The solubility dependent bioavailability problem has become a major hurdle in drug development processes.Drug nanocrystals have been widely accepted by the pharmaceutical industry to improve thebioavailability of poorly water-soluble compounds. Top-down and bottom-up technologies are the twoprimary technical approaches of drug nanocrystal production. Though the top-down approach has beenhugely successful on the commercial front, it has some inherent drawbacks that necessitate the emergenceof alternate approaches. The bottom-up approach has not yet been established as a successfulcommercial technology. However, it has the potential to produce small size drug nanocrystals with lessenergy demanding processes. The bottom-up approach is commonly known as precipitation technique.It would be possible to stabilize particles at an early stage of precipitation and to generate drug nanocrystals.In the first part of this review article, we have discussed various bottom-up technologies that arecurrently in use. This has been followed by description and analysis of various process parameters thatcan affect the final particle size of the drug nanocrystals
International Journal of Pharmaceutics 453 (2013) 126– 141
Contents lists available at SciVerse ScienceDirect
International Journal of Pharmaceutics
journa l h o me pag e: www.elsev ier .com/ locate / i jpharm
eview
ottom-up approaches for preparing drug nanocrystals: Formulations and factorsffecting particle size
iswadip Sinhaa, Rainer H. Müllera, Jan P. Möschwitzera,b,∗
Institute of Pharmacy, Deparment of Pharmaceutics, Biopharmaceutics and Nutricosmetics, Freie University of Berlin, Kelchstrasse 31, 12169 Berlin, GermanyAbbVie Deutschland GmbH & Co. KG, 67061 Ludwigshafen, Germany
a r t i c l e i n f o
rticle history:eceived 25 September 2012eceived in revised form 7 January 2013ccepted 8 January 2013vailable online 18 January 2013
eywords:
a b s t r a c t
The solubility dependent bioavailability problem has become a major hurdle in drug development pro-cesses. Drug nanocrystals have been widely accepted by the pharmaceutical industry to improve thebioavailability of poorly water-soluble compounds. Top-down and bottom-up technologies are the twoprimary technical approaches of drug nanocrystal production. Though the top-down approach has beenhugely successful on the commercial front, it has some inherent drawbacks that necessitate the emer-gence of alternate approaches. The bottom-up approach has not yet been established as a successful
commercial technology. However, it has the potential to produce small size drug nanocrystals with lessenergy demanding processes. The bottom-up approach is commonly known as precipitation technique.It would be possible to stabilize particles at an early stage of precipitation and to generate drug nanocrys-tals. In the first part of this review article, we have discussed various bottom-up technologies that are
currently in use. This has been followed by description and analysis of various process parameters thatcan affect the final particle size of the drug nanocrystals.
The advent of combinatorial chemistry and high throughputcreening in drug development programs has led to a generationf molecules with poor aqueous solubility and poor bioavailabilityrofile (Lipinski, 2002). Statistically it has been observed that poorolubility and bioavailability are the reasons for failure of approxi-ately 40% of molecules in the drug development process (Prentis
t al., 1988; Vandecruys et al., 2007; Wilding, 2001). A number oftrategies like nanosizing, cyclodextrin complexations, solid dis-ersions and lipid based drug delivery systems, like microemulsionnd liposome, are currently being used to improve the delivery ofhis class of compounds.
Nanosizing technologies have gained increased importanceainly because of their non-specific applicability as a formula-
ion approach for poor water-soluble drugs. When particle size iseduced in the nanometer size range, the dissolution rate (kineticmprovement) is increased due to increased surface area accord-ng to the Noyes–Whitney equation (Brunner, 1904; Kesisoglout al., 2007; Nernst, 1904; Noyes and Whitney, 1897). Beside that,n enhancement of saturation solubility (thermodynamic improve-ent) is observed due to the Ostwald–Freundlich equation, which
s normally not observed with micronized particles (Kesisoglout al., 2007; Muller and Peters, 1998).
Drug nanocrystal formulations are increasingly being used inreclinical and clinical studies to improve the oral bioavailabilityf drugs with poor dissolution properties (Kesisoglou and Mitra,012). Beside this conventional use, drug nanocrystals are also find-
ng their use through alternate routes of administration such asermal (Al Shaal et al., 2010; Mishra et al., 2009; Shegokar andüller, 2010), pulmonary (Sultana et al., 2012; Zhang et al., 2011),
pththalmic (Kassem et al., 2007) and buccal (Branham et al., 2012).If the pure drug particles have a mean particle size of less than
000 nanometers (nm) and are suspended in aqueous medium,hen they are referred to as nanosuspension. If the particles areartially or fully crystalline, then they are referred to as druganocrystal. The degree of crystallinity may vary widely dependingn the process adopted (Möschwitzer and Müller, 2007).
There are a number of strategies for making nanosized drugarticles and those are broadly classified in four categories asottom-up, top-down, combination approaches and chemical syn-hesis (Moeschwitzer, 2010). The applicability of these varioustrategies varies from molecule to molecule depending on theirhysicochemical properties like solubility in organic solvent andardness of the compound (Keck and Muller, 2006). Most of theop-down production methods are essentially high energy pro-esses where drug particles are broken down to lower size particlesy the use of technologies such as pearl milling, high pressureomogenization including piston gap homogenizer and jet streamomogenizer (Chen et al., 2011; Merisko-Liversidge and Liversidge,
011; Van Eerdenbrugh et al., 2008). Though there are a number ofatents and marketed products available for top-down approaches,here is a far less number of patents and products dealing purely
with bottom-up or a combination technology (Thorat and Dalvi,2012; Van Eerdenbrugh et al., 2008; Verma et al., 2009a).
Though the top-down process is more universal and industriallymore feasible than the other processes, it has its own limitation interms of particle size reduction efficiency. It often requires a longprocess time to reduce particle sizes below 100 nm. And hence,using standard top-down processes is not practical to reduce par-ticle sizes beyond a certain limit, which in most of the cases isabout 150–300 nm. Besides this, there are issues related to thesolid-state changes of the micronized product and chemical degra-dation, which may also occur during milling (Kitamura et al.,1989; Waltersson and Lundgren, 1985; Wu et al., 2011). Also thephenomenon of residual metal content (zirconium, yttrium) is apotential issue with top-down processes (Keck and Muller, 2006).
On the other hand, bottom-up processes have some advantages.The advantages include that these are low energy processes, requiresimple instruments, are less expensive and can be operated at alow temperature, making them particularly suitable for thermo-labile drugs (Rasenack, 2004). However, the advanced techniqueslike processing with supercritical fluid are costlier. The particle sizeobtained by bottom-up technology has a narrow size distribution,unlike other top-down processes (Rasenack et al., 2004; Zhang et al.,2006b). The bottom-up process is broadly called a precipitationprocess, because the principle here is to precipitate drug parti-cles from a supersaturated solution of the drug. The precipitationcan be induced by processes that further increase the supersatura-tion in the system, such as evaporation of the solvent, reduction oftemperature or by mixing it with an antisolvent.
With further modification, bottom-up processes can be used incombination with top-down process to generate smaller nanopar-ticles. It has been shown that some of the controlled precipitationprocesses for producing both micron- and nanosized drug particlescan be scaled up as well (Rogers et al., 2004). Despite using nano-sizing approaches for the last few decades, only a few examples ofpure nanosized drugs having a particle size of 100 nm and beloware available in literature. Nanoparticles with a targeted particlesize of less than 100 nm have recently drawn the interest of drugformulators because of the fact that particles with this size rangeget new physical properties, and their permeation through variousbiological barriers improves (Muller et al., 2011).
Several review articles are already available in the fields thatfocus on various aspects of top-down production method ofnanocrystal. An increasing number of research groups are nowfocusing on bottom-up processes as evident from the recent pub-lications (Aghajani et al., 2012; Chen et al., 2011; D’Addio andPrud’homme, 2011; Liu et al., 2012; Thorat and Dalvi, 2012). Adetailed understanding of the bottom-up processes might be help-ful to achieve drug nanocrystals with a desired size distribution,with less energy and might give a new impulse to pharmaceuticalformulation development, as highlighted by other peers in the field
(Horn and Rieger, 2001). In this article, various reports availablein the field have been summarized and analyzed to gain a betterunderstanding of the bottom-up processes.
1 al of P
2n
c2tenmts2ooftbp
2
bTehos
paacaseAsf
2p
atimgD2opt2iwtes2
bSoo
28 B. Sinha et al. / International Journ
. Various precipitation approaches for preparinganocrystal
Precipitation methods can be used to prepare bigger parti-les in micron size range (Cho et al., 2010; Rasenack et al., 2003,004; Ruch and Matijevi, 2000). The same methods can also beailored to produce smaller particles in the nanosize range. How-ver, this review will mostly focus on smaller particles in theanosize range, which can be produced by applying precipitationethods. Precipitation methods have been used for a long time
o make nanometer size particles, mostly for inorganic substancesuch as CaSO4, CaCO3 (Franke and Mersmann, 1995). In the last0 years, a number of research studies have been published basedn precipitation technology for preparation of nanoparticles ofrganic drug substances. Broadly, these studies can be classified inour categories: precipitation by liquid solvent–antisolvent addi-ion, precipitation in presence of supercritical fluid, precipitationy removal of solvent and precipitation in presence of high energyrocesses.
.1. Precipitation by liquid solvent–antisolvent addition
Among the various precipitation techniques, nanoprecipitationy liquid solvent–antisolvent addition has been the most reported.his is because of the fact that it is the simplest and the most costffective method. Liquid solvent–antisolvent precipitation methodas been investigated for preparing nanoparticles, not only ofrganic synthetic molecules, but also for molecules from naturalources such as silymarin (Zhao et al., 2009b).
In this process, a drug substance is dissolved in a solvent,referably in a water miscible solvent, in which the drug has anppropriate solubility. Thereafter, this solution is mixed with anntisolvent (water, in most of the cases), which has to be mis-ible with the solvent phase. The selection of solvent (S) andntisolvent (AS), the volume ratio and the order of addition ofolvent–antisolvent mixing, are some of the critical process param-ters of precipitation and will be discussed in respective sections.gain the precipitation process using liquid antisolvent can be aimple method using only simple mixer or a modified method toacilitate mixing.
.1.1. Simple mixing methods: only mixing without any otherrocesses, static mixer
In this process, a drug solution is mixed with an antisolvent bypplying mixing forces. The solvent for preparing the drug solu-ion can be any organic solvent like acetone, ethanol, methanol,sopropanol (IPA), N-methylpyrrolidone (NMP), etc., a cosolvent or
ixture of cosolvents like polyethylene glycols (PEGs), propylenelygol (PG), buffer system of particular pH (Dong et al., 2009b;ouroumis and Fahr, 2007; Raghavan et al., 2003; Wang et al.,005). Environmentally friendly solvents like PEGs are favored overther more toxic organic solvents. These solvents have solvatingower similar to alcoholic solvents and also provide higher nuclea-ion induction time due to higher interfacial energy (Wang et al.,005). Often a solvent is selected which gives the highest solubil-
ty for the chosen compound, however, the interaction of stabilizerith solvent needs to be considered as well. The antisolvent used in
his process is often an aqueous solution of some stabilizer (s). How-ver, sometimes both the solvent and antisolvent can be organicolvent with sufficient miscibility (Zhang et al., 2006a; Zhu et al.,010a).
List and Sucker in 1988 first reported preparation of “Hydrosol”
y controlled precipitation method (List and Sucker, 1988). Later,oliqs (Abbott GmbH & Co.KG, Ludwigshafen, Germany) devel-ped the NanoMorph® technology for preparing nanosuspensionsf amorphous form stable throughout the shelf life. This process
harmaceutics 453 (2013) 126– 141
involves preparing a suspension of a drug in organic solvent, whichis heated in the mixing chamber to form a solution, which is thenrapidly mixed with a cooled aqueous solution containing stabilizerto induce rapid nucleation to form spherical amorphous particleof nanometer size. The NanoMorph® technology has been used forseveral molecules, which are in preclinical stage (Shi et al., 2009).
2.1.2. Modified methods: precipitation other than just by mixingtechniques
Mixing solvent and antisolvent is the simplest method forpreparing nanoparticles. However, it has been observed that theaddition of some external factors (such as ultrasonic wave) orundertaking the precipitation process in some altered environment(inside a freeze dryer, spray dryer or with high gravity reactive pre-cipitation) often result in a smaller particle size or narrower particlesize distribution (PSD). The lower particle size obtained by thesemodified methods is a result of either faster mixing to affect thenucleation stage or by arresting particle growth.
2.1.2.1. Sonoprecipitation. Ultrasonic sound has been used by var-ious researchers to induce crystallization (Kumar et al., 2009; Liet al., 2003; Louhi-Kultanen et al., 2006; Luque de Castro and Priego-Capote, 2007). The ultrasonic energy can be introduced simply bydipping a probe sonicator in a vessel kept under stirring for mixinga solvent with an antisolvent (Dhumal et al., 2008). The ultra-sonic source can also be fitted with a mixing device (Beck et al.,2010). Sonication increases micromixing, reduces particle growthand agglomeration, and it is possible to obtain spherical amorphousparticle with uniform size distribution (Dhumal et al., 2008; Xiaet al., 2010). The particle size is dependent on sonication durationand intensity, horn length, depth of horn immersion and cavitation.As reported, it was possible to obtain a particle size as low as 80 nm(Dhumal et al., 2008; Nishida, 2004; Xia et al., 2010). The ultrasonicenergy can also be provided using a bath sonicator having the anti-solvent in it and the solvent phase is atomized in the antisolventusing compressed air pressure. This process is known as solutionatomization and crystallization by sonication (SAXS) (Kaerger andPrice, 2004). By controlling the process parameters, it was also pos-sible to achieve nanometer size particle (∼155 nm) essentially bythe same process (Zhang et al., 2006b).
2.1.2.2. High gravity precipitation. High gravity reactive precipita-tion (HGRP) is one of the various techniques used for preparingnanometer size inorganic particles such as CaCO3 (15–40 nm),SrCO3 (40 nm) and Al (OH)3 (1–10 nm) (Chen et al., 2000). Theprocess involves precipitation in high gravity condition by usingrotating packed bed on earth, which intensifies heat and masstransfer process (Chen et al., 2000; Hu et al., 2008b). This technologywas previously known as Higee technology and has been success-fully used in commercial scale production of CaCO3 (Chen and Shao,2003; Fowler, 1989; Ramshaw, 1983). The primary advantage ofthis process is reported to be its low cost and massive productionrate. More importantly, as reported, it does not need a stabilizer forcontrolling the particle size.
The feasibility of this method to prepare organic drug nanopar-ticle was reported to prepare benzoic acid (ca.10 nm) by reactingsodium benzoate and hydrochloric acid (Chen et al., 2004a). Thetechnique was later adapted for other APIs as well for preparingnanosized (Hu et al., 2008a) or ultrafine micron-sized parti-cles (Huang et al., 2008). The reactive precipitation process wascombined with an antisolvent precipitation method to preparecephradine nanoparticles (mean diameter 300 nm) with a very high
specific surface area (∼10 m2/g) (Zhong et al., 2005). The combina-tion technique was necessary to generate fine particles, as it wasobserved that it was possible to obtain cephradine particles witha mean diameter of 4 �m with high gravity precipitation, whereas
al of Ph
p(
rbiTdTa(oMtoisf2
2tar2ssTrLw
rsvntr
2
nTaiuoacsi
issScnRco
2
a
B. Sinha et al. / International Journ
articles of 37 �m size were obtained with a normal stirred tankShen et al., 2004).
More recently, the high gravity technology has been sepa-ated completely from the reactive precipitation process and haseen coupled with the antisolvent precipiatation process, which
s known as high gravity antisolvent precipitation process (HGAP).hus the benefit of the high gravity process is retained and therawback of by-product impurity in the final product is avoided.he HGAP process has been used to prepare amorphous cefuroximxetil particle of ca. 300 nm size with a high specific surface area8.67 m2/g), without using any stabilizer. The process has even beenptimized for commercial scale of 40 ton/annum (Chen et al., 2006).ore recently, this process has been used for preparing nanopar-
icles of other APIs like danazol (Zhao et al., 2009a). The advantagef preparing particles without using any stabilizer by high grav-ty technique has been successfully used for generating salbutamolulfate particles suitable for pulmonary delivery, as a stabilizer freeormulation is often desired for pulmonary application (Chiou et al.,007).
.1.2.3. Evaporative precipitation techniques. Evaporative precipi-ation into aqueous solution (EPAS) is another modified solventntisolvent precipitation method, which was first proposed by aesearch group at the University of Texas, Austin (Sarkari et al.,002). In this process, the drug is dissolved in a low-boiling-pointolvent and heated above its boiling point. Thereafter, the heatedolution is sprayed into a heated aqueous medium with stabilizer.he same research group used the EPAS technology for the prepa-ation of the nanoparticles of cyclosporine A (Chen et al., 2002).ater EPAS was used for preparing nanoparticle of other APIs asell (Chen et al., 2004b,c; Sinswat et al., 2005).
A relatively recent report has described a method evapo-ative preparation of nanosuspension (EPN) by simply mixingolvent/antisolvent, followed by quick evaporation of sol-ent/antisolvent in rotary vacuum evaporator to obtain druganoparticles (Kakran et al., 2010). However, more work is neededo optimize this process for preparing particles in nanometer sizeange.
.2. Precipitation in supercritical fluid
Supercritical fluids (SCF) are increasingly used in particle engi-eering, not only for thermolabile drugs, but for other drugs as well.he commonly used supercritical solvents include carbon dioxide,mmonia, fluoroform, ethane and ethylene. Although, the toxic-ty and flammability issue of some of these solvents may limit theirses in pharmaceutical applications. CO2 is mostly favored becausef its near ambient critical temperature (ca. 31 ◦C) and a compar-tively low critical pressure (73.8 bar), which makes it easier toonvert it into the supercritical state. Furthermore, it is inexpen-ive, easily available, non-toxic and non-flammable, which makest favorable for commercial use.
The most relevant supercritical techniques used for precip-tation of organic compounds are RESS (rapid expansion ofupercritical solution), RESOLV (rapid expansion of a supercriticalolution into a liquid solvent) and SAS (supercritical antisolvent).ome excellent review articles are already available on using super-ritical fluid processing technique for preparing micron size andanosize product (Jung and Perrut, 2001; Meziani et al., 2009;everchon, 1999; Rogers et al., 2001; Yasuji et al., 2008). In this arti-le, various works will be reviewed, which report the preparationf nanosized particles using supercritical processing techniques.
.2.1. RESS (rapid expansion of supercritical solution)In the RESS process, the drug is solubilized in a supercritical fluid
nd the solution is rapidly expanded in a low pressure area through
armaceutics 453 (2013) 126– 141 129
a narrow nozzle. The immediate reduction in pressure changesthe density of the fluid. Hence, the rapid expansion of the super-critical fluid causes supersaturation and the solute nucleates andprecipitates. The RESS process was first reported by Krukonis(1984). A detailed review on the RESS process was published byTürk (2009).
The major limitation of the RESS process, especially with super-critical carbon dioxide, is that the most of the polar drugs are notwell soluble in the supercritical fluid. However, this limitation wasovercome to some extent by using a modified method called rapidexpansion of supercritical solution with solid cosolvent (RESS–SC),where a solid cosolvent such as menthol was added to increase thesolubility of the polar compounds (Domingo et al., 1997; Thakurand Gupta, 2005, 2006a,b).
The RESS process was modified to a process called rapid expan-sion of a supercritical solution into a liquid solvent (RESOLV), inwhich, the expansion nozzle of RESS process was kept inside asolvent phase instead of air or gas phase. It was first reported forthe preparation of inorganic nanoparticles (Sun and Rollins, 1998).The solvent phase could be an aqueous solution with or withoutstabilizer and the process is also called rapid expansion from super-critical to aqueous solution (RESAS), which was first reported byYoung et al. for making nanosuspension of cyclosporine (Younget al., 2000). RESOLV and RESAS technology were later used forpreparing nanoparticle of various other compounds as well (Huet al., 2004a; Pathak et al., 2004, 2006, 2007a,b; Türk and Lietzow,2008; Varshosaz et al., 2009).
2.2.2. SAS (supercritical antisolvent)The SAS process can be used for those compounds, which are not
soluble in SCF, and hence unsuitable to be processed by the RESSmethod. In the SAS method, the drug is dissolved in an organicsolvent, which must be miscible with the supercritical antisolvent.Afterwards, the drug is precipitated from the solution by mixingit with a compressed fluid either at its supercritical or subcriticalcondition. The supercritical antisolvent can be added to the drugsolution (normal addition) or the drug solution can be sprayed intothe antisolvent (reverse addition). The solvent rapidly diffuses inthe antisolvent phase and the drug precipitates due to having lowsolubility in the antisolvent.
For drugs with poor solubility in supercritical fluid, a combi-native supercritical method was reported using indomethacin asa model compound. In this method, at first the SAS method wasused to disperse small organic solution droplets in supercriticalfluid at a high pressure, which was later expanded in an aque-ous solution using RESAS process to generate submicron particles(Tozuka et al., 2010). Like liquid solvent–antisolvent precipitationprocess, the final particle size in the SAS method also depends onthe selection of the solvent/antisolvent type, their volume ratio,drug solution concentration, rate of antisolvent addition and degreeof mixing. Besides, the particle size also depends on the pressure,the temperature and the diameter of the expansion nozzle.
The effects of the different factors specific to the SAS tech-nique have been studied in some published articles (Kim et al.,2008; Reverchon and Della Porta, 1999; Zhao et al., 2010a). Inbrief, smaller size particles are obtained by increasing the pres-sure, decreasing the temperature of the supercritical solvent andby using a narrower expansion nozzle. SAS method was usedto prepare small nanosized particles (ca. 150 nm) of tetracyclineusing NMP as solvent. Several other works were reported usingSAS method for production of nanosized drug particles (Adamiet al., 2008; Kim et al., 2008; Tenorio et al., 2007). There are some
modification of SAS methods like precipitation with compressedantisolvent (PCA), gas antisolvent (GAS) (Muhrer and Mazzotti,2003; Thiering et al., 2001), solution-enhanced dispersion by super-critical fluids (SEDS) (Sloan et al., 1998; York, 1999), aerosol
1 al of P
sFma
2
2
tintdaon(emgmp
2
pauwiiARwhi(pwap1a
eewfhwtlttgdt3ebtff
w
30 B. Sinha et al. / International Journ
upercritical extraction system (ASES) (Dehghani and Foster, 2003;oster et al., 2003; Thiering et al., 2001) and SAS with enhancedass transfer (SAS–EM) (Chattopadhyay and Gupta, 2001a,b; Thote
nd Gupta, 2005).
.3. Methods based on solvent removal processes
.3.1. Conventional solvent removal techniquesFreeze drying and spray drying are the two methods that fall into
he solvent removal processes. However, conventional spray dry-ng and freeze drying methods alone are not capable of producinganosized product. In both of the cases, improved liquid atomiza-ion technique is required to achieve small size droplets. For freezerying, improved atomization technique has already been studiednd this will be discussed later on. However, there is no report tour knowledge, which uses spray drying technique alone to prepareanosized particle. In a recent development, Büchi Labortechnik AGSwitzerland) has introduced Nano Spray Dryer, which uses a pizo-lectric driven actuator to vibrate a thin, precisely perforated steelembrane to generate ultrafine size droplets and thus is claimed to
enerate porous nanosized particles (NanoSprayDryer, 2011). Thisight be used in the near future for directly achieving nanosize
article using spray drying technique.
.3.2. Precipitation using special freezing techniquesSpray freezing into liquid (SFL) process was first jointly pro-
osed by research group from Dow Chemical Company, Michigannd University of Texas, Austin (Hu et al., 2002). The drug was sol-bilized in a mixture of aqueous/organic or pure organic solventith or without stabilizer and then sprayed into liquid nitrogen for
mmediate precipitation of amorphous particles. The process wasnitially used for preparing micron-sized particles of a wide range ofPIs including insulin, carbamazepine and danazol (Hu et al., 2002;ogers et al., 2002). Later, the process was used to prepare particlesith nanometer size (Hu et al., 2003). It was observed that using aigher freezing rate or using an organic solvent with a higher freez-
ng point generates smaller crystals because of the rapid freezingHu et al., 2003). Use of a more concentrated solution increases thearticle size, as a more concentrated solution has higher viscosity,hich results in larger microdroplets after atomization. Further,
morphous nanostructured aggregates of danazol with a primaryarticle size of 100 nm and with a very high specific surface area of15.52–28.50 m2/g were obtained by using a pure organic solventnd a small amount of stabilizer (Hu et al., 2004b,c).
A modified freeze drying process was reported by de Waardt al., for preparation of nanosized crystalline material (De Waardt al., 2008). The drug solution in the organic solvent was mixedith an aqueous solution of a cryoprotectant and was immediately
rozen and lyophilized. The drug selected for this process shouldave a low glass transition temperature (Tg). The freeze dryingas performed at a relatively higher temperature, above the Tg of
he drug, to induce formation of crystals. Faster freezing rate andower water content induced higher nucleation rate, which reducedhe size of the solvent crystals and thereby reduced the intersti-ial spaces among them. Smaller interstitial spaces restricted therowth of drug crystals. However, this method is only suitable forrugs with low Tg. To scale up this method for large scale produc-ion, the same research group modified the mixing step by using a-way nozzle (for solvent, antisolvent and atomizing air) (de Waardt al., 2009). The fine droplets of solvent and antisolvent, generatedy the atomizing air were mixed with each other as soon as they lefthe nozzle and the mixture directly entered in the liquid nitrogen
or freezing. It was reported that this method could achieve fasterreezing and could prevent any premature crystallization.
The SFL process has advantage over other precipitation methodshich use spray method such as EPAS. It was reported that highly
harmaceutics 453 (2013) 126– 141
porous, amorphous and smaller size nanostructured particles in theform of solid solution were produced by SFL process. This is unlikethe EPAS process, where the particles generated were compara-tively bigger and the miscibility of the polymer and the drug waslow. This resulted in higher dissolution rate of the particles pre-pared by SFL process compared to the EPAS process (Vaughn et al.,2005, 2006).
2.4. Precipitation coupled with high energy processes(combination technologies)
In this category, the precipitation step is coupled with a highenergy process. Use of precipitation along with high energy processhas gained much interest for preparing drug nanoparticles in recenttimes. High energy can be provided during the precipitation processor after the process is completed. The high energy can be suppliedby various ways such as high pressure homogenization, ultrasonicwave, and high energy mixing. This section will mostly focus on theuse of high pressure homogenization along with the precipitationtechnique.
Precipitation followed by high pressure homogenization wasfirst reported by Kipp et al., and has been patented as Nanoedge® byBaxter Inc. (Kipp et al., 2001). In this process, the drug is precipitatedby a solvent–antisolvent precipitation process to obtain an unstablefragile form, which may be amorphous, semi crystalline or super-cooled liquid form. This unstable form is then converted to a stablecrystalline particle in the presence of high energy, by the process ofannealing. Annealing process was defined by the report as the pro-cess of converting thermodynamically unstable matter into a lowerenergetic and more stable form by a single or repeated applicationof energy (direct heat or mechanical stress), followed by thermalrelaxation. The lowering of energy may be achieved by conversionof the solid form from a less ordered to a more ordered lattice struc-ture. Alternatively, this stabilization may occur by a reordering ofthe surfactant molecules at the solid–liquid interface, and hence animproved particle stability is obtained. This technology entered inPhase I and Phase II clinical trial as well (Shi et al., 2009). The processwas extensively discussed by Rabinow (2004). The combinationprocess was used to prepare itraconazole and isradipine nanosus-pension with mean particle size of approximate 500 nm (Chaubaland Popescu, 2008; Rabinow et al., 2007; Shelar et al., 2012). Thisprocess has also been reported to prepare ultrafine particles with-out any stabilizer for pulmonary delivery (Xu et al., 2012). Theprocess was used to prepare comparatively smaller size nanopar-ticles (<200 nm) of 10-hydroxycamptothecin. It was also reportedthat without homogenization, particles aggregated shortly whereasparticles obtained by the combination process were stable for longtime (Pu et al., 2009). In a comparative study, using the samemolecule as before, it was reported that the combination processof precipitation and homogenization was much more effective inpreparing stable nanosuspension than using either process alone(Zhao et al., 2010b).
In a recent report, ultrasonic sound was used as a high energystep to reduce the particle size after precipitation (Liu et al., 2012).However, the efficiency of the ultrasonic energy as a high energystep should be judged from case-to-case basis.
However, the combination technologies which hold enormousfuture prospects are spray drying followed by HPH termed asH 42 (Möschwitzer, 2005; Möschwitzer and Müller, 2006), cavi-precipitation followed by HPH termed as H 69 (Kakran et al., 2012;Möschwitzer and Müller, 2005; Müller and Möschwitzer, 2009;Shelar et al., 2012) and lyophilization followed by HPH termed as
H 96 (Möschwitzer and Lemke, 2005; Salazar et al., 2011, 2012).The presence of the high turbulence and the shear force in the HPHcan also be used to achieve a rapid mixing of solvent and antisol-vent phases during precipitation step. It has been observed that in
al of Ph
hv(tatsbn
3
upata
3
opaititicatiaettsgptaas
3
trtott
t(lmamiomt
B. Sinha et al. / International Journ
igh pressure homogenizer, the time of dispersion (td) of dropletaries from 0.01 �s to 1 �s depending on the processing conditionsMohr, 1987). This is significantly smaller than nucleation induc-ion time in aqueous system, i.e. 1 ms (Zhao et al., 2009a). This is
favorable condition for generation of large number of nuclei ando generate smaller nanosize particles as will be discussed in laterections. However, not much work has been done on using the tur-ulence of HPH to achieve rapid mixing for precipitation of smalleranocrystals.
. Factors controlling the precipitation process
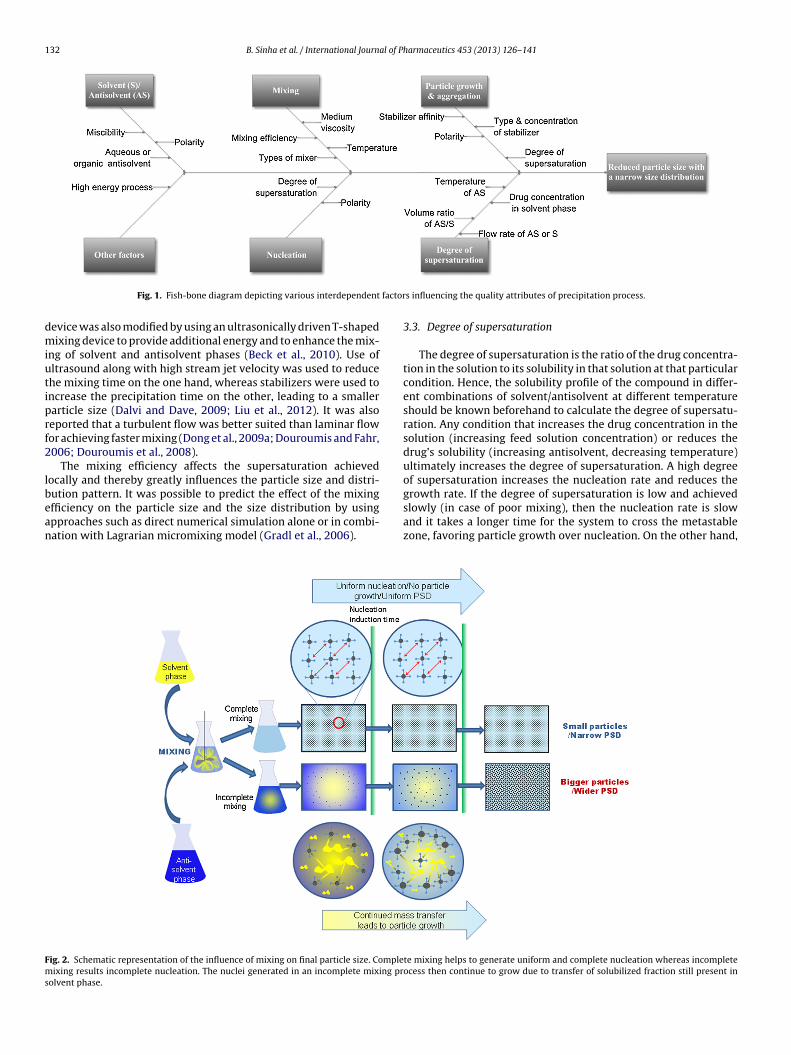
To gain a better control, it is essential to have a mechanisticnderstanding of the precipitation process. Effects of the variousarameters involved in a precipitation process are interdependent,nd hence it is difficult to discuss them individually. Various factorshat could control the precipitation process are shown in Fig. 1 andre discussed below.
.1. Solvent (S) and antisolvent (AS) properties
The type of the antisolvent used in the precipitation process notnly controls the particle size of the precipitated drug but also itshysical properties, such as crystallinity and polymorphism, whichre also important attributes to consider. It has been reported thatf water is used as an antisolvent rather than any organic solvent,he product is more crystalline in nature (Zhang et al., 2006a). Thiss because of the fact that the amorphous form is easily convertedo its crystalline state in the presence of water. In simple precip-tation method, both AS and S should be miscible. However, inase of EPAS, it has been observed that if other solvent propertiesre considered the same, then an AS with higher miscibility withhe S phase generates bigger size particle. This is because of thenduced crystal growth due to the Ostwald ripening phenomenonnd/or the steric interaction between the generated particles (Chent al., 2002). Increase in the solvent dielectric constant decreaseshe molecular energy and increases the dipole moment. Change inhe dipole moment alters the molecular conformation and thus theolvent polarity has an important role in controlling the polymorpheneration in a precipitation process. The interaction is possible toredict using a computational method such as density functionalheory (DFT) (Le et al., 2009). It has been observed that selecting
particular solvent (ethanol:DMSO = 5:1) may even be helpful tochieve nanosize particle (mean size ∼450 nm) without using anytabilizer in the antisolvent phase (aqueous phase) (Le et al., 2009).
.2. Influence of mixing step
The mixing is one of the most important factors controllinghe precipitation process. As shown in Fig. 2, a uniform mixing isequired to achieve a uniform supersaturation across the bulk ofhe solution, which triggers a uniform nucleation from the mixturef solvent and antisolvent phase. For achieving very fine crystals,he solvent and the antisolvent should be mixed in a region havinghe maximum power input (Mersmann, 1999).
The complete precipitation process is often described by twoime scales; time of mixing (tmix) and time of precipitationtprecipitation). tmix is proportionately dependent on the Kolmogorovength, which is the distance traveled by two solvent species in a
ixing eddies and the length depends on the kinematic viscositynd the energy dissipation rate (Panagiotou et al., 2009). The totalixing time (tmix) is often divided in micromixing and mesomix-
ng. Micromixing (mixing in micrometer scale) refers to engulfmentf tiny fluid element by the bulk phase due to diffusion, whereasesomixing (mixing in millimeter scale) refers to the dispersion of
he feed stream(s) in presence of turbulence (Baldyga et al., 1993;
armaceutics 453 (2013) 126– 141 131
Haberkorn et al., 2003; Horn and Rieger, 2001). Faster micromixingincreases the nucleation rate whereas the mesomixing increasesthe localized supersaturation in the turbulent eddies and therebyincreases the nucleation rate inside the eddies. The growth of theselarge number of nuclei formed in the highly supersaturated zoneis restricted from further growth in the bulk of the solution dueto a low level of supersaturation. Particle size distribution dependson the balance of micromixing and mesomixing, which is primar-ily controlled by the mixing conditions, e.g. an increase of thestirrer speed increases micromixing and reduces the particle size,whereas an increase in agitation induces turbulent mesomixing andthereby reduces local supersaturation leading to lower nucleationrate (Murnane et al., 2008).
A uniform nucleation is desired to achieve precipitated particleshaving a smaller size and narrower size distribution. tprecipitationis again composed of two other factors; condensation time(tcondensation) and coagulation time (tcoagulation). tprecipitation is some-times also referred to as nucleation induction time, which is often inthe microsecond range and in an aqueous solution it might be 1 msor less (Zhao et al., 2009a). The mixing efficiency can be describedby a dimensionless number, Damkohler number (Da), which isexpressed as the ratio of tmix to tprecipitation. Ideally, in precipitationprocess, Da should be kept as low as possible below unity (Da < 1)to achieve smaller size particles with narrower size distribution(Zhao et al., 2007). And to achieve this, the difference between tmixand tprecipitation should be wider. Processes that decrease tmix (staticmixer, use of high energy) or processes that increase tprecipitation(reduction of temperature, higher viscosity to reduce molecularmobility) can be used to reduce Da. It has been observed that evenwith a low mixing energy (higher tmix value), it is possible to getlower Da by varying other parameters, such as stabilizer concentra-tion and initial placement of the stabilizer (organic and/or aqueousphase), which reduces the coagulation and condensation processand thereby raise tprecipitation as well (Matteucci et al., 2006).
It is crucial from the above discussion that a faster and uniformmixing is essential to get smaller particles with a narrower sizedistribution. Several mixing devices, such as stirring in a magneticstirrer (Wang et al., 2007; Zhang et al., 2009c), T mixer (Gradl et al.,2006) or Y mixer, static mixer (Dong et al., 2009a; Douroumis et al.,2008), vortex mixer (Liu et al., 2008; Zhu et al., 2010b), microflu-idic reactor (Aghajani et al., 2012; Zhu et al., 2010a), impingingjet (Johnson and Prud’homme, 2003b) and rotating packed bed(Zhao et al., 2009a) have been reported to get faster mixing andto reduce Da. Among these, static mixers are the most widely usedand reported (Dong et al., 2009a; Gassmann et al., 1994; Horn andRieger, 2001). In static mixers, the structure and number of mixingelements (mixing blades) have a significant effect on the mixingprocess and thereby they influence the final particle size. Mixingefficiency does not increase proportionately with the number ofmixing elements. After a certain number of mixing elements, themixing efficiency reaches a plateau level, beyond which, it is notpossible to further increase the mixing efficiency by increasing thenumber of mixing elements.
A microfluidic (Y-shape) reactor was used for the preparation ofhydrocortisone nanosuspension by bottom-up approach (Ali et al.,2009b). The microfluidic reactor was able to keep the micromix-ing time less than the induction time of nucleation. The particlesize was 500 ± 64 nm and it was stable at least for 3 months. Theresearchers noted that changing the flow rate was found to have adominant effect on the size of the nanoparticles (Zhao et al., 2007).Many recent articles have reported the use of microfluidic typereactors to prepare drug nanoparticles (Chung et al., 2011) (Xu et al.,
2012). Some researchers have used confined impinging jet (CIJ)mixer to achieve mixing in millisecond range and subsequentlythe particle size was reduced to nanometer range (80 nm–1 �m)(Johnson and Prud’homme, 2003a; Johnson et al., 2006). The mixing
132 B. Sinha et al. / International Journal of Pharmaceutics 453 (2013) 126– 141
factor
dmiutiprf2
lbean
Fms
Fig. 1. Fish-bone diagram depicting various interdependent
evice was also modified by using an ultrasonically driven T-shapedixing device to provide additional energy and to enhance the mix-
ng of solvent and antisolvent phases (Beck et al., 2010). Use ofltrasound along with high stream jet velocity was used to reducehe mixing time on the one hand, whereas stabilizers were used toncrease the precipitation time on the other, leading to a smallerarticle size (Dalvi and Dave, 2009; Liu et al., 2012). It was alsoeported that a turbulent flow was better suited than laminar flowor achieving faster mixing (Dong et al., 2009a; Douroumis and Fahr,006; Douroumis et al., 2008).
The mixing efficiency affects the supersaturation achievedocally and thereby greatly influences the particle size and distri-
ution pattern. It was possible to predict the effect of the mixingfficiency on the particle size and the size distribution by usingpproaches such as direct numerical simulation alone or in combi-ation with Lagrarian micromixing model (Gradl et al., 2006).
ig. 2. Schematic representation of the influence of mixing on final particle size. Compleixing results incomplete nucleation. The nuclei generated in an incomplete mixing pr
olvent phase.
s influencing the quality attributes of precipitation process.
3.3. Degree of supersaturation
The degree of supersaturation is the ratio of the drug concentra-tion in the solution to its solubility in that solution at that particularcondition. Hence, the solubility profile of the compound in differ-ent combinations of solvent/antisolvent at different temperatureshould be known beforehand to calculate the degree of supersatu-ration. Any condition that increases the drug concentration in thesolution (increasing feed solution concentration) or reduces thedrug’s solubility (increasing antisolvent, decreasing temperature)ultimately increases the degree of supersaturation. A high degreeof supersaturation increases the nucleation rate and reduces the
growth rate. If the degree of supersaturation is low and achievedslowly (in case of poor mixing), then the nucleation rate is slowand it takes a longer time for the system to cross the metastablezone, favoring particle growth over nucleation. On the other hand,
te mixing helps to generate uniform and complete nucleation whereas incompleteocess then continue to grow due to transfer of solubilized fraction still present in
al of Ph
intaHg2
sfiatlpn
sdpo
1
2
3
3
sbocdtettntppiAa
B. Sinha et al. / International Journ
f the supersaturation is high and is attained very fast, then theucleation rate would be very high and it would take less timeo cross the metastable zone. This hinders the particle growthnd thereby the particle size obtained is comparatively smaller.owever, a high supersaturation also increases the mass transferradient and can enhance the particle growth (Horn and Rieger,001; Mersmann, 1999).
In a precipitation process, with a very high degree of super-aturation, homogeneous mixing is seldom achieved before solidormation starts. And hence, the degree of supersaturation reacheds much lower than that to be theoretically expected in immedi-te and complete mixing. And if the complete local mixing of thewo solutions is not achieved before nucleation, then the calcu-ated degree of supersaturation does not have a dominant role inarticle formation process, contrary to the expectation in classicalucleation theory (Haberkorn et al., 2003).
However, the effect of supersaturation on the final particle sizeolely depends on the way the supersaturation is achieved. Theegree of supersaturation can be changed either by altering somearameters of the antisolvent phase (volume, temperature) and/orf the solvent phase (volume, concentration).
. If the factors, responsible for altering the supersaturation, favordrug solubility, then the particle size is decreased with gradualincrease of the degree of supersaturation up to a certain level.Above this level, further increase of the degree of supersatura-tion increases the particle size. It was observed that if the degreeof supersaturation is increased by a higher solution phase, theparticle size is decreased up to a certain limit, above which, fur-ther increase of the solution phase increases the particle sizebecause of higher availability of the solute molecules near thenascent surface favoring the particle growth (Dalvi and Dave,2009).
. If the factors, responsible for altering the degree of supersatu-ration, affect the mixing process, then the particle size could beincreased due to incomplete mixing. This could happen if themixing device is not efficient enough to mix a higher amount ofthe solution phase with the antisolvent phase. Then use of highersolution phase would increase the particle size.
. If the factors, responsible for altering the degree of supersatura-tion, reduce the drug solubility, then the particle size is decreasedwith higher degree of supersaturation. This could happen if thedegree of supersaturation is achieved by reduction of the tem-perature, which reduces the drug solubility. In that case, theparticle size was found to decrease gradually with higher super-saturation.
.3.1. Volume ratio of antisolvent (AS) to solvent (S)A thorough information about the equilibrium solubility of the
ubstance as a function of antisolvent concentration is requiredeforehand. There needs to be a significant difference in solubilityf the drug in the solvent and the antisolvent to carry out the pre-ipitation process (Murnane et al., 2008). The particle size graduallyecreases as the solvent content is reduced gradually by increasinghe AS to S ratio (Dalvi and Dave, 2009; Wang et al., 2007; Zhangt al., 2006a, 2009c; Zhao et al., 2007). Keeping the same solute con-ent in the system, if the ratio of antisolvent to solvent is increased,he degree of supersaturation ratio is increased. This increases theucleation rate and decreases the particle size. At low AS to S ratio,he nucleation rate is high but at the same time, higher solventhase induces the particle growth, which ultimately increases the
article size. However, the decrease in particle size with increase
n the AS/S ratio comes to a nearly constant value after a criticalS/S ratio is reached; possibly due to equilibration of nucleationnd growth kinetics (Zhao et al., 2009a). Therefore, selecting an
armaceutics 453 (2013) 126– 141 133
optimum AS to S ratio is one of the most important aspects of theprecipitation process.
3.3.2. Flow rate of the solvent and the antisolventIt was observed that the particle size was decreased with a grad-
ual increase of the flow rate up to a certain level, above which, thechange of the particle size was marginal (Dalvi and Dave, 2009;Zhang et al., 2006b). It was concluded that an increase in the flowrate increases the Reynolds number (Re), which reduces the mixingtime of the solvent with the antisolvent. This results in a rapid anduniform supersaturation and thus the nucleation rate is increased.Artificial neural network model was used to observe the effect of thedifferent variables on nanoprecipitaion of prednisolone in presenceof water as an antisolvent in a microfluidic reactor (Ali et al., 2009a).It was found that the antisolvent (water) flow rate was the majordetermining factor of the particle size reduction and it affected theparticle size in a reverse way.
3.3.3. Temperature of the antisolventA decrease in the antisolvent temperature generally reduces the
particle size and narrows the particle size distribution (Chen et al.,2002; Wang et al., 2007; Xia et al., 2010; Zhang et al., 2006a, 2009c;Zhao et al., 2007). A change in temperature affects various parame-ters of the precipitation process as discussed below. A reductionin temperature reduces the equilibrium solubility and increasesthe degree of supersaturation. Higher supersaturation increases thenucleation rate and the reduction of solubility reduces the Ostwaldripening phenomenon. On the other hand, reduction of the tem-perature increases the viscosity of the system. A higher viscosityreduces the particle mobility in the liquid phase. This offers thestabilizers a sufficient time to be adsorbed uniformly across thenascent surfaces. A lower particle mobility also reduces the colli-sion rate among the particles leading to a reduced aggregation ofthe particles.
3.3.4. Drug concentration in solvent phaseAn optimum drug concentration is required to obtain the small-
est particle size. Use of a drug concentration above this optimallevel increases the particle size (Zhang et al., 2009a). When the drugconcentration is increased, the nucleation rate is also increaseddue to a higher supersaturation (Zhang et al., 2006b). A highernucleation rate reduces the final particle size. However, at the sametime, a higher supersaturation increases the particle growth lead-ing to larger particles (Chen et al., 2002; Wang et al., 2007). Athigher supersaturation, the number of nuclei in the system is alsoincreased. This increases the viscosity and thereby the diffusionrate of nuclei between the solvent and the antisolvent phases isalso reduced (Zhang et al., 2006a, 2009a). Reduced particle diffu-sion and the presence of a higher number of nuclei increase thecollision rate and thereby increase the particle aggregation.
On the other hand, if a lower drug concentration is used, thenucleation rate is decreased and the particle size is increased. Dalviet al., have reported that a Griseofulvin concentration of 10 mg/mlin acetone was suitable for achieving a smaller particle size (Dalviand Dave, 2009).
3.4. Nucleation
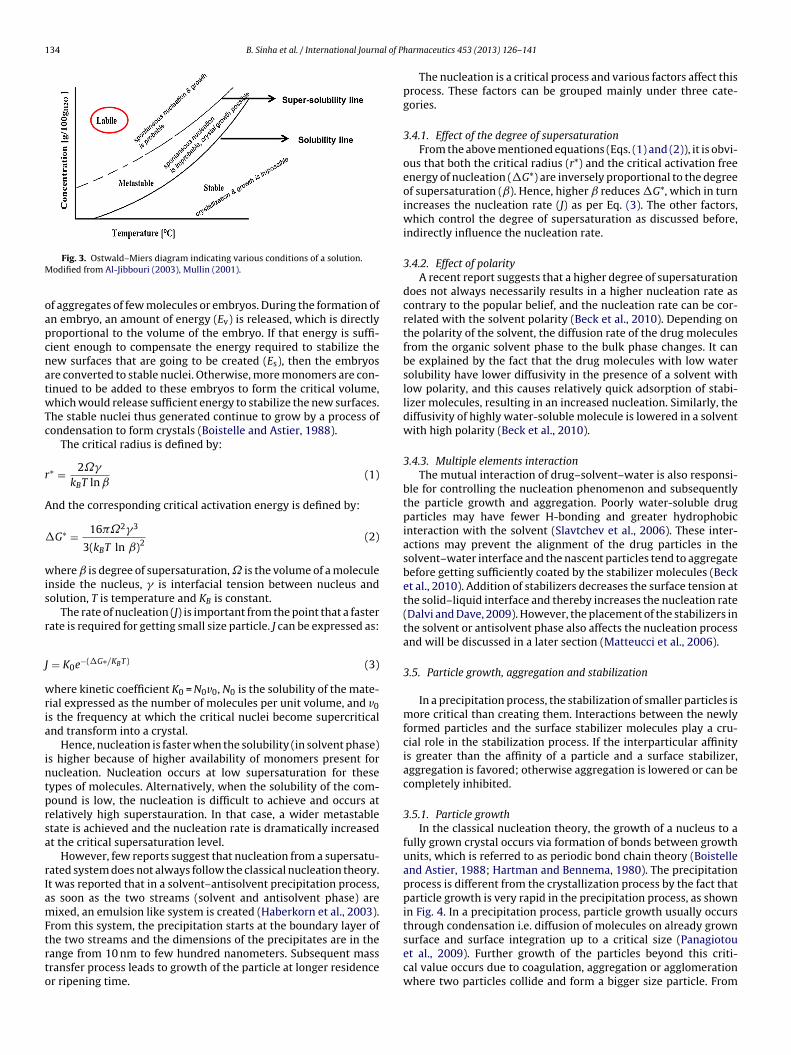
The nucleation process is classified into homogeneous andheterogeneous nucleation. A homogeneous nucleation occurs inthe bulk of the solution when drug nanoparticles are producedby bottom-up approaches. As described in Fig. 3 (modified from
Al-Jibbouri (2003), Mullin (2001)), spontaneous nucleation andgrowth are probable only from a supersaturated solution. In asupersaturated solution, some kind of energy fluctuation leads tothe coalescence of randomly diffused molecules and the formation
134 B. Sinha et al. / International Journal of P
M
oapcnatwTc
r
A
�
wis
r
J
wria
intprsa
rIamFtrto
Fig. 3. Ostwald–Miers diagram indicating various conditions of a solution.odified from Al-Jibbouri (2003), Mullin (2001).
f aggregates of few molecules or embryos. During the formation ofn embryo, an amount of energy (Ev) is released, which is directlyroportional to the volume of the embryo. If that energy is suffi-ient enough to compensate the energy required to stabilize theew surfaces that are going to be created (Es), then the embryosre converted to stable nuclei. Otherwise, more monomers are con-inued to be added to these embryos to form the critical volume,hich would release sufficient energy to stabilize the new surfaces.
he stable nuclei thus generated continue to grow by a process ofondensation to form crystals (Boistelle and Astier, 1988).
The critical radius is defined by:
∗ = 2˝�
kBT ln ˇ(1)
nd the corresponding critical activation energy is defined by:
G∗ = 16�˝2�3
3(kBT ln ˇ)2(2)
here ̌ is degree of supersaturation, ̋ is the volume of a moleculenside the nucleus, � is interfacial tension between nucleus andolution, T is temperature and KB is constant.
The rate of nucleation (J) is important from the point that a fasterate is required for getting small size particle. J can be expressed as:
= K0e−(�G∗/KBT) (3)
here kinetic coefficient K0 = N0v0, N0 is the solubility of the mate-ial expressed as the number of molecules per unit volume, and v0s the frequency at which the critical nuclei become supercriticalnd transform into a crystal.
Hence, nucleation is faster when the solubility (in solvent phase)s higher because of higher availability of monomers present forucleation. Nucleation occurs at low supersaturation for theseypes of molecules. Alternatively, when the solubility of the com-ound is low, the nucleation is difficult to achieve and occurs atelatively high superstauration. In that case, a wider metastabletate is achieved and the nucleation rate is dramatically increasedt the critical supersaturation level.
However, few reports suggest that nucleation from a supersatu-ated system does not always follow the classical nucleation theory.t was reported that in a solvent–antisolvent precipitation process,s soon as the two streams (solvent and antisolvent phase) areixed, an emulsion like system is created (Haberkorn et al., 2003).
rom this system, the precipitation starts at the boundary layer of
he two streams and the dimensions of the precipitates are in theange from 10 nm to few hundred nanometers. Subsequent massransfer process leads to growth of the particle at longer residencer ripening time.
harmaceutics 453 (2013) 126– 141
The nucleation is a critical process and various factors affect thisprocess. These factors can be grouped mainly under three cate-gories.
3.4.1. Effect of the degree of supersaturationFrom the above mentioned equations (Eqs. (1) and (2)), it is obvi-
ous that both the critical radius (r*) and the critical activation freeenergy of nucleation (�G*) are inversely proportional to the degreeof supersaturation (ˇ). Hence, higher ̌ reduces �G*, which in turnincreases the nucleation rate (J) as per Eq. (3). The other factors,which control the degree of supersaturation as discussed before,indirectly influence the nucleation rate.
3.4.2. Effect of polarityA recent report suggests that a higher degree of supersaturation
does not always necessarily results in a higher nucleation rate ascontrary to the popular belief, and the nucleation rate can be cor-related with the solvent polarity (Beck et al., 2010). Depending onthe polarity of the solvent, the diffusion rate of the drug moleculesfrom the organic solvent phase to the bulk phase changes. It canbe explained by the fact that the drug molecules with low watersolubility have lower diffusivity in the presence of a solvent withlow polarity, and this causes relatively quick adsorption of stabi-lizer molecules, resulting in an increased nucleation. Similarly, thediffusivity of highly water-soluble molecule is lowered in a solventwith high polarity (Beck et al., 2010).
3.4.3. Multiple elements interactionThe mutual interaction of drug–solvent–water is also responsi-
ble for controlling the nucleation phenomenon and subsequentlythe particle growth and aggregation. Poorly water-soluble drugparticles may have fewer H-bonding and greater hydrophobicinteraction with the solvent (Slavtchev et al., 2006). These inter-actions may prevent the alignment of the drug particles in thesolvent–water interface and the nascent particles tend to aggregatebefore getting sufficiently coated by the stabilizer molecules (Becket al., 2010). Addition of stabilizers decreases the surface tension atthe solid–liquid interface and thereby increases the nucleation rate(Dalvi and Dave, 2009). However, the placement of the stabilizers inthe solvent or antisolvent phase also affects the nucleation processand will be discussed in a later section (Matteucci et al., 2006).
3.5. Particle growth, aggregation and stabilization
In a precipitation process, the stabilization of smaller particles ismore critical than creating them. Interactions between the newlyformed particles and the surface stabilizer molecules play a cru-cial role in the stabilization process. If the interparticular affinityis greater than the affinity of a particle and a surface stabilizer,aggregation is favored; otherwise aggregation is lowered or can becompletely inhibited.
3.5.1. Particle growthIn the classical nucleation theory, the growth of a nucleus to a
fully grown crystal occurs via formation of bonds between growthunits, which is referred to as periodic bond chain theory (Boistelleand Astier, 1988; Hartman and Bennema, 1980). The precipitationprocess is different from the crystallization process by the fact thatparticle growth is very rapid in the precipitation process, as shownin Fig. 4. In a precipitation process, particle growth usually occursthrough condensation i.e. diffusion of molecules on already grown
surface and surface integration up to a critical size (Panagiotouet al., 2009). Further growth of the particles beyond this criti-cal value occurs due to coagulation, aggregation or agglomerationwhere two particles collide and form a bigger size particle. From
B. Sinha et al. / International Journal of Ph
Fs
tctf
r
Ttpusi(M
tssmbtecioie
3
dptabps
3t6siitolcmisr
t
ig. 4. Precipitation and crystallization: similar process but with different timecale.
his time onward, the number of particles decreases and the parti-le size increases. The particle collision rate is generally defined byhe Smoluchowski kinetics rate (rs), which can be expressed by theollowing equation
s = ks × n2p (4)
he rate constant, ks, can be calculated from the temperature andhe kinematic viscosity of the medium, np is the number of particleser unit volume. The ratio of Smoluchowski rate (rs) to actual coag-lation rate is defined as the stability ratio in a colloidal system. Thetability ratio of 1 suggests an unstable colloidal system. However,t can be improved by a factor of 10 or more by using a stabilizers) in the formulation (da Rocha et al., 2001; Dickson et al., 2004;
atteucci et al., 2006).The Ostwald ripening is another important factor for increasing
he particle size due to growth of bigger particles in expense of themaller ones. This is because of the difference in dissolution pres-ure due to the differences in particle sizes. Besides taking othereasures to prevent the Ostwald ripening, an inhibitor, which must
e miscible with the drug compound and immiscible with the con-inuous phase, can be used to prevent the Ostwald ripening. Fewxamples of such inhibitors are miglyol and 1-decanol with drugompounds such as felodipine, nifedipine and bicalcutamide. Thenhibitor reduces the chemical potential of the drug due to entropyf mixing and thereby reduces the tendency of differential solubil-ty of the particles with different radius in the suspension (Lindforst al., 2006).
.5.2. Particle aggregation and stabilization:The particle aggregation affects the long-term stability of the
rug nanocrystal formulations. It has been observed that unlikearticle growth during precipitation, which depends on many fac-ors, particle aggregation mostly depends on the stabilizer, its typend concentration used. In some cases, a stabilizer (e.g. HPMC) maye suitable for obtaining smaller particle size after the precipitationrocess but the particles eventually aggregate during long-termtorage (Dong et al., 2009b).
.5.2.1. Effect of stabilizers on the particle stabilization. When a par-icle grows from 1 nm to 100 nm, its surface area varies from000 to 60 m2/g and this provides a strong driving force for thetabilizer to get adsorbed on the interfacial surface to lower thenterfacial energy (Matteucci et al., 2007). However, the mutualnteractions of API–solvent–antisolvent affect the diffusion rates ofhe API molecules from the solvent phase to the boundary regionf the antisolvent phases. Thus, these interactions alter the stabi-izer molecule’s affinity and the kinetics of adsorption and therebyonsiderably alter the particle size. Slower diffusion of the APIolecules results in relatively quick adsorption of the stabilizer,
nhibits the growth and increases the nucleation rate. Faster diffu-
ion of the API molecules and increased hydrophobic interactionsesult in aggregation of the particles and increase the particle size.
Irrespective of the method used (top-down or bottom-up),he selection of the suitable type of stabilizer and its optimal
armaceutics 453 (2013) 126– 141 135
concentration are very important for stabilizing the smaller sizeparticles and to maintain the shelf life stability of the final product(Van Eerdenbrugh et al., 2009; Wu et al., 2011). The stabilizer usedmay be semisynthetic non-ionic polymers [HPMC, MC, HEC, HPC,etc.], semisynthetic ionic polymers [NaCMC, NaAlg, etc.], syntheticlinear polymer [PVPs, PVAs], synthetic copolymers [poloxamers,polyvinyl alcohol–polyethylene glycol graft copolymer (K-IR)], sur-factant of ionic type [SDS, sodium docusate, sodium deoxy cholate]or non-ionic type [polysorbate esters, sorbitan esters].
Occasionally ionic surfactants are combined with polymericstabilizers to offer better stabilization. In this combination, ionicsurfactants provide electrostatic repulsion and the polymeric sta-bilizers provide steric hindrance to the particle, which renderimproved stabilization as shown in Fig. 5.
The adsorption of stabilizers on the nascent particle surfaces isinfluenced by both thermodynamic and kinetics aspects (Sinswatet al., 2005). The type of stabilizer is important, as the affinity ofstabilizer for the particle surface regulates its adsorption kinetics. Ifthe affinity is higher, adsorption is faster, and hence a smaller parti-cle size is obtained. Understanding the drug–stabilizer interactionsusing theoretical models and identifying the effects of differentproperties of the drug and the stabilizer on the final particle sizewould be helpful to have a better control of the process (George andGhosh, 2012; Zhu et al., 2011). It is possible to study the affinity ofstabilizers to the particle surface using atomic force microscopy(AFM). This has been used by researchers in aiding stabilizer selec-tion (Manne et al., 1994; Manne and Gaub, 1995; Verma et al.,2009b).
It was suggested that although having a comparable surface freeenergy (of drug and stabilizer) provides better particle stabilization,specific interactions of a drug and a polymer are more importantdeciding factors for subsequent particle stability (Choi et al., 2005).When a polymer and a drug both had same –OH functionality, par-ticle size achieved was larger. Hydrophobic surface without havingpolar functional groups seems to be ideal for HPC and PVP adsorp-tion as it was found from the study.
Also the selection of stabilizers can be performed accordingto their surface tension. It has been observed that stabilizer withlower surface tension often acts as a better stabilizer compared toa stabilizer with higher surface tension. It has also been observedthat the stabilizer adsorption is increased over storage due to slowsurface rearrangement over time to accommodate more stabilizermolecules on particle surfaces (Chen et al., 2004c).
The placement of stabilizer in the aqueous or in the organicphase is also an important factor to consider. It has been reportedthat a lower amount of stabilizer is required if it is placed in theorganic phase (Matteucci et al., 2006). It has been postulated thatthe placement of the stabilizer in the organic phase reduces thediffusion time of the stabilizer to the nuclei as opposed to the place-ment of the stabilizer in the aqueous phase, where it has to diffuseacross the bulk of the aqueous phase to reach the hydrophobic sur-faces of the nuclei. This results in an increased nucleation rate. Thenucleation rate was increased by 80% for a 6-fold increase in theorganic stabilizer compared to 64% increase in the nucleation ratefor 50-fold increase in the aqueous stabilizer content (Matteucciet al., 2006). The same effect was observed by other workers aswell (Sarkari et al., 2002; Sinswat et al., 2005). Using a combina-tion of stabilizers in both aqueous and organic phases reduces theparticle size; however, the stabilizers in different phases must wellbind with each other (Sarkari et al., 2002; Sinswat et al., 2005). Also,use of stabilizers in both phases increases the adsorption dynamicscompared to using them in single phase (Chen et al., 2004c).
However, preparation of nanoparticles without using any sta-bilizer has already been demonstrated by some workers withaqueous/organic combination (Wang et al., 2007; Xu et al., 2012) ororganic/organic combination (Zhang et al., 2006a; Zhu et al., 2010a)
136 B. Sinha et al. / International Journal of Pharmaceutics 453 (2013) 126– 141
ved s
ato(
3tnmhi
ttciHAleCst
ttshlvt8ctpbS
3tfoOdsmpfs
Fig. 5. Inclusion of polymeric stabilizer provides impro
nd this is particularly important for delivering the nanoparticles tohe pulmonary region. However, preparation of nanoparticle with-ut using any stabilizer requires intense and rapid mixing deviceZhao et al., 2007).
.5.2.2. Effect of surfactants on the particle stabilization. The adsorp-ion of a surfactant reduces the surface tension and increases theucleation rate. On the other hand, the adsorption of surfactantakes the particles less hydrophobic and thereby reduces the
ydrophobic forces of attractions (van der Waals interactions) lead-ng to reduced particle growth and aggregation.
Increasing the surfactant concentration helps in faster adsorp-ion because of a higher concentration gradient and thus it can leado a smaller final particle size. However, above the critical micelleoncentration (CMC), the surfactant molecules prefer to be orientedn a micelle form rather than to be adsorbed on other surfaces.ence, the surfactant adsorption on particle surfaces is reduced.s a result, agglomeration or particle growth is increased which
eads to bigger size particles (Chatterjee and Gupta, 2002; Dengt al., 2010). Attention should also be given to the fact that aboveMC, the micelle solubilization could play a significant role in theolubilization of some of the drug particles and thereby enhanceshe particle growth by the Ostwald ripening process.
The concentration of the surfactant required for better stabiliza-ion also depends on its molecular structure. It has been observedhat comparably lower molar concentration is required for thoseurfactants, which have a longer hydrophobic chain and a biggerydrophilic head group. A longer hydrophobic chain can cover a
arger area of particle surface and a larger hydrophilic head pro-ides a better steric hindrance and thus reduces the agglomerationendency. This is true for non-ionic surfactant like polysorbate0 (Dalvi and Dave, 2009). However, below the critical micelleoncentration, ionic surfactants work better as stabilizer comparedo non-ionic ones because they can provide surface charge to thearticles, which helps in electrical repulsion leading to better sta-ilization as was observed in the comparison of polysorbate 80 andDS (Dalvi and Dave, 2009).
.5.2.3. Effect of polymers on the particle stabilization. Polymers helpo stabilize the particles essentially by the same way as of sur-actants, i.e. adsorption at the solid–liquid interface and reductionf the surface tension leading to an increased rate of nucleation.n the other hand, polymers also get accumulated in the hydro-ynamic layer between the particles and hinder their collision andubsequent growth (Raghavan et al., 2001, 2003). Use of a poly-
er above its critical flocculation concentration (CFC) increases the
article size, essentially by the same way like CMC in case of sur-actants. Adsorption of polymers on the particles further helps intabilization by providing steric hindrance.
tability by providing additional steric hindrance zone.
Some polymers (e.g., Polymer JR 400) are available, which areionic, and thus it is possible to get both steric and electrostaticeffect. However, the ionic polymers generally have a higher solubil-ity in water compared to non-ionic types and according to Lundlius’rule, the quantity of polymer on the adsorption surface is decreasedwith the enhancement of the polymer solubility (Duro et al., 1999).This enhances the particle agglomeration and increases the finalparticle size. Also, because of the higher solubility, these polymersincrease the drug solubility, reduce the degree of supersaturationand increase the particle size as a result of a reduced nucleation rate.In one study, polymer JR 400 (more soluble) was found to increasethe particle size compared to HPMC (less soluble) (Dalvi and Dave,2009).
The viscosity of a polymer also plays a crucial role in control-ling the particle size. High viscous polymers (like HPMC comparedto PVP) reduce the mobility of the nuclei/particle, thereby reduceboth the appearance time and the collision frequency of nuclei, andhence reduce the final particle size.
It has been observed that polymers with higher hydrophobicityand higher H-bonding capacity (with more hydroxyl and carboxylicgroup) often adhere in a better way to the particle surface (VanEerdenbrugh et al., 2009; Zhang et al., 2009a). This is evidentfrom the comparison of HPMC (more hydrophobic, more functionalgroups for H-bonding) and PVP (less hydrophobic, less functionalgroups for H-bonding) (Dalvi and Dave, 2009). The adsorption affin-ity of polymers to the growing crystal surface not only affects thefinal size of the crystals but also the habit of the crystals by havingdifferent extent of adsorption on different crystal faces (Raghavanet al., 2001).
Also, it has been observed that polymers with higher molec-ular weights provide better steric stabilization as it was foundby comparing PVP and PEG (Chen et al., 2002). The stability ofparticles in a polymer solution depends on essentially few intercon-nected factors, i.e., solvent characteristic, amount of the polymeradsorbed, polymer surface affinity and the adsorption kinetics (Buttand Kappl, 2010). As depicted in Fig. 6, in a good solvent (whichensures steric repulsion between well coated surfaces), presenceof a sufficient amount of polymer on the particle surfaces ensuressteric repulsion, and hence ensures particle stability. Presence of aninsufficient amount of polymer and/or slow adsorption on particlesurfaces result in uncovered particle surfaces, which may potenti-ate particle aggregation by direct particle–particle interaction or bypolymer assisted bridge formation. However, if there is no affinitybetween the particle surface and the polymer, the attractive forcesbetween two particles become dominant due to depletion of poly-
mer from the gap of two particles (depletion force). On the otherhand, a bad solvent induces the attraction between particle sur-faces even when polymer is adsorbed.on particle surfaces In thiscase, steric repulsion decreases, van der Waals forces increase and
B. Sinha et al. / International Journal of Pharmaceutics 453 (2013) 126– 141 137
Fig. 6. Schematic description of particle–stabilizer–solvent interaction (modified from Butt and Kappl, 2010). (A) Stabilizer at optimum concentration with good affinity forparticle surface in presence of a good solvent, better stability. (B) Stabilizer at low concentration or having less affinity for particle surface in presence of a good solvent,p affinio ent inp
id
3
dtactwtaSippasCtiipcHr
4i
gcst
1
article–particle bridging with the help of stabilizer molecule. (C) Stabilizer with lessf stabilizer from the surrounding environment, particle aggregation. (D) Poor solvarticle surface and present in a good concentration, particle aggregation.
ntersegmental attractions between polymer chains become moreominant than solvent–polymer attraction (Butt and Kappl, 2010).
.6. Effect of high energy processes during precipitation
High energy processes, such as ultrasonic sound, can be useduring a precipitation process. However, processes such as pis-on gap homonization or jet stream homogenization, can also bepplied after the precipitation process has been accomplished. Pro-esses like ultrasonication help in rapid mixing of the solvent andhe antisolvent phases due to generation of cavitation bubbles,hich cause localized hot spots, where temperature reaches up
o 5000 K and pressure up to 500 atm. This induces rapid mixing,nd hence the particle size is reduced (Doktycz and Suslick, 1990;uslick, 1990). However, if the energy goes beyond a critical value, itmparts higher kinetic energy to the particles, thereby increases thearticle collisions and the agglomerations. It was reported that thearticle size of griseofulvin was significantly reduced by applyingn ultrasonic power of 25 W. However, further increase in the ultra-ound energy increases the particle size (Dalvi and Dave, 2009).avitation force, shear force and turbulent flow are the major par-icle size reduction principles when high pressure homogenizations applied. The use of high energy processes after the precipitations more effective than conventional top-down process to reduce thearticle size. This is because of the fact that after precipitation, therystal lattice tensile strength is reduced, favoring size reduction.igh energy process also reduces mixing time and thereby could
educe the particle size in precipititation process.
. Quick checkpoints for achieving smaller size nanocrystaln liquid antisolvent precipitation process
As stated before, it is indeed difficult to prescribe a generaluideline to obtain smaller nanocrystals by liquid antisolvent pre-ipitation process. However, some general guidelines have beenuggested here that could be followed during the optimization ofhe process.
. Conduct the phase solubility study with various compositionsof solvent/antisolvent at different temperatures to have a clearidea of the degree of supersaturation at any reference point.
ty for particle surface in a good solvent, particle–particle attraction due to depletionduce particle–particle aggregation even if the stabilizer has a good affinity for the
2. Start from a point just above the solubility line and then increasethe degree of supersaturation either by increasing the solute con-tent or by reducing the solvent content and thereby obtain theoptimized degree of supersaturation.
3. Select the best stabilizer type and its concentration by con-ducting experiments using a single stabilizer or in combination.Stabilizer affinity study can be conducted simply by observingwetting under microscope or by using advance techniques suchas AFM.
4. Efficient mixing techniques and additional factors should beused for fast local micromixing of the solvent and the antisolventphases.
5. The nanoparticle preparation process should be done at a lowtemperature. The removal of the solvent and recution of temper-ature after preparation would prevent/reduce the crystal growthphenomenon.
5. Morphology and polymorphism
So far we have discussed about the various processes and factorswhich control the drug nanocrystal particle size. However, besidesthe final particle size, the crystal habit and polymorphic forms arealso affected by different factors.
For example, the change of process temperature changes the vis-cosity of the medium, which affects the molecular transport of thesolutes. This could affect the morphology of the final drug nanocrys-tals (Xia et al., 2010). Particles become more spherical, and henceless fragile with higher temperature; e.g., from rod shaped to spher-ical (Zhang et al., 2009b) or from tetragonal to hexagonal at highertemperature (Li et al., 2007).
The change in the drug concentration was also found to affect themorphology of the drug crystals. Particles become more sphericalwith increasing concentration of drug solution (Zhang et al., 2006b).
Changing the stabilizer type was also found to change the mor-phology of the nanoparticles. It was reported that the use of PVPwith SDS generated rod-shaped particles whereas the use of PEGwith SDS generated irregular flake-shaped particles (Zhang et al.,
2009c).
Besides crystal habit, the arrangement of the crystal lattice isalso highly influenced by the process parameters. The precipitationof a particular polymorphic form not only depends on the type of
1 al of P
sofdrScMtepm
6
ttopdcsidbftwcQtttppc2icsae
7
eiddatttbvfstietet
38 B. Sinha et al. / International Journ
olvent–antisolvent–stabilizer combination but also on the degreef supersaturation achieved when the first nuclei appeared. There-ore, it was possible to alter the polymorphic form by usingifferent solvent types and by altering the degree of supersatu-ation (Beckmann, 1999; Gu et al., 2001; Weissbuch et al., 2005).ome compounds, such as ibuprofen, always tend to precipitate asrystalline form (Le et al., 2009; Pathak et al., 2006; Rasenack andüller, 2002) whereas others, such as cefuroxime axetil, always
end to precipitate as amorphous form (Wang et al., 2010; Zhangt al., 2006a; Zhu et al., 2010a). Hence, judicious selections of therecipitation parameters are necessary to obtain the desirable poly-orphic form which is crucial for regulatory approvals.
. Issues related to precipitation technique
Despite having the potential to prepare smaller drug nanocrys-als with a narrow particle size distribution, precipitationechniques also have several critical issues. Judicious selectionf the solvent, the antisolvent, the stabilizer (s) and the processarameters are crucial to obtain stable nanosuspensions with theesired particle size profile. In liquid antisolvent precipitation pro-ess, it is required to use a significant amount of organic solvent toolubilize the drug. After completion of the precipitation process, its required to remove the organic solvent by rota evaporation/sprayrying/freeze drying process to be able to produce long-term sta-le drug nanocrystals for human/animal use. This might lead tourther precipitation of the dissolved solute, which might be uncon-rolled and could result in an increased mean particle size withider particle size distribution. The residual solvent content must
onform to the ICH guideline of residual solvent (ICH-Guideline-3C). In the precipitation process, the molecules get less time
o orderly organize themselves, which occasionally leads to par-icles with significant amorphousness. Sometimes particles haverapped solvent molecules, which further influence the solid–solidolymorphic transition. The issue of polymorphism and polyamor-hism, i.e. existence of different amorphous phase of the samehemical substance (Hancock et al., 2002; Shete et al., 2010; Yu,001), which is increasingly getting more attention, should be kept
n mind for regulatory approval of the product produced by pre-ipitation technique. Also, depending on the molar ratio of theolvent/antisolvent, the heat of mixing changes widely even fromn endothermic process to an exothermic process. This might influ-nce all the precipitation factors that depend on the temperature.
. Conclusion
In the last two decades, nanotechnology has evolved from anxploratory approach in 90s to a successful commercial approachn the field of drug delivery. Particularly, various technologies ofrug nanocrystal production have been patented by various drugelivery companies. As a result, a wide selection of technologiesnd providers are now available in the market. Bottom-up precipi-ation technologies are increasingly getting more attention becausehey are relatively cheap and at the same time, have the capabilityo produce smaller size particles. However, due to the issues statedefore, more research is indeed required to make the liquid antisol-ent precipitation technology a commercially viable approach. Theocus is now shifting from using liquid antisolvent technology as aeparate process for making drug nanocrystal, to integrate it withhe final step of the drug synthesis process. This integration willndeed be helpful as the drug delivery group can share its knowl-
dge with the chemistry group regarding selection of the stabilizer,he solvent and the antisolvent and at the same time the drug deliv-ry group might achieve improved process control by leveraginghe experience of a chemist.
harmaceutics 453 (2013) 126– 141
Acknowledgement
Funding support provided by Erasmus Mundus External Co-operation Window Lot-13 programme to the first author is highlyacknowledged.
References
Adami, R., et al., 2008. Supercritical antisolvent micronization of nalmefene HCl onlaboratory and pilot scale. Powder Technol. 182, 105–112.
Aghajani, M., et al., 2012. Preparation and optimization of acetaminophennanosuspension through nanoprecipitation using microfluidic devices: an arti-ficial neural networks study. Pharm. Dev. Technol., 1–10, http://dx.doi.org/10.3109/10837450.2011.649854.
Al-Jibbouri, S., 2003. Effects of Additives in Solution Crystallization. Martin-Luther-Universität, Halle-Wittenberg.
Al Shaal, L., et al., 2010. Preserving hesperetin nanosuspensions for dermal applica-tion. Pharmazie 65, 86–92.
Ali, H., et al., 2009a. Artificial neural networks modelling the prednisolone nanopre-cipitation in microfluidic reactors. Eur. J. Pharm. Sci. 37, 514–522.
Ali, H., et al., 2009b. Preparation of hydrocortisone nanosuspension through abottom-up nanoprecipitation technique using microfluidic reactors. Int. J.Pharm. 375, 107–113.
Baldyga, J., et al., 1993. Influence of feed pipe diameter on mesomixing in stirred tankreactors. Chem. Eng. Sci. 48, 3383–3390, http://dx.doi.org/10.1016/0009-2509(93)80155-j.
Beck, C., et al., 2010. Controlled liquid antisolvent precipitation using arapid mixing device. Chem. Eng. Sci. 65, 5669–5675, http://dx.doi.org/10.1016/j.ces.2010.04.001.
Beckmann, W., 1999. Nucleation phenomena during the crystallisa-tion and precipitation of Abecarnil. J. Cryst. Growth, 198–199,http://dx.doi.org/10.1016/s0022-0248(98)01010-0, Part 2, 1307-1314.
Boistelle, R., Astier, J., 1988. Crystallization mechanisms in solution. J. Cryst. Growth90, 14–30.
Branham, M.L., et al., 2012. Preparation and solid-state characterization of ball milledsaquinavir mesylate for solubility enhancement. Eur. J. Pharm. Biopharm. 80,194–202.
Brunner, E., 1904. Reaction velocity in heterogenous systems. Z. Phys. Chem. 47,56–102.
Butt, H.J., Kappl, M., 2010. Surface Forces in Polymer Solutions and Melts, Surface andInterfacial Forces. Wiley-Vch Verlag GmbH & Co. KGaA, Weinheim, pp. 327–361.
Chattopadhyay, P., Gupta, R., 2001a. Production of antibiotic nanoparticles usingsupercritical CO2 as antisolvent with enhanced mass transfer. Ind. Eng. Chem.Res. 40, 3530–3539.
Chattopadhyay, P., Gupta, R., 2001b. Production of griseofulvin nanoparticles usingsupercritical CO2 antisolvent with enhanced mass transfer. Int. J. Pharm. 228,19–31.
Chaubal, M.V., Popescu, C., 2008. Conversion of nanosuspensions into drypowders by spray drying: a case study. Pharm. Res. 25, 2302–2308,http://dx.doi.org/10.1007/s11095-008-9625-0.
Chen, H., et al., 2011. Nanonization strategies for poorly water-soluble drugs. DrugDiscov. Today 16, 354–360.
Chen, J., Shao, L., 2003. Mass production of nanoparticles by high gravityreactive precipitation technology with low cost. China Particuol. 1, 64–69,http://dx.doi.org/10.1016/s1672-2515(07)60110-9.
Chen, J., et al., 2000. Synthesis of nanoparticles with novel technology: high-gravityreactive precipitation. Ind. Eng. Chem. Res. 39, 948–954.
Chen, J., et al., 2006. Preparation and characterization of amorphous cefuroximeaxetil drug nanoparticles with novel technology: high-gravity antisolvent pre-cipitation. Ind. Eng. Chem. Res. 45, 8723–8727.
Chen, J., et al., 2004a. Feasibility of preparing nanodrugs by high-gravity reactiveprecipitation. Int. J. Pharm. 269, 267–274.
Chen, X., et al., 2004b. Rapid dissolution of high potency itraconazole particles pro-duced by evaporative precipitation into aqueous solution. J. Drug Deliv. Sci.Technol. 14, 299–304.
Chen, X., et al., 2004c. Rapid dissolution of high-potency danazol particles producedby evaporative precipitation into aqueous solution. J. Pharm. Sci. 93, 1867–1878.
Chen, X., et al., 2002. Preparation of cyclosporin A nanoparticles by evaporativeprecipitation into aqueous solution. Int. J. Pharm. 242, 3–14.
Chiou, H., et al., 2007. Production of salbutamol sulfate for inhalation by high-gravitycontrolled antisolvent precipitation. Int. J. Pharm. 331, 93–98.
Cho, E., et al., 2010. Enhanced dissolution of megestrol acetate microcrystals pre-pared by antisolvent precipitation process using hydrophilic additives. Int. J.Pharm. 310, 91–98.
Choi, J., et al., 2005. Role of polymeric stabilizers for drug nanocrystal dispersions.Curr. Appl. Phys. 5, 472–474.
Chung, C., et al., 2011. Design and experiments of a short-mixing-length baffled
microreactor and its application to microfluidic synthesis of nanoparticles.Chem. Eng. J. 168, 790–798.
D’Addio, S.M., Prud’homme, R.K., 2011. Controlling drug nanoparticle for-mation by rapid precipitation. Adv. Drug Deliv. Rev. 63, 417–426,http://dx.doi.org/10.1016/j.addr.2011.04.005.
a Rocha, S., et al., 2001. Concentrated CO2-in-water emulsions with nonionic poly-meric surfactants. J. Colloid Interf. Sci. 239, 241–253.
alvi, S., Dave, R., 2009. Controlling particle size of a poorly water-soluble drug usingultrasound and stabilizers in antisolvent precipitation. Ind. Eng. Chem. Res. 48,7581–7593.
e Waard, H., et al., 2009. Preparation of drug nanocrystals by controlled crystal-lization: application of a 3-way nozzle to prevent premature crystallization forlarge scale production. Eur. J. Pharm. Sci. 38, 224–229.
e Waard, H., et al., 2008. A novel bottom-up process to produce drug nanocrystals:controlled crystallization during freeze-drying. J. Control. Release 128, 179–183.
ehghani, F., Foster, N., 2003. Dense gas anti-solvent processes for pharmaceuticalformulation. Curr. Opin. Solid State Mater. Sci. 7, 363–369.
eng, J., et al., 2010. Understanding the structure and stability of pacli-taxel nanocrystals. Int. J. Pharm. 390, 242–249, http://dx.doi.org/10.1016/j.ijpharm.2010.02.013.
humal, R., et al., 2008. Preparation of amorphous cefuroxime axetil nanopar-ticles by sonoprecipitation for enhancement of bioavailability. Eur. J. Pharm.Biopharm. 70, 109–115.
ickson, J.L., et al., 2004. Critical flocculation density of dilute water-in-CO2 emul-sions stabilized with block copolymers. J. Colloid Interf. Sci. 272, 444–456,http://dx.doi.org/10.1016/j.jcis.2003.09.052.
oktycz, S., Suslick, K., 1990. Interparticle collisions driven by ultrasound. Science247, 1067–1069.
omingo, C., et al., 1997. Precipitation of ultrafine organic crystals from the rapidexpansion of supercritical solutions over a capillary and a frit nozzle. J. Supercrit.Fluid 10, 39–55.
ong, Y., et al., 2009a. A continuous and highly effective static mixing process forantisolvent precipitation of nanoparticles of poorly water-soluble drugs. Int. J.Pharm. 386, 256–261, http://dx.doi.org/10.1016/j.ijpharm.2009.11.007.
ong, Y., et al., 2009b. Preparation and characterization of spironolactone nanopar-ticles by antisolvent precipitation. Int. J. Pharm. 375, 84–88.
ouroumis, D., Fahr, A., 2006. Nano- and micro-particulate formulations of poorlywater-soluble drugs by using a novel optimized technique. Eur. J. Pharm. Bio-pharm. 63, 173–175.
ouroumis, D., Fahr, A., 2007. Stable carbamazepine colloidal systems using thecosolvent technique. Eur. J. Pharm. Sci. 30, 367–374.
ouroumis, D., et al., 2008. Using a modified shepards method for optimization ofa nanoparticulate cyclosporine a formulation prepared by a static mixer tech-nique. J. Pharm. Sci. 97, 919–930.
uro, R., et al., 1999. Interfacial adsorption of polymers and surfactants: implicationsfor the properties of disperse systems of pharmaceutical interest. Drug Dev. Ind.Pharm. 25, 817–829.
oster, N., et al., 2003. Processing pharmaceutical compounds using dense gas tech-nology. Ind. Eng. Chem. Res. 42, 6476–6493.
owler, R., 1989. Higees: a status report. Chem. Eng. 456, 35–37.ranke, J., Mersmann, A., 1995. The influence of the operational conditions on the
precipitation process. Chem. Eng. Sci. 50, 1737–1753.assmann, P., et al., 1994. Hydrosols: alternatives for the parenteral application of
poorly water soluble drugs. Eur. J. Pharm. Biopharm. 40, 64–72.eorge, M., Ghosh, I., 2012. Identifying the correlation between drug/stabilizer
properties and critical quality attributes (CQAs) of nansosuspension for-mulation prepared by wet media milling technology. Eur. J. Pharm. Sci.,http://dx.doi.org/10.1016/j.ejps.2012.10.004.
radl, J., et al., 2006. Precipitation of nanoparticles in a T-mixer: coupling the particlepopulation dynamics with hydrodynamics through direct numerical simulation.Chem. Eng. Process 45, 908–916.
u, C.H., et al., 2001. Polymorph screening: influence of solvents on the rate ofsolvent-mediated polymorphic transformation. J. Pharm. Sci. 90, 1878–1890.
aberkorn, H., et al., 2003. Early stages of particle formation in precipitationreactions—quinacridone and boehmite as generic examples. J. Colloid Interf. Sci.259, 112–126.
ancock, B., et al., 2002. Polyamorphism: a pharmaceutical science perspective. J.Pharm. Pharmacol. 54, 1151–1152.
artman, P., Bennema, P., 1980. The attachment energy as a habit control-ling factor. I. Theoretical considerations. J. Cryst. Growth 49, 145–156,http://dx.doi.org/10.1016/0022-0248(80)90075-5.
orn, D., Rieger, J., 2001. Organic nanoparticles in the aqueous phase-theory, exper-iment, and use. Angew. Chem. Int. Ed. 40, 4330–4361.
u, J., et al., 2004a. Nanoparticle engineering processes for enhancing the dissolutionrates of poorly water soluble drugs. Drug Dev. Ind. Pharm. 30, 233–245.
u, J., et al., 2004b. Stable amorphous danazol nanostructured powders with rapiddissolution rates produced by spray freezing into liquid. Drug Dev. Ind. Pharm.30, 695–704.
u, J., et al., 2003. Spray freezing into liquid (SFL) particle engineering technologyto enhance dissolution of poorly water soluble drugs: organic solvent versusorganic/aqueous co-solvent systems. Eur. J. Pharm. Sci. 20, 295–303.
u, J., et al., 2004c. Rapid dissolving high potency danazol powders produced byspray freezing into liquid process. Int. J. Pharm. 271, 145–154.
u, J., et al., 2002. Improvement of dissolution rates of poorly water soluble APIsusing novel spray freezing into liquid technology. Pharm. Res. 19, 1278–1284.
u, T., et al., 2008a. Preparation of inhalable salbutamol sulphate using reactive high
gravity controlled precipitation. J. Pharm. Sci. 97, 944–949.
u, T., et al., 2008b. Engineering of drug nanoparticles by HGCP for pharmaceuticalapplications. Particuology 6, 239–251.
uang, Q., et al., 2008. Micronization of gemfibrozil by reactive precipitation process.Int. J. Pharm. 360, 58–64.
armaceutics 453 (2013) 126– 141 139
ICH-Guideline-Q3C, 1997. ICH Guideline Q3C: impurities: guideline for residualsolvents. In: International Conference on Harmonization of Technical Require-ments for Registration of New Chemical Entity, Rockville, MD, USA.
Johnson, B., Prud’homme, R., 2003a. Flash nanoprecipitation of organic actives andblock copolymers using a confined impinging jets mixer. Aust. J. Chem. 56,1021–1024.
Johnson, B.K., Prud’homme, R.K., 2003b. Chemical processing and micromixing inconfined impinging jets. AIChE J. 49, 2264–2282.
Johnson, B.K., et al., 2006. Nanoprecipitation of pharmaceuticals using mixing andblock copolymer stabilization. In: Svenson, S. (Ed.), Polymeric Drug Delivery II.ACS Publications, pp. 278–291, http://dx.doi.org/10.1021/bk-2006-0924.ch018.
Jung, J., Perrut, M., 2001. Particle design using supercritical flu-ids: literature and patent survey. J. Supercrit. Fluid 20, 179–219,http://dx.doi.org/10.1016/s0896-8446(01)00064-x.
Kaerger, J., Price, R., 2004. Processing of spherical crystalline particles via a novelsolution atomization and crystallization by sonication (SAXS) technique. Pharm.Res. 21, 372–381.
Kakran, M., et al., 2010. Fabrication of drug nanoparticles by evapora-tive precipitation of nanosuspension. Int. J. Pharm. 383, 285–292,http://dx.doi.org/10.1016/j.ijpharm.2009.09.030.
Kakran, M., et al., 2012. Fabrication of quercetin nanocrystals: compar-ison of different methods. Eur. J. Pharm. Biopharm. 80, 113–121,http://dx.doi.org/10.1016/j.ejpb.2011.08.006.
Kassem, M., et al., 2007. Nanosuspension as an ophthalmic delivery sys-tem for certain glucocorticoid drugs. Int. J. Pharm. 340, 126–133,http://dx.doi.org/10.1016/j.ijpharm.2007.03.011.
Keck, C.M., Muller, R.H., 2006. Drug nanocrystals of poorly soluble drugs pro-duced by high pressure homogenisation. Eur. J. Pharm. Biopharm. 62, 3–16,http://dx.doi.org/10.1016/j.ejpb.2005.05.009.
Kesisoglou, F., Mitra, A., 2012. Crystalline nanosuspensions as potential toxicologyand clinical oral formulations for BCS II/IV compounds. AAPS J. 14, 677–687,http://dx.doi.org/10.1208/s12248-012-9383-0.
Kesisoglou, F., et al., 2007. Nanosizing—oral formulation developmentand biopharmaceutical evaluation. Adv. Drug Deliv. Rev. 59, 631–644,http://dx.doi.org/10.1016/j.addr.2007.05.003.
Kim, M., et al., 2008. Preparation, characterization and in vivo evaluation of amor-phous atorvastatin calcium nanoparticles using supercritical antisolvent (SAS)process. Eur. J. Pharm. Biopharm. 69, 454–465.
Kipp, J., et al., 2001. Microprecipitation method for preparing submicron suspen-sions, Patent, U.S., 6,607,784 B2.
Kitamura, S., et al., 1989. Effect of grinding on the solid-state stability of cefiximetrihydrate. Int. J. Pharm. 56, 125–134.
Krukonis, V., 1984. Supercritical fluid nucleation of difficult-to-comminute solids.In: Annual Meeting AIChE, San Francisco.
Kumar, V., et al., 2009. Formulation and stability of itraconazole and odanacatibnanoparticles: governing physical parameters. Mol. Pharm. 6, 1118–1124.
Le, Y., et al., 2009. Nanosized bicalutamide and its molecular structure in solvents.Int. J. Pharm. 370, 175–180.
Li, H., et al., 2003. Rapid sonocrystallization in the salting-out process. J. Cryst.Growth 247, 192–198.
Li, X., et al., 2007. Preparation of uniform prednisolone microcrystals by a controlledmicroprecipitation method. Int. J. Pharm. 342, 26–32.
Lindfors, L., et al., 2006. Amorphous drug nanosuspensions. 1. Inhibition of Ostwaldripening. Langmuir 22, 906–910.
Lipinski, C., 2002. Poor aqueous solubility—an industry wide problem in drug dis-covery. Am. Pharm. Rev. 5, 82–85.
List, M., Sucker, H., 1988. Pharmaceutical colloidal hydrosols for injection. GB Patent2200048.
Liu, D., et al., 2012. Fabrication of carvedilol nanosuspensions through theanti-solvent precipitation–ultrasonication method for the improvement ofdissolution rate and oral bioavailability. AAPS PharmSciTech. 13, 1–10,http://dx.doi.org/10.1208/s12249-011-9750-7.
Liu, Y., et al., 2008. Mixing in a multi-inlet vortex mixer (MIVM) for flash nano-precipitation. Chem. Eng. Sci. 63, 2829–2842.
Louhi-Kultanen, M., et al., 2006. Crystallization of glycine with ultrasound. Int. J.Pharm. 320, 23–29.
Luque de Castro, M., Priego-Capote, F., 2007. Ultrasound-assisted crystallization(sonocrystallization). Ultrason. Sonochem. 14, 717–724.
Manne, S., et al., 1994. Direct visualization of surfactant hemimicelles by forcemicroscopy of the electrical double layer. Langmuir 10, 4409–4413.
Manne, S., Gaub, H., 1995. Molecular organization of surfactants at solid–liquidinterfaces. Science 270, 1480.
Matteucci, M., et al., 2007. Design of potent amorphous drug nanoparticles for rapidgeneration of highly supersaturated media. Mol. Pharm. 4, 782–793.
Matteucci, M., et al., 2006. Drug nanoparticles by antisolvent precipitation: mixingenergy versus surfactant stabilization. Langmuir 22, 8951–8959.
Merisko-Liversidge, E., Liversidge, G.G., 2011. Nanosizing for oral and parenteraldrug delivery: aA perspective on formulating poorly water soluble compoundsusing wet media milling technology. Adv. Drug Deliv. Rev. 63, 427–440,http://dx.doi.org/10.1016/j.addr.2010.12.007.
Mersmann, A., 1999. Crystallization and precipitation. 1. Chem. Eng. Process 38,
345–353.
Meziani, M., et al., 2009. Supercritical fluid technology for nanotechnol-ogy in drug delivery. In: Villiers, M., Aramwit, P., Kwon, G. (Eds.),Nanotechnology in Drug Delivery. Springer, New York, pp. 69–104,http://dx.doi.org/10.1007/978-0-387-77668-2 3.
ishra, P.R., et al., 2009. Production and characterization of Hesperetin nanosus-pensions for dermal delivery. Int. J. Pharm. 371, 182–189.
oeschwitzer, J., 2010. Nanotechnology: particle size reduction technologies in thepharmaceutical development process. Am. Pharm. Rev. April, 54–59.
ohr, K.H., 1987. High-pressure homogenization. Part I. Liquid–liquid disper-sion in turbulence fields of high energy density. J. Food Eng. 6, 177–186,http://dx.doi.org/10.1016/0260-8774(87)90023-9.
öschwitzer, J., 2005. Verfahren zur Herstellung ultrafeiner Submicron-Suspensionen/Method for the production of ultra-fine submicron suspensions,DE102005011786A1, EP 1868573A2, W02006/094808.
öschwitzer, J., Lemke, A., 2005. Method for carefully producing ultrafine particlesuspensions and ultrafine particles and use thereof. WO/2006/108637 (WIPO),DE102005017777A1 (German Patent).
öschwitzer, J., Müller, R., 2007. Drug nanocrystals—the universal formulationapproach for poorly soluble drugs. In: Thassu, D., Deleers, M., Pathak, Y. (Eds.),Nanoparticulate Drug Delivery Systems. Informa Healthcare, pp. 71–88.
öschwitzer, J., Müller, R.H., 2006. New method for the effective production ofultrafine drug nanocrystals. J. Nanosci. Nanotechnol. 6, 3145–3153.
öschwitzer, J., Müller, R.H., 2005. Verfahren und Vorrichtung zur Herstel-lung hochfeiner Partikel sowie zur Beschichtug solcher Partikel/Methodand device for producing very fine particles and coating such particles,DE102005053862A1, PCT/EP2006/009930.
uhrer, G., Mazzotti, M., 2003. Precipitation of lysozyme nanoparticles fromdimethyl sulfoxide using carbon dioxide as antisolvent. Biotechnol. Prog. 19,549–556.
uller, R.H., et al., 2011. State of the art of nanocrystals—special features, production,nanotoxicology aspects and intracellular delivery. Eur. J. Pharm. Biopharm. 78,1–9, http://dx.doi.org/10.1016/j.ejpb.2011.01.007.
üller, R.H., Möschwitzer, J., 2009. Methods and device for producing very fineparticles and coating such particles, Patent, U.S., 20090297565.
uller, R.H., Peters, K., 1998. Nanosuspensions for the formulation of poorly solubledrugs. I. Preparation by a size-reduction technique. Int. J. Pharm. 160, 229–237.
ullin, J.W., 2001. Crystallization, 4th ed. Butterworth-Heinemann, London.urnane, D., et al., 2008. Developing an environmentally benign process for the pro-
duction of microparticles: amphiphilic crystallization. Eur. J. Pharm. Biopharm.69, 72–82.
ano Spray Dryer B-90. http://www.buchi.com/Nano-Spray-Dryer-B-90.12378.0.html (last accessed 19.04.11).
ernst, W., 1904. Theory of reaction velocity in heterogenous systems. Z. Phys. Chem.47, 52–55.
ishida, I., 2004. Precipitation of calcium carbonate by ultrasonic irradiation. Ultra-son. Sonochem. 11, 423–428, http://dx.doi.org/10.1016/j.ultsonch.2003.09.003.
oyes, A., Whitney, W., 1897. The rate of solution of solid substances in their ownsolutions. J. Am. Chem. Soc. 19, 930–934.
anagiotou, T., et al., 2009. Production of norfloxacin nanosuspensions usingmicrofluidics reaction technology through solvent/antisolvent crystallization.Ind. Eng. Chem. Res. 48, 1761–1771.
athak, P., et al., 2007a. Supercritical fluid processing of drug nanoparticles in stablesuspension. J. Nanosci. Nanotechnol. 7, 2542–2545.
athak, P., et al., 2004. Nanosizing drug particles in supercritical fluid processing. J.Am. Chem. Soc. 126, 10842–10843.
athak, P., et al., 2006. Formation and stabilization of ibuprofen nanoparticles insupercritical fluid processing. J. Supercrit. Fluid 37, 279–286.
athak, P., et al., 2007b. Nanosized paclitaxel particles from supercritical carbondioxide processing and their biological evaluation. Langmuir 23, 2674–2679.
rentis, R., et al., 1988. Pharmaceutical innovation by the seven UK-owned pharma-ceutical companies (1964–1985). Br. J. Clin. Pharmacol. 25, 387.
u, X., et al., 2009. Development of a chemically stable 10-hydroxycamptothecin nanosuspensions. Int. J. Pharm. 379, 167–173,http://dx.doi.org/10.1016/j.ijpharm.2009.05.062.
abinow, B., 2004. Nanosuspensions in drug delivery. Nat. Rev. Drug Discov. 3,785–796.
abinow, B., et al., 2007. Itraconazole IV nanosuspension enhances efficacy throughaltered pharmacokinetics in the rat. Int. J. Pharm. 339, 251–260.
aghavan, S., et al., 2003. Formation and stabilisation of triclosan colloidal suspen-sions using supersaturated systems. Int. J. Pharm. 261, 153–158.
aghavan, S., et al., 2001. Crystallization of hydrocortisone acetate: influence ofpolymers. Int. J. Pharm. 212, 213–221.
amshaw, C., 1983. Higee’ distillation—an example of process intensification. Chem.Eng. 389, 13–14.
asenack, N., 2004. Micron size drug particles: common and novel micronizationtechniques. Pharm. Dev. Technol. 9, 1–13.
asenack, N., Müller, B.W., 2002. Properties of ibuprofen crystallized under var-ious conditions: a comparative study. Drug Dev. Ind. Pharm. 28, 1077–1089,http://dx.doi.org/10.1081/DDC-120014575.
asenack, N., et al., 2003. Micronization of anti-inflammatory drugs for pulmonarydelivery by a controlled crystallization process. J. Pharm. Sci. 92, 35–44.
asenack, N., et al., 2004. Preparation of microcrystals by in situ micronization.Powder Technol. 143, 291–296.
everchon, E., 1999. Supercritical antisolvent precipitation of micro- and nano-particles. J. Supercrit. Fluid 15, 1–21.
everchon, E., Della Porta, G., 1999. Production of antibiotic micro- and nano-particles by supercritical antisolvent precipitation. Powder Technol. 106, 23–29.
ogers, T., et al., 2004. Development and characterization of a scalable controlledprecipitation process to enhance the dissolution of poorly water-soluble drugs.Pharm. Res. 21, 2048–2057.
harmaceutics 453 (2013) 126– 141
Rogers, T., et al., 2002. A novel particle engineering technology: spray-freezing intoliquid. Int. J. Pharm. 242, 93–100.
Rogers, T., et al., 2001. Solution-based particle formation of pharmaceutical powdersby supercritical or compressed fluid CO2 and cryogenic spray-freezing technolo-gies. Drug Dev. Ind. Pharm. 27, 1003–1015.
Ruch, F., Matijevi, E., 2000. Preparation of micrometer size budesonide particles byprecipitation. J. Colloid Interf. Sci. 229, 207–211.
Salazar, J., et al., 2012. Nanocrystals: comparison of the size reduction effectivenessof a novel combinative method with conventional top-down approaches. Eur. J.Pharm. Biopharm. 81, 82–90, http://dx.doi.org/10.1016/j.ejpb.2011.12.015.
Salazar, J., et al., 2011. Process optimization of a novel production method fornanosuspensions using design of experiments (DoE). Int. J. Pharm. 420, 395–403,http://dx.doi.org/10.1016/j.ijpharm.2011.09.003.
Sarkari, M., et al., 2002. Enhanced drug dissolution using evaporative precipitationinto aqueous solution. Int. J. Pharm. 243, 17–31.
Shegokar, R., Müller, R., 2010. NanoCrystals: industrially feasible multifunctionalformulation technology for poorly soluble actives. Int. J. Pharm. 399, 129–139.
Shelar, D.B., et al., 2012. Fabrication of isradipine nanosuspension by anti-solvent microprecipitation–high-pressure homogenization method for enhanc-ing dissolution rate and oral bioavailability. Drug Del. Transl. Res., 1–8,http://dx.doi.org/10.1007/s13346-012-0081-3.
Shen, Z., et al., 2004. Properties of cephradine produced by high gravity technology.Chin. Pharm. J. – Beijing 39, 36–39.
Shete, G., et al., 2010. Solid state characterization of commercial crystalline andamorphous atorvastatin calcium samples. AAPS PharmSciTech. 11, 598–609,http://dx.doi.org/10.1208/s12249-010-9419-7.
Shi, Y., et al., 2009. Recent advances in intravenous delivery of poorly water-solublecompounds. Expert Opin. Drug Del. 6, 1261–1282.
Sinswat, P., et al., 2005. Stabilizer choice for rapid dissolving high potency itracona-zole particles formed by evaporative precipitation into aqueous solution. Int. J.Pharm. 302, 113–124.
Slavtchev, S., et al., 2006. Marangoni instability of liquid–liquid systems with asurface-active solute. Colloid Surf. A 282, 37–49.
Sloan, R., et al., 1998. Supercritical fluid processing: preparation of stable proteinparticles. In: Proceedings of the 5th Meeting on Supercritical fluids, Nice.
Sultana, S., et al., 2012. Inhalation of alendronate nanoparticles as dry pow-der inhaler for the treatment of osteoporosis. J. Microencapsul. 29, 445–454,http://dx.doi.org/10.3109/02652048.2012.655428.
Sun, Y., Rollins, H., 1998. Preparation of polymer-protected semiconductor nanopar-ticles through the rapid expansion of supercritical fluid solution. Chem. Phys.Lett. 288, 585–588.
Suslick, K., 1990. Sonochemistry. Science 247, 1439.Tenorio, A., et al., 2007. Controlled submicro particle formation of ampicillin by
supercritical antisolvent precipitation. J. Supercrit. Fluid 40, 308–316.Thakur, R., Gupta, R., 2005. Rapid expansion of supercritical solution with solid cosol-
Thakur, R., Gupta, R., 2006a. Formation of phenytoin nanoparticles using rapidexpansion of supercritical solution with solid cosolvent (RESS–SC) process. Int.J. Pharm. 308, 190–199.
Thakur, R., Gupta, R., 2006b. Rapid expansion of supercritical solution with solidcosolvent (RESS–SC) process: formation of 2-aminobenzoic acid nanoparticle. J.Supercrit. Fluid 37, 307–315.
Thiering, R., et al., 2001. Current issues relating to anti-solvent micronisation tech-niques and their extension to industrial scales. J. Supercrit. Fluid 21, 159–177.
Thorat, A.A., Dalvi, S.V., 2012. Liquid antisolvent precipitation and stabiliza-tion of nanoparticles of poorly water soluble drugs in aqueous suspensions:recent developments and future perspective. Chem. Eng. J. 181–182, 1–34,http://dx.doi.org/10.1016/j.cej.2011.12.044.
Thote, A., Gupta, R., 2005. Formation of nanoparticles of a hydrophilic drug usingsupercritical carbon dioxide and microencapsulation for sustained release.Nanomed.: Nanotechnol. Biol. Med. 1, 85–90.
Tozuka, Y., et al., 2010. A combinational supercritical CO2 system fornanoparticle preparation of indomethacin. Int. J. Pharm. 386, 243–248,http://dx.doi.org/10.1016/j.ijpharm.2009.10.044.
Türk, M., 2009. Manufacture of submicron drug particles with enhanced dissolutionbehaviour by rapid expansion processes. J. Supercrit. Fluid 47, 537–545.
Türk, M., Lietzow, R., 2008. Formation and stabilization of submicron particles viarapid expansion processes. J. Supercrit. Fluid 45, 346–355.
Van Eerdenbrugh, B., et al., 2008. Top-down production of drug nanocrystals:nanosuspension stabilization, miniaturization and transformation into solidproducts. Int. J. Pharm. 364, 64–75.
Van Eerdenbrugh, B., et al., 2009. A screening study of surface stabilization duringthe production of drug nanocrystals. J. Pharm. Sci. 98, 2091–2103.
Vandecruys, R., et al., 2007. Use of a screening method to determine excipients whichoptimize the extent and stability of supersaturated drug solutions and applica-tion of this system to solid formulation design. Int. J. Pharm. 342, 168–175.
Varshosaz, J., et al., 2009. Preparation of cefuroxime axetil nanoparticles by rapidexpansion of supercritical fluid technology. Powder Technol. 189, 97–102.
Vaughn, J., et al., 2005. Comparison of powder produced by evaporative precipitationinto aqueous solution (EPAS) and spray freezing into liquid (SFL) technologies
using novel Z-contrast STEM and complimentary techniques. Eur. J. Pharm. Bio-pharm. 60, 81–89.
Vaughn, J., et al., 2006. Supersaturation produces high bioavailability of amorphousdanazol particles formed by evaporative precipitation into aqueous solution andspray freezing into liquid technologies. Drug Dev. Ind. Pharm. 32, 559–567.
erma, S., et al., 2009a. A comparative study of top-down and bottom-up approachesfor the preparation of micro/nanosuspensions. Int. J. Pharm. 380, 216–222.
erma, S., et al., 2009b. Scanning probe microscopy method for nanosuspensionstabilizer selection. Langmuir 25, 12481–12487.
altersson, J., Lundgren, P., 1985. The effect of mechanical comminution on drugstability. Acta Pharm. Suec. 22, 291–300.
ang, J., et al., 2010. Microfluidic synthesis of amorphous cefuroxime axetilnanoparticles with size-dependent and enhanced dissolution rate. Chem. Eng.J. 162, 844–851, http://dx.doi.org/10.1016/j.cej.2010.06.022.
ang, X., et al., 2005. Low molecular weight poly (ethylene glycol) as an environ-mentally benign solvent for pharmaceutical crystallization and precipitation.Cryst. Growth Des. 5, 85–92.
ang, Z., et al., 2007. Preparation of ultrafine beclomethasone dipropionate drugpowder by antisolvent precipitation. Ind. Eng. Chem. Res. 46, 4839–4845.
eissbuch, I., et al., 2005. Solvent effect on crystal polymorphism: why addi-tion of methanol or ethanol to aqueous solutions induces the precipitationof the least stable � form of glycine. Angew. Chem. Int. Ed. 44, 3226–3229,http://dx.doi.org/10.1002/anie.200500164.
ilding, I., 2001. In search of a simple solution for complex molecules. Scrip Mag.5, 9.
u, L., et al., 2011. Physical and chemical stability of drug nanoparticles. Adv. DrugDeliv. Rev. 63, 456–469, http://dx.doi.org/10.1016/j.addr.2011.02.001.
ia, D., et al., 2010. Preparation of stable nitrendipine nanosuspensionsusing the precipitation–ultrasonication method for enhancement ofdissolution and oral bioavailability. Eur. J. Pharm. Sci. 40, 325–334,http://dx.doi.org/10.1016/j.ejps.2010.04.006.
u, L.M., et al., 2012. Engineering drug ultrafine particles of beclometha-sone dipropionate for dry powder inhalation. Int. J. Pharm. 436, 1–9,http://dx.doi.org/10.1016/j.ijpharm.2012.06.038.
asuji, T., et al., 2008. Particle design of poorly water-soluble drug substances usingsupercritical fluid technologies. Adv. Drug Deliv. Rev. 60, 388–398.
ork, P., 1999. Strategies for particle design using supercritical fluid technologies.Pharm. Sci. Technol. Today 2, 430–440.
oung, T., et al., 2000. Rapid expansion from supercritical to aqueous solution to
produce submicron suspensions of water-insoluble drugs. Biotechnol. Prog. 16,402–407.
u, L., 2001. Amorphous pharmaceutical solids: preparation, char-acterization and stabilization. Adv. Drug Deliv. Rev. 48, 27–42,http://dx.doi.org/10.1016/s0169-409x(01)00098-9.
armaceutics 453 (2013) 126– 141 141
Zhang, H., et al., 2009a. Micronization of atorvastatin calcium by antisolvent precip-itation process. Int. J. Pharm. 374, 106–113.
Zhang, J., et al., 2011. Enhanced bioavailability after oral and pulmonary adminis-tration of baicalein nanocrystal. Int. J. Pharm. 420, 180–188.
Zhang, J., et al., 2006a. Preparation of amorphous cefuroxime axetil nanoparticlesby controlled nanoprecipitation method without surfactants. Int. J. Pharm. 323,153–160.
Zhang, X., et al., 2006b. Preparation of all-trans retinoic acid nanosuspensionsusing a modified precipitation method. Drug Dev. Ind. Pharm. 32, 857–863,http://dx.doi.org/10.1080/03639040500534184.
Zhang, Z., et al., 2009b. Micronization of silybin by the emulsion solvent diffusionmethod. Int. J. Pharm. 376, 116–122.
Zhang, Z., et al., 2009c. Nanonization of megestrol acetate by liquid precipitation.Ind. Eng. Chem. Res. 48, 8493–8499.
Zhao, H., et al., 2007. Controlled liquid antisolvent precipitation of hydrophobicpharmaceutical nanoparticles in a microchannel reactor. Ind. Eng. Chem. Res.46, 8229–8235.
Zhao, H., et al., 2009a. Facile preparation of danazol nanoparticles by high-gravityanti-solvent precipitation (HGAP) method. Chin. J. Chem. Eng. 17, 318–323.
Zhao, X., et al., 2009b. Development of Silymarin nanocrystals lyophilizedpower applying nanosuspension technology. Zhongguo Zhong Yao Za Zhi 34,1503–1508.
Zhao, X., et al., 2010a. Preparation and characterization of camptothecin powdermicronized by a supercritical antisolvent (SAS) process. J. Supercrit. Fluid 51,412–419, http://dx.doi.org/10.1016/j.supflu.2009.10.004.
Zhao, Y.-X., et al., 2010b. Preparation and cytotoxic activity ofhydroxycamptothecin nanosuspensions. Int. J. Pharm. 392, 64–71,http://dx.doi.org/10.1016/j.ijpharm.2010.03.027.
Zhong, J., et al., 2005. Preparation and characterization of uniform nanosizedcephradine by combination of reactive precipitation and liquid anti-solventprecipitation under high gravity environment. Int. J. Pharm. 301, 286–293.
Zhu, W.S., et al., 2011. Atomistic simulation study of surfactant and polymer inter-actions on the surface of a fenofibrate crystal. Eur. J. Pharm. Sci. 42, 452–461,http://dx.doi.org/10.1016/j.ejps.2011.01.009.
Zhu, W.Z., et al., 2010a. Liquid antisolvent preparation of amorphous cefuroximeaxetil nanoparticles in a tube-in-tube microchannel reactor. Int. J. Pharm. 395,260–265, http://dx.doi.org/10.1016/j.ijpharm.2010.05.018.
Zhu, Z., et al., 2010b. Polyelectrolyte stabilized drug nanoparticles via flash nano-precipitation. A model study with carotene. J. Pharm. Sci. 99, 4295–4306.