1 ArcelorMittal Recycling Steel Process Design Bryan Boyd Abdulrahman Al Oraimi Katherine Morgan Marcos Lopez April 4, 2012 Steeling Success Abstract In order to reduce the environmental impact and reduce steel consumption our team was assigned to create a cradle-to-cradle cycle of automobiles scrap steel for ArcelorMittal by designing a process that effectively recycles high-alloyed steel from automobiles back into the basic oxygen furnace. The design constraints were to not adversely affect steel quality and not cause offchemistry heats. In order to research and find potential solutions we conducted an external search, which included a literature review, patent search and benchmarking. Using the information found during research, our group created different design ideas and then chose our final design. Our final design uses fractional distillation to separate and identify the alloys into individual containers before adding the required alloy concentrations back into the basic oxygen furnace.
Transcript
1
ArcelorMittal Recycling Steel Process Design
Bryan Boyd
Abdulrahman Al Oraimi
Katherine Morgan
Marcos Lopez
April 4, 2012
Steeling Success
Abstract
In order to reduce the environmental impact and reduce steel consumption our team was assigned to create a cradle-to-cradle cycle of automobiles scrap steel for ArcelorMittal by designing a process that effectively recycles high-alloyed steel from automobiles back into the basic oxygen furnace. The design constraints were to not adversely affect steel quality and not cause off-‐chemistry heats. In order to research and find potential solutions we conducted an external search, which included a literature review, patent search and benchmarking. Using the information found during research, our group created different design ideas and then chose our final design. Our final design uses fractional distillation to separate and identify the alloys into individual containers before adding the required alloy concentrations back into the basic oxygen furnace.
2
1.0 Introduction
Our team’s goal was to create a process for ArcelorMittal to recycle advanced high-strength steel back into the basic
oxygen furnace. Recycling is one of the easiest ways to reduce raw materials use, energy and pollution.
Steel use in industries is known to be cradle-to-grave, where the materials are used once and then deposited
in a landfill. Although steel recycling has existed for a long time there is still room for improvement in increasing
the percentage of steel being recycled. In this project the goal is to make steel production a cycle of cradle-to-
cradle, where most of the materials are recycled and reused. The main problem is that current scrap stream is seeing
an increase in automobile steel, which contains many unwanted alloys. These alloys need to be removed in order to
not cause off-chemistry steel and to decrease alloys costs. Due to the process of steel recycling being broken into
several sub-processes, we are going to only focus on the sub-process that occurs in the Basic Oxygen Furnace. We
are focusing on this sub-process because the basic oxygen furnace is the only part of the steel process where the
alloys can be removed and added back to the steel. Therefore, we focused on designing a process that uses the Basic
Oxygen Furnace to recycle steel.
The following is the procedure we completed in the design of our toothbrush and the sections of our report
where the results are analyzed. Before we could design the recycling process we defined our problem in order to
make sure that we solved the correct problem. This was achieved by filling out the customer need’s statement,
watching videos, and conducting interviews. After doing this analysis we formulated our initial problem statement
as presented in section 1.1. Our initial problem statement served as a guide of what we should focus on during each
step of the design process and after each step we analyzed how we could apply our results to address our problems.
The next step was to determine our customer needs by researching and gathering information on the recycling steel
process, the basic oxygen furnace, and their weighted importance in our design as seen in section 2. After
determining our customer needs we redefined our problem statement in section 3 and performed an external search
in section 4. In section 5 we performed an internal search and generated multiple design ideas that would provide
solutions to our design objectives. Using our analysis from section 5 we analyzed and ranked our ideas before
deciding on our final design and its specifications in section 6. Finally in sections 7 and 8 we concluded our report
by reflecting on how our design addresses our customer needs and summarized our project.
1.1 Initial Problem Statement The team’s goal is to create a process for ArcelorMittal to effectively recycle advanced high strength steel back into
the basic oxygen furnace steel production cycle while not causing off chemistry heat and reducing the cost of alloys.
2.0 Customer Needs Assessment To begin our steel recycling process design our team researched and learned about the processes’ requirements. In
order for a partner to adapt and use a process, producers must design a process that addresses the partner’s needs. In
order to determine what ArcelorMittal’s needs are we filled out the design brief, watched videos from US Steel, and
obtained expert’s opinions. From the design brief provided by ArcelorMittal we formulated a list of needs for the
process. From our customer need’s statement we found that the recycling process must create steel that has
3
properties that cover the full range of metallurgical families, identify and separate the alloys, and reduce the growth
in steel consumption. The full list of process requirements and the associated needs can be found in Appendix
A. The next way we obtained customer needs was by watching videos from US Steel (Claykisker 2011). The
purpose of watching the videos was to find additional requirements for recycling steel that were not indicated in the
customer’s needs statement. The additional requirements that we found include not adversely affecting the steel
quality and identifying and handling the steel in any form. The final way we obtained our customer needs was
through an expert’s opinion. In order to find out more information about the steel used in cars and current recycling
methods we consulted Greg Keyser, a Ford dealership owner in King of Prussia, PA; the conversation can be seen in
Appendix B. He informed us that the most important steel qualities are durability, physical appearance, and
efficiency. Greg Keyser provided useful information about the current recycling methods for steel and how they can
be improved and gave us some design ideas that may influence our final design. From the expert’s opinion, customer’s needs statement, and US Steel videos, we were able to determine the
most important needs for our process. The results revealed to us what features are necessary to incorporate into the
design of our steel recycling process. From our customer needs we are going to look to design a process that
maintains steel quality, identifies and separates alloys, and reduces steel consumption.
2.1 Weighting of Customer Needs The individual customer needs that were gathered from the video, interview, and design brief were then listed in an
initial customer needs list (Table 1). We listed our needs in order to organize them in one place and eventually place
them into a hierarchal customer needs list. Listing our needs in an initial customer needs list was also an easy way
to get a good idea of what the most important customer needs were prior to weighing each need and further
analysis. We collected these needs by sorting the needs associated with the requirements in the customer’s needs
statement, watching the US Steel Recycling Videos, and consulting with a car expert. The needs were then placed
into a table in no specific importance level. Without further analysis the most important features for the process,
based on the number of times the features were mentioned, were to maintain the steels quality and traits after the
recycling process and to create a way to identify the alloys in the steel to separate them from the scrap metal. From
the initial customer’s needs list we must design a process that recycles steel by identifying the alloys in the steel in
order to separate them and maintain the steel quality and traits throughout the recycling process.
4
Table 1. Initial Customer Needs List Obtained From Interviews, Videos, and Statements
Without ranking and weighing the customer needs it is assumed that each need is of equal importance, which is
rarely the case. In order to make sure that higher ranked needs are accounted for first during the design we
categorized and ranked each need in a hierarchal customer needs list (table 2). We categorized our needs based on
common themes between the needs from the initial customer needs list. Being that ArcelorMittal is a corporation
interested in the chemical composition and recycling of steel, we decided to specifically focus on the production of
steel in the Basic Oxygen Furnace and the end result. We are focusing on the Basic Oxygen Furnace because it is
there that steel is given its chemical properties and can be recycled while the other steps of the steel making process
do not have as much influence over these characteristics. To help us organize our needs within the Basic Oxygen
Furnace and the end result, we created a Hierarchal Customer Needs List to distinguish and categorize our needs for
our design. The categories of our needs were maintain steel quality, identify alloys, and reduce steel consumption.
As a result of maintaining steel quality being the response that was stressed the most when obtaining our customer
needs, we placed that as the most important category for us to address in our design. Maintaining steel quality was
mentioned 11 times while gathering our needs. We further organized our needs by ranking the importance of each
trait within each category. Each trait was ranked based on the amount of times it was referenced during the gathering
of our customer needs. These references that determine its importance include it being listed as a need associated
with a requirement from the customer’s needs statement, the need being stated in the video, or the need being
stressed in our interview. We are going to apply the results of our hierarchal customer needs list by placing the most
importance on designing towards maintaining steel quality and a process to identify alloys in our design.
Design a process to effectively recycle Advanced High Strength (high alloy) Steel from the automotive market back into the basic oxygen furnace (BOF) steel production cycle. Not adversely affect steel quality Utilize the alloys in the recycled steel to reduce the use and costs of new alloying elements Maintain their competitive lead in the steel markets. Maintain outstanding properties that cover the full range of metallurgical families, coatings, and surface treatments Maintain technological edge in galvanized steels for exposed parts and coated steels for hot stamping Find balance between mass savings and strength Develop a cradle to cradle process for steel recycling Reduce the growth in steel consumption The recycling process must identify and handle the steel in any form. Develop a process for identifying these steels and segregating them from the others. Develop a process of recycling AHSS before it becomes a problem with off chemistry Maintain light weight yet very durable frame Develop a process to identify the alloying materials. Do not cause off-‐chemistry heats Decrease alloy costs develop a system for separating out the highest alloyed steel from the automotive scrap Create a model to utilize the alloy scrap and reduce raw material
5
Table 2. Hierarchal Customer Needs Objective List with Basic Oxygen Furnace
Works Cited
Once we organized all of the features that we needed to include in the design of a process for recycling advanced
steel, we used an analytic hierarchy pairwise comparison chart (AHP) to help narrow in on the key aspects to focus
on (Table 3). The AHP chart helped prioritize what important qualities the recycling process needed to fulfill all of
our customer’s needs. Each criterion is compared to one another by rating the importance of the category. Each
category is compared to another by rating the features on a 1-9 scale (Figure 1). The scores were then added up and
then computed in to a weighted score. All of the categories were computed to add up to 1.00. In addition to using
an AHP chart to weight the categories, we also used an AHP chart to weigh the subcategories within each category
against each other (Appendix C). The chart showed us that maintaining steel quality is the most important customer
need to address first during our design, followed by identifying alloys. We can tell this due to it having the highest
weight percentage of 53%. In order to satisfy our customer needs we must create a process that maintains the steel’s
quality during recycling.
1. Maintain Steel Quality
1.1Maintain outstanding properties that cover the full range of metallurgical families, coatings, and surface treatments
1.2 Not adversely affect steel quality
1.3 Maintain technological edge in galvanized steels for exposed parts and coated steels for hot stamping
1.4 Maintain their competitive lead in the steel markets.
F1. Final alloy concentrations of 0.04% C, 0.1% Cr, 0.004% Cb, 0.2% Mn, 0.04% Al
2. Identify and Separate Alloys
2.1 Develop a system for separating out the highest alloyed steel from the automotive scrap
C.1 The recycling process must identify and handle the steel in any form.
3.0 Reduce Steel Consumption
3.1 Create a model to utilize the alloy scrap and reduce raw material
3.2 Reduce the growth in steel consumption
6
Table 3. AHP Pairwise Comparison Chart to Determine Weighting for Comparison Categories
Comparison Criteria
Evaluated
Maintain Steel
Quality
Identify
Alloys
Reduce Steel
Consumption Total Score Weight
Maintain Steel
Quality 1.00 2.00 3.00 6.00 0.53
Identify Alloys 0.50 1.00 2.00 3.50 0.31
Reduce Steel
Consumption 0.33 0.50 1.00 1.83 0.16
11.33 1.00
Figure 1. Analytic Hierarchy Process (AHP) Scale Chart The weighted scores were then incorporated into a weighted hierarchal table that weighted the needs of the customer
using the results from analytical pairwise comparison chart (Table 4). The purpose of this was to give us a better
understanding of the importance of each category. Using the numbers from the pairwise comparison chart we were
able to see how important each category is compared to other categories. From our chart we found that maintaining
steel quality is almost twice as important as another category of need, identify alloys is second most important, and
reduce steel consumption is important to address but not as important as identifying alloys and maintaining steel
quality. We are going to apply these results by placing the most importance on maintaining steel quality and
identifying alloys in our design.
7
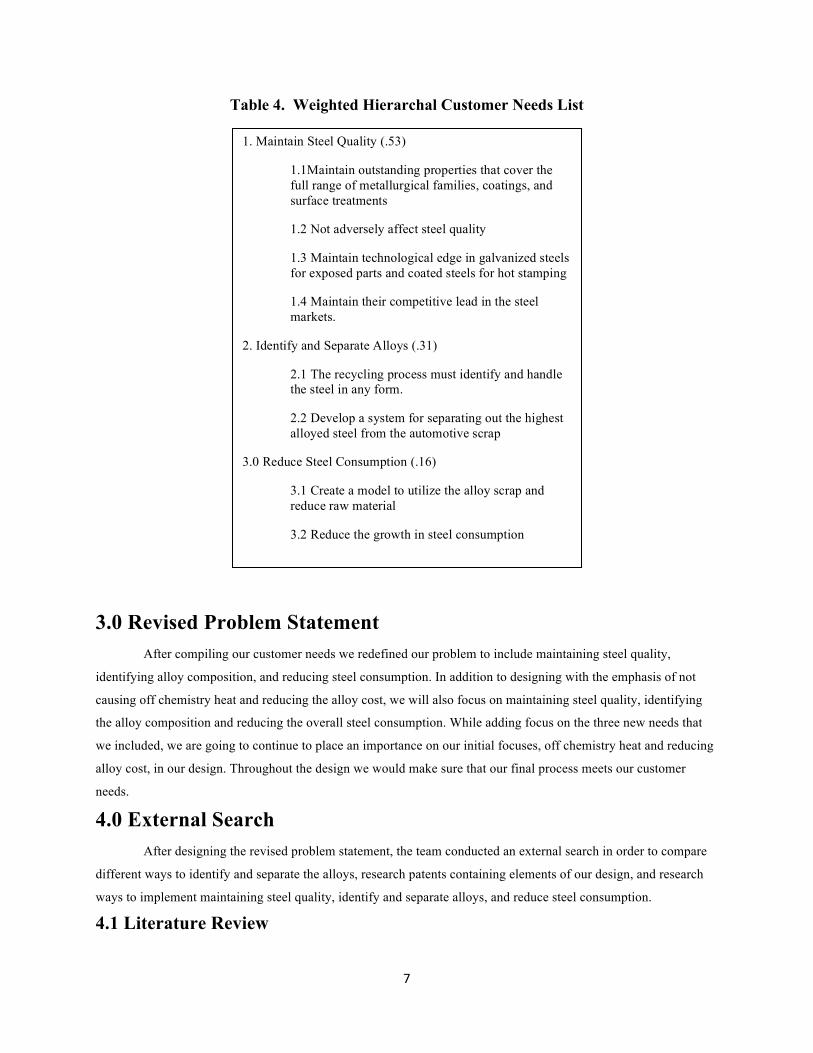
Table 4. Weighted Hierarchal Customer Needs List
3.0 Revised Problem Statement After compiling our customer needs we redefined our problem to include maintaining steel quality,
identifying alloy composition, and reducing steel consumption. In addition to designing with the emphasis of not
causing off chemistry heat and reducing the alloy cost, we will also focus on maintaining steel quality, identifying
the alloy composition and reducing the overall steel consumption. While adding focus on the three new needs that
we included, we are going to continue to place an importance on our initial focuses, off chemistry heat and reducing
alloy cost, in our design. Throughout the design we would make sure that our final process meets our customer
needs.
4.0 External Search After designing the revised problem statement, the team conducted an external search in order to compare
different ways to identify and separate the alloys, research patents containing elements of our design, and research
ways to implement maintaining steel quality, identify and separate alloys, and reduce steel consumption.
4.1 Literature Review
1. Maintain Steel Quality (.53)
1.1Maintain outstanding properties that cover the full range of metallurgical families, coatings, and surface treatments
1.2 Not adversely affect steel quality
1.3 Maintain technological edge in galvanized steels for exposed parts and coated steels for hot stamping
1.4 Maintain their competitive lead in the steel markets.
2. Identify and Separate Alloys (.31)
2.1 The recycling process must identify and handle the steel in any form.
2.2 Develop a system for separating out the highest alloyed steel from the automotive scrap
3.0 Reduce Steel Consumption (.16)
3.1 Create a model to utilize the alloy scrap and reduce raw material
3.2 Reduce the growth in steel consumption
8
The team carried out an extensive literature review, collecting sources from Pennsylvania State
University’s online library resources and Google Scholar to understand how technology is involved in the steel
process. Steel is North America's most recycled material. More steel is recycled annually than paper, plastic,
aluminum, glass and copper combined. In addition to its strength, durability, and dependability, steel is also the key
to recycling a car at the end of its long life. It is continuously recyclable and contains recycled steel, it lives its life
cradle to cradle. Automobiles are the most recycled consumer product. Each year, the steel industry recycles more
than 18 million tons of steel from cars. This is equivalent to nearly 18 million new cars. When comparing the
amount of steel recycled from automobiles each year to the amount of steel used to produce new automobiles that
same year, automobiles maintain a recycling rate of nearly 100 percent (Automotive Recycling 2012).
At the scrap yard, reusable parts such as doors, seats, hoods, trunk lids, windows, wheels and other parts
are removed from the cars via magnetism. Once the cars are stripped of reusable parts, the remaining automobile
hulks enter the shredder. The shredder rips the car into fist-sized chunks of steel, nonferrous metals, and non-
recyclable rubber, glass, plastic, etc. The iron and steel are magnetically separated from the other materials and
recycled. The removed metal, roughly 75 percent of a vehicle, is then mixed with new metal to be sent to secondary
processors for reuse. Last year, enough steel from old cars was recycled to produce 48 million steel utility poles, one
third of the utility poles in the United States (Steeling Recycling Institution 2012).
The Spanish LIFE-Environment project ELVES came up with an inventive idea to recycle aluminum in
cars. They examined end of life vehicle (ELV)’s engines and developed a single power plant that can perform all of
the steps to remove the alloys. Existing separation and restoration systems typically include the stages fragmentation
and separation of non-ferrous metals from other materials including heavy metals, plastics and other non-ferrous
materials. These systems involve separate phases taking place in separate plants. The process they developed does
not involve chemical reactions, but uses physical separation techniques. The technology used includes: neodymium
magnetic separator, for ferrous and non-ferrous metals, foucault current separators for non-ferrous metals,
granulometric classification, and bi-density flotation separation processes. The plant can process 33,000 tons of ELV
engines with an estimated recycling rate of 15.6% or 5,148 tons of aluminum per year. The different metal alloys
from an ELV engine, iron, aluminium and heavy metals, were separated with 99% efficiency (Environment- Life,
2012).
While conducting a literature review, we learned that automotive salvage yards recycle as much metal as
they can, but the ELVES’ idea of separating the alloys out of a metal was the most effective way to restore the
metals. We may consider applying this innovative process into our design concept generation. The lessons learned
from our literature review will be indispensable to our team as we move toward the next stage of the design process:
preliminary design. In addition to a literature review, we also conducted a patent search in order to enhance our
preliminary design.
4.2 Patent Search After thoroughly researching about the procedures to separate a high-alloyed metal into its corresponding
components, the team carried out a patent search to give us an idea of the processes that currently exist for
separating high alloyed metals. The team used Google Patents to perform research on existing patents for separating
9
alloyed metals. After an in-depth search, we found several patents that provided potential solutions for our design
objectives. In order to present the results of our patent search we utilized an art-function matrix (Table 5). The Art-
Function Matrix organizes our patents to show the patent number and which function they provide.
Table 5. Art-Function Matrix
The first patent (3193273) dealt with the separation of alloys from scrap metal by the use of a furnace. The
alloy with the lowest boiling point will melt and be separated from the alloy with the higher boiling point. The
process could be used in our design to separate and remove the alloys from the steel making process. The second
patent (334207) was based on the same principle as the first one, the separation of the metals by boiling point but
this one applied a filtration system to extract the solid not the molten metal. The third patent (0076739 A1) consisted
on a way to quickly identify the composition of a metal alloy. This device utilizes the fluorescence X-ray
spectrometry to determine the percentage of the components present in a monitor. This is an efficient way to
determine the composition of the metal alloy we want to use. The fourth patent (5127941) focused on separating the
constituents of a particular alloy. The process used is called the Vapor Phase Physical Deposist, in which the alloy is
melted by an electrical process and the vapor of a particular metal additive alloy is separated one by one. Our last
patent (214344) consists of separating the alloys in a metal from the pure metal by precipitation using an electrolytic
cell.
We found a lot of useful patents that we may incorporate in the design of our steel recycling process. We
may look to separate our alloys using their individual boiling points to filter out the alloys one at a time. Another
patent we may incorporate is to identify the alloys using a fluorescent X-ray before filtering them out of the steel.
Our patent provided many design ideas that may be incorporated into our final design.
4.3 Benchmarking In addition to literature reviews and patent searches the team benchmarked on different ways to identify
and separate alloys in order to understand the current methods being used in the process of recycling steel. Since the
project requires designing a process and not one operation we bench marked 2 main operations. We looked at some
of the current methods of identifying alloy composition and ways to separate these alloys from the scrap steel. Our
benchmarking consists of two tables one for finding alloy composition operations and the second is for operations of
separating the alloys (Table 6). We ranked the operations from 1-5, with one being the worst and five being the best,
on each of our customer needs.
FUNCTION ART furnace display and computer furnace electrolytic cell
separating alloys 3193273 from scrap metal 334207
identification of metal alloys US 2009/0076739 A1 separates constituents of
alloy 5127941
separates metals from alloys 214344
10
Table 6. Benchmarking
Feature spectroscopic analysis
Radioisotope-Excited X-ray
Acid reactivity
Identify alloy composition 4 5 2
Feature Electroslag Refining
Chemical precipitation
Dilution
Not cause off chemistry heat
5 5 4
decrease alloy cost
3 4 1
Reduce steel consumption
4 4 2
Not affect steel quality
3 4 5
The first table compares three methods of finding the composition of alloys in steel. The three methods
were ranked on how well they identified the alloys in the steel. The best method was the radioisotope-excited X-ray,
second was the spectroscopic analysis and finally the acid reactivity.
The second table compared operations of separating the alloys on how well they met the customer needs.
The first customer need is to not cause off-chemistry heat, since two operations would separate the alloys this means
there will not be any off-chemistry heat, therefore the dilution method was ranked lower. Chemical precipitation
ranked the highest in decreasing alloy costs, followed by the electroslag Refining and last was the dilution. The
11
electroslag Refining and the chemical precipitation ranked equally followed by the dilution in reducing steel
consumption. On the last customer need dilution ranked best followed by the chemical precipitation and finally the
electroslag refining.
After benchmarking and finding the final results we would consider the best operation in both categories,
which are radioisotope-excited X-ray and chemical precipitation, in our final design process. By doing this we
believe we will end up with an effective process that fully meets our customer requirements.
4.4 Process Dissection After benchmarking different separation and identification methods we performed a dissection of the steel
making process, particularly in the Basic Oxygen Furnace. We are only focusing on the Basic Oxygen Furnace
because that is where we are going to design a process to separate the alloys and add them back into the steel during
steel production. The purpose in performing the dissection was to analyze the steel making process that occurs in
the Basic Oxygen Furnace, the cost to produce steel in the BOF, and the parts of the BOF. Performing a product
dissection on the Basic Oxygen Furnace provided us with information to assess how we can design a process in the
BOF to recycle steel.
Due to not having direct access to a Basic Oxygen Furnace to perform our product dissection, we used
articles from Google Scholar to assist in our dissection. Prior to molten iron entering the Basic Oxygen Furnace, the
steel making process uses a blast furnace to combine coke and iron to reduce the oxygen level in the iron (Figure 2).
The output of the blast furnace is molten iron which contains large levels of carbon (3-5%) and other impurities.
The Basic Oxygen Furnace is used in order to decrease the concentration of carbon and other unwanted impurities of
the molten iron. In order for the BOF process to occur, scrap metal and molten iron are inserted into the BOF along
with an oxygen lance, which causes a chemical reaction to occur that oxidizes the iron and reduces carbon content.
The estimated time for the chemical reaction to take place in the BOF is 45 minutes. Subject to varying costs of
scrap metal and molten iron, the estimated operating cost in the BOF is $4-9 per ton (Oster 1982). Additionally,
the components of the steel that are removed during the chemical reaction combine to form a layer of slag above the
steel. After forming steel in the Basic Oxygen Furnace the steel is removed and sent to the ladle to be refined. The
capacity of the BOF is about 250-400 tons.
12
Figure 2. Basic Oxygen Furnace During our product dissection we found a lot of information about the Basic Oxygen Furnace. We became
informed of the ability of the oxygen lance to cause a chemical reaction that reduces the composition of carbon in
the steel. Just as the addition of oxygen has the ability to affect the concentration of carbon in the steel, we may use
the information from our process dissection to design a process in the BOF to generate additional chemical reactions
that will produce the desired concentrations of alloys. These concentration are .17% Carbon, .20% Chromium,
.02% Cobalt, 1.5% Magnesium, and 1.2 % Aluminum.
4.5 Design Target During the design process, we decided that our goal was to create an inexpensive method that effectively
separates the alloys from the scrap steel and allows the steel to undergo the BOF process. In our literature review we
learned that the ELVES’ idea of separating the alloys out of a metal was the most effective way to restore the
metals. In the patent search we found out a process that consisted of separating constituents of a particular alloy, it is
called the vapor phase physical deposits. It is based on melting the alloy by an electrical process and the vapor of a
particular metal additive alloy is separated one by one. In the benchmarking we found out that Radioisotope-Excited
X-ray was the most effective way of identifying the alloy composition. We also found out that the best way to
separate these alloys was using chemical precipitation. Our external search provided us with multiple ideas that we
might apply to our final design.
5.0 Concept Generation After completing an external search, the team moved to an internal search. Our goal was to generate as many ideas
as possible for the design of our steel recycling process based off of the data collected from the external search. We
13
used idea generation sketches, a morphological chart, and a mind map to aid in developing design ideas that met our
objectives.
5.1 Concept Generation After completing the customer’s need analysis, the team got a better understanding of the process’ needs. Using a
combination of internal and external searches, the team compiled a list of target areas that can be used when
designing a process to recycle steel. The team generated ideas individually using an idea generation map and
collectively with a mind map. Each individual team member took time to generate ideas on their own in an Idea
Generation Map (Figure 3). Each member created design ideas to identify, extract, store, and add back the alloys.
After filling out the idea generation map we had acquired eight different ideas for identifying, extracting, store, and
adding back the alloys. This brainstorming method was beneficial to our final design and exposed many creative,
innovative ideas that had not previously been considered. This allowed us to have more innovative ideas to choose
from when it came time to select our final design. Some of our more creative ideas that were generated include
creating a precipitate in solution to extract the alloys and using X-rays to identify alloys. Our most creative ideas
can be seen below in the idea generation map.
Figure 3. Idea Generation Map
11da:luoJ Elda:luoJ
-J71da:luoJ z..., c "tj
.a V)
...;'
r r
-i
1 11 da:>UOJ Zlda:>uoJ
£ lda:>uoJ i71 da:>UOJ
- c ---.. e ro Z .... s:: "'t:I .a !Zl
14
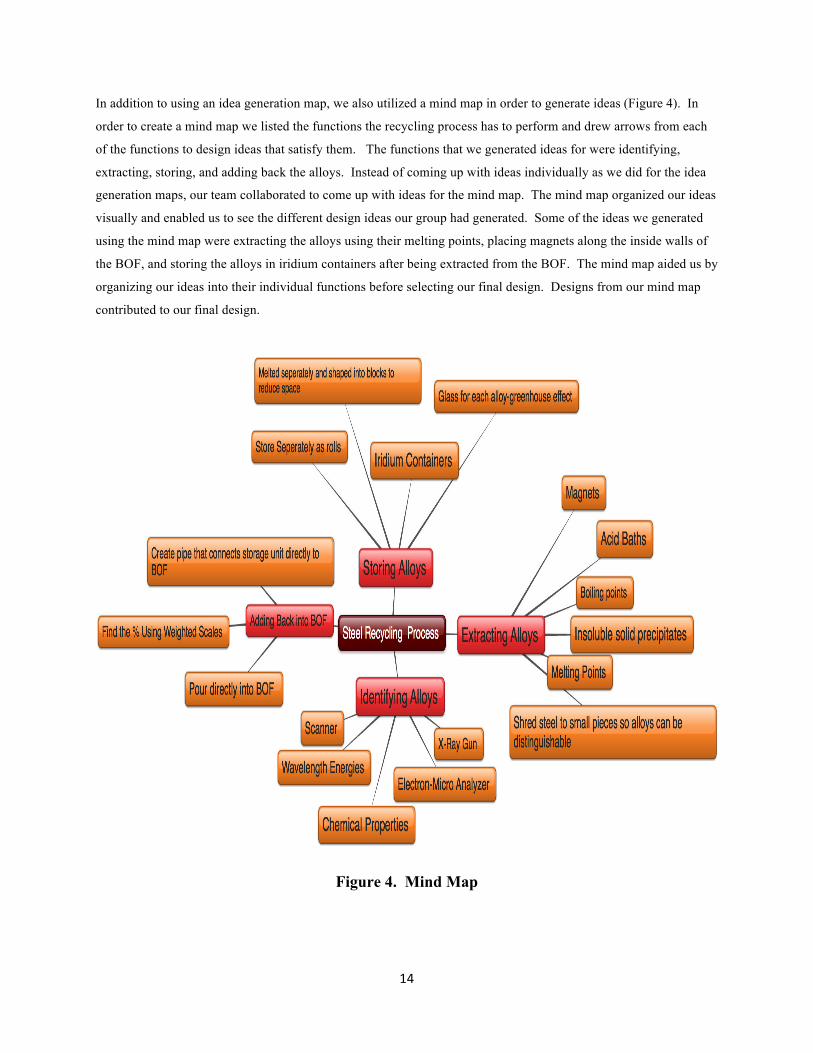
In addition to using an idea generation map, we also utilized a mind map in order to generate ideas (Figure 4). In
order to create a mind map we listed the functions the recycling process has to perform and drew arrows from each
of the functions to design ideas that satisfy them. The functions that we generated ideas for were identifying,
extracting, storing, and adding back the alloys. Instead of coming up with ideas individually as we did for the idea
generation maps, our team collaborated to come up with ideas for the mind map. The mind map organized our ideas
visually and enabled us to see the different design ideas our group had generated. Some of the ideas we generated
using the mind map were extracting the alloys using their melting points, placing magnets along the inside walls of
the BOF, and storing the alloys in iridium containers after being extracted from the BOF. The mind map aided us by
organizing our ideas into their individual functions before selecting our final design. Designs from our mind map
contributed to our final design.
Figure 4. Mind Map
15
Using an idea generation map and a mind map to organize and separate our ideas proved to be the most aesthetically
pleasing as well as best functioning. This technique makes the train of thought behind each idea easily flow. After
filling out the maps we then selected the top four ideas for each function and put them in a morphological chart
(Figure 5).
Figure 5. Morphological Chart for Idea Generation
\ \ \
" .:::? -SJ
-""r' '-,
C
;3 2>
s:. ....... --<:J
16
The purpose of the morphological chart was to separate our best ideas from our idea generation and mind
maps. We chose which ideas to put in our morphological chart based on cost, how well they fulfill our design
objectives, and reasoning to get rid of impractical ideas. We placed sixteen total ideas in our chart, four ideas for
identifying, extracting, storing, and adding back the alloys. Having all of our best ideas arranged together allows us
to select the best ideas from each part to combine together to make our final design. Using the AHP chart (see
section 2) we determined the importance of each feature highlighted in the designs. We determined that the most
important features for process to have were to maintain steel-quality and to identify and separate the alloys. In order
to maintain steel-quality we chose designs that did not alter the chemical composition of the steel and removed
impurities such as using the boiling point to extract the alloys. To address identification and separation of the alloys
we chose process designs that used wavelength and electrons to identify the alloys. To reduce steel consumption we
stressed designs in our morphological chart that created minimum excess waste while still yielding large quantities
of steel.
Using a morphological chart enabled us to narrow down our ideas into the ones that best achieve our design
goals. Ideas that did not fulfill our goals of maintaining steel quality, identifying alloys, and reducing steel
consumption were disregarded and eliminated from our final design ideas. After narrowing our ideas into our top
16, we used a pugh chart to compare ideas based on how well they addressed our design objectives.
While generating ideas we also thought of the idea of using the fractional distillation process to assist in the
recycling of steel. The process is currently used in the oil industry to separate oil into its different elements. Just as
fractional distillation separates oil into its natural components, we believe the process could separate the alloys in
the scrap steel to allow them to be removed and recycled (Freudenrich 2011). Not only does fractional distillation
allow us to separate the alloys from the scrap metal, it does so while satisfying our design goals of maintaining steel
quality, identifying and separating the alloys, and reducing steel consumption. Fractional distillation works by
vaporizing the steel alloys into gases and filtering out the gases in a fractional distillation tube according to
condensation points. As a result, we remained open to the idea of using this process in our design as we moved on
to concept selection.
6.0 Concept Selection In order to further narrow down our ideas, we developed sixteen Pugh Charts to analyze our ideas from our
morphological chart and to assist in the selection of our final design (Reference Appendix D for all sixteen charts).
The purpose of the Pugh Chart is to evaluate and select concepts in an orderly fashion, reducing the likelihood of
selecting wrong concepts or eliminating promising ones. The technique allows the relative comparison of concepts
against a list of evaluation criteria. We made our Pugh Charts by comparing one design idea within one of the
categories in the morphological chart against the rest of the ideas from that category. For example we compared one
of the designs to identify the alloys against the other three designs to identify the alloys. One of the four ideas
generated to identify the alloys is chosen to be benchmarked in the chart, showing that the idea is the one being
compared against. The goals of our design, maintaining steel quality, identifying the alloys, and reducing steel
consumption are placed across the top of the chart as our comparison criteria. The comparison process is completed
17
by using a “1” if the idea being compared to the benchmarked idea is a better choice within the characteristic. A “0”
if they are similar and a “-1” if the idea is a worse choice. We had found different weights for the characteristics by
using an AHP seen in Figure 1. We used the weights to multiply by the 1,0, or -1 to then rank the ideas in order
from highest rank to lowest. We made a chart for each idea from the morphological chart to give us a total of 16
morphological charts.
Through completing the sixteen different charts, we found that x-rays were the best way to identify alloys,
a sorting container would be the best way to add the alloys back into the BOF, Iridium containers would be the best
way to store the alloys, and that the best method of extraction is using the alloys melting points. Each of these
design elements was combined to create a complete process to recycle steel.
We then created another set of Pugh Charts to compare the best design ideas from the previous Pugh Charts
versus the fractional distillation process. The goal of comparing these processes was to figure out which process
best addresses our process goals. The reason we could not include the fractional distillation process in the last set of
Pugh Charts is because, in the last set we compared individual functions based on how well they addressed our
process goals. In the new set of Pugh Charts, we are going to compare the two recycling processes, not just the
functions. The Pugh Charts were conducted the same way, comparing the processes against the same set of criteria.
From the Pugh Charts we found that the fractional distillation process performs better than the functions from the
morphological chart at identifying alloys, maintaining steel quality, and reducing steel consumption. These findings
helped us formulate our final product design.
After meeting and discussing the results of our Pugh Chart we decided upon our final design. Our design
incorporates methods of fractional distillation to filter out the alloys by vaporizing the steel and then using the
alloy’s condensation points to filter the alloys. We are using fractional distillation instead of our initial functions
from the morphological chart since fractional distillation satisfies our process goals better than the individual
functions.
7.0 Final Design After selecting the fractional distillation process as the design that best addressed our project goals and
customer needs, we finalized our design in order to decide upon the details of our design and in order to make
models to visualize what our process will look like. Since the process involved requires certain knowledge in the
areas of chemistry and metallurgy we created a brief, easy to understand animation to help the consumer understand
the process. We used Microsoft Power Point to create animations and posters of the fractional distillation process
and the BOF process. The design process will consist of three parts, the scrap steel being vaporized in the furnace,
the fractional distillation column, and the basic oxygen furnace.
The first part of our process occurs in the blast furnace where the scrap steel is inserted and vaporized from
the high temperatures exerted on them. The furnace is heated to high temperatures through a combination of hot air,
oxygen, pulverized coal, and natural gas. When the scrap steel is inserted into the blast furnace, the temperature of
the furnace must be above 4,827 ◦C in order to turn all of the alloys in the steel from a solid to a gas. If the furnace
is below that temperature not all of the alloys will be vaporized and the process will not work. Once the scrap steel
18
is inserted into the furnace the vaporization process is quick and the exact of time varies based on the individual
alloys. Upon the alloys being completely vaporized the gases travel directly from the furnace through a steel, heat-
containing pipe to the fractional distillation column.
The second part of the process occurs in a distillation column where the alloys turn from gas to liquid
depending on their condensation temperatures. The fractional distillation column has a diameter of 6 meters and a
height of 60 meters. These measurements were used in order to prevent excess pressure being exerted on the gases
and to allow the alloys to have enough time to condense in each section. The column is broken up into six different
sections, each heated to a different, specific temperature that corresponds to the temperature required to cause an
alloy to change from a gas to a liquid. The gases from the furnace are inserted into the bottom of the column, which
is the hottest temperature. The temperatures in each section get progressively colder as the height in the column
increases so that the highest section is heated to the temperature of the alloy with the lowest boiling point. As the
gases rise through the column, an alloy will be filtered out of the gas in every section. In each section an alloy will
change from a gas to a liquid as a result of it being cooled at its condensation temperature. Since elements condense
and boil at the same temperatures, the temperature required for one of the alloys to change from a gas to a liquid will
correspond to its condensation point as well as its boiling point. Therefore, the alloy with the highest boiling point
will filter from the gases in the first section and the alloy with the lowest boiling point will condense in the highest
section with the lowest temperature. The boiling points we are going to be using to filter the alloys in the column
can be seen in Table 7. The table also shows which alloys are going to be filtered out in each section with carbon
being filtered in the first section and manganese in the last.
Table 7. Final Design
Elements Boiling Point Mn 1962 °C Al 2467 °C Cr 2672 °C Fe 2750 °C Cb 4742 °C C 4827 °C
In order to collect the liquid alloys while allowing the remaining gas to filter through to the next section, each
section will contain trays that are design to collect liquids without altering the path or composition of the gas. The
trays will be placed at an inclined angle in order to allow the water to slide down the trays and into storage units
connected to sides of the fractional distillation column. Each alloy will be stored in its own individual storage
container. The containers will be made out of steel and coated with a heat resistant paint in order to make it resistant
to the outside temperature and not alter the alloys inside the containers. Upon entering the containers, the liquids
will be measured on scales within the containers that can weigh out the exact amount of alloy needed for the
customer’s steel specifications. Once the scale weighs the amount of the alloy needed it will separate that liquid to a
different part of the container where it can cool and turn into a solid. Each container will feature the same process.
The remaining liquid alloy that is not used for this batch of steel will be saved and used in a batch that requires the
19
concentration of the alloy that was left over. The weights of each alloy needed in order to obtain the alloy
concentration specified by ArcelorMittal for a 300 ton piece of steel can be seen in Table 8.
Table 8. Weight of alloys needed.
Elements Tons needed Mn 0.6 Al 0.12 Fe 298.848 Cb 0.12 Cr 0.3 C 0.12
The third and final process consists on taking the solidified alloys from the steel containers and into the basic
oxygen furnace where they will be melted and combined together to create the steel output desired. A tube that
connects each of the storage containers to the basic oxygen furnace will transfer the alloys. In the basic oxygen
furnace the alloys and iron will be heated and reacted with oxygen to produce steel. The BOF reaction will last 45
minutes and after being completed, liquid steel with concentrations of 0.04 % carbon, 0.04% aluminum, 0.004%
cobalt, 0.1% chromium, and 0.2% manganese will be produced. 7.1 Materials and Material Selection
After finishing our final design we began looking for suitable material that would allow the process to run
effectively without heating problems. When searching for materials, we made sure that none of the materials used
would alter the composition or quality of the steel. When there were multiple materials that could be used to
perform the same function, we selected the material that satisfied our project goals and were cost efficient. When
searching for materials, we also made sure that the companies we were looking to buy from were credible by
reading customer reviews.
We looked at heat resistance trays to hold the liquid alloys in the fractional distillation column. Our process
would need six different trays. Since ArcelorMittal produces steel products, they would be able to make their own
heat resistance trays. The process would need six scales, one for every tray. Each scale would cost $50. For heating
the furnace we consider coal to be the best choice, in order to reach very high temperatures. Coal would cost
$50/ton. We found heat resistance coatings that would be needed to cover the trays in order to withstand the high
temperatures. The heat surface resistance coating would cost $120. We found the raw materials needed to build the
fractional distillation tower. The raw materials were Carbon steel, SS 304, SS 316, Incolloy, Hastalloy, we included
where each item could be found and how much it would cost. The materials that we selected are vital to the final
design. We had to choose materials that were cost effective and worth it for the recycling process to be adapted.
20
We also found materials that would enable us to achieve our process goals of maintaining steel quality, identifying
and separating the alloys, not producing off chemistry heats, reducing steel consumption, and reducing the cost.
7.2 List of Materials In order to visually see the individual materials used to produce our steel recycling process we created a table of the
list of materials (Table 9). The table allows the user to see exactly how much each part costs in relation to the total
price of the process. In addition, we created a table to list the contact information for sellers of the parts in order to
facilitate communication (Table 10).
Table 9. List of Materials Quantity Description Catalog # Vendor Total Cost
6 Stainless Steel Tray ArcelorMittal Self Made 6 Digital Scale, 200 g x
US Steel From Start to Finish. Claykisker, 2011. Youtube.
24
Appendix A. Customer’s Needs Statement Statement Need 1 Project Objective 2 Design a process to effectively recycle Advanced
High Strength (high alloy) Steel from the automotive market back into the basic oxygen furnace (BOF) steel production cycle.
Design a process to effectively recycle Advanced High Strength (high alloy) Steel from the automotive market back into the basic oxygen furnace (BOF) steel production cycle.
3 The first requirement is to not adversely affect steel quality, and the second is to utilize the alloys in the recycled steel to reduce the use and costs of new alloying elements.
not adversely affect steel quality
3b utilize the alloys in the recycled steel to reduce the use and costs of new alloying elements
4 Project Partner 5 ArcelorMittal is the leader in all major global steel
markets, including automotive, construction, household appliances, and packaging.
Maintain their competitive lead in the steel markets.
6 It is the world’s largest and most global steel company by both revenue and production, with over 285,000 employees in 60 countries.
7 ArcelorMittal automotive steels have outstanding properties during use and cover the full range of metallurgical families, coatings, and surface treatments.
Maintain outstanding properties that cover the full range of metallurgical families, coatings, and surface treatments
8 ArcelorMittal has a recognized global technological edge in galvanized steels for exposed parts and coated steels for hot stamping.
Maintain technological edge in galvanized steels for exposed parts and coated steels for hot stamping
9 Striking an optimum balance between mass savings and formability, its wide range of products is available throughout the world and is supplemented by services and solutions provided by the Automotive Group’s international network of wholly‐owned and associated processing centers, welded blank production units, and drawing partners.
Find balance between mass savings and strength
10 Project Background 11 Striking an optimum balance between mass savings
and formability, its wide range of products is available throughout the world and is supplemented by services and solutions provided by the Automotive Group’s international network of wholly‐owned and associated processing centers, welded blank production units, and drawing partners.
12 Steel is one of the most common materials used by modern societies.
13 As with most of the finite resources we utilize, our industries that use iron and steel initially developed a linear production cycle (see figure below, from www.storyofstuff.org), often referred to as “Cradle‐to‐grave.”
14 Given that iron is seemingly abundant in the Earth, it was common for steel to be disposed of like everything else: in a landfill.
15 Imagine then that, in this project, we are contributing to taking the linear cradle‐to‐grave process and
Develop a cradle to cradle process for steel recycling
25
making it a cyclical “cradle‐to‐cradle” process. 16 By recycling most of our materials over and over
again, we greatly reduce the strain on resources and on waste disposal.
Recycle materials over and over
17 For the greatest impact, this must be combined with lowering growth in consumption, eventually reaching a steady‐state or even shrinking consumption.
Reduce the growth in steel consumption
18 Use of recycled steel has been a part of the steel industry since its beginnings, with major efforts made in wartimes when resources were scarce.
19 However despite the long history of some amount of steel recycling, currently only about 30% of total new steel is recycled content.
Increase the amount of steel recycling
20 This scrap steel used in the recycling process comes from internal sources in the form of sheets; bundles (baled large sheets); clips and slitter (narrow ends or sides of sheets) and broken slabs; and external sources such as plate and structural steel from demolished construction material and shred, which is mainly automobiles and trucks that have been torn apart and then shredded.
The recycling process must identify and handle the steel in any form.
21 As more alloys have been added to advance the properties of steel, these alloys have become part of the scrap stream as well.
Develop a process for identifying these steels and segregating them from the others.
22 Cars with advanced high strength (high alloy) steels are just beginning to emerge in the scrap stream, causing higher residuals (unwanted alloys) in steel producing.
Develop a process of recycling AHSS before it becomes a problem with off chemistry
23 Project Information and Requirements 24 Advanced high strength steel (AHSS) can be found in
the body of modern automobiles.
25 This allows for a light weight yet very durable frame. Maintain light weight yet very durable frame 26 Steel consists mostly of iron, but includes alloying
material in smaller quantities depending on properties of interest.
Develop a process to identify the alloying materials.
27 One variety of AHSS has the following composition of alloys, in weight percentage: C 0.17% Cr 0.2% Cb 0.02% Mn 1.5% Al 1.2%
28 There are two main reasons to separate this high alloyed steel from the normal scrap cycle:
29 1. To not cause off‐chemistry steel Do not cause off‐chemistry heats 30 2. To decrease alloy costs Decrease alloy costs 31 Number 1 is a requirement for this project, number 2
is a bonus.
32 Decreasing cost is always desired, but not required for an effective steelmaking process.
33 Do Not Cause Off‐Chemistry Heats 34 The first problem of heightening residuals in the steel
is having an off‐chemistry heat (“batch” during the steel production) from alloys in the scrap. This must be avoided.
Reduce off-chemistry heats.
35 Requirements for this objective are to develop a system for separating out the highest alloyed steel from the automotive scrap, keeping it separate
develop a system for separating out the highest alloyed steel from the automotive scrap
26
throughout the scrap cycle, and stating how much of this type of scrap can be added to a heat of standard low carbon aluminum killed (LCAK) steel (see additional information below) without causing an off chemistry, utilizing a heat size of 440,000 lb with up to 15% scrap charge.
36 Decrease Alloy Costs 37 If highly alloyed scrap is utilized properly it can be
used to increase the desired alloy content of the steel. This can only be done for elements which are not, or not fully, oxidized during the normal BOF steelmaking process. This is desired for cost reduction but not required.
Use alloy steels to reduce raw material costs
38 The requirement for this objective is to create a model to utilize the scrap during scrap charge for heats requiring alloy additions.
create a model to utilize the alloy scrap and reduce raw material
39 Use chemistries for a heat of AHSS and line pipe (see additional information) to demonstrate the model.
Calculate the chemistries to utilize recycled AHSS
40 Include the weight of pure alloy that will be needed in addition to what is coming from scrap.
Calculate the amount of weight of pure alloy needed and pig iron
41 Additional Information 42 Chemistry of Low Carbon Aluminum Killed (LCAK)
Steel (in weight percentage) C 0.04% Cr 0.1% max Cb 0.004% max Mn 0.2% Al 0.04%
43 Chemistry of Line Pipe (in weight percentage) C 0.05% Cr 0.1% max Cb 0.003% Mn 1.5% Al 0.04%
44 Key Deliverables 45 Technical report on Web Publish your report on the web 46 The format for the first page of your website will be
given to you and all requested material must be provided
47 Project description 48 CAD drawings detailing the design solution(s) Create a SolidWorks model of your design solution 49 Systems diagram Include a systems diagram 50 Prototype/model of system Include a prototype and a CAD model of the system 51 Complete list of design concepts Publish your complete list of design concepts. Appendix B. Interview With Greg Keyser, Ford Dealership Owner
Hi Mr. Keyser!
I know I haven't seen you in years, but this is Katherine Morgan, Dave's
daughter. I'm in an engineering design class this semester and we have to
design a process that can recycle Advanced High Strength Steel from the
automotive market back into basic oxygen furnace steel production. I have
27
been researching different aspects of the project to use as background
information, but I also have to contact automotive companies to find their
opinions and other facts. I know you don't specifically make the cars, but I
assume you know a good deal of information about the manufacturing process.
I have a few questions, please try to answer them but the answers do not
have to be lengthy at all. Thank you!
1. What is the standard procedure if someone brings a "dead" car (one that
cannot be fixed in anyway) into your lot?
2. Depending upon that answer, if you ship the car to a salvage lot, do they
recycle any parts of the car?
3. Do you try to recycle pieces of the vehicle before shipping it?
4. Does each part in the car have instructions for recycling in case a
customer decided to redesign the internal or external car parts?
5.What impact does the type of steel have on the overall price of the car?
6. What type of steel or other metals within the steel are used for the car?
Does Ford have a preference?
7. What properties of the steel are specifically wanted or preferred?
8. Please rate these items according to importance (1 being most important
and 5 being least important): durability, eco-friendliness, strength/power,
efficiency, physical appearance, and size/weight.
9. If you know any other information that you think may be able to help me,
please include it!
Thanks!
Katherine Morgan
28
Katherine, I hope all is going well.
Short and sweet
#1 we sell them to a junk yard.
#2 Junk yards are very regulated. They are required to remove all controlled
substance. I.e. Oil, antifreeze, gas, transmission fluid, tires and
batteries and dispose of them properly. They will then strip any part they
feel the can resale at a profit. Then they crush the vehicle and sell it to a
recycler.
#3 No
#4 No
#5 thru #7 ? No idea
#8 in order of importance durability, physical appearance, efficiency, eco
friendly, strength/power size/weight.
#9 alternatives to steel has been a big focus as we try to lose weight in
the vehicle without compromising safety in an attempt to meet future
government fuel standards.
I hope I helped some
Good Luck,
Greg
29
Appendix C. AHP Pairwise Comparison Chart to Determine Weighting For Comparison of Subcategories I. Maintaining Steel Quality