UNIVERSITATIS OULUENSIS ACTA C TECHNICA OULU 2016 C 569 Anna Kisko MICROSTRUCTURE AND PROPERTIES OF REVERSION TREATED LOW-Ni HIGH-Mn AUSTENITIC STAINLESS STEELS UNIVERSITY OF OULU GRADUATE SCHOOL; UNIVERSITY OF OULU, FACULTY OF TECHNOLOGY C 569 ACTA Anna Kisko
Transcript
UNIVERSITY OF OULU P .O. Box 8000 F I -90014 UNIVERSITY OF OULU FINLAND
A C T A U N I V E R S I T A T I S O U L U E N S I S
Professor Esa Hohtola
University Lecturer Santeri Palviainen
Postdoctoral research fellow Sanna Taskila
Professor Olli Vuolteenaho
University Lecturer Veli-Matti Ulvinen
Director Sinikka Eskelinen
Professor Jari Juga
University Lecturer Anu Soikkeli
Professor Olli Vuolteenaho
Publications Editor Kirsti Nurkkala
ISBN 978-952-62-1214-2 (Paperback)ISBN 978-952-62-1215-9 (PDF)ISSN 0355-3213 (Print)ISSN 1796-2226 (Online)
U N I V E R S I TAT I S O U L U E N S I SACTAC
TECHNICA
U N I V E R S I TAT I S O U L U E N S I SACTAC
TECHNICA
OULU 2016
C 569
Anna Kisko
MICROSTRUCTURE AND PROPERTIES OF REVERSION TREATED LOW-Ni HIGH-Mn AUSTENITIC STAINLESS STEELS
UNIVERSITY OF OULU GRADUATE SCHOOL;UNIVERSITY OF OULU,FACULTY OF TECHNOLOGY
C 569
ACTA
Anna K
isko
C569etukansi.kesken.fm Page 1 Wednesday, April 27, 2016 2:24 PM
A C T A U N I V E R S I T A T I S O U L U E N S I SC Te c h n i c a 5 6 9
ANNA KISKO
MICROSTRUCTURE AND PROPERTIES OF REVERSION TREATED LOW-Ni HIGH-Mn AUSTENITIC STAINLESS STEELS
Academic dissertation to be presented, with the assent ofthe Doctoral Training Committee of Technology andNatural Sciences of the University of Oulu, for publicdefence in the Wetteri auditorium (IT115), Linnanmaa, on10 June 2016, at 12 noon
Reviewed byProfessor Paulo FerreiraProfessor Ahmad Kermanpur
ISBN 978-952-62-1214-2 (Paperback)ISBN 978-952-62-1215-9 (PDF)
ISSN 0355-3213 (Printed)ISSN 1796-2226 (Online)
Cover DesignRaimo Ahonen
JUVENES PRINTTAMPERE 2016
OpponentsProfessor Paulo FerreiraProfessor Hannu Hänninen
Kisko, Anna, Microstructure and properties of reversion treated low-Ni high-Mnaustenitic stainless steels. University of Oulu Graduate School; University of Oulu, Faculty of TechnologyActa Univ. Oul. C 569, 2016University of Oulu, P.O. Box 8000, FI-90014 University of Oulu, Finland
Abstract
In this thesis, the influence of reversion and recrystallization annealing on microstructure andmechanical properties was studied in metastable austenitic low-Ni high-Mn stainless steels, somealloyed with up to 0.45 wt.% Nb. Further, the effect of the various microstructures created byreversion and recrystallization on strain-induced martensite transformation in tensile testing wasinvestigated. The aim was to achieve excellent combinations of strength and ductility in the steelsand to improve understanding of the behaviour of ultrafine-grained austenitic stainless steelsduring deformation. All the steels were cold-rolled up to 60% thickness reduction producing up to60% strain-induced α’-martensite in the austenitic structure. Annealing was carried out using aGleeble thermomechanical simulator between 450–1100 °C for durations of 0.1–1000 s. Theresultant microstructures were examined using different research equipment and methods.
Regardless of the amount of Nb alloying, shear- and diffusion-controlled reversion could becompleted by annealing at 700 °C, although at this temperature no recrystallization of theuntransformed cold-rolled austenite occurred. At 800 °C, however, the cold-rolled austeniterecrystallized, producing a non-uniform grain structure comprising ultrafine-grained areas formedvia reversion and coarser ones formed by recrystallization of the retained austenite. At 900 °C, auniform fine austenite grain size of about 2 μm was obtained. At higher annealing temperatures of1000–1100 °C, normal grain growth of fine grains took place during prolonged annealing in steelwith no Nb. However, grain growth was effectively retarded by alloying with 0.28 wt.% Nb.
The non-uniform structures consisting of reverted and retained austenite exhibited excellentcombinations of yield strength and uniform elongation. The results also showed that tensile strain-induced martensite nucleation sites and α’-martensite formation vary in a complex way dependingon grain size.
Kisko, Anna, Reversiokäsiteltyjen matalanikkelisten, korkeamangaanistenausteniittisten ruostumattomien terästen mikrorakenne ja ominaisuudet. Oulun yliopiston tutkijakoulu; Oulun yliopisto, Teknillinen tiedekuntaActa Univ. Oul. C 569, 2016Oulun yliopisto, PL 8000, 90014 Oulun yliopisto
Tiivistelmä
Väitöstyössä tutkittiin reversiohehkutuksen vaikutusta metastabiilin 1% nikkeliä ja 9% mangaa-nia sisältävien austeniittisten ruostumattomien terästen mikrorakenteeseen ja mekaanisiin omi-naisuuksiin sekä austeniitin raekoon ja mikrorakenteen vaikutusta muokkausmartensiitin syn-tyyn vetokokeessa. Koeteräksistä osa oli lisäksi niobiseostettuja. Tavoitteena oli nostaa teräksi-en lujuutta ja ymmärtää ultrahienorakeisen austeniittisten ruostumattomien terästen käyttäyty-mistä muokkauksessa. Teräkset kylmämuokattiin 60% valssausreduktiolla, jolloin austeniitti-seen rakenteeseen muodostui muokkausmartensiittia enimmillään 60%. Reversiohehkutuksettehtiin Gleeble termomekaanisella simulaattorilla lämpötiloissa 450–1100 °C ja 0.1–1000 s pito-ajoilla. Saatuja mikrorakenteita tutkittiin eri tutkimuslaitteistoilla ja -menetelmillä.
700 °C hehkutuksessa leikkautumalla ja diffuusion välityksellä tapahtuva reversio oli nopeamyös niobi-seostetuilla teräksillä, mutta rekristallisaatiota ei tapahtunut. 800 °C hehkutuksessamuokkauksessa teräksiin jäänyt austeniitti rekristallisoitui, mutta raerakenne muodostui epäta-saiseksi koostuen reversion tuottamasta ultrahienoista rakeista ja jäännösausteniitin rekristallis-aation tuottamista karkeammista rakeista. Sitä vastoin hehkutus 900 °C:ssa tuotti tasainen 2 μmausteniitin raekoon. Pitkissä hehkutuksissa korkeammissa lämpötiloissa 1000–1100 °C niobi-seostamattomissa teräksissä tapahtui hienojen rakeiden normaalia rakeenkasvua. Kuitenkin0.28p-% niobi-seostuksen havaittiin oleva riittävä estämään rakeenkasvu.
Reversion ja osittaisen rekristallisaation tuottamilla raerakenteilla saatiin erinomaiset myötö-lujuus-tasavenymäyhdistelmät. Vetokokeissa martensiitin ydintymispaikat ja -nopeus vaihtelivatmonimutkaisella tavalla raekoosta riippuen.
Asiasanat: austenittiinen ruostumaton teräs, lujuus, niobiseostus, raekoonhienontaminen, reversio- ja rekristallisaatiohehkutus
7
Acknowledgements
This thesis comprises work carried out in 2010–2015 in the Materials Engineering
and Production Technology research unit of the Centre for Advanced Steels
Research (CASR) at the University of Oulu. The research was funded by the
University of Oulu Graduate School on Advanced Materials Doctoral Programme
(ADMA-DP) and the Finnish Funding Agency for Technology and Innovation
(Tekes) as a part of the Light and Efficient Solutions program (LIGHT) of the
Finnish Metals and Engineering Competence Cluster (FIMECC Ltd). The
experimental materials were provided by Outokumpu Oyj. This thesis was also
supported by scholarships awarded by the Jenny ja Antti Wihuri Foundation, the
KAUTE foundation, Metallinjalostajien rahasto, Tauno Tönningin säätiö,
Tekniikan Edistämissäätiö (TES) and the Walter Ahlström Foundation.
During this project I have received guidance and support from several experts
and other people whom I would like to acknowledge. I would like to thank my
supervisor, Professor David Porter, for his guidance and support in my research. I
would like to present my sincere gratitude and best thanks to Professor Emeritus
Pentti Karjalainen for his scientific supervision, kindness and suggestions for
improving the quality of my research and papers during this entire work.
I would like to express my gratitude to Dr. Juho Talonen of Outokumpu Oyj
for his extremely valuable comments throughout the research project. I also wish
to thank Professor Anthony DeArdo from the University of Pittsburgh, Professor
Devesh Misra from the University of Louisiana at Lafayette, Assistant Professor
Puspendu Sahu from Jadavpur University, Associate Professor Atef Hamada from
Suez University and Dr. Ludovica Rovatti from Polytechnic University of Milan
for their contributions to the published papers. I would also like to thank Professor
Paulo Ferreira from the University of Texas at Austin and Professor Ahmad
Kermanpur from Isfahan University of Technology for the pre-examination of this
thesis and for the suggestions for improving the manuscript.
I express my thanks to my colleagues in the Materials Engineering Research
Group. I especially thank Dr. Saara Mehtonen for her peer support.
Finally, I would like to thank my friends and family, especially my Mom, Dad
and sister Kaisa, for their endless support. I thank my dearest Pasi and Pauli for
encouragement in every precious moment during these years.
Oulu, April 2016 Anna Kisko
8
9
Symbols and abbreviations
Af Austenite finish temperature [°C]
Ag Uniform elongation [%]
As Austenite start temperature [°C]
d Average grain size [μm or nm]
D Average radius of the grains [μm]
d0 Initial grain size [μm]
f Volume fraction of particles
Fd Driving force for grain growth [MPa]
Fp Pinning force for grain growth [MPa]
ΔGactivation Activation energy for grain growth [J/mol] ∆ → Free energy difference between austenite and martensite [J/mol]
k Constant (page 30)
k Grain growth kinetic parameter (page 29)
k0 Material constant
Md Upper limit for strain-induced transformation
Ms Martensite start temperature
n Grain growth exponent
N Number of measured particles
r Radius of the spherical particles [nm]
R Gas constant [J/(K mol)]
Rp0.2 Yield strength [MPa]
Rm Tensile strength [MPa]
t Annealing time [s]
T Annealing temperature [K] (Equation 2)
T Annealing temperature [°C] (except Equation 2)
T0 Temperature, where austenite and martensite are in
thermodynamic equilibrium
W Width [mm]
W0 Initial width [mm]
α’ Alpha prime (used to denote martensite as opposed to α for
ferrite)
γ Austenite
γ Grain boundary energy [J/m2] (page 29)
ε Epsilon-martensite
σy Yield strength [MPa]
10
σ0 Yield strength without grain boundaries [MPa]
CG Coarse austenite grains (> 18 μm)
EBSD Electron backscatter diffraction
FBM Flexible boundary model
FEG-SEM Field emission gun scanning electron microscope
FETEM Field emission transmission electron microscope
FG Fine austenite grains (∼4 μm)
MG Micron-scale austenite grains (∼1.5 μm)
LOM Light optical microscope
RA Retained austenite
SFE Stacking fault energy
SHR Strain hardening rate
TEM Transmission electron microscope
UFG Ultrafine austenite grains (∼0.5 μm)
XRD X-ray diffraction
11
List of original publications
This thesis is based on the following publications, which are referred to throughout
the text by their Roman numerals:
I Kisko A, Hamada A, Karjalainen LP & Talonen J (2011) Microstructure and mechanical properties of reversion treated high Mn austenitic 204Cu and 201 stainless steels. The 1st International Conference on High Manganese Steels. Seoul, Korea, 15-18 May. Research Institute of Iron and Steel Technology, Yonsei University, B-19.
II Kisko A, Rovatti L, Miettunen I, Karjalainen P & Talonen J (2011) Microstructure and anisotropy of mechanical properties in reversion-treated high-Mn type 204Cu and 201 stainless steels. 7th European Stainless Steel Conference Science and Market. Como, Italy, 21-23 September.
III Kisko A, Rovatti L, Misra D, Sahu P, Talonen J & Karjalainen P (2013) Studies on martensite transformation in a metastable austenitic Cr-Mn stainless steel. Materials Science Forum 762: 424-430.
IV Kisko A, Hamada A.S, Talonen J, Porter D & Karjalainen LP (2016) Effects of reversion and recrystallization on microstructure and mechanical properties of Nb-alloyed low-Ni high-Mn austenitic stainless steels. Materials Science & Engineering A 657: 359-370.
V Kisko A, Talonen J, Porter D & Karjalainen LP (2015) Effect of Nb microalloying on reversion and grain growth in a high-Mn 204Cu austenitic stainless steel. ISIJ International 55(10): 2227-2234.
VI Kisko A, Misra D, Talonen J & Karjalainen LP (2013) The influence of grain size on the strain-induced martensite formation in tensile straining of an austenitic 15Cr-9Mn-Ni-Cu stainless steel. Materials Science & Engineering A 578: 408-416.
Anna Kisko has been the main and corresponding author of all the publications.
She has planned the tests and performed all the experiments, except the Gleeble
annealings for Papers I–VI, the tensile tests for Papers I and II, the TEM
examinations for Papers II, III and VI, the XRD runs for Papers III and IV and the
dislocation density analysis for Paper III. She has also done the data analysis. Juho
Talonen and Pentti Karjalainen have commented on the contents of Papers I–VI
and David Porter on Papers IV and V.
Paper I is an overall, comprehensive study of the microstructures and
properties of reversion-treated 15Cr-9Mn-1Ni-2Cu (coded 0Nb) steel. It compares
the enhanced mechanical properties with conventional values (reported in the
materials standards) and other steels.
In Paper II, the microstructure and formed anisotropy of mechanical properties
of the 0Nb steel in the temper-rolled stage and the annealed stage are discussed.
12
Paper III focuses on α’-martensite transformation during reversion annealing
of the 0Nb steel. The properties of α’-martensite, formed during cold rolling or
annealing, was studied.
In Paper IV, the reversion mechanisms, recrystallization of retained austenite
and mechanical properties of the 0Nb and Nb-alloyed 0.28Nb and 0.45Nb steels
are described in detail. Hall-Petch analysis was carried out and the strengthening
mechanisms of the steels were discussed.
Paper V focuses on grain growth in the 0Nb, 0.05Nb, 0.11Nb, 0.28Nb and
0.45Nb steels during prolonged, high-temperature annealing. Driving and pinning
forces for grain growth are calculated and the grain growth behaviour of the steels
is explained.
Paper VI discusses ε- and α’-martensite nucleation sites and volume fraction
of α’-martensite at the beginning of tensile straining in the reversion-treated 0Nb
steel with various grain structures, i.e., reverted grains and retained austenite,
micron-sized grains and retained austenite, fine-grained austenite and coarse-
grained austenite.
13
Table of contents
Abstract
Tiivistelmä
Acknowledgements 7 Symbols and abbreviations 9 List of original publications 11 Table of contents 13 1 Introduction 15
1.4 Advantages of reversion treatment .......................................................... 23 1.5 Aims of the study .................................................................................... 24
2 Experimental 25 2.1 Materials ................................................................................................. 25 2.2 Research methods and equipment ........................................................... 25
3 Results 27 3.1 Microstructure and properties of cold-rolled steel .................................. 27 3.2 Microstructural evolution during annealing ............................................ 28
3.2.1 Reversion of martensite ................................................................ 28 3.2.2 Recrystallization of retained austenite .......................................... 32 3.2.3 Austenite grain growth ................................................................. 33
3.3 Nucleation and growth of ε- and α’-martensite in tensile
4 Discussion 43 4.1 Anisotropy of mechanical properties ...................................................... 43
14
4.2 ε- and α’-martensite transformation ........................................................ 43 4.3 The impact of reversion and recrystallization on microstructure,
grain size and grain growth ..................................................................... 45 4.4 Nucleation and growth of ε- and α’-martensite during plastic
deformation ............................................................................................. 47 4.5 Effect of microstructural evolution on mechanical properties ................ 48 4.6 Recommendations for further research ................................................... 52
5 Summary and conclusions 55 6 Novel features 57 List of references 59 Original publications 67
15
1 Introduction
1.1 Preface
For more than 60 years manganese has been considered a replacement for nickel in
austenitic stainless steels, particularly at times of high nickel prices. Instead of
adding nickel, these so-called “200-series” austenitic stainless steels are often
alloyed with nitrogen and copper to stabilize the austenitic phase. As a result, a
good combination of strength and ductility is provided. This enables the use of
“200-series” austenitic stainless steels in a wide range of applications, with much
lower alloying costs. [1,2]
Due to their good mechanical properties, formability and architectural image,
typical applications for high-Mn steels are lightweight applications, such as indoor
or outdoor architecture and bus bodies, as well as kitchenware, e.g., cutlery. In fact,
in these applications high-Mn grades are designed to replace commonly used Cr-
Ni austenitic grades (“300-series”). However, these steels are less resistant to
corrosion than the “300-series”, which limits their applications. [1,2]
Austenitic stainless steels typically have good ductility and formability, but
their yield strength is quite low. There are several methods for improving strength,
e.g., solid solution strengthening, work hardening and grain size refinement. [3-5]
Many “200-series” steels are metastable at room temperature, so that during cold
working the formation of strain-induced martensite occurs readily, increasing
strength. The disadvantage of strengthening by cold rolling is the formation of
undesirable anisotropy in mechanical properties, with strength being different in
different directions relative to the rolling direction. Therefore, other strengthening
methods are desirable. [6]
Proper annealing treatment of cold-strengthened metastable austenitic stainless
steel will revert strain-induced martensite back to austenite. Reverted austenite can
have a fine grain size of a few hundred nanometers. As a result of this efficient
grain size refinement, an excellent combination of yield strength and elongations
is achievable, as shown in numerous studies during the last 25 years. [4,7-12]
However, the annealing cycle is a critical processing stage, as during prolonged
or high-temperature annealing rapid grain growth tends to occur readily [3,4,9,13-
15]. Therefore, prevention or retardation of grain growth becomes important. Fine
precipitation is a method for used for this [16].
16
Alloying elements can be classified as either austenitic stabilizers, such as
nickel, nitrogen, carbon, manganese, copper and cobalt, or ferrite stabilizers, such
as chromium, silicon and molybdenum. Nickel addition is an effective way to
ensure the austenitic structure of stainless steel. However, by adding other
austenitic stabilizers, the austenitic structure can be achieved even without nickel,
or with a low nickel content such as 1%. Nitrogen provides high-strength properties
and copper improves drawability. When copper is added, nitrogen content can be
reduced to obtain a softer material with better formability. Lowering nickel content
without adding other austenite stabilizers, however, reduces the possible amount of
chromium in the alloy, weakening corrosion resistance and narrowing the range of
applications for which the steel is suited. [1,2,17]
Niobium is a ferrite stabilizer, but it is also a strong carbide- and nitride-
forming element. Niobium carbides are much less soluble in austenite than, for
instance, more unstable chromium carbide, and they form at relatively high
temperatures [18]. In this way, niobium alloying helps refine grain size and retard
recrystallization [19].
1.2 Plastic deformation of metastable austenitic stainless steels
Austenitic stainless steels have an fcc crystal structure due to the alloying. However,
this structure is not thermodynamically stable at ambient temperatures. Therefore,
applied stress or plastic deformation, e.g., cold rolling or tensile straining, may
induce a martensitic phase transformation where the metastable austenite phase
transforms into the thermodynamically more stable martensite phase, i.e.,
γ→(ε)→α’. Two different martensite phases may exist in austenitic stainless steels,
hexagonal close-packed (hcp) ε-martensite and body-centred cubic (bcc) α’-
martensite. Due to the relatively low interstitial content, the crystal structure of α’-
martensite is normally referred to as bcc instead of bct (body-centred tetragonal).
1.2.1 Thermodynamics of strain-induced martensite transformation
The chemical free energy changes of the austenite and martensite phases as a
function of temperature are illustrated schematically in Fig. 1. At temperature T0
austenite and martensite are thermodynamically in equilibrium and at Ms
martensitic transformation starts upon cooling. Martensitic transformation can
occur only if the difference between the chemical free energies of the austenite and
martensite phases reaches the critical value of ∆ → . This takes place at
17
temperature Ms. However, the transformation can also occur at temperatures
between Ms and T0 if a mechanical driving force U’ is applied. If T0 is low enough,
the microstructure remains austenitic. [20]
Fig. 1. Chemical free energy changes of the austenite and martensite phases according
to Cahn and Haasen [20].
Fig. 2 shows that the critical applied stress to induce martensite formation increases
linearly with an increase in stressing temperature in the range between Ms and .
Below temperature yielding occurs by martensitic transformation, whereas at a
higher temperature, by means of slip in the austenite phase. [20-21] According to
Olson and Cohen [21], below temperature martensitic transformation is called
stress-assisted and above it, strain-induced nucleation. The former occurs below
the yield strength of the austenite phase with the aid of applied stress, and the latter
occurs after plastic deformation of the austenite phase. Temperature Md is the upper
limit for strain-induced transformation, as the chemical driving force of the phase
transformation becomes so small that nucleation of martensite cannot be
mechanically induced. [20,21] The characteristics of strain-induced martensite
transformation can be modified by several factors, including chemical composition,
temperature, strain rate, strain state and austenitising conditions [22].
18
Fig. 2. Critical stress required to initiate the formation of martensite as a function of
temperature according to Olson and Cohen 1972 [21].
1.2.2 Stacking faults, ε-martensite and deformation twinning
Stacking faults in austenite are formed between Shockley partial dislocations that
form from the dissociation of a perfect dislocation. A stacking fault is a
discontinuity in the stacking order of the {111} planes. Stacking fault energy (SFE)
controls the width between two partial dislocations, since it balances the repulsive
force between the partial dislocations. Austenitic stainless steels have low SFE, and
therefore stacking faults are relatively wide, which makes cross-slip relatively
difficult. SFE controls the formation of dislocation cells, twins and ε-martensite
during plastic deformation. The lower the SFE of the steel, the lower the stability
of austenitic stainless steel, and the higher the tendency for ε-martensite to form
instead of twins [3,23-25].
A change in the sequence of the {111} plane produces a thin layer of a
hexagonal close-packed phase. Hence, even a single stacking fault can be
considered a nucleus of hcp ε-martensite [26]. The ε-martensite grows by an
overlapping of stacking faults on every second {111} plane [27-29]. It is difficult
to distinguish a single stacking fault, bundles of overlapping stacking faults, faulted
and perfect ε-martensite, and therefore, the term “shear band” is often used to
describe such microstructural features. [30]
Plastic deformation of austenitic stainless steel can induce deformation
twinning. A deformation twin is formed as the result of gliding of Shockley partial
dislocations of the same sign on successive adjacent {111} planes. Then the twin
19
grows in thickness. The driving force for twinning is the applied stress, while the
driving force for martensite formation is the free energy difference between the
austenite and martensitic phases, which may, however, be assisted by the applied
stress. [3,31,32].
The incidence of ε-martensite, mechanical twins or dislocation glide are
closely related to the SFE of the steel. ε-martensite formation is preferred when the
chemical free energy difference between metastable austenite and ε-martensite
phases is negative, as the hcp structure has lower energy than a twin with fcc
stacking. An early work by Rémy and Pineau [24] on an Fe-Mn-Cr-C alloy
suggested that ε-martensite transformation occurs when SFE is below ∼13 mJ/m2,
twinning when SFE is between ∼8 and ∼40 mJ/m2 and dislocation cells when SFE
is above ∼18 mJ/m2. Later Allain et al. [33] studied an Fe-Mn-C system and Lee et
al., [34] examined Fe-Cr-Mn-N-C alloys and concluded that strain-induced
martensite transformation occurs if SFE is below 15 or 18 mJ/m2 and formation of
twins in steels if SFE is above 20 mJ/m2, or between 12 and 35 mJ/m2.
1.2.3 α’-martensite
α’-martensite has been found to nucleate on deformation-induced defects, such as
shear bands [35,36] and their intersections [21,26,27,29,37-43], or at the
intersection of deformation twins [29,43-47]. However, α’-martensite can also
nucleate straight from austenite [48-52] and at grain boundaries [53-56]. As a shear
band may consist of faulted and perfect ε-martensite, it is considered to be an
intermediate phase in the formation of α’-martensite. [30,31,49,57]. Generally, α’-
martensite nucleation involves a process by which an array of Shockley partial
dislocations can penetrate through another shear band.
α’-martensite grows by repeated nucleation of new α’-martensite embryos and
coalescence. At small strains, α’-martensite has been found to grow along slip
planes, and with higher strains, outside of the active slip plane. Hence, the
morphology is irregular and blocky. [43,58]
The γ → α’ phase transformation affects the mechanical properties of
metastable austenitic stainless steel. Firstly, it increases the strain hardening rate
(SHR) and thereby increases tensile strength. For a metastable steel, a curve
showing strain hardening as a function of increasing strain first exhibits a minimum
and then a subsequent maximum [31,39,59-62]. Secondly, the strain hardening
capability governs ductility, measured by uniform elongation. It has been shown
that the rate and the point on the stress-strain curve at which α’-martensite
20
transformation takes place are important, rather than the total amount of formed α’-
martensite. The deformation temperature has a major impact on the microstructure
formed, as austenite stability depends on temperature. With increasing temperature,
α’-martensite transformation is prevented. With decreasing temperature, α’-
martensite transformation and strain hardening occur readily at low strains, causing
premature fracture. [60,63, 64]
1.3 Reversion, recrystallization and grain growth
1.3.1 Reversion mechanism
α’-martensite transformation into austenite (α’→ γ) in ferrous alloys between the
austenite start (As) and austenite finish (Af) temperatures is known as reversion [65].
Two different reversion mechanisms are proposed in the literature: diffusion-type
and shear-type mechanisms [7,8].
Diffusion-type reversion consists of random nucleation of austenite in α’-
martensite laths or at the lath boundaries. Austenite orientation in the
crystallography is random. Then the nucleated grains grow into equiaxed grains.
[8,10]
In the case of shear-type reversion, the α’-martensite phase reverts back to the
austenite phase via diffusionless transformation. The austenite formed contains a
high dislocation density and its morphology is associated with the parent α’-
martensite. During prolonged annealing, defects recover to form sub-grains that
then recrystallize into larger austenite grains in the range of a few μm [9]. Shear-
type reversion occurs within a narrow temperature range of ∼50 °C, whereas
diffusion-type reversion occurs over a larger temperature range of ∼200 °C
[8,66,67]. Tomimura et al., [8] among others, studied 16Cr-10Ni and 18Cr-9Ni
steels and found that at 10 s annealing reversion occurs through shear in a narrow
temperature range of around 577 °C for the 16Cr-10Ni steel and through diffusion
in a wider temperature range of 527–727 °C for the 18Cr-9Ni steel.
1.3.2 Factors affecting reversion
The reversion mechanism that is found to take place depends on the heating rate
and chemical composition. A change in the reversion mechanism from diffusion-
type to shear-type with an increasing heating rate has been reported in the literature
21
by, e.g., Apple and Krauss, who studied Fe-Ni-C alloys with heating rates of 3 and
1500 °C/s [68], Montanari et al., who studied AISI 304 stainless steel with heating
rates of 0.017–1.67 °C/s [69] and Leem et al., who found that the reversion
mechanism in Fe-13Cr-7Ni-3Si martensitic stainless changed at 10 °C/s [70].
Moreover, the reversion mechanism can change from the shear-type, which occurs
during heating, to the diffusion-type during subsequent isothermal holding [66].
Alloy composition affects the temperature dependence of the free energies of
the α’ and γ phases. An increase in the Ni/Cr ratio causes an increase in the Gibbs
free energy difference between α’ and γ, leading to a change in the reversion
mechanism from shear-type to diffusion-type. With decreasing T0, the kinetics of
diffusion required to transform γ to α’ by diffusion-type reversion decreases. The
critical driving force for shear-type reversion is estimated to be about -500 J/mol.
[8]
In an early work by Kaufman et al. [71], the free energy difference of the
ternary Fe-Cr-Ni system was determined. Later, Somani et al. [9] further extended
the equation to include the effects of other alloying elements, such as Si, Mn, Mo,
C and N, which have a strong influence on the microstructure constitution, by
adopting nickel and chromium equivalents instead of pure Ni and Cr. [72].
1.3.3 Recrystallization and grain growth
Austenite, which is deformed but not transformed during cold rolling, termed here
as retained austenite (RA), can recrystallize during annealing. The driving force for
recrystallization is the stored energy from the cold working. The new grains
nucleate particularly at defects, such as shear bands and grain boundaries, and their
growth consumes the whole RA structure. Recrystallization in austenitic stainless
steels depends on several factors, such as cold rolling reduction, i.e., the amount of
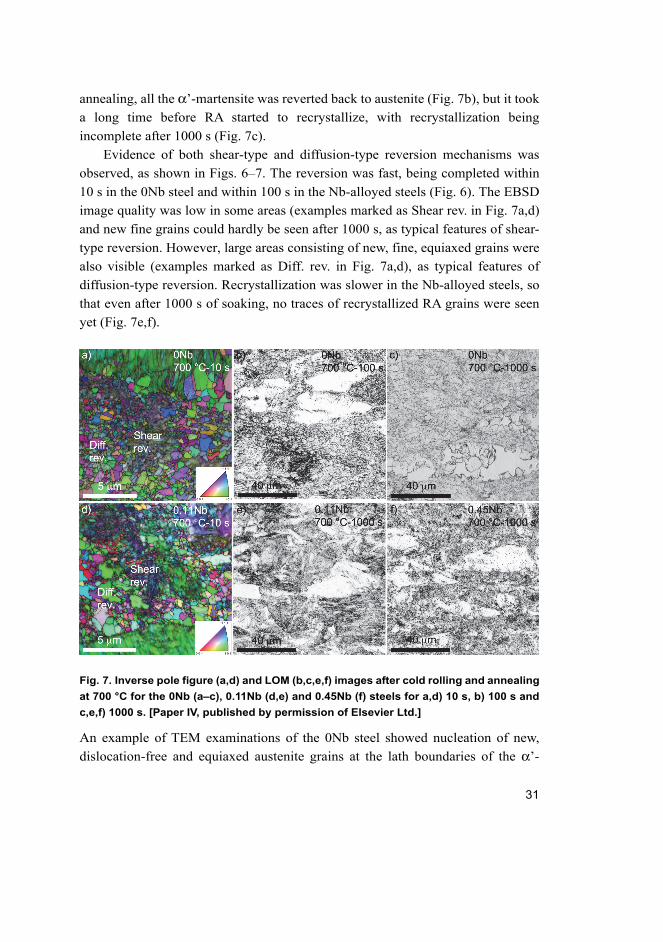
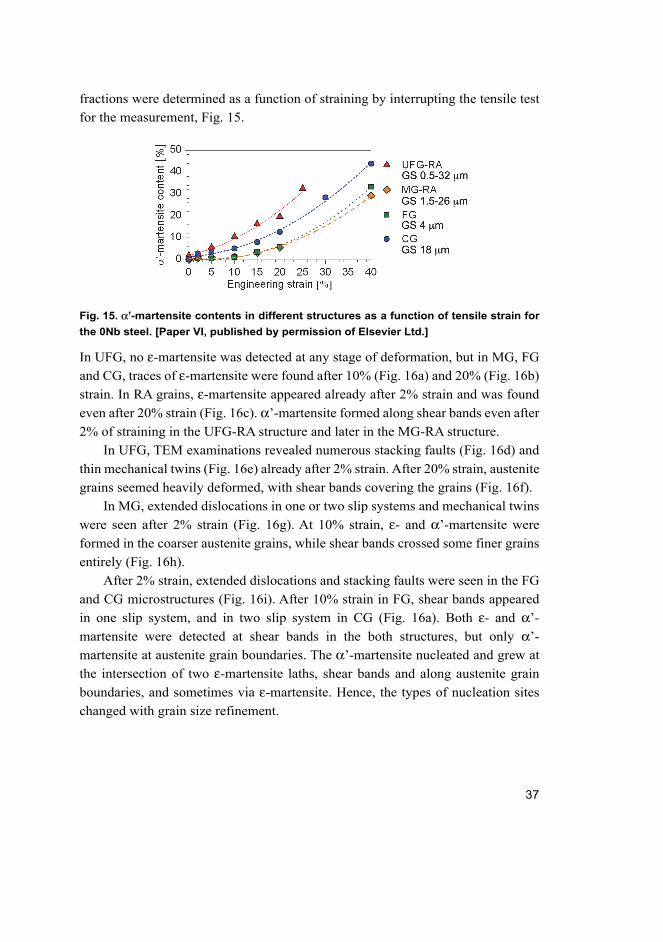
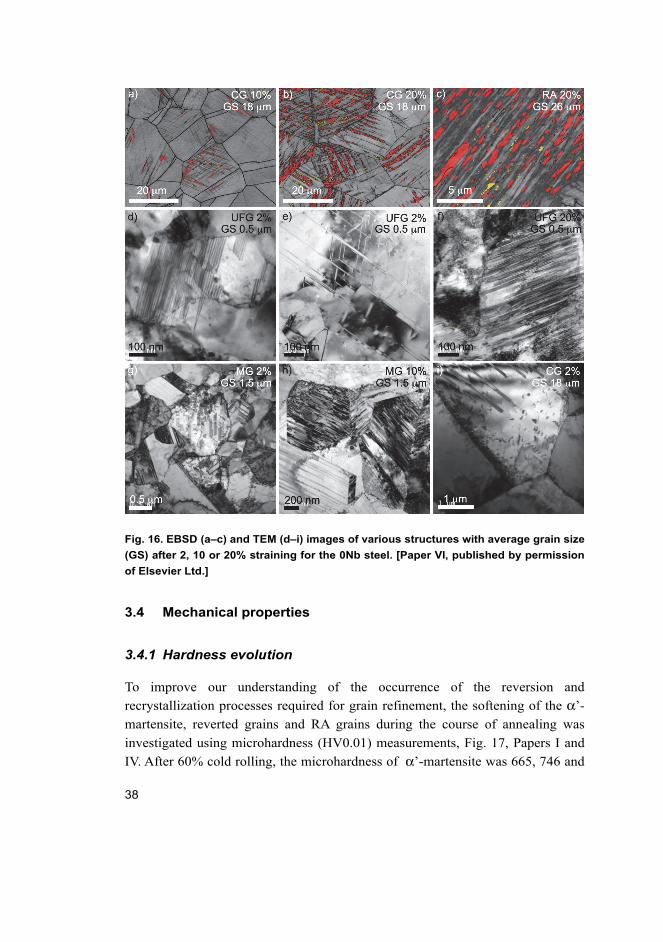
achieved via the reversion treatment of the studied steel with the corresponding
mechanical properties.
Fig. 20 also shows data from the temper-rolled 0Nb steel [87,119]. It is seen
that reversion is a more effective way to increase the combination of yield strength
and uniform elongation than temper rolling.
51
Fig. 20. Comparison of the mechanical properties of the 0Nb, 0.11Nb and 0.45Nb steels
with the values reported in the literature for Cr-Ni and Cr-Mn steels, strain rates (SR),
and the corresponding LOM images after annealing at a) 700 °C for 100 s for the 0.45Nb
steel (α’+Rev.+RA structure), b) 800 °C for 1 s for the 0.11Nb steel (Rev.+RA structure)
and c) 1000 °C for 10 s for the 0.45Nb steel (Rex. structure). [Paper II, Published by
permission of AIM Editorial Office and Paper IV, published by permission of Elsevier
Ltd.]
The degree of grain size strengthening can be estimated from the Hall-Petch
relationship between yield strength and grain size (Equation 5, Paper IV). Fig. 21
shows the experimental data and the fitted line for the 0Nb steel. The figure also
shows the Hall-Petch plot of the yield strength of fine- and ultrafine-grained Cr-Ni
and Cr-Mn austenitic stainless steels, the data were collected from the literature.
According to Fig. 21, the slope k seems to be 256 MPa μm-0.5 for the Cr-Ni
steels [4,9-11,16,79,117]. This value is slightly higher than the 221 MPa μm-0.5
obtained by Di Schino et al. [120] for 301LN, but much lower than the 495 MPa
μm-0.5 reported by Rajasekahra et al. [4] for 304. However, based on this collected
data, a distinctly higher slope of 367 MPa μm-0.5 is obtained for the Cr-Mn type
steels [97,112-115,118] than for the Cr-Ni steels. The k of 377 MPa μm-0.5 obtained
52
here for the 0Nb steel is in good agreement with this value. This analysis implies
that a high Mn content increases grain size dependence. This is also supported by
the fact that a high value of k, i.e., 350 MPa μm-0.5, has been reported for 22% Mn
TWIP steel [121]. Therefore, we can conclude that grain size strengthening is an
important strengthening mechanism for austenitic stainless steels, even more so in
the case of Cr-Mn steels than Cr-Ni steels.
It is seen that without RA, for the finest grain size of 1.4 μm (Table 4), the
amount of grain size strengthening is 324 MPa, and for a grain size of 1.9 μm the
value is 277 MPa. These high values emphasize the great importance of grain size
refinement by reversion treatment in enhancing yield strength. As seen in Table 4,
after annealing at 900 °C for 10 s, the experimentally measured yield strengths of
564 and 575 MPa for the Nb-alloyed 0.11Nb and 0.45Nb steels were 120–130 MPa
higher than that of the 0Nb steel due to the contribution of precipitates.
Fig. 21. Comparison of Hall-Petch analyses of the 0Nb steel, austenitic Cr-Ni [4,9-
11,16,79,117] and Cr-Mn [97,112-115,118] stainless steels reported in the literature.
[Paper IV, published by permission of Elsevier Ltd.]
4.6 Recommendations for further research
In the present study, the relationship between annealing temperature and time in
microstructure and mechanical properties were studied in 15Cr-9Mn-1Ni-2Cu
austenitic stainless steels, some alloyed with Nb, in order to achieve better
combinations of strength and elongation. However, the current study leaves room
for further investigations as follows:
The reverted and partly recrystallized structure obtained here after annealing
at 700 °C seems to provide an excellent strength-ductility balance. However, to
limit the work involved, only a few experiments were carried out here. Therefore,
53
a more systematic study creating various microstructures consisting of tempered
α’-martensite, reverted ultrafine austenite and recovered and partly recrystallized
RA by annealing at a temperature of around 700–750 °C for various durations, and
the dependence of strength-ductility combination on the fraction and condition of
each microstructural component, should be performed. This could be done using
Nb-free and Nb-alloyed steels.
In Paper II, the anisotropy of mechanical properties after 5, 12, 20 or 60 % cold
rolling of the Nb-free steel was studied and discussed, as also seen in Table 3.
However, the data series did not contain any Nb-alloyed steels. It is assumed that
the behaviour of Nb-alloyed steel is similar to that of the Nb-free steel, but to
confirm this, cold rolling and tensile tests should be performed.
In Paper III, the transformation from α’-martensite to austenite and the
reversion temperature of the Nb-free steel were studied and discussed, as also seen
in Figs. 4 and 5. However, the data series did not contain any Nb-alloyed steels. It
is assumed that the behaviour of Nb-alloyed steel is similar to that of the Nb-free
steel, but to confirm this, dilatometric studies together with XRD analysis should
be performed.
Paper VI discussed the influence of austenite grain size and microstructure on
strain-induced martensite transformation for the 0Nb steel, as also seen in Figs. 14
and 15. To thoroughly understand the differences in the kinetics of ε- and α’-
martensite transformation between the 0Nb and Nb-alloyed steels, i.e., the
nucleation sites of both types of martensite and their growth phenomena,
interrupted tensile tests together with microstructural analysis, including XRD,
EBSD and TEM work, are required. The results would also bring out new
knowledge concerning the different behaviour of the steels during strain hardening
and the effect of Nb alloying.
The corrosion properties of the “200-series” steels limit their applications. It is
possible that sensitization due to precipitation tends to impair the intergranular
corrosion resistance of ultrafine-grained steels. This was not tested in this study.
Therefore, it would be necessary to perform corrosion tests for reversion-treated
steels with a complex microstructure.
In Paper V the retardation of grain growth using Nb alloying was studied. In
order to be able to use these steels in production, optimization of the process
parameter window size of the studied steels using sensitivity analysis could be
useful.
54
55
5 Summary and conclusions
The behaviour of metastable low-Ni high-Mn austenitic stainless steel 15Cr-9Mn-
1Ni-2Cu, with and without Nb, was investigated in reversion annealing to
determine the effect of the thermal history on the microstructure, grain size and
mechanical properties. The aim of this study was to understand the relationship
between the annealing cycle, the resultant microstructure and mechanical
properties in order to achieve enhanced combinations of strength and ductility. The
rate and mechanism of strain-induced martensite formation in different
microstructures with different grain sizes under plastic straining were also studied.
Reversion annealing after cold rolling was conducted on a Gleeble
thermomechanical simulator and the microstructures were analysed using magnetic
measurements, XRD, LOM, SEM-EBSD and TEM. Mechanical properties were
tested using microhardness measurements and tensile tests. The main results and
conclusions can be summarized as follows:
– In temper rolling, directional anisotropy in yield strength is formed in the Nb-
free steel already at 5% thickness reduction. Strength is greater in the
transverse direction than in the longitudinal direction. It was suggested that this
is due to the dislocation structure, i.e., numerous stacking faults and activity in
two slip systems. In reversion treatment, the anisotropy disappeared as the
grain structure became fully softened. Anisotropy was also much reduced in a
structure consisting of reverted grains and recovered RA without any α’-
martensite.
– Upon fast heating, about 12% athermal martensite forms in cold-rolled steel at
a temperature of around 550–700 °C and some isothermal martensite appears
during holding. The dislocation density of α’-martensite decreases
significantly due to tempering before reversion in a temperature range of 600–
800 °C.
– Reversion from α’-martensite to austenite occurs rapidly at 700 °C in all the
studied steels, even though Nb alloying retards the reversion. Features of both
reversion types are present; large austenite grains with low EBSD image
quality and low-angle grain boundaries of the shear type, and fine equiaxed
grains of the diffusion type.
– Recrystallization of shear-reverted areas and retained austenite occurs at a
higher temperature or during longer annealing than is the case for reversion.
56
– At 800 °C the annealed microstructure becomes non-uniform due to the
reversion forming ultrafine grains and recrystallization leading to coarser
grains. Nb alloying retards the recrystallization kinetics of cold-rolled retained
austenite.
– A uniform austenite grain size of 2 μm was obtained on annealing at 900 °C
for 10 s, being slightly finer in the Nb-alloyed steels than in the Nb-free one.
– 0.11 wt.% Nb alloying is sufficient to retard grain coarsening at least up to
1000 s at 1000 °C, but annealing at a higher temperature of 1100 °C requires
0.28 wt.%. This grain growth behaviour can be explained by the driving force
predicted by Zener’s model and the pinning force predicted by the flexible
boundary model.
– A structure consisting of reverted grains and partially recrystallized austenite
possesses significantly enhanced strength with high uniform elongation. Nb
alloying further increases yield strength without reducing uniform elongation.
– The transformation of strain-induced martensite in tensile straining depends on
the original grain size. The stability of austenite is maximal in the instance of
a fine grain size of about 1–4 μm, and stability decreases with an increase or
decrease in grain size.
– The nucleation sites of α’-martensite vary with grain size. In ultrafine grains,
it nucleates on grain boundaries and mechanical twins. In coarser grains, α’-
martensite nucleates straight from austenite or via ε-martensite at grain
boundaries, shear bands and their intersections. In retained austenite, some
deformation remains from cold rolling, so that further straining promotes
martensite formation.
57
6 Novel features
To the best knowledge of the author, the following findings are original to this work:
– New α’-martensite was formed in austenitic stainless steel upon fast,
continuous heating before reversion.
– Both types of reversion mechanisms, shear and diffusion, occurred
simultaneously during annealing at 700 and 800 °C. Nb alloying did not change
the reversion mechanism, but retarded its rate.
– At 800 °C, the annealed microstructure became non-uniform due to the
reversion forming ultrafine grains and recrystallization forming coarser grains,
the effect being more pronounced without Nb alloying.
– The concentration of Nb required to prevent grain growth up to temperatures
as high as 1100 °C was established as 0.28 wt.%. This was also confirmed
using models to predict the driving and pinning forces for grain growth.
– α’-martensite transformation in tensile tests depends in a complex way on
grain size, but is also affected by cold-deformed, retained austenite grains. The
increase in martensite volume fraction with increasing strain is greatest in a
microstructure consisting of both ultrafine and retained austenite grains, being
even faster in coarse-grained steel.
58
59
List of references
1. Charles J, Mithieux JD, Krautschick J, Suutala N, Antonio Simón J, Van Hecke B & Pauly T (2008) A new European 200 series standard to substitute 304 austenitics? In: 6th European stainless steel conference Science and Market. Helsinki, Finland: 427-436.
2. (2005) “New 200-series” steels: An opportunity or a threat to the image of stainless steels. ISSF technical guide. URI: http://www.centroinox.it/sites/default/files/monografiche/200_series_stainless_steels.pdf. Cited 2015/09/16.
3. Reed-Hill RE (1964) Physical metallurgy principles. New Jersey, D. Van Nostrand Company, INC.
4. Rajasekhara S, Ferreira PJ, Karjalinen LP & Kyröläinen A (2007) Hall-Petch in ultra-fine grained AISI 301LN stainless steel. Metall Mater Trans A 38 (6): 1202-1210.
5. Karjalainen LP, Taulavuori T, Sellman M & Kyröläinen A (2008) Some strengthening methods for austenitic stainless steels. Steel Res Int 79 (6): 404-412.
6. Taulavuori T, Aspegren P, Säynäjäkangas J, Salmén J & Karjalainen P (2004) Anisotropic behaviour of the nitrogen alloyed stainless steel grade 1.4318. In: Proceedings of the 7th international conference on high nitrogen steels, Ostend, Belgium: 405-409.
7. Tomimura K, Takaki S, Tanimoto S & Tokunaga Y (1991) Optimal chemical composition in Fe-Cr-Ni alloys for ultra grain refining by reversion from deformation induced martensite. ISIJ Int 31 (7): 721-727.
8. Tomimura K, Takaki S & Tokunaga Y (1991) Reversion mechanism from deformation induced martensite to austenite in metastable austenitic stainless steels. ISIJ Int 31 (12): 1431-1437.
9. Somani MC, Juntunen P, Karjalainen LP, Misra RDK & Kyröläinen A (2009) Enhanced mechanical properties through reversion in metastable austenitic stainless steels. Metall Mater Trans A 40 (3): 729-744.
10. Misra RDK, Nayak S, Mali SA, Shah JS, Somani MC & Karjalainen LP (2009) Microstructure and deformation behavior of phase-reversion-induced nanograined/ultrafine-grained austenitic stainless steel. Metall Mater Trans A 40 (10): 2498-2509.
11. Forouzan F, Najafizadeh A, Kermanpur A, Hedayati A & Surkialiabad R (2010) Production of nano/submicron grained AISI 304L stainless steel through the martensite reversion process. Marter Sci Eng A 527 (27-28): 7334-7339.
12. Baghbadorani HS, Kermanpur A, Najafizadeh A, Bejahti P, Moallemi M & Rezaee A (2015) Influence on Nb-microalloying on the formation of nano/ultrafine-grained microstructure and mechanical properties during martensite reversion process in a 201-type austenitic stainless steel. Metall Mater Trans A 46 (8): 3406-3413.
13. Humphreys FJ & Hatherly M (1995) Recrystallization and related annealing phenomena. Oxford, Pergamon.
60
14. Shirdel M, Mirzadeh H & Parsa MH (2014) Microstructural evolution during normal/abnormal grain growth austenitic stainless steel. Metall Mater Trans A 45 (11): 5185-5193.
15. Kisko A, Talonen J, Porter DA & Karjalainen LP (2015) Effect of Nb microalloying on reversion and grain growth in a high-Mn 204Cu austenitic stainless steel. ISIJ Int 55 (10): 2227-2234.
16. Sawada M, Adachi K & Maeda T (2011) Effect of V, Nb and Ti addition and annealing temperature on microstructure and tensile properties of AISI 301L stainless steel. ISIJ Int 51 (6): 991-998.
17. Schaeffler AL (1949) Constitution diagrams for stainless steel weld metal. Metal Prog 56 (5): 680–680B.
19. Meyer L (2001) History of niobium as a microalloying element. In: Niobium Science & Technology Proceedings of the international symposium niobium, Orlando, Florida: 359-378.
20. Cahn RW & Haasen P (1983) Physical metallurgy, part II. 3rd ed. Amsterdam, Elsevier Science Publisher.
21. Olson GB & Cohen M (1972) A mechanism for the strain-induced nucleation of martensitic transformations. J Less-comm met 28(1):107-118.
22. Post J, Datta K & Beyer J (2008) A macroscopic constitutive model for a metastable austenitic stainless steel. Mater Sci Eng A 485 (1-2): 290-298.
23. Feiedel J (1964) Dislocations. Oxford, Pergamon Press. 24. Rémy L & Pineau A (1977) Twinning and strain-induced f.c.c. →h.c.p. transformation
on the mechanical properties of Co-Ni-Cr-Mo alloys. Mater Sci Eng 28 (1): 99-107. 25. Hull D & Bacon DJ (2011) Introduction to dislocations. Oxford, Butterworth-
Heinemann. 26. Brooks JW, Loretto MH & Smallman RE (1979) Direct observations of martensite
nuclei in stainless steel. Acta Metall 27 (12): 1839-1847. 27. Venables JA (1962) The martensite transformation in stainless steel. Phil Mag 7 (73):
35-44. 28. Fujita H & Ueda S (1972) Stacking faults and f.c.c. (γ) →h.c.p. (ε) transformation in
18/8-type stainless steel. Acta Metall 20 (5): 759-767. 29. Brooks JW, Loretto MH & Smallman RE (1979) In situ observations of the formation
of martensite in stainless steel. Acta Metall 27 (12): 1829-1838. 30. Olson GB & Cohen M (1975) Kinetics of strain-induced martensitic nucleation. Metall
Trans A 6 (4): 791-795. 31. Lecroisey F & Pineau A (1972) Martensitic transformations induced by plastic
deformation in the Fe-Ni- Cr-C system. Metall Trans 3 (2): 387-396. 32. Lee T-H, Oh, C-S, Kim S-J & Takaki S (2007) Deformation twinning in high-nitrogen
austenitic stainless steel. Acta Mater 55 (11): 3649-3662.
61
33. Allain S, Chateau J-P, Bouaziz O, Migot S & Guelton N (2004) Correlations between the calculated stacking fault energy and the plasticity mechanisms in Fe-Mn-C alloys. Mater Sci Eng A 387-389: 158-162.
34. Lee T-H, Shin E, Oh C-S, Ha H-Y & Kim S-J (2010) Correlation between stacking fault energy and deformation microstructure in high-interstitial-alloyed austenitic steels. Acta Mater 58 (8): 3173-3186.
35. Lee W-S & Lin C-F (2000) The morphologies and characteristics of impact-induced martensite in 304L stainless steel. Scr Mater 43 (8): 777-782.
36. Gey N, Petit B & Humbert M (2005) Electron Backscatter diffraction study of α/ε’ martensitic variants induced by plastic deformation in 304 stainless steel. Metall Mater Trans A 36 (12): 3291-3299.
37. Bogers AJ & Burgers WG (1964) Partial dislocations on the {110} planes in the B.C.C. lattice and the transition of the F.C.C. into the B.C.C. lattice. Acta Metall 12 (2): 255-261.
38. Lagneborg R (1964) The martensite transformation in 18% Cr-8% Ni steels. Acta Metall 12 (7): 823-843.
39. Reed RP & Guntner CJ (1964) Stress-induced martensitic transformations in 18Cr-8Ni steel. Trans Met Soc AIME 230 (7): 1713-1720.
40. Kelly PM (1965) The martensite transformation in steels with low stacking fault energy. Acta Metall 13 (6): 653-646.
41. Mangonon PL & Thomas G (1970) The martensite phases in 304 stainless steel. Metall Trans 1 (6): 1577-1586.
42. Suzuki T, Kojima H, Suzuki K, Hashimoto T & Ichihara M (1977) An experimental study of the martensite nucleation and growth in 18/8 stainless steel. Acta Metall 25 (10): 1151-1162.
43. Murr LE, Staudhammer KP & Hecker SS (1982) Effect of strain state and strain rate on deformation-induced transformation in 304 stainless steel: Part II. Microstructural study. Metall Trans A 13 (4): 627-635.
44. Choi J-Y & Jin W (1997) Strain-induced martensite formation and itse effect on strain-hardening behaviour in tye cold-drawn 304 austenittic stainless steels. Scr Mater 36 (1): 99-104.
45. Tsakiris V & Edmonds DV (1999) Martensite and deformation twinning in austenitic steels. Mater Sci Eng A 273-275: 430-436.
46. Huang C, Yang G, Gao Y, Wu S & Li S (2007) Investigation on the nucleation mechanism of deformation-induced martensite in an austenitic stainless steel under severe plastic deformation. Jour Mater Res 22 (3): 724-729.
47. Nakada N, Ito H, Matsuoka Y, Tsuchiyama T & Takaki S (2010) Deformation-induced martensitic transformation behaviour in cold-rolled and cold-drawn type 316 stainless steels. Acta Mater 58 (3): 895-903.
48. Dash J & Otte HM (1963) The martensite transformation in steinless steel. Acta Met 11 (10): 1169-1178.
49. Breedis J & Kaufman L (1971) The formation of hcp and bcc phases in austenitic iron alloys. Metall Mater Trans B 2 (9): 2359-2371.
62
50. Narutani T, Olson GB & Cohen M (1982) Constitutive flow relations for austenitic steels during strain-induced martensitic transformation. Jounal de Physique 43 (C4): 429-434.
51. Narutani T (1989) Effect of deformation-induced martensitic transformation on the plastic behaviour of metastable austenitic stainless steel. Mater Trans, JIM, 30 (1): 33-45.
52. Lishtenfeld JA, Mataya MC & van Tyne CJ (2006) Effect of strain rate on stress-strain behaviour of alloy 309 and 304L austenitic stainless steel. Metall Mater Trans A 37 (1): 147-161.
53. Lecroisey F & Pineau A (1972) Martensitic transformations induced by plastic deformation in the Fe-Ni-Cr-C system. Metall Mater Trans B 3 (2): 391-400.
54. Olson GB & Cohen M (1976) A general mechanism of martensitic nucleation. Part II: fcc→bcc and other martensitic transformations. Metall Mater Trans A 7 (11): 1905-1914.
55. Guimaraes J & De Oliveira SF (1979) Work-hardening and martensitic transformation in Fe-27%Ni-0.3%C at 263 K. Scr Met 13 (7): 537-542.
56. Yang H-S & Bhadeshia H (2009) Austenite grain size and the martensite-start temperature. Scr Mater 60 (7): 493-495.
57. Spencer K, Embury JD, Conlon KT, Véron M & Bréchet Y. Strengthening via the formation of strain-induced martesite in stainless steels (2004) Mater Sci Eng A 387-389: 873-881.
58. Staudhammer KP, Murr LE & Hecker SS (1983) Nucleation and evolution of strain-induced martensitic (B.C.C.) embyros and substructure in stainless steel: A transmission electron microscopy study. Acta Metall 31 (2): 267-274.
59. Gunter CJ & Reed RP (1962) The effect of experimental variables including the martensitic transformation on the low-temperature mechanical properties of austenitic stainless steels. Transactions of the ASM 55 (3): 399-419.
60. Huang GD, Matlock DK & Krauss G (1989) Martensite formation, strain rate sensitivity, and deformation behaviour of type 304 stainless steel sheet. Metall Trans A 20 (7): 1239-1246.
61. Fang XF & Dahl W (1991) Strain hardening and transformation mechanism of deformation-induced martensite transformation in metastable austenitic stainless steels. Mater Sci Eng A 141 (2): 189-198.
62. Talonen J (2007) Effect of strain-induced α’-martensite transformation on mechanical properties of metastable austenitic stainless steels. PhD thesis. Helsinki, Helsinki university of Technology.
63. Powell GW, Marshall ER & Backofen WA (1958) Strain hardening of austenitic stainless steel. Transactions of the ASM 50 (1): 478-497.
64. Sanderson GP & Llewellyn DT (1969) Mechanical properties of standard austenitic stainless steels in the temperature range -196 to +800°C. Journal of the iron and steel institute 207 (8): 438-445.
65. Kraus Jr. G & Cohen M (1962) Strengthening and annealing of austenite formed by reverse martensitic transformation. Trans Met Soc AIME 224: 121-1221.
63
66. Lee S-J, Park Y-M & Lee Y-K (2009) Reverse transformation mechanism of martensite to austenite in a metastable austenitic alloy. Mater Sci Eng A 515 (1-2): 32-37.
67. Misra RDK, Zhang Z, Venkatasurya PKC, Somani MC & Karjalainen LP (2011) The effect of nitrogen on the formation of phase reversion-induced nanograined/ultrafine-grained structure and mechanical behavior of a Cr-Ni-N steel. Mater Sci Eng A 528 (3): 1889-1896.
68. Apple CA & Krauss G (1972) The effect of heating rate on the martensite to austenite transformation in Fe-Ni-C alloys. Acta Metall 20 (7): 849-856.
69. Montanari R (1990) Reversion of α’ martensite in 304 steel: a diffusion controlled stage. Z für Metall (Zeitschrift fuer Metallkunde) 21 (11): 114-118.
70. Leem D-S, Lee Y-D, Jun J-H & Choi C-S (2001) Amount of retained austenite at room temperature after reverse transformation of martensite to austenite in an Fe-13%Cr-7%Ni-3%Si martensitic stainless steel. Scr Mater 45 (7): 767-772.
71. Kaufman L, Clougherty EV & Weiss RJ (1963) The lattice stability of metals–III. Iron. Acta Metall 11 (5): 323-335.
72. Somani M. Karjalainen P, Juntunen P, Rajasekhara S, Ferreira P, Kyröläinen A, Taulavuori T & Aspegren P (2005) Submicron microstructure and mechanical properties achieved in a short annealing of cold-rolled austenitic stainless steels. Iron and Steel 40: 283-289.
73. Padilha AF, Plaut RL & Rios PR (2003) Annealing of cold-worked austenitic stainless steels. ISIJ Int 43 (2): 135-143.
74. Poulon-Quintin A, Brochet S, Vogt J-B, Glez J-C & Mithieux J-D (2009) Fine grained austenitic stainless steels: The role of strain inducedα’ martensite and the reversion mechanism limitations. ISIJ Int 49 (2): 293-301.
75. Misra RDK, Nayak S, Venkatasurya PKC, Ramuni V, Somani MC & Karjalainen LP (2010) Nanograined/ultrafine-grained structure and tensile deformation behaviour of shear phase reversion-induced 3011 austenitic stainless steel. Metall Mater Trans 41A (8): 2162-2174.
76. Behjati P, Kermanpur A, Karjalainen LP, Järvenpää A, Jaskari M, Samaei Bahdbadorani, Najafizadeh A & Hamada A (2015) Influence of prior cold rolling reduction on microstructure and mechanical properties of a reversion annealing high-Mn austenitic steel. Mater Sci Eng A 650 (5): 119-128.
77. Hiller M (1965) On the theory of normal and abnormal grain growth. Acta Mater 13 (3): 227-238.
78. Rajasekhara S & Ferreira PJ (2011) Martensite → austenite phase transformation kinetics in an ultrafine-grained metastable austenitic stainless steel. Acta Mater 59 (2): 738-748.
79. Sabooni F, Karimzadeh F & Enayati MH (2014) Thermal stability study of ultrafine grained 304L stainless steel produced by martensitic process. J Mater Eng Perform 23 (5): 1665-1672.
80. Sanley JK & Perrotta AJ (1969) Grain growth in austenitic stainless steels. Metallography 2 (4): 349-362.
64
81. German RM (1978) Grain growth in austenitic stainless steels. Metallography 11 (2): 235-239.
82. Gladman T (2004) Grain size control. London, Maney. 83. Cuddy LJ (1982) The effect of microalloying concentration on the recrystallization of
austenite during hot deformation. In: Proceedings of international conference on thermomechanical processing of microalloyed austenite TMS of AIME. Warrendale, USA: 129-140.
84. Johanssen DL, Kyrolainen A & Ferreira PJ (2006) Influence of annealing treatment on the formation of nano/submicron grain size AISI 301 austenitic stainless steels. Metall Mater Trans A 37 (8): 2325-2338.
85. Padilha AF & Rios PR (2002) Decomposition of austenite in austenitic stainless steels. ISIJ Int 42 (4): 325-337.
86. Talonen J, Aspegren P & Hänninen H (2004) Comparison of different methods for measuring strain induced α´-martensite content in austenitic steels. Mater Sci Tech 20 (12): 1506-1512.
87. Miettunen I (2010) The anisotropic behaviour of mechanical properties in high strength austenitic stainless steels. Master’s theses. Oulu, University of Oulu.
88. Popa NC (1998) The (hkl) dependence of diffraction-line broadening caused by strain and size for all Laue groups in Rietveld refinement. J Appl Cryst 31 (2): 176-180.
89. Ravi Kumar B, Singh AK, Samar Das & Bhattacharya DK (2004) Cold rolling texture in AISI 304 stainless steel. Mater Sci Eng A 364 (1-2): 132-139.
90. Chowdhury SG, Das S & De PK (2005) Cold rolling behaviour and textural evolution in AISI 316L austenitic stainless steel. Acta Mater 53 (14): 3951-3959.
91. Ravi Kumar B, Mahato N, Bandyopadhyay, NR & Bhattacharya DK (2005) Comparison of rolling texture in low and medium stacking faults energy austenitic stainless steels. Mater Sci Eng A 394 (1-2): 296-301.
92. Lü Y, Hutchinson B, Molodov DA & Gottstein G (2010) Effect of deformation and annealing on the formation and reversion of ε-martensite in an Fe-Mn-C alloy. Acta Mater 58 (8): 3079-3090.
93. Shintani T & Murata Y (2011) Evaluation of the dislocation density and dislocation character in cold rolled Type 304 steel determined by profile analysis of X-ray diffraction. Acta Mater 59 (11): 4314-4322.
94. Escobar DP, Ferreira de Dafé SS & Santos DB (2015) Martensite reversion and texture formation in 17Mn-0.6C TRIP/TWIP steel after hot cold rolling and annealing. J Mater Res Technol 4 (2): 162-170.
95. Guy KB, Butler EP & West DRF (1983) Reversion of bcc α’martensite in Fe-Cr-Ni austenitic stainless steels. Metal Sci 17 (4): 167-176.
96. Sadeghpour S, Kermanpur A & Najafizadeh A (2013) Influence of TI microalloying on the formation of nanocrystalline structure in the 201L austenitic stainless steel during martensite thermomechanical treatment. Mater Sci Eng A 584: 177-183.
65
97. Kisko A, Hamada A, Karjalainen LP & Talonen J (2011) Microstructure and mechanical properties of reversion treated high Mn austenitic 204Cu and 201 stainless steel. The 1st International Conference on High Manganese Steels. Seoul, Korea, 15-18 May. Research Institute of Iron and Steel Technology, Yonsei University, B-19.
98. Hutchinson CR, Zurob HS, Sinclair CW & Brechet YJM (2008) The comparative effectiveness of Nb solute and NbC precipitates at impeding grain-boundary motion in Nb steels. Scr Mater 59 (6): 653-637.
99. Gómez M, Medina SF & Valles P (2005) Determination of driving and pinning forces for static recrystallization during hot rolling of a niobium microalloyed steel. ISIJ Int 45 (11): 1711-1720.
100. Spruiell JE, Scott JA, Ary CS & Hardin RL (1973) Microstructural stability of thee thermal-mechanically pretreated type 316 austenitic stainless steel. Metall Mater Trans B 4 (6): 1533-1544.
101. Ashby MF & Ebeling R (1966) On the determination of the number, size, spacing and volume fraction of spherical second-phase particles from extraction replicas. Trans Met Soc AIME 236: 1396-1404.
102. Maréchal D (2001) Linkage between mechanical properties and phase transformations in a 301LN austenitic stainless steel. PhD thesis. Vancouver, University of British Columbia.
103. Takaki S, Fukanaga K, Syarif J & Tsuchiyama T (2004) Effect of grain refinement on thermal stability of metastable austenitic steel. Mater Trans 45 (7): 2245-2251.
104. Jin J-E, Jung Y-S & Lee Y-K (2007) Effect of grain size on the uniform ductility of a bulk ultrafine-grained alloy. Mater Sci Eng A 449-451: 786-789.
105. Jun J-H & Choi C-S (1998) Variation of stacking fault energy with austenite grain size and its effect on the Ms temperature of γ→ε martensitic transformation in Fe-Mn alloy. Mater Sci Eng A 257 (2): 353-356.
106. Lee Y-K & Choi C-S (2000) Driving force for γ→ε martensitic transformation and stacking fault energy of γ in Fe-Mn binary system. Metall Mater Trans A 31 (2): 355-360.
107. Jung Y-S, Lee Y-K, Matlock DK & Mataya MC (2011) Effect of grain size on strain-induced martensitic transformation start temperature in an ultrafine grained metastable austenitic steel. Metal Mater Int 17 (4): 553-556.
108. Matsuoka Y, Iwasaki T, Nakada N, Tshuchiyama T & Takaki S (2013) Effect of grain size on thermal and mechanical stability of austenite in metastable austenitic stainless steel. ISIJ Int 53 (7): 1224-1230.
109. Hedström P, Lienert U, Almer J & Odén M (2007) Stepwise transformation behavior of the strain-induced martensitic transformation in a metastable stainless steel. Scr Mater 56 (3): 213-216.
110. Curtze S, Kuokkala V.T, Oikari A, Talonen J & Hänninen H (2011) Thermodynamic modeling of the stacking fault energy of austenitic steels. Acta Mater 59 (3): 1068-1076.
111. Saeed-Akbari A, Imlau J, Prahl U & Bleck W (2009) Derivation and variation in composition-dependent stacking fault energy maps based on subregular solution model in high-manganese steels. Metall Mater Trans 40 (13): 3076-3090.
66
112. Moallemi M, Najafizadeh A, Kermanpur A & Rezaee A (2011) Effect of reversion annealing on the formation of nano/ultrafine grained structure in 201 austenitic stainless steel. Mater Sci Eng A530: 378-381.
113. Rezaee A, Kermanpur A, Najafizadeh A & Moallemi M (2011) Production of nano/ultrafine grained AISI 201L stainless steel through advanced thermo-mechanical treatment. Mater Sci Eng A 528 (15): 5025-5029.
114. Behjati P, Kermanpur A, Najafizadeh A & Baghbadorani HS (2014) Effect of annealing temperature on nano/ultrafine grain of Ni-free austenitic stainless steel. Mater Sci Eng A 592: 77-82.
115. Baghbadorani HS, Kermanpur A, Najafizadeh A, Bejahti P, Rezaee A & Moallemi M (2015) An investigation on microstructure and mechanical properties of a Nb-microalloyed nano/ultrafine grained 201 austenitic stainless steels. Mater Sci Eng A 636: 593-599.
116. Davis JR (1998) Metals Handbook desk edition. ASM International. 117. Somani MC, Karjalainen LP, Misra RDK, Juntunen P & Kyröläinen A (2008)
Reversion transformation of cold rolled martensite to austenite in EN 1.4318 metastable austenitic steel; microstructures and mechanisms. In: 6th European stainless steel conference Science and Market. Helsinki, Finland: 519-524.
118. Hamada AS, Kisko AP, Sahu P & Karjalainen LP (2015) Enhancement of mechanical properties of a TRIP-aided austenitic stainless steel by controlled reversion annealing. Mater Sci Eng A 628: 154-159.
119. Kisko A, Rovatti L, Miettunen I, Karjalainen P & Talonen J (2011) Microstructure and anisotropy of mechanical properties in reversion-treated high-Mn type 204Cu and 201 stainless steels. 7th European Stainless Steel Conference Science and Market. Como, Italy, 21-23 September.
120. Di Schino A & Kenny JM (2003) Grain size dependence of the fatigue behaviour of a ultrafine-grained AISI 304 stainless steel. Mater Lett 57 (21): 3182-3185.
121. De las Cuevas F, Reis M, Ferraiuolo A, Pratolongo G, Karjalainen LP, Alkorta J & Gil Sevillano J (2010) Hall-Petch relationship of a TWIP steel. Key Eng Mater 423: 147-152.
67
Original publications
I Kisko A, Hamada A, Karjalainen LP & Talonen J (2011) Microstructure and mechanical properties of reversion treated high Mn austenitic 204Cu and 201 stainless steels. The 1st International Conference on High Manganese Steels. Seoul, Korea, 15-18 May. Research Institute of Iron and Steel Technology, Yonsei University, B-19.
II Kisko A, Rovatti L, Miettunen I, Karjalainen P & Talonen J (2011) Microstructure and anisotropy of mechanical properties in reversion-treated high-Mn type 204Cu and 201 stainless steels. 7th European Stainless Steel Conference Science and Market. Como, Italy, 21-23 September.
III Kisko A, Rovatti L, Misra D, Sahu P, Talonen J & Karjalainen P (2013) Studies on martensite transformation in a metastable austenitic Cr-Mn stainless steel. Materials Science Forum 762: 424-430.
IV Kisko A, Hamada A.S, Talonen J, Porter D & Karjalainen LP (2016) Effects of reversion and recrystallization on microstructure and mechanical properties of Nb-alloyed low-Ni high-Mn austenitic stainless steels. Materials Science & Engineering A 657: 359-370.
V Kisko A, Talonen J, Porter D & Karjalainen LP (2015) Effect of Nb microalloying on reversion and grain growth in a high-Mn 204Cu austenitic stainless steel. ISIJ International 55(10): 2227-2234.
VI Kisko A, Misra D, Talonen J & Karjalainen LP (2013) The influence of grain size on the strain-induced martensite formation in tensile straining of an austenitic 15Cr-9Mn-Ni-Cu stainless steel. Materials Science & Engineering A 578: 408-416.
Reprinted with permission from Yonsei University, Seoul, Korea (I), AIM Editorial
Office (II), Trans Tech Publications Inc. (III), Elsevier Ltd. (IV), The Iron and Steel
Institute of Japan (V) and Elsevier Ltd. (VI).
Original publications are not included in the electronic version of the dissertation.
68
A C T A U N I V E R S I T A T I S O U L U E N S I S
Book orders:Granum: Virtual book storehttp://granum.uta.fi/granum/
S E R I E S C T E C H N I C A
552. Karjalainen, Mikko (2015) Studies on wheat straw pulp fractionation :fractionation tendency of cells in pressure screening, hydrocyclone fractionationand flotation
553. Nelo, Mikko (2015) Inks based on inorganic nanomaterials for printed electronicsapplications
554. Kursu, Olli-Erkki (2015) Micromotion compensation and a neural recording andstimulation system for electrophysiological measurements
555. Hallman, Lauri (2015) Single photon detection based devices and techniques forpulsed time-of-flight applications
556. Omran, Mamdouh (2015) Microwave dephosphorisation of high phosphorus ironores of the Aswan region, Egypt : developing a novel process for high phosphorusiron ore utilization
557. Kiljander, Jussi (2016) Semantic interoperability framework for smart spaces
558. Aula, Matti (2016) Optical emission from electric arc furnaces