Tasks 1-15 are optional, unless supplier is design responsible15 Prototype Build - Control Plan 10.10.0816 Engineering Drawings (including math data) 25.12.08 Final Release.Released for VP on 23.10.08 17 Engineering Specifications 25.12.08 Final Release.Released for VP on 23.10.08 18 Material Specifications 25.12.08 Final Release.Released for VP on 23.10.08 19 Drawing & Specifications 28.12.08 Final Release.Released for VP on 23.10.08
20 03.01.09 This for Final release.For VP: 23.09.0821 Special Product / Process Requirements 06.01.09 This for Final release.For VP: 23.09.0822 Gages/Testing Equipment Requirements 06.01.09 This for Final release.For VP: 23.09.0823 Team Feasibility Commitment 10.01.09 This for Final release.For VP: 23.09.08
Process Design & Development 24 Packaging Standards 15.01.0925 Process Quality System Review Ongoing26 Process Flow Chart 20.01.0927 Floor Plan Layout 25.01.0928 Characteristics Matrix 28.01.09
29 05.02.0930 Pre-launch Control Plan 10.02.0931 Process Instructions 15.02.0932 Measurement System Analysis Plan 20.02.0933 Preliminary Process Capability Study Plan 20.02.0934 Packaging Specifications 28.02.09
Process & Product Validation35 Production Trial Run (Run @ Rate) 15.03.0836 Measurement Systems Evaluation 20.03.0937 Preliminary Process Capability Study 20.03.0938 Production Part Approval Process (PPAP) 25.03.0939 Production Validation Testing NA40 Packaging Evaluation 25.03.0941 Production Control Plan 25.03.0942 Quality Planning Sign-Off & Mgmt. Support 30.03.09
(Supplier Document and Process Review)Feedback, Assessment & Customer Approval44 Customer Satisfaction45 Delivery & Service
Additional Program Specific Items:48 Program Timline
ASM, ADJUSTER - 4 WAY MANUAL, CENTER, HEIGHT
ADJUSTMENT,BS DR,RHD
Material Required
Date
Programm Need Date
Supplier Commitment
Date
Completion Date
Preliminary Listing of Special Product & Process Characteristics
Design Failure Mode & Effects Analysis (DFMEA)
New Equipment, Tooling & Facilities Requirements
Process Failure Mode & Effects Analysis (PFMEA)
LN/TS/F-15 ( 00 200303 )
Supplier Team Members / Position / Telephone Number Customer Representative / Position / Telephone Number
Green = On Schedule / Minor Issues Red = Must Notify Customer
LN/TS/F-15 ( 00 200303 )
Final Release.Released for VP on 23.10.08 Final Release.Released for VP on 23.10.08 Final Release.Released for VP on 23.10.08 Final Release.Released for VP on 23.10.08
This for Final release.For VP: 23.09.08This for Final release.For VP: 23.09.08This for Final release.For VP: 23.09.08This for Final release.For VP: 23.09.08
LP/TS/F-40
Customer Input Requirements- Lear Automotive India Pvt. Ltd.
Date (Org) 17.10.08
Part No. L0206690AA Change Letter : _____ Part Name :___ Rev.No. 00Supplier : Duroshox Technologies Pvt. Ltd EN Ref.No. : __ Rev.Date:- 17.10.08Supplier Code :__________________
STA / SQE Product Development Purchase Name & Designation of Representative :
Signature :
Name :
ASM, ADJUSTER - 4 WAY MANUAL, CENTER, HEIGHT ADJUSTMENT,BS DR,RHD
<1000 PPM at SOP<750 PPM at SOP + 3 Months<500 PPM at SOP + 6 Months<250 PPM at SOP + 9 Months
<50 at SOP + 12 Months
As per current practices. Fitment trial must be approved prior to PSW
approval.
To check the clearance , gaps & flushness as per the Cad layout & tool accessibility.Fitment trial by CFT.Inspection report
must be assist the sample.
As per the SOR & Approved Master Sample.
Capacity planning including tooling done are based on 50,000 vehicles per annum.
Identification Method Location
Whenever applicable, item should not be deteriorate(eg. Trim/Fabric/spring etc.)
Material Safety Data Sheet (Mentioned any specific requirement for handling, storage, transportation etc.)
MSDS is required for all hazardous materials supplied to M/S Lear.
MSDS is required for all hazardous materials(Twice in a Year) supplied to M/S Lear. Special attention to be paid for material
handing in order to avoid transit damage.
Damage material will not be accepted at M/S Lear end.
1.Evalution criteria must be clearly defined2.Training record must be available
All Suppliers are required to Visit our plant for any concern as well as send their action plan for raised concern , high PPM &
low SRS score.Action plan should reach to M/S Lear within
the specfied time frame.
Requirement from Sub Contractors ( Tier 2 Suppliers )
PSW shall be done for all identified Tier-2 suppliers.
PSW shall be done for all identified Tier-2 suppliers and Warrant should be submitted to M/S Lear. For all major & Critical suppliers (agreed
Mutually)
Notification to Lear in case of changes as per PPAP Guideline.
Prior PPAP approval required for any change in product, Process , Layout , Toolings & Fixture & Sub-Suppliers
Prior PPAP approval as well as after PPAP approval , notification is required for all the changes stated in AIAG PPAP
manual(4th Edition)
Not applicable for Sub-Suppliers. Sub Suppliers are required to follow respective
Supplier PPAP guidelines.
PPAP Batch Quantity Requirement ( Qty & Date)
C10
Past data of the same part with previous revision no. Incase of new part , data of similar part/ Sub system to be considered
LP/TS/F-40
Date : Date:Date - 08/11/04
LP/STA/F-01 (00 091007) 8 of 73
Commodity Launch Review Milestone: <Prototype>
Drawing & ES Release Master Control List
Customer: Program(s):
Part Name: Part Number(s):
Supplier Name: Part Name:. Program Name:
Supplier Code: Part No. List Controller:
NO.Drawing & ES No.
3D Mathdata Version CommentsAssembly Component
Drawing & ES Description
Received Date
Engineering Change Date
Engineering Level or Suffix
Page Number
LP/STA/F-02 Page 9 of 73
Commodity Launch Review Milestone: <Prototype>
DESIGN FMEA CHECKLIST
Customer: Program(s):
Part Name: Part Number(s):
Question Yes No Comment / Action Required Due Date
1
2
3 Have similar part DFMEAs been considered?4
5
6
7
8
Revision Date
Prepared By:
Person Responsible
Was the SFMEA and/or DFMEA prepared using the DaimlerChrysler, Ford, and General Motors Potential Failure Mode and Effects Analysis (FMEA) reference manual?
Have historical campaign and warranty data been reviewed?
Does the SFMEA and/or DFMEA identify Special Characteristics?
Have design characteristics that affect high risk priority failure modes been identified?
Have appropriate corrective actions been assigned to high risk priority numbers?
Have appropriate corrective actions been assigned to high severity numbers?
Have risk priorities been revised when corrective actions have been completed and verified?
LP/TS/F-05 10
POTENTIALFAILURE MODE EFFECT ANALYSIS
Lear Automotive India Pvt. Ltd, Nashik ( PROCESS FMEA )Item/Part Desc. Process Responsibility: FMEA Number :Model Key Date : Prepared by: Core Team: FMEA Date(Orig.): (Rev.): 00
Potential Failure Mode Potential Effect(s) of failure Action Results
Action taken
Sr. No.
Process function/ Requirements
Sev
Class
Potential causes / mechanism(s) of failure
Occur
Current Process Controls
Detec
RPN
Recommended Action(s)
Responsibility & Target
Completion Date
Sev
Occ
Det
RPN
LP/STA/F-03
DESIGN VERIFICATION PLAN & REPORT (DVP&R) DVP No. :Author :
SYSTEM : Plan Date : Approval :Model : Source : Report Date : Reporting Engineer :
Item CC/SC Customer Symbol Design ControlProcess Control
Control Method CPk Result MSA Result CommentSupplier Process Lear Process
LP/STA/F-05
Timing Plan - Facilities, Tooloing & Gauges Part No Supplier Date (Orig)
Part Name Supplier Code Date (Riv.)
Designing. Manufacturing Try out & Approval
Opn. No. & DescriptionDescription of F/T/G
Type F/T/G
No. of Days
Start Date
Target Date
Respon-sibility
Min. Qty
Max. Qty
G/Y/R Status
No. of Days
Source (Inhouse/Supplier)
Start Date.
Target Date.
Respon-sibility
Min. Qty
Max. Qty
G/Y/R Status.
No. of Days
Start Date
Target Date
Respon-sibility
G/Y/R Status.
LP/STA/F-06
Commodity Launch Review Milestone: <Prototype>
Gage/Fixture Checking Plan
Customer: Program(s):
Part Name: Part Number(s):
Item Gage/Checking Fixture Supplier Name MSA Method MSA Result Responsible CommentDesign Concept Approve Date
Design Completion Date
Build Completion Date
Certification/Customer
Approval Date
LP/EN/F-12
RISK ASSESSMENT CHECKLIST & ANALYSIS Page 1 of 1Lear Automotive India Pvt Ltd.
PROJECT DESCRIPTIONS :- CUSTOMER :-
ASSESSMENT ITEMS YES NO CAUSE ACTION RESPONSIBILITY
1) QUALITY HISTORY :-
-Does the Similar Parts / Products have a History of High Warranty ?
-Are there Frequent Quality Rejections at the Customer Plant ?
-Was there a Recall Action due to a similar Component Or System ?
2) PROFILE :-
-Is the Product Or Manufacturing Technology is New to our Manufacturing Location ?
-Is there the Historic Launch Performance Poor ?
-Are the Resources Stretched due to Significant amount of New Business ?
-Are Overall Budget stretched due to New Business ?
3) ENGINEERING PROFILE :-
-Is it a New Design ?
-Are the Manufacturing Techniques New to the Industry ?
-Is there High Product Or Process Complexity ?
4) PERFORMANCE v/s TARGETS :-
-Is the Programme Timing Compressed ?
-Are the Cost Targets Aggressive ?
-Is the Product Strategically Important due to High Visibility Or Functional Performance ?
-Will the Deisgn Goals ( Weight,Material,Functional Performance, etc.) and Reliability Goals be Difficult to achieve ?
-Will the Quality Goals ( Warranty,Scrap Ratio,Rework Ratio,PPM, etc.) be difficult to achieve ?
LP/TS/F-14
TEAM FEASIBILITY COMMITMENT DATE: Lear Automotive India Pvt. Ltd
CUSTOMER SUPPLIER :
PART NAME : PART NUMBER :
Feasibility Considerations
YES NO CONSIDERATION
Is product adequately defined to enable feasibility evaluation?
Can engineering Performance Specifications be met as written?
Can product be manufactured to tolerances specified on drawing ?
Can product be manufactured with Cpk,s that meet requirments ?
Is there adequate capacity to produce product ?
Does the design allow the use of efficient material handling techniques ?
Can the product be manufactured without incurring any unusual:
* Costs for capital equipment?
* Costs for tooling ?
* Alternative manufacturing methods ?
Is statistical process control required on product?
Is statistical process control presently used on similar products ?
Where statistical process control is used on similar products:
* Are the processes in control and stable ?
* Are Cpk's greater than 1.33 ?
Conclusion
Feasible Product can be produced as specified with no revisions.
Feasible Changes recommended
Not Feasible Design revision required to produce product within the specified requirments.
SIGN OFF
TEAM MEMBER / TITAL / DATE TEAM MEMBER / TITAL / DATE
TEAM MEMBER / TITAL / DATE TEAM MEMBER / TITAL / DATE
TEAM MEMBER / TITAL / DATE TEAM MEMBER / TITAL / DATE
LP/STA/F-02 Page 17 of 73
Commodity Launch Review Milestone: <Prototype>
PROCESS FLOW CHART CHECKLIST
Customer: Program(s):
Part Name: Part Number(s):
Question Yes No Comment / Action Required
1
2
3
4
5
6
7
Revision Date
Prepared By:
Does the flow chart illustrate the sequence of production and inspection stations?
Were all appropriate FMEA's (SFMEA, DFMEA) available and used as aids to develop the process flow chart?
Is the flow chart keyed to product and process checks in the control plan?
Does the flow chart describe how the product will move, i.e., roller conveyor, slide containers, etc.?
Has the pull system/optimization been considered for this process?
Have provisions been made to identify and inspect reworked product before being used?
Have potential quality problems due to handling and outside processing been identified and corrected?
LP/STA/F-02 Page 18 of 73
Commodity Launch Review Milestone: <Prototype>
PROCESS FLOW CHART CHECKLIST
Due DatePerson
Responsible
LN/TS/F-04
Process Flow ChartLear Automotive India Pvt.Ltd.,Nashik
Item/Part Desc. Process Resp. Prepared By :SYMBOLS
Model Key Date TRANSPORTATION STORAGE
Core Team Date Original OPERATION INSPECTION
Document No: Date Revised OPN & INSP. TOGETHER DELAY
Incoming Source of Variation Process Flow Diagram Product Chararcteristics Process ChararcteristicsProcess Description
(Operation/Inspection/ Transportation/Storage)
LN/STA/F-02 Page 20 of 73
Commodity Launch Review Milestone: <Prototype>
PROCESS FMEA CHECKLIST
Customer: Program(s):
Part Name: Part Number(s):
Question Yes No Comment / Action Required1
2
3 Were similar part FMEA's considered?4
5
6
7
8
9
10
11
12
13
Was the Process FMEA prepared using the Chrysler, Ford, and General Motors guidelines?
Have all operations affecting fit, function, durability, governmental regulations and safety been identified and listed sequentially?
Have historical campaign and warranty data been reviewed?
Have appropriate corrective actions been planned or taken for high risk priority items?
Have appropriate corrective actions been planned or taken for high severity numbers?
Were risk priorities numbers revised when corrective action was completed?
Were high severity numbers revised when a design change was completed?
Do the effects consider the customer in terms of the subsequent operation, assembly, and product?
Was warranty information used as an aid in developing the Process FMEA?
Were customer plant problems used as an aid in developing the Process FMEA?
Have the causes been described in terms of something that can be fixed or controlled?
Where detection is the major factor, have provisions been made to control the cause prior to the next operation?
LN/STA/F-02 Page 21 of 73
Question Yes No Comment / Action Required
Revision Date
Prepared By:
LN/STA/F-02 Page 22 of 73
Commodity Launch Review Milestone: <Prototype>
PROCESS FMEA CHECKLIST
Person Responsible Due Date
LN/STA/F-02 Page 23 of 73
Person Responsible Due Date
Page 24 of 73
POTENTIALFAILURE MODE AND EFFECTS ANALYSIS
Print # NUMBER Rev. ECL (PROCESS FMEA) FMEA Number: FILE.XLS
Item: NAME Process Responsibility: SUPPLIER Prepared by:
Model Year(s)/Vehicle(s) APPLICATION Key Date Page: of
Team: FMEA Date (Orig.) (Rev.)
Process C Potential O Current Current DFunction Potential Potential S l Cause(s)/ c Process Process e R. Recommended Responsibility Action Results
Failure Effect(s) of e a Mechanism(s) c Controls Controls t P. Action(s) & Target Actions S O D R.Mode Failure v s of Failure u - Prevention - Detection e N. Completion Date Taken e c e P.
Requirements s r c v c t N.
LP/STA/F-02 Page 25 of 73
Commodity Launch Review Milestone: <Prototype>
CONTROL PLAN CHECKLIST
Customer: Program(s):
Part Name: Part Number(s):
Question Yes No Comment / Action Required
1
2
3
4
5
6
7
8
9 If required, has the customer approved the control plan?
10
Was the control plan methodology referenced in Section 6 used in preparing the control plan?
Have all known customer complaints been identified to facilitate the selection of special product/process characteristics?
Are all special product/process characteristics included in the control plan?
Were SFMEA, DFMEA, and PFMEA used to prepare the control plan?
Are material specifications requiring inspection identified?
Does the control pan address incoming (material/components) through processing/assembly including packaging?
Are engineering performance testing requirements identified?
Are gages and test equipment available as required by the control plan?
Are gage methods compatible between supplier and customer?
LP/STA/F-02 Page 26 of 73
Question Yes No Comment / Action Required
Revision Date
Prepared By:
LP/STA/F-02 Page 27 of 73
Commodity Launch Review Milestone: <Prototype>
CONTROL PLAN CHECKLIST
Due DatePerson
Responsible
LP/STA/F-02 Page 28 of 73
Due DatePerson
Responsible
LP/TS/F-06
CONTROL PLAN
Lear Automotive India Pvt. Ltd., NashikPrototype Prelaunch Production Key contact/Phone : Date( Original) Date (Revision)
Control Plan Number:Part Number/Latest Change level: Core team: Customer Engg. Approval/Date(If required)
Part Name/Description Supplier/Plant approval/Date Customer Quality Approval/Date (If required)
Supplier plant Supplier code Other Approval / Date(If required) Other Approval/Date(If required)
Part/ Process Name/ Machine, Device, Characteristics Special Method Process Operation Description Jig, Tools No. Product Process Char. Product/Process Evaluation Sample Reaction PlanNumber For Mfg. Class Specification/ Measurement Control Method
REPEATIBILITY AND REPRODUCIBILITY ANALYSIS REPORT重复性和再现性分析
NON DESTRUCTIVE TEST非破坏性测试
K1 Number of Trials 测量次数
K2 Number of Operators 操作人数
K3 Number of Parts 零件数
Part number零件号 Part name零件名称 Plant工厂Characteristic特征值 Gage number量具编号 Coord by协调人Tolerance公差范围 Units单位 Gage name量具名称 Phone #电话
Gage ECL/revision量具更改等级/修订 Date日期
A1
A2
A3
XA
RA
B1
B2
B3
XB
RB
C1
C2
C3
XC
RC
xPART =
RPART =
RA+ RB + RC / No of operators =
XDIFF= [Max (X)ABC] - [Min (X)ABC] = XDIFF =
UCLR= D4 = UCLR =
LCLR= D3 = LCLR =
NOTE: It has been statistically proven that the Tolerance Method is better
XDIFF = RPART =
R * K1
K1
[ ( XDIFF * K2)2 - (EV2 / nr)]
K2
(EV2 + AV2)
RPART * K3 K3
(R&R2 + PV2)
Using TOLERANCE method用公差方式Using Part to Part variation用零件变差
D15
Enter the total tolerance of the dimension to be evaluated (ie: +/- 0.15 shall be = 0.3). It must be a numeric value. NO TEXT.
L57
See page 60 @ MSA manual for acceptance guidelines. If % R&R is between 10 and 30% the BREAKPOINT for the application should be calculated. (BREAKPOINT = RPN(DFMEA) X % G R&R / 100
K64
If RANGES are out of control, repeat any readings that produced a range greater than the calculated UCLr using the same appraiser and part as originally used, or discard those values and re-evaluate.
LN/STA/F-09 Filename: document.xls / GRR ND Equivalent to NAP 4.5-1 F-GRR ND12/1/99
PLEASE SPECIFY THE FOLLOWING PARAMETERS AND COMPLETE THE FORM ACCORDINGLY PARAMETERS ARE
REPEATIBILITY AND REPRODUCIBILITY ANALYSIS REPORT重复性和再现性分析
NON DESTRUCTIVE TEST非破坏性测试
K1 Number of Trials 测量次数
K2 Number of Operators 操作人数
K3 Number of Parts 零件数
Part number零件号 Part name零件名称 Plant工厂Characteristic特征值 Gage number量具编号 Coord by协调人Tolerance公差范围 Units单位 Gage name量具名称 Phone #电话
Gage ECL/revision量具更改等级/修订 Date日期
Using TOLERANCE method用公差方式Using Part to Part variation用零件变差
DETERMINE THE RISK PRIORITY NUMBER (RPN) FROM THE FMEA ASSOCIATED BREAKPOINT = RPN # x
PROVIDED (RIGHT) AND FOLLOW INSTRUCTION OF USAGE IN NEXT ROW: = x
Notes:
WITH THE DIMENSION BEING GAGED. TYPE THE RPN # UNDER THE RPN # FIELD
Guidelines for acceptance of gage repeatability and reproducibility (%R&R): UNDER 10% ERROR: Gage system OK 10% to 30% ERROR: May be acceptable based upon importance of application. Calculate "breakpoint" = RPN x (% Gage R&R/100) and check that is less than 37.8 and (% Gage R&R) less than 30%. See next page for conclusion of usage. OVER 30% ERROR: Gage system needs improvement. Identify the problems and have them corrected.
1 2 3 4 5 6 7 8 9 10
0
2
4
6
8
10
12 Average Run Chart
Row 23 Row 28 Row 33
Part
Ave
rag
e
1 2 3 4 5 6 7 8 9 10
0
2
4
6
8
10
12
Range Chart by operator
Row 24 Row 29 Row 34 UCLrPart
Ra
ng
e
D15
Enter the total tolerance of the dimension to be evaluated (ie: +/- 0.15 shall be = 0.3). It must be a numeric value. NO TEXT.
LN/STA/F-09 Filename: document.xls / GRR ND Equivalent to NAP 4.5-1 F-GRR ND12/1/99
Method used
Total count
Button K1 - 1 (trials)
Button K2 - 1 (appraisers)
Button K3 - 1 (parts)
K1 Trials
k2 Appraisers
K3 Parts
count
A1
A3
A4
A5
A6
A7
A8
AVG
Errors_sum
Based on the TOLERANCE Method
Using TOLERANCE method用公差方式Using Part to Part variation用零件变差
LN/STA/F-09 Filename: document.xls / GRR ND Equivalent to NAP 4.5-1 F-GRR ND12/1/99
Method used
Total count
Button K1 - 1 (trials)
Button K2 - 1 (appraisers)
Button K3 - 1 (parts)
K1 Trials
k2 Appraisers
K3 Parts
count
A1
A3
A4
A5
A6
A7
Using TOLERANCE method用公差方式Using Part to Part variation用零件变差
%GRR/100
Guidelines for acceptance of gage repeatability and reproducibility (%R&R): UNDER 10% ERROR: Gage system OK 10% to 30% ERROR: May be acceptable based upon importance of application. Calculate "breakpoint" = RPN x (% Gage R&R/100) and check that is less than 37.8 and (% Gage R&R) less than 30%. See next page for conclusion of usage. OVER 30% ERROR: Gage system needs improvement. Identify the problems and have them corrected.
1 2 3 4 5 6 7 8 9 10
0
2
4
6
8
10
12 Average Run Chart
Row 23 Row 28 Row 33
Part
Ave
rag
e
1 2 3 4 5 6 7 8 9 10
0
2
4
6
8
10
12
Range Chart by operator
Row 24 Row 29 Row 34 UCLrPart
Ra
ng
e
0.0000
Page 39
0.022500823
LP/TS/F-17
PARTS DELIVERY - PACKAGING STANDARDPART .NO. PART NAME SUPPLIER NAME
(Show actual part shape with L X W X H Dims or Photograph) Ilustrate packing with part keeping s.type & Qty. aspect on trolLey /Box / ….) LOT QTY.=
PACKAGING TYPEDIMENSIONS
<SPECIAL INSTRUCTIONS > TO SUPPLIER 1 ENSURE QUALITY OF PARTS TILL DELIVERY POINTS.2 PART IDENTIFICATION CONTROL SHOULD BE EASY.3 SAFETY FOR MATERIAL HANDLING.4 PACKAGING TO BE COMPACT AND LIGHT.
5 ENGG PUR Q.C. APPROVED CHECKED
6 NO SHARP EDGES. REV NO. DATE DETAILS LEAR SUPPLIER
PACKAGING EQUIPMENT SHOULD BE USER FRIENDLY& COST EFFECTIVE.
LOGISTICS/STORES
LP/STA/F-10
Production Trial Run Summary Guidelines Program Program assigned description.
Date Date of Production Trial Run.Supplier Name Name of Supplier.
Location Location of facility (city and state) where Production Trial Run is conducted.Part Number(s) List all Part Numbers that will be reviewed
Description Part Name.
MCR (+15%)
Duration of the program in years.
Quoted Supplier Work Pattern
Production Process Description of the production process being reviewed.
Shared Production Line Indicate if the production line is shared with another program.Number of Production Lines Note the number of production lines used to produce program parts.
Multi Production Process Indicate if the production of program parts requires more than a single operation.Number of Production Tools The number of production tools for the entire production process being rated.Number of Cavities/Tool(s) Number of part cavities incorporated into the production tool.
Number of Fixtures Number of fixtures required for the production process.Hours to Run Scheduled hours to perform the Trial Run.
Number of Shifts to Run Scheduled shifts to perform the Trial Run.Quoted Parts / Hour Expected number of parts produced per hour (calculated automatically).Quoted Parts / Shift Expected number of parts produced per shift (calculated automatically).
Quoted Parts / Day (QPDR) Expected number of parts produced per day (calculated automatically).Planned Downtime Expected downtime during the Trial Run (ie., Lunch, breaks, etc.).
Actual Production Hours Exact production hours of the Trial Run.Days/Year Number of days production is run (Lear constant = 240 days/yr).
Capability % Required First time capability with no repairs (95%for most processes).Planned Run Time Total time planned for the production trial run less time allocated for planned downtime
Approved Parts / Hour Number of approved parts produced per hour during the Trial Run .Approved Parts / Shift Number of approved parts produced per shift, based on the Quoted Work Pattern.Approved Parts / Day Number of approved parts produced per day, based on the Quoted Work Pattern.Unplanned Downtime Time the production trial line or process was down in which was unplanned (ex. Breakdowns).
Downtime Actual production downtime during the Trial Run.Uptime Percentage Percentage of the time the process runs with no unplanned downtime (calculated).
Uptime Percentage Required The minimum time the production process must run according to Lear Corporation (90%).Total Units Produced Total number of parts produced during the Trial Run.Total Units Approved Number of approved parts produced during the Trial Run.Total Units Rejected Number of rejected parts produced during the Trial Run.
Percentage of Capability
REPORT CARD
Return Visit
Comments Enter comments as required.Supplier Representative Name & Signature of Supplier Representative participating in the Trial Run.
Title Title of Supplier Representative.Phone Telephone number of Supplier Representative.
Lear Representative Name & Signature of Lear Representative conducting the Trial Run.Title Title of Lear Representative.
Phone Telephone number of the Lear Representative.
Quoted Annual Volume Rate (LCR)
Lean Capacity Requirement. Anticipated as the low annual volumes. Program volumes are documented on the Request For Quote (RFQ). Note that program volumes can change from the initial RFQ to the time the Trial Run is conducted. Program volumes must be
Maximum Capacity Requirement. This number is the high annual volume expected for the program. This number is calculated by increasing the LCR by 15%.
Estimated Program Production Length
The quoted amount of weekly production required by the supplier to support annual volumes. Report number of production days per week, number of shifts per day and number of hours per shift.(do not take time off for breaks, lunch etc) , as this is calcula
Number of Quoted Operators For Process
Total number of operators that will be used during the normal production process. The Trial Run will include this number of operators.
Rate of the supplier’s ability to produce approved product. This percentage is calculated by dividing the amount of total units approved by the total units produced..To pass Lear process audit, all three (Volume, Capacity, and Uptime Percentage) must indicate a pass. Any failures will require corrective action(s) by the supplier.Indicate if a return visit is required for further surveillance or an additional Trial Run. A follow up date is needed.
LP/STA/F-10
Production Trial Run SummaryNote: ALL CELLS HIGHLIGHTED IN YELLOW MUST BE COMPLETED BY LEAR SQE
PROGRAM: DATE:
SUPPLIER NAME:
PART NUMBER(S): DESCRIPTION:
0
ENGINEERING CHANGE LEVEL:
ESTIMATED PROGRAM PRODUCTION LENGTH: ( YEARS )
# DAYS PER WEEK: # OF SHIFTS # HOURS PER SHIFT
PRODUCTION PROCESS:
NO. OF QUOTED OPERATORS FOR PROCESS: NO. OF PRODUCTION LINES:
SHARED PRODUCTION LINE: Yes No NO. OF PRODUCTION TOOLS:
MULTI-SHARED PROCESS: Yes No NO. OF CAVITIES PER TOOL:
NO. OF GAGES:
NOTE: ALL PRODUCTION NUMBERS BELOW ARE BASED ON THE QUOTED SUPPLIER WORK PATTERN
DEMONSTRATION RUN GOAL DEMONSTRATION RUN RESULTS
HOURS TO RUN 0.000
NO. OF SHIFTS TO RUN PLANNED DOWNTIME (Breaks,PM, etc) 0.000
QUOTED PARTS PER HOUR #DIV/0! APPROVED PARTS PER HOUR #DIV/0!
QUOTED PARTS PER SHIFT #DIV/0! APPROVED PARTS PER SHIFT #DIV/0!
CAPABILITY RESULTS LEAR TEAM RECOMMENDATION RETURN VISIT
TOTAL UNITS PRODUCED REPORT CARD PASS/FAIL
TOTAL UNITS APPROVED QUOTED VOLUME #DIV/0! NO
TOTAL UNITS REJECTED 0 PERCENTAGE CAPABILITY(95%mi #DIV/0! YES
PERCENTAGE OF CAPABILITY #DIV/0! UPTIME PERCENTAGE #DIV/0! DATE:
COMMENTS:
SUPPLIER REPRESENTATIVE: TITLE PHONE
LEAR REPRESENTATIVE: TITLE PHONE
Note: Annual Volumes and Quoted Work Patterns are based on RFQ (Request For Quote) information.
LOCATION(CITY/STATE)
QUOTED ANNUAL VOLUME RATE (LCR): MCR (+ 15%):
DATE OFENGINEERING CHANGE:
QUOTED SUPPLIER WORK PATTERN:
PLANNED RUN TIME(Scheduled-Planned Downtime)
QUOTED PARTS PER DAY (QPDR)
LCR = Lean Capacity Requirement MCR = Maximum Capacity Requirement QPDR = Quoted Production Daily Requirement (240 days)
LP/STA/F-11
RUN @ RATE GP-9 - RUN @ RATE WORKSHEET
Supplier Name: SUPPLIER Part Number(s): NUMBER
RUN @ RATE REVIEW CONTENTThe Run @ Rate will verify that the results of the supplier's actual manufacturing process meet customer requirements for on-going quality, as
stated in PPAP, and quoted tooling capacity. Also it will verify that the supplier's actual process is to plan, as documented in PPAP, GP-12 and the
other documentation listed below.
During the Run @ Rate, the following will be reviewed: documentation; the manufacturing process and results; part quality requirements and
results; sub-supplier requirements and Run @ Rate results and packaging.
A. DocumentationAt the time of the Run @ Rate, the following documentation should be available for review:
Available Y/N1. PPAP package including: 1.
a) process flow diagram a.b) process control plan, with reaction plan b.c) DFMEA/PFMEA c.d) Master part(s) d.
2. GP-12 (Pre-launch Control) plan 2. 3. Tool capacity information 3. 4. Operator/inspection instructions 4. 5. Prototype/pilot concerns (PR/R's) 5. 6. Sub-contractor control/capacity data 6. 7. Sub-contractor material schedules and transportation 7. 8. Packaging/labeling plan 8. 9. Acceleration plan 9.
Note: All documentation must be complete and correct.B. MANUFACTURING PROCESS - ACTUAL TO PLAN
1. Is the product being manufactured at the production site using the production tooling, gaging, process, materials,
operators, environment, and process settings? Yes No
Comments:
2. Does the actual process flow agree with the process flow diagram, as documented in PPAP? (Review the facility plan
and layout. Walk the process with the flow diagram.) Yes No
Comments:
3. Are operator instructions/visual controls available and adhere to at each work station?
Yes No Comments:
4. Is all in-process documentation, such as process control charts, in place at the time of the Run @ Rate? Is the
documentation utilized to drive a defined reaction plan and corrective action process?
Yes No Comments:
5. When required, are production boundary samples available at the required work stations? Are the boundary samples
approved by GM? Yes No Comments:
6. Are maintenance plans in place? Are repair and maintenance parts available? Is there planned downtime for
preventive maintenance? Yes No Comments:
Note: All of the preceding requirements must be met to pass the Run @ Rate.
LP/STA/F-11
RUN @ RATE GP-9 - RUN @ RATE WORKSHEET
Supplier Name: SUPPLIER Part Number(s): NUMBER
C. MANUFACTURING CAPACITY RESULTS
The following will be verified while the process is running.
1. Can net output from each operation support quoted capacity? Yes No
Comments:
Operation Quoted Capacity Rate
2. During the Run @ Rate, did the tooling meet the quoted up time requirements (net vs. gross quoted output)? Make note of
any unexpected downtime and corrective action plans required. Yes No
Comments:
3. Can all line changeovers, if any, be performed within the quoted tolling capacity requirements?
Yes No Comments:
4. Does the net through-put of good pieces (scrap taken out, ant allowable rework) meet daily quoted capacity?
Yes No Comments:
5. Is the acceleration plan sufficient to meet requirements? Yes No
Comments:
Note: All of the preceding requirements must be met to pass the Run @ Rate.
D. PART QUALITY PLAN TO ACTUAL
1. Are all Production checking fixtures complete, with acceptable measurement system studies (i.e, gage R and R)
performed, and operator instructions/visual aids available? Yes No
Comments:
2. Are all in process gaging and controls complete, functional and in place?
Yes No Comments:
3. Do the process control plans (normal and GP-12) agree with the actual process? Do production part checks and statistical
monitoring take place as outlined on the process control plan? Yes No
Comments:
LP/STA/F-11
RUN @ RATE GP-9 - RUN @ RATE WORKSHEET
Supplier Name: SUPPLIER Part Number(s): NUMBER
D. PART QUALITY PLAN TO ACTUAL (CONTINUED)
4. Are potential failure modes, as identified in the PFMEA, addressed through error-proofing or the control plan?
Yes No Comments:
5. Do the process control plan reaction plan and the supplier's corrective actions ensure effective containment and
correction? Yes No Comments:
Note: All of the preceding requirements must be met to pass the Run @ Rate.
E. PART QUALITY RESULTS:
Note: The total number of parts produces, the pieces rejected and the pieces reworked must be documented on the
summary sheet
1. Do the parts produced off the production tooling during the Run @ Rate meet GM's requirements for on-going quality, as
stated in PPAP? Yes No Comments:
2. Is the manufacturing process in control? Yes No Comments:
3. Does the manufacturing process demonstrate the required capability? Yes No
Comments:
4. Is the process control plan sufficient to effectively meet the design record requirements, i.e., control points, frequency of
checks, etc.? Yes No Comments:
5. Nonconformances
a) Were nonconformances yielded by the process identified by the normal PPAP control plan?
Yes No If identified by the GP-12 Process Control Plan or an activity outside
documented plans, corrective action is required.
b) Did the PFMEA identify the potential failure modes? Yes No
If not, the PFMEA needs to be updated and corrective action put in place.
c) Do all the observed rework and repairs effectively correct the nonconformance(s)?
Yes No
d) Are there any open concerns from prototype or pilot (PR/R)? Yes No
Comments:
Note: All of the preceding requirements must be met to pass the Run @ Rate.
LP/STA/F-11
RUN @ RATE GP-9 - RUN @ RATE WORKSHEET
Supplier Name: SUPPLIER Part Number(s): NUMBER
F. SUBCONTRACTOR REQUIREMENTS
1. Were subcontractors' abilities to meet the customer's quality and capacity requirements confirmed by the supplier prior to
the Run @ Rate being conducted at the supplier's facility? Was verification of the subcontractors' manufacturing
processes accomplished through a Run @ Rate or similar process conducted by the supplier?
Yes No Comments:
2. Are controls in place to isolate incoming material until it has been approved?
Yes No Comments:
Note: All of the preceding requirements must be met to pass the Run @ Rate.
G. PACKAGING AND HANDLING
1. During the review of in process and final shipment packaging for preservation of part quality and ease of use by supplier's
operators loading and unloading parts, were any problems identified?
Yes No Comments:
2. Does the supplier's method for in process and final shipping packaging and handling effectively eliminate the potential for
process errors or mixed stock? Yes No Comments:
COMMENTS:
Completed by: Phone: Date:
LP/STA/F-11
RUN @ RATE GP-9 - RUN @ RATE SUMMARY
Part Description NAME
Supplier SUPPLIER Part # NUMBER
Mfg. Location Drawing #
Supplier Quoted Production Rate /Hr /Day Change Level ECL
Customer GM BuyerPhone #
Planned Usage: Daily Weekly SQEPhone #
Planned Run Date
Planned Hours To Run /Hour
Planned Shifts Planned Downtime /Shift
Reason for Planned Downtime: /Day
RESULTS
Actual Hours From To
Actual Shifts Date /Hour
Actual Downtime Hours (planned & unplanned) /Shift
/DayExplain:
Total Produced - Total Rejected = Net
Comments/Open Issues:
Supplier Run At Rate Recommendation: Rerun Date
Comments:
Supplier Signature Title Phone Date
Run At Rate Summary: Rerun Date
Authorized Customer Supplier Quality Signature Title Date
GOAL (net good parts)
ACTUAL (net good parts)
PASS OPEN FAIL
PASS OPEN FAIL
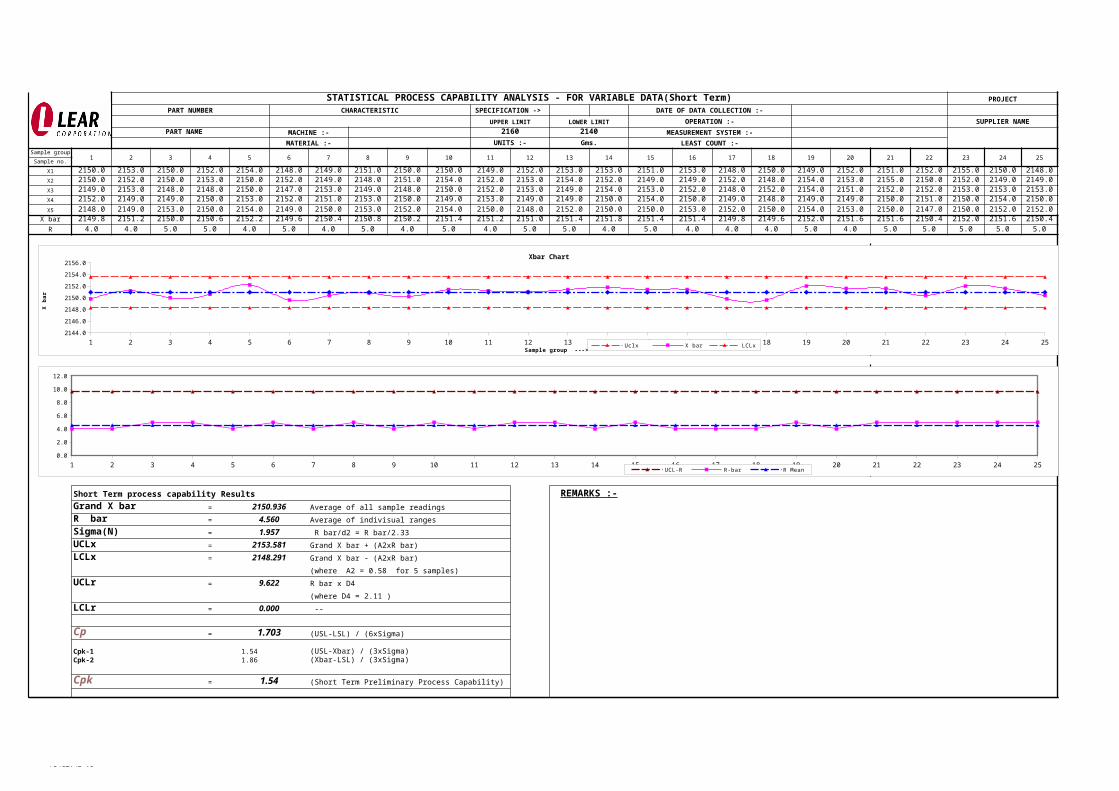
LP/STA/F-12
STATISTICAL PROCESS CAPABILITY ANALYSIS - FOR VARIABLE DATA(Long Term) PROJECT NAME
PART NUMBER CHARACTERISTIC SPECIFICATION -> DATE OF DATA COLLECTION :-
UPPER LIMIT LOWER LIMIT OPERATION :- SUPPLIER NAME
PART NAME MACHINE :- 2160 2140 MEASUREMENT SYSTEM :-
MATERIAL :- UNITS :- Gms. LEAST COUNT :-Sample group
Two sided spec (bilateral)双侧 One sided (MIN)单侧 One sided (MAX)单侧
T5
A run of <n> sequential data points going up has been observed on the average values. This number must be less than 7.
T6
<n> times the longer trend going up has been detected
T7
A run of <n> sequential data points going down has been observed on the average values. This number must be less than 7.
E8
This cell is linked to the information typed on tab 01 PSW
L8
Type the number of cavities in the mold (if not applicable leave N/A) and press <TAB> key
T8
<n> times the longer trend going down has been detected
E9
Describe the characteristic to be studied (specify cavity number when applicable) and press the <TAB> key
L9
Specify the units used for measurement and press <TAB> key
T9
How many subgroup average are out of control limits
E10
Specify the nominal value for the specification and press <TAB> key
I10
Specify the PLUS value for the specification and press <TAB> key
N10
Specify the MINUS value for the specification and press <TAB> key
LP/STA/F-11
PROCESS CAPABILITY CERTIFICATION REPORT过程能力研究
LOCATION Plant 上海李尔汽车系统有限公司 Dept: 质量部 Date: 12/30/1899 DESCRIPTIVE STATISTICS VALUESPART Part number: T11-6800010TB, T11-6900010TB Part description 驾驶员、前座座椅总成 Number of readings
Drawing number T11-6800010TB, T11-6900010TB Eng. chg. level 0 Lower spec limit (LSL) 25.0000TOOL Tool number 0 # Cavities 0 Nominal 28.0000DIMENSION Description 0 Units 0 Upper spec limit (USL) 31.0000
SPEC 28.0 PLUS 3.0 MINUS 3.0 Total sumLwr Spec Li 25.0 NOMINAL 28.0 Upr Spec Li 31.0
HISTOGRAM WITHOUT LIMITS HISTOGRAM WITH LIMITS Maximum
New Product New Process Design Change First Run Production Regular Supply
Sr.No. Parametres SpecificationObservations
A B 3 4 5 Remark
Comments : Accept
Reject
Conditionally
Accept
PREPARED BY CHECKED BY APPROVED BY
Inspection Method
LN/TS/F-28(01 250804)
Lear Automotive India Pvt. Ltd.,Nasik
PPAP CHECK LIST
Part No. : Rev. No. : Customer :
Description : Supplier :LEAR SEATING PVT LTD
Sample Labels Required :
Submission Level :
Sr.No Requirement Level 3 Remarks
1 Design records of saleable products S
- For Prorietary Components / Details R
- For All Other Components / Details S
2 Engineering Change Documents, if any S
3 Customer Engineering Approval if required S
4 Design FMEA ( See I.2.2.4) S
5 Process Flow Diagram * S
6 Process FMEA * S
7 Dimensional Results S
8 Material, Performance test results S
9 Initial process study S
10 Measurement system analysis study S
11 Qualified laboratory documentation S
12 Control plan * S
13 Part submission warrant (PSW) * S
14 Appreance approval report, (AAR) if Applicable S
15 R
16 Sample Product S
17 Master Sample (See I.2.2.17) R
18 Checking aids R
19 S
NOTE : Check for supplier PPAP completion
* - Need approval signature
Bulk Material requirement checklist (For bulk material PPAP only)
Record Of Compliance With Customer Specific Requirement
YES NO
1 432 5
LN/STA/F-15 (00 091007) 65 of 73
SUPPLIER DOCUMENT & PROCESS REVIEW RUN FORM AND REFERENCE GUIDELINES
DOCUMENT DATE: PART NO.
PROGRAM PART NAME
SUPPLIER REV. LEVEL/DATE
LOCATION PROGRAM MGR.
PLANT MGR. RELEASE ENG.
QUALITY MGR. S.Q. ENGINEER
PHONE NO. BUYER
FAX NO.
0 X
R D1 Engineering Specifications R D10 Capacity Studies / Production Trial Run
R D2 Process Controls / Control Plan R D11 Error / Mistake Proofing Plan
R D3 Process Flow Diagrams / Floor Plan R D12 Check Fixtures
R D4 Process FMEA / Design FMEA R D13 Product Specifications
R D5 Containment Plan R D14 Tooling / Facility Readiness
R D6 Material and Functional Testing R D15 Packaging & Shipping Specifications
R D7 Training / Operator Instructions R D16 Problem Solving
R D8 Preventive Maintenance Plan R D17 Sub-Contractor Procedures and Controls
R D9 Material Inspection / Lot Traceability R D18 PPAP Specific Requirements
(P) Process Review: 100% Acceptance Required 0 0
SCORING POLICY
0 = NO SYSTEM IMPLEMENTED 1 = PARTIALLY IMPLEMENTED SYSTEM 2 = FULLY IMPLEMENTED SYSTEM
P 1. ENGINEERING SPECIFICATIONS:a. Does supplier have latest engineering standards?b. Have engineering standards been reviewed for safety or heat treatment requirements?c. Is product adequately defined to enable feasibility evaluation? d. Are specifications and requirements available and shared between Lear and supplier? e. Are open engineering issues addressed?
COMMENTS: (ENTER BELOW)
P 2. PROCESS CONTROLS / CONTROL PLAN:a. Have Process / Product Controls been agreed to by Lear and the supplier? (CRM) b. Are the Process / Product Controls noted on the Control Plan?c. Are Control / SPC charts posted?d. Are charts utilized to drive a defined corrective action process?
COMMENTS: (ENTER BELOW)
P 3. PROCESS FLOW CHART / PROCESS CONTROL PLAN / FLOOR PLAN:
a. Are there any major differences between the Process Flow Chart and Control Plan to the actual Mfg. Process?b. Lot traceability from receiving through shipment to customer?c. Does the layout of facility match floor plan?d. Are all the processes identified?e. Is there a part identification system in place? f. Does the supplier have APQP in place?
COMMENTS: (ENTER BELOW)
P 4. PROCESS FMEA / DESIGN FMEA:a. Does PFMEA reflect entire process, is Buzz, Squeak, Rattle (BSR) addressed?b. Has Process FMEA and DFMEA Checklists been completed?c. Does PFMEA correlate with Control Plan?d. Is the FMEA to the current AIAG revision, including current process corrective and preventative actions?e. Are the Severity, Occurrence and Detection up-to-date with the current AIAG revisions for rating?
COMMENTS: (ENTER BELOW)
P 5. CONTAINMENT PLAN:a.b. Does it call out the requirements of the customer to exit containment? c. Does the supplier use the containment findings to fine tune the process? d. Does the supplier have adequate containment in-house; if not is there an external containment plan in place?e. Are contingency plans up-to-date for emergencies and natural disasters, i.e. - weather related shutdowns, loss of power, etc.
COMMENTS: (ENTER BELOW)
P 6. MATERIAL & FUNCTIONAL TESTING:a.b. Are accredited labs used to perform testing? Are lab certifications available? If in-house testing is conducted, is it included in the QS Scope.c.d. Are adequate controls in place for in-house testing?
COMMENTS: (ENTER BELOW)
GPM 6.4.2 Attachment A
(D) Document Review - The following documentation shall be made available for review: ACCEPT (A) REJECT (R)
ACCEPT (A) REJECT (R)
Is there an effective launch and production containment procedure written and in place?
Has the Test Plan been reviewed and approved, (i.e. DVP&R)?
Are laboratory reports available?
LN/STA/F-15 (00 091007) 66 of 73
SUPPLIER DOCUMENT & PROCESS REVIEW RUN FORM AND REFERENCE GUIDELINES
DOCUMENT DATE: PART NO.
PROGRAM PART NAME
SUPPLIER REV. LEVEL/DATE
LOCATION PROGRAM MGR.
PLANT MGR. RELEASE ENG.
QUALITY MGR. S.Q. ENGINEER
PHONE NO. BUYER
FAX NO.
GPM 6.4.2 Attachment A
P 7. TRAINING / OPERATOR INSTRUCTIONS:a. Are operation and inspection instructions posted at point of operations?b. Do they adequately detail how to perform the operations and what to inspect?c. Are visual aids on the product available and located in the production area?d. Have program specific training needs been identified? e.f. Does the supplier have a training plan? g. Is there documented evidence of SPC training?h. Does supplier have a staffing plan to manage product launch (including support at Lear plant)?i. Is there a designated team for the program? j. Are sufficient technical employees available to accommodate all aspects of product design and mfg?k. Does the supplier have an employment plan for launch?
COMMENTS: (ENTER BELOW)
P 8. PREVENTATIVE MAINTENANCE PLAN:a.b. Does it include all machinery, tools and auxiliary equipment?c. Are there sufficient spare parts?
COMMENTS: (ENTER BELOW)
P 9. MATERIAL INSPECTION / LOT TRACEABILITY:a. Are procedures in place for receiving inspection and for outgoing products? b. Do the procedures include sampling plans? c.d.e.
COMMENTS: (ENTER BELOW)
P 10. CAPACITY STUDIES / PRODUCTION TRIAL RUN:
a.b.c. Did Production Trial Run / Line Speed demonstration include simulated broadcast of requirements?d. Is there adequate capacity to produce product?
COMMENTS: (ENTER BELOW)
P 11. ERROR / MISTAKE PROOFING:a. Is there mistake proofing mechanisms in the production process?b. Verify all mistake proofing is operational and functioning properly. Note mistake proofing methods.c.
COMMENTS: (ENTER BELOW)
P 12. CHECK FIXTURES:a. Have all checking fixtures been certified, prior to performing Gage R&R?b. Are the checking fixtures near the production process?c. If not, is certified inspection documentation maintained and current?d. Do the instructions adequately describe use of the fixture?e. Has the supplier issued purchase orders for check fixtures and gages? f. Are capability indices the minimum of 1.67 on initial studies or 1.33 on long term studies?
COMMENTS: (ENTER BELOW)
P 13. PRODUCT SPECIFICATIONS:
a. Verify the actual measurement process.b. Is layout report complete and all dimensions within specifications?c. Are material certifications available? d. Can engineering performance specifications be met as written?e. Will supplier be at full PPAP for production? f. Has interim level of PPAP been approved? g.
COMMENTS: (ENTER BELOW)
Has the Product / Process Quality Checklist been completed?
Does the Supplier have a documented Preventive Maintenance Program?
Does the supplier have a raw material requirement system in place? Does the supplier have a finished goods inventory plan in place? Does the supplier have a material procurement launch plan?
Has initial process study been complete? Have bottlenecks been identified and addressed?
Verify that operators can not override a mistake proofing system.
Have PPAP deviations been approved, if applicable?
LN/STA/F-15 (00 091007) 67 of 73
SUPPLIER DOCUMENT & PROCESS REVIEW RUN FORM AND REFERENCE GUIDELINES
DOCUMENT DATE: PART NO.
PROGRAM PART NAME
SUPPLIER REV. LEVEL/DATE
LOCATION PROGRAM MGR.
PLANT MGR. RELEASE ENG.
QUALITY MGR. S.Q. ENGINEER
PHONE NO. BUYER
FAX NO.
GPM 6.4.2 Attachment A
P 14. TOOLING / FACILITY READINESS:a.b. Is there a list of all tooling / auxiliary equipment dedicated and non-dedicated for the part or assembly.c.d.e.f. Does the supplier have an itemized equipment list and its timeline? g. Have purchase orders been issued for all equipment?h.i. Has Lear issued purchase orders to the supplier?
COMMENTS: (ENTER BELOW)
P 15. PACKAGING & SHIPPING SPECIFICATIONS:a. Has the packaging been developed, tested and approved? b. Is there adequate packaging/racks in the system?c. Is Bar coding utilized? d. Are the work in-process parts properly identified? e. Is there a material plan in place to manage and segregate engineering change levels? f. Has transportation been designated and shipment frequency been determined? g. Does the supplier have the ability to receive material production schedules?
COMMENTS: (ENTER BELOW)
P 16. PROBLEM SOLVING:a.b. Does supplier have a documented system? c. Review a sample of Supplier's corrective actions.
COMMENTS: (ENTER BELOW)
P 17. SUB-CONTRACTOR PROCEDURES & CONTROLSa.b. Are controls in place to isolate incoming material until it has been approved? c. Does the supplier have procedures in place for the control and monitoring of their sub-suppliers? d. Have all sub-suppliers officially been identified and awarded business?e. Does the supplier have an itemized tooling list for sub-suppliers? f. Is tooling on time for PPAP?
COMMENTS: (ENTER BELOW)
P 18. PPAP SPECIFIC REQUIREMENTS
a. Submission Warrants
b. Acceleration / Ramp Up Planc. Color / Gloss / Appearance Reportd. Copies of Material Certifications & Compliance Letters on Restricted Substances (ISO 14001 & IMDS requirements)e. Measurement System Studies / Gage R&R Reportf. Process Capability Studiesg. Product Specifications / Dimensional Part Layout Report
COMMENTS: (ENTER BELOW)
YES NO
Corrective Action Required? If yes, due date: YES NO
Follow-up visit required? If yes, scheduled date:
COMMENTS: (ENTER BELOW)
REQUIRED SIGNATURES:
LEAR QUALITY DATE SUPPLIER QUALITY MANAGEMENT DATE
LEAR ENGINEERING DATE SUPPLIER ENGINEERING DATE
SUPPLIER PLANT MANAGER DATE
Has all tooling/auxiliary equipment for this program been identified?
Is there a production tooling timing schedule? Is tooling available for PPAP? Does production tooling match the latest engineering change level?
Does the supplier have a facility preparation timeline?
Has supplier had root cause analysis training?
Have all the purchased parts and materials been approved through the PPAP process?
LN/STA/F-15 (00 091007) PAGE 68 OF 73
P 1 ENGINEERINGThe supplier should have the latest engineering standards on file.A procedure must be in place to assure correct level of engineering standards are being used.Is product adequately defined
P 2 PROCESS CONTROLSVerify that Process/Product Controls have been agreed to by Lear and the suppler. (CRM-Component Review Meeting)The Process/Product Controls must be noted on the Control Plan.Control / SPC charts posted / available near operation.Charts should be utilized to drive a defined corrective action process.Capability indices must meet the minimum of 1.67 on initial studies or 1.33 on long term studies.Reference QS 9000 Element 4.9 / ISO/TS16949 4.9.1, Process Control
P 3 PROCESS FLOW CHART / PROCESS CONTROL PLAN / FLOOR PLANProcess Flow chart must include all production and inspection stations including rework.Process Flow chart must correlate with the control plan.All material specifications requiring inspection must be on the control plan.Process Flow chart and control plan must address process from incoming material through shipping.Engineering performance testing must be identified on the control plan.All special product/process characteristics must be included in the control plan.All processes and equipment must be identified on the floor plan.Process Flow Chart, Floor Plan, and Control Plan Checklists should be completed.
P 4 PROCESS FMEA / DESIGN FMEAThe PFMEA will reflect the entire process.Operations affecting fit, function, durability, governmental regulations and safety must be addressed.Historical warranty information must be reviewed.Corrective actions must be planned or implemented on high risk priority numbers.Risk priority numbers must be revised after implementation of corrective action(s).Design FMEA and Process FMEA checklist should be complete.
P 5 CONTAINMENT PLANThere must be an effective containment procedure written and in place.The procedure should specify the requirements of the customer to exit containment.The supplier should use the containment findings to fine tune the process.
Dock Audits should be performed to insure conformance of product.P 6 MATERIAL & FUNCTIONAL TESTING
Supplier must use parts from production tooling and production process for testing.Annual validation must be done to insure continuing conformance.
P 7 TRAINING / OPERATOR INSTRUCTIONSOperation and inspection instructions need to be posted at the point of operation.Operator instructions should adequately detail how to perform the operations and what to inspect.Visual aids should be available and located in the production area.Product / Process Quality Checklist should be completed.
Documented training records.Training needs for each employee are to be documented.Reference QS 9000/ISO/TS16949 , Element 4.18, TrainingStaffing should include support at Lear plant for launch supportTeam should include: eng, quality, materials, productionManning plan needs to support ramp up plan
P 8 PREVENTATIVE MAINTENANCE PLANSupplier must have a documented Preventive Maintenance Program with history.PM Program should include all machines, tools and auxiliary equipment.Perishable parts for equipment and tooling should be readily available.
P 9 MATERIAL INSPECTIN / LOT TRACEABILITYThe procedure must insure lot traceability, inspection sampling plans, and inspection test reports.[Reference QS 9000 Element 4.10] Labels are to include the correct revision level, part number, and manufacture date.Lot traceability should be possible from the label information.
P 10 CAPACITY STUDIES / PRODUCTION TRIAL RUN The supplier must be capable of producing acceptable parts at the quoted maximum tool capacity.
LEAR SUPPLIER DOCUMENT / PROCESS REVIEW Reference Guidelines
Reference AIAG, Advanced Product Quality Planning & Control Plan, 2nd Printing, 2/95, Appendix A, Sections 5, 6 & 8 for checklists.
Reference AIAG, Advanced Product Quality Planning & Control Plan, 2nd Printing, 2/95, Appendix A, Sections 1, 2 & 7 for checklists.
The supplier should have adequate containment in-house; if not they should have an external containment plan in place.
Reference AIAG, Advanced Product Quality Planning & Control Plan, 2nd Printing, 2/95, Appendix A, Section 4 for
Run @ Rate must be run on production line per the floor plan layout using production tools, process and trained operators.
LN/STA/F-15 (00 091007) PAGE 69 OF 73
LEAR SUPPLIER DOCUMENT / PROCESS REVIEW Reference Guidelines
Form to be used is the Lear Production Trial Run form - "Supplier Run@Rate Calculation Summary".P 11 ERROR / MISTAKE PROOFING
There must be evidence of a mistake proofing plan. Verify effectiveness of plans and mistake proofing that has been implemented.Reference QS 9000/ISO/TS16949, Element 4.14, Corrective & Preventative Action
P 12 CHECKING FIXTURESGauge R&R must be completed to the latest engineering change level.Checking fixtures are to be located near the production process.Gauge instructions must adequately describe use of the fixture.Review gage sampling procedure.
P 13 PRODUCT SPECIFICATION(S)Initial process study must be complete.A full dimensional layout must be completed with all requirements within print specifications.Material certifications must identify the material and the engineering specifications that the material is certified to.The measurement process is to be witnessed by Lear personnel.
P 14 TOOLING / FACILITY READINESSAll tooling/auxiliary equipment for this program should be identified. A tool management system is to be in place and implemented per QS 9000 4.2.6.New equipment, tooling & test equipment checklist should be completed.
P 15 PACKAGING MUST BE DEVELOPED, TESTED & APPROVEDPackaging must be developed, tested and approved.There must be adequate packaging/racks in the system.Back-up packaging must be approved.Reference QS 9000/ISO/TS16949, Element 4.15, Handling, Storage, Packaging, Preservation & Delivery
P 16 PROBLEM SOLVINGSupplier must show training in problem solving.Supplier is to show evidence of problem solving such as Root Cause Analysis, Charting, and DOEs.[Reference QS 9000/ISO/TS16949, Element 4.14, Corrective & Preventative Action
P 17 SUB-CONTRACTOR PROCEDURES & CONTROLSAll the purchased parts must be approved through the PPAP process.Controls must be in place to isolate incoming material until it has been approved.The supplier must have procedures in place for the control and monitoring of their sub-suppliers.Reference QS 9000/ISO/TS16949, Element 4.6,1, Purchasing
P 18 PPAP SPECIFIC REQUIREMENTS
The production time or amount of parts to be run for the Run @ Rate will be agreed to by the team prior to the Run @ Rate.
Gage R & R is to be acceptable for the intended application per the AIAG, Advanced Product Quality Planning && Control Plan, 2nd Printing, 2/95 MSA (AIAG) criteria.
Reference AIAG, Advanced Product Quality Planning & Control Plan, 2nd Printing, 2/95, Appendix A, Section 3 for
Reference AIAG, Production Part Approval Process Manual, 2nd Printing, 2/95 for Part Submission Warrant, Appearance Approval Report & Dimensional Results Report
LN/STA/F-16 (00 091007)
PRODUCT QUALITY PLANNING SUMMARY AND SIGN-OFF
DATE:
PRODUCT NAME: NAME PART NUMBER: NUMBER
CUSTOMER: GM MANUFACTURING PLANT: CITY
1. PRELIMINARY PROCESS CAPABILITY STUDY QUANTITY
REQUIRED ACCEPTABLE PENDING*
Ppk - SPECIAL CHARACTERISTICS
2. APPROVED: YES / NO* DATE APPROVED
3. INITIAL PRODUCTION SAMPLES
CHARACTERISTIC CATEGORY QUANTITY
CHARACTERISTICS
SAMPLES PER SAMPLE ACCEPTABLE PENDING*
DIMENSIONAL
VISUAL
LABORATORY
PERFORMANCE
4. GAGE AND TEST EQUIPMENT
MEASUREMENT SYSTEM ANALYSIS QUANTITY
REQUIRED ACCEPTABLE PENDING*
SPECIAL CHARACTERISTIC
5. PROCESS MONITORING
QUANTITY
PROCESS MONITORING INSTRUCTIONS REQUIRED ACCEPTABLE PENDING*
PROCESS SHEETS
VISUAL AIDS
6. PACKAGING/SHIPPING QUANTITY
REQUIRED ACCEPTABLE PENDING*
PACKAGING APPROVAL
SHIPPING TRIALS
7. SIGN-OFF
TEAM MEMBER/TITLE/DATE TEAM MEMBER/TITLE/DATE
TEAM MEMBER/TITLE/DATE TEAM MEMBER/TITLE/DATE
TEAM MEMBER/TITLE/DATE TEAM MEMBER/TITLE/DATE
* REQUIRES PREPARATION OF AN ACTION PLAN TO TRACK PROGRESS.
CONTROL PLAN APPROVAL (If Required)
July 1999 CFG-1001 The original copy of this document shall remain at the supplier' locationwhile the part is active (see Glossary).
CITY STATE ZIPCity State Zip Application APPLICATION
Note: Does this part contain any restricted or reportable substances?
Are plastic parts identified with appropriate ISO marking codes?
REASON FOR SUBMISSION
Initial submission Change to Optional Construction or Material
Engineering Change(s) Sub-Supplier or Material Source Change
Tooling: Transfer, Replacement, Refurbishment, or additional Change in Part Processing
Correction of Discrepancy Parts produced at Additional Location
Tooling Inactive > than 1 year Other - please specify
REQUESTED SUBMISSION LEVEL (Check one)
Level 1 - Warrant only (and for designated appearance items, an Appearance Approval Report) submitted to customer.
Level 2 - Warrant with product samples and limited supporting data submitted to customer.
Level 3 - Warrant with product samples and complete supporting data submitted to customer.
Level 4 - Warrant and other requirements as defined by customer.
Level 5 - Warrant with product samples and complete supporting data reviewed at supplier's manufacturing location.
SUBMISSION RESULTS
The results for dimensional measurements material and functional tests appearance criteria statistical process package
These results meet all drawing and specification requirements: (If "NO" - Explanation Required)
Mold / Cavity / Production Process
DECLARATION
I affirm that the samples represented by this warrant are representative of our parts, have been made to the applicable
Production Part Approval Process Manual 3rd Edition Requirements. I further warrant these samples were
produced at the production rate of ________ / 8 hours. I have noted any deviations from this declaration below.
EXPLANATION/COMMENTS:
Print Name Title Phone No. 555-555-5555 FAX No.
Supplier Authorized Signature Date
FOR CUSTOMER USE ONLY (IF APPLICABLE)
Part Warrant Disposition: Part Functional Approval:
Customer Name Customer Signature Date
Safety and/or Government Regulation
Engineering Drawing Change Level
Dimensional Materials/Function Appearance
YES NO
Yes No
Yes No
Yes No
Approved RejectedOther
ApprovedWaived
D3
Engineering released finished end item part name
M3
Engineering released finished end item part name
B5
"Yes" is so indicatd on part drawing, otherwise "No"
L6
Show change level for submission
Q6
Show change level date for submission
F8
List all authorized engineering changes not yet incorporated on the drawing but which are incorporated in the part
F10
The design record that specifies the customer part number being submitted
M10
Enter this number as found on the purchase order
Q10
Enter the actual weight in kilograms to four decimal places
E12
Enter the checking aid number, if one is used for dimensional inspection
L12
Enter the checking aid engineering change level
Q12
Enter the checking aid engineering change level date
N14
Check box(es) to indicate type of submission
H16
Show the code assigned to the manufacturing location on the purchase order
H19
Show the complete address of the location where the product was manufactured
M19
Show the corporate name and division or operations group
M21
Enter the buyer's name and code
M23
Enter the model year, vehicle name, or engine, transmission, etc.
F29
Check the appropriate box. Add explanatory details in the "other" section
I36
Identify the submission level requested by your customer
F43
Check the appropriate boxes for dimensional, material tests, performace tests, appearance evaluation, and statistical data
F53
Provide any explanatory details on the submission results, additional information may be attached as appropriate
F57
The responsible supplier official, after verifying that the results show conformance to all customer requirments and that all required documentation is available shall approve the declaration and provide Title, Phone Number, and Fax Number
LN/TS/F-07 ( 01 090707)
Part Submission Warrant
Part Name: Part Number:-
Safety and/or
Government Regulation Engineering Drawing Change Level:- Dated
Additional Engineering Changes Dated
Shown on Drawing No. Purchase Order No. Weight: Kg
Checking Aid No. Engineering Change Level Dated
SUPPLIER MANUFACTURING INFORMATION SUBMISSION INFORMATION
Supplier Name & Supplier Code
Customer Name / Division:
Street Address Buyer / Buyer Code:
Application:
City State Zip
MATERIALS REPORTING
Has Customer reuired substances of concern information been reported.
Sumitted by IMDS or any other Customer format __________________________________________________
Are Plastic parts identified with appropriate ISO Marking Codes
REASON FOR SUBMISSION
(Inhouse mixing plant installed)
REQUESTED SUBMISSION LEVEL (Check one)
SUBMISSION RESULTS
The results for
process package These results meet all drawing and specification requirements :
Mold / Cavity / Production Process
DECLARATION
I hereby affirm that the samples represented by this warrant are representative of our parts and have been made to the applicable
Production Part Approval process Manual 4th Edition Requirements.I further warrant these samples were
produced at the production rate _______/ 8Hours. I have noted any deviations fron this declaration below.
EXPLANATION / COMMENTS:
Print Name: Title: Phone No.: FAX NO.
Supplier Authorized Signature Date
FOR CUSTOMER USE ONLY (IF APPLICABLE)
Part Warrant Disposition Part Functional Approval:
Customer Name Customer Signature Date
July
1999 CFG-1001 Original : Customer TrackingThe original copy of this document shall remain at the Suppliers Location While the Part is active (See Glossary).
NoYes
Dimensional Materials / Functional Appearance
Initial SubmissionEngineering Changes(s)Tooling: Transfer, Replacement, Refurbishment, or additional
Change to Optional Construction or MaterialSub-Supplier or Material Source ChangeChange in Part ProcessingParts Produced at Additional Location
Level 3 - Warrant with Product samples and complete supporting data submitted to customer.
dimensional measurements material and functional tests and appearance criteria and statisticalYes No (If "No" - Explanation Required)
Approved Rejected
Yes No
Other - please specify
Other
Approved
WaivedOther
NoYes
Dimensional Materials / Functional Appearance
Initial SubmissionEngineering Changes(s)Tooling: Transfer, Replacement, Refurbishment, or additionalCorrection of Discrepancy
Change to Optional Construction or MaterialSub-Supplier or Material Source ChangeChange in Part Processing
Level 3 - Warrant with Product samples and complete supporting data submitted to customer.
dimensional measurements material and functional tests and appearance criteria and statisticalYes No (If "No" - Explanation Required)
Approved Rejected
Yes No
Tooling Inactive > Than 1 Year
Other
Approved
WaivedOther
Level 1 - Warrant only (and for designated apperance items, an Appearance Approval Report) submitted to customer
Level 2 - Warrant with product samples and limited supporting data submitted to customer.
Level 4 - Warrant and other requirements as defined by customer.
Level 5 - Warrant with product samples and complete supporting data reviewed at supplier's manufaturing location.
Yes No
n/a
LN/TS/F-07 ( 01 090707)
Number : The original copy of this document shall remain at the Suppliers Location While the Part is active (See Glossary).