Fibras (Lumiainen, 1998).
No caso específico da utilização de fibra de eucalipto, é muito importante salientar
fatores como o número de fibras por grama e o comprimento médio das fibras apresentados
pela espécie, da ordem de 16 a 18 milhões de fibras/g e de 0,8 a 1,0 mm, respectivamente
(Giertz, 1993). São as principais características desta fibra e que a diferencia muito das outras
fibras oriundas das madeiras folhosas, que alcançam valores predominantemente inferiores
a 10 milhões de fibras/g e comprimento entre 1,0 e 1,2 mm (Giertz, 1993). Estas grandezas
estão associadas à enorme superfície específica destas fibras, já mesmo antes da refinação.
Tendo-se em conta que a refinação promove, além da fibrilação interna e externa, o
corte de fibras e geração de finos ou fragmentos de fibras, entende-se que a refinação
intensa da fibra de eucalipto inevitavelmente causará perda, relativamente muito maior, da
capacidade de liberação de água pelas fibras e, consequentemente, grandes restrições ao
desaguamento, nas diferentes seções da máquina de papel, uma vez que a resultante da
superfície específica das fibras será ainda muito maior, significando grande capacidade de
retenção de água.
Portanto, as premissas teóricas descritas são muito valiosas para suportar uma das
propostas desta dissertação que, na direção oposta ao modo trivial, recomenda redução do
grau de refinação das fibras de eucalipto, porém, combinando esta medida com o aumento
da prensagem, como forma de recuperar ou compensar parte importante de eventual perda
de resistência da folha de papel, com a redução da refinação. Especificamente no item sobre
a Seção de Prensas, na sequência, será abordado o fenômeno de consolidação da folha,
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
34
quando as fibras se aproximam, ao longo da espessura da folha (eixo Z), pelo efeito da
compressão mecânica e expulsão de água, desenvolvendo ligações entre si que culminam
em aumento de resistência da folha. O modelo proposto é muito desafiador, do ponto de
vista operacional, principalmente em razão da prática usualmente adotada.
2.2.2 - Zona de formação da máquina de papel
Seção onde a folha de papel é formada sobre uma tela ou entre duas telas plásticas
e, também é a seção onde ocorre o desaguamento da maior parte da água da suspensão
injetada na caixa de entrada, ou seja, de aproximadamente 97,5 % da água lançada, com
consistência típica na faixa de 0,5 a 1,0%, de maneira controlada para que a qualidade do
papel seja alcançada e a produtividade garantida.
O desaguamento acontece hidrostaticamente na sua fase inicial forçado com o
auxílio de aplicação de vácuo sob regiões das telas. O teor de sólidos da folha, deixando esta
seção, está entre 18 e 24 %. Sob as telas estão instalados diversos elementos desaguadores
constituídos, geralmente, por lâminas cerâmicas ou plásticas posicionadas transversalmente
sob a(s) tela(s), com perfil de um folio (“foil”), que imprimem um movimento ondulatório,
longitudinal, à tela, que é transferido à suspensão que está sendo desaguada. Este
movimento, denominado de “atividade”, acontece na fase de formação folha propriamente
dita, de forma controlada. Gera cisalhamento entre fibras prevenindo a floculação entre elas
ou até destruindo flocos formados. Este mecanismo é o principal responsável pela garantia
da formação ou uniformidade da folha de papel.
Cabe dizer que a diluição da suspensão ou consistência com a qual ela deixa a caixa
de entrada tem papel importantíssimo na homogeneidade da folha a ser alcançada. Quanto
menor a consistência, menor será a probabilidade de formação de flocos durante a
construção ou estruturação da folha. Portanto, minimizar a consistência da caixa de entrada
é a medida clássica e primária para que a folha de papel seja bem formada ou que possua
uma distribuição uniforme de fibras. Garantida a formação adequada ou requerida, o
desaguamento nesta seção da máquina de papel é forçado até a aplicação de vácuo intenso,
no seu final.
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
35
A formação ou homogeneidade da folha, como já mencionado, é de fundamental
importância para o uso final do papel de imprimir e escrever. A presença de flocos ou
aglomerados de fibras revela-se como áreas de alta densidade de fibras, contrastando com
zonas de baixa densidade na sua vizinhança, caracterizam assim um grau de
heterogeneidade na distribuição das fibras. Este contraste é, por exemplo, revelado quando
a tinta de impressão cobre a superfície do papel como deficiência de qualidade do papel.
Além disso, a natureza da formação influencia também as propriedades de resistência da
folha, pois áreas de menor densidade de fibras também são áreas de menor resistência da
folha. Portanto, numa situação limite, este fenômeno poderá ter efeitos no andamento ou
na produtividade da máquina de papel.
Os sólidos não retidos na folha acompanham a água drenada, que é denominada
água branca e cuja maior parte (~85%) é recirculada no próprio circuito de aproximação,
para a diluição da massa grossa, na sucção da bomba de mistura. A sobra desta água branca,
que é de aproximadamente 15% de seu total, é enviada para um filtro de discos, a vácuo,
para recuperação dos sólidos nela contidos, que fecham o circuito quando são enviados ao
tanque de mistura.
A maioria das forças de cisalhamento anteriormente citadas são geradas na peneira
pressurizada, caixa de entrada e, principalmente, na zona de formação, provocando perda
de retenção de partículas finas, durante esta etapa que passa por um processo de filtração
da folha.
2.2.3 - Retenção e Drenagem
2.2.3.1 - Retenção
A composição do papel combina materiais de origem biológica, sintética e
inorgânica. Seus principais componentes são as fibras de celulose e os finos (pequenos
segmentos de fibras), cargas inorgânicas (minerais) e orgânicas, polímeros naturais e
sintéticos (para obtenção de colagem, retenção e resistências da folha de papel). A retenção
de cada um dos seus componentes será crítica para as propriedades e qualidade da folha de
papel, assim como para o atendimento de requisitos ambientais e de custos.
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
36
Na fabricação de papel, a retenção indica a quantidade de um determinado
componente no produto final em relação à quantidade deste mesmo componente num
estágio anterior do processo. É entendida como a quantidade de todos os materiais,
suspensos e dissolvidos, os quais permanecem como componentes da folha de papel final
em relação à quantidade presente em alguma etapa anterior do processo de produção (Gess,
1998).
Trata-se de um dos mais importantes parâmetros de operação e controle da parte
úmida do processo de fabricação de papel. Retenções específicas podem ser definidas,
dependendo de qual material está sendo retido e onde está sendo medido.
a) Retenção de Simples Passagem
O subcomitê do Comitê de Aditivos de Fabricação de Papel da TAPPI (“Technical
Association of the Pulp and Paper Industry”- EUA) definiu a Retenção de Simples Passagem
ou de Simples Passo (RSP) como simplesmente a razão da diferença entre as consistências da
caixa de entrada e da bandeja de água branca drenada, e da consistência da caixa de
entrada. Matematicamente, a retenção de simples passagem é calculada por:
RSP = 100 . (Cce – Cab)/ Cce (2.1)
RSP: Retenção de Simples Passagem
Cce: Consistência da caixa de entrada
Cab: Consistência da bandeja ou calha de água branca
Analogamente, a retenção de simples passagem de um determinado componente
da suspensão que alimenta a máquina de papel pode ser calculada simplesmente se
determinando as frações deste componente na suspensão da caixa de entrada e da bandeja
de água branca. Assim, a retenção de simples passagem de cinzas RSPC, que também é
muito utilizada na indústria de fabricação de papel, é calculada a partir da determinação das
frações de cinzas nas consistências da caixa de entrada e da bandeja de água branca, com a
utilização de fórmula semelhante. Entretanto, deve se levar em conta de que o valor de
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
37
retenção de simples passagem dá uma ideia do que está acontecendo na máquina de papel.
Ela é, na realidade, uma aproximação, através de um cálculo simplificado e rápido, da
retenção real e seu valor poderá levar erros nas conclusões se, por exemplo, a consistência
na bandeja de água branca medida não for representativa da água branca da máquina.
Outro cuidado deve-se ter ao comparar valores de retenção de diferentes máquinas que, por
razões tecnológicas, utilizam níveis significativamente diferentes das consistências da caixa
de entrada.
b) Retenção Real
A retenção de simples passagem refere-se à eficiência do extremo úmido da
máquina de papel enquanto a retenção real diz respeito à eficiência da máquina de papel
como um todo. A retenção real é definida como a fração ou porcentagem da quantidade de
material que é retido na folha de papel produzida. A TAPPI define retenção real como a
razão entre a massa que deixa a sessão de formação ou massa que alimenta a sessão de
prensas sobre a massa de sólidos alimentada.
c) Mecanismos de retenção
A retenção dos diferentes componentes da massa na folha de papel produzida está
associada a mecanismos de natureza química, mecânica ou combinação dos dois
mecanismos. Enquanto os materiais dissolvidos na suspensão são retidos por adsorção ou
através da formação de ligações químicas aos sólidos suspensos, estes últimos são retidos
mediante um processo de filtração durante o processo de formação da folha úmida de
papel. Tal processo ocorrerá independentemente de forças de atração ou de repulsão entre
as partículas.
Pelo fato de possuírem tamanho relativamente pequeno, as partículas que
compõem a fração de finos da massa (cargas minerais e finos de celulose) são difíceis de
serem retidas na estrutura da folha em formação. Por isso, uma quantidade muito maior
destas finas partículas atravessaria a malha da tela formadora e seriam incorporadas à água
branca drenada nesta fase de formação da folha, caso agentes auxiliares de retenção não
fossem adicionados ao processo para aumentar a retenção coloidal daquelas partículas. Os
auxiliares de retenção são agentes químicos com superfície ativa que fazem com que as
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
38
partículas finas formem flocos ou aglomerados entre si ou através de sua adsorção à
superfície das fibras da suspensão, desenvolvendo assim, maior retenção por meio químico
e mecânico.
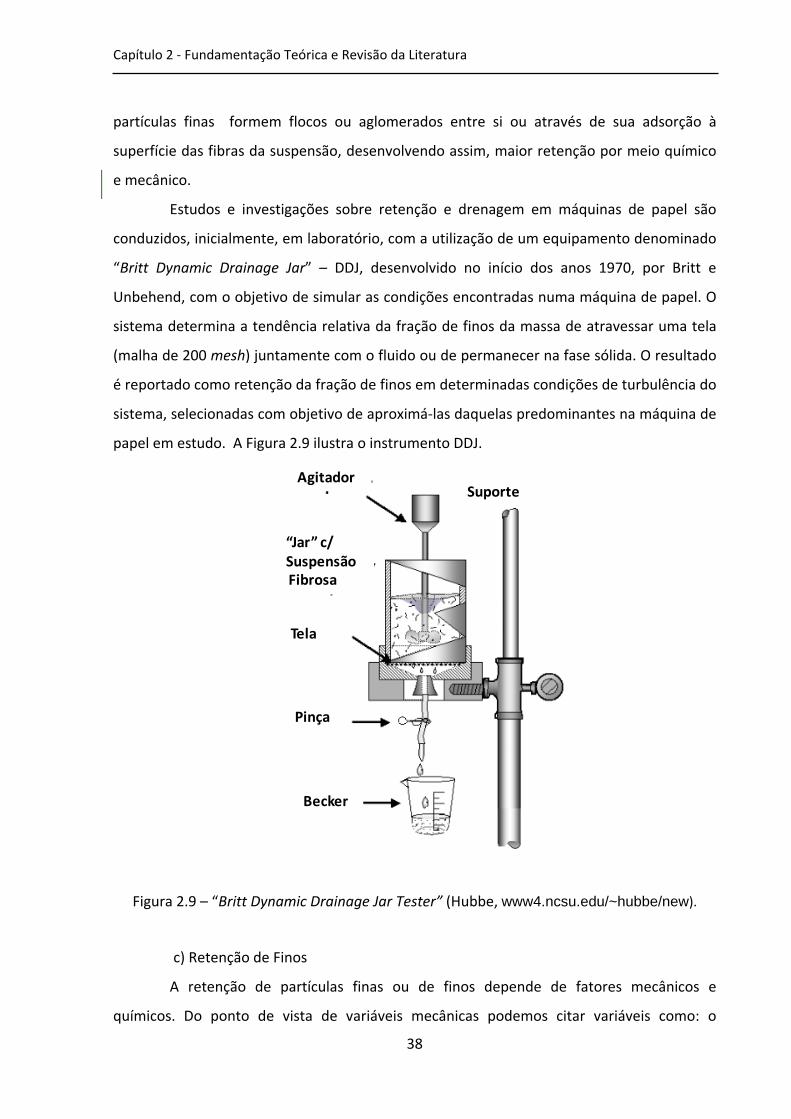
Estudos e investigações sobre retenção e drenagem em máquinas de papel são
conduzidos, inicialmente, em laboratório, com a utilização de um equipamento denominado
“Britt Dynamic Drainage Jar” – DDJ, desenvolvido no início dos anos 1970, por Britt e
Unbehend, com o objetivo de simular as condições encontradas numa máquina de papel. O
sistema determina a tendência relativa da fração de finos da massa de atravessar uma tela
(malha de 200 mesh) juntamente com o fluido ou de permanecer na fase sólida. O resultado
é reportado como retenção da fração de finos em determinadas condições de turbulência do
sistema, selecionadas com objetivo de aproximá-las daquelas predominantes na máquina de
papel em estudo. A Figura 2.9 ilustra o instrumento DDJ.
Figura 2.9 – “Britt Dynamic Drainage Jar Tester” (Hubbe, www4.ncsu.edu/~hubbe/new).
c) Retenção de Finos
A retenção de partículas finas ou de finos depende de fatores mecânicos e
químicos. Do ponto de vista de variáveis mecânicas podemos citar variáveis como: o
AgitadorSuporte
“Jar” c/SuspensãoFibrosa
Tela
Pinça
Becker
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
39
tamanho das partículas a serem retidas; os poros da folha úmida em formação; a geometria
da tela sobre a qual a folha de papel é formada; a velocidade ou taxa na qual a folha é
formada; a gramatura ou peso do papel a ser produzido; a maneira ou intensidade com as
quais a suspensão fibrosa está sendo drenada.
A química exerce, igualmente, importante papel na retenção das partículas finas
contidas na suspensão que alimentará a máquina de papel. Através dela, pode-se, por
exemplo, aumentar o tamanho das partículas a serem retidas, através de um processo de
floculação, gerando macro-partículas ou flocos, constituídos de fibras, finos de celulose e
carga mineral. Agentes químicos podem, também, mudar a carga iônica de parte dos sólidos
da suspensão ou das partículas finas, fazendo com que elas sejam, então, ancoradas às
partículas maiores, através de um mecanismo de aglomeração ou coagulação. Por outro
lado, tais agentes podem, também, reduzir o tamanho dos poros da folha que está sendo
formada e como consequência, a taxa de drenagem da suspensão. O uso inadequado de
polímeros de alta massa molar, como agente de retenção, pode causar sobrefloculação e,
consequentemente, a formação menos uniforme da folha, com poros maiores.
Contrariamente, a utilização de polímeros aniônicos pode promover folhas com flocos
menores e com melhor formação ou uniformidade.
d) Retenção em pH Alcalino
O princípio do mecanismo da ação de agentes químicos na retenção de partículas
finas passa por um processo inicial ou primário de coagulação, aglomeração ou de
aproximação destas partículas, formando um floco, porém pouco resistente ao cisalhamento
que está presente em elevada intensidade no processo hidráulico de fabricação de papel.
Esta primeira etapa acontece, normalmente, com agentes catiônicos com alta densidade de
carga elétrica. A resistência do floco ao cisalhamento é alcançada com o mecanismo de
floculação onde, normalmente, um polímero de alta massa molar e densidade de carga
elétrica positiva ou negativa, é empregado para formar um floco resistente e com potencial
para ancorá-lo na fibra. Tais processos acontecem pela desestabilização das partículas finas,
através de alteração de suas cargas elétricas.
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
40
No processo alcalino, o próprio pH alcalino implica em resistência à drenagem e
dificuldades maiores na retenção. Polímeros catiônicos e aniônicos são utilizados. O melhor
desempenho de polímeros aniônicos em processo alcalino está, também, associado ao
maior estiramento do polímero aniônico em presença de íons hidroxila (repulsão de grupos
com mesma carga elétrica na cadeia), da mesma forma que acontece com o polímero
catiônico no meio ácido, ou seja, na presença de íons H+.
Outro aspecto relevante é que, no processo alcalino, as fibras de celulose e,
portanto suas fibrilas estão mais estiradas devido à maior de densidade de carga elétrica
negativa na fibra, provocada pelo aumento de pH e então, com maior superfície disponível
para o desenvolvimento de interligações entre fibras, desenvolvendo uma folha com maior
resistência. Por outro lado, este mesmo fenômeno concorre, também, para o prejuízo da
drenagem. Um programa mínimo para retenção e drenagem para um processo alcalino faz
uso de um agente coagulante catiônico de baixa massa molar, seguido de um agente
floculante aniônico, de alta massa molar. Este último é, normalmente, adicionado ao
processo em um ponto onde o cisalhamento já está muito reduzido, com o propósito de
preservação do floco formado, também chamado de “hard floc”(Hagemeyer, 1992)
caracterizado por sua alta resistência à turbulência ou ao cisalhamento, proporcionando
altos níveis de retenção, porém, quando exposto a um processo de redispersão, o floco
resultante de uma re-floculação desenvolverá retenção muito menor.
As características destes eletrólitos (massa molar, densidade de carga elétrica,
natureza química) bem como suas concentrações e pontos de aplicação terão efeitos
positivos para o objetivo a ser alcançado, mas, também, podem trazer algumas
consequências indesejáveis, como exemplo algum prejuízo na formação da folha de papel
produzido, em razão formação de flocos necessária para a retenção dos finos na folha
formada, além da dificuldade da drenagem imposta pelo pH alcalino e que é agravada pela
necessidade de minimização do tamanho dos flocos formados.
e) O efeito da condutividade
O arraste elevado de eletrólitos e sua concentração na água da suspensão fibrosa,
provenientes da planta de fabricação de celulose em uma fábrica integrada, poderá implicar
na supressão de cargas iônicas da superfície da fibra e das cargas minerais (Gess, 1998). Isso
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
41
ocorre, geralmente, quando algum distúrbio é registrado na planta de celulose que acarreta
em uma lavagem relativamente pobre das fibras, favorecendo a presença de eletrólitos no
fluxo de suspensão que vai alimentar a fábrica de papel. Nesta situação, coloides poderão
também ter sua concentração aumentada no referido fluxo. Além disso, as moléculas de
polímeros e amidos modificados presentes no extremo úmido do processo de fabricação de
papel, sofrerão, também, tal tipo de interação ou neutralização. No processo alcalino de
fabricação de papel, em especial, este fenômeno caracteriza-se, principalmente em
situações de fechamento de circuito ou na utilização de matéria-prima fibrosa reciclada
(Gess, 1998).
Estes fatores contribuem para a elevação da condutividade do sistema, ou seja,
aumenta a concentração de eletrólitos ou íons dissolvidos no fluido da suspensão. O
aumento da condutividade do sistema, medido na água branca do processo, indica sério
potencial de significante perda de eficiência dos agentes de retenção de cargas e finos e,
consequentemente, da retenção propriamente dita. Os polímeros aniônicos de cadeia longa,
que são normalmente utilizados no referido processo tem suas cargas elétricas negativas
parcialmente neutralizadas e com isso, perdem sua eficiência para promover a retenção de
partículas finas, além de perderem o estiramento natural de sua cadeia, provocado pela
repulsão entre as cargas elétricas negativas vizinhas. Esta perda de estiramento irá provocar
algum grau de enrolamento de sua cadeia, o que é indesejável para o processo, pois
contribuirá para o aumento excessivo do tamanho dos flocos formados com o auxilio do
polímero com prejuízo para a formação ou uniformidade do papel. Situação análoga
também poderá ocorrer, por exemplo, com as cargas positivas do amido catiônico,
usualmente, utilizado. Serão, parcialmente, neutralizadas, com consequente perda de
eficiência do amido no processo de retenção. A Figura 2.5, mostra pontos mais comuns de
adição de produtos químicos no circuito de aproximação.
2.2.3.2 - Utilização de Sílica Coloidal como Micro-Partícula
Além da utilização de polímeros catiônico e aniônico, a adição de um terceiro
componente, denominado de micro-partícula pode ser também uma opção num programa
de retenção e drenagem. Esta possui como principais características o tamanho muito
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
42
pequeno, elevada área superficial e é altamente carregada com carga elétrica negativa. Com
este programa é possível aplicar o polímero de alta massa molar em um ponto anterior ao
depurador principal do circuito de aproximação, equipamento este que por ser rotativo,
promoverá cisalhamento ao floco construído previamente, quebrando-o parcialmente,
porém não o destruindo completamente. Imediatamente após, a micro-partícula é aplicada
para promover a refloculação das partículas cisalhadas, numa forma mais ordenada
produzindo os chamados micro flocos ou “soft flocs”. Esta é a característica deste tipo de
floco (Hagemeyer, 1992), que quando exposto ao cisalhamento ou turbulência, num ciclo de
redispersão ele se refloculará no mesmo nível da floculação inicial.
O resultado é um floco menor e mais uniforme, que será ainda retido e também um
importante aumento na liberação da água alojada no corpo da suspensão fibrosa para ser
drenada durante a formação da folha de papel. A presença da micro-partícula no sistema
significa maior taxa de desaguamento ou de drenagem da suspensão, além de melhoria na
formação da folha de papel. Dentre as micro-partículas, comercialmente disponíveis, a sílica
coloidal é a mais utilizada em processos de fabricação de papel. Os mecanismos propostos
para o sistema que utiliza sílica coloidal é muito menos entendido que o do sistema
tradicional ou que usam dois polímeros (“dual”), já citado.
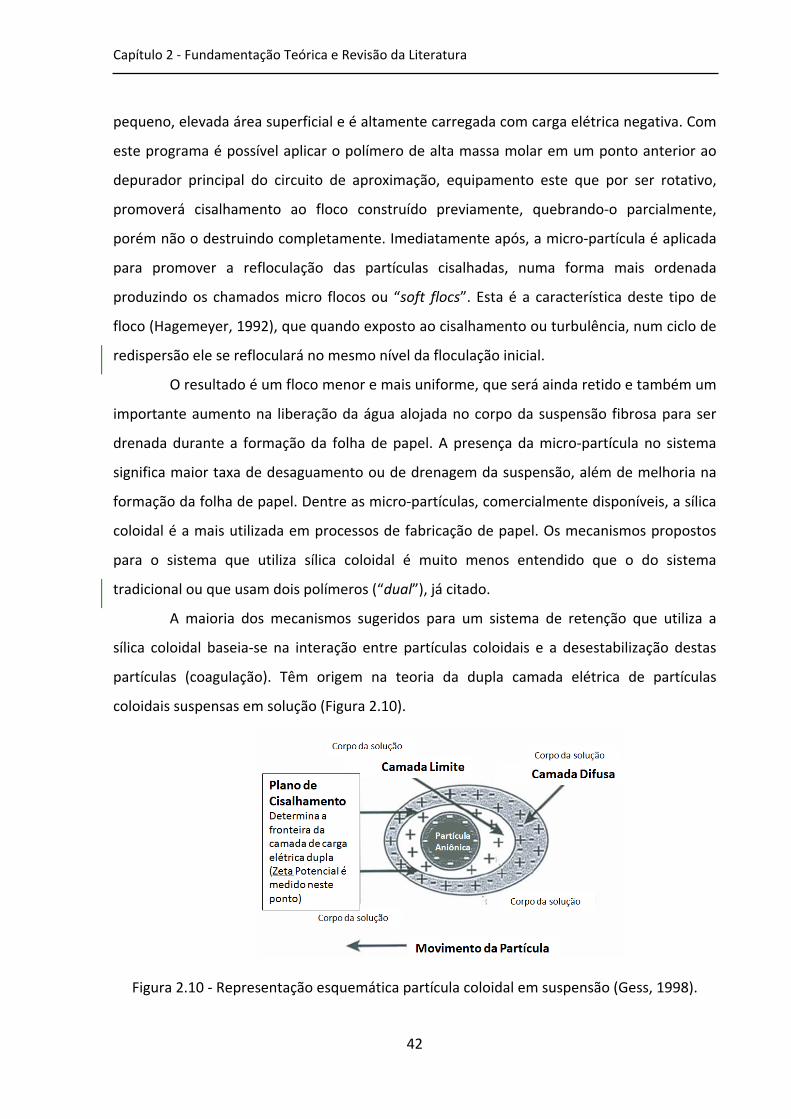
A maioria dos mecanismos sugeridos para um sistema de retenção que utiliza a
sílica coloidal baseia-se na interação entre partículas coloidais e a desestabilização destas
partículas (coagulação). Têm origem na teoria da dupla camada elétrica de partículas
coloidais suspensas em solução (Figura 2.10).
Figura 2.10 - Representação esquemática partícula coloidal em suspensão (Gess, 1998).
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
43
Existem várias referências na literatura indicando que a sílica coloidal trabalha em
sinergia com o amido catiônico adicionado previamente no processo, comprimindo a
camada elétrica dupla, das partículas de amido. Moberg (1991) teoriza que a sílica coloidal é
fisicamente pequena o suficiente para entrar na estrutura amorfa do amido catiônico em
solução neutralizando completamente sua carga positiva. Isto resultaria no colapso da dupla
camada elétrica de íons sílica/amido, formando flocos pequenos e mais densos. A
consequência para a máquina de papel será um alto nível de retenção e excelente
desaguamento ou drenagem da polpa. Portanto, é evidente que a presença do amido
catiônico é fundamental e mandatória para o trabalho da sílica no sistema de retenção. Em
resumo, a aplicação de sílica coloidal como componente de um programa de retenção e
drenagem significa desenvolver um balanço muito mais efetivo entre a retenção das
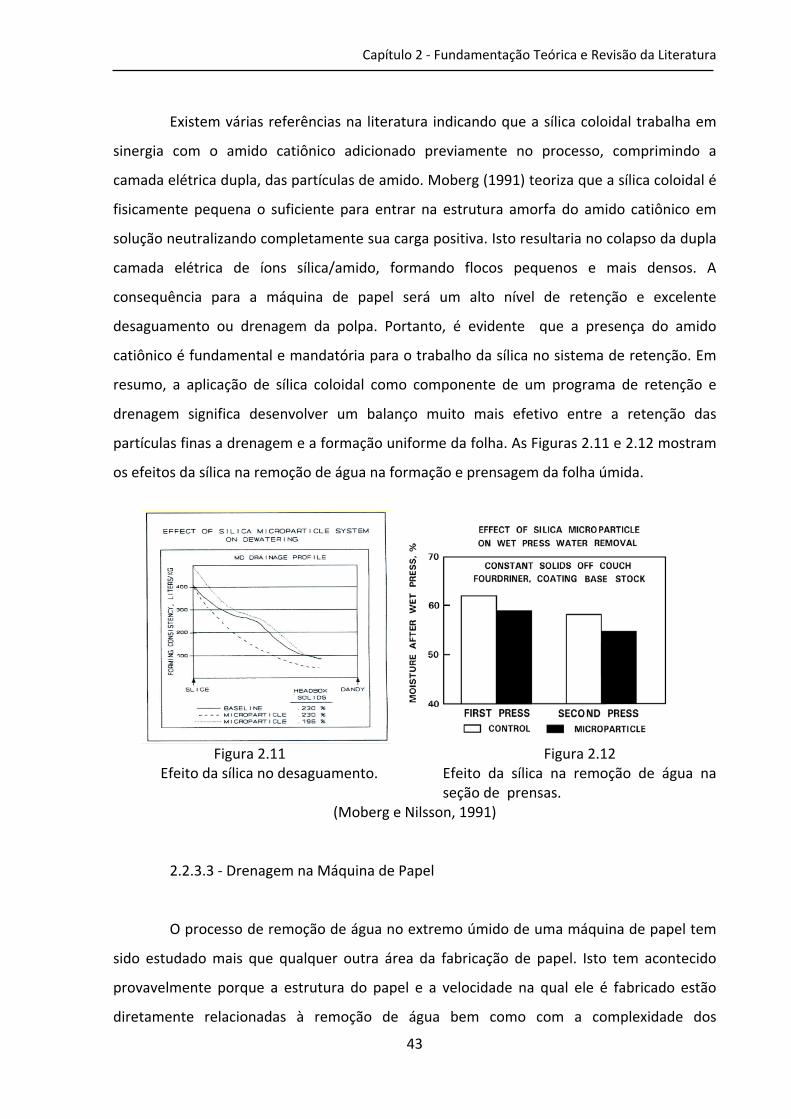
partículas finas a drenagem e a formação uniforme da folha. As Figuras 2.11 e 2.12 mostram
os efeitos da sílica na remoção de água na formação e prensagem da folha úmida.
Figura 2.11 Figura 2.12
Efeito da sílica no desaguamento. Efeito da sílica na remoção de água na seção de prensas.
(Moberg e Nilsson, 1991)
2.2.3.3 - Drenagem na Máquina de Papel
O processo de remoção de água no extremo úmido de uma máquina de papel tem
sido estudado mais que qualquer outra área da fabricação de papel. Isto tem acontecido
provavelmente porque a estrutura do papel e a velocidade na qual ele é fabricado estão
diretamente relacionadas à remoção de água bem como com a complexidade dos
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
44
equipamentos e das técnicas utilizadas. Os estudos conduzidos estão calcados nas
correlações físico-químicas entre água e fibras, que podem ser utilizadas para se alterar a
taxa de remoção de água, assim como nos materiais utilizados como auxiliares de drenagem,
no extremo úmido da máquina de papel. A remoção de água pode ser pensada para uma
máquina de papel Fourdrinier, máquina que possui apenas uma tela formadora e, portanto,
a drenagem ocorre apenas numa direção, acontecendo em quatro zonas de desaguamento
distintas (Hagemeyer, 1992):
1) Zona de formação: compreendida desde o ponto de aterrissagem do jato de
suspensão fibrosa, que deixa o lábio da caixa de entrada, sobre a tela formadora até o ponto
imediatamente antes da primeira caixa de sucção ou de alto vácuo, como conhecida.
2) Zona de vácuo: tem início na primeira caixa de alto vácuo até o ponto em que
a folha úmida deixa o rolo de sucção da tela.
3) Seção de Prensas: inclui todos os nips das prensas instaladas.
4) Seção de secagem: inclui todos os elementos aquecidos, principalmente os
cilindros secadores.
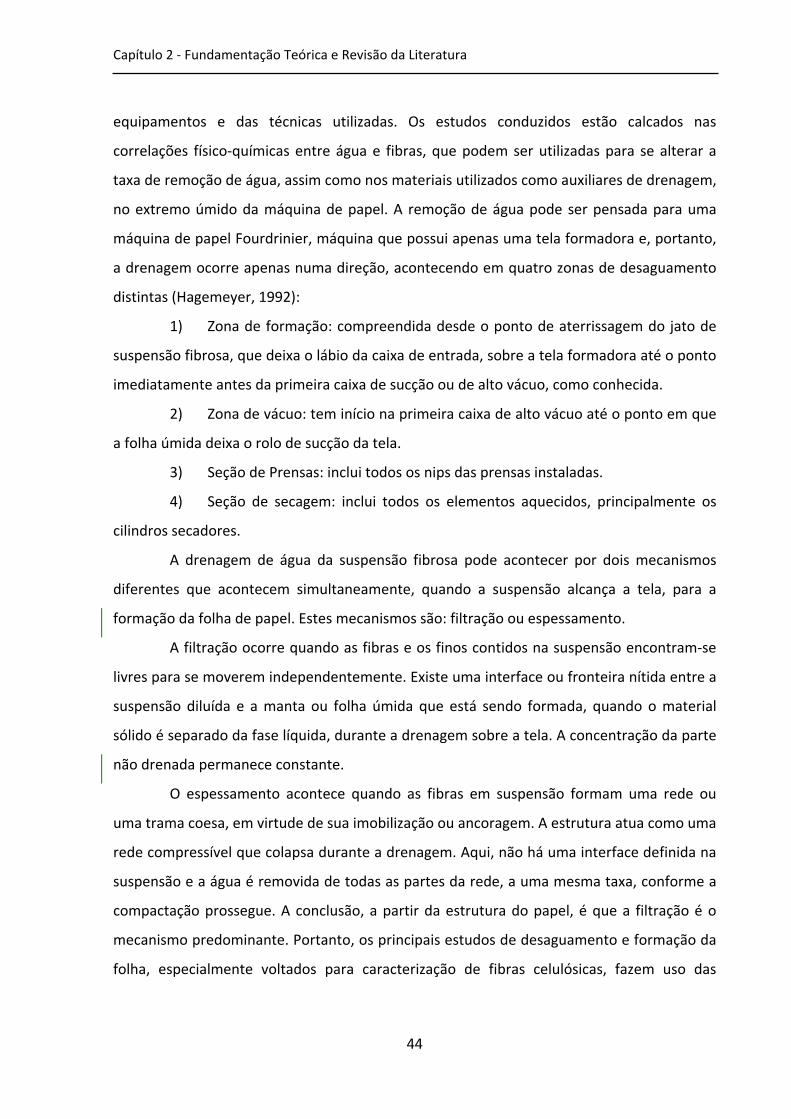
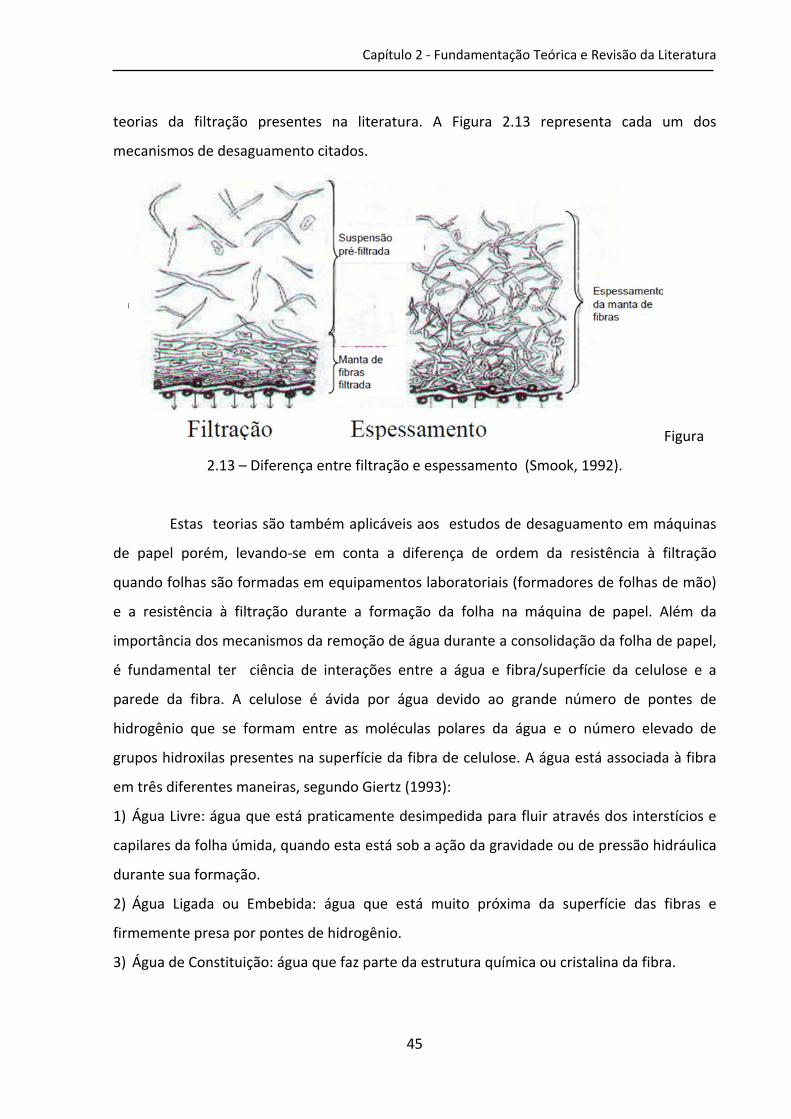
A drenagem de água da suspensão fibrosa pode acontecer por dois mecanismos
diferentes que acontecem simultaneamente, quando a suspensão alcança a tela, para a
formação da folha de papel. Estes mecanismos são: filtração ou espessamento.
A filtração ocorre quando as fibras e os finos contidos na suspensão encontram-se
livres para se moverem independentemente. Existe uma interface ou fronteira nítida entre a
suspensão diluída e a manta ou folha úmida que está sendo formada, quando o material
sólido é separado da fase líquida, durante a drenagem sobre a tela. A concentração da parte
não drenada permanece constante.
O espessamento acontece quando as fibras em suspensão formam uma rede ou
uma trama coesa, em virtude de sua imobilização ou ancoragem. A estrutura atua como uma
rede compressível que colapsa durante a drenagem. Aqui, não há uma interface definida na
suspensão e a água é removida de todas as partes da rede, a uma mesma taxa, conforme a
compactação prossegue. A conclusão, a partir da estrutura do papel, é que a filtração é o
mecanismo predominante. Portanto, os principais estudos de desaguamento e formação da
folha, especialmente voltados para caracterização de fibras celulósicas, fazem uso das
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
45
teorias da filtração presentes na literatura. A Figura 2.13 representa cada um dos
mecanismos de desaguamento citados.
Figura
2.13 – Diferença entre filtração e espessamento (Smook, 1992).
Estas teorias são também aplicáveis aos estudos de desaguamento em máquinas
de papel porém, levando-se em conta a diferença de ordem da resistência à filtração
quando folhas são formadas em equipamentos laboratoriais (formadores de folhas de mão)
e a resistência à filtração durante a formação da folha na máquina de papel. Além da
importância dos mecanismos da remoção de água durante a consolidação da folha de papel,
é fundamental ter ciência de interações entre a água e fibra/superfície da celulose e a
parede da fibra. A celulose é ávida por água devido ao grande número de pontes de
hidrogênio que se formam entre as moléculas polares da água e o número elevado de
grupos hidroxilas presentes na superfície da fibra de celulose. A água está associada à fibra
em três diferentes maneiras, segundo Giertz (1993):
1) Água Livre: água que está praticamente desimpedida para fluir através dos interstícios e
capilares da folha úmida, quando esta está sob a ação da gravidade ou de pressão hidráulica
durante sua formação.
2) Água Ligada ou Embebida: água que está muito próxima da superfície das fibras e
firmemente presa por pontes de hidrogênio.
3) Água de Constituição: água que faz parte da estrutura química ou cristalina da fibra.
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
46
Não são definidas interfaces claras entre estes diferentes tipos de água presentes
em uma suspensão fibrosa. A divisão entre a água ligada ou embebida e a de constituição é
geralmente entendida como que a primeira se libera à pressão de vapor nula, ou seja, a 100
°C. A divisão entre a água embebida e a água livre é, usualmente, aceita como o ponto de
saturação da fibra (FSP) e varia com o tipo (espécie) de fibra, grau de refinação e teor de
finos presentes. O FSP pode ser determinado, de forma aproximada, pela determinação do
valor de retenção de água (WRV) da fibra. O processo de formação da folha em uma
máquina de papel é afetado principalmente pela resistência da folha úmida, que se forma
sobre a tela, ao fluxo de água. Por outro lado, existem forças que promovem a drenagem da
suspensão, como: pressão hidrostática (coluna hidráulica da folha em formação), pressão
inercial (causada pela aterrissagem do jato sobre a tela formadora), forças hidrodinâmicas
(geradas por elementos desaguadores – rolos esgoteadores e/ou lâminas “foil”) vácuo
externo (vácuo aplicado externamente) pressão aplicada por rolos (principalmente rolos de
prensas). Existem conhecidos fatores que influenciam na resistência à drenagem. São eles:
- Temperatura da massa ou suspensão;
- Presença de surfactantes;
- Quantidade de ar entranhado no corpo da suspensão;
- Teor de carga mineral;
- Umidade da massa sobre a tela;
- Química da superfície da fibra;
- Presença e grau de floculação promovido por agentes químicos;
- Teor de finos na suspensão.
Quando as fibras recebem um nível relativamente alto de refinação, elas tendem a
ter a drenagem muito reduzida. O aumento da temperatura da água drenada reduz a
viscosidade do líquido e faz com que a drenagem passa a ocorrer numa taxa superior. A
admissão de ar na massa ou sua presença dificulta a drenagem na máquina de papel. O
aumento do teor de carga mineral ou de cinzas no papel facilita a drenagem. Agentes
floculantes ou agentes de retenção, normalmente, melhoram a drenagem, além de
aumentarem a retenção de finos. Esta é a razão de serem denominados como agentes de
retenção e drenagem. Várias vantagens podem ser relacionadas ao o uso de um agente
auxiliar de drenagem como:
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
47
- Aumento de produção;
- Menor consumo de vapor para a secagem do papel;
- Melhoria da formação ou uniformidade da folha de papel;
- Possibilidade do uso da quantidade maior de matérias primas menos nobres.
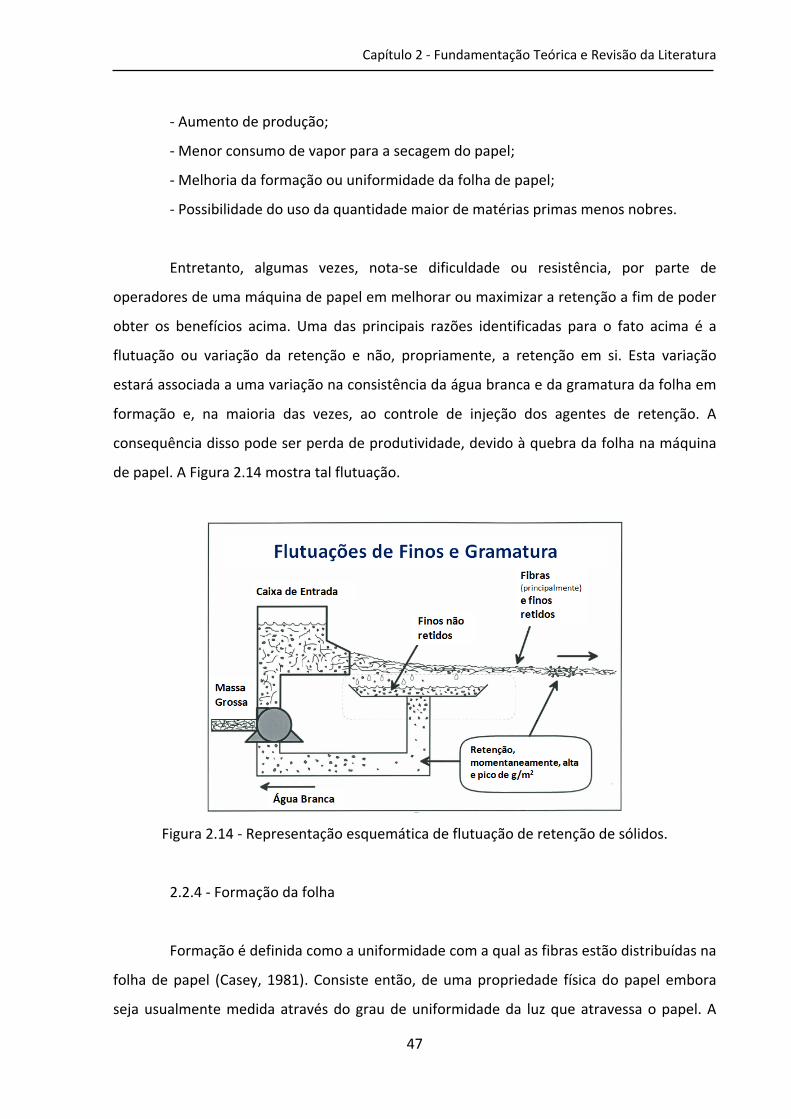
Entretanto, algumas vezes, nota-se dificuldade ou resistência, por parte de
operadores de uma máquina de papel em melhorar ou maximizar a retenção a fim de poder
obter os benefícios acima. Uma das principais razões identificadas para o fato acima é a
flutuação ou variação da retenção e não, propriamente, a retenção em si. Esta variação
estará associada a uma variação na consistência da água branca e da gramatura da folha em
formação e, na maioria das vezes, ao controle de injeção dos agentes de retenção. A
consequência disso pode ser perda de produtividade, devido à quebra da folha na máquina
de papel. A Figura 2.14 mostra tal flutuação.
Figura 2.14 - Representação esquemática de flutuação de retenção de sólidos.
2.2.4 - Formação da folha
Formação é definida como a uniformidade com a qual as fibras estão distribuídas na
folha de papel (Casey, 1981). Consiste então, de uma propriedade física do papel embora
seja usualmente medida através do grau de uniformidade da luz que atravessa o papel. A
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
48
formação é costumeiramente avaliada visualmente pelo fabricante de papel e de uma forma
subjetiva, olhando a folha sob uma fonte de luz. A formação da folha está relacionada com o
grau de variação na gramatura, medida numa determinada área do papel em uma escala
que possa ser observada a olho nu (Hagemeyer, 1992). Isto não inclui flutuações na
microestrutura que afeta as ligações entre as fibras como também a porosidade do papel.
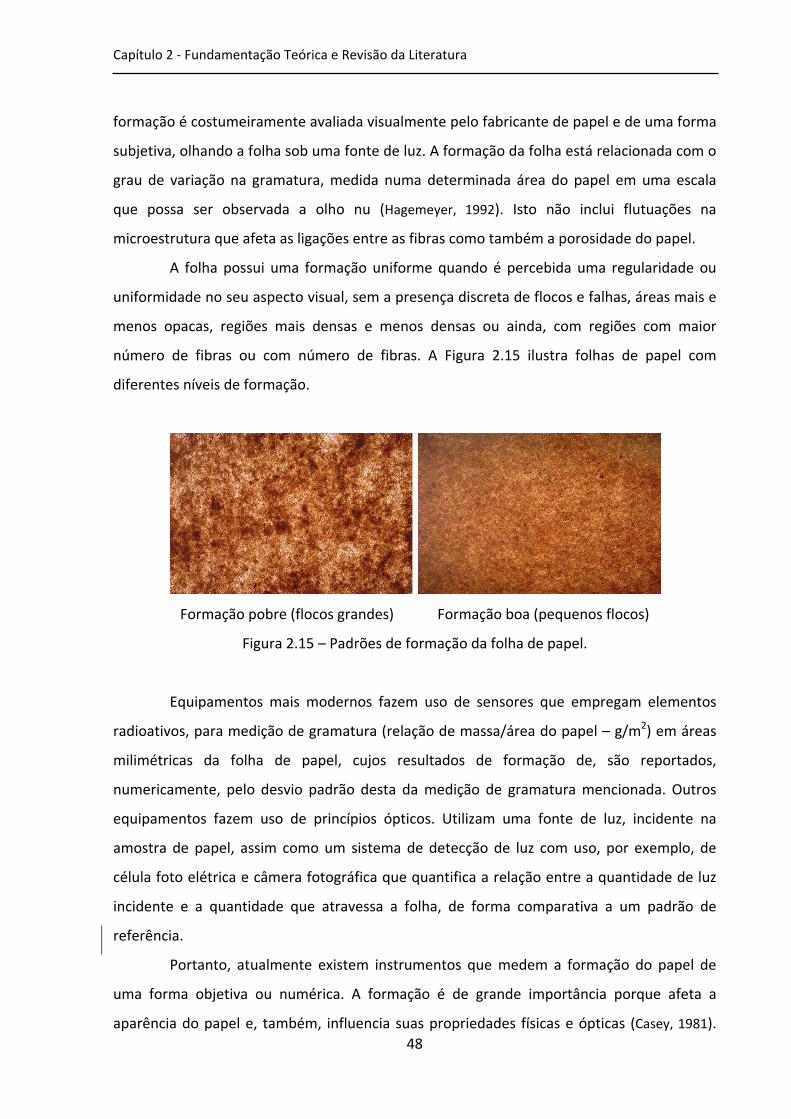
A folha possui uma formação uniforme quando é percebida uma regularidade ou
uniformidade no seu aspecto visual, sem a presença discreta de flocos e falhas, áreas mais e
menos opacas, regiões mais densas e menos densas ou ainda, com regiões com maior
número de fibras ou com número de fibras. A Figura 2.15 ilustra folhas de papel com
diferentes níveis de formação.
Formação pobre (flocos grandes) Formação boa (pequenos flocos)
Figura 2.15 – Padrões de formação da folha de papel.
Equipamentos mais modernos fazem uso de sensores que empregam elementos
radioativos, para medição de gramatura (relação de massa/área do papel – g/m2) em áreas
milimétricas da folha de papel, cujos resultados de formação de, são reportados,
numericamente, pelo desvio padrão desta da medição de gramatura mencionada. Outros
equipamentos fazem uso de princípios ópticos. Utilizam uma fonte de luz, incidente na
amostra de papel, assim como um sistema de detecção de luz com uso, por exemplo, de
célula foto elétrica e câmera fotográfica que quantifica a relação entre a quantidade de luz
incidente e a quantidade que atravessa a folha, de forma comparativa a um padrão de
referência.
Portanto, atualmente existem instrumentos que medem a formação do papel de
uma forma objetiva ou numérica. A formação é de grande importância porque afeta a
aparência do papel e, também, influencia suas propriedades físicas e ópticas (Casey, 1981).
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
49
Ela não só afeta os valores médios de praticamente todas as variáveis associadas às
propriedades físicas e ópticas, mas, também, da dispersão daquelas variáveis. Propriedades
relacionadas à resistência da folha, como: tração, estouro e dobra como também as
características de impressão do papel. Além disso, a formação afeta a uniformidade da
prensagem, secagem e da calandragem da folha de papel durante sua fabricação. Boa
formação é essencial para os papeis de imprimir e escrever (Glassman, 1985). O mesmo
ocorre para os papeis base, que vão receber um revestimento ou impregnação.
A folha bem formada indica uniformidade na distribuição das interligações entre
fibras através da formação de pontes de hidrogênio, conforme lustra a Figura 2.16.
Figura 2.16 – Desenho esquemático de pontes de hidrogênio entre fibras (Nikolaeva, 2010).
O tensionamento ou tracionamento da folha mal formada amplifica os efeitos da
formação pobre, implicando na redução da resistência da folha úmida (Nikolaeva, 2010).
Como exemplo, cita-se algumas variáveis de influência na formação da folha, tais
como a consistência da caixa de entrada (Thorp, 1998), o índice de floculação da suspensão
(Gess, 1998) – retenção de cargas e o a própria relação Jato/Tela = Vj/Vt (Gavelin, 1998.) –
relação entre a velocidade do jato (Vj) de suspensão que deixa a caixa de entrada e a
velocidade (Vt) da tela sobre a qual o jato aterrissa. A velocidade do jato de massa é
determinada com a medição da pressão no interior da caixa de entrada, que é variável
determinante para o cálculo hidráulico da velocidade (Bernoulli), com a qual o jato de
suspensão fibrosa deixa o lábio ou bocal da caixa para aterrissar na tela da mesa plana ou da
zona de formação da máquina de papel. É também conhecida a influência da diferença entre
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
50
as velocidades do jato e da tela na formação da folha de papel, em função de efeitos de
cisalhamento causados pelo impacto das camadas de fibras no processo de aterrissagem.
2.2.5 - Resistência da folha úmida (“WWS - wet web strength”)
A resistência da folha úmida tem um importante papel na eliminação de quebras no
extremo úmido da máquina de papel (Clark, 1978). Durante sua formação, na máquina de
papel, a folha úmida tem que resistir às fraturas, por estar sendo alongada entre seções da
máquina (passe) e, também, pela tensão para destacar a folha da superfície do rolo da
prensa, tensão esta que aumenta com o quadrado da velocidade da máquina (MacDonald,
1970). A preocupação dos estudiosos para o desenvolvimento de métodos de medição da
resistência da folha úmida não é atual e alguns procedimentos laboratoriais foram
desenvolvidos sendo que o de medição de resistência à tração tem sido o de maior
interesse.
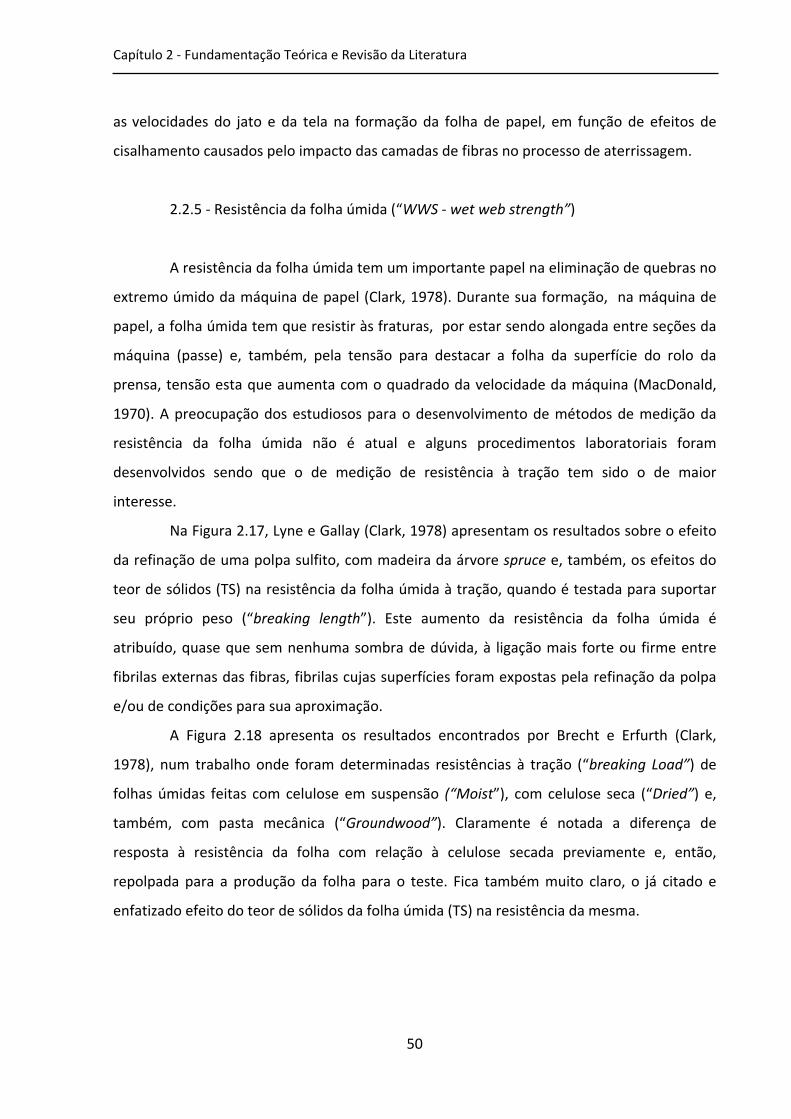
Na Figura 2.17, Lyne e Gallay (Clark, 1978) apresentam os resultados sobre o efeito
da refinação de uma polpa sulfito, com madeira da árvore spruce e, também, os efeitos do
teor de sólidos (TS) na resistência da folha úmida à tração, quando é testada para suportar
seu próprio peso (“breaking length”). Este aumento da resistência da folha úmida é
atribuído, quase que sem nenhuma sombra de dúvida, à ligação mais forte ou firme entre
fibrilas externas das fibras, fibrilas cujas superfícies foram expostas pela refinação da polpa
e/ou de condições para sua aproximação.
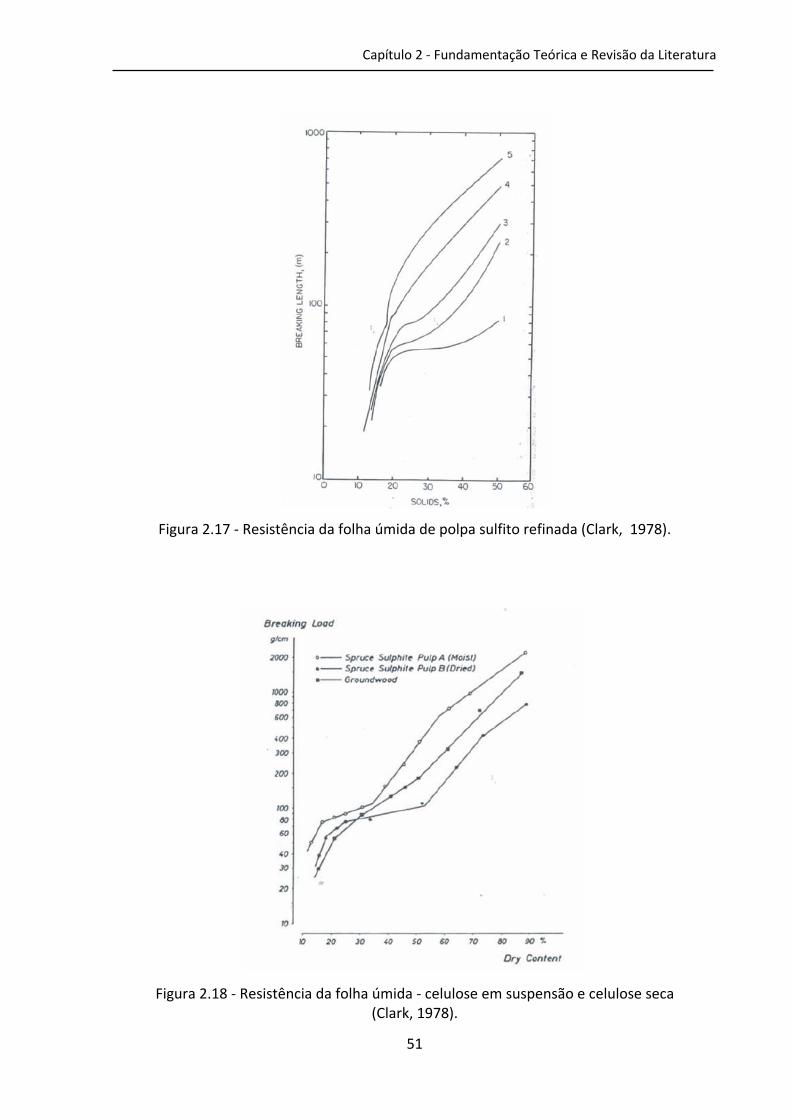
A Figura 2.18 apresenta os resultados encontrados por Brecht e Erfurth (Clark,
1978), num trabalho onde foram determinadas resistências à tração (“breaking Load”) de
folhas úmidas feitas com celulose em suspensão (“Moist”), com celulose seca (“Dried”) e,
também, com pasta mecânica (“Groundwood”). Claramente é notada a diferença de
resposta à resistência da folha com relação à celulose secada previamente e, então,
repolpada para a produção da folha para o teste. Fica também muito claro, o já citado e
enfatizado efeito do teor de sólidos da folha úmida (TS) na resistência da mesma.
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
51
Figura 2.17 - Resistência da folha úmida de polpa sulfito refinada (Clark, 1978).
Figura 2.18 - Resistência da folha úmida - celulose em suspensão e celulose seca
(Clark, 1978).
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
52
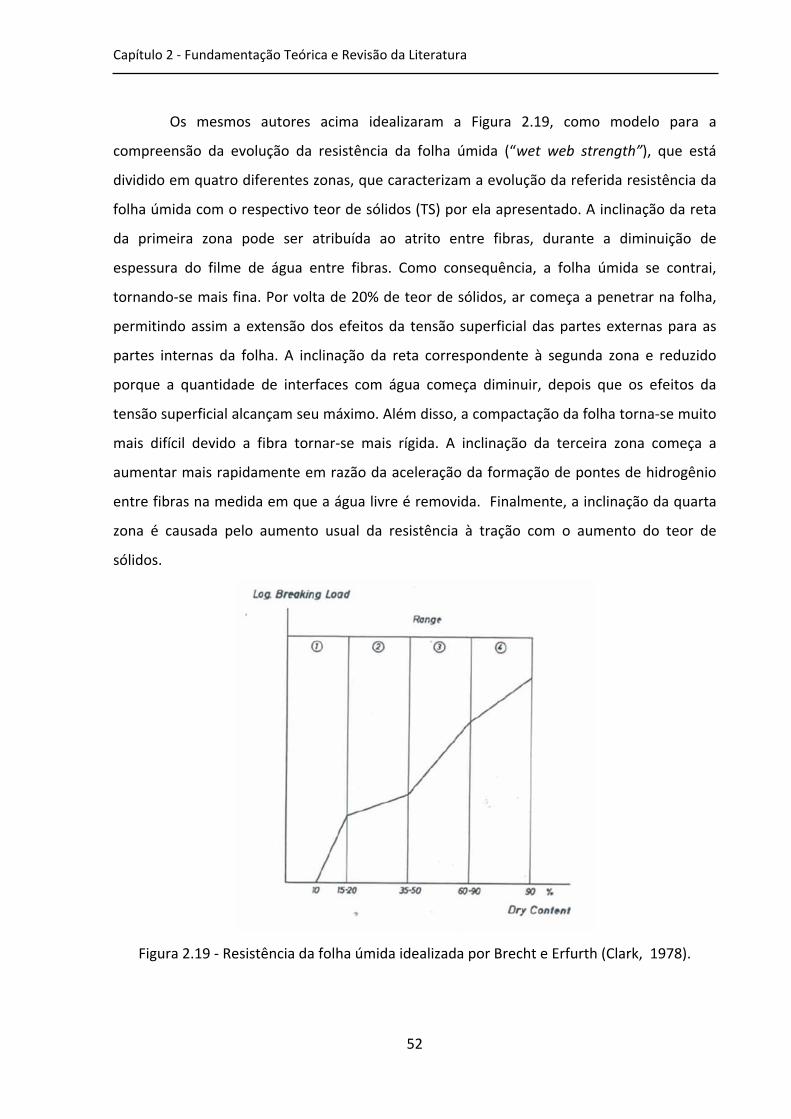
Os mesmos autores acima idealizaram a Figura 2.19, como modelo para a
compreensão da evolução da resistência da folha úmida (“wet web strength”), que está
dividido em quatro diferentes zonas, que caracterizam a evolução da referida resistência da
folha úmida com o respectivo teor de sólidos (TS) por ela apresentado. A inclinação da reta
da primeira zona pode ser atribuída ao atrito entre fibras, durante a diminuição de
espessura do filme de água entre fibras. Como consequência, a folha úmida se contrai,
tornando-se mais fina. Por volta de 20% de teor de sólidos, ar começa a penetrar na folha,
permitindo assim a extensão dos efeitos da tensão superficial das partes externas para as
partes internas da folha. A inclinação da reta correspondente à segunda zona e reduzido
porque a quantidade de interfaces com água começa diminuir, depois que os efeitos da
tensão superficial alcançam seu máximo. Além disso, a compactação da folha torna-se muito
mais difícil devido a fibra tornar-se mais rígida. A inclinação da terceira zona começa a
aumentar mais rapidamente em razão da aceleração da formação de pontes de hidrogênio
entre fibras na medida em que a água livre é removida. Finalmente, a inclinação da quarta
zona é causada pelo aumento usual da resistência à tração com o aumento do teor de
sólidos.
Figura 2.19 - Resistência da folha úmida idealizada por Brecht e Erfurth (Clark, 1978).
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
53
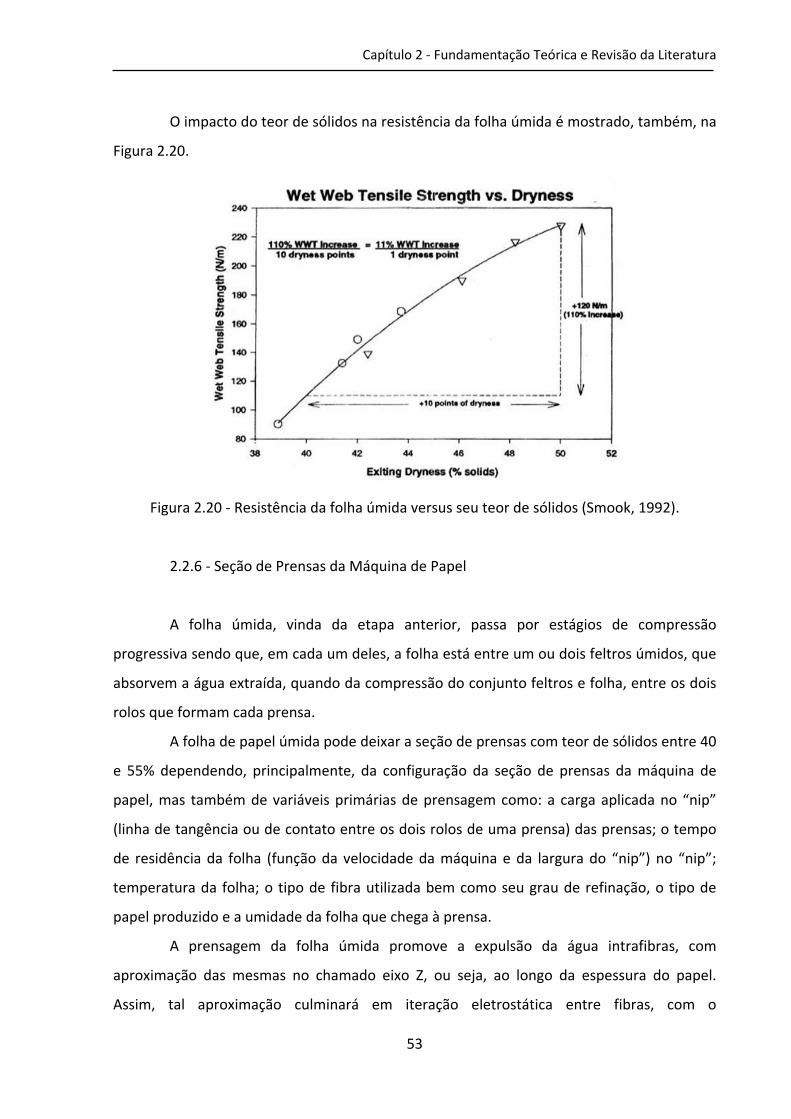
O impacto do teor de sólidos na resistência da folha úmida é mostrado, também, na
Figura 2.20.
Figura 2.20 - Resistência da folha úmida versus seu teor de sólidos (Smook, 1992).
2.2.6 - Seção de Prensas da Máquina de Papel
A folha úmida, vinda da etapa anterior, passa por estágios de compressão
progressiva sendo que, em cada um deles, a folha está entre um ou dois feltros úmidos, que
absorvem a água extraída, quando da compressão do conjunto feltros e folha, entre os dois
rolos que formam cada prensa.
A folha de papel úmida pode deixar a seção de prensas com teor de sólidos entre 40
e 55% dependendo, principalmente, da configuração da seção de prensas da máquina de
papel, mas também de variáveis primárias de prensagem como: a carga aplicada no “nip”
(linha de tangência ou de contato entre os dois rolos de uma prensa) das prensas; o tempo
de residência da folha (função da velocidade da máquina e da largura do “nip”) no “nip”;
temperatura da folha; o tipo de fibra utilizada bem como seu grau de refinação, o tipo de
papel produzido e a umidade da folha que chega à prensa.
A prensagem da folha úmida promove a expulsão da água intrafibras, com
aproximação das mesmas no chamado eixo Z, ou seja, ao longo da espessura do papel.
Assim, tal aproximação culminará em iteração eletrostática entre fibras, com o
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
54
desenvolvimento de resistências da folha úmida, dentre elas a resistência á tração, que é de
fundamental importância para o transporte da folha através das seções da máquina de
papel.
A efetividade desta atração eletrostática será tanto maior na medida em que maior
quantidade de água é eliminada da folha. Este fenômeno é denominado de “consolidação”
da folha. Nesta dissertação, está incluída uma proposta de aumento da consolidação da
folha com o propósito de alcançar maior resistência da folha na saída da prensa e, portanto
menor potencial de quebras da folha com o seu tracionamento, que aumenta com o
aumento da velocidade da máquina.
O teor de sólidos (TS) da folha aumentará com a compressão mecânica da folha
úmida, na seção de prensas. Historicamente, tem havido esforço contínuo em maximizar a
remoção de água na seção de prensas. Os mais recentes aumentos nos valores da referida
variável têm sido alcançados com tecnologias de aumento da pressão ou carga aplicada nos
rolos das prensas, aumento do tempo de residência da folha no nip bem como com o
aumento de temperatura da folha úmida. A seção de secagem sucede a seção de prensas de
uma máquina de papel. O processo de secagem do papel é relativamente muito caro em
termos de instalação e de energia consumida para a secagem da folha, com a utilização de
vapor indireto e também, da energia para o acionamento desta seção que, usualmente é
muito longa (Reese, 1999).
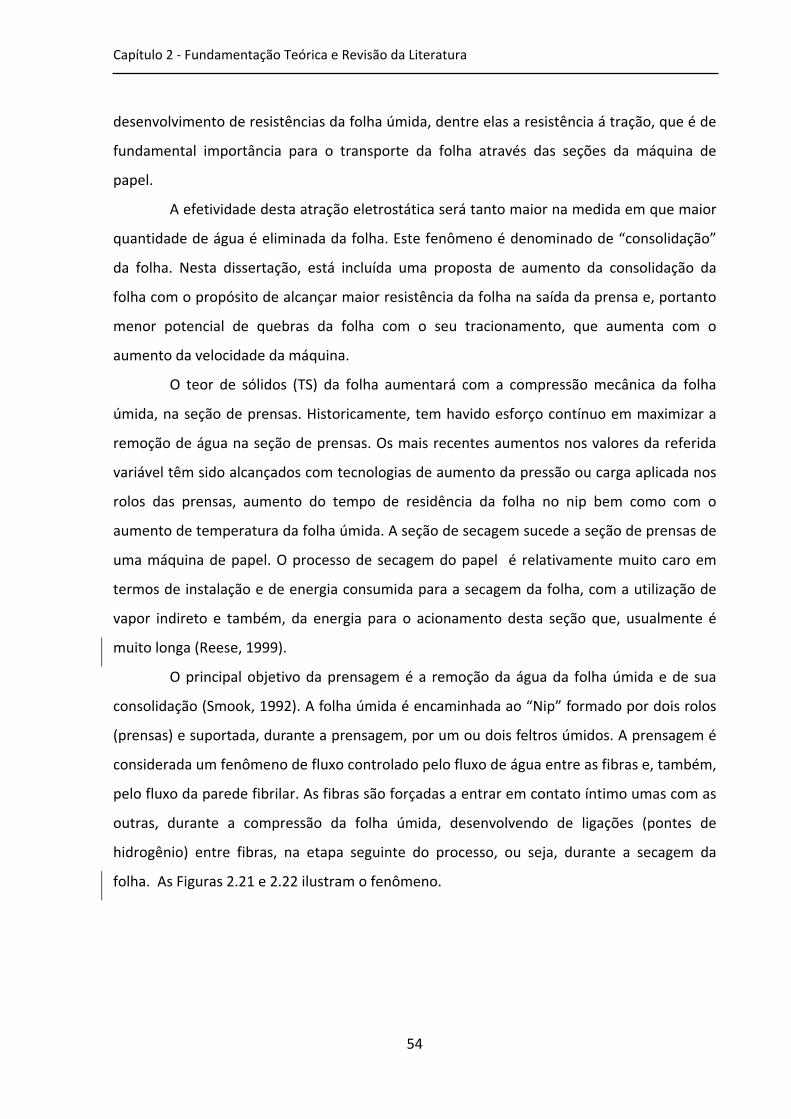
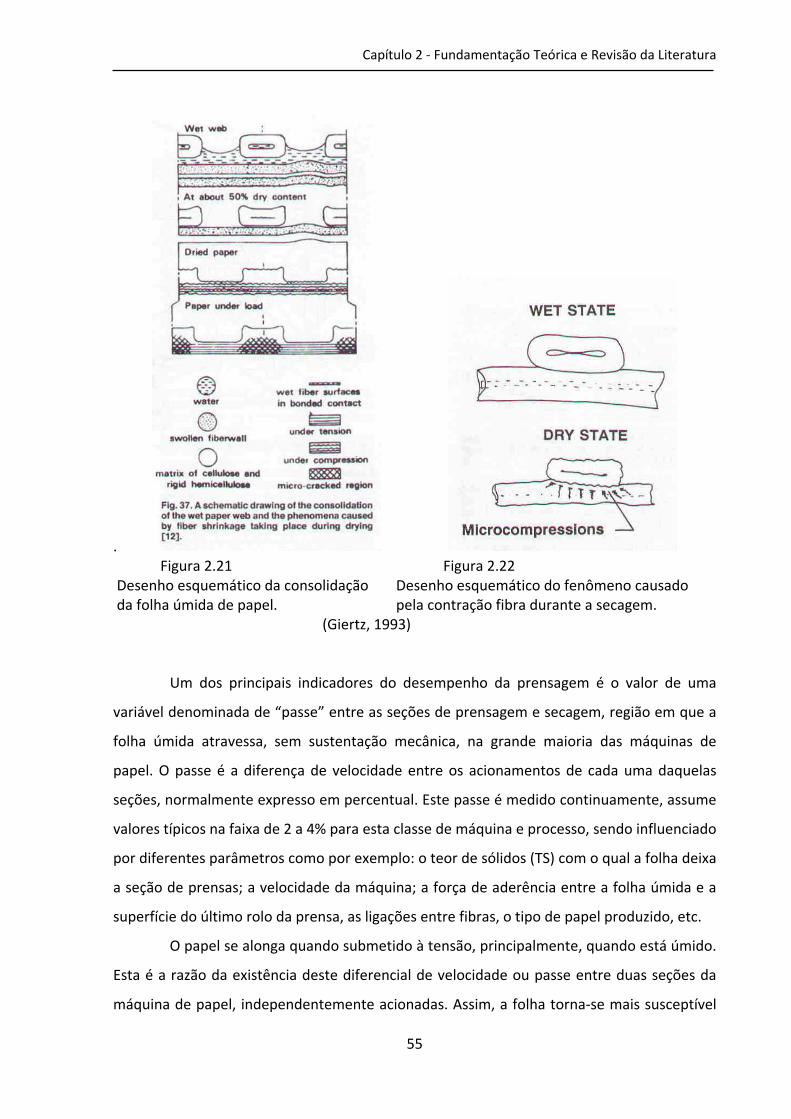
O principal objetivo da prensagem é a remoção da água da folha úmida e de sua
consolidação (Smook, 1992). A folha úmida é encaminhada ao “Nip” formado por dois rolos
(prensas) e suportada, durante a prensagem, por um ou dois feltros úmidos. A prensagem é
considerada um fenômeno de fluxo controlado pelo fluxo de água entre as fibras e, também,
pelo fluxo da parede fibrilar. As fibras são forçadas a entrar em contato íntimo umas com as
outras, durante a compressão da folha úmida, desenvolvendo de ligações (pontes de
hidrogênio) entre fibras, na etapa seguinte do processo, ou seja, durante a secagem da
folha. As Figuras 2.21 e 2.22 ilustram o fenômeno.
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
55
. Figura 2.21 Figura 2.22 Desenho esquemático da consolidação Desenho esquemático do fenômeno causado da folha úmida de papel. pela contração fibra durante a secagem. (Giertz, 1993)
Um dos principais indicadores do desempenho da prensagem é o valor de uma
variável denominada de “passe” entre as seções de prensagem e secagem, região em que a
folha úmida atravessa, sem sustentação mecânica, na grande maioria das máquinas de
papel. O passe é a diferença de velocidade entre os acionamentos de cada uma daquelas
seções, normalmente expresso em percentual. Este passe é medido continuamente, assume
valores típicos na faixa de 2 a 4% para esta classe de máquina e processo, sendo influenciado
por diferentes parâmetros como por exemplo: o teor de sólidos (TS) com o qual a folha deixa
a seção de prensas; a velocidade da máquina; a força de aderência entre a folha úmida e a
superfície do último rolo da prensa, as ligações entre fibras, o tipo de papel produzido, etc.
O papel se alonga quando submetido à tensão, principalmente, quando está úmido.
Esta é a razão da existência deste diferencial de velocidade ou passe entre duas seções da
máquina de papel, independentemente acionadas. Assim, a folha torna-se mais susceptível
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
56
às quebras, na medida em que o valor do passe aumenta (Módulo de Young – tensão x
deformação) - (Thorp, 1998 e Casey, 1981) significando maior deslisamento entre as
camadas de fibras que compõem a folha de papel e, por isso, sofre aumento em seu
comprimento, devido ao tensionamento ou tração. No limite, haverá a ruptura da folha. A
correlação entre a capacidade da folha úmida de suportar tal tensão e o seu desempenho na
seção seguinte ou seção de secagem é bem conhecida. A resistência da folha úmida, para
valores típicos de 40 a 50% de teor de sólidos corresponde a, apenas 10 a 15% da resistência
do papel seco. (Kunnari, et al, 2007).
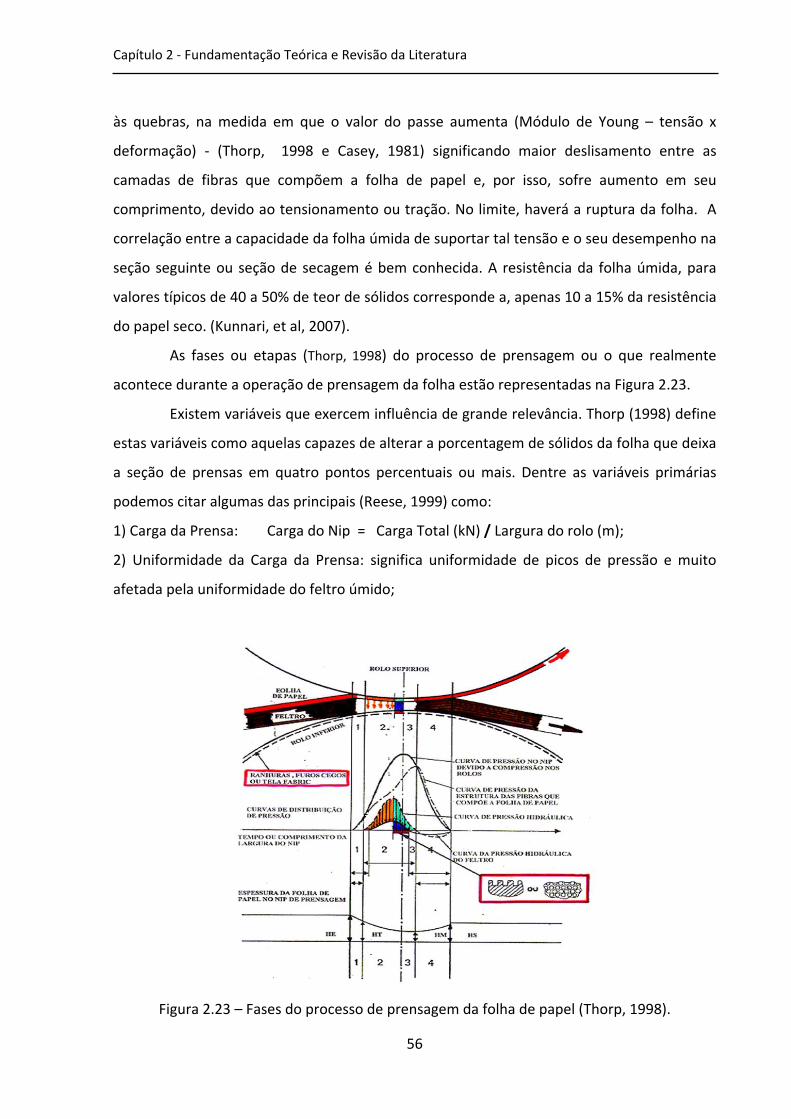
As fases ou etapas (Thorp, 1998) do processo de prensagem ou o que realmente
acontece durante a operação de prensagem da folha estão representadas na Figura 2.23.
Existem variáveis que exercem influência de grande relevância. Thorp (1998) define
estas variáveis como aquelas capazes de alterar a porcentagem de sólidos da folha que deixa
a seção de prensas em quatro pontos percentuais ou mais. Dentre as variáveis primárias
podemos citar algumas das principais (Reese, 1999) como:
1) Carga da Prensa: Carga do Nip = Carga Total (kN) / Largura do rolo (m);
2) Uniformidade da Carga da Prensa: significa uniformidade de picos de pressão e muito
afetada pela uniformidade do feltro úmido;
Figura 2.23 – Fases do processo de prensagem da folha de papel (Thorp, 1998).
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
57
3) Velocidade da Máquina (V): influencia inversamente o tempo de residência da folha sob
ação da prensagem;
Tempo de Residência (mseg.) = Largura do Nip (mm) / Velocidade (mpm.);
4) Impulso de Prensagem (IP): combina a carga do nip com o tempo de residência da folha
no nip;
IP (Mpa.seg) = Carga da Prensa / Velocidade da Máquina
5) Temperatura da Folha: Remoção de Água = f (tensão superficial; viscosidade). Portanto
o aumento da temperatura da folha úmida implicará em maior remoção de água;
6) Umidade da Folha na Entrada: A folha que entra na prensa com menor teor de umidade
sairá da mesma, com maior teor de sólidos;
7) Gramatura do Papel: Folhas mais espessas oferecerão maior resistência à remoção de
água, durante a operação de prensagem;
8) Propriedades da suspensão fibrosa: Especial atenção deverá ser dada ao grau de
refinação da polpa na remoção de água na seção de prensas, para um mesmo tipo de fibra e
composição da massa utilizada, com ênfase para o teor de carga mineral que contém.
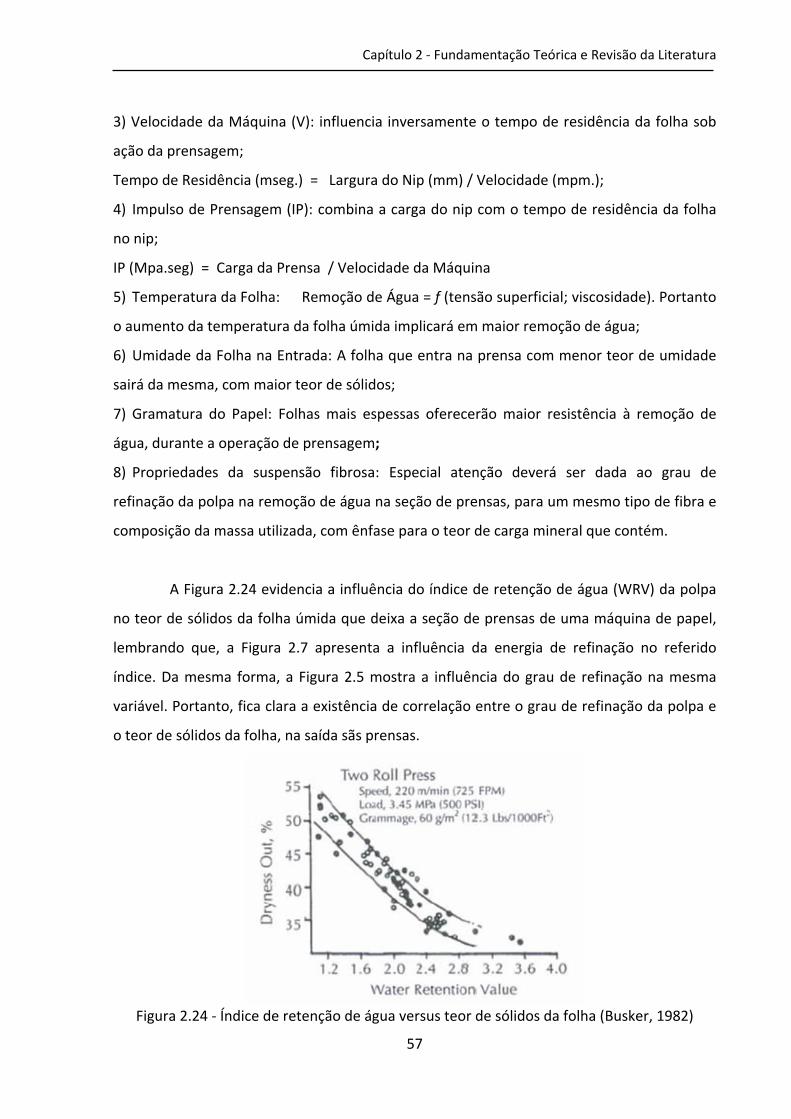
A Figura 2.24 evidencia a influência do índice de retenção de água (WRV) da polpa
no teor de sólidos da folha úmida que deixa a seção de prensas de uma máquina de papel,
lembrando que, a Figura 2.7 apresenta a influência da energia de refinação no referido
índice. Da mesma forma, a Figura 2.5 mostra a influência do grau de refinação na mesma
variável. Portanto, fica clara a existência de correlação entre o grau de refinação da polpa e
o teor de sólidos da folha, na saída sãs prensas.
Figura 2.24 - Índice de retenção de água versus teor de sólidos da folha (Busker, 1982)
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
58
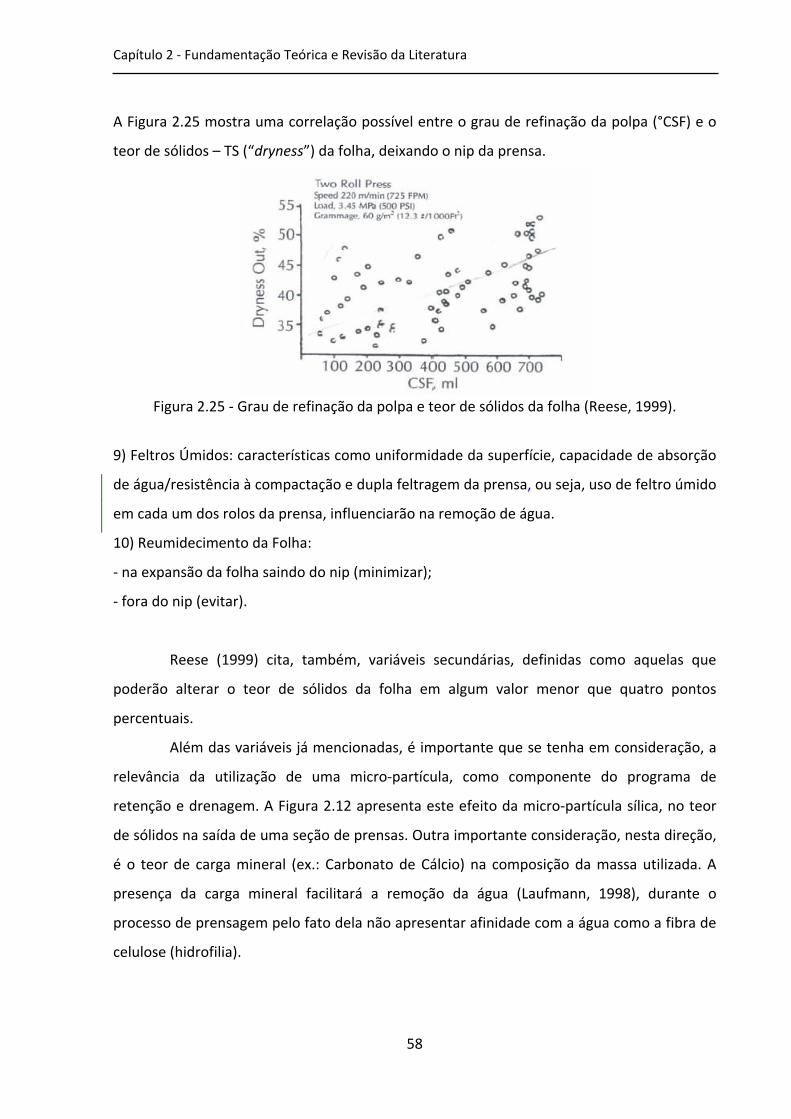
A Figura 2.25 mostra uma correlação possível entre o grau de refinação da polpa (°CSF) e o
teor de sólidos – TS (“dryness”) da folha, deixando o nip da prensa.
Figura 2.25 - Grau de refinação da polpa e teor de sólidos da folha (Reese, 1999).
9) Feltros Úmidos: características como uniformidade da superfície, capacidade de absorção
de água/resistência à compactação e dupla feltragem da prensa, ou seja, uso de feltro úmido
em cada um dos rolos da prensa, influenciarão na remoção de água.
10) Reumidecimento da Folha:
- na expansão da folha saindo do nip (minimizar);
- fora do nip (evitar).
Reese (1999) cita, também, variáveis secundárias, definidas como aquelas que
poderão alterar o teor de sólidos da folha em algum valor menor que quatro pontos
percentuais.
Além das variáveis já mencionadas, é importante que se tenha em consideração, a
relevância da utilização de uma micro-partícula, como componente do programa de
retenção e drenagem. A Figura 2.12 apresenta este efeito da micro-partícula sílica, no teor
de sólidos na saída de uma seção de prensas. Outra importante consideração, nesta direção,
é o teor de carga mineral (ex.: Carbonato de Cálcio) na composição da massa utilizada. A
presença da carga mineral facilitará a remoção da água (Laufmann, 1998), durante o
processo de prensagem pelo fato dela não apresentar afinidade com a água como a fibra de
celulose (hidrofilia).
Capítulo 2 - Fundamentação Teórica e Revisão da Literatura
59
2.2.7 – Oportunidades e contribuição
Como mostrado até aqui, muita informação está disponível na literatura sobre os
conceitos e os avanços tecnológicos que envolvem as variáveis operacionais analisadas
nesta dissertação. As expectativas deste estudo convergem para a direção da maioria das
propostas conhecidas, em termos de resultados, mas com ações diferentes daquelas
usualmente implantadas, as quais estão voltadas para procedimentos que envolvem, na sua
essência, grandes investimentos para o aumento de produtividade de uma máquina de
papel. Alguns exemplos práticos podem servir para uma rápida analogia. Se a produtividade
da máquina de papel precisa ser melhorada, não faltarão recomendações como: introduzir a
fibra longa no processo para o aumento da resistência da folha, como reforço para a
resistência ou instalar novos equipamentos como por ex.: uma nova caixa de entrada ou até
mesmo um novo formador, uma prensa de nip estendido, etc. Percebe-se que estas ações
são na sua maioria de natureza mecânica e, via de regra, requerem capital e elevado e longo
tempo para implantação. Logicamente, serão muito bem vindas, quando os cálculos
financeiros destes projetos apontarem para retornos interessantes para o investidor. Por
outro lado, esta dissertação sugere como alternativa imediata ou complementar, que
análises e ajustes ou modificações de certas variáveis do processo como ele está, poderão,
em muitas situações, contribuir para importante melhoria da produtividade da máquina de
papel. Naturalmente, este procedimento exigirá a compreensão dos conceitos técnicos
envolvidos bem como das inter-relações entre determinadas variáveis, no tempo. A análise
persistente e cuidadosa destas variáveis levará a resultados que, obviamente, poderão não
se equiparar com aqueles relativos a investimentos de capital, mas seguramente, farão
grande diferença nos resultados de curto prazo de uma empresa, além de não exigirem
investimentos. Acredita-se ser esta uma oportunidade além de muitas outras para
investigações que, por razões compreensíveis, não se encontram publicamente disponíveis.
Assim, no Capítulo 3, são introduzidos os estudos de casos deste trabalho, envolvendo
importantes variáveis operacionais da fabricação de papel e seus efeitos na produtividade da
máquina de papel.
Capítulo 3 – Estudos de Casos
60
Capítulo 3 - Estudos de casos
Considerando o objetivo principal deste trabalho, apresentado no Capítulo 1, sobre
analisar a influência das variáveis operacionais de um processo industrial de produção de
papel, buscando condições otimizadas de operação e tendo-se em conta a abrangência da
descrição do processo de produção de papel apresentado no Capítulo 2 (item 2.2),
apresenta-se neste capítulo uma descrição detalhada dos estudos propostos para esta
dissertação de mestrado.
Para buscar condições otimizadas de operação do processo de produção de papel,
serão analisados os efeitos de variáveis que podem causar aumento do número de quebras
de folha, quando operando fora das especificações desejadas, pois o índice de quebra de
folhas é um dos principais indicadores, da eficiência da produção (Metso, 2012).
Conforme já abordado no Capítulo 1, situações de perda de eficiência total em uma
máquina de papel, por excesso de quebras da folha, não são raras e normalmente requerem
mobilização de uma equipe multidisciplinar de trabalho para investigação da real causa do
problema bem como a proposição e implantação de ações para sua mitigação. Trata-se de
um grande problema de curto prazo para uma fábrica de papel porque, além de gerar a
inerente perda de eficiência, gera perdas associadas, como a maior produção de papel
rejeitado, o maior consumo de insumos, potencial para reclamações de clientes, trocas
eventuais de fabricação ou de programação de produção, etc. A investigação das causas de
problemas como o descrito inicia-se com uma ampla inspeção de diferentes pontos do
processo e da verificação de suas variáveis, num procedimento de rotina. O aprofundamento
do trabalho é requerido, na medida em as ações de rotina não convergem para a solução do
problema. Especialmente para esta dissertação, foram escolhidas duas daquelas situações,
registradas em um processo industrial.
Inicialmente, análises foram desenvolvidas a partir de um contexto de perda de
eficiência da máquina de papel em razão de um número de quebras relativamente elevado.
Um elevado número de variáveis do processo foi verificado, quanto ao histórico de suas
tendências, no tempo. Para avaliar a produtividade da máquina de papel foram escolhidas
duas importantes variáveis de processo, as quais estão relacionadas diretamente com o
número de quebras:
Capítulo 3 – Estudos de Casos
61
• formação da folha de papel;
• condutividade da celulose;
que quando fora de controle, causam um aumento direto do número de quebras
de folha, com base em dados históricos. Os resultados destas análises têm grande
importância para a prevenção de quebras da folha e redução da perda de produtividade da
máquina. A relevância do tema é reforçada pelo grande desafio, em casos como estes, da
identificação da(s) causa(s) do problema em tempo hábil, num processo de grande
complexidade, para se evitar perdas econômicas de grandes proporções.
A formação da folha de papel diz respeito à sua homogeneidade ou uniformidade. É
medida numericamente, podendo ser correlacionada com a resistência do papel. No cenário
industrial estudado neste trabalho, uma máquina de papel, produzindo folha com gramatura
de 75 g/m2 a velocidade de 980 mpm (metros por minuto), passou a apresentar 12
quebras/dia, contra seu valor histórico de 1,3 quebra/dia. A partir da rastreabilidade do
processo, incluído também o processo de produção de celulose, foi identificado um desvio
importante no índice de formação da folha, de 67 para 54 unidades (menor→pior). A partir
daí, foi verificada uma associação entre a perda de formação e perda de resistência da folha
de papel produzida. Eventual perda de resistência da folha significa potencial aumento do
número de quebras da folha de papel.
Uma das principais vantagens em se utilizar apenas fibra de eucalipto na fabricação
dos papeis de imprimir e escrever é reconhecidamente a homogeneidade ou formação do
papel produzido, especialmente, por se tratar de uma fibra curta e por isso, com chances
muito menores de produzir aglomerados de fibras ou flocos, trazendo grande benefício à
qualidade da impressão no papel. Assim, a relação entre formação deste papel e o processo
de fabricação nem sempre é motivo de grande atenção, dado o diferencial apresentado e
inerente à própria fibra. Em outras palavras, para o operador, alguma perda no índice de
formação normalmente não é associada com a produtividade da máquina de papel.
A análise descrita evidenciou notoriamente este fato, uma vez que o problema
estava instalado e sua associação com a perda de formação da folha, que é medida
rotineiramente, só foi detectada após este período de intensa investigação e análises.
Identificada a provável causa do problema, o desafio seguinte foi o de se determinar a sua
causa raiz, ou seja, o porquê da formação da folha ter piorado ou ter se desviado de seu
Capítulo 3 – Estudos de Casos
62
nível padrão. Concluída a análise, as ações tomadas permitiram o restabelecimento do
índice de formação histórico assim como a produtividade da máquina de papel.
Da mesma forma, numa segunda análise, a proposta foi verificar a influência do
aumento da condutividade da água que acompanha a celulose, normalmente denominada
de condutividade da celulose, no andamento das máquinas de papel de uma mesma planta.
Esta análise foi também desenvolvida dentro do processo de investigação de um problema
de perda de produtividade, por número excessivo de quebras de folha, nas quatro máquinas
de papel de uma planta integrada (a celulose é fabricada e depositada em uma torre, a 10%
de sólidos, para alimentar a fábrica de papel).
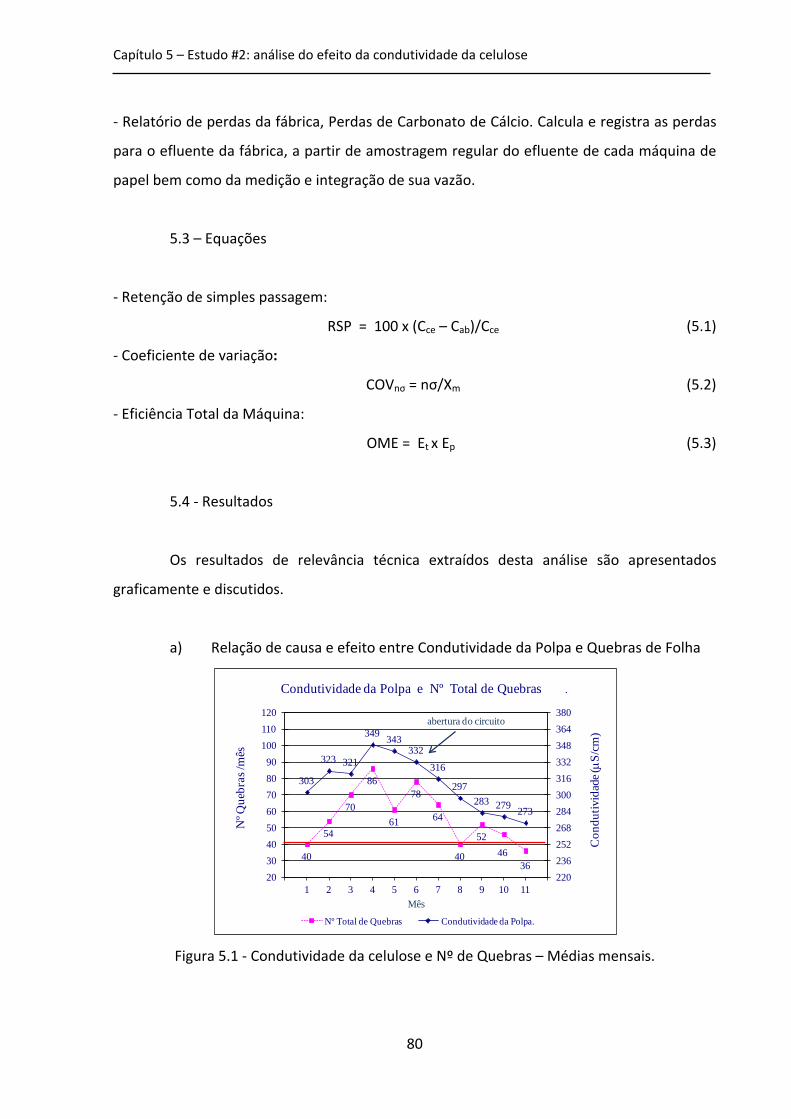
O número de quebras/mês das quatro máquinas juntas, que estava em 40
quebras/mês, alcançou valores de até 86 quebras/mês. Foi constatado que a condutividade
da celulose (Cc) se alterou de 300 para 350 micro-Siemens/cm (valores médios mensais) no
mesmo período. Mudanças em outras variáveis do processo de fabricação de papel tais
como: na condutividade da própria água branca das máquinas de papel (água drenada no
processo de formação da folha) e na retenção de sólidos (percentual do fluxo de sólidos que
alimenta a tela formadora, que segue para a seção seguinte da máquina), foram registradas.
Uma das máquinas apresentou evidências mais claras do problema, através de
severa instabilidade da drenagem, na zona de formação da folha (operação sobre uma tela
rotativa), devido à suas peculiaridades e maiores limitações de processo. Como
consequência, tornou-se impraticável, do ponto de vista operacional, manter o teor de carga
mineral do papel (carbonato de cálcio precipitado) e a velocidade da máquina, nas
respectivas metas especificadas, implicando em aumento do custo variável do produto.
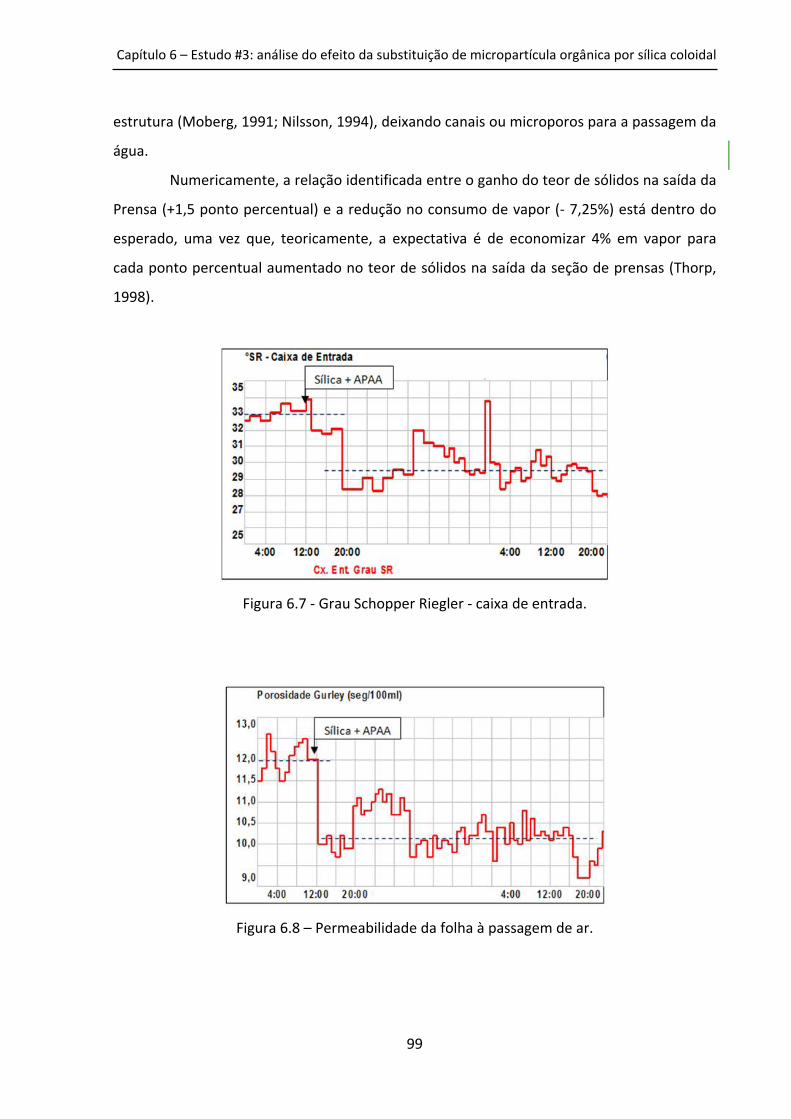
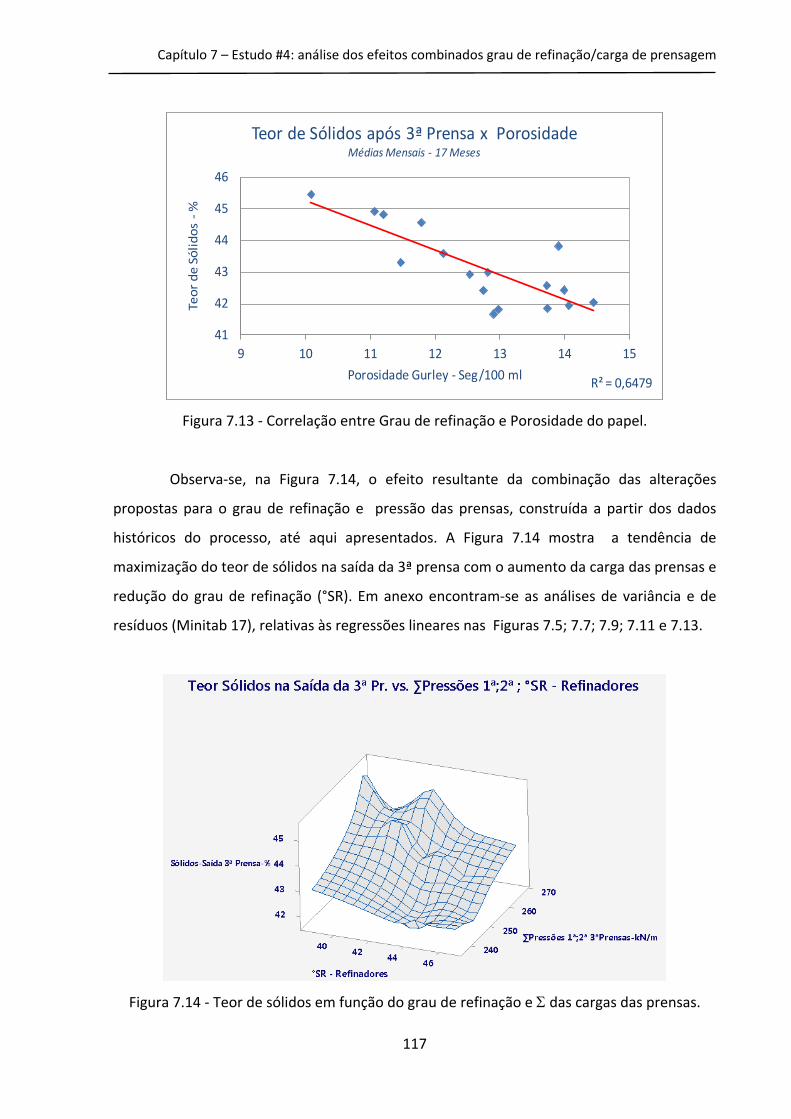
Queda do nível de retenção de sólidos e sua elevada variabilidade são as principais
mudanças registradas no processo de fabricação de papel e associadas ao problema, pois
têm influência no desaguamento, durante a formação da folha. Quebras da folha podem ser
provocadas pela instabilidade nesta etapa. Aditivos químicos são adicionados ao processo
especificamente para promover a retenção de partículas finas como o carbonato de cálcio,
utilizado como carga mineral (“filler”) e fragmentos de fibras, através de um mecanismo de
coagulação e floculação, impedindo-os de atravessar a malha da tela de formação da folha,
que consiste de uma operação de filtração. Como já enfatizado no Capítulo 2 (item 2.3.1.1.
e), cátions e anions em solução interagem com os agentes de retenção, podendo alterar
Capítulo 3 – Estudos de Casos
63
significativamente a natureza das cargas elétricas disponíveis para o desenvolvimento do
mecanismo de retenção e promoção de drenagem, dependendo de suas concentrações.
Assim, a alteração da condutividade registrada, proporcionou alterações químicas na
chamada química da parte úmida das máquinas de papel em estudo.
Na sequência deste trabalho acadêmico foram incluídos, também, dois estudos de
melhoria contínua, visando aumentar a capacidade de desaguamento da suspensão fibrosa,
durante as etapas de formação e de prensagem da folha, em uma máquina de papel com
importantes limitações em drenagem. Como consequência natural do problema, tem-se
restrição de velocidade e, obviamente, de produtividade, além de maior vulnerabilidade à
ocorrência de quebras. Esta máquina desenvolve velocidades na faixa de 1050 a 1150 mpm,
dependendo do papel que produz e das condições do processo, possuindo acionamento
para alcançar até 1200 mpm.
Os valores iniciais do passe entre a 3ª e 4ª prensas, que servem de referência para
este trabalho, encontram-se na faixa de 2,8 – 3,4 %, maiores que as referências conhecidas,
entre 2,0 – 2,6 % (Clark, 1978). A faixa de valores correspondentes para o teor de sólidos da
folha deixando a seção de prensas está entre 40 a 42% porém, referências de comparação
para máquinas e processos similares (TIP 0404-47, 2011) inclusive dentro da própria
corporação proprietária da máquina em estudo, estão na faixa de 43 a 48%. Vale lembrar
que um incremento de apenas um ponto percentual neste parâmetro se traduz em quatro
pontos percentuais (Smook, 1992) em economia de vapor, na seção de secagem, após as
prensas.
A expectativa de resultados dos estudos foi fazer com que o teor de sólidos da
folha (TS), tanto na saída da zona de formação (entrada da seção de prensas) como na saída
da seção de prensas, sejam maiores e, portanto, de se produzir uma folha de papel que se
alongue menos (passe menor), significando uma folha mais resistente aos esforços a que é
submetida na máquina de papel.
O primeiro destes estudos visa melhorar a drenagem da máquina, com auxílio da
aplicação de sílica coloidal, agente químico auxiliar de retenção e drenagem com carga
elétrica negativa, em substituição a um produto de mesma função, regularmente utilizado,
também com carga elétrica negativa, porém de natureza orgânica. Ambos atuam,
conceitualmente, como agentes de re-floculação ordenada de flocos previamente formados
Capítulo 3 – Estudos de Casos
64
pela ação de um polímero (poliacrilamida aniônica – APAA) e fragmentados pelo
cisalhamento criado por peneiras pressurizadas, na etapa de depuração da suspensão
fibrosa que alimentara a máquina.
Estas micro-partículas promovem melhoria na liberação de água da suspensão, por
um mecanismo de formação de canais de escoamento desenvolvidos através da suspensão,
durante a formação da folha. Este trabalho busca melhoria da chamada drenagem química,
pois se utiliza apenas de alterações de propriedades e dosagem de produtos químicos para
promover aumento de desaguamento. A motivação técnica para a substituição mencionada
baseia-se na forte limitação da máquina em drenagem e dos resultados de avaliações
comparativas de retenção e drenagem, em laboratório, apontando para possibilidade de
ganhos em drenagem para o mesmo nível de retenção de sólidos, corroborando com o fato
de que a sílica coloidal, partícula com diâmetro de 5 nm, apresenta área superficial (BET) e
densidade de carga elétrica superiores em relação ao produto orgânico, cujo diâmetro é de
70 nm (Gess, 1998) e, portanto, com maior estabilidade e atividade no meio. Os principais
indicadores acompanhados foram: o passe e a porcentagem de sólidos da folha que deixa a
seção de prensas, além do teor de sólidos na saída da zona de formação, consumo de vapor,
propriedades do papel como porosidade, etc.
Outro importante estudo de melhoria contínua, incluído neste trabalho, tem o
mesmo propósito do anterior, ou seja, de minimizar as restrições ainda existentes para
promover liberação de água da suspensão de fibrosa, durante a produção do papel, porém
fazendo uso de outros meios disponíveis naquela mesma máquina. Com a intenção exclusiva
de garantir a produtividade da máquina de papel, ou seja, de evitar quebras da folha, os
valores praticados para essas duas variáveis do processo foram motivo de atenção, por
estarem muito diferentes daqueles já conhecidos e colocados em prática, para processos e
máquinas similares. O grau de refinação das fibras (ISO5267, 1999), que é uma avaliação
laboratorial da natureza física das fibras e indica quão livre encontra-se a água para ser
liberada das fibras durante um processo de formação de folha, foi a primeira variável
identificada. Valores médios iniciais desta variável encontravam-se entre 45 – 50 °SR, sendo
que as referências práticas de comparação para máquinas e processos similares, da própria
corporação proprietária da máquina em estudo, estavam entre 25 e 35 °SR.
Capítulo 3 – Estudos de Casos
65
O grau de refinação é modificado, operacionalmente, com a aplicação de energia
mecânica às fibras (golpes) por meio de um equipamento específico, denominado refinador.
Normalmente, refinar as fibras ou aumentar o °SR significa aumentar flexibilidade bem como
superfície específica das fibras e, por conseguinte, o entrelaçamento entre elas, implicando
em aumento de resistência da folha. Este fenômeno tem sérios limites tais como: perda da
capacidade das fibras para liberação da água (desaguamento mecânico e evaporação);
aumento do passe, aumento do consumo específico de vapor para a secagem do papel,
instabilidade dimensional do papel com absorção ou perda de água para o ambiente em que
é utilizado, perda de volume específico do papel, etc.
A outra variável identificada como potencial de melhoria foi a pressão linear da 3ª
prensa, que estava em apenas 90 kN/m sendo que as referências de comparação para
máquinas e processos similares da própria corporação proprietária da máquina em estudo
mostram valores na faixa de 110 – 120 kN/m. A proposta deste estudo é de redução do grau
de refinação das fibras, para aumento da capacidade de drenagem da máquina de papel em
estudo e concomitante aumento da pressão de prensas, em especial da 3ª prensa,
objetivando as faixas de referência mencionadas para cada uma das duas variáveis descritas.
A análise dos resultados e conclusões extraídas da análise de dados de testes em escala
industrial foi, analogamente ao estudo anterior, a forma demonstrar seu êxito. Os principais
indicadores acompanhados são: o passe e o teor de sólidos da folha (TS) que deixa a seção
de prensas, além do teor de sólidos na saída da zona de formação, velocidade da máquina;
consumo específico de vapor, número de quebras/mês, propriedades do papel, etc.
Esta dissertação analisa a forma com que variáveis como: a formação do papel; a
condutividade da celulose; a utilização de sílica coloidal; o grau de refinação e a pressão de
prensas podem contribuir para a melhoria do desempenho da fabricação de papel, através
de evidências produzidas a partir de testes ou avaliações industriais fundamentadas em
conceitos teóricos.
Considerando então a descrição dos problemas industriais enfrentados e as
avaliações realizadas sobre as tentativas de se contornar esses problemas, foram definidos
quatro estudos para avaliar possíveis melhorias no processo de produção de papel, cujos
objetivos específicos estão citados no Capítulo 1 e descritos na Tabela 3.1, que apresenta os
quatro estudos de casos realizados neste trabalho. Cada um desses estudos é abordado nos
Capítulo 3 – Estudos de Casos
66
capítulos subsequentes desta dissertação, onde suas metodologias, resultados e conclusões
serão detalhados separadamente.
Tabela 3.1 - Casos estudados neste trabalho e descrição de seus objetivos e variáveis.
Estudo #1
Título Análise do efeito da formação da folha na produtividade da máquina de papel
Objetivo Identificar os efeitos da formação da folha no índice de quebras da máquina
Variáveis analisadas
1- Índice de formação (Kajaani Index), 2- Resistência ao estouro (Mullen Test); 3- Número de quebras da folha por dia; 4- Passe (diferença de velocidade) entre 3ª Prensa e 1º grupo secador (%)
Forma de avaliação da melhoria do processo
Gráficos de correlação/regressão entre variáveis: 1-2, 2-3, 1-3 e 3-4
Estudo #2
Título Análise do efeito da condutividade da celulose na produtividade da máquina de papel
Objetivo Identificar os efeitos da condutividade da celulose no índice de quebras da máquina.
Variáveis analisadas
1-Condutividade da polpa (água da suspensão fibrosa), 2- Retenção de Simples Passagem (total e de cargas) 3- Teor de Carga Mineral (PCC) no papel (a 525°C) 4- Drenabilidade da Suspensão (“Canadian FreenessTest”) 5- Alcalinidade da água branca 6- Número de quebras da folha por dia 7- Eficiência Global da Máquina (OME) 8- Eficiência de tempo - Et 9- Eficiência de Produto - Ep
10 - Produção Mensal da Máquina - Pm (ton/mês) 11- Perdas de PCC para efluente - Lpcc (kg/dia)
Forma de avaliação da melhoria do processo
- Gráficos de correlação/regressão entre variáveis: 1-6; 1-7; 2-10; 2-6,2-11 - Análise de coeficiente de variação para retenção e para drenabilidade da suspensão (° Freeness)
Capítulo 3 – Estudos de Casos
67
Tabela 3.1 - Casos estudados neste trabalho e descrição de seus objetivos e variáveis.
Estudo #3
Título Análise do efeito da substituição de micropartícula orgânica por sílica coloidal na produtividade da máquina de papel
Objetivo Identificar os efeitos da utilização de sílica coloidal, como agente de retenção e drenagem, no aumento do desaguamento da folha
Variáveis analisadas
1- Passe (diferença de velocidade) entre a 3ª e 4ª Prensas (%) 2- Consumo específico de vapor – Cv (kg vapor/kg papel) 3- Teor de sólidos da folha na saída da 3ª prensa – TS (%) 4- Drenabilidade da Suspensão na caixa de entrada (°SR) 5- Porosidade Gurley-Pe (permeabilidade do papel à passagem de ar) 6- Drenagem da suspensão – Fd (g água/seg) 7- Retenção de simples passagem – RSP (%)
Forma de avaliação da melhoria do processo
- Gráficos do comportamento das variáveis acima listadas
Estudo #4
Título Análise dos efeitos da redução do grau de refinação da polpa combinada com o aumento da carga de prensagem na produtividade
Objetivo Identificar os efeitos da refinação e da prensagem no aumento do desaguamento da folha durante a fabricação de papel
Variáveis analisadas
1- Energia líquida de refinação - Er (kWh/ton) 2- Índice de retenção de água pelas fibras (IRA ou WRV) 3- Drenabilidade da Suspensão ou grau de refinação (°SR) 4- Porosidade Gurley - Pe (permeabilidade do papel ao ar) 5- Passe (diferença de velocidade) entre a 3ª e 4ª Prensas (%) 6- Teor de sólidos da folha, na saída da 3ª prensa – TS (%) 7- Teor de Carga Mineral (PCC) no papel (a 525°C) 8- Resistência ao Estouro (Mullen Test); 9- Pressão Linear das Prensas (kN/m) 10- Pressão do Vapor - Pv (psi) 11- Teor de sólidos na saída do rolo “Couch” (%) 12- Velocidade da máquina (mpm) 13- Número de quebras da folha por dia
Forma de avaliação da melhoria do processo
- Gráficos do comportamento das variáveis acima listadas. - Gráficos de correlação/regressão entre variáveis: 12-6; 13- 6; 9-6; 3-6 e 3-4; - Avaliação de alterações nos valores médios das variáveis (Controle x Teste)
Nos capítulos a seguir são apresentadas as metodologias e equações (quando for o
caso) utilizadas na determinação das variáveis envolvidas em cada estudo, bem com os
resultados e conclusões individuais de cada um deles.
Capítulo 4 – Estudo #1: análise do efeito da formação da folha
68
Capítulo 4 - Estudo #1: análise do efeito da formação da folha
4.1 - Introdução
Uma máquina de papel, do tipo Fourdrinier, produzindo em média 18,5 ton/h de
papel reprográfico ou “Copy Paper”-75 g/m2, à velocidade de 980 mpm, passou a
apresentar, em um dado momento, um índice de 12 quebras da folha/dia que é um valor
bastante atípico em relação ao valor histórico de 1,3 quebra/dia. O tempo médio perdido de
produção, a cada interrupção ou quebra, era de 19 minutos. Para fins de um cálculo
financeiro aproximado, considerando-se uma margem de contribuição de, por exemplo, US$
300,00/ton papel, pode-se dizer que o problema em estudo estava diante de uma situação
de perda de US$ 18.000,00/dia. A partir da rastreabilidade do processo, incluído também o
processo de produção de celulose, foi identificado desvio importante no índice de formação
da folha, de 67 para 54 unidades (menor pior).
Análises gráficas mostraram importantes correlações entre a referida mudança da
formação da folha (“Kajaani Index”) com a medição de resistência da folha de papel ao
estouro, usualmente chamada de teste de Mullen, e destas com o número de quebras da
máquina de papel e, portanto, com sua produtividade.
O reestabelecimento do índice de formação da folha a valores conhecidos fez com
que a produtividade da máquina de papel voltasse ao patamar histórico.
4.2 - Métodos e equipamentos
-Autoline-300 - Lonrentz & Wettre - Kajaani Index, Formação da folha.
Medição da formação da folha por princípio óptico, para papeis planos. A folha é
iluminada a um nível pré-determinado, de forma que flocos de diferentes tamanhos
aparecem na imagem que é capturada com uma câmera digital e analisada por meio de um
software analisador de imagem, resultando em valores de formação, em função do tamanho
dos flocos dividido pelo comprimento de onda (Tolkki, 2009). A distribuição estatística
destes valores é determinada e o valor médio registrado como resultado.
- Norma TAPPI - T 403 om-10, 2010, “Bursting strength of paper” (Mullen).
Capítulo 4 – Estudo #1: análise do efeito da formação da folha
69
Medição da resistência máxima do papel e produtos de papel ao estouro, na faixa
de 50 a 1200 kPa (7 a 175 psi), na forma de folhas planas com espessura até 0,6 mm ( 0,025
in.).
- Registros operacionais, Nº quebras da folha.
Registra a data, horário e o tempo não produtivo, referentes a cada quebra de
folha da máquina de papel, além de informações complementares inerentes ao processo de
fabricação.
As medições de formação e da resistência ao estouro (TAPPI - T 403 om-10, 2010)
da folha de papel são conduzidas à frequência definida, no laboratório de qualidade da
fábrica de papel considerada, em amostras de cada rolo de papel produzido na máquina.
Trata-se de instrumentos clássicos utilizados em fábricas de toda parte do mundo que
seguem procedimentos universais padronizados. Os valores das variáveis nos gráficos de
resultados são as médias diárias de cada uma delas, sendo que 26 a 30 rolos são produzidos
por dia.
4.3 - Resultados
Os resultados, apresentados na forma de gráficos, possibilitaram o
desenvolvimento das análises e discussões associadas. Nota-se que a partir de certo
momento, mais precisamente no 12º dia do período e analisado, a formação do papel
passou a influenciar, de forma importante, na resistência ao estouro da folha de papel
(Figura 4.1).
Figura 4.1 - Formação e Resistência ao Estouro - Médias diárias.
2426283032343638
50
54
58
62
66
70
Mul
len
-psi
Kaja
ani I
ndex
Dia
Formação e Resistência ao Estouro - Mullen Dia 1 a 31
FORMACAO REAL-MPX-QUA MULLEN REAL-MPX-QUA
ação para melhoria da formação
Capítulo 4 – Estudo #1: análise do efeito da formação da folha
70
A Figura 4.2 apresenta uma correlação entre as variáveis mencionadas, referente
ao período do problema. Observa-se que se trata de uma correlação muito forte, tendo em
vista o valor do coeficiente de determinação da regressão linear calculada (R2=0,91). Este
valor indica que 91% da queda de resistência ao estouro do papel do papel são explicados
pela queda do índice de formação da folha (Spiegel, 1972; Juran, 1951). Análises de variância
e de resíduos (Minitab 17) em anexo.
Figura 4.2 - Regressão linear: Formação e Resistência ao estouro.
A Figura 4.3 mostra a correlação entre as variáveis: formação do papel e resistência
ao estouro, porém entre os valores individuais de cada uma. Observa-se, também, um
importante valor do coeficiente da regressão, corroborando o indicado no gráfico anterior.
Análises de variância e de resíduos (Minitab 17) em anexo.
Figura 4.3 – Regressão linear: Formação e Resistência ao estouro (Mullen).
y = 0,5943x - 4,8192R² = 0,9124
24
26
28
30
32
34
36
53 55 57 59 61 63 65 67 69
Mul
len
-psi
Kajaani Index
Mullen versus Formação Dia 22 a 31
y = 0,5405x - 1,6006R² = 0,689
2022242628303234363840
50 52 54 56 58 60 62 64 66 68 70
Mul
len
-psi
Formação - Kajaani Index
Mullen versus Formação Valores Individuais - 22º - 31º dia
Capítulo 4 – Estudo #1: análise do efeito da formação da folha
71
A forte correlação entre a resistência ao estouro do papel e a resistência à tração
(Lumiainen, 1998; Clark, 1978), normalmente identificada nos processos produtivos, é muito
conhecida pelo fabricante de papel. A resistência à tração, em especial aquela medida no
sentido longitudinal da folha de papel ou sentido de fabricação, é sem dúvida, de maior
interesse para o operador da máquina de papel uma vez que a folha de papel, ainda úmida,
é sempre tracionada, no sentido longitudinal. Entretanto, os resultados dos testes de
resistência ao estouro ou teste de Mullen são tradicionalmente seguidos, por se tratar de
um teste mais rápido de ser realizado em laboratório e, portanto, de resposta mais rápida ao
operador, para eventuais ajustes do processo.
Da mesma forma, é também conhecida a correlação direta entre a resistência da
folha de papel e a resistência da folha ainda úmida, durante sua fabricação. Então, do ponto
de vista operacional ou de produtividade, esta correlação justifica a preocupação para com a
resistência do papel, pois é sabido que esta mostra, indiretamente, a tendência da
resistência da folha úmida, que é determinante para a produtividade da máquina de papel.
A etapa seguinte da investigação desenvolvida nesta análise foi a de verificação da
existência de uma correlação entre as variáveis: resistência ao estouro e número de quebras
da folha, no período do problema. A Figura 4.4 mostra o comportamento destas variáveis no
período.
Figura 4.4 - Resistência ao estouro e Nº Quebras da folha.
A correlação entre a resistência ao estouro e o número de quebras de folha/dia é
mostrada na Figura 4.5. Neste ponto, foi possível entender e interpretar que o excesso de
02468101214
25
27
29
31
33
35
Nº Q
uebr
as/d
ia
Mul
len
-psi
Dia
Mullen e Nº Quebras da Folha Dia 22 a 31
MULLEN REAL-MPX-QUA QuebraFotoCelula_MPx
ação p/ melhoria da formação
Capítulo 4 – Estudo #1: análise do efeito da formação da folha
72
quebras de folha na máquina papel, no período analisado estava correlacionado com a
perda de sua resistência, fato que é muito coerente e possível, do ponto de vista técnico, em
um processo de fabricação de papel. Análises de variância e de resíduos (Minitab 17) em
anexo.
Figura 4.5 - Regressão linear: Nº Quebras e Resistência ao estouro.
Finalmente, seguem os resultados, mostrados na Figura 4.6, das tendências do
índice de formação da folha (“Kajaani Index”) e do número de quebras da folha, no mesmo
período já referido anteriormente. Como esperado, o comportamento da variável formação
da folha (Figura 4.6) apresentou perfil de comportamento muito parecido semelhante ao do
teste de arrebentamento (Mullen), apresentado na Figura 4.4.
Figura 4.6 – Índice de formação e Nº Quebras da folha.
y = -1,5041x + 51,7270R² = 0,6374
02468
101214
24 26 28 30 32 34 36
Nº Q
uebr
as/d
ia
Mullen - psi
Quebras versus Mullen Dia 22 a 31
02468101214
54
58
62
66
70
Nº Q
uebr
as/d
ia
Kaja
ani I
ndex
Dia
Formação e Nº Quebras da Folha Dia 22 a 31
FORMACAO REAL-MPX-QUA QuebraFotoCelula_MPx
ação p/ melhoria da formação
Capítulo 4 – Estudo #1: análise do efeito da formação da folha
73
Assim, a evidência da correlação estatística entre o índice de formação da folha,
identificada como a variável que sofreu desvios significantes em relação aos seus valores
típicos do processo em estudo, e o número de quebras/dia foi determinada, mais uma vez
com valor importante do coeficiente de determinação da regressão (Spiegel, 1972),
conforme apresentada na Figura 4.7. Análises de variância e de resíduos (Minitab 17) em
anexo.
Figura 4.7 - Regressão linear: Nº Quebras e Formação.
A compilação dos dados referentes ao período analisado, em um gráfico
tridimensional (Minitab-17), reforça a interpretação dos resultados desta análise. Assim, na
Figura 4.8 nota-se, em uma forma combinada, a interferência ou efeito do índice de
formação e da resistência ao estouro da folha no número de quebras de folha da máquina
de papel em estudo.
Figura 4.8 - Nº de Quebras de folha em função do Mullen e da Formação.
y = -0,8344x + 55,4295R² = 0,5067
02468
101214
51 54 57 60 63 66 69
Nº Q
uebr
as/d
ia
Kajaani Index
Quebras versus Formação Dia 22 a 31
Capítulo 4 – Estudo #1: análise do efeito da formação da folha
74
Complementando a análise de dados do processo, foi também avaliado no
mesmo período, o comportamento do passe entre a 3ª folha e o 1º grupo secador da
máquina. Como esperado, esta variável apresentou perfil muito semelhante aos mostrados
até aqui, como pode ser notado nas Figuras 4.9 e 4.10. Análises de variância e de resíduos
(Minitab 17) em anexo.
Figura 4.9 - Passe 3ª Prensa/1º Grupo e Nº Quebras da folha.
Figura 4.10 - Regressão linear: Passe 3ª Prensa/1º Grupo e Nº Quebras.
A sequência de gráficos, aqui apresentada, deixa clara que a perda de formação
interferiu significativamente na produtividade ou andamento da máquina de papel em
análise. A recuperação da variável a um nível conhecido foi mandatório para o
reestabelecimento do bom andamento da máquina de papel. É importante reforçar que o
número de quebras é uma variável discreta (acumulativa) e resistência ao estouro, assim
como a formação e o passe, são contínuas. Portanto, entende-se que a ordem de grandeza
0
2
4
6
8
10
12
14
2
2,1
2,2
2,3
2,4
2,5
Nº Q
uebr
as/d
ia
Pass
e-%
Dia
Passe 3ª Prensa/1ºGrupo e Nº Quebras da Folha Dia 22 a 31Ago
FORMACAO REAL-MPX-QUA QuebraFotoCelula_MPx
ação p/ melhoria da formação
y = 22,7243x - 46,3188R² = 0,5688
02468
101214
2,0 2,1 2,2 2,3 2,4 2,5 2,6
Que
bras
Passe - %
Quebras versus Passe 3ª Prensa /1ºGrupo Dia 22 a 31
Capítulo 4 – Estudo #1: análise do efeito da formação da folha
75
do coeficiente de determinação da regressão encontrado é, igualmente, um indicativo de
interpendência relevante entre as duas variáveis, tendo em vista a natureza de cada uma,
lembrando que a primeira não tem uma frequência regular.
Além disso, deve-se levar em conta a complexidade do processo de fabricação de
papel, no que diz respeito ao seu número de variáveis, a natureza destas variáveis e o
potencial de interação entre elas. Outro ponto de relevância a ser enfatizado neste trabalho
é a própria identificação prática de tais correlações, raramente encontradas na literatura e,
muito provavelmente, inéditas para processos de fabricação de papeis de imprimir e
escrever que utilizam apenas fibra de eucalipto como fonte de matéria prima fibrosa.
Foi verificado que, durante uma parada da máquina de papel para manutenção e
limpeza, o manômetro interno da caixa de entrada foi substituído. Foi verificado que o novo
manômetro não possuía a mesma calibração daquele que saiu, devido à falha na execução
do procedimento de calibração do mesmo. Assim, imediatamente após o reinicio de
operação da máquina, registrou-se o inicio da redução do índice de formação do papel, pois
a referência operacional de controle da variável da relação Jato/Tela continuou associada à
calibração do primeiro manômetro. Em outras palavras, o erro de calibração do manômetro
induziu a um erro na relação Jato/Tela que, consequentemente, promoveu nível de
cisalhamento diferente na formação da folha de papel (Odell, 2000; Parker, 1994)
prejudicando o índice de formação da folha e, consequentemente, a produtividade da
máquina de papel.
A Figura 4.11 apresenta a curva resultante de um experimento industrial que
mostra a típica da influência de alterações feitas na variável: relação Jato/Tela sobre a
formação da folha. Vale lembrar que este experimento foi conduzido em outra máquina de
papel, porém, produzindo o mesmo tipo de papel e também com receita muito parecida
aquela da máquina em estudo, neste ponto deste trabalho. É também importante ressaltar
que o aparelho de medição do índice de formação, neste caso específico, foi o equipamento
Ambertec, que mede variações de gramatura (g/m2) da folha e, portanto, quanto menor o
resultado numérico, melhor a formação da folha.
Capítulo 4 – Estudo #1: análise do efeito da formação da folha
76
4.4 - Conclusões
Os resultados desta análise levam à conclusão de que a redução registrada no
índice de formação da folha de papel implicou na perda temporária de desempenho da
máquina de papel ou o aumento do número de quebras da folha, em razão de seu efeito
negativo na resistência da folha. A variável alcançou nível de grande sensibilidade para a
resistência da folha úmida e, consequentemente, para a estabilidade operacional. Como
mencionado, pelo fato da fibra de eucalipto, que pertence à classe das fibras curtas,
favorecer de forma importante a formação da folha (Giertz, 1993; Smook, 1992), nem
sempre a influência desta variável na resistência da folha é percebida de imediato.
Figura 4.11 - Influência da e Relação jato/tela na formação.
Conclui-se também que o processo de uso final do papel é muitas vezes mais
tolerante à perda na formação do que próprio processo de fabricação do papel, conforme
constatado no tipo de papel produzido na máquina em análise (papel reprográfico). Então, a
melhor prática que se pode tirar deste estudo é que a melhoria da formação da folha de
papel e o rigor na sua manutenção dentro de limites seguros contribuirão efetivamente para
a eficiência dos processos de fabricação e de utilização do papel. Tal prática pode e deve ser
generalizada aos diferentes segmentos da fabricação de papel.
A formação da folha de papel, que é influenciada pela relação Jato/Tela (Parker,
1994), foi prejudicada por mudança no valor real deste parâmetro de controle hidráulico da
caixa de entrada, devido à troca de um manômetro, (calibração diferente), numa parada da
Análises das regressões lineares apresentadas, utilizando-se o software Minitab
17, para estudos estatísticos.
Para cada regressão linear apresentada nesta dissertação, na forma gráfica e com as
respectivas equações e coeficientes de determinação, foram desenvolvidas análises de
variância e de resíduos (testes de hipóteses), considerando-se um intervalo de confiança de
95%, para determinação do valor-p (p-value), ou seja, da probabilidade da correlação linear
não apresentar significância, assim como da normalidade e distribuição residual da
regressão a fim de se verificar a significância da correlação (Juran,1951; Spiegel,1972).
Para todos os casos, foram encontrados valores-p ≤ 0,05, além de normalidade e
aleatoridade na distribuição dos resíduos, atestando a significância das correlações lineares
sugeridas no trabalho. Estes resultados são apresentados a seguir.
Anexos
128
Capítulo 4 – Estudo #1: análise do efeito da formação.
1- Regression Analysis: MULLEN versus ÍNDICE DE FORMACAO - Figura 4.2 Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value Regression 1 43,214 43,2139 83,34 0,000 ÍNDICE DE FORMACAO 1 43,214 43,2139 83,34 0,000 Error 8 4,148 0,5185 Total 9 47,362 Model Summary S R-sq R-sq(adj) R-sq(pred) 0,720072 91,24% 90,15% 83,99% Coefficients Term Coef SE Coef T-Value P-Value VIF Constant -4,82 3,89 -1,24 0,250 ÍNDICE DE FORMACAO 0,5943 0,0651 9,13 0,000 1,00 Regression Equation MULLEN = -4,82 + 0,5943 ÍNDICE DE FORMACAO Residual Plots for MULLEN
210-1-2
99
90
50
10
1
Standardized Residual
Perc
ent
3634323028
1
0
-1
-2
Fitted Value
Stan
dard
ized
Res
idua
l
1,00,50,0-0,5-1,0-1,5
3
2
1
0
Standardized Residual
Freq
uenc
y
10987654321
1
0
-1
-2
Observation Order
Stan
dard
ized
Res
idua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for MULLEN
Anexos
129
2- Regression Analysis: MULLEN versus ÍNDICE DE FORMACAO - Figura 4.3 Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value Regression 1 1055,49 1055,49 496,32 0,000 Formação 1 1055,49 1055,49 496,32 0,000 Error 224 476,36 2,13 Lack-of-Fit 222 476,36 2,15 * * Pure Error 2 0,00 0,00 Total 225 1531,85 Model Summary S R-sq R-sq(adj) R-sq(pred) 1,45830 68,90% 68,76% 68,34% Coefficients Term Coef SE Coef T-Value P-Value VIF Constant -1,60 1,45 -1,11 0,270 Formação 0,5405 0,0243 22,28 0,000 1,00 Regression Equation Mullen = -1,60 + 0,5405 Formação Residual Plots for Mullen
420-2-4
99,999
90
50
10
1
0,1
Standardized Residual
Perc
ent
35,032,530,027,525,0
2
1
0
-1
-2
Fitted Value
Stan
dard
ized
Res
idua
l
1,81,20,60,0-0,6-1,2-1,8-2,4
24
18
12
6
0
Standardized Residual
Freq
uenc
y
220200180160140120100806040201
2
1
0
-1
-2
Observation Order
Stan
dard
ized
Res
idua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Mullen
Anexos
130
3- Regression Analysis: Quebra Foto Célula-MPX versus MULLEN – Figura 4.5 Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value Regression 1 107,14 107,141 14,06 0,006 MULLEN 1 107,14 107,141 14,06 0,006 Error 8 60,96 7,620 Total 9 168,10 Model Summary S R-sq R-sq(adj) R-sq(pred) 2,76040 63,74% 59,20% 49,64% Coefficients Term Coef SE Coef T-Value P-Value VIF Constant 51,7 12,3 4,20 0,003 MULLEN -1,504 0,401 -3,75 0,006 1,00 Regression Equation Quebra Foto Célula-MPX = 51,7 - 1,504 MULLEN Residual Plots for Quebra Foto Célula-MPX
210-1-2
99
90
50
10
1
Standardized Residual
Perc
ent
10,07,55,02,50,0
2
1
0
-1
-2
Fitted Value
Stan
dard
ized
Re s
i du a
l
1,51,00,50,0-0,5-1,0-1,5-2,0
2,0
1,5
1,0
0,5
0,0
Standardized Residual
Freq
uenc
y
10987654321
2
1
0
-1
-2
Observation Order
Stan
dard
ized
Re s
i du a
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Quebra FotoCelula-MPX
Anexos
131
4- Regression Analysis: Quebra Foto Célula-MPX versus ÍNDICE DE FORMACAO - Figura 4.7 Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value Regression 1 85,18 85,18 8,22 0,021 ÍNDICE DE FORMACAO 1 85,18 85,18 8,22 0,021 Error 8 82,92 10,37 Total 9 168,10 Model Summary S R-sq R-sq(adj) R-sq(pred) 3,21951 50,67% 44,50% 20,07% Coefficients Term Coef SE Coef T-Value P-Value VIF Constant 55,4 17,4 3,19 0,013 ÍNDICE DE FORMACAO -0,834 0,291 -2,87 0,021 1,00 Regression Equation Quebra FotoCelula-MPX = 55,4 - 0,834 ÍNDICE DE FORMACAO Residual Plots for Quebra Foto Célula-MPX
210-1-2
99
90
50
10
1
Standardized Residual
Perc
ent
10,07,55,02,50,0
1
0
-1
-2
Fitted Value
Stan
dard
ized
Res
idua
l
1,51,00,50,0-0,5-1,0-1,5
2,0
1,5
1,0
0,5
0,0
Standardized Residual
Freq
uenc
y
10987654321
1
0
-1
-2
Observation Order
Stan
dard
ized
Res
idua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Quebra FotoCelula-MPX
Anexos
132
5- Regression Analysis: Quebra Foto Célula-MPX versus Passe- 3ªPRENSA /1º GRUPO SECs. - Figura 4.10 Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value Regression 1 95,62 95,621 10,55 0,012 Passe-3ªPRENSA /1º GRUPO SECs. 1 95,62 95,621 10,55 0,012 Error 8 72,48 9,060 Total 9 168,10 Model Summary S R-sq R-sq(adj) R-sq(pred) 3,00996 56,88% 51,49% 37,89% Coefficients Term Coef SE Coef T-Value P-Value VIF Constant -46,3 16,0 -2,89 0,020 Passe-3ªPRENSA/1ºGRUPO SECs 22,72 6,99 3,25 0,012 1,00 Regression Equation Quebra FotoCelula-MPX = -46,3 + 22,72 Passe- 3ªPRENSA /1º GRUPO SECs. Residual Plots for Quebra FotoCelula-MPX
210-1-2
99
90
50
10
1
Standardized Residual
Perc
ent
10,07,55,02,50,0
2
1
0
-1
-2
Fitted Value
Stan
dard
ized
Res
idua
l
1,51,00,50,0-0,5-1,0-1,5-2,0
4
3
2
1
0
Standardized Residual
Freq
uenc
y
10987654321
2
1
0
-1
-2
Observation Order
Stan
dard
ized
Res
idua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Quebra FotoCelula-MPX
Anexos
133
Capítulo 5 – Estudo #2: análise do efeito da condutividade da celulose. 1) Regression Analysis: Nº Total de Quebras versus Condutividade da Polpa. Figura 5.2 Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value Regression 1 1787,5 1787,5 17,83 0,002 Condutividade da Polpa. 1 1787,5 1787,5 17,83 0,002 Error 9 902,5 100,3 Total 10 2690,0 Model Summary S R-sq R-sq(adj) R-sq(pred) 10,0139 66,45% 62,72% 49,93% Coefficients Term Coef SE Coef T-Value P-Value VIF Constant -103,4 38,1 -2,71 0,024 Condutividade da Polpa. 0,516 0,122 4,22 0,002 1,00 Regression Equation Nº Total de Quebras = -103,4 + 0,516 Condutividade da Polpa. Residual Plots for Nº Total de Quebras
210-1-2
99
90
50
10
1
Standardized Residual
Perc
ent
8070605040
1
0
-1
Fitted Value
Stan
dard
ized
Res
idua
l
1,00,50,0-0,5-1,0-1,5
4
3
2
1
0
Standardized Residual
Freq
uenc
y
1110987654321
1
0
-1
Observation Order
Stan
dard
ized
Res
idua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Nº Total de Quebras
Anexos
134
Capítulo 7 – Estudo #4: análise dos efeitos combinados grau de refinação/carga de prensagem 1) Regression Analysis: Velocidade versus Dryness - Saída 3ª Prensa – Figura 7.5 Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value Regression 1 1537,0 1537,00 31,73 0,000 Dryness - Saída 3ª Prensa 1 1537,0 1537,00 31,73 0,000 Error 15 726,5 48,44 Total 16 2263,5 Model Summary S R-sq R-sq(adj) R-sq(pred) 6,95958 67,90% 65,76% 56,54% Coefficients Term Coef SE Coef T-Value P-Value VIF Constant 762,8 61,7 12,35 0,000 Dryness - Saída 3ª Prensa 8,06 1,43 5,63 0,000 1,00 Regression Equation Velocidade = 762,8 + 8,06 Dryness - Saída 3ª Prensa Residual Plots for Velocidade
210-1-2
99
90
50
10
1
Standardized Residual
Perc
ent
1130112011101100
2
1
0
-1
-2
Fitted Value
Stan
dard
ized
Res
idua
l
1,51,00,50,0-0,5-1,0-1,5-2,0
6,0
4,5
3,0
1,5
0,0
Standardized Residual
Freq
uenc
y
161412108642
2
1
0
-1
-2
Observation Order
Stan
dard
ized
Res
idua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Veloc.
Anexos
135
2) Regression Analysis: Nº Quebras versus Dryness - Saída 3ª Prensa - Figura – 7.7 Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value Regression 1 4975 4974,5 35,60 0,000 Dryness - Saída 3ª Prensa 1 4975 4974,5 35,60 0,000 Error 15 2096 139,7 Total 16 7070 Model Summary S R-sq R-sq(adj) R-sq(pred) 11,8207 70,36% 68,38% 61,17% Coefficients Term Coef SE Coef T-Value P-Value VIF Constant 699 105 6,66 0,000 Dryness - Saída 3ª Prensa -14,50 2,43 -5,97 0,000 1,00 Regression Equation Nº Quebras = 699 - 14,50 Dryness - Saída 3ª Prensa Residual Plots for Nº Quebras
210-1-2
99
90
50
10
1
Standardized Residual
Perc
ent
100806040
1
0
-1
Fitted Value
Stan
dard
ized
Res
idua
l
1,51,00,50,0-0,5-1,0-1,5
6,0
4,5
3,0
1,5
0,0
Standardized Residual
Freq
uenc
y
161412108642
1
0
-1
Observation Order
Stan
dard
ized
Res
idua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Nº Quebras
Anexos
136
3) Regression Analysis: Dryness - Saída 3ª Prensa versus ∑Pressões 1ª;2ª 3ªPrensas - Figura 7.9.
Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value Regression 1 15,883 15,8827 30,58 0,000 ∑Pressões 1ª;2ª 3ªPrensas 1 15,883 15,8827 30,58 0,000 Error 15 7,790 0,5193 Total 16 23,673 Model Summary S R-sq R-sq(adj) R-sq(pred) 0,720652 67,09% 64,90% 56,07% Coefficients Term Coef SE Coef T-Value P-Value VIF Constant 18,01 4,55 3,96 0,001 ∑Pressões 1ª;2ª 3ªPrensas 0,0986 0,0178 5,53 0,000 1,00 Regression Equation Dryness - Saída 3ª Prensa = 18,01 + 0,0986 ∑Pressões 1ª;2ª 3ªPrensas Residual Plots for Dryness - Saída 3ª Prensa
210-1-2
99
90
50
10
1
Standardized Residual
Perc
ent
44434241
2
1
0
-1
Fitted Value
Stan
dard
ized
Re s
idua
l
2,01,51,00,50,0-0,5-1,0
4,8
3,6
2,4
1,2
0,0
Standardized Residual
Freq
uenc
y
161412108642
2
1
0
-1
Observation Order
Stan
dard
ized
Re s
idua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Dryness - Saída 3ª Prensa
Anexos
137
4) Regression Analysis: Dryness - Saída 3ª Prensa versus °SR - Refinadores – Figura – 7.11 Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value Regression 1 14,466 14,4664 23,57 0,000 °SR - Refinadores 1 14,466 14,4664 23,57 0,000 Error 15 9,206 0,6138 Total 16 23,673 Model Summary S R-sq R-sq(adj) R-sq(pred) 0,783429 61,11% 58,52% 52,26% Coefficients Term Coef SE Coef T-Value P-Value VIF Constant 62,70 4,03 15,55 0,000 °SR - Refinadores -0,4517 0,0930 -4,85 0,000 1,00 Regression Equation Dryness - Saída 3ª Prensa = 62,70 - 0,4517 °SR - Refinadores Residual Plots for Dryness - Saída 3ª Prensa
210-1-2
99
90
50
10
1
Standardized Residual
Perc
ent
45444342
2
1
0
-1
Fitted Value
Stan
dard
ized
Res
idua
l
1,51,00,50,0-0,5-1,0-1,5
4,8
3,6
2,4
1,2
0,0
Standardized Residual
Freq
uenc
y
161412108642
2
1
0
-1
Observation Order
Stan
dard
ized
Res
idua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Dryness - Saída 3ª Prensa
Anexos
138
5) Regression Analysis: Dryness - Saída 3ª Prensa versus Porosidade – Figura 7.13 Analysis of Variance Source DF Adj SS Adj MS F-Value P-Value Regression 1 15,337 15,3374 27,60 0,000 Porosidade 1 15,337 15,3374 27,60 0,000 Error 15 8,335 0,5557 Total 16 23,673 Model Summary S R-sq R-sq(adj) R-sq(pred) 0,745446 64,79% 62,44% 56,30% Coefficients Term Coef SE Coef T-Value P-Value VIF Constant 53,12 1,91 27,86 0,000 Porosidade -0,787 0,150 -5,25 0,000 1,00 Regression Equation Dryness - Saída 3ª Prensa = 53,12 - 0,787 Porosidade Residual Plots for Dryness - Saída 3ª Prensa
210-1-2
99
90
50
10
1
Standardized Residual
Perc
ent
45444342
2
1
0
-1
-2
Fitted Value
Stan
dard
ized
Res
idua
l
210-1-2
4
3
2
1
0
Standardized Residual
Freq
uenc
y
161412108642
2
1
0
-1
-2
Observation Order
Stan
dard
ized
Res
idua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Dryness - Saída 3ª Prensa
Anexos
139
Anexo - 2 - Glossário sobre Fabricação de Papel
Acabamento – conjunto de operações pelas quais o papel passa, após ser produzido na máquina, tais como: rebobinamento, corte, supercalandragem, escolha, embalamento, etc.
Aditivos – nome genérico dado a todos os materiais não fibrosos adicionados à massa, durante a sua preparação ou ao próprio papel, durante sua fabricação. São exemplos de aditivos: amido, cola de breu, cola sintética, carbonato de cálcio, caulim, sulfato de alumínio, agentes de retenção e drenagem, anilinas, biocidas, etc.
Água Branca – é a água drenada da tela, durante a formação da folha de papel. É recolhida e recirculada para diluição da massa e recuperação de fibras e cargas nela contidas em suspensão.
Alongamento – incremento no comprimento da folha de papel, quando submetida à tração.
Alvura – termo usado para referir-se à refletividade de uma folha de papel ou de celulose, a uma luz específica, em condições padronizadas.
Amido interno – amido de milho, mandioca ou de batata, modificado quimicamente com a adição de radicais que conferem carga elétrica à sua cadeia química. Pode ter natureza catiônica, anfótera ou aniônica, e apresentar diferentes graus de substituição ou DS (degree of substitution). São cozidos e aplicados durante a preparação da massa para proporcionar resistência no papel e auxiliar na retenção de cargas.
Amido superficial – amido natural milho, mandioca ou de batata cujo peso molecular é previamente reduzido, em função da viscosidade da solução desejada. É aplicado na superfície do papel para aumento de sua resistência superficial e acabamento, através da chamada prensa de cola ou “size press”.
Aproveitamento – é a relação, expressa em percentagem, entre a produção bobinada ou acabada e a produção da máquina de papel, na enroladeira.
Bobina – parte do rolo jumbo, o qual foi segmentado numa bobinadeira.
Bobinadeira - equipamento com a função de segmentar longitudinal e transversalmente o rolo Jumbo. Possui facas rotativas que segmentam o rolo transversalmente.
Branqueamento – ou alvejamento, é o tratamento químico, geralmente, em vários estágios, que se dá à celulose depois do cozimento, depuração e lavagem, com a finalidade de descolorir ou remover os materiais corantes não celulósicos ainda presentes na massa, aumentando a alvura do produto final.
Caixa de entrada – caixa de construção hidrodinâmica, instalada no extremo úmido da máquina de papel, com a função de entregar ou lançar um jato de massa muito diluído e hidraulicamente estável, através de uma seção retangular, sobre toda a largura da tela da zona de formação da máquina de papel.
Anexos
140
Caixas de sucção – caixas estáticas instaladas sob a tela formadora, com cobertura ranhurada ou perfurada, contendo vácuo internamente, com a função de auxiliar na drenagem da folha de papel em formação.
Caldeira de recuperação – caldeira com um forno especial para queimar lixívia ou licor preto concentrado, obtido do processo de cozimento, onde a água do licor é evaporada, o material sólido é decomposto em carbono, sais inorgânicos e gases voláteis. Tem por finalidade recuperar os reagentes inorgânicos utilizados no cozimento da celulose e gerar vapor para o processo.
Carga mineral – material inorgânico, insolúvel, finamente dividido, tal como caulim, carbonato de cálcio, gesso, dióxido de titânio, etc., adicionado à massa, durante a fabricação do papel, para conferir ao papel determinadas propriedades como: opacidade, alvura, lisura, melhorar a absorção de tinta, etc.
Celulose – é um carboidrato de alto peso molecular principal componente da madeira e de certos vegetais fibrosos.
Celulose de fibra curta – é a celulose cujo comprimento de suas fibras encontra-se entre 0,7 – 2.0 mm, oriunda, principalmente, das madeiras duras ou folhosas. No Brasil, a mais importante para a fabricação de papel é a celulose de eucalipto.
Celulose de fibra longa – é a celulose cujo comprimento médio de fibras está acima de 3 mm, podendo chegar até 5 ou 6 mm. São oriundas, principalmente, das madeiras coníferas.
Celulose sulfato – celulose produzida pelo processo sulfato de polpação. O licor de cozimento é o hidróxido de sódio com sulfeto de sódio, produtos químicos que são economicamente recuperáveis em uma instalação de recuperação.
Celulose sulfito – celulose produzida pelo processo sulfito de polpação. O licor de cozimento é o sulfito ácido de cálcio, formado pela mistura de bissulfito de cálcio com excesso de ácido sulfuroso.
Centrilimpador – ou “centricleaner” é um sistema de depuração da massa constituído por estágios de hidrociclones, para eliminação de contaminantes pesados e/ou grossos.
Circuito de aproximação – faz a interface entre a preparação de massa e a caixa de entrada de uma máquina de papel. Fazem parte deste circuito o sistema de depuração, o controle de gramatura, controle de fluxo para a máquina. A maior parte da água branca drenada na máquina é utilizada para diluição da massa, neste circuito.
Colagem interna – adição de químico à massa que está sendo preparada, a fim de prevenir ou controlar a penetração de líquidos através da folha de papel. É conseguida com a adição de cola sintética (ex.: ASA – alkenyl succinic anhydride ou AKD – alkyl ketene dimer) ou cola vegetal (ex.: cola de breu)
Colagem superficial – adição de amido cozido de milho ou de mandioca sobre as superfícies do papel para lhe conferir resistência superficial e acabamento. Juntamente com o amido
Anexos
141
outros aditivos podem ser aplicados (ex.: alvejante óptico, agente de colagem, corantes, etc.).
Consistência – é a percentagem de material sólido, seco absoluto, contido na massa.
Cozimento – operação feita com materiais celulósicos fibrosos tais como madeiras, fibras têxteis e resíduos agrícolas, tratando-os com produtos químicos apropriados, geralmente com o auxílio de alta pressão e temperatura, com o objetivo de remover grande parte dos materiais não celulósicos, principalmente a lignina.
Depuração – operação que consiste em fazer a massa diluída passar por equipamentos de limpeza da massa (hidrociclones e/ou peneiras) para eliminação de aglomerados de fibras ou de impurezas ou contaminantes. Pode ocorrer em diferentes fases do processo.
Depurador – nome geralmente dado a um depurador com peneira. Pode ser pressurizado ou rotativo.
Desagregador ou “pulper” – equipamento usado para desagregar ou suspender em água a matéria-prima fibrosa, como: celulose, pasta mecânica ou aparas de papel reciclado.
Desaguamento – ou drenagem é o processo de retirada de água da suspensão, que ocorre, de forma controlada, nas seções de formação (filtração através de tela) e de prensas ( compressão da folha úmida entre rolos cilíndricos) de uma máquina de papel.
Dupla-face – diferença entre os valores medidos ou apresentados para uma mesma característica ou um mesmo parâmetro, em cada uma das superfícies do papel.
Enroladeira – equipamento instalado no final do extremo seco da máquina de papel, onde o papel, produzido continuamente, é enrolado sobre um carretel ou estanga, gerando o rolo Jumbo.
Feltro pick-up – ou feltro pegador, é o feltro úmido que, além de envolver o rolo superior da 1ª prensa e os rolos- guia da máquina, envolve também um rolo de sucção. Juntos estão em contato com a parte extrema e inclinada da tela da mesa plana, para aspiração e transporte da folha úmida de papel que foi formada.
Feltro úmido – material tecido, com superfície e estrutura apropriadas, instalado nas prensas da máquina de papel, com as funções de transportar a folha úmida bem como absorver e transportar a água extraída do papel pela prensagem, para que seja eliminada do circuito das prensas, através de caixas de vácuo (UHLE boxes).
Fibrilação externa – exposição das fibrilas ou unidades fibrilares, durante a operação de refinação da massa, aumentando a superfície específica das fibras para o desenvolvimento de ligações interfibrilares, durante a formação da folha de papel.
Fibrilação interna – inchamento da fibra causado pela penetração de água no interior das fibras de celulose, durante o processo de refinação, promovendo o inchamento das fibras, em razão do alojamento de moléculas de água entre as fibrilas. Torna as fibras mais flexíveis.
Anexos
142
Formação do papel – também chamada de distribuição, é definida como grau de uniformidade com que as fibras estão distribuídas na folha de papel.
Gap Former – tipo de formador de máquina de papel com duas telas, em que o jato de massa é lançado entre as duas telas ou no “gap” entre as mesmas.
Gramatura – peso da folha de papel por unidade de superfície, normalmente expresso em g/m2.
Grau de refinação – medida do grau de esgotamento ou de drenagem de uma suspensão fibrosa, durante a operação de formação de uma folha, em um equipamento específico ( Schopper Riegler, Freeness, etc.), em condições e procedimentos padronizados. Normalmente, é determinado em laboratório.
Hidratação – termo empregado para designar o fenômeno de penetração de água no interior das fibras de celulose, durante a refinação.
Hydro-Foil – lâmina raspadora, construída em polietileno ou material cerâmico, com perfil de um “foil” (perfil da asa do avião), instalada transversalmente sob a tela formadora da máquina de papel. Tem a função de promover a drenagem da folha que está sendo formada, através do vácuo gerado pelo movimento longitudinal da tela sobre o “foil” (lâmina anterior) além de raspar a água drenada (lâmina posterior).
Lignina – material não celulósico constituinte de vegetais, em especial das madeiras. Possui alto peso molecular, é amorfa e colorida, e desempenha o papel de um adesivo entre fibras. A maior parte da lignina é removida no processo de cozimento. No processo de branqueamento é descolorida ou quase totalmente removida.
Máquina Fourdrinier – nome dado à máquina de papel cuja seção de formação é constituída por uma mesa plana.
Massa – nome genérico dado à suspensão fibrosa, durante a utilização no processo de fabricação de papel.
Massa virgem – suspensão fibrosa, recebida da planta de celulose, em uma fábrica integrada, que ainda não foi refinada e aditivada.
Mesa plana – seção de formação da máquina que possui uma tela plástica como componente principal e é suportada por rolos cilíndricos e caixas contendo “hidro foils” ou e caixas de sucção. Chuveiros transversais fazem a limpeza contínua da tela, que é acionada e guiada por rolos cilíndricos específicos.
Orientação de fibras – direção das fibras em relação ao eixo longitudinal da máquina de papel.
Passe – diferença de velocidade linear entre seções consecutivas da máquina de papel.
Prensa de colagem – ou “size press”, consiste de uma prensa com rolos revestidos com borracha, que está instalada num ponto intermediário da seção de secagem ou secaria da máquina de papel, com a função de aplicar amido nas superfícies da folha de papel (amido
Anexos
143
superficial ou colagem externa). O papel pode receber o amido, quando mergulhado numa poça de solução de amido, entre os rolos da prensa (size press), ou através da aplicação de um filme de solução de amido sobre cada uma das duas superfícies (“film size press”).
Preparação de massa – conjunto de operações por que passa a suspensão fibrosa, desde o seu recebimento até alcançar a máquina de papel, incluindo a desagregação (quando utilizada celulose seca ou desaguada), refinação, aditivação e depuração.
Produção acabada – produção disponível para ser expedida ou enviada ao cliente.
Produção bruta – produção da máquina na enroladeira.
Produção líquida – produção da máquina, após bobinagem.
Receita de fabricação – especificações de parâmetros relativos ao processo, operação e qualidade do papel, para a fabricação de um determinado tipo de papel.
Refinação – tratamento mecânico das fibras, com o objetivo de torná-las mais flexíveis e com maior superfície específica, a fim de promover a formação e desenvolver resistência na folha de papel.
Refinador – equipamento rotativo, cujo rotor e estator possuem lâminas que promovem golpes mecânicos nas fibras que atravessam, na forma de um colchão de massa, o estreito espaço entre eles. Este espaçamento entre rotor e estator é modificado com maior ou menor aplicação de energia, definindo assim o controle da refinação ou o grau de refinação da massa.
Rolo “couch” – Rolo instalado no final da zona de formação, que trabalha com vácuo e promove a última etapa do desaguamento da folha formada para entregá-la à prensagem.
Rolo Jumbo – nome da bobina mãe ou rolo de papel produzido na enroladeira da máquina de papel.
Secaria - denominada, também, de parte seca da máquina de papel, consiste de conjuntos ou grupos de cilindros secadores metálicos, alimentados com vapor, para troca térmica entre sua superfície externa metálica e o papel úmido em contato com ela, proporcionando o aquecimento e evaporação da água alojada entre as fibras. Outros componentes como rolos-guia, acionamento, lâminas raspadoras, etc. fazem, também, parte do sistema.
Vestimenta – nome genérico dado aos feltros e telas de uma máquina de papel.