38

Heat Treatment
In the process of forming steel into shape and producing the desired microstructure to achieve the required mechanical properties, it may be reheated and cooled several times.
Steps for all HT (anneals):
1. Heating
2. Holding or “soaking”
3. Cooling
Time and temperature are important
at all 3 steps

(Stress-relief)
Full Annealing
Heat the steel to a temperature within the austenite (FCC, γ) phase region to dissolve the carbon. (50 deg.F above A3-Acm line)
The temperature is kept at the bottom of this range to minimize growth of the austenitic grains. Then, after cooling ferrite (α) and cementite structures will be fine as well

Spheroidizing – improving machinability
Used on steels with carbon contents above 0.5%Applied when more softness is neededCementite transforms into globes, or spheroidsThese spheroids act as chip-breakers – easy machiningPerformed by heating to just below A3,1 line, holding there (about 20h.or more) and then slowly cooling

Normalizing
Allows steels to cool more rapidly, in air
Produced structure – fine pearlite
Faster cooling provides higher strength than at full annealing
Process Annealing – 3 stages
Recovery (stress-relief anneals)
Recrystallization (process anneals)
Grain Growth

Stress-relief Annealing
Heats the steel to just below the eutectoid transformation temperature (A1) to remove the effects of prior cold work and grain deformation.
This allows further forging or rolling operations.

Stresses may result from:
Plastic deformation (cold work, machining)
Non-uniform heating (ex. welding)
Phase transformation (quenching)

Stress-relief:
Is held at fairly low temperature
Is held for a fairly short time
So that recrystallization does not occur
Recovery (Stress-relief)
If you only add a small amount of thermal energy (heat it up at little) the dislocations rearrange themselves into networks to relieve residual stresses
Ductility is improved
Strength does not change
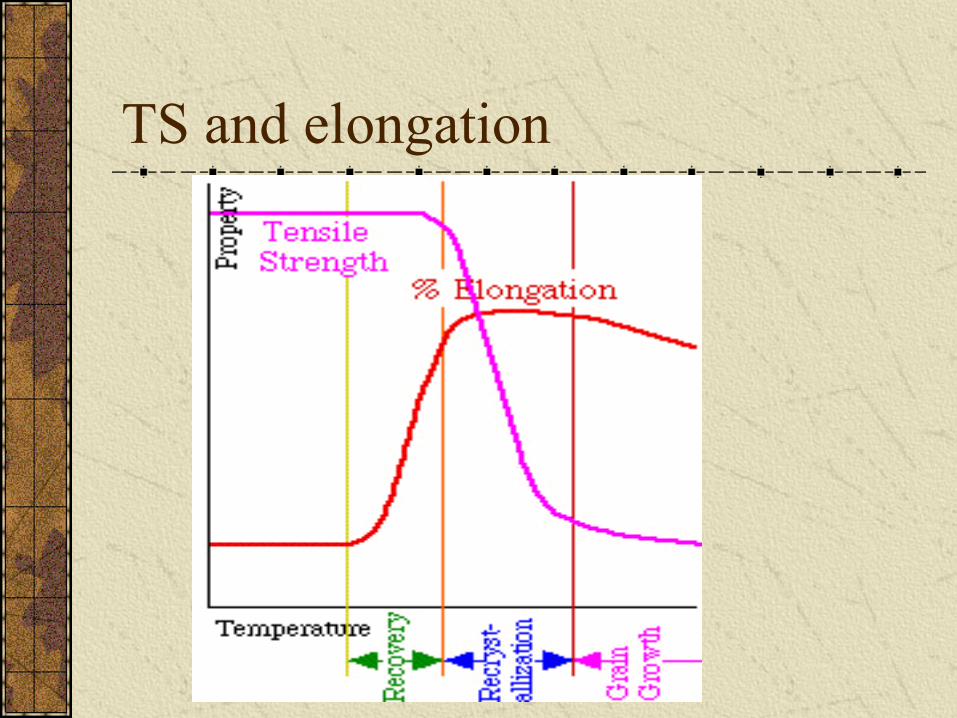
TS and elongation
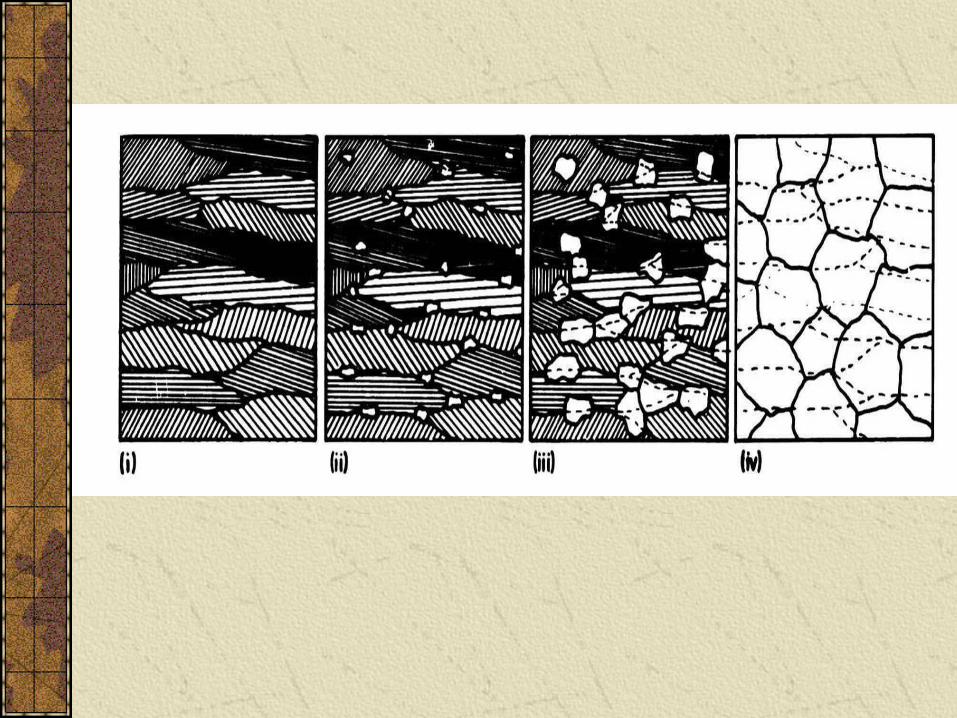
Recrystallization
Add more heat and wait some more time, and new grains start to grow at the grain boundaries.
The new grains have not been strain hardened
The recrystallized metal is ductile and has low strength
How much time to wait?
Incubation period – time needed to accumulate stored energy from the lattice strain and heat energy
Then lattice starts to recrystallize
At first fast (lots of nucleation sites)
Slower at the end

How hot is hot?
Most metals have a recrystallization temperature equal to about 40% of the melting point
K,4.0 mr TT =
Minor factors for recrystallization
Pure metalIf an alloy – host atom – solvent
foreign atom – soluteSolute atoms inhibit dislocations motion, higher temperature is neededInsoluble impurities (oxides and gases) become nucleation sites and refine grainsSmaller initial grain size will recrystallize easier – at less temperature and time
Grain Growth
If you keep the metal hot too long, or heat it up too much, the grains become large
Usually not good
Low strength

Size of grains vs. temperature
GRAIN
SIZE
Temperature, deg.C200 600400
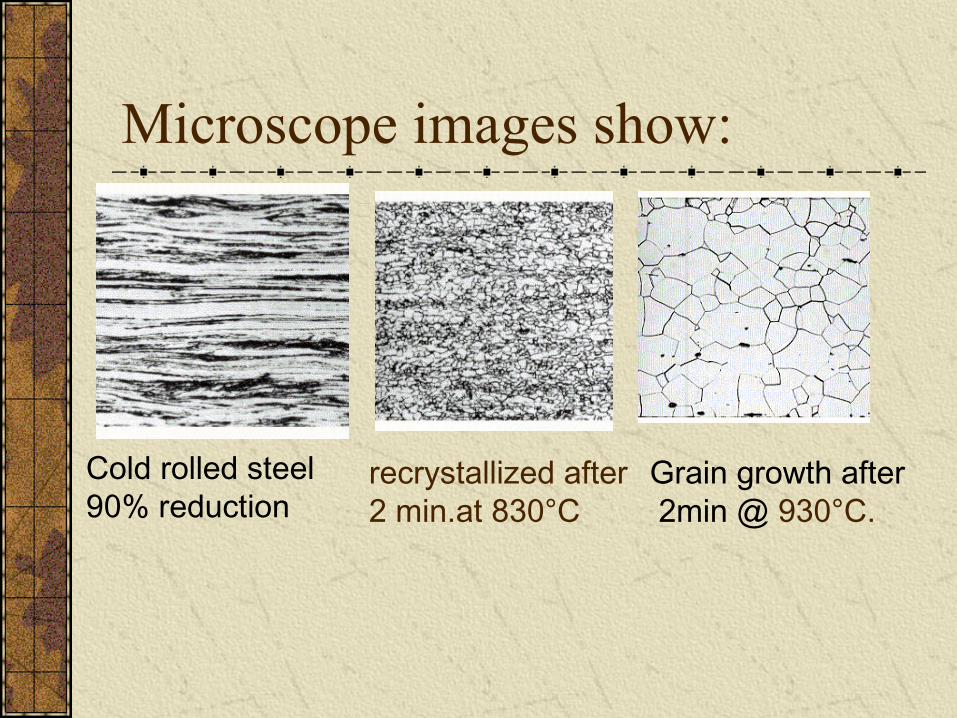
Microscope images show:
Cold rolled steel90% reduction
recrystallized after 2 min.at 830°C
Grain growth after 2min @ 930°C.
Grain-Growth is not recommended mainly because:
Energy consumption
Need of expensive equipment
Large grain metals get surface distortion under tensile forces
Solution Annealing
Solution annealing is the heat treatment most frequently specified for stainless steels.
The main objective is to dissolve the phases that have precipitated during the thermomechanical processing of the material, especially the chromium-rich carbides

Bright Annealing
Stainless steels can be bright annealed in a pure hydrogen or dissociated ammonia atmosphere.The dew point should be kept below 508 °C (608F) The sheet should be dry and clean before entering the furnace. If the dew point is not kept sufficiently low, some thin green/blue oxide film may be formed, which will be difficult to remove.

Quenching media
Involves the principles of heat transfer
There are 9 possible choices (air, furnace, tap water, oil, brine etc.)

Pickling
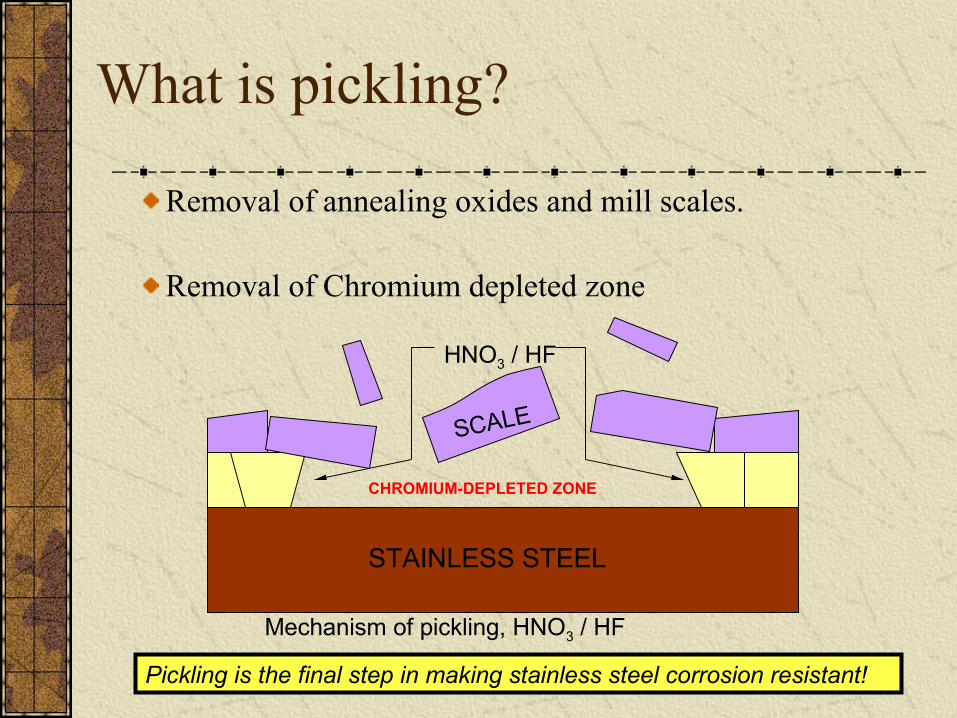
What is pickling?
Removal of annealing oxides and mill scales.
Removal of Chromium depleted zone
STAINLESS STEEL
HNO3 / HF
CHROMIUM-DEPLETED ZONE
SCALE
Mechanism of pickling, HNO3 / HF
Pickling is the final step in making stainless steel corrosion resistant!
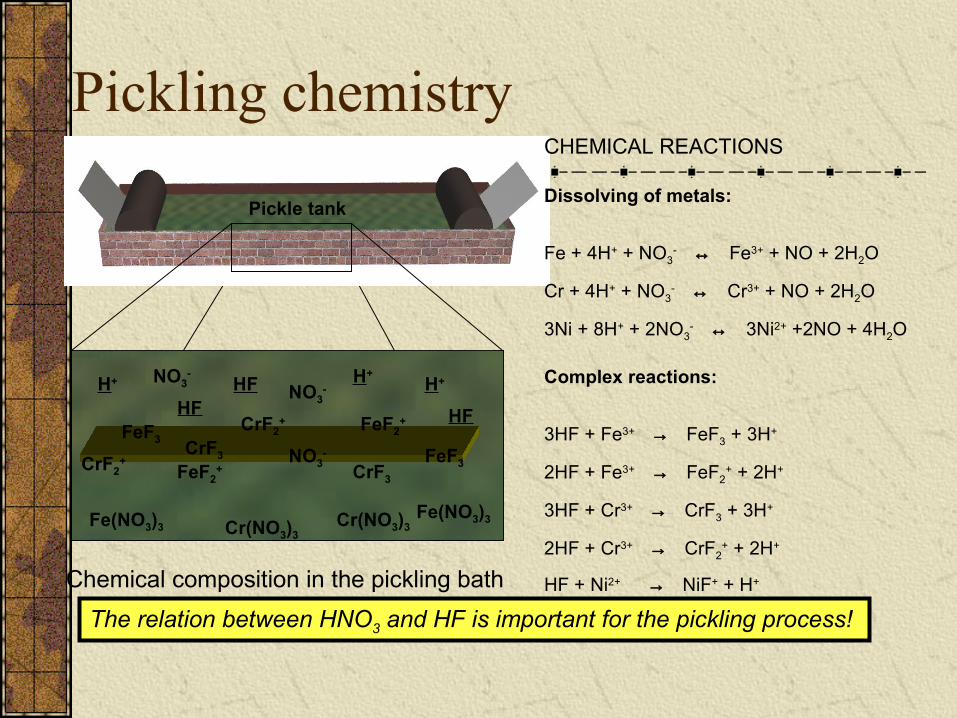
Pickling chemistry
H+ HF
CrF3
Cr(NO3)3Fe(NO3)3
H+
HF
FeF2+
NO3-
CrF2+ FeF2
+FeF3
NO3-
H+
CrF2+ FeF3
Fe(NO3)3Cr(NO3)3
CrF3
NO3-
HF
Chemical composition in the pickling bath
CHEMICAL REACTIONS
Dissolving of metals:
Fe + 4H+ + NO3- ↔ Fe3+ + NO + 2H2O
Cr + 4H+ + NO3- ↔ Cr3+ + NO + 2H2O
3Ni + 8H+ + 2NO3- ↔ 3Ni2+ +2NO + 4H2O
Complex reactions:
3HF + Fe3+ → FeF3 + 3H+
2HF + Fe3+ → FeF2+ + 2H+
3HF + Cr3+ → CrF3 + 3H+
2HF + Cr3+ → CrF2+ + 2H+
HF + Ni2+ → NiF+ + H+
The relation between HNO3 and HF is important for the pickling process!
Pickle tank
Mixed acid pickling
Role of HNO3:- H+ Generator- Powerful Oxidising Agent- Brightener for the pickled product
Role of HF:- Complexing Agent for Fe3+, Cr3+, Ni2+
- H+ supplier
Environmental impacts from:- Emission of NOX gases
- Presence of NO3- and NO2
-
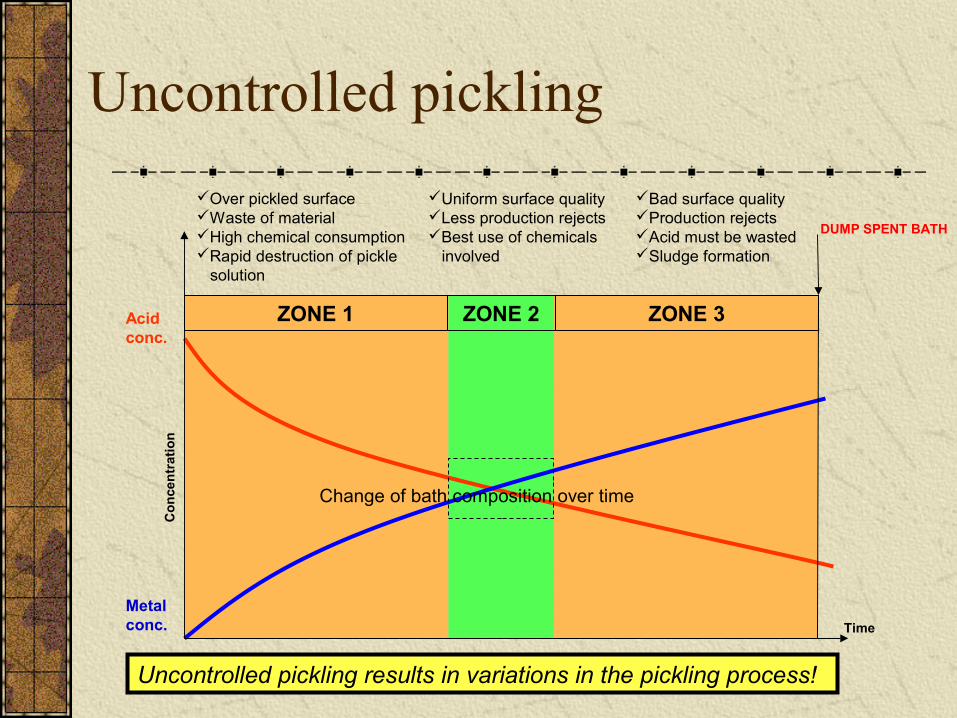
Uncontrolled pickling
Acid conc.
Metal conc. Time
DUMP SPENT BATH
Over pickled surfaceWaste of materialHigh chemical consumptionRapid destruction of pickle solution
Bad surface qualityProduction rejectsAcid must be wastedSludge formation
Co
nce
ntr
atio
n
Uniform surface quality Less production rejectsBest use of chemicals involved
ZONE 1 ZONE 2 ZONE 3
Change of bath composition over time
Uncontrolled pickling results in variations in the pickling process!

Uncontrolled pickling (cont.)
Oxide remains on the steel surface
Total removal of surface oxide and chromium depleated layer
The mixed acid has attacked both grains and grain-boundaries resulting in a dull surface appearance
Under pickled surfaceGood surfaceOver pickled surface
Over pickled surfaceWaste of materialHigh chemical consumptionRapid destruction of pickle solution
Bad surface qualityProduction rejectsAcid must be wastedSludge formation
Uniform surface quality Less production rejectsBest use of chemicals involved
ZONE 1 ZONE 2 ZONE 3
Uncontrolled pickling results in bad quality in the material produced!

Uncontrolled pickling (cont.)
Over pickled surfaceWaste of materialHigh chemical consumptionRapid destruction of pickle solution
Bad surface qualityProduction rejectsAcid must be wastedSludge formation
Uniform surface quality Less production rejectsBest use of chemicals involved
ZONE 1 ZONE 2 ZONE 3
Pickle solution conditions
Uncontrolled pickling results in uneconomical and environmentally unsound use of chemicals!
Concentration of acid in the pickle solution is too low. Pickle solutions must be wasted. Pickle tank must be manually cleaned from sludge.
Concentration of acid in the pickle solution is too high.
Concentration of acid in the pickle solution good for pickling.
Controlled pickling = Efficient Pickling
Controlled pickling leads to efficient pickling with the following benefits:
•Uniform pickling conditions
•High productivity
•Reduced cost for acid chemicals
•Reduced cost for waste treatment
•Improved environment conditions
Controlled pickling is a must for competitive production!

First step to efficient pickling
Analysis of free acid components is very important for the pickling process!
Pickling efficiency is directly related to Free acid:- Free acid is acid that has not yet reacted with the metals- Total acid is composed of both free acid and acid already reacted and spent
We need to measure the concentration of free acid in order to control the pickling
Knowledge of the free acid in the pickle bath composition is the first step to efficient pickling!

Second step to efficient pickling
Definitions of parameters that effect the pickling process:
Free acid concentration
Acid re-circulation (agitation)
Process temperature
Exposure time of material to acid
Four parameters effect the pickling efficiency!
Third step to efficient pickling By-products formed in an optimised pickling process:
• Dissolved metals salts- Limits the pickle bath life time
- Precipitates and forms sludge
- Frequent bath replacement and sludge leads to high environmental impact and cost for disposal
• Oxide scales (Specially Hot material)- Remains in the process as sludge
- Limits the pickle bath life time
• NOx gases formed
For a more economical and environmental sound pickling process the by-products need to be taken care of!
Conclusion
1. Analyse the pickle bath condition
- Analyser for measuring the free acid components
2. Control the pickling process
- Efficient acid re-circulation system
- Fresh acid addition system
3. Minimize pickling by-product
- Acid retardation to remove dissolved metal salts
- Mechanical filtration to remove oxide scales and other solids
- NOx suppression
The following steps are required in order to achieve an efficient pickling with high productivity,
optimal use of chemicals involved and with a minimum impact on the environment:

Thank-You

















