62
Anticorrosive Zn Free Pigments: Their Performance PNWSCT 2014
| Date post: | 16-Dec-2015 |
| Category: |
Documents |
| Upload: | angela-colleen-newman |
| View: | 222 times |
| Download: | 2 times |
Anticorrosive Zn Free Pigments:
Their Performance
PNWSCT 2014
Agenda
Historical Evolution of Anticorrosive Pigments
Corrosion
Protection
Zn free pigments
Case Study
Accelerated cyclic electrochemical test
Analytical experiments
Additional systems tested
Summary
HISTORICAL EVOLUTION OF ANTICORROSIVE
PIGMENTS
Anticorrosive Zn Free Pigments: their performance
Dr. Ricard March, Nubiola
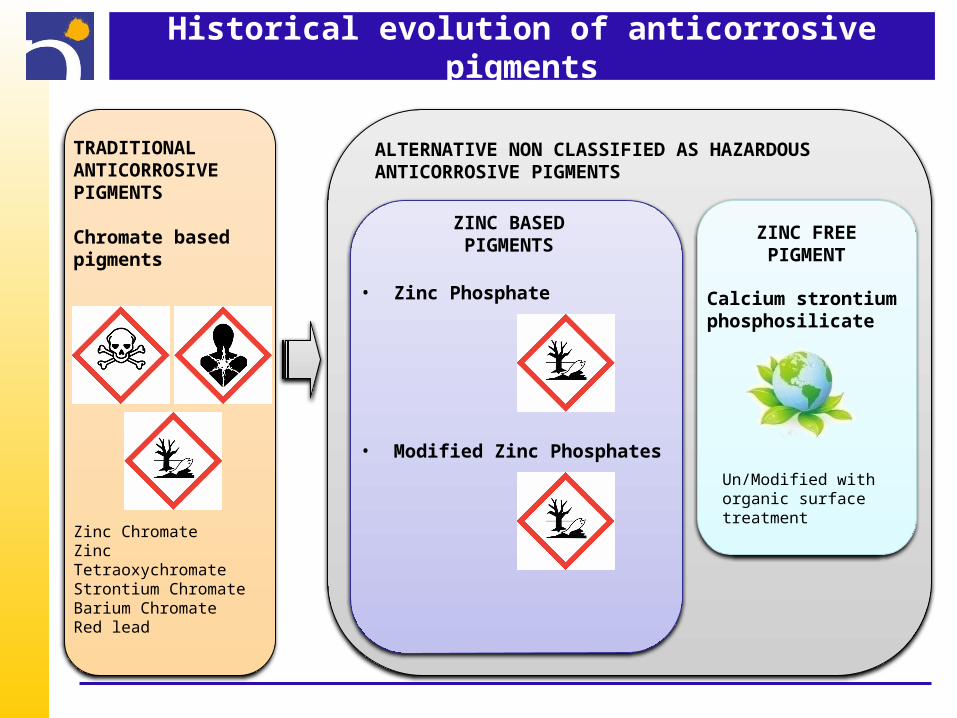
Historical evolution of anticorrosive pigments
ALTERNATIVE NON CLASSIFIED AS HAZARDOUS ANTICORROSIVE PIGMENTS
TRADITIONAL ANTICORROSIVE PIGMENTS
Chromate based pigments
Zinc ChromateZinc TetraoxychromateStrontium ChromateBarium ChromateRed lead
ZINC FREE PIGMENT
Un/Modified with organic surface treatment
Calcium strontium phosphosilicate
• Zinc Phosphate
• Modified Zinc Phosphates
ZINC BASED PIGMENTS
CORROSION

CORROSION
What the corrosion is? Corrosion is a gradual spontaneous process as a result of a chemical reaction with the environment that damages the original metal, typically iron.
+ O2 / + H2O
Spontaneous !!
Non spontaneous !!
Entropy: Order Disorder
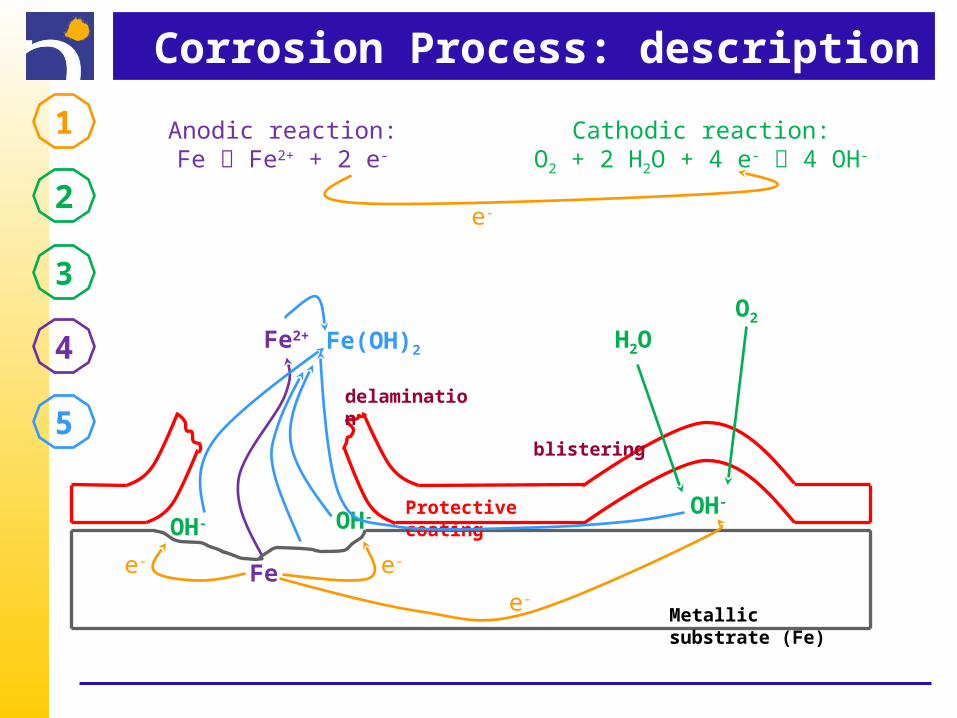
Corrosion Process: description
Metallic substrate (Fe)
Protective coating
H2OO2
OH-OH-
OH-
Cathodic reaction:O2 + 2 H2O + 4 e- 4 OH-
Fe2+
Fe
Anodic reaction:Fe Fe2+ + 2 e-
e-
e-
e-e-
delamination
blistering
Fe(OH)2
1
2
3
4
5

Corrosion Process: reactions
Redox reaction:
Anodic reaction (oxidation): Fe Fe2+ + 2 e-
Cathodic reaction (reduction): O2 + 2 H2O + 4 e- 4 OH-
Globally:
2 Fe + O2 + 2 H2O + 4 e- 2 Fe2+ + 4 OH- + 4 e-
Formation of rust:
Fe2+ + 2 OH- Fe(OH)2
4 Fe(OH)2 + O2 4 FeOOH + 2 H2O
2 FeOOH Fe2O3 + H2O
Corrosion Process
Other compounds can accelerate the reaction:
• H3O+ (or changes in the pH)
• SO2 (industrial environment)
• NaCl (marine environment)
• Other contaminants: NH4+, SO4
2-, Mg2+, COO-, etc
• Also: temperature

PROTECTION
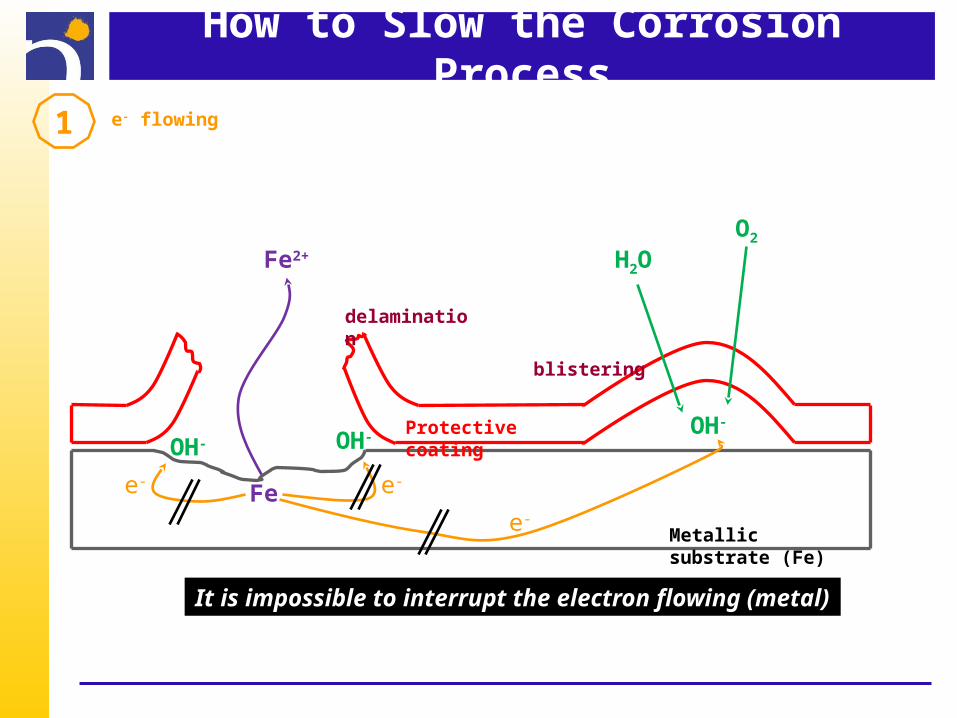
How to Slow the Corrosion Process
Metallic substrate (Fe)
Protective coating
H2OO2
OH-OH-
OH-
Fe2+
Fee-
e-e-
delamination
blistering
It is impossible to interrupt the electron flowing (metal)
1 e- flowing

How to Slow the Corrosion Process
Metallic substrate (Fe)
Protective coating
H2OO2
OH-OH-
OH-
Fe2+
Fee-
e-e-
delamination
blistering
It is possible to reduce water and oxygen flow through barrier effect
2 H2O / O2 in the interface

How to Slow the Corrosion Process
Metallic substrate (Fe)
Protective coating
H2OO2
OH-OH-
OH-
Cathodic reaction:O2 + 2 H2O + 4 e- 4 OH-
Fe2+
Fee-
e-e-
delamination
blistering
High pH (OH-) displaces the reaction to the left and helps hydroxides precipitation
Cathodic inhibition by metallic hydroxides and oxides precipitation3 OH- generation in
the cathode

How to Slow the Corrosion Process
Metallic substrate (Fe)
Protective coating
H2OO2
OH-OH-
OH-
Fe2+
Fe
Anodic reaction:Fe Fe2+ + 2 e-
e-
e-e-
delamination
blistering
Anodic passivation by metal and iron complexes (phosphates, silicates, …) precipitation
4 Fe2+ generation in the anode
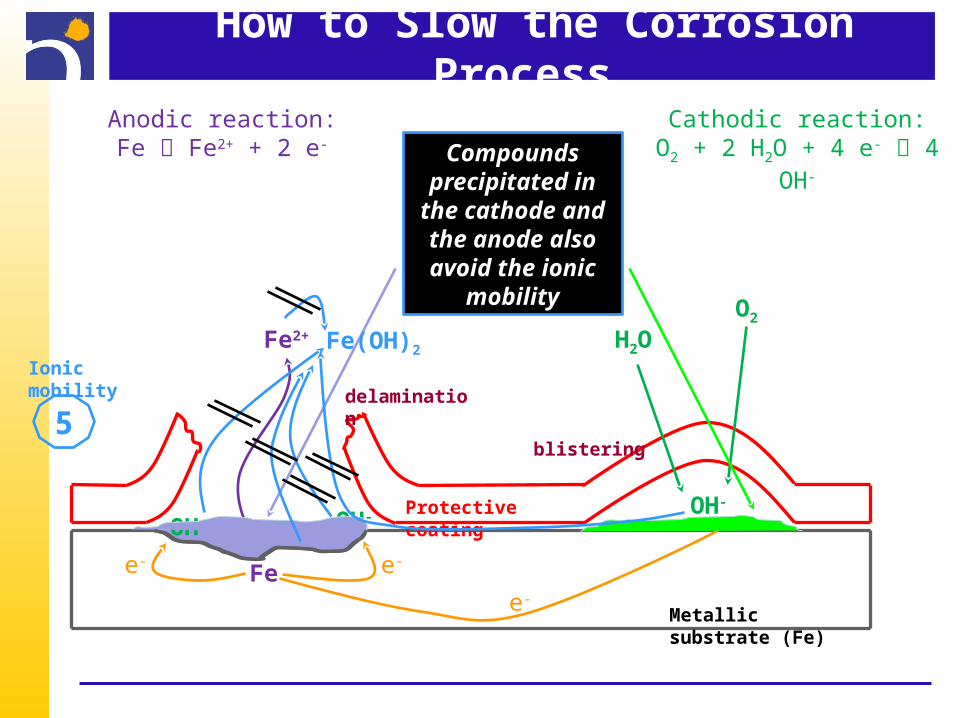
How to Slow the Corrosion Process
Metallic substrate (Fe)
Protective coating
H2OO2
OH-OH-
OH-
Fe2+
Fe
Anodic reaction:Fe Fe2+ + 2 e-
e-
e-e-
delamination
blistering
Cathodic reaction:O2 + 2 H2O + 4 e- 4 OH-Compounds
precipitated in the cathode and the anode also avoid the ionic
mobility
Fe(OH)2
5
Ionic mobility
Zn FREE PIGMENTS

Zn free pigments
Calcium Strontium Phosphosilicates: aM*. bP2O5 . cSiO2 . xH2O, for M = Ca, Sr
• Low particle size
• Special particle shape combination (acicular + spherical)• Elemental particles <1µ forming aggregates and
agglomerates up to <10µ
P artic le D iam eter (µ m .)
%
0
10
0
10
20
30
40
50
60
70
80
90
100
0.01 0.1 1.0 10.0 100.0 1000.0
N ubirox 301D(v,0.5)=1.15µ
P artic le D iam eter (µ m .)
%
0
10
0
10
20
30
40
50
60
70
80
90
100
0.01 0.1 1.0 10.0 100.0 1000.0
N 301 S TD 5'-3
N 20 030829009 0'-1
Zn free pigments
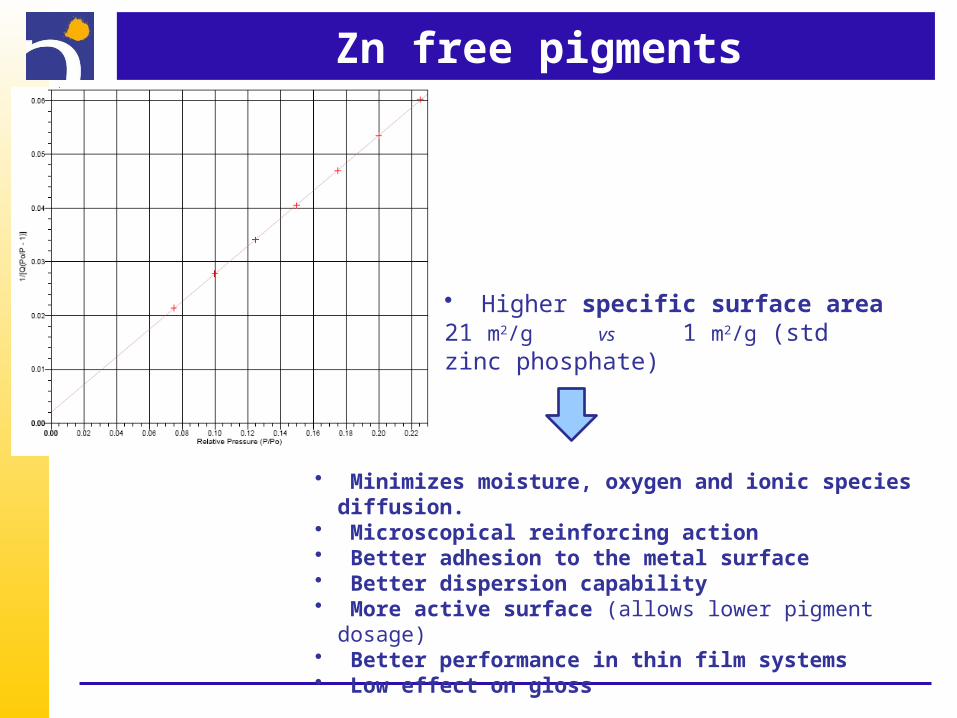
• Higher specific surface area 21 m2/g vs 1 m2/g (std zinc phosphate)
• Minimizes moisture, oxygen and ionic species diffusion.• Microscopical reinforcing action• Better adhesion to the metal surface• Better dispersion capability• More active surface (allows lower pigment dosage)• Better performance in thin film systems• Low effect on gloss
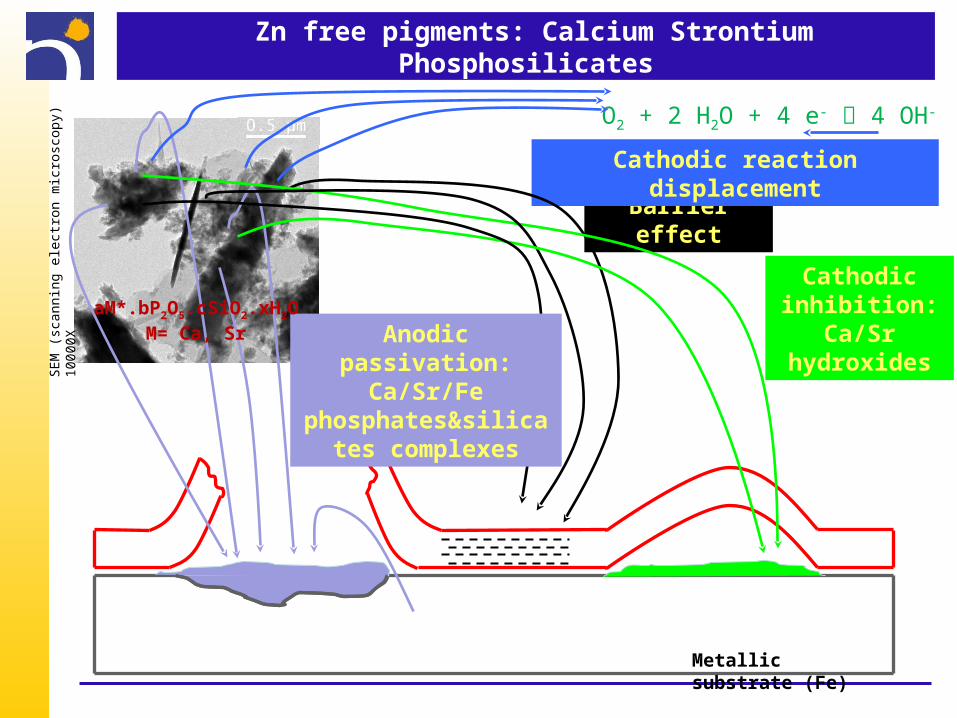
Zn free pigments: Calcium Strontium Phosphosilicates
SE
M (
scan
ning
ele
ctro
n m
icro
scop
y) 1
0000
X
Metallic substrate (Fe)
Barrier effect
O2 + 2 H2O + 4 e- 4 OH-
Cathodic reaction displacement
Cathodic inhibition:
Ca/Sr hydroxides
Anodic passivation: Ca/Sr/Fe
phosphates&silicates complexes
aM*.bP2O5.cSiO2.xH2OM= Ca, Sr

CASE STUDY
DOE
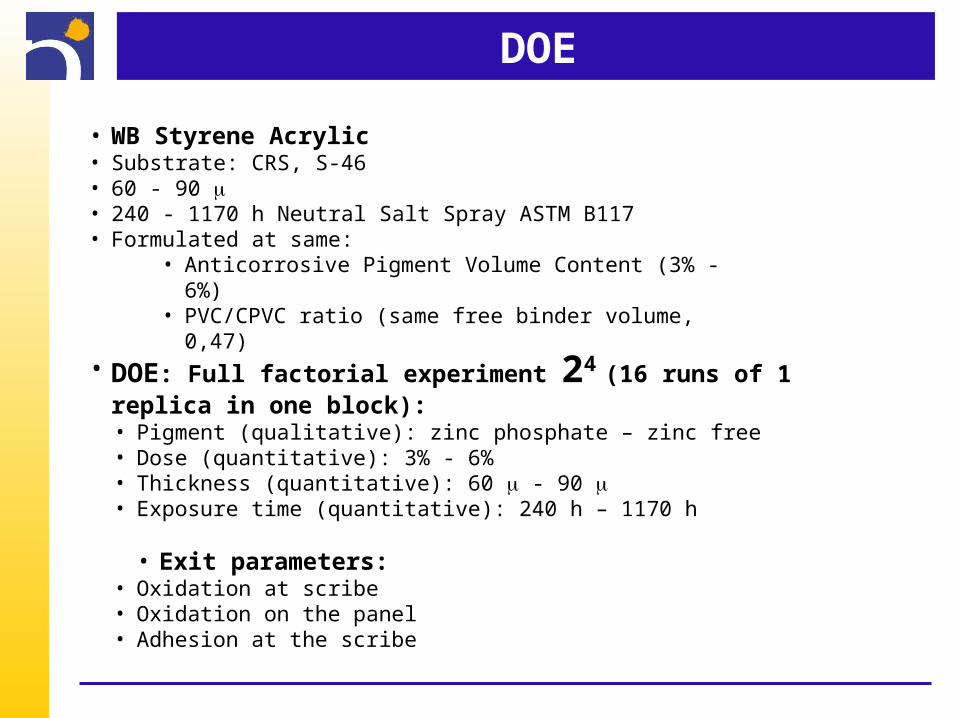
• DOE: Full factorial experiment 24 (16 runs of 1 replica in one block):• Pigment (qualitative): zinc phosphate – zinc free• Dose (quantitative): 3% - 6%• Thickness (quantitative): 60 - 90 • Exposure time (quantitative): 240 h – 1170 h
• Exit parameters:• Oxidation at scribe• Oxidation on the panel• Adhesion at the scribe
• WB Styrene Acrylic• Substrate: CRS, S-46• 60 - 90 • 240 - 1170 h Neutral Salt Spray ASTM B117• Formulated at same:
• Anticorrosive Pigment Volume Content (3% - 6%)• PVC/CPVC ratio (same free binder volume, 0,47)
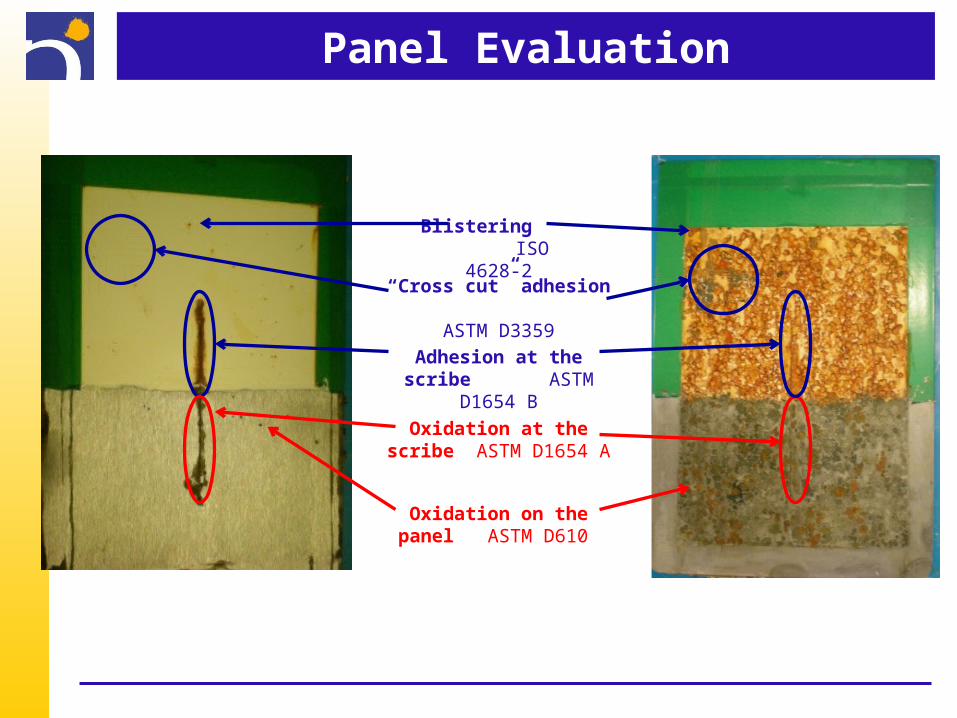
Panel Evaluation
“Cross cut” adhesion ASTM D3359
Adhesion at the scribe ASTM D1654 B
Oxidation at the scribe ASTM D1654 A
Oxidation on the panel ASTM D610
Blistering ISO 4628-2
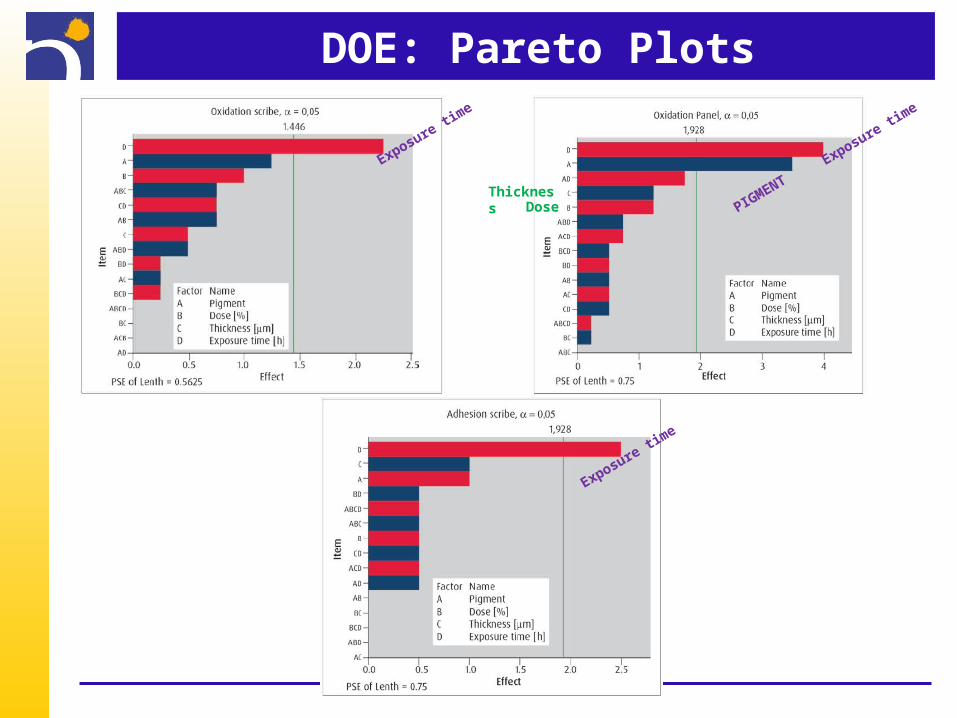
DOE: Pareto Plots
Exposure time
Exposure time
Exposure time
PIGMENT
DoseThickness

DOE: interaction plot for oxidation at scribe

DOE: interaction plot for oxidation on the panel
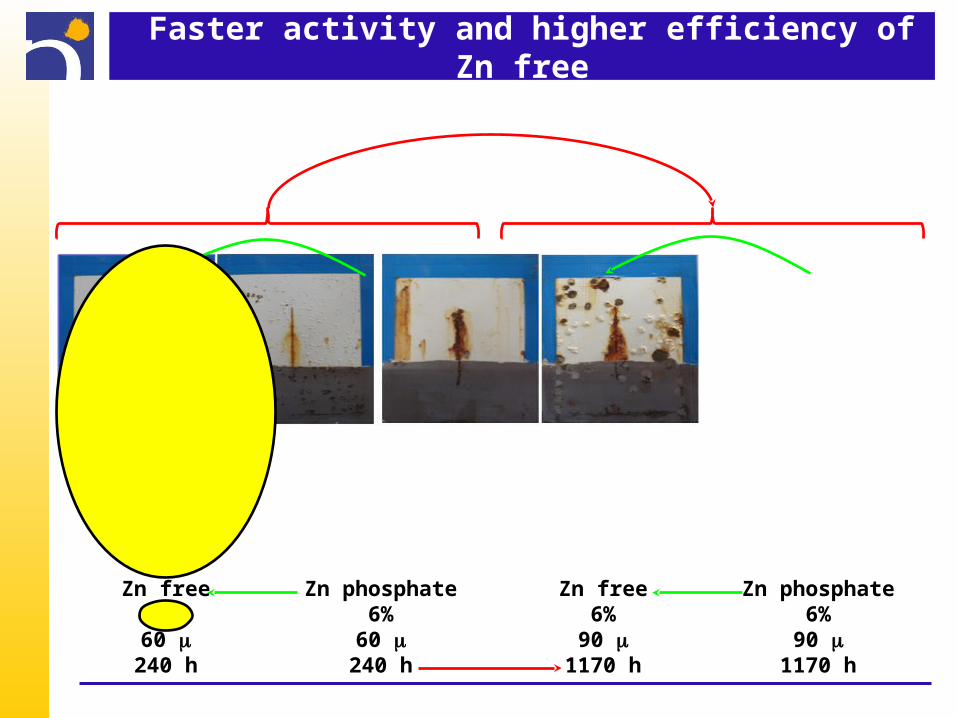
Faster activity and higher efficiency of Zn free
Zn free3%60
240 h
Zn phosphate6%60
240 h
Zn free6%90
1170 h
Zn phosphate6%90
1170 h
ACET
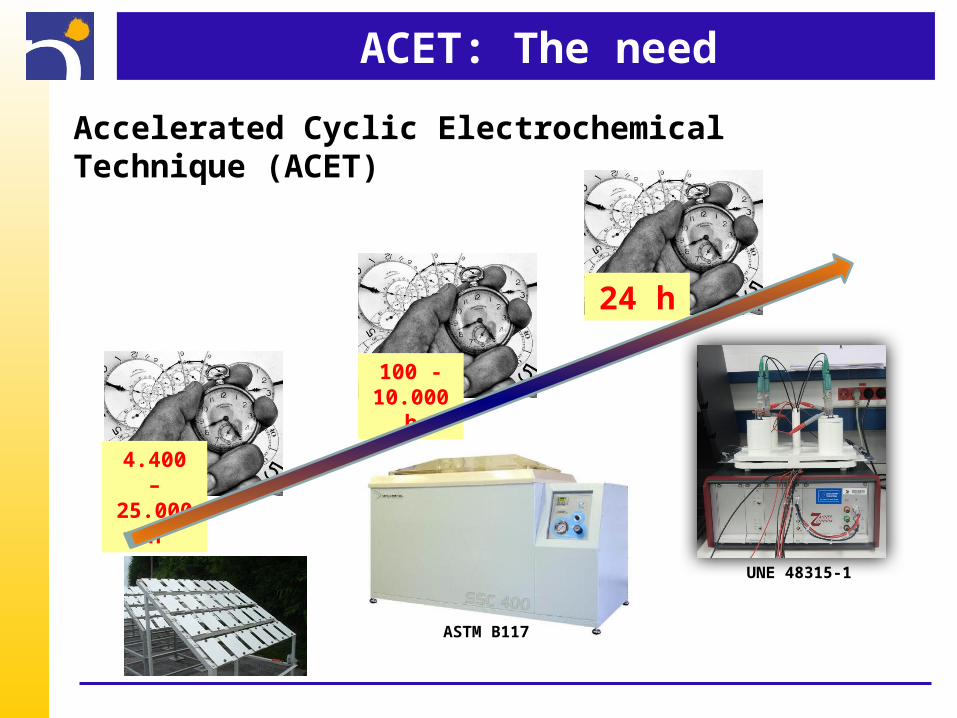
ACET: The need
ASTM B117
UNE 48315-1
Accelerated Cyclic Electrochemical Technique (ACET)
24 h
100 - 10.000 h
4.400 – 25.000 h

ACET: Steps
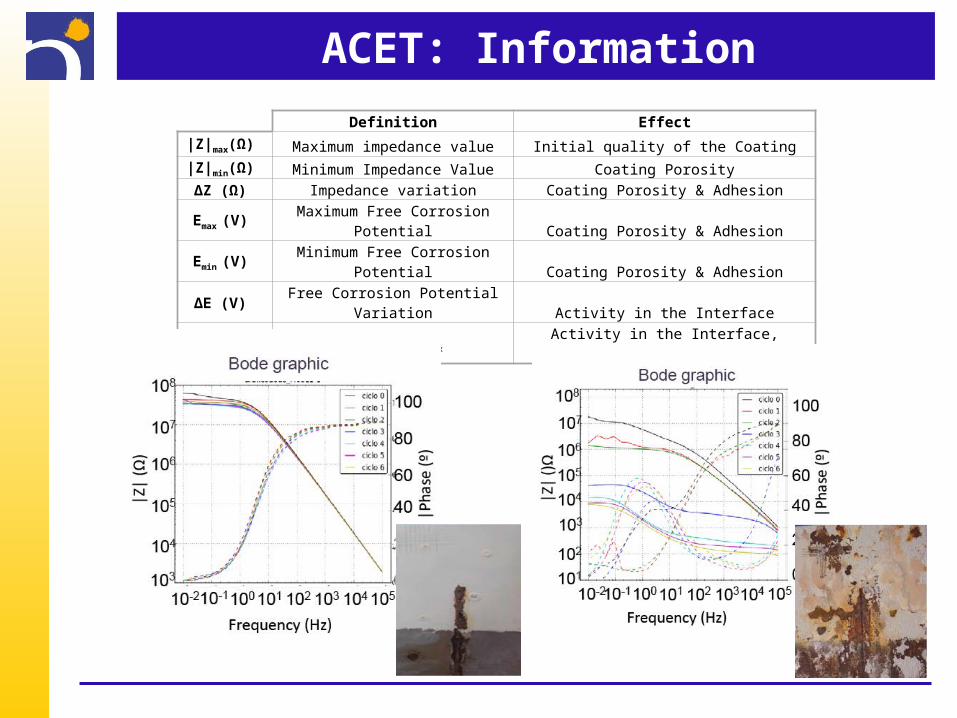
ACET: Information
Definition Effect|Z|max(Ω) Maximum impedance value Initial quality of the Coating|Z|min(Ω) Minimum Impedance Value Coating Porosity∆Z (Ω) Impedance variation Coating Porosity & AdhesionEmax (V) Maximum Free Corrosion Potential Coating Porosity & AdhesionEmin (V) Minimum Free Corrosion Potential Coating Porosity & Adhesion∆E (V) Free Corrosion Potential Variation Activity in the Interface
Bode Graph Erelax vs trelax Activity in the Interface, Adhesion & Porosity
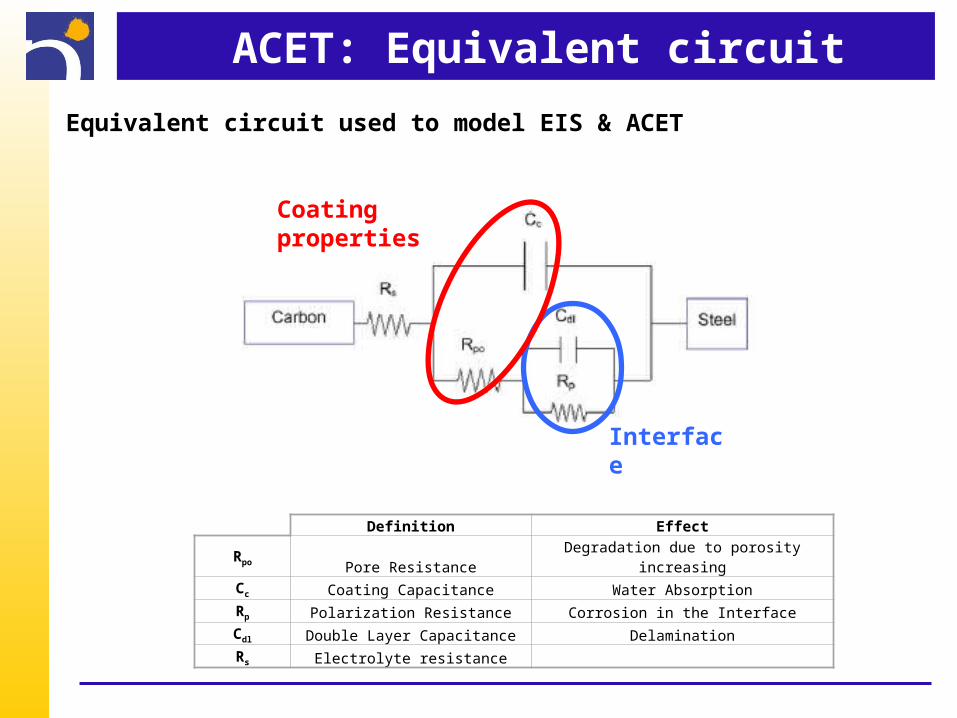
ACET: Equivalent circuit
Definition EffectRpo Pore Resistance Degradation due to porosity increasingCc Coating Capacitance Water AbsorptionRp Polarization Resistance Corrosion in the InterfaceCdl Double Layer Capacitance DelaminationRs Electrolyte resistance
Coating properties
Interface
Equivalent circuit used to model EIS & ACET

Panel Evaluation: Standard (SSC)
“Cross cut” adhesion ASTM D3359
Adhesion at the scribe ASTM D1654 B
Oxidation at the scribe ASTM D1654 A
Oxidation on the panel ASTM D610
Blistering ISO 4628-2
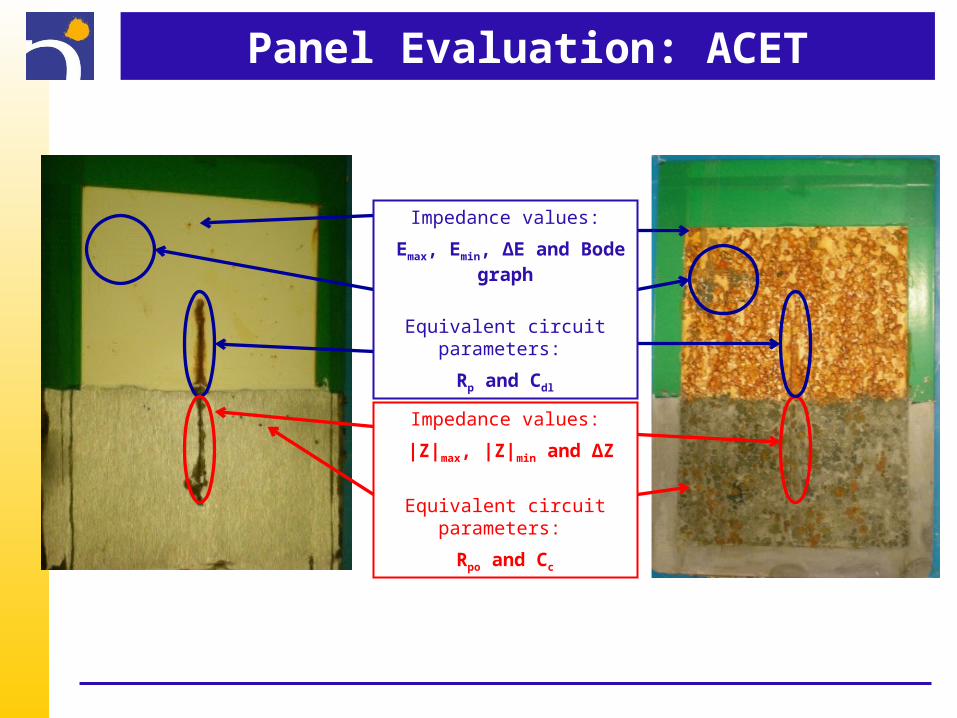
Panel Evaluation: ACET
Impedance values:
|Z|max, |Z|min and ∆Z
Equivalent circuit parameters:
Rpo and Cc
Impedance values:
Emax, Emin, ∆E and Bode graph
Equivalent circuit parameters:
Rp and Cdl
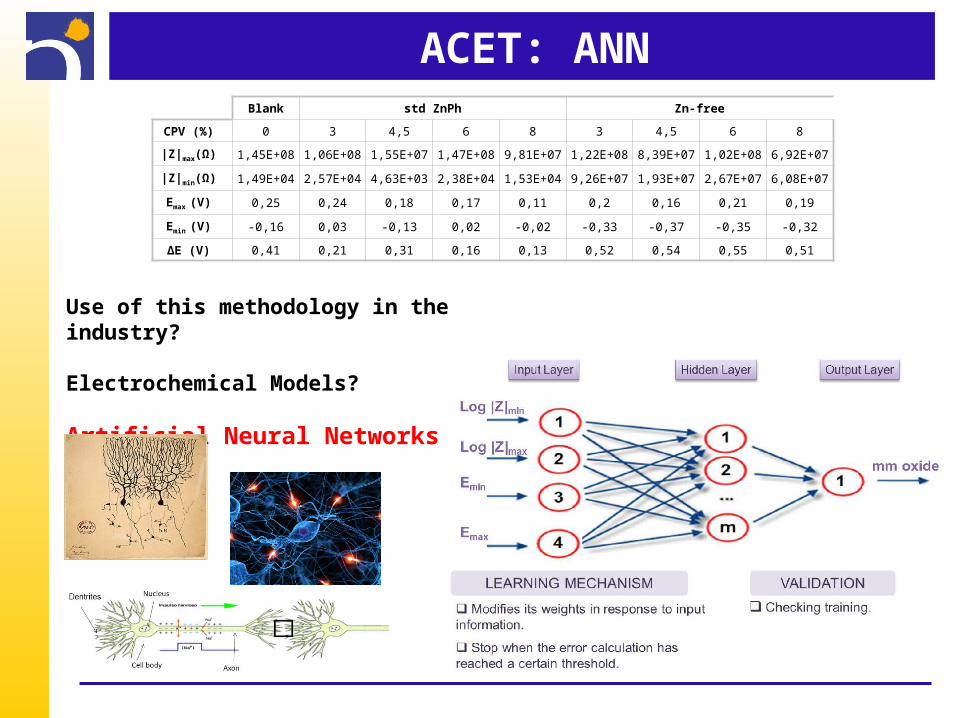
ACET: ANN Blank std ZnPh Zn-free
CPV (%) 0 3 4,5 6 8 3 4,5 6 8
|Z|max(Ω) 1,45E+08 1,06E+08 1,55E+07 1,47E+08 9,81E+07 1,22E+08 8,39E+07 1,02E+08 6,92E+07
|Z|min(Ω) 1,49E+04 2,57E+04 4,63E+03 2,38E+04 1,53E+04 9,26E+07 1,93E+07 2,67E+07 6,08E+07
Emax (V) 0,25 0,24 0,18 0,17 0,11 0,2 0,16 0,21 0,19
Emin (V) -0,16 0,03 -0,13 0,02 -0,02 -0,33 -0,37 -0,35 -0,32
∆E (V) 0,41 0,21 0,31 0,16 0,13 0,52 0,54 0,55 0,51
Use of this methodology in the industry?
Electrochemical Models?
Artificial Neural Networks (ANN)
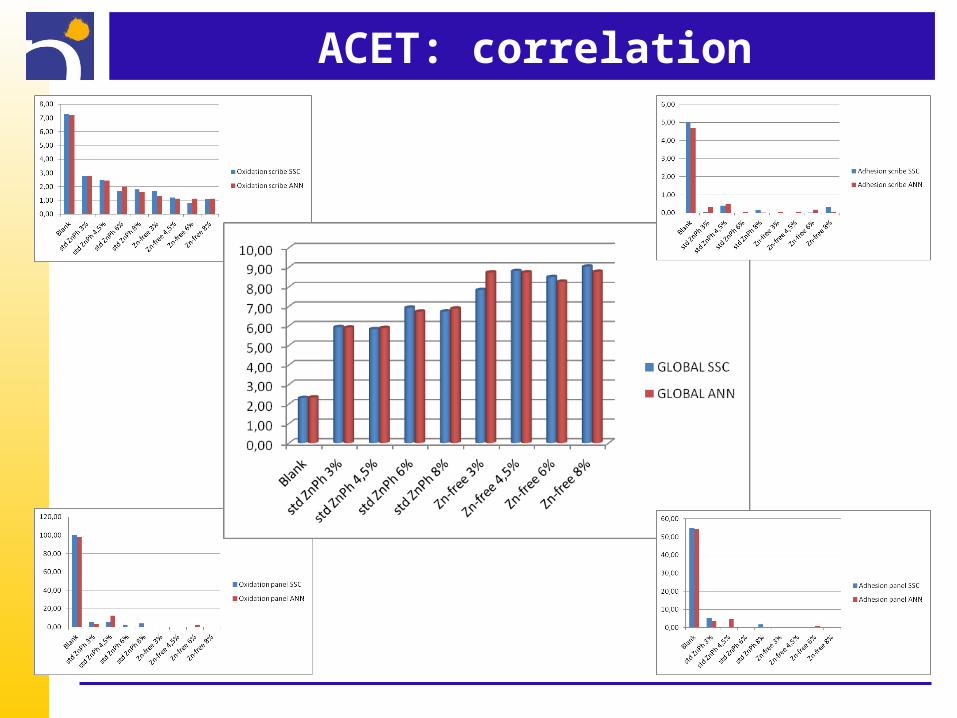
ACET: correlation
ANALYTICAL EXPERIMENTS

SEM: panel observation

SEM: mapping
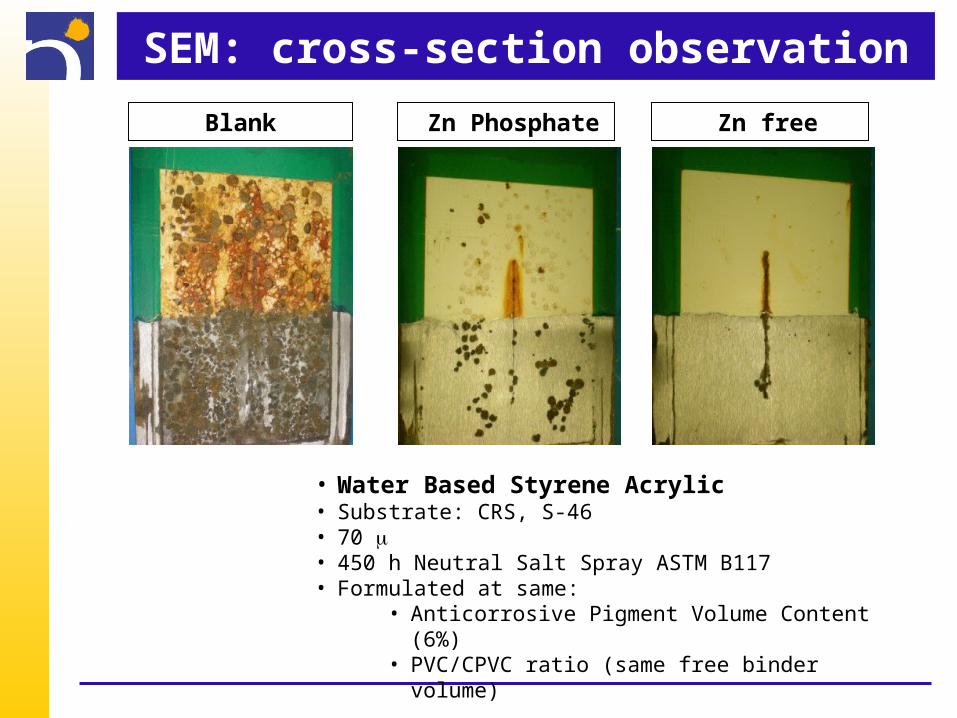
SEM: cross-section observation
Blank Zn Phosphate Zn free
• Water Based Styrene Acrylic• Substrate: CRS, S-46• 70 • 450 h Neutral Salt Spray ASTM B117• Formulated at same:
• Anticorrosive Pigment Volume Content (6%)• PVC/CPVC ratio (same free binder volume)
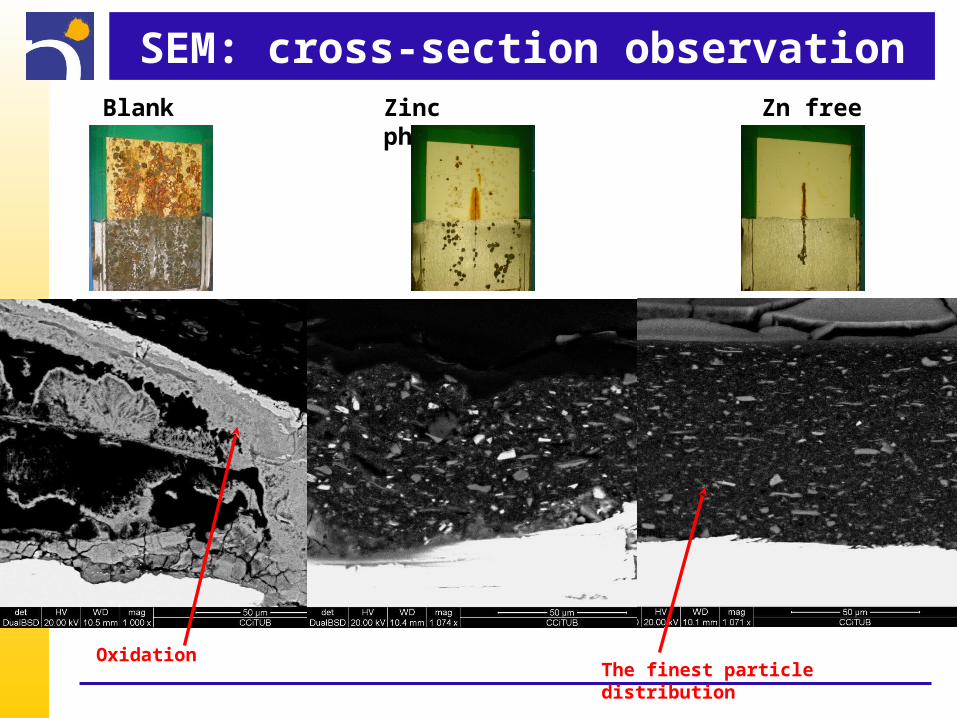
SEM: cross-section observationZn freeZinc phosphateBlank
OxidationThe finest particle distribution
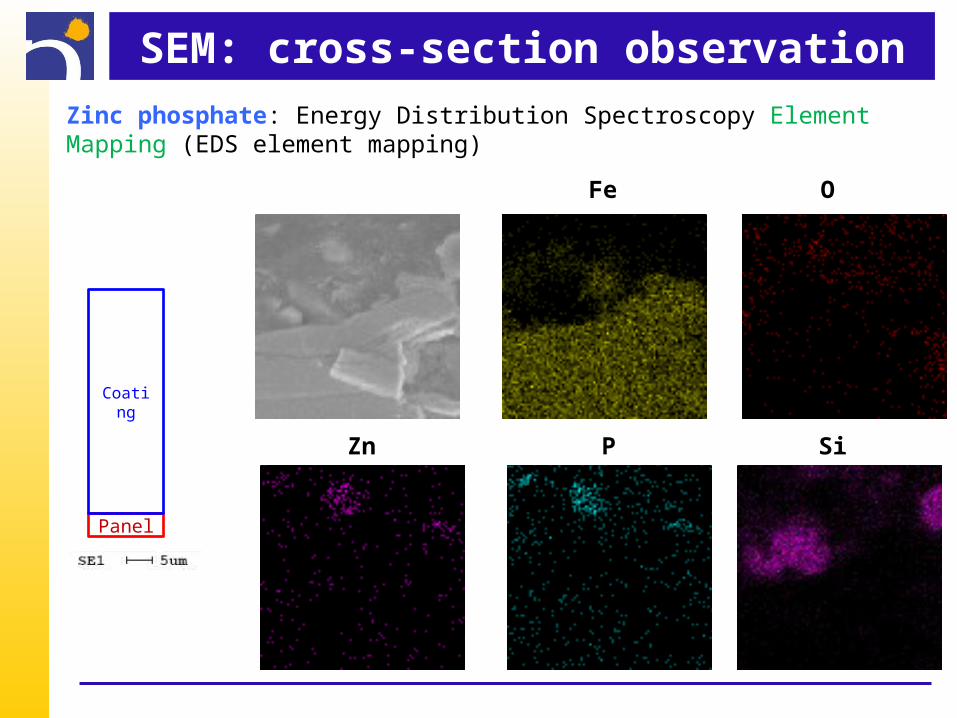
SEM: cross-section observation
Fe
Si
O
P
Panel
Coating
Zn
Zinc phosphate: Energy Distribution Spectroscopy Element Mapping (EDS element mapping)

SEM: cross-section observation
OFe
SiCaSr P
Panel
Coating
Zinc free pigment: Energy Distribution Spectroscopy Element Mapping (EDS element mapping)
Smaller particle size allows the pigment to have a more direct interaction with the metal surface.

SEM: cross-section observation
Zn free (line 1)Blank
Panel CoatingPanel Coating
Energy Distribution Spectroscopy Linescan (EDS Linescan)
Zn free (line 2)
Panel Coating
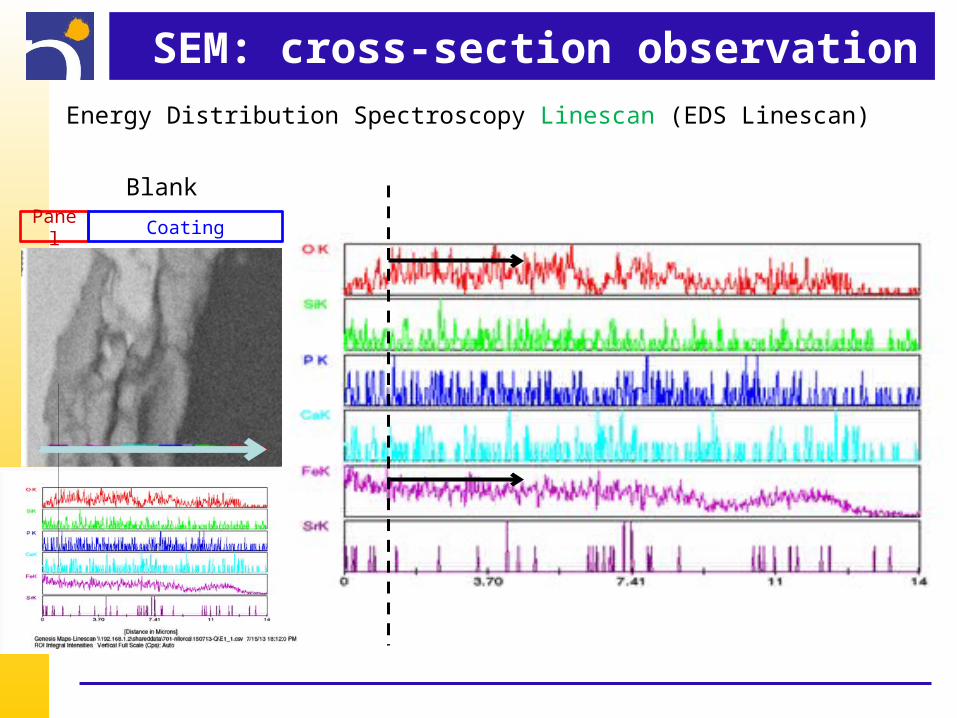
SEM: cross-section observation
Blank
Panel Coating
Energy Distribution Spectroscopy Linescan (EDS Linescan)

SEM: cross-section observation
Zn free (line 1)
Panel Coating
Energy Distribution Spectroscopy Linescan (EDS Linescan)
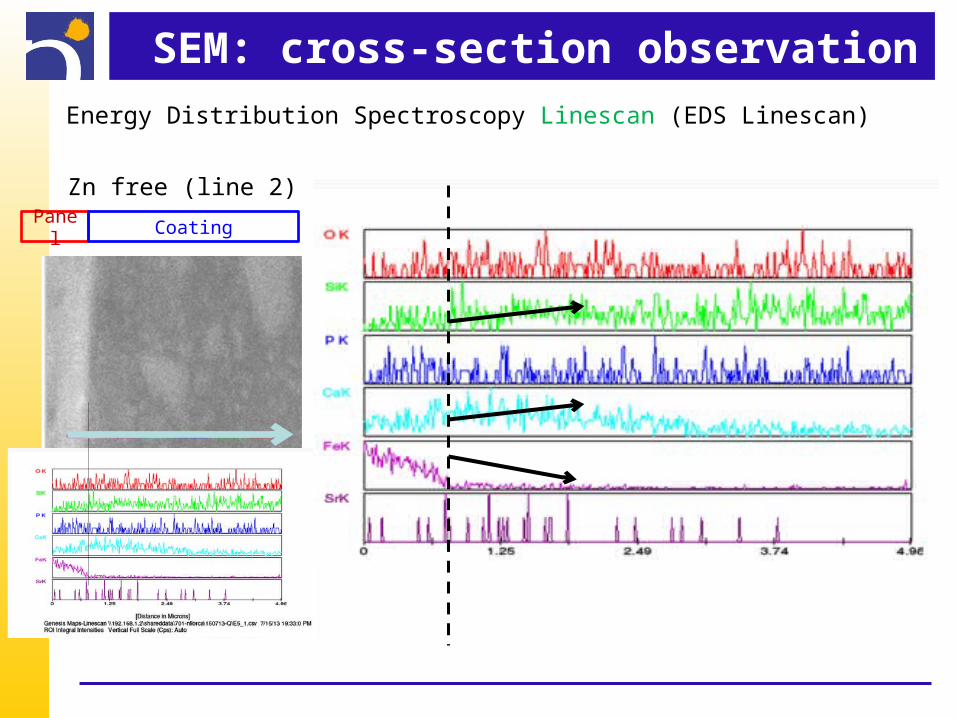
SEM: cross-section observationEnergy Distribution Spectroscopy Linescan (EDS Linescan)
Zn free (line 2)
Panel Coating
ADDITIONAL SYSTEMS TESTED

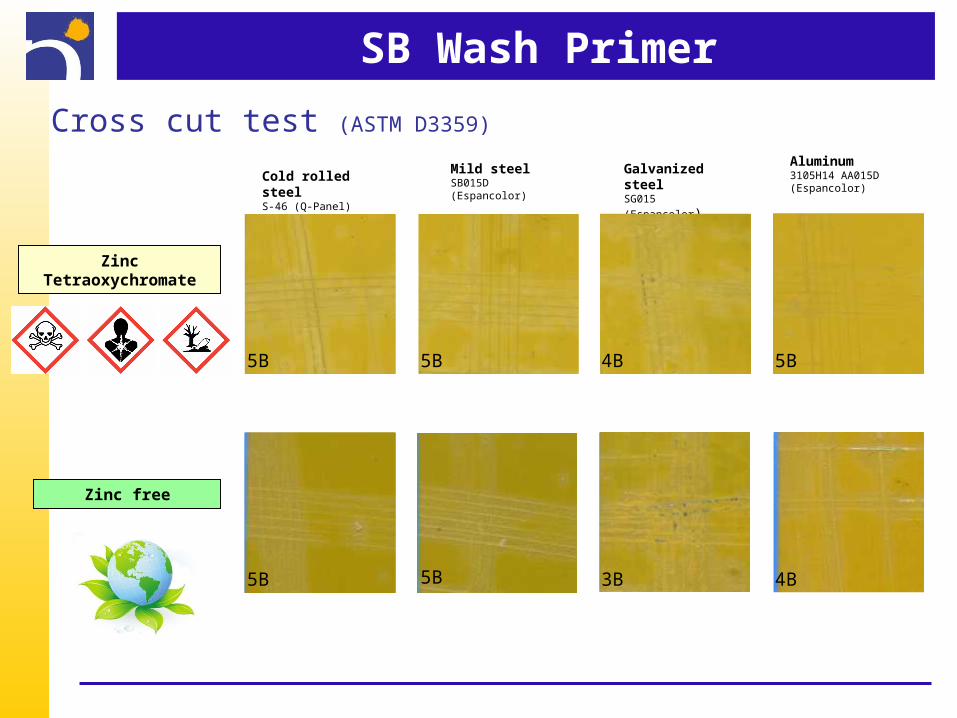
SB Wash Primer
Zinc Tetraoxychromate Zinc free
• 2K Etch/Wash primer: polyvinyl butyral epoxy modified
• Substrate: Galvanized Panels, SG015• 20 (lower half – only primer)• 50 (upper half – primer & intermediate)• 300 h Neutral Salt Spray ASTM B117• Formulated at same:
• Anticorrosive Pigment Volume Content (9%)
• PVC/CPVC ratio (same free binder volume)
SB Wash Primer
Cold rolled steelS-46 (Q-Panel)
5B
Mild steelSB015D (Espancolor)
5B
Galvanized steelSG015 (Espancolor)
4B
Aluminum3105H14 AA015D (Espancolor)
5B
5B 5B 3B 4B
Zinc Tetraoxychromate
Zinc free
Cross cut test (ASTM D3359)
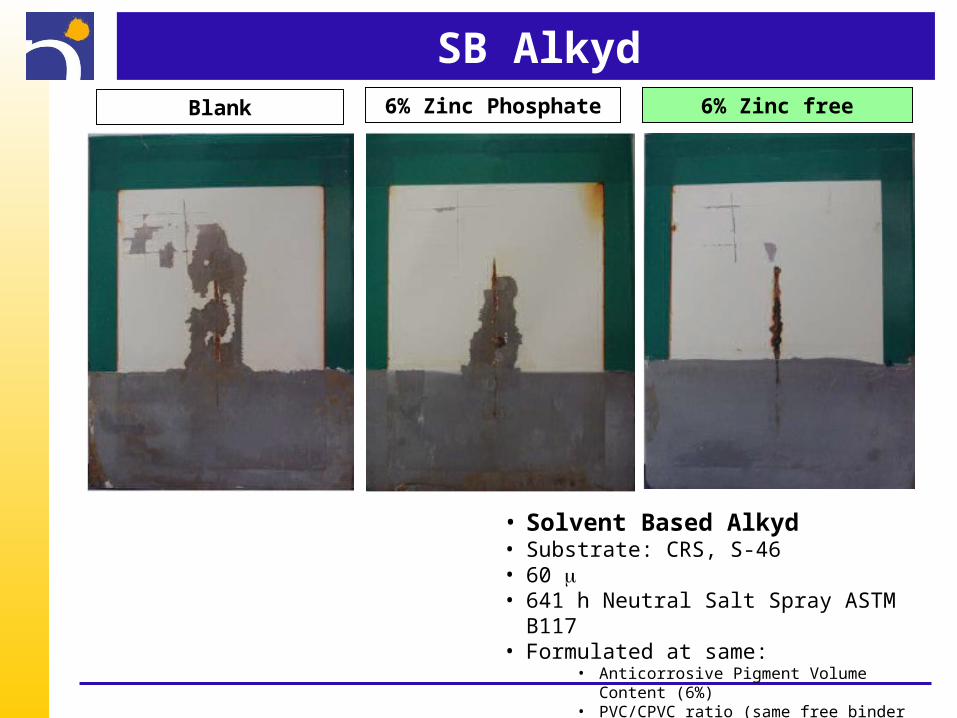
SB AlkydBlank 6% Zinc Phosphate 6% Zinc free
• Solvent Based Alkyd• Substrate: CRS, S-46• 60 • 641 h Neutral Salt Spray ASTM B117• Formulated at same:
• Anticorrosive Pigment Volume Content (6%)• PVC/CPVC ratio (same free binder volume)
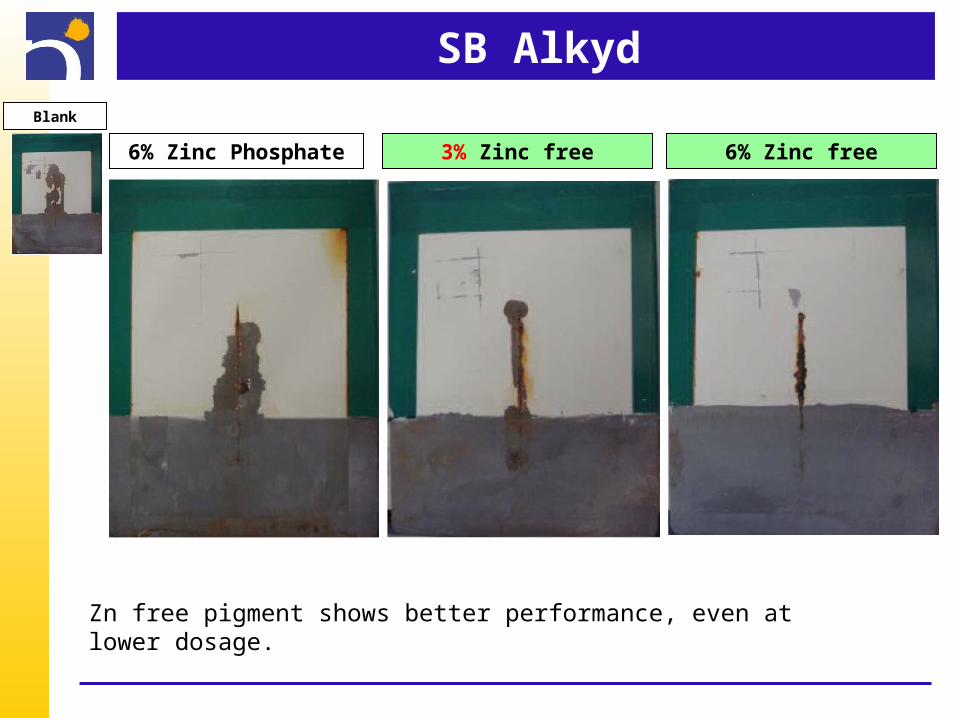
SB AlkydBlank
6% Zinc Phosphate 6% Zinc free3% Zinc free
Zn free pigment shows better performance, even at lower dosage.

SB EpoxyBlank 6% Zinc Phosphate 6% Zinc free
• Solvent Based Epoxy• Substrate: CRS, S-46• 60 • 1100 h Neutral Salt Spray ASTM B117• Formulated at same:
• Anticorrosive Pigment Volume Content (6%)• PVC/CPVC ratio (same free binder volume)

SB EpoxyBlank 10 % Zinc Phosphate 6% Zinc free
Blank 10 % Zinc Phosphate 8% Zinc free
Zn free pigment shows better performance, even at lower dosage.
1100
h13
20 h

SB 2K PolyurethaneBlank 6% Zinc Phosphate 6% Zinc free
• Solvent Based 2K Polyurethane (acryl/polyisocyanate)
• Substrate: CRS, S-46• 60 • 385 h Neutral Salt Spray ASTM B117• Formulated at same:
• Anticorrosive Pigment Volume Content (6%)• PVC/CPVC ratio (same free binder volume)
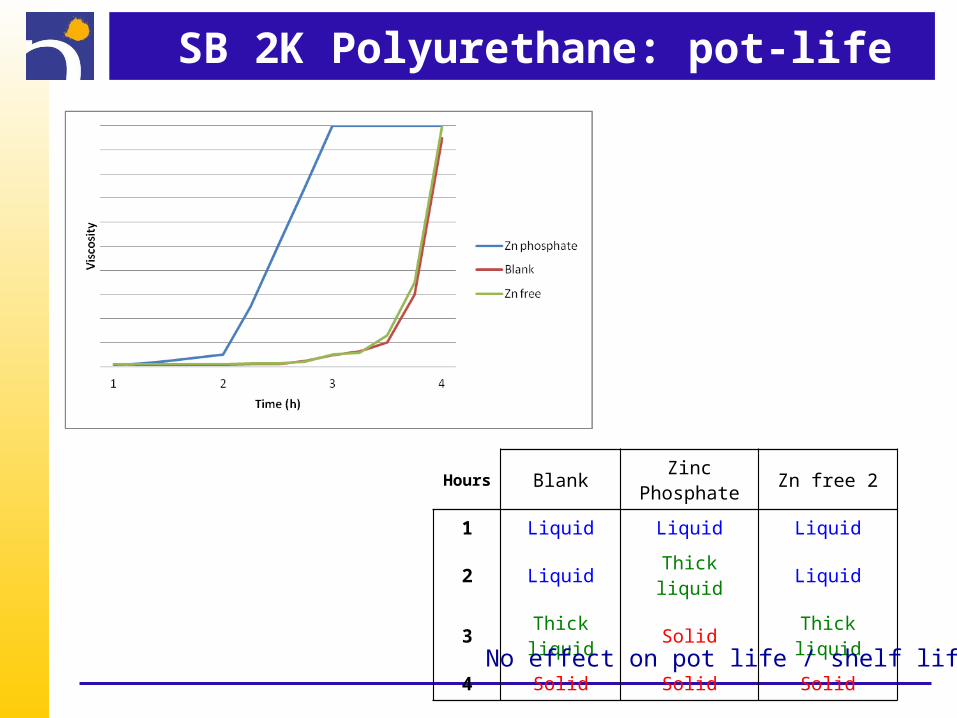
SB 2K Polyurethane: pot-life
Hours BlankZinc
PhosphateZn free 2
1 Liquid Liquid Liquid
2 Liquid Thick liquid Liquid
3 Thick liquid Solid Thick liquid
4 Solid Solid Solid
No effect on pot life / shelf life
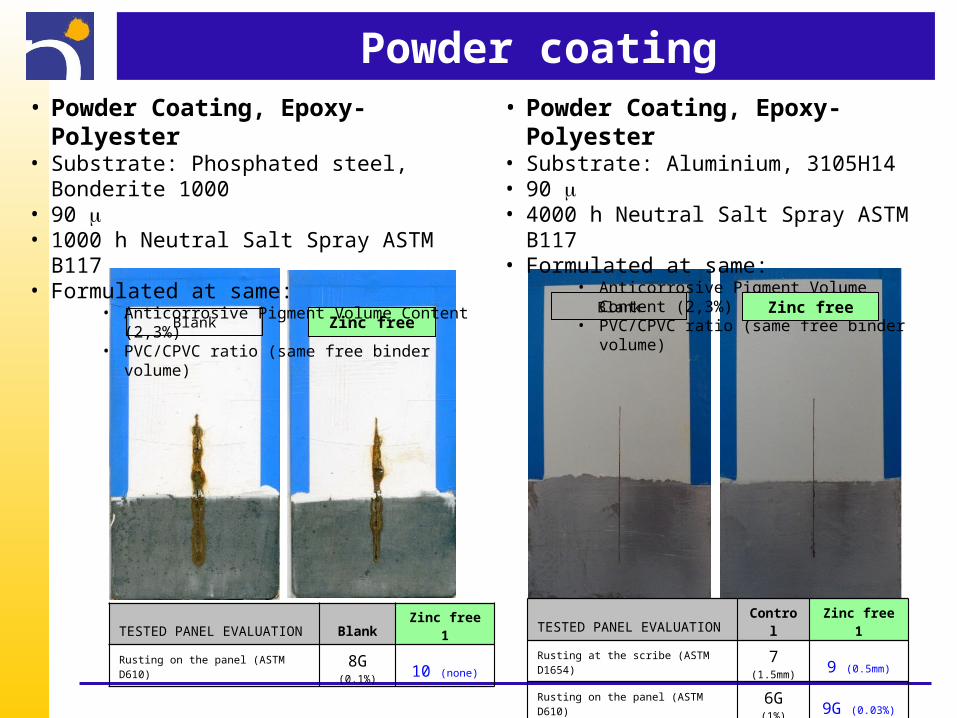
Powder coating
Zinc freeBlank
• Powder Coating, Epoxy-Polyester• Substrate: Phosphated steel, Bonderite
1000• 90 • 1000 h Neutral Salt Spray ASTM B117• Formulated at same:
• Anticorrosive Pigment Volume Content (2,3%)• PVC/CPVC ratio (same free binder volume)
• Powder Coating, Epoxy-Polyester• Substrate: Aluminium, 3105H14• 90 • 4000 h Neutral Salt Spray ASTM B117• Formulated at same:
• Anticorrosive Pigment Volume Content (2,3%)• PVC/CPVC ratio (same free binder volume)
TESTED PANEL EVALUATION Blank Zinc free 1
Rusting on the panel (ASTM D610)8G
(0.1%) 10 (none)
TESTED PANEL EVALUATION Control Zinc free 1
Rusting at the scribe (ASTM D1654)7
(1.5mm) 9 (0.5mm)
Rusting on the panel (ASTM D610) 6G (1%) 9G (0.03%)
Zinc freeBlank
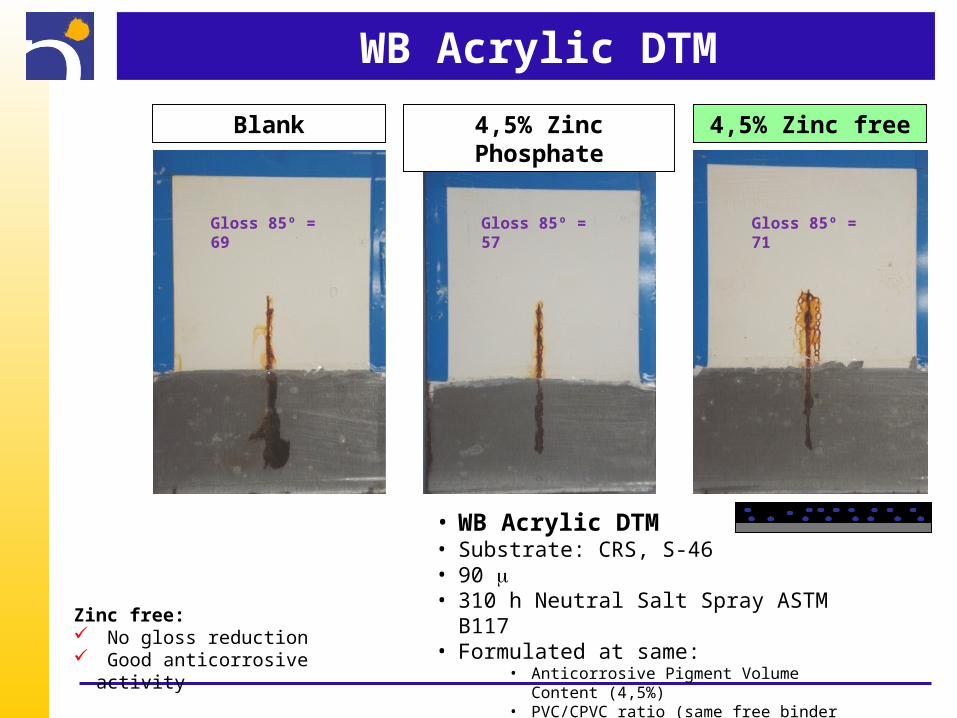
WB Acrylic DTM
Blank 4,5% Zinc free4,5% Zinc Phosphate
• WB Acrylic DTM• Substrate: CRS, S-46• 90 • 310 h Neutral Salt Spray ASTM B117• Formulated at same:
• Anticorrosive Pigment Volume Content (4,5%)• PVC/CPVC ratio (same free binder volume)
Zinc free: No gloss reduction Good anticorrosive activity
Gloss 85º = 69 Gloss 85º = 57 Gloss 85º = 71

WB Alkyd
Blank 4,5% Zinc Phosphate 4,5% Zinc free
• WB Alkyd• Substrate: CRS, S-46• 90 • 500 h Neutral Salt Spray ASTM B117• Formulated at same:
• Anticorrosive Pigment Volume Content (4,5%)• PVC/CPVC ratio (same free binder volume)
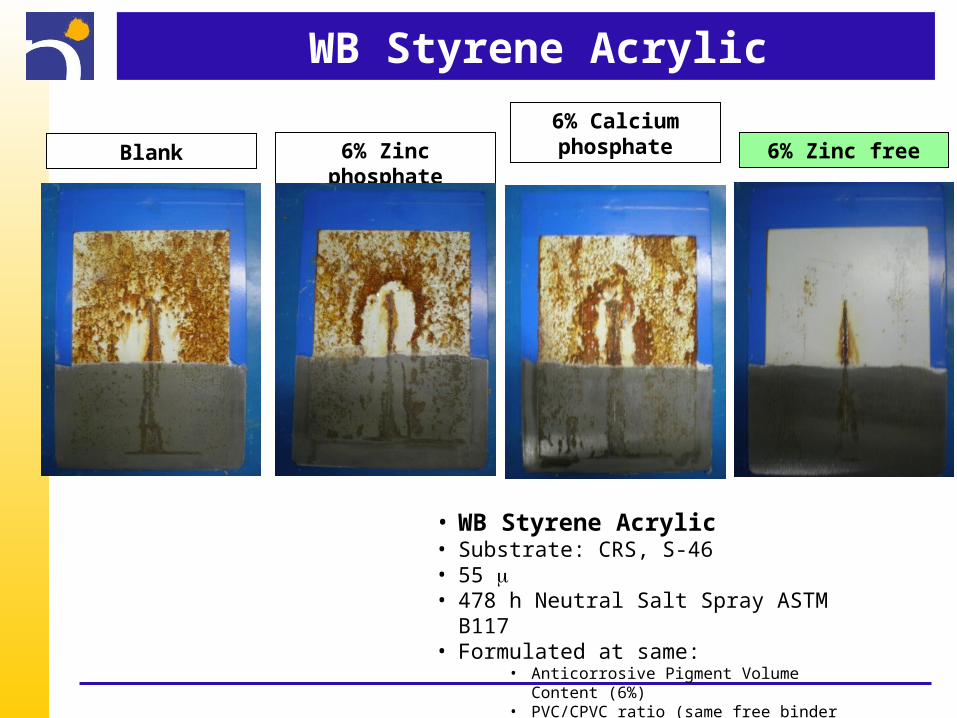
WB Styrene Acrylic
• WB Styrene Acrylic• Substrate: CRS, S-46• 55 • 478 h Neutral Salt Spray ASTM B117• Formulated at same:
• Anticorrosive Pigment Volume Content (6%)• PVC/CPVC ratio (same free binder volume)
6% Calcium phosphateBlank 6% Zinc phosphate 6% Zinc free
SUMMARY

Summary
• Zinc free pigments are an effective environmentally friendly option to zinc phosphate based products.
• Compared to anticorrosive zinc phosphate based products, they show• an adhesion improvement on cold rolled steel.• a lower effect on gloss.• a lower reactivity in WB and SB polyurethane systems.
• Accelerated evaluation have been used and correlated with results obtained in classic evaluation methods like Salt Spray test.
• All these macroscopic facts are related to the chemical composition and physical properties of the pigment.
• Proper adjustment of paint formula variables is a complex procedure. The expertise and skill of a reputable paint company and their staff of paint chemists is invaluable for the long term performance of a coating system
Thank you for your attention

















