ingredienti chiave: leghe in pasta, dosatori e relative
pistole e macchine automatiche. Tutto ciò con lo
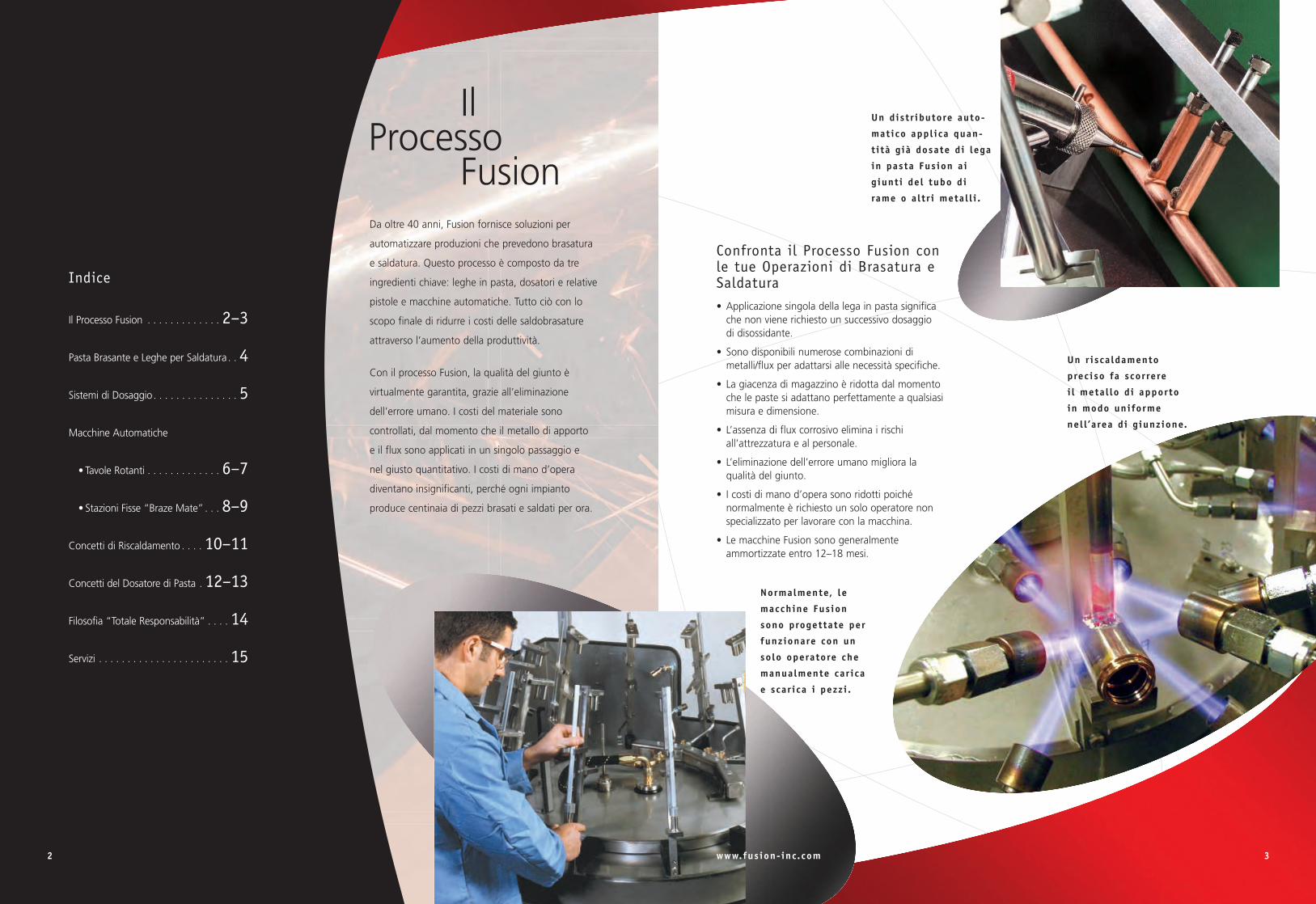
scopo finale di ridurre i costi delle saldobrasature
attraverso l’aumento della produttività.
Con il processo Fusion, la qualità del giunto è
virtualmente garantita, grazie all’eliminazione
dell’errore umano. I costi del materiale sono
controllati, dal momento che il metallo di apporto
e il flux sono applicati in un singolo passaggio e
nel giusto quantitativo. I costi di mano d’opera
diventano insignificanti, perché ogni impianto
produce centinaia di pezzi brasati e saldati per ora.
Confronta il Processo Fusion conle tue Operazioni di Brasatura eSaldatura• Applicazione singola della lega in pasta significa
che non viene richiesto un successivo dosaggio di disossidante.
• Sono disponibili numerose combinazioni dimetalli/flux per adattarsi alle necessità specifiche.
• La giacenza di magazzino è ridotta dal momentoche le paste si adattano perfettamente a qualsiasimisura e dimensione.
• L’assenza di flux corrosivo elimina i rischiall’attrezzatura e al personale.
• L’eliminazione dell’errore umano migliora laqualità del giunto.
• I costi di mano d’opera sono ridotti poichénormalmente è richiesto un solo operatore nonspecializzato per lavorare con la macchina.
• Le macchine Fusion sono generalmenteammortizzate entro 12–18 mesi.
Le leghe in pasta Fusion possiedono tutti gli ingredi-enti per una brasatura forte, senza vuoti o per lasaldatura del giunto in un solo deposito. Il metallodi apporto finemente atomizzato, un flux appropria-to e un legante neutro sono uniti in una miscelaomogenea. Con il calore, il flux liquido è rilasciato
per primo, seguito dal metallo, che fonde e pene-tra nell’area del giunto. Permettendo il
dosaggio automatico e misurato ed eli-minando l’applicazione del flux in un
secondo tempo, le leghe in pastaoffrono l’optimum nella conve-nienza delle saldature, qualità esicurezza.
Ogni partita di pasta è testata eanalizzata per assicurare sia lo
standard Fusion che le vostre speci-fiche. I nostri servizi tecnici ed il
dipartimento di ricerca e sviluppo pos-sono modificare le esistenti composizioni e
sviluppare nuovi prodotti a richiesta del cliente.
Stagno/piombo
Stagno/argento
Stagno esente piombo
Argento
Argento senzaCadmio
Rame
Rame / Fosforo
Alluminio
Nickel
Oro
Le Leghe Fusion Standardper Brasatura e SaldaturaComprendono la Seguente Gamma
54
Per un uso efficiente delle paste Fusion è indispens-abile il dosatore automatico Fusion, che fornisce unveloce, accurato, ripetibile deposito di pasta neigiunti di qualsiasi dimensione e forma. Comandatapneumaticamente ed elettricamente, la centralina dibase è corredata da una pistola e da un serbatoio.La pasta depositata nel serbatoio pressurizzato arrivaalla pistola attraverso un ugello e può essere deposi-tata sui particolari in piccoli punti o strisce continue.
Normalmente, un sistema pneumatico mette inposizione la pistola vicino al pezzo, poi si ritrae dopol’applicazione della pasta. Una fotocellula percepisceogni pezzo fissato in maniera appropriata e assicurache la pistola agisca solo quando la pasta è richiesta.Il dosatore può controllare una o più pistole, e puòessere usato manualmente o essere integrato in unamacchina automatica attraverso il PLC. (Vedi lepagine 12–13 )
La pistola deposita la
pasta Fusion nel l ’a rea
del g iunto.
Metal loD ’apporto
LeganteNeutro
Disossidante -F lux
La pistola manuale del
dosatore dist r ibuisce
uno o più punti o
str isce di pasta .
Modello610 Il modello 610 èstato progettato perdistribuire piccoli depositidi leghe in pasta. Un sistema elet-tro-pneumatico ad impulsi o continuo fa fuoriuscire la pastatramite siringhe o cartucce. Il controllo manuale della forma,volume e quantitativo dei depositi viene effettuato dall’operatoreper mezzo di un timer e del regolatore di pressione della pasta.Dimensioni: 75mm H x 270mm W x 180mm D
Leghe inPasta
Per specif iche sul model lo
601 e 710 s i to web:
www.fusion-inc.com
I Sistemi diDosaggio
Dosatore Modello 710Progettato per l’uso su grossi volumi, il modello 710 comandauna o più pistole Fusion serie FE. Controllo del tempo dellapressione regolabile, attacco rapido del tubo flessibile e sceltadi interruttore di fine corsa o di pedale di comando.Dimensioni: 375mm H x 146mm W x 76mm D *
(Nota: il serbatoio, il supporto e la pistola sono venduti separatamente.)
www.fusion-inc.com
Metal lo D ’apporto L’atomizzazione con gas inerte produce metal l i
d ’apporto legat i esattamente come definito
dagl i standard per composiz ione, gamma di
fusione e compatibi l i tà con i metal l i d i base
che devono essere unit i . In generale, i metal l i
d i apporto Fusion s i adattano a tutt i g l i s tan-
dard accettat i dal l ’ industr ia .
Disossidante - F luxProgettato per r imuovere e prevenire la r i for-
mazione sul le superf ic i d i ossidi durante i l r isca l -
damento. I l t ipo e la quantità sono attentamente
combinati a l la specif ica lavorazione, ass icurando
giunti s icur i con minimo residuo di f lux.
Legante NeutroIl legante contiene i l f lux e i l metal lo di apporto in
una sospensione stabi le ; previene l ’ interazione t ra
metal lo e f lux. La consistenza control lata ass icura
appl icazioni pr ive di er ror i e mantiene la lega in
pasta local izzata nel l ’a rea di g iunzione.
7w w w. f u s i o n - i n c . c o m6
Macchine Auto matiche
Caratteristiche Standard• Struttura saldata costruita in tubi con parete di acciaio della
dimensione di 10,16x10,16x0,64 cm con una lamina superioreBlanchard spessa 1,92 cm di pollice
• La struttura della macchina verniciata con resine speciali• La struttura della macchina ha gambe regolabili per una facile
regolazione in altezza, più piedi di livellazione per poter effettuareaccurate regolazioni.
• La stazione dell’operatore con interfaccia PLC fa si che i cambiamentidel pezzo siano veloci e facili. L’impianto è dotato di sistema diautodiagnostica per la localizzazione dei guasti.
• I collettori di calore sono rivestiti.• Flussometro gas e manometro del collettore per verificare i processi di
messa a punto.• Timer della valvola per il raffreddamento aria e acqua regolabile attraverso
l’interfaccia dell’operatore.• Valvole ad ago installate in tutte le uscite di raffreddamento dell’aria e acqua.• Valvole gas individuali sono installate per ogni bruciatore per permettere la
regolazione individuale del flusso, o per spegnere/accendere i bruciatori aseconda dei pezzi che devono essere lavorati.
• La tubazione di acciaio inossidabile usata per il modello di bruciatore forniscerigidità.
• Tutti i collegamenti di utilità sono sistemati assieme.• Le tubazioni dei gas, aria e acqua sono codificate con un colore.• Valvola di scarico dell’aria con blocco per il rifornimento principale dell’aria.• Disconnessione del pannello elettrico bloccabile• L’impianto di riscaldamento alto/basso conserva il combustibile posizionando
l’interruttore sulla parte inferiore quando i particolari non sono caricati• Valvole d’isolamento installate sulle linee di entrata dell’aria e rifornimento
combustibile• Placcatura di alluminio spessa 1,92 cm • Copertura di lamina in acciaio inox• Raccoglitore acqua in acciaio inox• Interruttori di sicurezza della pressione sul sistema di riscaldamento rivelano la
bassa pressione del gas, l’alta pressione del gas e la bassa pressione dell’aria.• Interruttori installati su posizioni estese o retratte su tutti gli scorrimenti.• Regolatori di flusso installati su tutti i cilindri e gli scorrimenti• Valvole di scarico dell’aria installate su tutti gli scorrimenti per assistere i
fissaggi e le regolazioni• Serbatoi di pasta forniti di fissaggio con coperchi a veloce rilascio• Pistole dosatrici controllate attraverso il PLC per permettere la regolazione
della pasta attraverso le caratteristiche del PLC• Pulsante manuale di espulsione della pasta fornito con ogni pistola• 1 pistola di ricambio fornita per ogni pistola dosatrice utilizzata• Assistenza gratuita di pistole se si utilizzano prodotti Fusion• PLC Allen-Bradley* SLC 5/02 con interfaccia operatore DTAM• Controllo voltaggio 24 V DC• Attacco rapido sugli interruttori, interruttori di pressione, e valvole
elettromagnetiche per una manutenzione semplice e veloce.*(Processori alternativi sono fornibili su richiesta)
Le macchine Fusion
sono costruite con
CERTIFICAZIONI CE.
L’ impianto t rasporta i pezzi
a l l ’appl icazione del la pasta
e quindi a i c ic l i d i r isca lda-
mento e raff reddamento.
Costruita su richiesta per le vostre applicazioni, lamacchina Fusion Rotary Index 200 è largamenteusata per brasature automatiche e applicazioni disaldatura per grossi volumi. La sequenza tipica della macchina inizia con il caricamento manuale o automatico dei pezzi nella struttura costruita inacciaio inossidabile. Girando in senso orario, la pastaviene applicata sui particolari da una o più pistoledosatrici automatiche. Queste pistole, montate suautomatismi pneumatici, applicano un quantitativopre-misurato di lega in pasta su ogni giunto.
Dopo l’applicazione della pasta, i pezzi si spostano dinuovo attraverso una serie di bruciatori di gas naturali/aria. I bruciatori progressivamente scaldano le partiassemblate alla temperatura di liquefazione delmetallo di apporto. Successivamente al riscaldamento,i pezzi si spostano attraverso una serie di stazioni diraffreddamento. Sia aria che acqua vengono usateper solidificare la lega e portare il pezzo e l’apparec-chiatura alla temperatura ambiente. Il pezzo finito èpoi espulso manualmente o automaticamente.
Sebbene la maggior parte delle macchine Fusionutilizzino il riscaldamento a fiamma possono essereusate sorgenti di calore alternativo. ( vedi a pag.11).
Stazione Della Macchina Brasante.Assemblaggio: tre tubi di alluminio (3003) e raccordoin alluminio (6061).
Metallo di apporto: Fusion NPA-1070-400, metallod’apporto alluminio/silicio, flux corrosivo.
Tasso di produzione: 300 pezzi per ora, un operatore.
Stazione Della Macchina per Saldatura.Assemblaggio: piastra di chiusura in due pezzi di ottone
Metallo di apporto della pasta : Fusion PAD-165-852,bassa temperatura di saldatura, flux intermedio.
Tasso di produzione: 450 pezzi per ora, un operatore.
Rotary Index 100La ROTARY INDEX 100 Fusion è una versionein scala più piccola della Rotary 200. Compattadi solo 91,5 W x 122 D cm, questa macchina éideale per assemblaggi relativamente piccoli.
Sequenza dell’ operazione:• L’operatore carica la parte assemblata in
un’apparecchiatura in acciaio inossidabile.• Il quantitativo di lega in pasta é applicato
automaticamente (o manualmente) sull’areadel giunto.
• L’assemblaggio passa attraverso una serie distazioni di riscaldamento gas/aria naturale.
• L’aria compressa ed acqua raffreddano sia ilpezzo che l’apparecchiatura per uno scaricosicuro dell’operatore.
Dimensioni: 91,5 W x 122 D x 96,5 cm carico inaltezza.
Stazioni: 6 o 8.
Tasso di produzione: 100-200 pezzi per ora.
Rotary Index 200Dimensions: 122x122, 183x183 o 203x203 cm
Stazioni: 8–24.
Produzione: 300–1200 pezzi per ora
CaratteristicheStandard dei Braze
Mate 100/150/200•La stazione dell’operatore con interfaccia PLC fa
si che i cambiamenti del pezzo siano veloci e facilimentre fornisce la diagnostica delle macchina per una
veloce localizzazione dei guasti.• La disconnessone veloce dei collettori non richiede il cambio
di utensili rendendo la sostituzione delle parti veloce e facile.• I collettori di calore sono rivestiti • La posizione del collettore completamente regolabile fa si
che la macchina sia configurabile per diverse applicazioni.• Flussometro di gas e manometro del collettore per verificare
i processi di messa a punto.• Temporizzazione di calore, aria di raffreddamento e acqua
regolabili attraverso l’interfaccia dell’operatore.• Valvole ad ago sono installate in tutte le uscite di raffredda-
mento dell’aria e acqua.• Valvole del gas individuali sono installate per ogni brucia-
tore per permettere la regolazione individuale del flusso, oper spegnere/accendere i bruciatori a seconda dei pezzi chedevono essere lavorati.
• La tubazione di acciaio inossidabile usata per il modello dibruciatore fornisce rigidità.
• I sipari forniscono sicurezza, stabilità, e protezione dallecorrenti d’aria.
• Finestre in policarbonato permettono una buona visibilità.• Un indicatore a due interruttori di sicurezza assicurano
l’operatore che la macchina sia staccata.• I ripari sono incernierati per una facile manutenzione.• I collegamenti di utilità sono sistemati assieme.• Le tubazioni del gas,aria e acqua sono codificate con un colore.• Valvola di scarico dell’aria con blocco per il rifornimento
principale dell’aria.• L’impianto di riscaldamento alto/basso conserva il combustibile
posizionando l’interruttore sulla parte inferiore tra i cicli.• Valvole d’isolamento installate sulle linee di entrata dell’aria e
rifornimento combustibile.• La slitta riscaldante oscillante con una corsa regolabile
distribuisce il calore da una parte all’altra dell’area di giunzionein modo regolare.
• Raccoglitore acqua in acciaio inox.• Porta d’accesso per regolazioni del sistema di riscaldamento.• Interruttori di sicurezza a pressione sul sistema di riscaldamento
rivelano la bassa pressione del gas, l’alta pressione del gas e labassa pressione dell’aria.
• Controllo voltaggio 24 V DC.• Attacco rapido sugli interruttori di pressione, e valvole elettromag-
netiche per una manutenzione semplice e veloce.• Piedini di appogsio regolabili.
98
Stazio ne Fissa “Braze Mate”
w w w. f u s i o n - i n c . c o m
Braze Mate 100—Stazione SingolaLa Braze Mate 100 é la macchina per brasatura esaldatura ideale per un basso volume di lavorazioni o passate brevi di diversi tipi di pezzi. L’apporto dicalore con una corsa adattabile oscilla attraverso il ciclo temporizzato per eliminare “punti caldi”nell’area di assemblaggio del giunto.
Sequenza dell’ operazione:• L’operatore carica la parte assemblata in
un’apparecchiatura in acciaio inossidabile.• La pasta è applicata ( manualmente o con una slitta
)con una pistola dosatrice automatica.• Premere il l pulsante Doppio, zero-pressione per
attivare in automatico il ciclo di riscaldamento/raf-freddamento gas/aria.
• I pezzi assemblati sono scaricati dall’operatore.
Dimensions: 91,5 W x122 D x 86,4 cm carico in altezza.*
*Braze Mate 150 opera nello stesso modo del modello 100, tuttavia , é 183 W x142 D cm per adattarsi ad assemblaggi più larghi e multipli.
Tasso di produzione: 60 pezzi per ora.
Braze Mate 200—Stazione DoppiaIl Braze mate 200 ha, stazioni di calore doppie con-trollate indipendentemente, così diversi assemblaggipossono essere brasati o saldati simultaneamente.Questa macchina é ideale per gruppi di giunti multipli.
La sequenza dell’operazione é quasi identica a quelladel Braze Mate 100.
Dimensioni: 183 W x 142 D x 86 cm carico in altezza.
Tre modalità del dosatore di pasta 1. Completamente automatico, slitta montata
stazione interna.2. Semi-automatica, posizione fissa, stazione chiusa.3. Manuale, automatica, stazione interna.
Tasso di produzione:120 pezzi per ora.
Caratter ist ica del le
doppie stazioni di
ca lore, control lo
indipendente e control-
lo del la f iamma alta/
bassa per r isparmiare
i l combustibi le.
Bruciator i osci l lant i
dist r ibuiscono calore
uniformemente da una
parte a l l ’a l t ra del l ’a rea
del g iunto; ar ia tempo-
r izzata e la sequenza
del l ’acqua raff reddano i l
pezzo e l ’apparecchiatura
per uno scar ico
s icuro.
11
Un importante aspetto delle macchine Fusionper brasatura e saldatura é il loro controllopreciso sulle funzioni di riscaldamento. Il gasnaturale é la scelta più comune di com-bustibile, con aria compressa per promuoverela combustione. Possono essere usati anchepropano, metano, o combustibili ad alta ener-gia simili. Dove é richiesto un calore più inten-so, l’ossigeno può sostituire l’aria compressa.
Un attento collocamento dei bruciatori digas/aria assicura buone giunture portando allostesso tempo ogni parte dell’assemblaggio allatemperatura ideale—anche quando devonoessere uniti pezzi con diverse masse. Ulterioreperfezionamento del pezzo è il modo in cui èdistribuito il metallo di apporto fuso, sia man-tenendolo localizzato per riempire uno spaziooppure sistemandolo in maniera coassiale perpenetrare in profondità nelle aree ristrette. Aseconda della lavorazione, Fusion impiega unalarga varietà di metodi di riscaldamento.
Concetti di Riscaldamento
10 w w w. f u s i o n - i n c . c o m
Bruciator i ar i/gas
posiz ionati su giunti
di va lvole di rame
e ottone.
I l ca lore del la miscela
gas/ossigeno porta
la g iuntura del perno
a 782°C temperatura
l iquefazione del
metal lo d ’apporto.
T ipo radiante, i l
r isca ldamento a
gas/ar ia fornisce un
largo campo d ’appl i -
cazione uniforme,
ideale per giunti
mult ipl i e ravvic inat i .
Con i l robot monoasse
si ott iene la massima
flessibi l i tà di r isca lda-
mento. Le posiz ioni dei
bruciator i possono
essere faci lmente cam-
biate selezionando i l
“menu” memorizzato
sul PLC e l ’ interfaccia
del pannel lo .
Local izzazione rapida
del ca lore ottenuto ad
induzione per lavorazioni
dove è impossibi le
ut i l izzare la f iamma.
euro/m
us/g1312
I Concetti del Dosatore
di Pasta
Dosatori satellite di pastaDosatori satellite di pasta satellite sono studiati percompletare una risorsa di calore esistente, come ilforno o induzione. Queste unità verticali libereapplicano depositi di pasta sui componenti singoli,multipli o circolari. Il ciclo é automatico, con unoperatore che rimuove la parte su cui si é depositatala pasta, aggiungendo altri componenti, e caricandosulla risorsa di calore adiacente.
16A
w w w. f u s i o n - i n c . c o m
Come si é notato precedemente, un’importantecaratteristica delle leghe in pasta della Fusion é laloro adattabilità alle diverse configurazioni dei giun-ti. In gran parte dei casi, un singolo punto di pastaé applicato all’area del giunto per la distribuzionedurante il riscaldamento tramite forze naturali diattrazione capillare. Particolari più complessi pos-sono richiedere diversi punti, una striscia, o unacomplicata combinazione di entrambi prima che leparti siano caricate per la brasatura primaria o sullamacchina per saldatura.
I l s istema di dosaggio
del la pasta a doppia
stazione ut i l izza sem-
pl ic i congegni per
appl icare deposit i in
str isce a 360° a compo-
nenti in ottone con una
produzione di 300 pezzi
per ora .
I l s istema compatto
appl ica 6 deposit i d i
pasta in rame s imul-
taneamente sul part ico-
lare in acc ia io. Dopo
l ’appl icazione del la
pasta, l ’operatore carica
sul nastro del forno
400 pezzi per ora .
I l robot appl ica la lega in
pasta nickel in maniera
accurata intorno a l fasc io
di 37 tubi .
I l robot monoasse guida la
pistola nel la dist r ibuzione
del la lega in pasta ai g iun-
t i del tubo.
Robot MonoassePer lavorazioni con giunti multipli— spaziati ad intervalli diversi sullo stesso asse— le pistole Fusion possono essere montate al robotmonoasse. Il dispositivo servo-guidato comanda lapistola attraverso l’intera lunghezza del compo-nente, depositando la pasta nei punti programmati.Il “menu”, situato nel PLC, di facile accesso per ilcambio tra un numero virtualmente illimitato di tipi. Il Robot Multi-asse
Per tipi di giunto intricati e complessi, Il dosatore apistola della Fusion può essere montato su un robotmulti-asse. Il campione di pasta é programmabile per adattarsi ai cambi di design di prodotti futuri. Il robot è capace di immagazzinare 99 diversi pro-grammi. Le caratteristiche di sicurezza su questosistema includono slitte, protezioni in policarbonatosu tre lati con interruttori interlock, e piccole tendinecon funzione E-stop.
w w w. f u s i o n - i n c . c o m
Quartier Generale: Willoughby, Ohio.Localizzato a est di Cleveland, questo stabili-mento di 25.000 mq è la sede degli ufficicentrali, degli uffici vendita e della DivisioneMacchine. Inoltre, in questa stessa sede, ilservizio tecnico Fusion mantiene laboratorifornendo costanti informazioni sugli aspettichimici e metallurgici dell’unione di metalli. Le applicazioni dei nuovi clienti sono sotto lasupervisione si un team di progettazioneprofessionale che coordina queste risorse a Vs. beneficio.
Willoughby Stabilimento 2: 23.000 mq dedi-cati esclusivamente alla produzione di leghe in pasta. Il servizio comprende una strutturamoderna dove i metalli puri sono legati eatomizzati in una grande varietà di metalli di apporto. Queste polveri sono mescolate con formulazioni chimiche per ottenere leproprietà e l’alta qualità Fusion conosciuta intutto il mondo.
Fusion Automation Inc: consociata con sedead Harlow, Inghilterra con capacità di pro-duzione di polveri e pasta. Coordinano unagrande rete di distributori che portano le leghedi pasta Fusion, i dosatori e le macchine aiproduttori di parti meccaniche in tutto ilmondo.
Fusion è impegnata a fornire la migliorequalità e servizio nel campo della brasatura e saldatura Contattateci oggi e condurremoun’analisi non impegnativa delle vostreoperazioni correnti.
Stabilimenti
Filosofia Della“Responsabilità
Totale“ Stabi l imento 2
di Wi l loughby
Fusion Automation—Inghi l terra
Quart ier
Generale
15
L’evidente compatibilità delle leghe in pasta el’automatismo hanno suggerito la formazione dellaDivisione Macchinari Fusion più di 40 anni fa. Oggi,questo gruppo competente si dedica alla proget-tazione e alla produzione di attrezzature perbrasatura e saldatura. Per tutto questo tempo, a linea guida principale di Fusion é stata la suafilosofia di “Totale responsabilità”. Con questa idea,Fusion provvede a tutto ciò che é necessario perautomatizzare con successo le operazioni di giun-zione dei metalli—dalle leghe in pasta ai dosatori e alle macchine automatiche—e garantisce chefunzionino sulle applicazioni.
Per lavorazioni con requisiti particolari, conduciamoregolari programmi di test di fattibilità. Tipicamente,una macchina di laboratorio é equipaggiata con unutensile prototipo per i vostri assemblaggi.Importanti relazioni tra l’applicazione della lega in pasta, stazione di riscaldamento e raffre-ddamento sono osservate seguendo le condi-zioni di produzione attuale. I dati relativi all’andamento e ai risultati sono verificati tramite prime esperienze. Campioni rappresentativivengono prodotti per i test. Basate sulle vostreinformazioni, le rifiniture sono effettuate fino a che il processo e l’attrezzatura proposta soddisfinola produzione standard più richiesta.
Con i dati ottenuti dallo studio di fattibilità, vienepoi costruita la macchina automatica. Un ingegneredel ramo servizi della Fusion , poi installa la macchi-na nel vostro stabilimento e istruisce il vostro per-sonale sul suo funzionamento. Servizio diretto dallafabbrica e di addestramento del personale sonodisponibili per le necessità successive, così come una
continua assistenza del Vs. rappresentanteFusion per assicurare il funzionamento
corretto negli anni successivi. Il risultato:Responsabilità Totale per le Vs. oper-azioni di brasatura o saldatura da unasingola fonte affidabile.





















![PEUGEOT PARTNER L1, PARTNER L2 [2008+] CITROEN … · E’ assolutamente proibito effettuare qualsiasi tipo di modifica (fori addizionali, saldatura di componenti aggiuntivi, rimozione](https://static.documents.pub/doc/80x56/5c689ad609d3f206678bba3b/peugeot-partner-l1-partner-l2-2008-citroen-e-assolutamente-proibito-effettuare.jpg)


