Page 1
1© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
“Back to basics: The power of POOGI”
THE IMPORTANCE OF POOGI FOR SUSTAINING A SUCCESSFUL VIABLE VISION
IMPLEMENTATION
Presented By: Julio Fiallos – Erica FondevilaDate: 10/06/2014
Page 2
2© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
“20% of the operational improvements, in any TOC implementation, are obtained from the application of the
logistics solutions (S-DBR, BM, etc.), but 80% are generated as a result of the correct application of POOGI”.
Dr. Eli Goldratt, 07-sep-2009
Now and into the Future event, Guayaquil, Ecuador
Page 3
3© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
Presentation Outline
1. Background
2. Strategics and Tactics Tree
3. What to change?
4. POOGI Process
5. Development of POOGI
6. Ramifications of POOGI
7. Road Runner Rule on Plant
8. Cultural Change
9. Overall Results
Page 4
4© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
Background
• This plant manufactures car batteries in Guayaquil – Ecuador.
•The Viable Vision implementation begun in 2010.
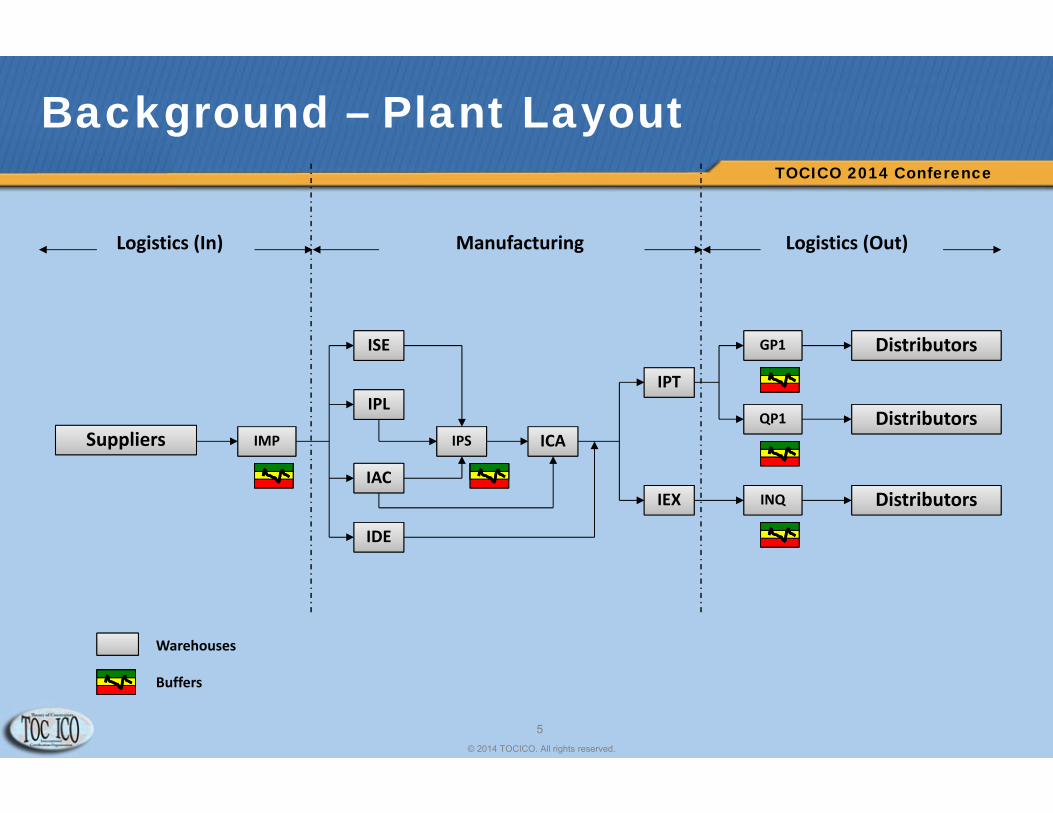
• When S-DBR was implemented, for practical purposes, the plantwas decoupled into three virtual plants, every one with its ownbottle-neck.
• The bottle-neck is constantly jumping between CHARGE andASSEMBLY, so the POOGI is focused and subordinated to thesetwo areas.
Page 5
5© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
Suppliers IMP
IPL
IAC
IDE
ISE
IPS ICA
IPT
IEX INQ
GP1
QP1
Distributors
Distributors
Distributors
Warehouses
Buffers
Manufacturing Logistics (Out)Logistics (In)
Background – Plant Layout
Page 6
6© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
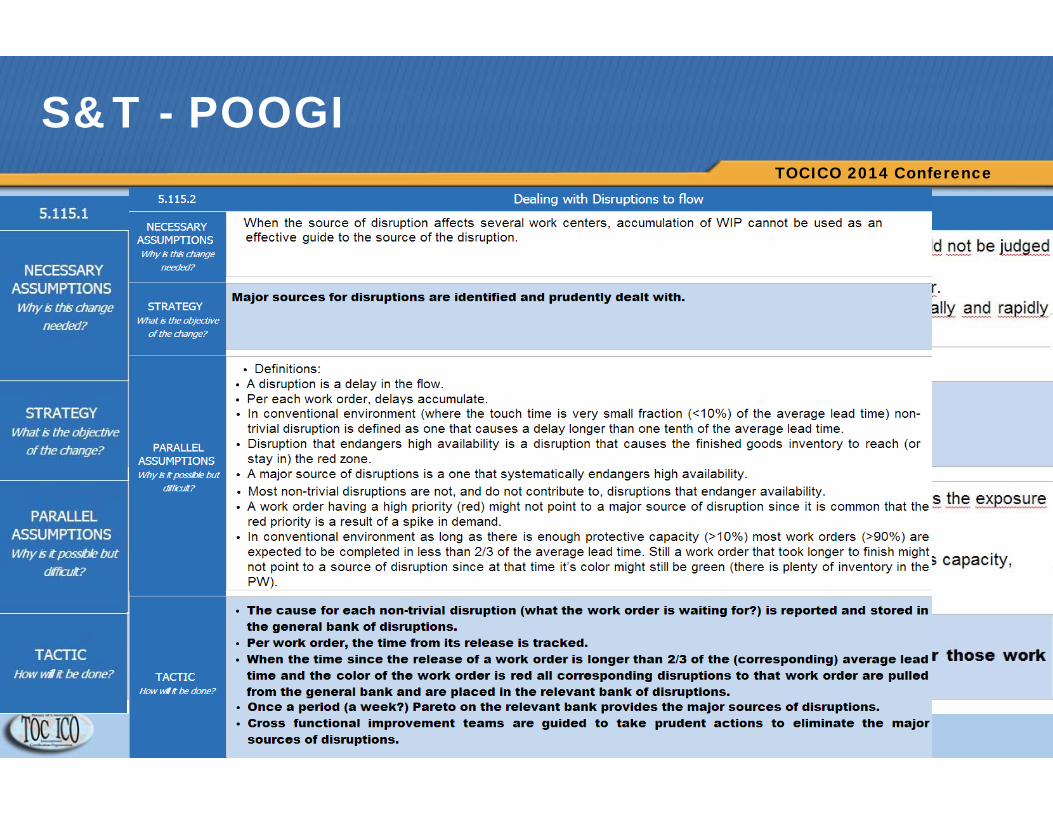
S&T - POOGI
Page 7
7© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
S&T - POOGI
Page 8
8© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
What to change?
When surplus inventory does not populate the queues, any improvement in flow,
translates into shorter replenishment time.
WE WANT TO INCREASE SALES LOCALLY AND
INTERNATIONALLY
Page 9
9© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
What to change?
Some of the UDEs…
• Bottleneck is constantly jumping between assembly and charge
• We have very little protective capacity
• There are violations to the priority system to maintain stock volumes
•Minimum replenishment batches are too small
• We need to keep high levels of stocks on plant to protect from the competition’s introduction in the market
•Priorities are not aligned to market needs
Page 10
10© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
What to change?
More UDEs…
• There is not enough labor
• Hiring procedures for labor take too long
• Working procedures are not documented
• Long production times in COs
Page 11
11© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
POOGI Process
The process is based on the five focusing steps:
1. IDENTIFY the system’s constraint: Charge or Assembly
2. Decide how to EXPLOIT the system’s constraint. From 5 to 10 the improvement projects for charge or assembly according to flow disruptions shown on Symphony’s Pareto:
- Brainstorming: Validate the system’s signals
- Prioritize: Each project have a color assigned
- Avoid multi-tasking: Only one project open per project leader
- Measure results
3. SUBORDINATE everything else to the above decisions.
4. ELEVATE the system’s constraint.
5. WARNING!!!!! Do not allow INERTIA to become the system’s constraint. When a constraint is broken, go back to Step 1.
Page 12
12© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
Development of POOGI
• Master POOGI is established as a priority subject onthe plant
• POOGI meetings take place every 15 days on theplant; as a result of this meeting document is generatedwere the improvement projects and/or actions aredescribed and then its results measured on the followingmeetings.
• Due to the effectiveness of POOGI, managementdecide to implement POOGI processes on theoperational levels in the plant.
Page 13
13© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
Development of POOGI - Pareto
Page 14
14© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
Ramifications of POOGI
• POOGI JUNIOR:− Use of the five focusing steps on the plant floor at SUPERVISORS level (middlemanagement). Improving initiatives come from supervisors. The frequency for thismeetings varies between one to two times per months, it depends on the progresson Master POOGI.
• BABY POOGI:− Use of the five focusing steps on the plant floor at OPERATIONAL level.Improving initiatives comes from operators which operates on the bottle-neck orfeeding areas (not yet implemented in plant, operators are being trained byattending POOGI Junior meetings)
• ROAD RUNNER RULE is known and most be followed be everyemployee; IMPROVING FLOW is the main priority on the plantfloor.
Page 15
15© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
Road Runner Rule on Plant
Objective: Focus the operation on maximizing flowBackground:
- The physical plant is divided into 4 virtual plants: Plates, Grids, Dry Batteries and FinishedBatteries.
- There’s only one productive process per plant, which is the plant’s CCR.
- An indicator that calculates the resources planned hours and their productivity was defined.
- The purpose is to maximize the production of units per hour on the planned working hours.
- To visualize the daily performance of each work center, the same color priority system ofTOC was established.
Dry Batteries Production12 ‐may 13 ‐may 14 ‐may 15 ‐may 16 ‐may 17 ‐may 18 ‐may TOTAL Average
Kraken 1,418 1,297 1,880 2,054 6,649 1,662Pulpo 940 689 174 1,803 601Cangrejo 282 540 294 568 1,684 421TOTAL 2,640 2,526 2,174 2,796 10,136 2,534
Production Program 9,329 8,016 5,001 5,380
Page 16
16© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
A Cultural Change…
• Change in priorities: flow vs. local efficiency
• Paradigm shift: an idle resource is not necessarily awaste.
• Investment decisions are made in terms of the impactin Throughput, Inventory and Operating Expenses.
• Always keep protective capacity
• Principle measures to determine clients performanceand action plans to improve their business: InventoryTurns, ROI, Over-stock levels and stock-outs
Page 17
17© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
Overall Results
0%
10%
20%
30%
40%
50%
60%
70%
0
5,000
10,000
15,000
20,000
25,000
30,000
Stock vs Stockouts - CD´s
Page 18
18© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
Overall Results
Page 19
19© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
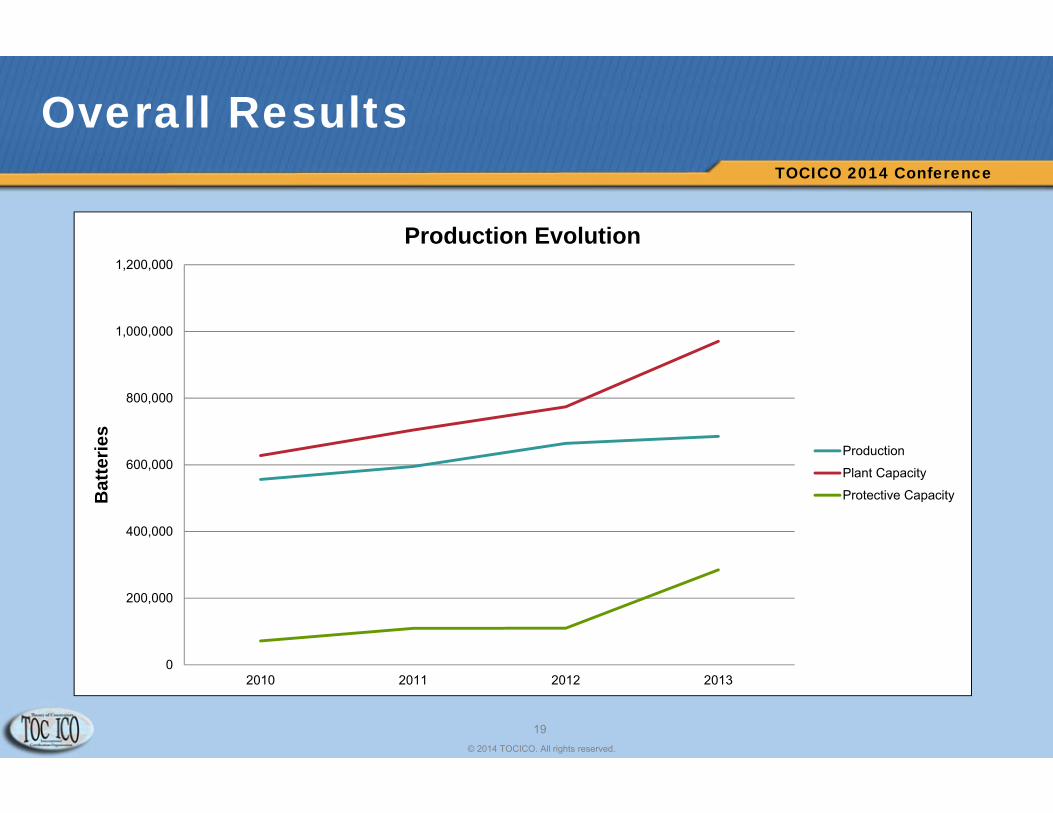
Overall Results
0
200,000
400,000
600,000
800,000
1,000,000
1,200,000
2010 2011 2012 2013
Bat
terie
s
Production Evolution
Production
Plant Capacity
Protective Capacity
Page 20
20© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
Overall Results
2010 2011 2012 2013
Production(Batteries per year)
556,084 594,965 664,229 685,507
Plant Capacity(batteries per month)
52,300 58,700 64,500 80,875
Protective Capacity(batteries per day)
2,200 2,640 2,931 3,676
Service Level 90% 95% 93% 98%
Page 21
21© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
Overall Results
Page 22
22© 2014 TOCICO. All rights reserved.
TOCICO 2014 Conference
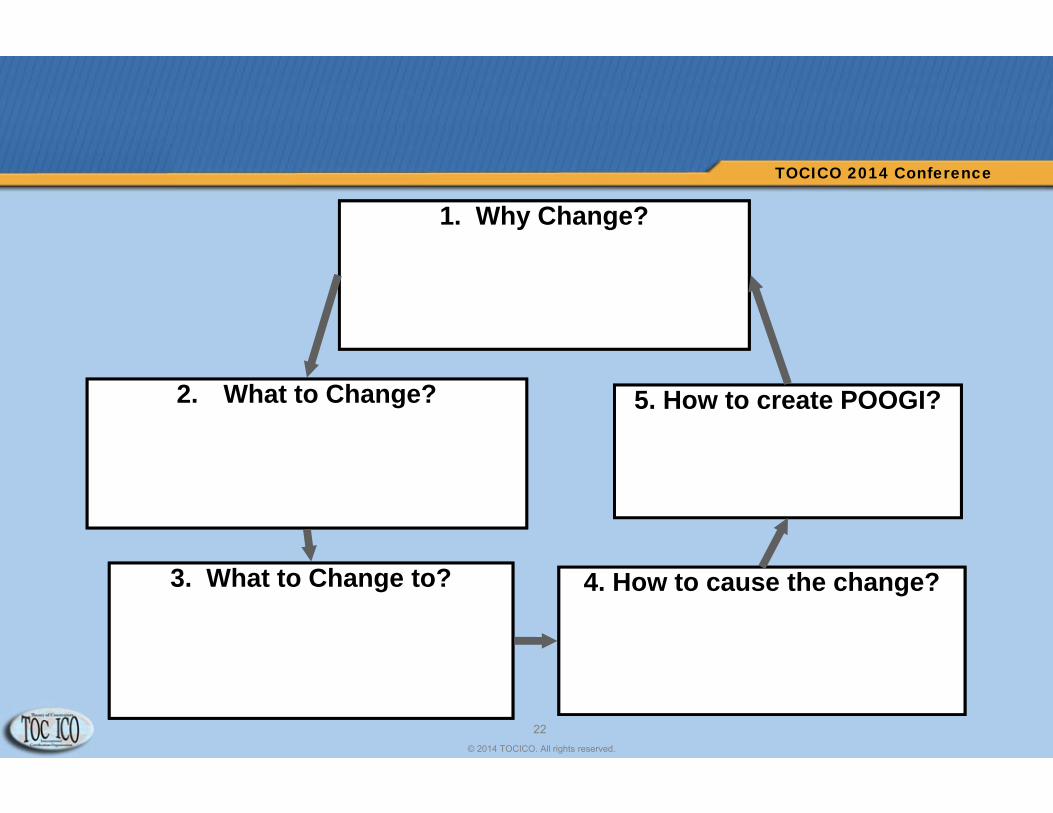
2. What to Change?
3. What to Change to? 4. How to cause the change?
5. How to create POOGI?
1. Why Change?