Challenges in Wood Densification: Processing and Properties Parviz Navi 5 th International Scientific and Technical Conference, 15-16 November, 2012, University of Forestry, Sofia “INNOVATION IN FOREST INDUSTRY AND ENGINEERING DESIGN
Transcript
Challenges in Wood Densification:Processing and Properties
Parviz Navi
5th International Scientific and Technical Conference, 15-16 November, 2012, University of Forestry, Sofia “INNOVATION IN FOREST INDUSTRY AND ENGINEERING DESIGN
contents
1- Introduction
2- Wood densification
2.1 Open systems (atmospheric pressure)
2.2 Closed systems (pressurized gas environment)
3. Effects of THM processing
3.1 Size effects
3.2 Shape memory or set-recovery
3.3 TH wood degradation, fixation set-recovery
3.4 Effects of THM parameters on wood properties
4. Conclusions
1- Introduction
1.1- unidirectional densification
(a) (b)
(a) Spruce before densificationd= 430 kg/m3
(b) After densification d= 1290 kg/m3
degree of densification 68 %
(c) Pine before densificationd= 490 kg/m3
(d) After densification d= 1300 kg/m3
degree of densification 68 %
(Navi and Girardet, 1997)
(c) (d)
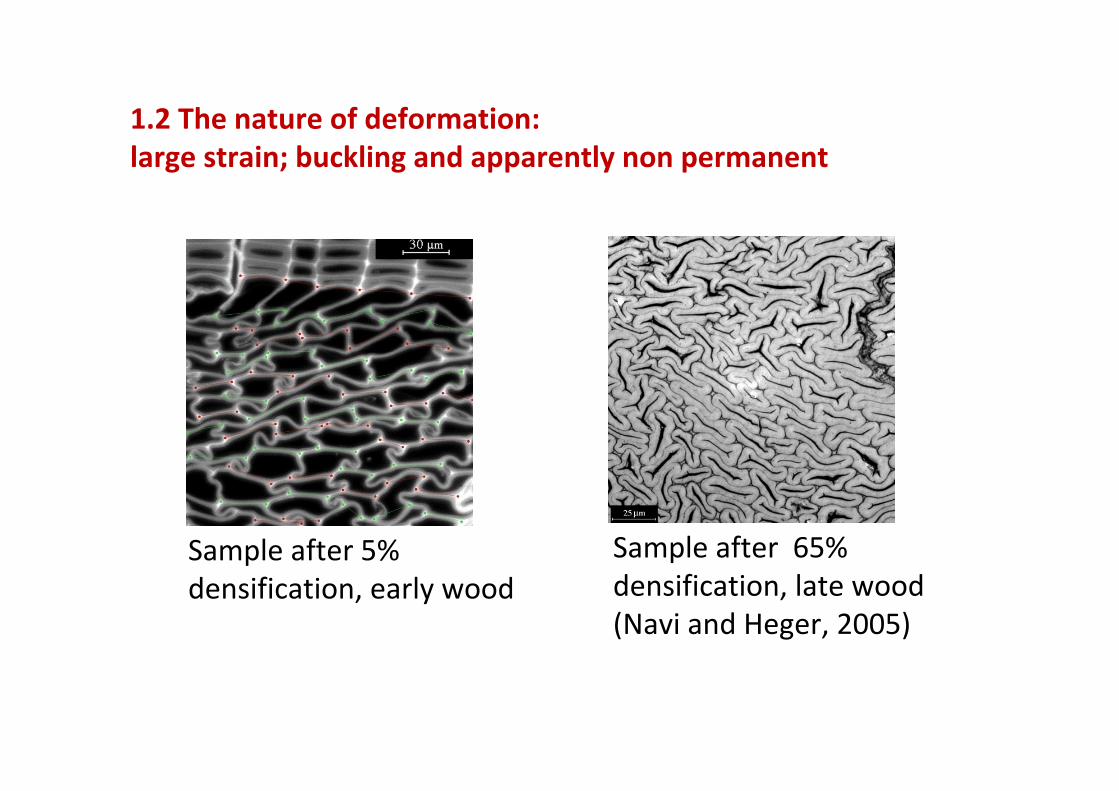
Sample after 5% densification, early wood
Sample after 65% densification, late wood (Navi and Heger, 2005)
1.2 The nature of deformation: large strain; buckling and apparently non permanent
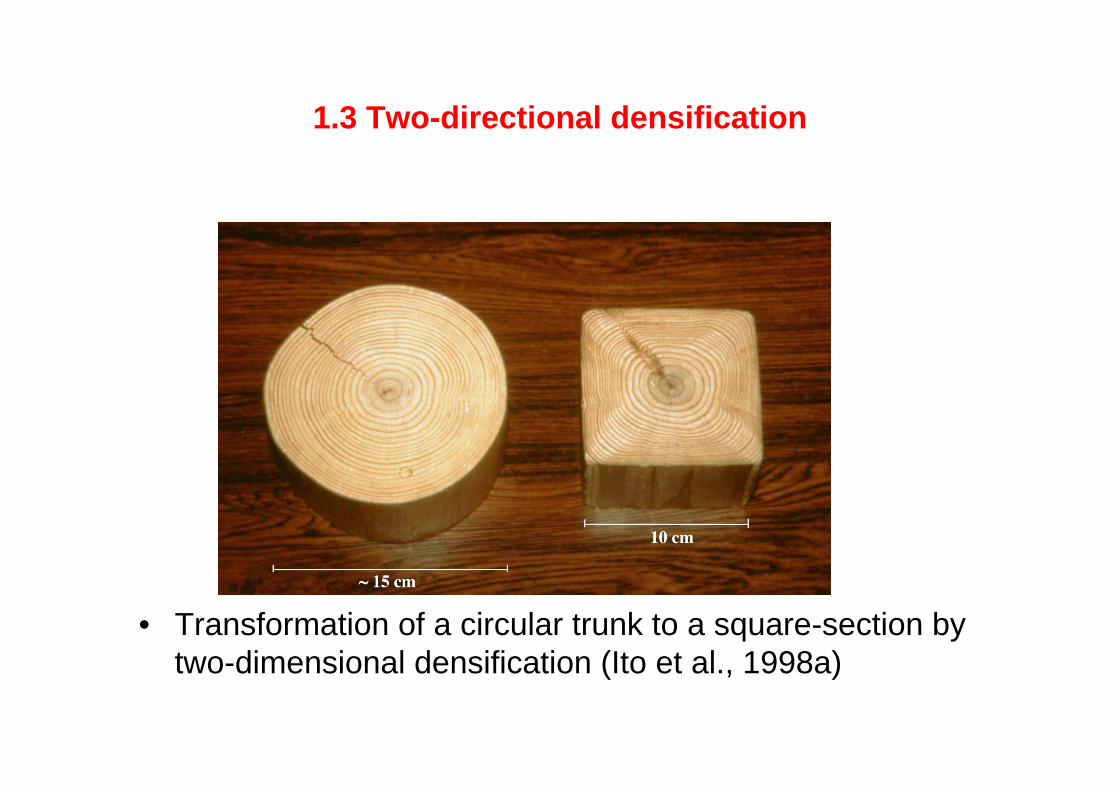
1.3 Two-directional densification
• Transformation of a circular trunk to a square-section by two-dimensional densification (Ito et al., 1998a)
7
1.6 Surface densification
Scanning micrograph in the vicinity of the boundary between the compressed and uncompressed portions (Imbue et al. 1990)
1.7 Why it is possible to densify or mould wood
1- Wood is made of natural polymers
2- Wood is porous material
3- Water is a natural wood plasticizer (reduces the wood
constituents Tg-glass transition temperature)
4- Wood polymers may be considered thermoplastic, lignin
at higher temperature acts like thermoset.
2. - Densification methods 2.1 Open systems (atmospheric pressure)
Schema of the process
THM densification by open-system process using an hydraulic-press with heated plates, moisture content of the panels is 15% maximum
2.1 Open systems (atmospheric pressure)
Production of a rolled densified, glued wooden tube in a mold (courtesy from P. Haller)
a) charging b) Closing c) Forming
2.1 Open systems Example of tube construction
Tube Spruce, fabricated by densified bended wood panels, Photo P. Haller (2008)
Filament winding of moulded tubes, Peer Haller (2009)
Viscoelastic Thermal Compression device (VTC):
Diagram showing the press inside to the chamber, platens and the specimen (veneers) between the platens (F. Kamk)
Photograph of a THM (pressure vessel or reactor) together with control panels
Schematic representation of a THM reactor showing steam generator, ingoing and outgoing steams to cylindrical chambers
2-2 Diagram of THM processing (Treatment chamber) – 4 stages Small elements
Densifying a trunk by THM closed system –large elements
Photo of a two layered THM reactor, opened state. Diameter of the cylinder is 20 cm.
3.1 Variation of the temperature and steam pressure during densification inside the wood element, the reactor and mantel.
3.1 Densified trunk of pine (one dimensional)- large element
Two cross-sections of Radial densified trunk of pine after drying. This shows cracks formed on the wood during drying (Girardet and Navi, 2007)
18
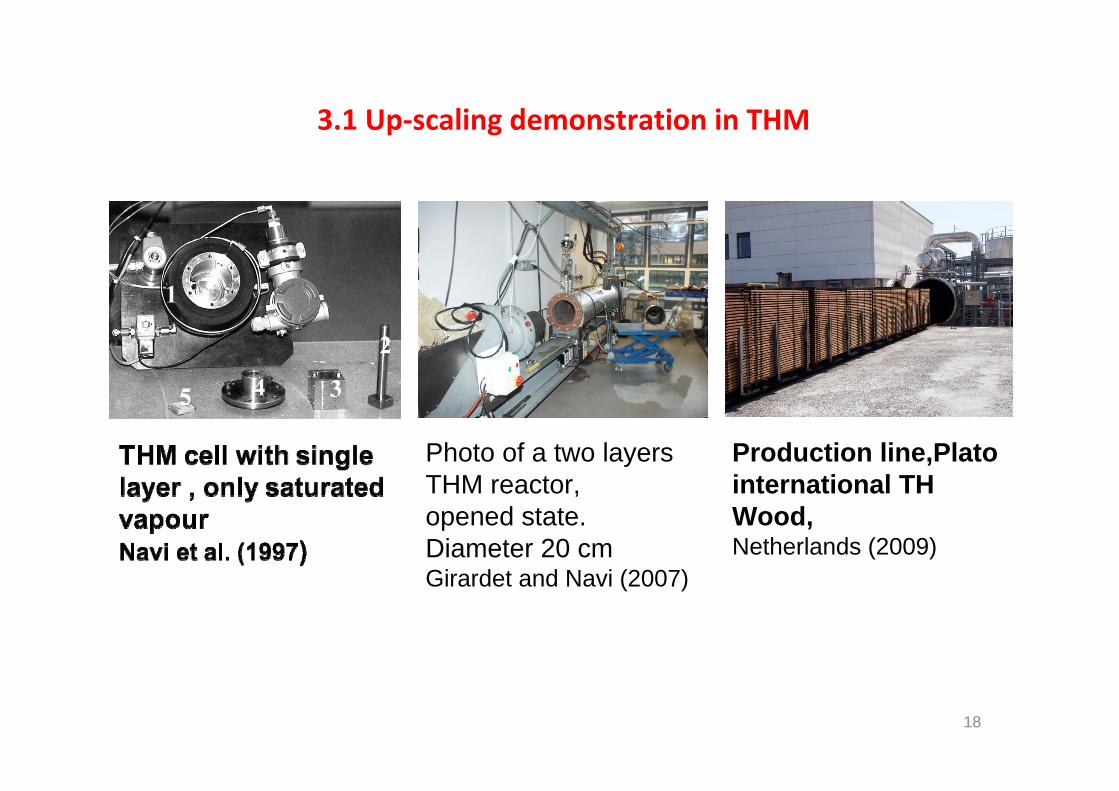
3.1 Up‐scaling demonstration in THM
Photo of a two layers THM reactor, opened state. Diameter 20 cm Girardet and Navi (2007)
Production line,Plato international TH Wood, Netherlands (2009)
3.4 Effects of THM parameters on wood properties
The swelling of beech as a function of time (logarithmic scale) during humidification : (a) before densification, (b) after densification by open system (Huguenin & Navi, 1995).
3.4 Shear strength of the initial wood (black) and wood densified in a THM closed system (grey) for spruce and maritime pine (average values)(Navi & Girardet, 2000).
3.4 Brinel surface hardness of initial wood and densified wood in a THM closed system for spruce, beech and maritime pine (average values) (Navi & Girardet, 2000).
3.4 Longitudinal tensile strength and Young´s modulus of densified samples
20 mi. 3h. 1h. 20m. 4mi.
4.Conclusions
1. Research on wood densification still needs the laboratory works
2. Few attempts has been made to commercialize the technology with open system
3. Domain is with high innovation. it is clean processing only effects of T,H,M & t
4. Challenges exist on the moulding of large scale elements
5. Further study, experiments and numerical simulation of Virtual processing is needed
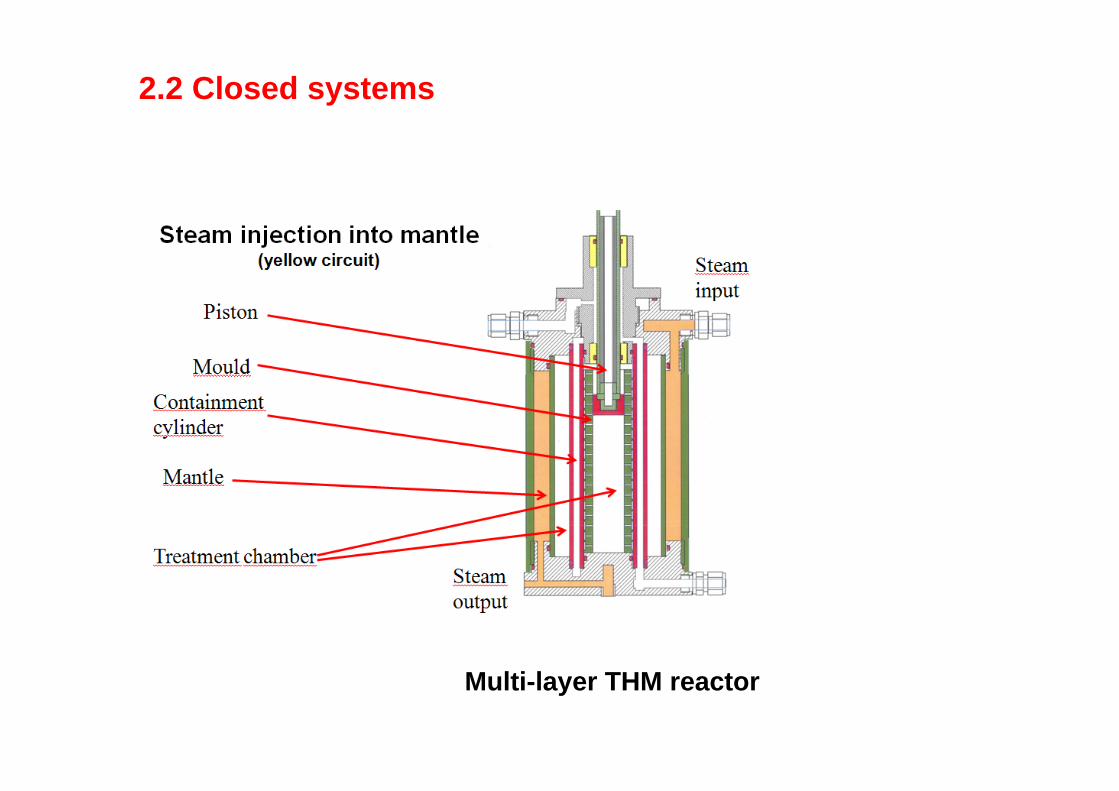
2.2 Closed systems
Multi-layer THM reactor
3.2 Effect of Temperature on wood, shape-memory, (recovery test)
Samples are compressed at different temperatures between110°C and 200°C in a closed system, under saturated steam (Heger, 2004).
3.3 Chemical degradationPost-treatment time to achieve complete fixation of the compression-set vs. 1/(RT)
3.3 degradation of wood constituents
Chemical degradation of wood constituents
is function of Temperature, Moisture Content
and Processing Time.
In both Heat-treatment and THM wood
densification under the same T & H the
degradation is similar.
Chemical degradation is such that there is
time humidity and temperature equivalency.
In THM densification the process needs water
or (steam).
________________Definition of hydrolysis : A chemical reaction in which water is used to break down a compound; this is achieved by breaking a covalent bond in the compound.
Chemical degradation of wood at high temperature steam is important (here only up to 200C°considered)
The most important of degradation is wood hydrolysis (specially the hemicelluloses), function of T, MC and t
Photograph of a specimen after fracture under tensile testing (Navi & Heger, 2005).
Natural wood, Wood densified at 140°C during 20 minutespost-treated at 140°C for 3 hours, post-treated at 160°C for 1 hour, post-treated at 180°C for 20 minutes, post-treated at 200°C for 4 minutesFrom each type of sample, at least 10 specimens were tested in tension.