1 Short Notes of Cement Chemistry NARENDRA KUMAR KANCHKAR Quality Controller(Cement) [email protected]Cement History: Joseph Aspdin took out a patent in 1824 for "Portland Cement," a material he produced by firing finely-ground clay and limestone until the limestone was calcined. He called it Portland Cement because the concrete made from it looked like Portland stone, a widely-used building stone in England. In 1845, Isaac Johnson made the first modern Portland Cement by firing a mixture of chalk and clay at much higher temperatures, similar to those used today. At these temperatures (1400C-1500C), clinkering occurs and minerals form which are very reactive and more strongly cementitious. -Development of rotary kilns - Addition of gypsum to control setting - Use of ball mills to grind clinker and raw materials Rotary kilns gradually replaced the original vertical shaft kilns used for making lime from the 1890s. Rotary kilns heat the clinker mainly by radiative heat transfer and this is more efficient at higher temperatures, enabling higher burning temperatures to be achieved. Also, because the clinker is constantly moving within the kiln, a fairly uniform clinkering temperature is achieved in the hottest part of the kiln, the burning zone. The two other principal technical developments, gypsum addition to control setting and the use of ball mills to grind the clinker, were also introduced at around the end of the 19th century. In india first cement plant installation at Porbandar (Gujrat) in 1914 Cement Definition: Cement is a binder, a substance that sets and hardens independently, and can bind other materials together such as sand, bricks (civil material). Cement is defined as a hydraulic binder which when mixed with water forms a paste which sets and hardens by mass of hydration reaction and processes and which after hardening, retains its strength and hardening even under water, Cement used in construction is characterized as hydraulic or non-hydraulic. Hydraulic cements (Portland cement) harden because of hydration chemical reactions that occur independently of the mixture's water content; they can harden even underwater or when constantly exposed to wet weather. The chemical reaction that results when the anhydrous cement powder is mixed with water produces hydrates that are not water-soluble. Material made by heating a mixture of limestone and clay in a kiln at about 1450 C, then grinding to a fine powder with a small addition of gypsum. Combination of C3A, C3S, C2S, C4AF and mix gypsum in few quantity is called cement.
Transcript
1
Short Notes of Cement Chemistry NARENDRA KUMAR KANCHKAR
Joseph Aspdin took out a patent in 1824 for "Portland Cement," a material he produced
by firing finely-ground clay and limestone until the limestone was calcined. He called it Portland
Cement because the concrete made from it looked like Portland stone, a widely-used building
stone in England.
In 1845, Isaac Johnson made the first modern Portland Cement by firing a mixture of
chalk and clay at much higher temperatures, similar to those used today. At these temperatures
(1400C-1500C), clinkering occurs and minerals form which are very reactive and more strongly
cementitious.
-Development of rotary kilns
- Addition of gypsum to control setting
- Use of ball mills to grind clinker and raw materials
Rotary kilns gradually replaced the original vertical shaft kilns used for making lime from
the 1890s. Rotary kilns heat the clinker mainly by radiative heat transfer and this is more
efficient at higher temperatures, enabling higher burning temperatures to be achieved. Also,
because the clinker is constantly moving within the kiln, a fairly uniform clinkering temperature
is achieved in the hottest part of the kiln, the burning zone.
The two other principal technical developments, gypsum addition to control setting and
the use of ball mills to grind the clinker, were also introduced at around the end of the 19th century.
In india first cement plant installation at Porbandar (Gujrat) in 1914
Cement Definition:
Cement is a binder, a substance that sets and hardens independently, and can bind
other materials together such as sand, bricks (civil material).
Cement is defined as a hydraulic binder which when mixed with water forms a paste
which sets and hardens by mass of hydration reaction and processes and which after hardening,
retains its strength and hardening even under water,
Cement used in construction is characterized as hydraulic or non-hydraulic. Hydraulic
cements (Portland cement) harden because of hydration chemical reactions that occur
independently of the mixture's water content; they can harden even underwater or when
constantly exposed to wet weather. The chemical reaction that results when the anhydrous
cement powder is mixed with water produces hydrates that are not water-soluble.
Material made by heating a mixture of limestone and clay in a kiln at about 1450 C, then
grinding to a fine powder with a small addition of gypsum.
Combination of C3A, C3S, C2S, C4AF and mix gypsum in few quantity is called cement.
2
Cement Manufacturing Technologies: • Wet Process • Dry Suspension (SP) Process • Dry Pre calciner (PC) Process (Present time use)
Wet Process: These plant are characterized by low technology, low capacity, high man power and high energy consumption.the maximum capacity of the wet process plant operating in India is only 300 TPD.
Dry Suspension (SP) Process: In SP plant, the ground raw meal is feed to a four stage Pre-heater system.the hot air coming out of kiln is used for pre heating the could feed entering the system. The material as it comes out of pre heater enters the kiln partial calcined (about 40%) at a temperature of 800OC. the kiln is used only for carrying out the remaining calcinations and sintering. The cooling of clinker is done in the cooler and cooler air is used back in the kiln for combustion. Generally ball mill used for grinding limestone.
Dry Pre Calciner (PC) Process:the dry Pre-calciner plant is advancement over the dry SP plant. An additional vessel called the Precalciner is provided. The ground raw meal after getting preheated in the pre heater system (6 stage pre-heater) enters the calciner. The fuel is partly (extant of 60%) fired in the calciner. The additional heated is used for completing the calcinations reaction before the material enters the kiln. the kiln is used only for carrying out the sintering reaction. Generally VRM and roll press used for grinding limestone.
Calcium sulfate dihydrate CaSO4.2H2O CaO.SO3.2H2O C H2 Gypsum
Calcium oxide CaO CaO C Lime
Reaction Occurring in Pre heater to kiln:
1. Evaporation of free water - 100oC 2. Release of combine water from clay - 500oC 3. Dissociation of magnesium carbonate - 900oC 4. Dissociation of Calcium carbonate - above900oC 5. Dissociation of lime and clay - 900oC-1200oC 6. Commencement of liquid formation - 1200oC-1280oC 7. Further formation of liquid and completion - above1280oC
Of clinker compound
Phase of Clinker formation:
It is know that fuel economy or improved burn ability in the formation of clinker can be effected through the following stage of clinker burning.
= Formation of 2CaO.Fe2O3 :- 800oC = Formation of 2CaO.Fe2O3.CaO.Fe2O3 :-900oC = Formation of 2CaO.SiO2+2CaO.Al2O3 :-1000oC SiO2+Ferrite Phase = Formation of 2CaO.SiO2, 5CaO.3(Al2O3) :-1100oC 5CaO.Al2O3, 3CaO.SiO2, Ferrite Phase = Formation of 2CaO.SiO2, 3CaO.SiO2 :-1200oC
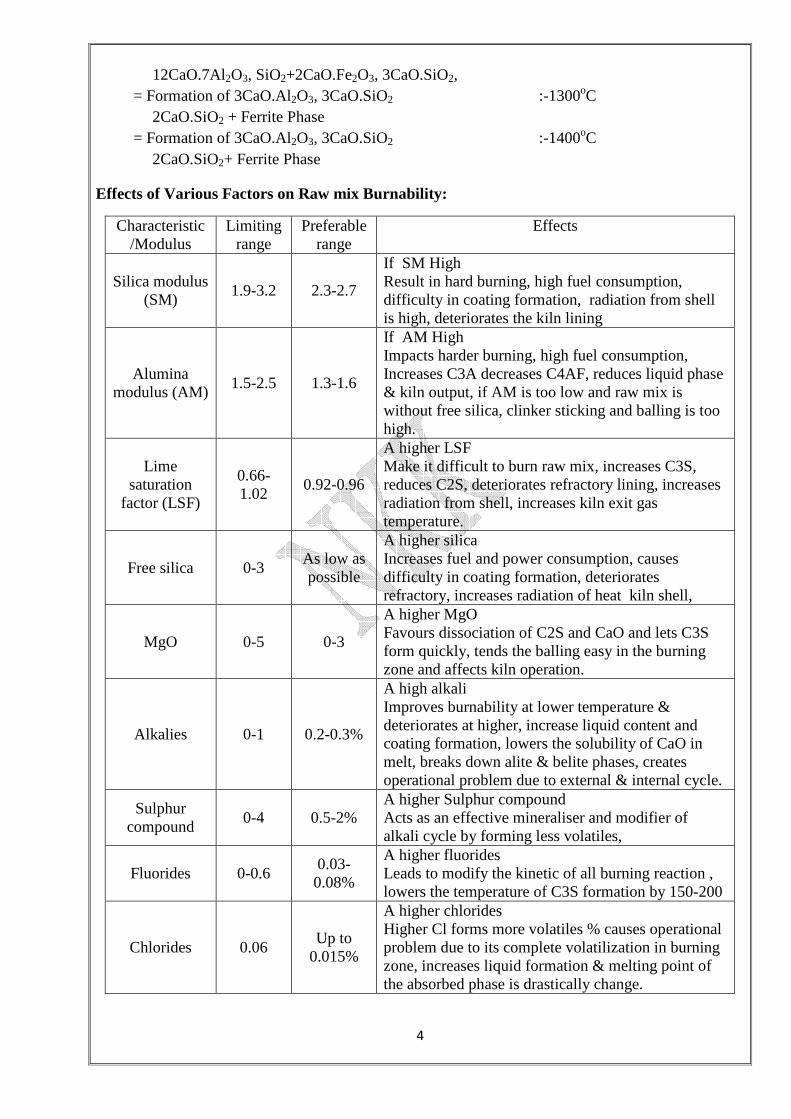
Effects of Various Factors on Raw mix Burnability:
Characteristic /Modulus
Limiting range
Preferable range
Effects
Silica modulus (SM)
1.9-3.2 2.3-2.7
If SM High Result in hard burning, high fuel consumption, difficulty in coating formation, radiation from shell is high, deteriorates the kiln lining
Alumina modulus (AM)
1.5-2.5 1.3-1.6
If AM High Impacts harder burning, high fuel consumption, Increases C3A decreases C4AF, reduces liquid phase & kiln output, if AM is too low and raw mix is without free silica, clinker sticking and balling is too high.
Lime saturation
factor (LSF)
0.66-1.02
0.92-0.96
A higher LSF Make it difficult to burn raw mix, increases C3S, reduces C2S, deteriorates refractory lining, increases radiation from shell, increases kiln exit gas temperature.
Free silica 0-3 As low as possible
A higher silica Increases fuel and power consumption, causes difficulty in coating formation, deteriorates refractory, increases radiation of heat kiln shell,
MgO 0-5 0-3
A higher MgO Favours dissociation of C2S and CaO and lets C3S form quickly, tends the balling easy in the burning zone and affects kiln operation.
Alkalies 0-1 0.2-0.3%
A high alkali Improves burnability at lower temperature & deteriorates at higher, increase liquid content and coating formation, lowers the solubility of CaO in melt, breaks down alite & belite phases, creates operational problem due to external & internal cycle.
Sulphur compound
0-4 0.5-2% A higher Sulphur compound Acts as an effective mineraliser and modifier of alkali cycle by forming less volatiles,
Fluorides 0-0.6 0.03-0.08%
A higher fluorides Leads to modify the kinetic of all burning reaction , lowers the temperature of C3S formation by 150-200
Chlorides 0.06 Up to
0.015%
A higher chlorides Higher Cl forms more volatiles % causes operational problem due to its complete volatilization in burning zone, increases liquid formation & melting point of the absorbed phase is drastically change.
5
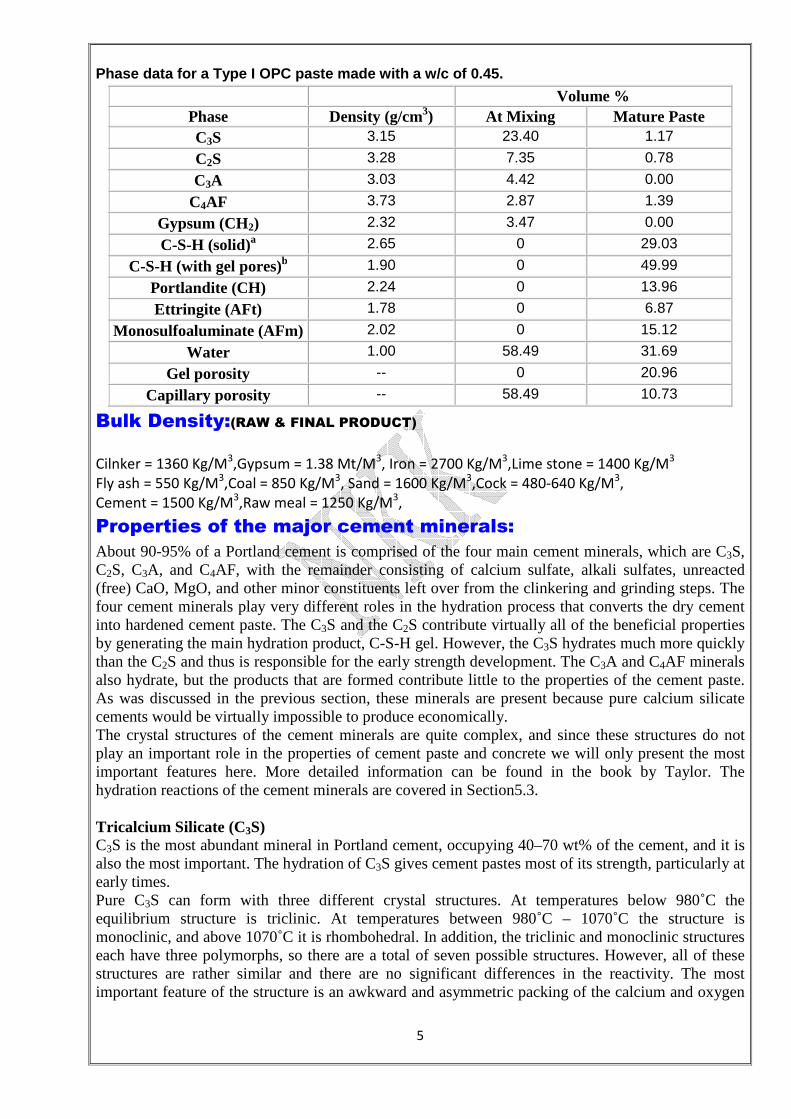
Phase data for a Type I OPC paste made with a w/c of 0.45.
Volume % Phase Density (g/cm3) At Mixing Mature Paste C3S 3.15 23.40 1.17
C2S 3.28 7.35 0.78
C3A 3.03 4.42 0.00
C4AF 3.73 2.87 1.39
Gypsum (CH2) 2.32 3.47 0.00
C-S-H (solid)a 2.65 0 29.03
C-S-H (with gel pores)b 1.90 0 49.99
Portlandite (CH) 2.24 0 13.96
Ettringite (AFt) 1.78 0 6.87
Monosulfoaluminate (AFm) 2.02 0 15.12
Water 1.00 58.49 31.69
Gel porosity -- 0 20.96
Capillary porosity -- 58.49 10.73
Bulk Density:(RAW & FINAL PRODUCT)
Cilnker = 1360 Kg/M3,Gypsum = 1.38 Mt/M
3, Iron = 2700 Kg/M
3,Lime stone = 1400 Kg/M
3
Fly ash = 550 Kg/M3,Coal = 850 Kg/M
3, Sand = 1600 Kg/M
3,Cock = 480-640 Kg/M
3,
Cement = 1500 Kg/M3,Raw meal = 1250 Kg/M
3,
Properties of the major cement minerals:
About 90-95% of a Portland cement is comprised of the four main cement minerals, which are C3S, C2S, C3A, and C4AF, with the remainder consisting of calcium sulfate, alkali sulfates, unreacted (free) CaO, MgO, and other minor constituents left over from the clinkering and grinding steps. The four cement minerals play very different roles in the hydration process that converts the dry cement into hardened cement paste. The C3S and the C2S contribute virtually all of the beneficial properties by generating the main hydration product, C-S-H gel. However, the C3S hydrates much more quickly than the C2S and thus is responsible for the early strength development. The C3A and C4AF minerals also hydrate, but the products that are formed contribute little to the properties of the cement paste. As was discussed in the previous section, these minerals are present because pure calcium silicate cements would be virtually impossible to produce economically. The crystal structures of the cement minerals are quite complex, and since these structures do not play an important role in the properties of cement paste and concrete we will only present the most important features here. More detailed information can be found in the book by Taylor. The hydration reactions of the cement minerals are covered in Section5.3. Tricalcium Silicate (C3S) C3S is the most abundant mineral in Portland cement, occupying 40–70 wt% of the cement, and it is also the most important. The hydration of C3S gives cement pastes most of its strength, particularly at early times. Pure C3S can form with three different crystal structures. At temperatures below 980˚C the equilibrium structure is triclinic. At temperatures between 980˚C – 1070˚C the structure is monoclinic, and above 1070˚C it is rhombohedral. In addition, the triclinic and monoclinic structures each have three polymorphs, so there are a total of seven possible structures. However, all of these structures are rather similar and there are no significant differences in the reactivity. The most important feature of the structure is an awkward and asymmetric packing of the calcium and oxygen
6
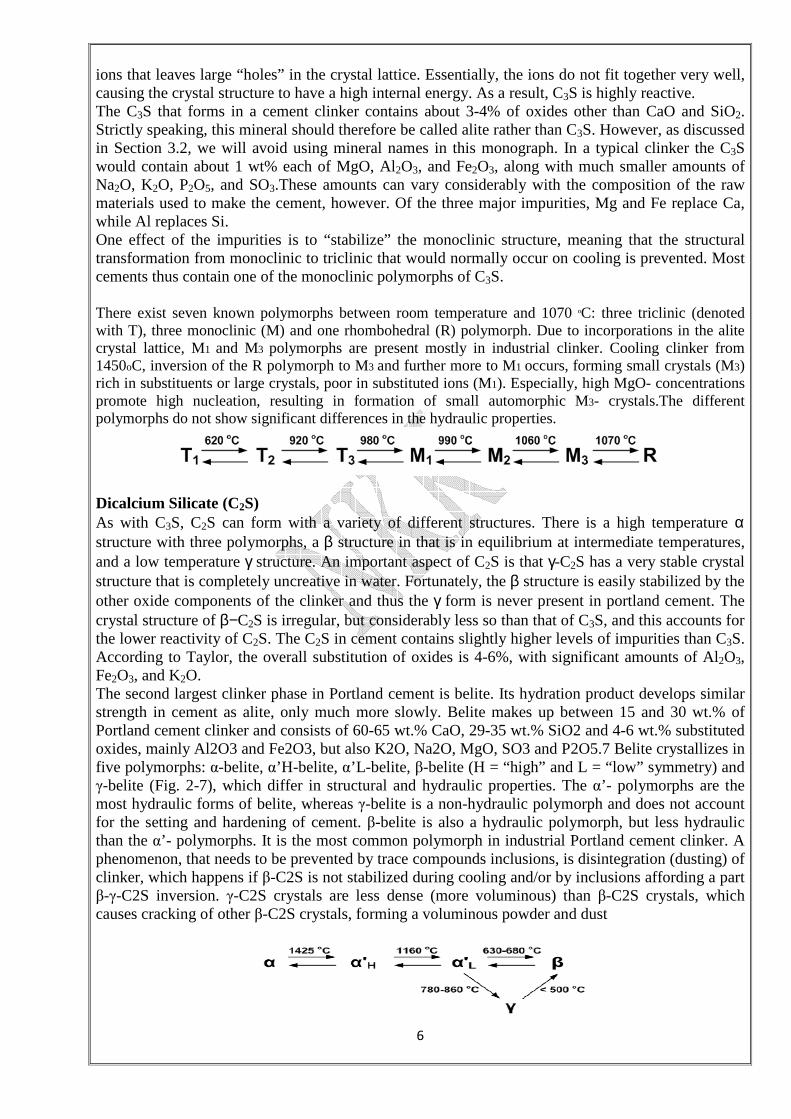
ions that leaves large “holes” in the crystal lattice. Essentially, the ions do not fit together very well, causing the crystal structure to have a high internal energy. As a result, C3S is highly reactive. The C3S that forms in a cement clinker contains about 3-4% of oxides other than CaO and SiO2. Strictly speaking, this mineral should therefore be called alite rather than C3S. However, as discussed in Section 3.2, we will avoid using mineral names in this monograph. In a typical clinker the C3S would contain about 1 wt% each of MgO, Al2O3, and Fe2O3, along with much smaller amounts of Na2O, K2O, P2O5, and SO3.These amounts can vary considerably with the composition of the raw materials used to make the cement, however. Of the three major impurities, Mg and Fe replace Ca, while Al replaces Si. One effect of the impurities is to “stabilize” the monoclinic structure, meaning that the structural transformation from monoclinic to triclinic that would normally occur on cooling is prevented. Most cements thus contain one of the monoclinic polymorphs of C3S. There exist seven known polymorphs between room temperature and 1070 oC: three triclinic (denoted with T), three monoclinic (M) and one rhombohedral (R) polymorph. Due to incorporations in the alite crystal lattice, M1 and M3 polymorphs are present mostly in industrial clinker. Cooling clinker from 1450oC, inversion of the R polymorph to M3 and further more to M1 occurs, forming small crystals (M3) rich in substituents or large crystals, poor in substituted ions (M1). Especially, high MgO- concentrations promote high nucleation, resulting in formation of small automorphic M3- crystals.The different polymorphs do not show significant differences in the hydraulic properties.
Dicalcium Silicate (C2S) As with C3S, C2S can form with a variety of different structures. There is a high temperature α structure with three polymorphs, a β structure in that is in equilibrium at intermediate temperatures, and a low temperature γ structure. An important aspect of C2S is that γ-C2S has a very stable crystal structure that is completely uncreative in water. Fortunately, the β structure is easily stabilized by the other oxide components of the clinker and thus the γ form is never present in portland cement. The crystal structure of β−C2S is irregular, but considerably less so than that of C3S, and this accounts for the lower reactivity of C2S. The C2S in cement contains slightly higher levels of impurities than C3S. According to Taylor, the overall substitution of oxides is 4-6%, with significant amounts of Al2O3, Fe2O3, and K2O. The second largest clinker phase in Portland cement is belite. Its hydration product develops similar strength in cement as alite, only much more slowly. Belite makes up between 15 and 30 wt.% of Portland cement clinker and consists of 60-65 wt.% CaO, 29-35 wt.% SiO2 and 4-6 wt.% substituted oxides, mainly Al2O3 and Fe2O3, but also K2O, Na2O, MgO, SO3 and P2O5.7 Belite crystallizes in five polymorphs: α-belite, α’H-belite, α’L-belite, β-belite (H = “high” and L = “low” symmetry) and γ-belite (Fig. 2-7), which differ in structural and hydraulic properties. The α’- polymorphs are the most hydraulic forms of belite, whereas γ-belite is a non-hydraulic polymorph and does not account for the setting and hardening of cement. β-belite is also a hydraulic polymorph, but less hydraulic than the α’- polymorphs. It is the most common polymorph in industrial Portland cement clinker. A phenomenon, that needs to be prevented by trace compounds inclusions, is disintegration (dusting) of clinker, which happens if β-C2S is not stabilized during cooling and/or by inclusions affording a part β-γ-C2S inversion. γ-C2S crystals are less dense (more voluminous) than β-C2S crystals, which causes cracking of other β-C2S crystals, forming a voluminous powder and dust
7
Tricalcium Aluminate (C3A) Tricalcium aluminate (C3A) comprises anywhere from zero to 14% of a portland cement. Like C3S, it is highly reactive, releasing a significant amount of exothermic heat during the early hydration period. Unfortunately, the hydration products of formed from C3A contribute little to the strength or other engineering properties of cement paste. In certain environmental conditions (i.e., the presence of sulfate ions), C3A and its products can actually harm the concrete by participating in expansive reactions that lead to stress and cracking. Pure C3A forms only with a cubic crystal structure. The structure is characterized by Ca+2 atoms and rings of six AlO4 tetrahedra. As with C3S, the bonds are distorted from their equilibrium positions, leading to a high internal energy and thus a high reactivity. Significant amounts of CaO and the Al 2O3 in the C3A structure can be replaced by other oxides, and at high levels of substitution this can lead to other crystal structures. The C3A in portland cement clinker, which typically contains about 13% oxide substitution, is primarily cubic, with smaller amounts of orthorhombic C3A. The C3A and C4AF minerals form by simultaneous precipitation as the liquid phase formed during the clinkering process cools, and thus they are closely intermixed. This makes it difficult to ascertain the exact compositions of the two phases. The cubic form generally contains ~4% substitution of SiO2, ~5% substitution of Fe2O3, and about 1% each of Na2O, K2O, and MgO. The orthorhombic form has similar levels, but with a greater (~5%) substitution of K2O. Tetracalcium Aluminoferrite (C4AF) A stable compound with any composition between C2A and C2F can be formed, and the cement mineral termed C4AF is an approximation that simply the represents the midpoint of this compositional series. The crystal structure is complex, and is believed to be related to that of the mineral perovskite. The actual composition of C4AF in cement clinker is generally higher in aluminum than in iron, and there is considerable substitution of SiO2 and MgO. Taylor. reports a typical composition (in normal chemical notation) to be Ca2AlFe0.6Mg0.2Si0.15Ti0.5O5. However, the composition will vary somewhat depending on the overall composition of the cement clinker. *Set up and solve a system of four equations and four unknowns to find the mineral composition of the cement. Once the total amount of C, S, A, and F residing in the cement minerals has been calculated by adjusting the total oxide composition of the cement or clinker (steps 1 and 2) and the ratio of the oxides within each of the main cement minerals has been estimated (step 3), a system of four equations in four unknowns can be set up and solved for the amount (in wt%) of each cement mineral. Using the cement oxide composition for proficiency cement #135 given in Table 3.4 and the mineral oxide compositions given in Table 3.5 results in the following set of equations:
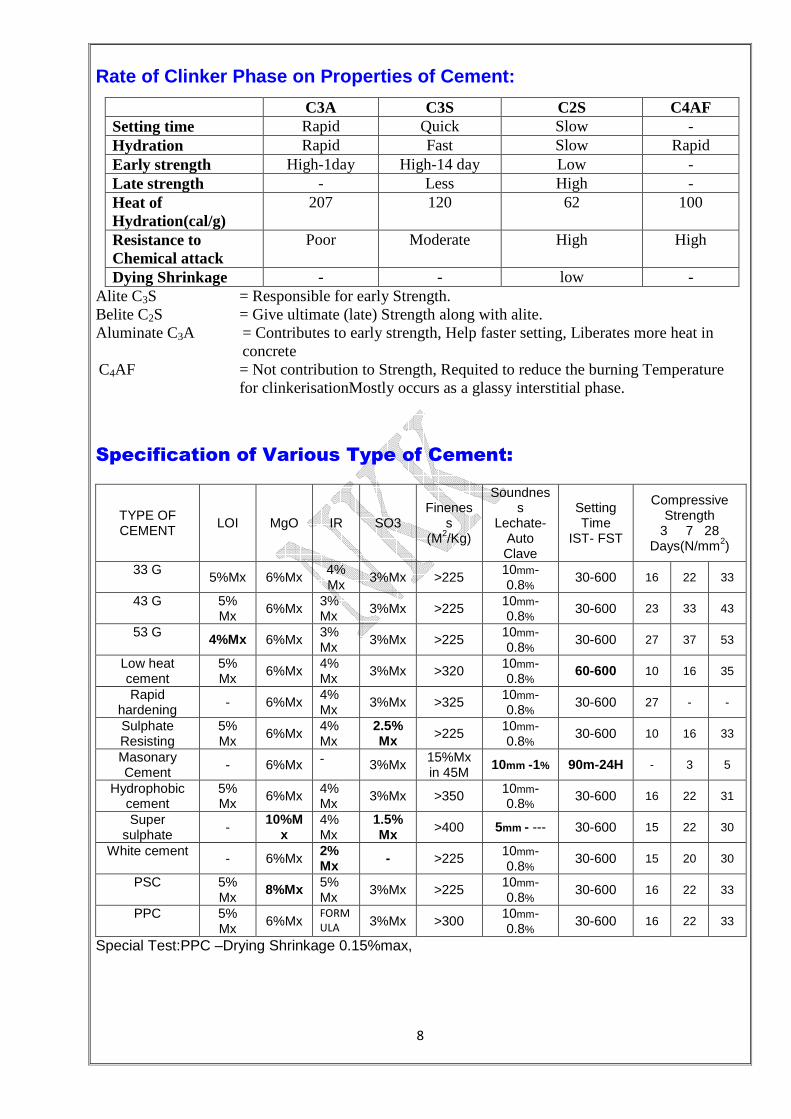
C3A C3S C2S C4AF Setting time Rapid Quick Slow - Hydration Rapid Fast Slow Rapid Early strength High-1day High-14 day Low - Late strength - Less High - Heat of Hydration(cal/g)
207 120 62 100
Resistance to Chemical attack
Poor Moderate High High
Dying Shrinkage - - low - Alite C3S = Responsible for early Strength. Belite C2S = Give ultimate (late) Strength along with alite. Aluminate C3A = Contributes to early strength, Help faster setting, Liberates more heat in
concrete C4AF = Not contribution to Strength, Requited to reduce the burning Temperature
for clinkerisationMostly occurs as a glassy interstitial phase.
Specification of Various Type of Cement:
TYPE OF CEMENT
LOI MgO IR SO3 Finenes
s (M2/Kg)
Soundness
Lechate- Auto Clave
Setting Time
IST- FST
Compressive Strength
3 7 28 Days(N/mm2)
33 G
5%Mx 6%Mx 4% Mx
3%Mx >225 10mm-0.8%
30-600 16 22 33
43 G
5% Mx 6%Mx
3% Mx
3%Mx >225 10mm-0.8% 30-600 23 33 43
53 G
4%Mx 6%Mx 3% Mx
3%Mx >225 10mm-0.8%
30-600 27 37 53
Low heat cement
5% Mx
6%Mx 4% Mx
3%Mx >320 10mm-0.8%
60-600 10 16 35
Rapid hardening
- 6%Mx 4% Mx
3%Mx >325 10mm-0.8%
30-600 27 - -
Sulphate Resisting
5% Mx
6%Mx 4% Mx
2.5% Mx
>225 10mm-0.8%
30-600 10 16 33
Masonary Cement
- 6%Mx - 3%Mx 15%Mx in 45M
10mm -1% 90m-24H - 3 5
Hydrophobic cement
5% Mx
6%Mx 4% Mx
3%Mx >350 10mm-0.8%
30-600 16 22 31
Super sulphate
- 10%M
x 4% Mx
1.5% Mx
>400 5mm - --- 30-600 15 22 30
White cement
- 6%Mx 2% Mx
- >225 10mm-0.8%
30-600 15 20 30
PSC
5% Mx
8%Mx 5% Mx
3%Mx >225 10mm-0.8%
30-600 16 22 33
PPC
5% Mx
6%Mx FORM
ULA 3%Mx >300 10mm-0.8%
30-600 16 22 33
Special Test:PPC –Drying Shrinkage 0.15%max,
9
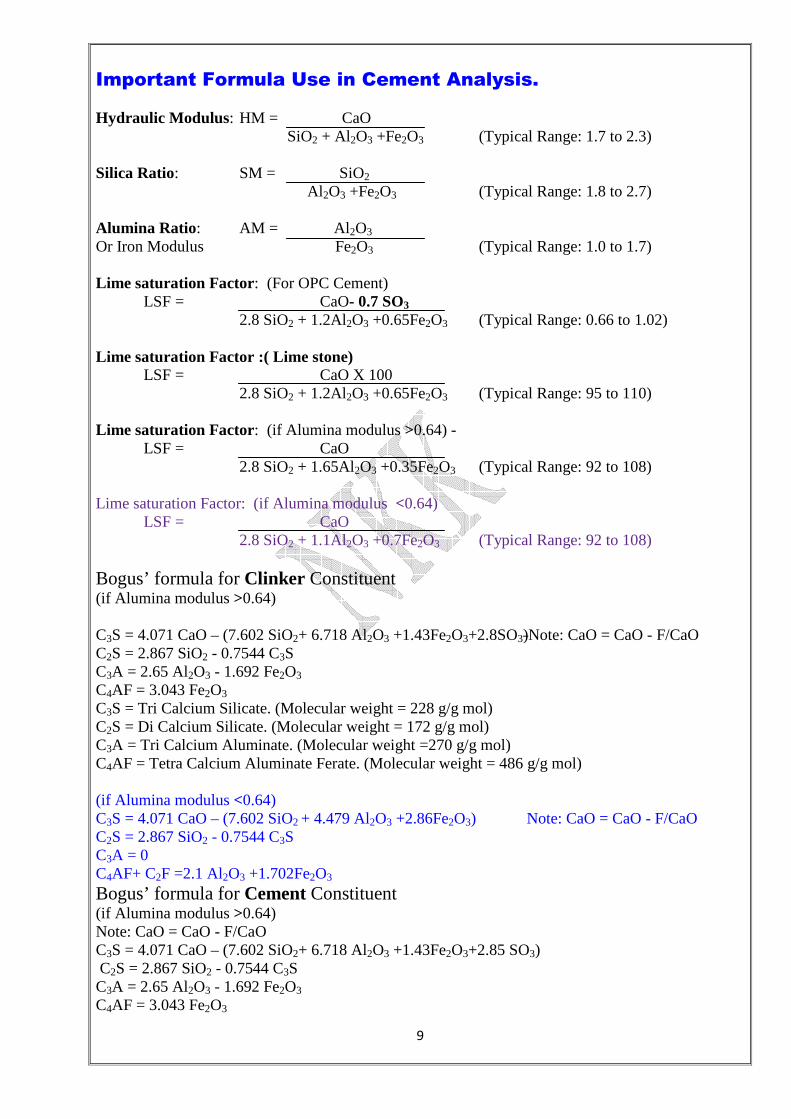
Important Formula Use in Cement Analysis.
Hydraulic Modulus: HM = CaO SiO2 + Al2O3 +Fe2O3 (Typical Range: 1.7 to 2.3) Silica Ratio: SM = SiO2 Al2O3 +Fe2O3 (Typical Range: 1.8 to 2.7) Alumina Ratio: AM = Al2O3 Or Iron Modulus Fe2O3 (Typical Range: 1.0 to 1.7) Lime saturation Factor: (For OPC Cement)
C4AF+ C2F =2.1 Al2O3 +1.702Fe2O3 Bogus’ formula for Cement Constituent (if Alumina modulus >0.64) Note: CaO = CaO - F/CaO C3S = 4.071 CaO – (7.602 SiO2+ 6.718 Al2O3 +1.43Fe2O3+2.85 SO3) C2S = 2.867 SiO2 - 0.7544 C3S C3A = 2.65 Al2O3 - 1.692 Fe2O3
C4AF = 3.043 Fe2O3
10
Liquid Value:
LV= 1.13C3A +1.35C4AF + MgO +Alkalies
Burnability Index: BI = C3S C4AF + C3A Burnability Factor: BF = LSF + 10 SM – 3(MgO + Alkalies) Coal Analysis: NCV = 8455 – 114 (M% + Ash %) Cal/gm UHV = 8900 – 138 (M % + Ash %) Cal/gm GCV = PC X 86.5 – (60*M %) PC = 100- (1.1*Ash + M %) CV = % C*8000 + % H*32000 100 100 Coal Consumption: = Coal feed X 100 Clinker Production Ash absorption: = % of ash in fuel X coal consumption
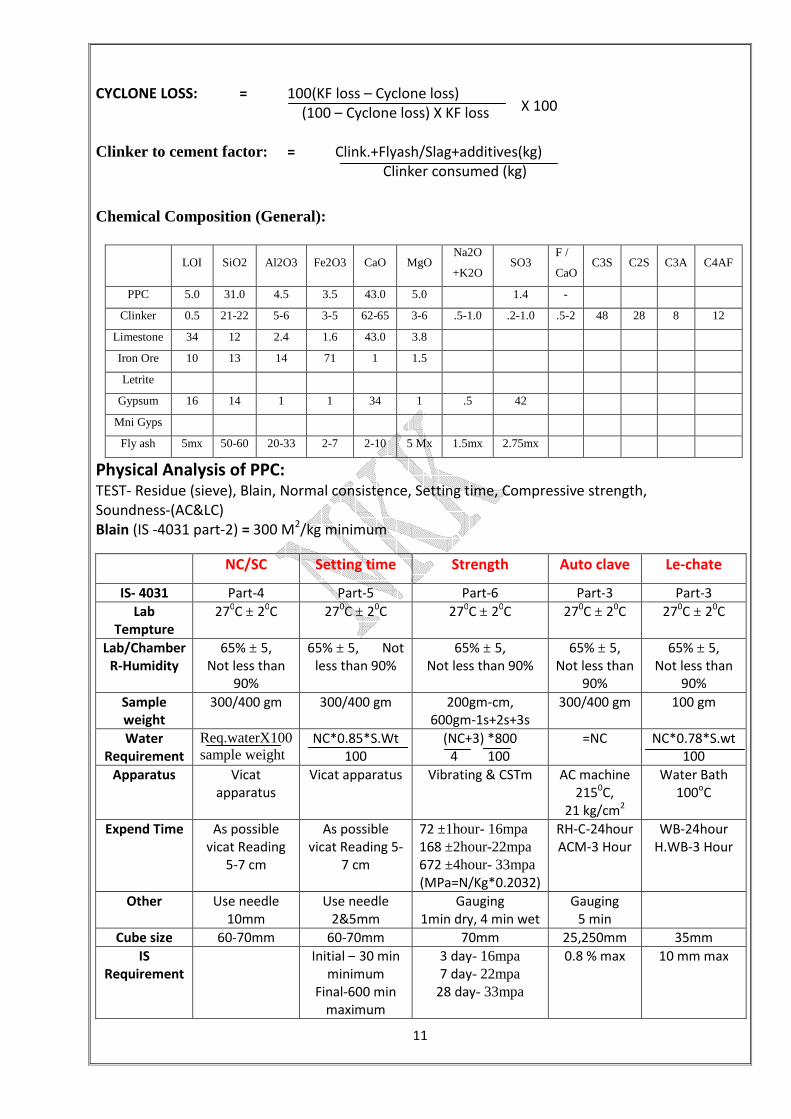
100 Raw meal to clinker factor: = 100-ash absorption 100-LOI Specific Heat: V = NCV X % of coal Consumption 100 Insoluble Residue: IR (max %) = X+4 (100-X) (Note: X= % of Fly ash) 100 Blain : Blain = √Time X Factor
Form-8:PORTLAND POZZOLANA CEMENT CRINDING (For Alternate hourly Samples) (Column 5 of Table 1B) Date of Grinding
Time at Fineness Setting Time (IST)-(FST)
Sample fail/pass
Mode of disposal/Action taken if sample fails
Form-9:PORTLAND POZZOLANA CEMENT PACKING STAGE (Daily/Weekly Composite Samples) (Column 6 of Table 1B) Date of Pcking
Loss On Igniti on
MgO Insoluble Materia
SO3 Chloride Content (Weekly
Fine ness
Soundness Le Auto Ch Clav
Setting time IST-FST
Compressive Strength 3 7 28 days
Drying Shrinkage (Weekly)
Sample Pass /Fail
Mode of disposal/Action taken if sample fails
Form-10:(See Clause 3 of STI)
S.No. Date Calibration Result of Calibration (Test records indicating details of standard values and observed values for each equipment to be kept in proforma for which various columns be devised; as required)
Name of Equipment Action taken if equipment found defective
Sl. No. (If any) Remarks
FREQUENCY OF CALIBRATION: Blaine’s apparatus- Daily with licensee’ sown Standard cement sampleand once in a month with standard
cement samples supplied by NCCBM. Compressive strength -Once in a month with licensee’s own proving ring and the proving ring shall be calibrated once Testing machine in two years from the recognized calibrating agency like NPL/NABL accredited Lab or Proving ring manufacturer having NPL certified calibrator. Apply Load Reading-1 R-2 R-3 Average True Load Error % Std.
Autoclave pressure gauge - Once in a six months either by licensee’s own dead weight Pressure gauge or from
Approved independent agency /NABL accredited Lab or manufacturer of such gauge having NPL certified calibrator.(dead weight Pressure gauge in 4year)
14
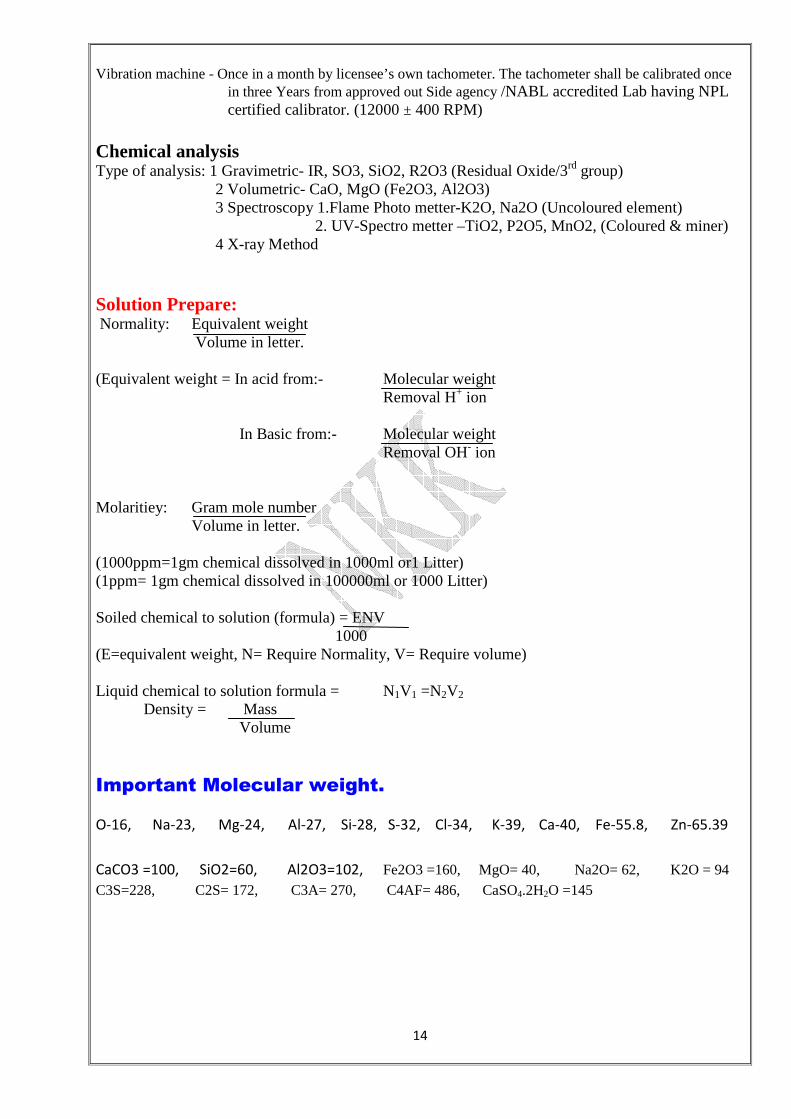
Vibration machine - Once in a month by licensee’s own tachometer. The tachometer shall be calibrated once in three Years from approved out Side agency /NABL accredited Lab having NPL certified calibrator. (12000 ± 400 RPM)
Volume in letter. (Equivalent weight = In acid from:- Molecular weight Removal H+ ion
In Basic from:- Molecular weight Removal OH- ion Molaritiey: Gram mole number
Volume in letter. (1000ppm=1gm chemical dissolved in 1000ml or1 Litter) (1ppm= 1gm chemical dissolved in 100000ml or 1000 Litter) Soiled chemical to solution (formula) = ENV 1000 (E=equivalent weight, N= Require Normality, V= Require volume) Liquid chemical to solution formula = N1V1 =N2V2
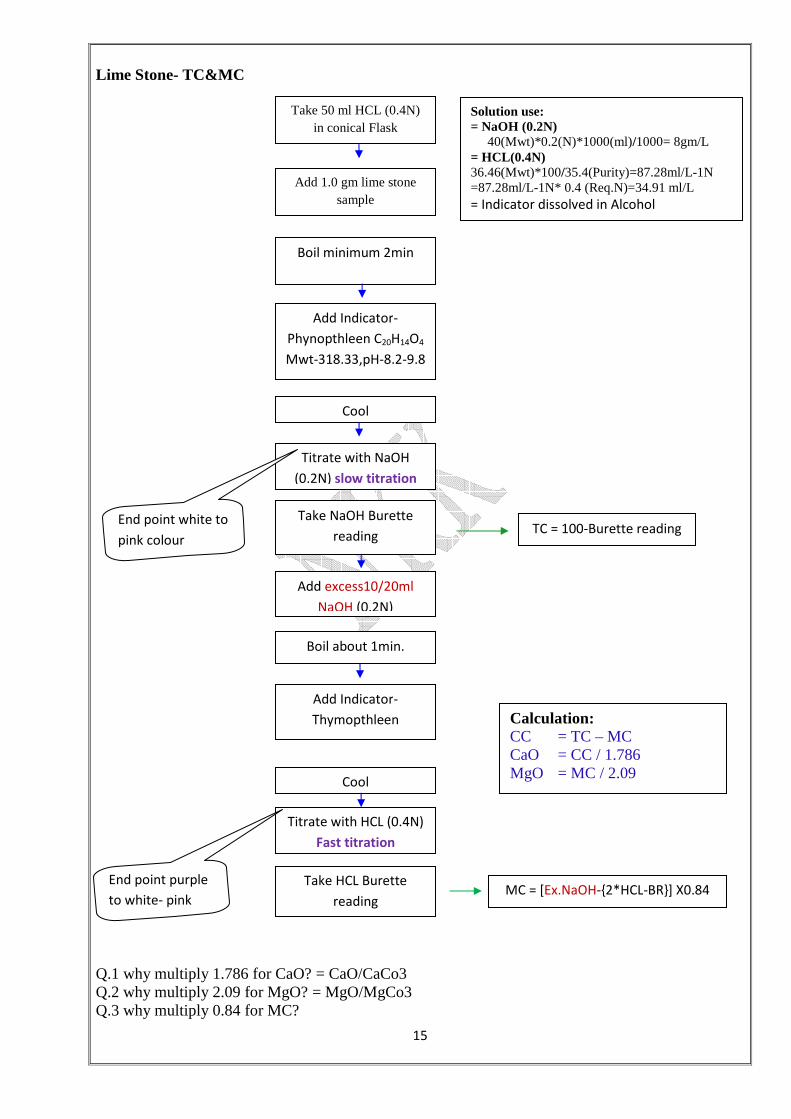
Calculation: CC = TC – MC CaO = CC / 1.786 MgO = MC / 2.09
16
Cement- IR & SO3
Q.1 what is IR? Material which is not reacts (dissolved) with Acid and basis. Q.2 why multiply 34.3 for SO3? Because So3 is found in BaSO4 Form = (SO3/BaSO4)*100 = (80/137+32+64)*100 = (80/233)100 =0.3433*100 = 34.33 IR (max %) = X+4 (100-X) (Note: X= % of Fly ash) 100 =methyl Orange use checking for alkali removes.
1.0 gm cement sample Dissolved 1:1 HCL
Heat below boils Temp. 15 minute
Filter- 40 N. paper
Wash Hot water
Filtrate Residue
Boil + add hot BaCl2
10 ml React with Na2CO3 -30
ml
Wash with 1:99 HCl & Hot water Wash Hot water
Dryad in Oven
Ignited at 1000oC Minimum 30 min
Weight IR
Slowly Cool for ppt
form (4 hour)
Filter 42 N paper
Dryad in Oven
Ignited at 1000oC
Weight
Weight X 34.3 = SO3
Solution use: = 2N- Na2CO3= 10.6 gm sodium carbonate dissolved in 100 ml distilled water (Eq.wt = 53, Mwt 105.99 g/mol) = 1:1 HCL = 50 ml HCL dissolved in 50 ml Distil water.(Mwt 36.46 g/mol) = BaCl2 = 10 gm BaCl2 dissolved in 100 ml distilled water.
For Acid
reaction
For Base
reaction
IR= Final weight-Initial weight
Heat 10 minute below boil temp.
Filter- 40 N. paper
For Alkali
remove
17
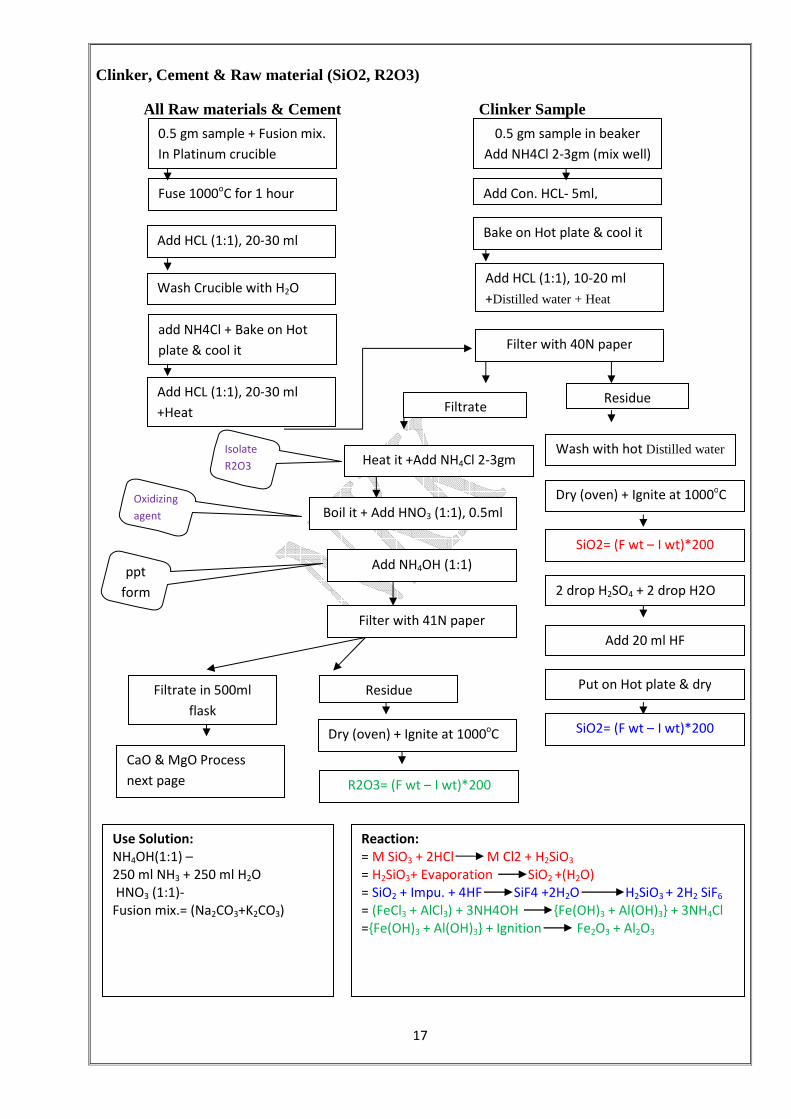
Clinker, Cement & Raw material (SiO2, R2O3)
All Raw materials & Cement Clinker Sample
Wash Crucible with H2O
add NH4Cl + Bake on Hot
plate & cool it Filter with 40N paper
Add HCL (1:1), 20-30 ml
+Heat
0.5 gm sample in beaker
Add NH4Cl 2-3gm (mix well)
0.5 gm sample + Fusion mix.
In Platinum crucible
Fuse 1000oC for 1 hour
Add HCL (1:1), 20-30 ml
Add Con. HCL- 5ml,
Bake on Hot plate & cool it
Add HCL (1:1), 10-20 ml
+Distilled water + Heat
Filtrate Residue
Heat it +Add NH4Cl 2-3gm Wash with hot Distilled water
*Pre heater Coating sample in (about) Na2O= 1-2% & K2O=12-16%.
Take 0.25 gm sample in
Platinum crucible
10 ml HF and backing
Add 2ml HNO3
Add 10 ml HClO4
(Per Choleric acid)
Put Hot plate & up to Syrupy
Residue out
Extract dissolved to 1:1 HNO3
in bicker
Filter 41N paper in 250 ml
Volumetric Flack
Make up 250 ml with H2O
Solution Preparation:
Blank Solution: 2.5 ml HNO3 + 2.5 ml
Alumina sulphate + 250 ml H2O.
Standard Solution:
NaCl: 1.885 NaCl Dissolved In 1000ml
H2O (for 1000ppm).
KCl: 1.583 KCl Dissolved In 1000ml H2O
(for 1000ppm).
Volume makeup X 100 X ppm reading
Sample weight X 106
27
Reactiv Silica Test: (Fly ash) (IS-3812)
Take 0.5 gm sample in beaker
Add 50 ml HCl (1:1)
Boil and Cool
Add 16 gm KOH
4 hour Put on Hot plate &
Volume maintain 60 ml by
H2O
Filter 40N Paper Residue out
Aliquot Solution bake
Dissolved with 1:1 HCl + Heat
Filter 40N paper
Residue dry in oven
Residue Ignite 1000OC
RS= Initial Wt. – Final Wt.
*200
28
Sulpher Test: (Coal), ESCHKA Method (IS 1350-P3)
Coal Grading: Coal is the combination of Organic (Carbon) and Inorganic (Si02, R2O3 etc) material. It is use for
heating purpose. Grade A+M % UHV cal/g
A <19.5 >6200
B 19.5-24.0 6200-5600
C 24.0-28.7 5600-4940
D 28.7-34.1 4940-4200
E 34.1-40.2 4200-3360
F 40.2-47.1 3360-2400
G 47.1-55.1 2400-1300
Un-grade >55.1 <1300
Type of Coal: 1. Anthracite 2.Buteminus 3. Lignite 4. Pith
Take 0.1 gm sample platinum
crucible
Add 1-2 gm ESCHKA mixture
Fuse at 800OC
Dissolved to 1:1 HCl
Filter 41N paper
Aliquot Solution Boil
Solution Preparation:
= 0.1374 = S /BaSO4
= ESCHKA mixture = (2:1) Mgo+ Na2CO3
(Light Calcined magnesia oxide
+Anhydrous Sodium carbonate)
Residue out
Add 20 ml BaCl2
Cool
Filter 42N Paper
Residue Ignite at 900OC
Ash X 0.1374 X100
29
Indian Standard ReferenceUse in Cement Chemistry
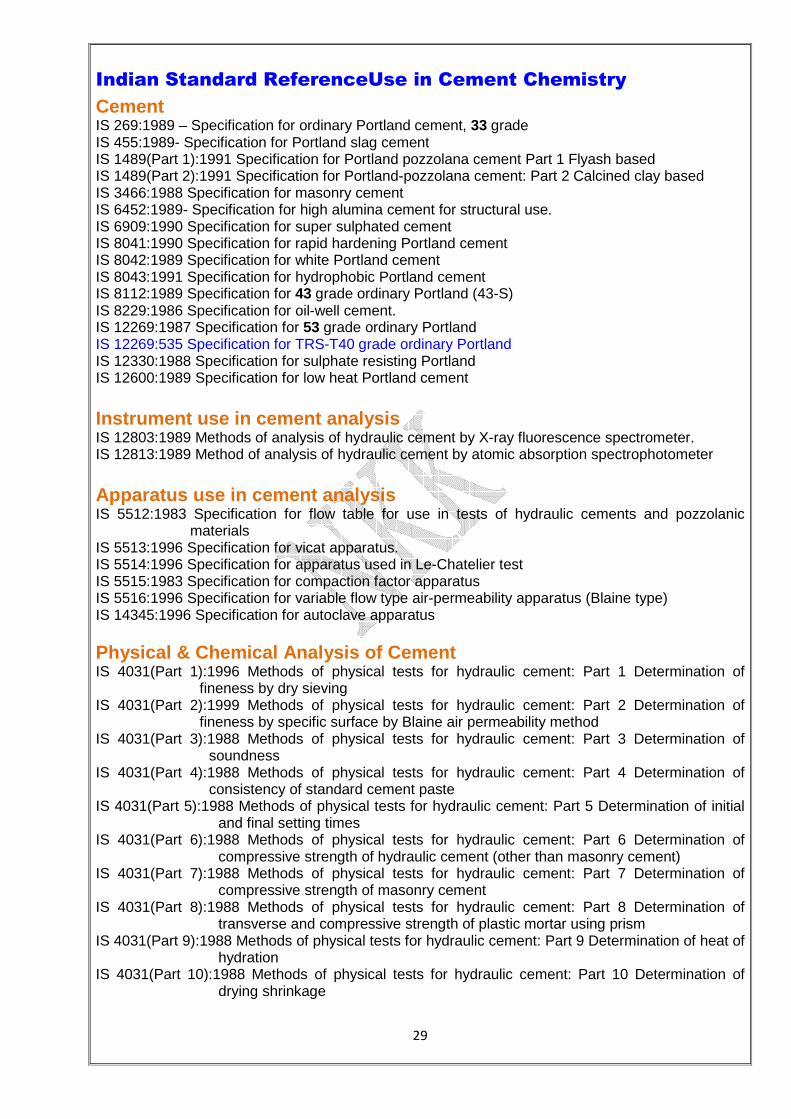
Cement IS 269:1989 – Specification for ordinary Portland cement, 33 grade IS 455:1989- Specification for Portland slag cement IS 1489(Part 1):1991 Specification for Portland pozzolana cement Part 1 Flyash based IS 1489(Part 2):1991 Specification for Portland-pozzolana cement: Part 2 Calcined clay based IS 3466:1988 Specification for masonry cement IS 6452:1989- Specification for high alumina cement for structural use. IS 6909:1990 Specification for super sulphated cement IS 8041:1990 Specification for rapid hardening Portland cement IS 8042:1989 Specification for white Portland cement IS 8043:1991 Specification for hydrophobic Portland cement IS 8112:1989 Specification for 43 grade ordinary Portland (43-S) IS 8229:1986 Specification for oil-well cement. IS 12269:1987 Specification for 53 grade ordinary Portland IS 12269:535 Specification for TRS-T40 grade ordinary Portland IS 12330:1988 Specification for sulphate resisting Portland IS 12600:1989 Specification for low heat Portland cement Instrument use in cement analysis IS 12803:1989 Methods of analysis of hydraulic cement by X-ray fluorescence spectrometer. IS 12813:1989 Method of analysis of hydraulic cement by atomic absorption spectrophotometer Apparatus use in cement analysis IS 5512:1983 Specification for flow table for use in tests of hydraulic cements and pozzolanic
materials IS 5513:1996 Specification for vicat apparatus. IS 5514:1996 Specification for apparatus used in Le-Chatelier test IS 5515:1983 Specification for compaction factor apparatus IS 5516:1996 Specification for variable flow type air-permeability apparatus (Blaine type) IS 14345:1996 Specification for autoclave apparatus Physical & Chemical Analysis of Cement IS 4031(Part 1):1996 Methods of physical tests for hydraulic cement: Part 1 Determination of
fineness by dry sieving IS 4031(Part 2):1999 Methods of physical tests for hydraulic cement: Part 2 Determination of
fineness by specific surface by Blaine air permeability method IS 4031(Part 3):1988 Methods of physical tests for hydraulic cement: Part 3 Determination of
soundness IS 4031(Part 4):1988 Methods of physical tests for hydraulic cement: Part 4 Determination of
consistency of standard cement paste IS 4031(Part 5):1988 Methods of physical tests for hydraulic cement: Part 5 Determination of initial
and final setting times IS 4031(Part 6):1988 Methods of physical tests for hydraulic cement: Part 6 Determination of
compressive strength of hydraulic cement (other than masonry cement) IS 4031(Part 7):1988 Methods of physical tests for hydraulic cement: Part 7 Determination of
compressive strength of masonry cement IS 4031(Part 8):1988 Methods of physical tests for hydraulic cement: Part 8 Determination of
transverse and compressive strength of plastic mortar using prism IS 4031(Part 9):1988 Methods of physical tests for hydraulic cement: Part 9 Determination of heat of
hydration IS 4031(Part 10):1988 Methods of physical tests for hydraulic cement: Part 10 Determination of
drying shrinkage
30
IS 4031(Part 11):1988 Methods of physical tests for hydraulic cement: Part 11 Determination of density
IS 4031(Part 12):1988 Methods of physical tests for hydraulic cement: Part 12 Determination of air content of hydraulic cement mortar
IS 4031(Part 13):1988 Methods of physical tests for hydraulic cement: Part 13 Measurement of water retentively of masonry cement
IS 4031(Part 14):1989 Methods of physical tests for hydraulic cement: Part 14 Determination of false set
IS 4031(Part 15):1991 Methods of physical test for hydraulic cement: Part 15 Determination of fineness by wet sieving
IS 4032:1985 Method of chemical analysis of hydraulic cement IS 3535:1986 Methods of sampling hydraulic cement IS 12423:1988 Method for colorimetric analysis of hydraulic IS 4845:1968 Definitions and terminology relating to hydraulic cement. IS 5305:1969 Methods of test for P2O5.
Pozzolana material IS 1727:1967 Methods of test for pozzolana materials. IS 12870:1989 Methods of sampling calcined clay pozzolana. IS 3812(Part 1):2003 Specification for pulverized fuel ash Part 1 For use as pozzolana in cement,
cement mortar and concrete IS 3812(Part 2):2003 Specification for pulverized fuel ash Part 2 For use as admixture in cement
mortar and concrete IS 6491:1972 Method of sampling fly ash IS 12089:1987 Specification for granulated slag for manufacture of Portland slag cement.
Coal IS 1350:1984 (Part-I) Methods of test Proximate analysis IS 1350:1970 (Part-II) Methods of test Calorific value. IS 1350:1969 (Part-III) Methods of test Sulphur analysis IS 1350:1974 (Part-IV) Methods of test Ultimate analysis. IS 1350:1979 (Part-V) Methods of test Special Impurity. Lime stone IS 1760:1991 (Part- I to V) Methods of Chemical Analysis of Limestone. IS 1760 (Part 3):1992 Methods of chemical analysis of limestone, dolomite and alliedmaterials:
Part 3 Determination of iron oxide, alumina, calcium oxideand magnesia Gypsum IS 1288:1982 Methods of test mineral gypsum. IS 1289:1960 Methods of sampling mineral gypsum IS 1290:1982 Mineral gypsum. Bag IS11652:1986 High density polyethylene (HDPE) woven sacks for packing cement IS 11653:1986 Polypropylene (PP) woven sacks for packing cement IS 12154:1987 Methods of Light weight jute bags for packing cement IS 12174:1987 Jute synthetic union bags for packing cement IS 2580:1995 Methods of Jute sacking bags for packing cement Sand and Other IS 169:1966Specification for atmospheric condition for testing. (for Physical Test) IS 397:2003 Statistical Quality Control. IS 460:1962Specification for test sieves. IS 650:1991 Specification for standard sand for testing of cement. IS 456:2000 Code of practice plain and reinforced concrete
31
IS 712:1964 Hydrated Limes. IS No. Important Point
IS- 4032
*The difference between check determinations by EDTA method
shall not exceed 0.2 percent for calcium oxide and magnesia, 0.15, 0.2 percent for
silicaand alumina, and 0.1 percent for other constituents.
*The maximum acceptable difference in the percentage of each alkali
Between the lowest and highest value obtained shall be 0.04.
IS- 4031-P1
* Check the sieve after every 100 sieving
* EXPRESSION OF RESULTS
Report the value of R, to the nearest 0. I percent, as the residue on the 90 pm
sieve for the cement tested.
The standard deviation of the repeatability is about 0.2 percent and of the
reproducibility is about 0.3 percent.
IS- 4031-P2
The cement bed volume and the apparatus constant shall be recalibrated with
the reference cement: a) after 1 000 tests, b) In the case of using:-another type of
manometer fluid, another type of filter paper, anda new manometer tube; and c)
at systematic deviations of the secondaryreference cement.
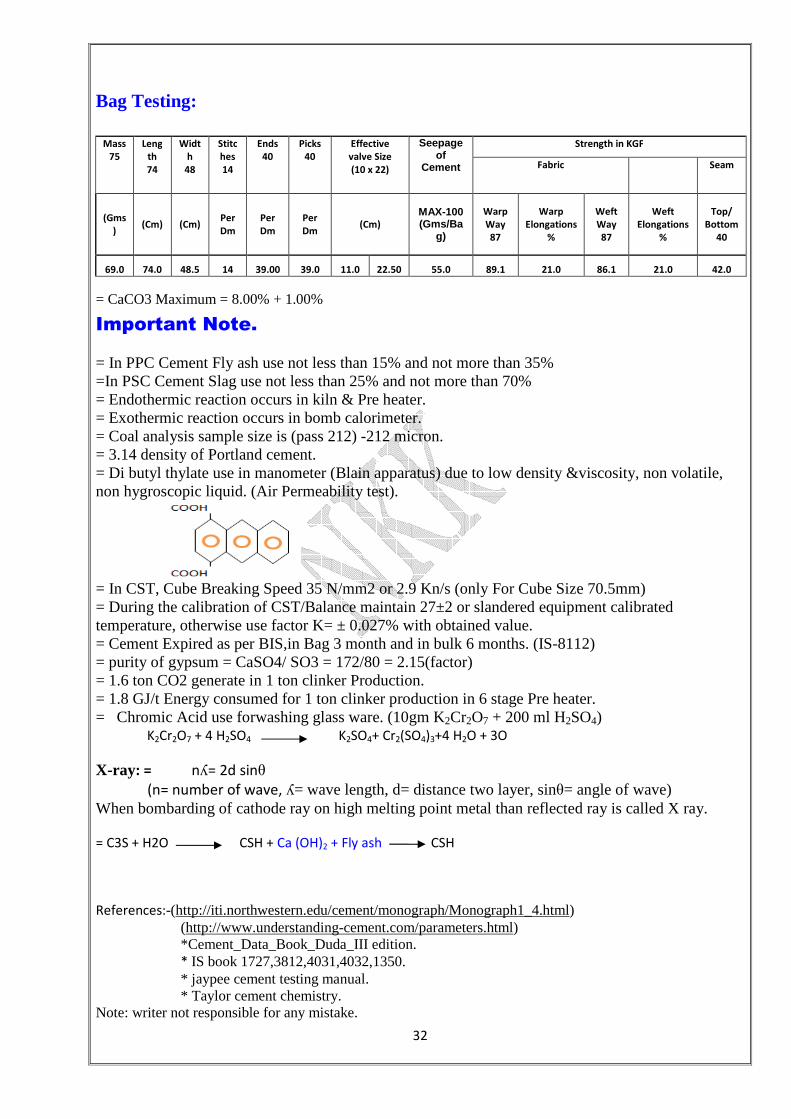
= In PPC Cement Fly ash use not less than 15% and not more than 35% =In PSC Cement Slag use not less than 25% and not more than 70% = Endothermic reaction occurs in kiln & Pre heater. = Exothermic reaction occurs in bomb calorimeter. = Coal analysis sample size is (pass 212) -212 micron. = 3.14 density of Portland cement. = Di butyl thylate use in manometer (Blain apparatus) due to low density &viscosity, non volatile, non hygroscopic liquid. (Air Permeability test).
= In CST, Cube Breaking Speed 35 N/mm2 or 2.9 Kn/s (only For Cube Size 70.5mm) = During the calibration of CST/Balance maintain 27±2 or slandered equipment calibrated temperature, otherwise use factor K= ± 0.027% with obtained value. = Cement Expired as per BIS,in Bag 3 month and in bulk 6 months. (IS-8112) = purity of gypsum = CaSO4/ SO3 = 172/80 = 2.15(factor) = 1.6 ton CO2 generate in 1 ton clinker Production. = 1.8 GJ/t Energy consumed for 1 ton clinker production in 6 stage Pre heater. = Chromic Acid use forwashing glass ware. (10gm K2Cr2O7 + 200 ml H2SO4) K2Cr2O7 + 4 H2SO4 K2SO4+ Cr2(SO4)3+4 H2O + 3O
X-ray: = nʎ= 2d sinθ (n= number of wave, ʎ= wave length, d= distance two layer, sinθ= angle of wave)
When bombarding of cathode ray on high melting point metal than reflected ray is called X ray.