Page 1
6
CHAPTER 2
REVIEW OF LITERATURE
Various treatment methods are available for the treatment of PIWW. Many
chemical, physical and biological methods are generally used to remove color,
chemical oxygen demand (COD), turbidity from the PIWW. Various chemical
methods are Fenton-oxidation process, Photo Fenton oxidation process, electro
chemical oxidation, sequential batch reactor and physical treatment methods such as
adsorption, electro coagulation, etc.
2.1 Treatment of PIWW using various methods
The critical literature review of all these physical, chemical and biological
methods for the treatment of PIWW is discussed in this chapter.
2.1.1 Biodegradation
Activated sludge system based on pure oxygen has been developed to
increase the biodegradation of wastewater and this system was used for the treatment
of combined wastewater from the PIWW and sewage. The results of continuous test
showed that it is possible to achieve 87.8-93.6 % COD and 97.7-99.2 % of BOD
removal resulting in an effluent quality of 55-90 mg/L of COD and less than 10.0
mg/L of BOD [12].
2.1.2 Fenton oxidation
Fenton oxidation process was principally used to treat the water-based PIWW
which is formed during the coating step of metal surfaces. Treatability runs were
carried out by using rust (oxidized iron) particles obtained as a waste of the metal
rolling process, as the Fenton‟s catalyst. In order to change the variables such as
dimensions of the column, packing material size, reactive dosage, pH value and
reaction time, the experiments on the basis of packed columns and mixed reactors
were carried out to increase the COD removal about 80 % [26].
Page 2
7
2.1.3 Fenton and photo-Fenton processes
The effectiveness of the Fenton and photo-Fenton processes was compared in
the treatment of PIWW by means of chemical oxygen demand (COD), total organic
carbon (TOC) and phenolic compounds removal, generated during alkydic resins
manufacture. The best results were obtained with photo-Fenton process assisted with
solar radiation, with reductions of 99.5 and 99.1 % of COD and TOC levels,
respectively [27].
2.1.4 Electrochemical oxidation
The electrochemical oxidation of water-based PIWW was investigated batch-
wise in the presence of NaCl electrolyte with carbon electrode. The optimum
conditions were satisfied at 35 g/L external electrolyte concentration, 30 º C reaction
temperature and 8 V potential difference (64.37 mA/cm2 current density) realizing
51.8% COD and complete color and turbidity removals and 3010.74 mg/L h initial
COD removal rate [28].
2.1.5 Sequential batch reactor
In this research a mixture of Industrial wastewater from chemical industry
(varnish, paint and pigments production) and municipal wastewater was treated in
pilot sequencing batch reactor (SBR). Results of the pilot experiments show that the
foaming problem has great influence on the behavior of SBR, especially when the
ratio between industrial and municipal wastewater is very high [29].
2.1.6 Electrochemical
The electrochemical treatment of industrial water-based PIWW was
investigated in a continuous tubular reactor constructed from a stainless steel tube
with a cylindrical carbon anode. The optimum residence time in the reactor was
determined 6 h for a cost driven approach, enabling COD, color and turbidity
removal as 44.3 %, 86.2 % and 87.1 %, respectively and a discharge pH value of
7.33 [17].
Page 3
8
2.1.7 Fenton process combined with coagulation
Attempts were made in this study to examine the efficiency of Fenton process
combined with coagulation for treatment of water-based printing ink wastewater.
86.4 % of color and 92.4 % of chemical oxygen demand (COD) could be removed at
pH 4, 50 mg/L H2O2, 25 mg/L FeSO4 and 30 minutes settling time. The coagulation
using polyaluminium chloride (PAC) and ferrous sulfate (FeSO4) was beneficial to
improve the Fenton process treated effluent in reducing the flocs settling time,
enhancing color (100%) and COD (93.4%) removal [15].
2.1.8 Electro coagulation
Treatability of PIWW by electro coagulation (EC) process was investigated.
The highest removal efficiencies for COD and TOC in PIWW were obtained with
93% and 88% for Fe and 94% and 89% for Al electrodes at the optimum conditions
(35 A/m2, 15 min and pH 6.95). Operating costs for removal of PIWW at the
optimum conditions were calculated for Fe and Al electrodes as 0.187 € /m3 and
0.129 €/m3
[8].
2.1.9 Bio sorption
Zinc biosorption characteristic of locally isolated Aspergillus flavus NA9
were examined as a function of pH, temperature, pulp density, contact time and
initial metal ion concentration. The maximum zinc uptake was found to be
287.8 ± 11.1 mg/g with initial metal concentration 600 mg/ L at initial pH 5.0 and
temperature 30 °C. The biosorbent was regenerated using 0.01 M HCl with 83.3%
elution efficiency and was reused for five sorption–desorption cycles with 23.5%
loss in biosorption capacity. The biosorption assays conducted with actual PIWWs
revealed efficiency of 88.7 % for Zn (II) removal by candidate biomass [30].
Page 4
9
2.1.10 Small scale laboratory reactor
In this study Pseudomonas aeruginosa a metal tolerant strain was not only
applied for heavy metal removal but also to the solublization performance of the
precipitated metal ions during effluent treatment. The synergistic effect of the isolate
and FeO enhanced the metal removal potential to 72.97 % and 87.63% for Cr (VI)
and cadmium, respectively. The decrease in cadmium ion removal to 43.65%
(aeration + stirring reactors), 21.33 % (aerated reactors) and 18.95 % (without
aerated + without stirring) with an increase in incubation period was observed [31].
2.2 Treatment of PIWW using coagulation
A perusal of relevant literature reveals that although PIWW can be treated
successfully using various methods, a majority of the research work is being carried
out on the coagulation technique (Fig. 2.1), which is discussed below.
Figure 2.1 Pie chart for methods involved in the treatment of PIWW
In the present study, the coagulation of PIWW was examined using ferrous
and aluminum sulphate and polyaluminum chloride (PAC). Optimum pH for FeSO4
addition was near 9.7, the required coagulant dose was about 2g/L and average
process efficiency varied between 30 and 80% in COD and between 70 and 99% in
Coagulation cum
flocculation
Electrochemical
Fenton oxidation process
Microfiltration
Biological
Oxidation
Page 5
10
turbidity terms, for a wide spectrum of wastewater batches. In the case of Al2(SO4)3,
no pH adjustment was needed and process efficiency varied between 70 and 95% in
COD and between 90 and 99% in turbidity terms, for an effective dose of 2.5 g/L
[32].
Characteristics of PIWW varied widely according to the production rate.
Average values of COD and BOD were 1950 mg /L and 683 mg/ L. Oil and grease
ranged from 63 to 1624 mg/L. Chemical treatment using ferric chloride in
combination with lime at the optimum operating conditions achieved good results.
Residual values after treatment of COD, BOD and oil and grease reached 120, 36
and 8.6 mg /L, respectively [33].
This work researched the effect of treating oil PIWW using modified
rectorite-amylose composite flocculant. The best prescription of this composite
flocculant was rectorite: amylose = 20: 1 (w/w) and its best dosage was 80 mg/L
modified rectorite and 4 mg/L amylose. Treating oil PIWW using this composite
flocculant, the removal rates of COD, SS and coloring matter were 43.1 %, 6.4 %
and 22.6 % higher than those of PAC and were 19.1 %, 3.4 % and 21.8 % higher
than PAM; on the other hand its cost to treating one ton wastewater were 16.85 %
and 30.7 % less than that of PAC and PAM, respectively [34].
This study reviewed the treatment of PIWW using, coagulation cum
flocculation with the help of different coagulants including alum, ferric chloride and
poly-electrolyte. Using physico-chemical processes, removal of 90% or greater has
been achieved for chemical oxygen demand (COD) [35].
The coagulant iron chloride and the flocculants Polysep 3000 (PO), Superfloc
A-1820 (SU) and Praestol 2515 TR (PR) have been used in this study to show the
efficiency of coagulation flocculation process in the chemical precipitation method
for the removal of organic and coloring matters from the PIWW. The results
indicated that FeCl3 is efficient at pH range 8–9 and at optimal dose of 650 mg /L.
Iron chloride allows the removal of 82% of chemical oxygen demand (COD) and
94% of color [14].
Page 6
11
In this study, treatability of wastewater generated from a water-based paint
and allied products industry has been investigated through coagulation-flocculation
unit followed by an activated sludge process. In this context the COD removal
efficiencies and operating costs of different coagulants i.e., sodium bentonite, alum,
FeCl3 and FeSO4 have been evaluated [36].
Wastewater samples from battery, paint and textile industries were treated in
the pH range of 5.9-7.5 with different doses of locally available alum, aluminum
sulphate and ferric chloride, in order to determine and compare their effectiveness in
removing heavy metal contents of the wastewater increased with mg/L dosage of the
coagulants used with optimal performance generally at a slightly alkaline pH [37].
This study was aimed to comparatively evaluate the effect of replacement of
the conventional binder PVA with latex. Wastewater characterization studies
indicated that latex-based production wastewater were several fold diluted with
respect to PVA-based PIWWs while they were still strong having COD values in the
order of 16 g/L. Coagulation of PVA based wastewater with alum and FeCl3
provided 80% COD removal at 2000 mg/L doses. Lime was also effective at high pH
as it was combined with FeCl3 [38].
The proposed complete wastewater treatment of paint industry process
includes physical/chemical treatment followed by filtration process through palm
hems as filtration media with possible aeration for 1 hr and Dissolved Air Floatation
(DAF) unit when needed. The chemical agents used were NaOH, Alum, ferric salt
and polymer. The average percentages of removals for COD, TSS and BOD5 after
applying the proposed treatment process were 85%, 91% and 90%, respectively
which are considered accepted as secondary treated effluent when compared with
traditional treatment processes [5].
The wash water from water based paint industry is currently treated in a
flocculation process using ferric chloride as a coagulant. This research presented the
findings of the effect of concentration of the coagulant on the coagulation process.
Both the solids content of the wash water and the concentration of the coagulant have
Page 7
12
been found to be important variables to ensure efficient flocculation and coagulant
utilization [39].
The performance of generalized minimum variance (GMV) was examined
when applied to the wastewater pH control of waterborne paint production process.
The control strategy was tested under batch coagulation condition on the wastewater,
using Al2 (SO4)3 as coagulant. The constant offset problem was experienced with the
GMV control. This offset was reduced by employing a reduction of coagulant
amount [40].
Various types of coagulants used, for the treatment of PIWW is given in
following Table 2.1.
Table 2.1 Treatment of PIWW using various coagulants
Coagulants Wastewater Reference
Ferrous sulphate, Aluminum sulphate, PAC Paint industry [32]
FeCl3 with lime Paint industry [33]
Modified rectorite amylase Oil paint [34]
Alum, FeCl3, polyeletrolyte Water based paint [35]
Iron chloride, Polysep 3000, superfloc A 1820,
Praestol 2515 TR
Paint industry [14]
Sodium bentonite, alum, FeCl3, Ferrous
sulphate
Water based paint [36]
Alum, aluminum sulphate, FeCl3 Paint industry [37]
FeCl3, lime Latex based paint [38]
Sodium hydroxide, alum, ferric salt and
polymer
Paint industry [5]
FeCl3 Water based paint [39]
Alum Water borne paint [40]
2.3 Treatment of PIWW using adsorption
Many scientists have treated the PIWW by adsorption. All the works were
based on the heavy metal removal from PIWW using various adsorbents in batch
operations.
Powdered waste sludge (PWS) from the PIWW treatment plant was used for
recovery of Cu (II) ions from aqueous solution by biosorption after pre-treatment
Page 8
13
with 1% H2O2. The maximum biosorption capacity (116 mg/ g) of the pretreated
powdered waste sludge for Cu (II) ions was found to be superior as compared to the
other biosorbents reported in literature [41].
In this study, the removal of heavy metals (Pb and Co) from Binalood paint
industry (Kerman, Iran) effluent was investigated using wood ash as natural low
price adsorbent in batch condition. The maximum Pb removal efficiency was 96.1%
at pH 2 with a contact time of 3 h and 100 g/L wood ash and the maximum Co
removal efficiency was 99 % at pH 2 with a contact time of 3 h and 100 g/L wood
ash [42].
The hydrotalcite-like compounds and the heated solids were used as
adsorbents for Cr (VI) in aqueous solutions and also presented in paint and pigment
manufacturing, leather tanning, chrome plating and textile processing unit. The
maximum Cr (VI) uptake by hydrotalcite and the heated solids was determined using
the Langmuir equation and was found to range between 26 and 29 mg Cr (VI)/g
adsorbent [43].
The ability of light expanded clay aggregate (Leca) to remove lead and
cadmium from paint industry‟s effluents was studied at different levels of adsorbent,
contact time and pH in batch reactors. The amount of adsorbed lead and cadmium
exposure to Leca increased from 1.41 to 3 mg/g and 0.22 to 0.75 mg/g, respectively.
The maximum removal efficiency for Pb was 93.75 % at pH = 7 and exposure to 10
g/L of Leca, while for cadmium, it was nearly 89.7 % at the same condition [44].
2.4 Treatment of various industrial wastewater using coagulation
2.4.1 Pharmaceutical wastewater
The selection of a coagulant-flocculant agent which, based on the maximum
chemical oxygen demand removal, warrants the best performance of the removal
system for a very complex high-load chemical-pharmaceutical industry wastewater,
was described. A total of 23 coagulants/flocculants was tested, including salts, poly-
hidroxy aluminates, synthetic polymers as well as natural gums. It was demonstrated
that the appropriate coagulation-flocculation system is capable of diminishing the
Page 9
14
COD, the apparent color and the dissolved solids up to 40.6, 25.6 and 39.4%,
respectively [45].
2.4.2 Paper and pulp wastewater
The efficiency of alum and polyaluminum chloride when used alone and in
coupled with cationic polyacrylamide (C-PAM) and anionic polyacrylamide (A-
PAM) on the treatment of pulp and paper mill wastewater were studied. At the
optimum alum dosage of 1000 mg/L and optimum pH of 6.0, turbidity reduction is
found to be 99.8 %, TSS removal is 99.4 % and COD reduction is 91%. The
optimum dosage and pH for PAC are 500 mg/L and 6.0, respectively, at which it
gives 99.9 % reduction of turbidity, 99.5 % of TSS removal and 91.3 % of COD
reduction [46].
2.4.3 Tannery wastewater
Alum was used as coagulant with cationic and anionic polymers as coagulant
aid conducted to treat the tannery wastewater through coagulation–flocculation–
sedimentation in jar test apparatus. The results of the study revealed that the
combination of alum with cationic polymer C-492 resulted in effluent turbidity
removal of 97 %, total suspended solids (TSS) removal of 93.5 %, total chemical
oxygen demand (TCOD) removal of 36.2 % and chromium removal of 98.4 [47].
2.4.4 Distillery wastewater
The effects of dosage, pH and concentration of salts were investigated for an
optimized condition of color removal from the distillery spent wash. The design was
employed to derive a statistical model for the effect of parameters studied on removal
of color using M. oleifera coagulant (MOC). The actual color removal at optimal
conditions was found to be 53 % and 64 % respectively for NaCl and KCl salts
which confirms close to RSM results [48].
2.4.5 Dairy wastewater
It was reported that the treatment of simulated dairy wastewater (SDW) by
inorganic coagulants such as poly aluminum chloride (PAC), ferrous sulphate
Page 10
15
(FeSO4) and potash alum (KAl(SO4)2·12H2O) were effective. Optimum coagulant
dose (mop) was found to be 300, 800 and 500 mg/L for PAC, FeSO4 and
KAl (SO4)2·12H2O, respectively, giving 69.2, 66.5 and 63.8% COD removal
efficiency in 30 minutes [49].
2.4.6 Municipal wastewater
The potentials of using the hydraulic technique in combined unit for
municipal wastewater treatment were studied. A combined unit in which processes of
coagulation, flocculation and sedimentation, has been designed utilizing hydraulic
mixing instead of mechanical mixing. Alum, ferrous sulfate, ferric sulfate, a mixture
of ferric and ferrous sulfates and mixture of lime and ferrous sulfate were all tested.
The optimum dose of coagulants used in the combined unit gives removal
efficiencies for COD, BOD and total phosphorous as 65%, 55% and 83%,
respectively [50].
2.4.7 Food industry wastewater
In the present investigation thorough treatment studies were carried out on
diary, sweet-snacks and ice-cream industrial effluents using alum, electro
coagulation and powdered activated charcoal as adsorbent. The electro coagulation
was performed with aluminum electrodes at different time intervals in order to check
the variations in effluent parameters. Present studies revealed that electro coagulation
and adsorption have better ability to reduce the water parameters [51].
2.4.8 Laundry wastewater
In this work, a combined chemical coagulation–flocculation/ultraviolet
photolysis process was used to separate and oxidative degrade the linear alkyl
benzene sulfonate (LAS), an anionic surfactant in laundry wastewater, aiming at
making the effluent dischargeable with suitable characteristics. Mineral ash, ZnCl2
and Praestol-650 (P-650) were chosen as the coagulant-sorbent, the complex former
and the cationic high-molecular flocculants, respectively. Results showed that the
maximum LAS removal efficiency of 71.26 % and 74.58 % were achieved for the
Page 11
16
self-made LAS wastewater and the actual laundry wastewater when the dosages of
ZnCl2, ash and P-650 was 29.54, 1936.35 and 196.38 mg/L, respectively [52].
2.4.9 Textile wastewater
In this study, Ocimum basilicum L. (basil) has been evaluated as an active
natural coagulant for the removal of dye from a model textile wastewater containing
Congo red. A high color (68.5 %) and COD (61.6 %) removal efficiency was
obtained by using a low amount of the coagulant, 1.6 mg/L. The mucilage of
O. basilicum was also found to be highly effective in treating real textile wastewater
as a sole coagulant and in combination with alum [53].
2.4.10 Winery wastewater
This review, presented the state-of-the-art of the processes currently applied
and/or tested for the treatment of winery wastewater, which were divided into five
categories: i.e., physicochemical, biological, membrane filtration and separation,
advanced oxidation processes and combined biological and advanced oxidation
processes. Both bench- and pilot/industrial-scale processes have been considered for
this review [54].
Table 2.2 Treatment of industrial wastewater using coagulation
Industry Pollutant removed Coagulants Reference
Pharmaceutical COD, color, TDS Salts, polyhidroxy
aluminate, synthetic
polymer, natural gums.
[45]
Paper and pulp COD,TSS, SVI PAC [46]
Tannery TSS, Total COD, Cr,
Sludge production
Alum with ionic polymer [47]
Distillery Color M. oleifera [48]
Dairy COD, Sludge generation PAC, FeSO4, Potash alum [49]
Municipal COD, BOD, Total
phosporous
Alum, Ferrous sulphate,
Ferric sulphate, mixtures
[50]
Food industry BOD, COD Alum [51]
Laundry Linear alkyl benzene
sulfonate
Mineral ash, ZnCl2,
Praestol 650
[52]
Textile Color, COD Ocimum basilicum [53]
Winery Color, BOD Alum [54]
Page 12
17
The above Table 2.2 consolidated the removal of COD, BOD, color, etc.,
from various industrial effluent treatment using different coagulants. Coagulation
was concluded as an efficient physical treatment method for the treatment of various
industrial wastewaters.
2.5 Treatment of various industrial wastewater using adsorption
Though commercially available activated carbon with a high surface area,
microporous character and a high adsorption capacity has proven its potential as an
adsorbent, it is expensive. Hence, there is a growing demand to find low-cost,
efficient and locally available adsorbents for the adsorption of heavy metals from
wastewater.
Columns packed with calcium alginate (CA) beads with or without humic
acid (HA) have been used as an adsorbent and tannery effluent was passed through it
for the removal of chromium (Cr). Data showed that the CA beads along with HA
could be effectively utilized in removal of 54% Cr and also in reducing the toxicity
(EC50 (%) in 5 min = >100 in fractions collected after 72 h) [55].
A continuous adsorption study in a fixed-bed column was carried out by
using phoenix tree leaf powder as an adsorbent for the removal of methylene blue
(MB) from aqueous solution. The effect of flow rate, influent MB concentration and
bed depth on the adsorption characteristics of adsorbent was investigated at pH 7.4
[56].
In this study, the ability of surfactant-modified zeolite (SMZ) to remove color
from real textile wastewater was investigated. Tests were performed in a fixed-bed
column reactor and the surface of natural zeolite was modified with a quaternary
amine surfactant hexadecyltrimethyl ammonium bromide (HTAB). Effects of
wastewater color intensity, flow rates and bed heights were also studied [57].
In this study, the potential of activated carbon derived from sugarcane
bagasse was studied for the removal of aqueous phenol in a fixed column.
Accordingly the ideal breakthrough curves (IBC) were prepared and bed capacity
(BC), length of the unused bed (LUB), the time required for full bed exhaustion at
Page 13
18
infinite rapid adsorption TS and the breakthrough times Tb were calculated for each
scenarios [58].
A commercial powdered organoclay in a mixture with inert sand particles
was used to study its capability for removal of a crude oil from salty water in a fixed
bed adsorption column. A dispersed plug flow model with an overall mass transfer
resistance through column was proposed and solved numerically. The axial
dispersion coefficient (DL) and the overall mass transfer coefficient (KF) were
estimated using the experimental data and Nelder–Mead simplex optimization
method [59].
Adsorption experiments were carried out in a fixed bed column for the
decolorization of palm oil mill effluent using anion base resin. It was found that the
highest uptake capacity was obtained at pH 3. The exhaustion time appeared to
increase with increase in bed length and decrease in flow rate [60].
The process consisted of an electrocoagulation cell (EC), a spouted bed
bioreactor (SBBR) with P. putida immobilized in polyvinyl alcohol gel and an
adsorption column packed with granular activated carbon produced from agricultural
waste, specifically date pits. At optimum conditions and unit arrangement, the
process was able to reduce the concentration of COD, phenol and cresols by 97 %,
100 % and 100 %, respectively [61].
This study evaluated the performance of fixed-bed columns with activated
carbon as the adsorbent for the removal of benzaldehyde present in an aqueous
solution. The results showed that the bed capacity, total bed capacity and saturation
time decreased as the feed flow rate was increased. The opposite effect was observed
with an increase in bed depth. Increasing the inlet concentration resulted in higher
aroma adsorption. An increase in the inner diameter without changing the feed flow
rate resulted in better aroma recovery [62].
It is difficult to eliminate phosphate from large volumes of water in batch
mode using an adsorbent such as andosol. In a fixed-bed column andosol has a very
low permeability. In this study andosol was mixed with bagasse to increase
Page 14
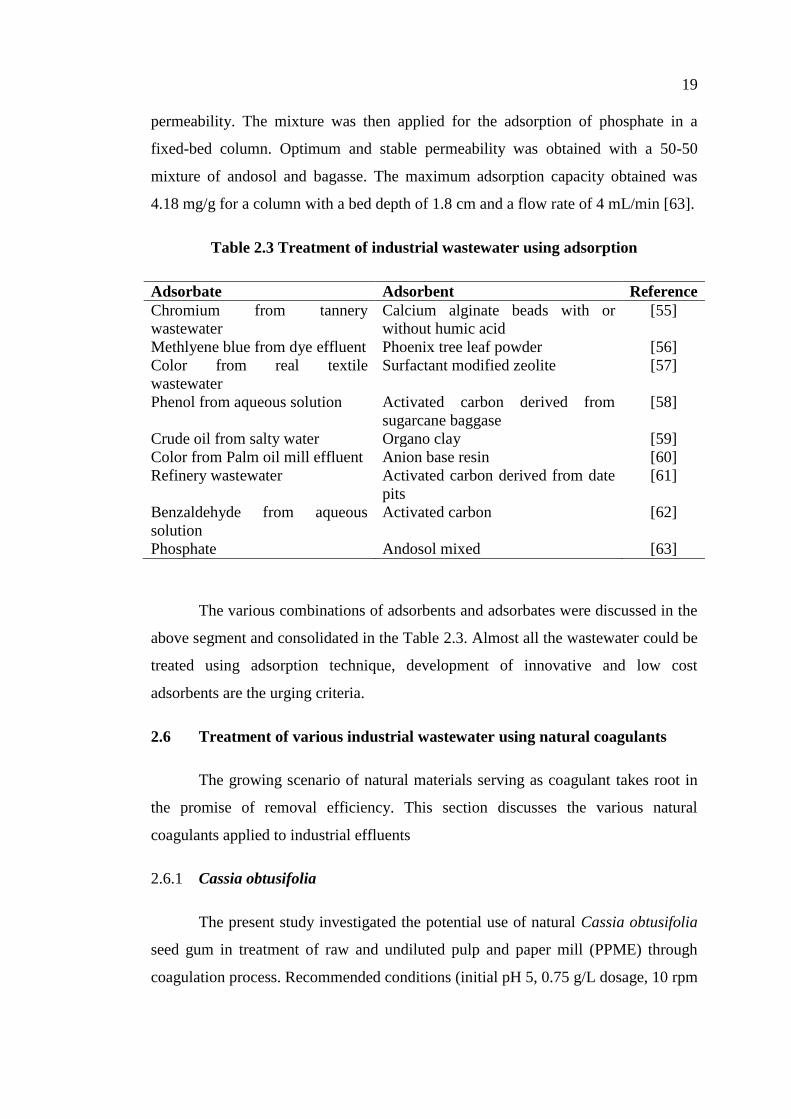
19
permeability. The mixture was then applied for the adsorption of phosphate in a
fixed-bed column. Optimum and stable permeability was obtained with a 50-50
mixture of andosol and bagasse. The maximum adsorption capacity obtained was
4.18 mg/g for a column with a bed depth of 1.8 cm and a flow rate of 4 mL/min [63].
Table 2.3 Treatment of industrial wastewater using adsorption
Adsorbate Adsorbent Reference
Chromium from tannery
wastewater
Calcium alginate beads with or
without humic acid
[55]
Methlyene blue from dye effluent Phoenix tree leaf powder [56]
Color from real textile
wastewater
Surfactant modified zeolite [57]
Phenol from aqueous solution Activated carbon derived from
sugarcane baggase
[58]
Crude oil from salty water Organo clay [59]
Color from Palm oil mill effluent Anion base resin [60]
Refinery wastewater Activated carbon derived from date
pits
[61]
Benzaldehyde from aqueous
solution
Activated carbon [62]
Phosphate Andosol mixed [63]
The various combinations of adsorbents and adsorbates were discussed in the
above segment and consolidated in the Table 2.3. Almost all the wastewater could be
treated using adsorption technique, development of innovative and low cost
adsorbents are the urging criteria.
2.6 Treatment of various industrial wastewater using natural coagulants
The growing scenario of natural materials serving as coagulant takes root in
the promise of removal efficiency. This section discusses the various natural
coagulants applied to industrial effluents
2.6.1 Cassia obtusifolia
The present study investigated the potential use of natural Cassia obtusifolia
seed gum in treatment of raw and undiluted pulp and paper mill (PPME) through
coagulation process. Recommended conditions (initial pH 5, 0.75 g/L dosage, 10 rpm
Page 15
20
and 10 min slow-mixing and 1 min settling time) allowed C. obtusifolia gum
removed high total suspended solids and chemical oxygen demand up to 86.9 and
36.2%, respectively [64].
In this study, the removal of TSS and COD from palm oil mill effluent
(POME) was studied in relation to wastewater strength, coagulant dosage and initial
pH of wastewater, settling time, slow stirring speed and temperature using Cassia
obtusifolia and alum. Optimized treatment conditions when using C. obtusifolia seed
gum for the treatment of POME (7500 mg/L) were determined to include a natural
coagulant dosage of 1.0 g/L, initial pH of 3 and a settling time of 45 min [65].
2.6.2 Plantago major L
In this study, Plantago major L. has been evaluated as an active natural
coagulant for the removal of dye from a model textile wastewater containing neutral
red. A high color (92.4 %) and COD (81.6 %) reduction efficiency was obtained
using P. major L. at the optimal conditions of 49.6 min, pH 6.5 and 297.6 mg/L
coagulant dose [66].
2.6.3 Unmodified rice starch
In this study, treatment performance of unmodified rice starch and alum was
tested on agro-industrial wastewater produced from crude palm oil extraction,
namely palm oil mill effluent (POME). The treatment enabled TSS and COD
removals up to 86.65 and 49.23 %, respectively under the optimum conditions of
0.38 g/L alum, 0.28 g/L unmodified rice starch, pH 4.45 and settling time of
5.54 min [67].
2.6.4 Jatropha curcas
In the new method, the Jatropha curcas seeds were extracted using different
solvents in different concentrations, using NaCl (JCSC-NaCl) and NaOH (JCSC-
NaOH) to extract the active coagulant agent from the Jatropha. JCSC-NaCl at 0.5 M
was found to provide a high turbidity removal of > 99% compared to JCSC-DW and
JCSC-NaOH at pH 3 using 120 mg/L of the coagulant agent [68].
Page 16
21
2.6.5 Moringa oleifera
This study proposed a complementary treatment for wastewater from a
concrete plant, which has a conventional treatment system composed by
sedimentation tanks. The proposed process used Al2(SO4)3 and Moringa oleifera
(MO) as coagulants. With this combination of coagulants, more than 90% of the
turbidity was removed and a ratio of 20:80 (w/w) was obtained for MO and Al2
(SO4)3. After treatment, the wastewater was suitable for reuse in washing vehicles or
flushing toilets [69].
2.6.6 Tannin
Four types of water sample were treated using tannin-based coagulant-
flocculant (Tanfloc): surface water (collected from a river) and municipal, textile
industry (simulated by a 100 mg /L aqueous solution of an acid dye) and laundry
(simulated by a 50 mg /L aqueous solution of an anionic surfactant) wastewater. The
efficacy of the water purification was notable in every case: total turbidity removal in
the surface water and municipal wastewater, about 95% dye removal in the case of
the textile industry wastewater and about 80% surfactant removal in the laundry
wastewater [70].
2.6.8 Ipomoea dasysperma and guar gum
An investigation of dye decolorization from synthetic dye solutions using the
non-ionic, water-soluble, high molecular weight seed gums Ipomoea dasysperma and
guar gum as coagulants was undertaken for textile effluent treatment. The seed gums
alone were found to be effective for decolorization of direct dye and in combination
with PAC their coagulation efficiency was well extended even for reactive and acid
dyes [71].
2.6.9 Surjana seed powder (SSP), Maize seed powder
The low-cost, easily available naturally prepared coagulants like Surjana seed
powder (SSP), Maize seed powder (MSP) and Chitosan as an ideal alternative to
recent expensive coagulant methods for Congo Red (CR) dye removal has been
Page 17
22
investigated in this study. The maximum percentage CR removal was found to be
98.0%, 94.5% and 89.4% for SSP, Chitosan and MSP, respectively, at pH 4.0,
coagulant dose of 25 mg/L, flocculation time 60 min and temperature of 340 K [72].
2.6.10 Chestnut and acorn
The ability of seed extracts of several species of chestnut and acorn to act as
natural coagulants was tested using synthetic turbid water. Active components were
extracted from ground seeds of Horse chestnut and acorns of some species of family
Fagaceae: Common oak, Turkey oak, Northern red oak and European chestnut. The
seed extracts from European chestnut and Common oak acorn were the most
efficient expressing the highest coagulation activities, about 80% and 70%,
respectively, in both low and medium investigated water turbidities at the lowest
coagulant dose 0.5 mL/L [73].
2.6.11 Polyelectrolytes
Based on the present review, some novel pre-hydrolysed coagulants such as
Polyaluminium chloride (PACl), Polyaluminium ferric chloride (PAFCl),
Polyferroussulphate (PFS) and Polyferric chloride (PFCl) have been found to be
more effective and suggested for decolorisation of the textile wastewater. Moreover,
use of natural coagulants for textile wastewater treatment has also been emphasized
and encouraged as the viable alternative because of their eco-friendly nature [24].
2.6.12 Phaseolus vulgaris
The ability of coagulation active proteins from common bean (Phaseolus
vulgaris) seed for the removal of water turbidity was studied. Results revealed that
the highest values of the adsorbed protein were achieved in 50 mmol/L phosphate
buffer at pH 7.5 and the maximum adsorption capacity was calculated to be 0.51 mg
protein/mL matrix. Partially purified coagulant at initial turbidity 35 NTU expressed
the highest value of coagulation activity, 72.3 %, which was almost 22 times higher
than those obtained by crude extract considering applied dosages [74].
Page 18
23
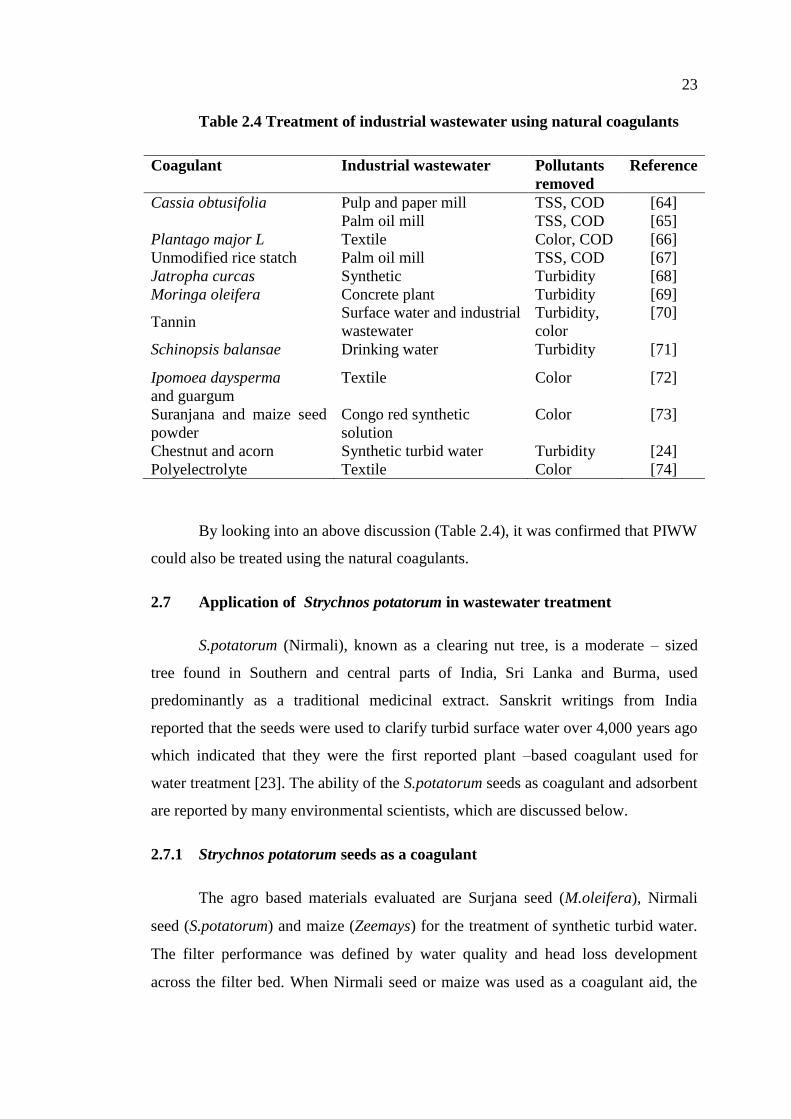
Table 2.4 Treatment of industrial wastewater using natural coagulants
Coagulant Industrial wastewater Pollutants
removed
Reference
Cassia obtusifolia Pulp and paper mill TSS, COD [64]
Palm oil mill TSS, COD [65]
Plantago major L Textile Color, COD [66]
Unmodified rice statch Palm oil mill TSS, COD [67]
Jatropha curcas Synthetic Turbidity [68]
Moringa oleifera Concrete plant Turbidity [69]
Tannin Surface water and industrial
wastewater
Turbidity,
color
[70]
Schinopsis balansae Drinking water Turbidity [71]
Ipomoea daysperma
and guargum
Textile Color [72]
Suranjana and maize seed
powder
Congo red synthetic
solution
Color [73]
Chestnut and acorn Synthetic turbid water Turbidity [24]
Polyelectrolyte Textile Color [74]
By looking into an above discussion (Table 2.4), it was confirmed that PIWW
could also be treated using the natural coagulants.
2.7 Application of Strychnos potatorum in wastewater treatment
S.potatorum (Nirmali), known as a clearing nut tree, is a moderate – sized
tree found in Southern and central parts of India, Sri Lanka and Burma, used
predominantly as a traditional medicinal extract. Sanskrit writings from India
reported that the seeds were used to clarify turbid surface water over 4,000 years ago
which indicated that they were the first reported plant –based coagulant used for
water treatment [23]. The ability of the S.potatorum seeds as coagulant and adsorbent
are reported by many environmental scientists, which are discussed below.
2.7.1 Strychnos potatorum seeds as a coagulant
The agro based materials evaluated are Surjana seed (M.oleifera), Nirmali
seed (S.potatorum) and maize (Zeemays) for the treatment of synthetic turbid water.
The filter performance was defined by water quality and head loss development
across the filter bed. When Nirmali seed or maize was used as a coagulant aid, the
Page 19
24
alum dose required was 25 and 15 mg/L, respectively and the filtrate turbidity
achieved was less than 0.2 NTU, whereas alum alone with a dose of 45 mg/L
achieved filtrate turbidity levels higher than 1 NTU. Thus, the use of ABM improved
the filtrate quality [75].
In the research study the plant based coagulants namely, the seeds of
S.potatorum, pods of C.opuntia and mucilage extracted from the fruits of Coccinia
indica in powder forms were applied to a water treatment sequence comprising
coagulation-flocculation-sedimentation sand filtration on synthetic turbid water
created by kaolin. The optimum dose obtained from batch coagulation-sedimentation
test conducted for S. potatorum, Cactus and Coccinia indica were 1.5 mg/L, 30
mg/L, 0.5 mg/L and the filtrate turbidities obtained after filtration were 0 NTU, 1
NTU and 0 NTU respectively, which are lesser than 5 NTU [76].
Seeds of the plant species S.potatorum and M.oleifera contain natural
polyelectrolytes which can be used as coagulants to clarify turbid waters. In
laboratory tests, direct filtration of a turbid surface water (turbidity 15–25 NTU,
heterotrophic bacteria 280–500 cfu mL/L and fecal coliforms 280–500 MPN 100
mL/L), with seeds of S. potatorum or M. oleifera as coagulant, produced a substantial
improvement in its aesthetic and microbiological quality (turbidity 0.3–1.5 NTU,
heterotrophic bacteria 5–20 cfumL/L and fecal coliforms 5–10 MPN 100 mL/L) [77].
In the method the S. potatorum seeds were treated with different solvents of
NaCl and NaOH to extract the active coagulant agent has been investigated to
evaluate the turbidity removal of the synthetic and real turbidity water has been
investigated. The jar test was conducted on kaolin as a model wastewater. 0.5M
Sodium chloride extract was found to provide a high turbidity removal of > 99%
compared to NaOH and distilled water extract. The optimum turbidity removal at
different values of initial synthetic wastewater turbidity from 100 to 500 NTU was
investigated [78].
The present study, discussed about the usage of natural coagulants extracted
from M.oleifera and S. potatorum for the removal of color in the synthetically
Page 20
25
prepared textile wastewater. The maximum percentage of color removal using alum,
M.oleifera and S. potatorum was found to be 83%, 89% and 93%, respectively [79].
2.7.2 Strychnos potatorum seeds as an adsorbent
In the present study, Pb(II) removal efficiency of S. potatorum seed powder
(SPSP) from aqueous solution has been investigated. Batch mode adsorption
experiments have been conducted by varying pH, contact time, adsorbent dose and
Pb (II) concentration. Pb(II) removal was pH dependent and found to be maximum at
pH 5.0. The maximum removal of Pb(II) was achieved within 360 min. The
monolayer adsorption capacities of SPSP as obtained from Langmuir isotherm was
found to be 16.420 mg/g [80].
In the present study the ability of S. potatorum seed proteins to bind aqueous
cadmium has been investigated. The Cd (II) biosorption efficiency by the proteins
has been investigated. Different experiments have been conducted (i) over a range of
pH (2.0–7.0), (ii) contact time (5–600 min), (iii) temperatures (4–40 ◦C) and (iv)
metal ion concentrations (80–110 mg /L). The results showed that the optimum
conditions for Cd (II) adsorption are almost same for the three proteins used in the
study [81].
Kinetic, mechanism, equilibrium and thermodynamic behavior of adsorption
of methylene blue (MB) dye onto surface modified S. potatorum seeds (SMSP), in an
aqueous solution were studied. Batch adsorption experiments were carried out to
analyze the effect of initial solution pH, adsorbent dose, contact time, initial MB dye
concentration and temperature on the removal of MB dye. The adsorption of MB dye
onto SMSP was found to be controlled by both surface diffusion and pore diffusion
[82].
The removal of Pb(II) ions from aqueous solution by chemically surface
modified S. potatorum seeds (SMSP) was investigated. The maximum adsorption
capacity of SMSP for Pb(II) ions was found to be 166.67 mg/g at optimum
conditions of pH 5.0, contact time of 30min, SMSP dosage of 2 g/L and temperature
of 30◦C [83].
Page 21
26
In this study, the unmodified S. potatorum seeds were examined as an
adsorbent to remove the metal ions such as Cu(II), Cd(II) and Ni(II) ions from their
aqueous solutions. From the Langmuir adsorption isotherm model, the maximum
monolayer adsorption capacity of the adsorbent for Cu(II), Cd(II) and Ni(II) ions was
found to be: 8.649, 7.023 and 5.140 mg/g, respectively [84].
S. potatorum seeds have been utilized for the preparation of adsorbent,
surface modified S. potatorum seeds (SMSP), by sulfuric acid treatment with 1:2
ratios of precursor to sulfuric acid. The maximum removal of Ni(II) ions was
observed at an optimum conditions: pH of 5.0, adsorbent dose of 5 g/L, contact time
of 30 min and at temperature of 30°C for an initial Ni(II) ions concentration of 100
mg/L. The Freundlich constant “n” was found to be of 3.888 g/L which indicates that
the adsorption of Ni(II) ions onto the SMSP followed the physical process [85].
The above discussion clearly indicated that the S.potatorum was mainly used
as coagulant to remove the turbidity from synthetic solution. As an adsorbent it was
mainly utilized in the removal of heavy metals such as Pb (II), Cu (II), Cd (II) and
Ni (II) from aqueous solution.
2.8 Application of Cactus species in wastewater treatment
The most commonly studied cactus genus for water treatment is opuntia
which is colloquially known as “nopal” in Mexico or „prickly pear‟ in North
America. The high coagulation capability of Opuntia is most likely attributed to the
presence of mucilage which is a viscous and complex carbohydrate stored in cactus
inner and outer pods that has great water retention capacity [23]. C.opuntia is a cheap
and abundantly available plant. The main constituent of the cactus cladode is a hetero
polysaccharide with a molecular weight of 2.3 – 300 × 104 g/mol. Cactus has been
used as a food thickener, food emulsifier, as a water purifier and for purposes of
cosmetic application [86]. It has long been associated with its medicinal properties
and dietary food sources. Besides, it has also been successfully used as a natural
coagulant. It has a high possibility of galacturonic acid and exists predominantly in
polymeric form that provides a bridge for particle to adsorb on [87]. The
applicability of cactus species on water and wastewater treatment as a coagulant and
an adsorbent was shorted below.
Page 22
27
2.8.1 Cactus species as a coagulant
In this study, the effectiveness of a natural macromolecular coagulant derived
from a cactus species for turbidity removal from estuarine and river waters were
evaluated using jar test. Turbidity values were reduced by as much as 98%
(estuarine) and 70% (river). High turbidity removal determined in this study
indicated that C.opuntia has the potential to be utilized for surface water treatment
applications [87].
The ability of two plant materials, C. latifaria and the seeds of P. juliflora, to
act as natural coagulants was tested using synthetic water. Both materials produced
comparable turbidity removals and were able to produce final water whose turbidity
was close to the required standard of 5 NTU with both high (100–200 NTU) and low
(30–40 NTU) initial turbidities. The optimum coagulant dose was found to be lower
than that for aluminum sulphate [88].
The cactus coagulation attained comparatively high turbidity removal
efficiency and water with turbidity less than 5 NTU could be obtained with initial
turbidities from 20 to 200. When used to treat the same water sample, the optimum
dosage of cactus coagulant was found similar to that of AlCl3.6H2O. High removal
efficiency of turbidity and COD could be obtained when cactus solids were used to
treat sewage water, potable water source and high turbidity seawater [89].
Cactaceae nopalea cochenillifera cell cultures and intact plants (cladodes)
transform various toxic textile dyes, including Red HE7B into less phytotoxic, non-
hazardous metabolites. Present foundation work could add another plant candidate
for phytoremediation of undesirable products from industry wastes and harmful
chemicals [90].
A mixture of aluminum salts and natural polyelectrolytes, extracted from the
C.opuntia ficus índica, has been used for cleaning of wastewater from poultry
slaughterhouse. A mixture of aluminum salt in a concentration range of 300 to 600
mg/L and natural polyelectrolytes of 0.6 to 0.8 mg/L was used for flocculation and
Page 23
28
coagulation. The combination of coagulant and natural polyelectrolytes was able to
remove chemical oxygen demand (86%), oil and grease (93%), turbidity (89%) and
suspended solids (93%) [91].
This work was evaluated the role of three biopolymers used as coagulant –
flocculant aids in the treatment of a high load cosmetic industry wastewater. When
guar, locust bean gum and opuntia mucilage was used, conductivity and turbidity
removals as high as 20.1% and 67.8% were found, respectively. Chemical oxygen
demand (COD) removals as high as 38.6% were observed. The maximum removal
efficiency was found for mucilage, with 21.1 mg COD/ mg polymer [92].
2.8.2 Cactus species as an adsorbent
The biosorption of cadmium (II) and lead (II) ions onto a natural, plentiful
and low-cost biosorbent developed from cactus cladodes was investigated in batch
mode. The experimental results indicate that, the percentage of biosorption increases
with an increase in the biosorbent dosage and the decrease of particle size. The
equilibrium data fitted very well to the Langmuir model with a maximum monolayer
biosorption capacity of 30.42 and 98.62 mg/g, respectively for cadmium (II) and lead
(II) ions [86].
The biosorption of Methylene Blue (MB), Eriochrome Black T (EBT) and
Alizarin S (AS) from aqueous solutions by dried prickly pear cactus cladodes as a
low-cost, natural and eco-friendly biosorbent was investigated. The experimental
results show that, the percentage of biosorption increases with an increase in the
biosorbent dosage and the decrease of particle size. Langmuir maximum monolayer
biosorption capacity was 189.83 mg/g for Methylene Blue, 200.22 mg/g for
Eriochrome Black T and 118.35 mg/g for Alizarin S [93].
Binary oxidized cactus fruit peel (CFP) was used as adsorbent for the
removal of brilliant green (BG). The equilibrium adsorption data was found to follow
the Langmuir isotherm model and maximum monolayer capacity was found to be
166.66 mg/ g at 20 °C [94].
Page 24
29
Cactus species were made use to remove the metal ions and dye from
synthetic solution through adsorption. From the results of previous work it was
confirmed its potentiality as coagulant and adsorbent in wastewater treatment. It
could also be tested in PIWW.
2.9 Application of crab shells in wastewater treatment
The successful treatment process, not only depends on the pollutant removal
ability of the coagulant, but also in abundance of the material for the treatment
processes everywhere. So the coagulant should either be an industrial waste or
available plenty in nature [25]. Crab shells are the huge quantity of the natural waste
product from the seafood processing industries. Millions of tons of crab shells are
being generated annually all over the world. Due to high costs and strict
environmental regulations, landfills are becoming less popular for waste disposal.
Proper reuse of this material can be the better solution and also generates possible
revenue to the industries [95].
The chemical composition of crab shell was CaCO3 40-66%, MgCO3 3-5%,
protein 11-29%, chitin 20-27%, lipid 1.35% and less than 2% others on dry basis.
Chitosan in crab shell waste has the advantage of low cost and high biocompatibility
[96]. 100 g of crab shell powder yielded 6.83 g raw chitin after dimeneralization,
deproteinization and 4.65g of chitosan [97].
Chitosan a linear cationic polymer of high molecular weight obtained from
the outer shells of crustaceans particularly crabs and shrimp, has recently been
proposed for applications of heavy metal sorption, drinking water treatment and
industrial effluent treatment. Chitosan not only acts as an adsorbent, but also
spontaneously coagulates to agglomerate the pollutants [98]. The following section
consolidated the results of previous work.
2.9.1 Crab shell as a coagulant
Shrimp and crabs are becoming a source of raw materials for the chemical
process industries because the crustaceans' shells contain chitin. Deacetylation of
chitin yields chitosan, a cationic electrolyte. It may serve as a flocculant, coagulant
Page 25
30
and food thickener or extender and also may find use in making fibers and moisture
proof films and coatings. Some technical and economic aspects of shellfish waste
utilization are discussed including a sketch of chemical plant for chitin route [99].
This experiment discussed the productive condition of chitosan with crab
shell as material and the effect of absorption, as absorbent, to wastewater with heavy
metal ions under static condition and the effect of coagulation, as coagulant, to
dyeing wastewater. The results showed that pH of the system and absorb time effect
significantly on absorption properties of chitosan. Using chitosan with the optimum
condition, the removal efficiency of Pb2+
, Cr6+
, Cu2+
could reach above 98 % [100].
Chitosan, a natural cationic polyelectrolyte and other similar coagulants were
used in the treatment of an olive oil water suspension as a model for the processing
wastewater. The effect of chitosan, starch, alum and ferric chloride on the
coagulation of oil droplets were determined by the jar test apparatus and
turbidometric measurements. In the air flotation experiments, a concentration of 100
ppm of chitosan, an air flow rate of 3 L /min, aeration time of 45 s, temperature of
20 ºC and pH 6 produced optimum levels [101].
In this study the wastewater from the system of cleaning in place (CIP)
containing high content of fat and protein was coagulated using chitosan and the fat
and the protein can be recycled. The result shows that the optimal result was reached
under the condition of pH 7 with the coagulant dosage of 25 mg/L [102].
In the present work the efficiency of chitosan and conventional coagulants
(aluminum sulphate and ferric chloride) was compared in terms of turbidity and
natural organic matter (NOM) removal, as well as acute toxicity on Daphnia magna
of coagulated and coagulated/chlorinated surface water. All coagulants decreased
toxicity on D. magna from 100% to 0% immobilization. Moreover, the chlorination
step after coagulation increased toxicity too according to the coagulant type as
follows: chitosan > ferric chloride > aluminum sulphate [98].
The application of chitosan as the coagulant/flocculant in a microfiltration
process of natural water has been evaluated. At the permeation velocity of 45 L m2/h,
Page 26
31
microfiltration led to reductions up to 33 % of UV254 compounds, 9 % of TOC and
65 % of iron, while the coupled coagulation–microfiltration process resulted in a
reduction up to 70 %, 47 % and 100 % for UV254 compounds, TOC and iron,
respectively. Although the coagulation process caused an increase in fouling, the
treated water quality was higher comparatively to the simple microfiltration process
[103].
In this study, the jar-test method was used to identify the best chitosan
conditions for harvesting the Chlorella sp. from their cultures. Chitosan not only acts
as an adsorbent, but also spontaneously coagulates to agglomerate the microalgae
cells. This two-in-one process makes the chitosan a good coagulant, allowing
removal of microalgae cells, even at low concentrations. Chitosan successfully
removed 99.0 ± 0.4 % of the microalgae cells at the following optimal parameters:
chitosan concentration of 10 ppm, mixing time of 20 min, mixing rate of 150 ppm
and sedimentation time of 20 min [104].
Results of laboratory experiments into the removal of humic substances by
cationic biopolymer chitosan are presented. Chitosan is partially soluble in dilute
mineral acids such as HNO3, HCl, H3PO4. We have used 1 % solutions of chitosan
diluted in 0.05M; 0.1M and 0.15M HCl. Aggregates of humic substances after
inorganic coagulant or chitosan addition were separated by centrifugation. Residual
concentration of coagulant (Fe and Al) and absorbance at 387 nm and 254 nm were
evaluated [105].
2.9.2 Crab shell as an adsorbent
This work discussed the possible application of a biosorption system with
acid-washed crab shells in a packed bed up-flow column for the removal of nickel
from electroplating industrial effluents. Between two nickel-bearing effluents,
effluent-1 was characterized by considerable amount of light metals along with trace
amounts of lead and copper. Effluent-2 was characterized by relatively low
conductivity, total dissolved solids and total hardness compared to effluent-1. Crab
shells exhibited uptakes of 15.08 and 20.04 mg Ni/g from effluent-1 and effluent-2,
Page 27
32
respectively. The data from regeneration efficiencies for seven cycles provided
evidence that the reusability of crab shell [106].
Biosorption of each of the heavy metals, copper (II) and cobalt (II) by crab
shell was investigated in this study. At optimum particle size (0.767 mm), biosorbent
dosage (5 g/L) and initial solution pH (pH 6); crab shell recorded maximum copper
and cobalt uptakes of 243.9 and 322.6 mg/g, respectively, according to Langmuir
model. The biosorbent was successfully regenerated and reused using EDTA for five
cycles [107].
The carapace of the crab (C. pagurus), a waste material disposed of by the
seafood industry, has recently been shown to have potential as a biosorbent for the
removal of metals from aqueous media. In sequential-batch process Zn (II)uptakes of
105.6 and 67.6 mg/g were recorded for 0.25–0.8mm and 0.8–1.5mm particles,
respectively, while values of 141.3 and 76.9 mg/g were recorded in fixed-bed column
studies. Binary-metal studies showed that the presence of Cu (II) or Pb (II)
significantly suppressed Zn (II) uptake [108].
Sorption potential of pretreated crab and arca shell biomass for lead and
copper from aqueous media was explored. Effects of common ions like sodium,
potassium, calcium and magnesium on the sorption capacity of pretreated crab and
arca biomasses were also studied. At equilibrium, the maximum uptake by crab shell
biomass was 19.83 ± 0.29 and 38.62 ± 1.27 mg/g for lead and copper, respectively.
In case of arca shell biomass the maximum uptake capacity was 18.33 ± 0.44 mg/g
and 17.64 ± 0.31 mg/g for lead and copper, respectively [25].
In this study, crab shells were recycled as an adsorbent for the removal of
phosphate. Although removal efficiency was highest at pH 2.0, the efficiency
remained 50–60 % at pH of 4.0–10.0. The maximum removal capacity was
calculated as 108.9 mg/g through Langmuir isotherm plotting, which was 17.0 and
4.7 times higher than those of coal fly ash and scallop shells, respectively [109].
The ability of crab shell to biosorb two rare earth elements (REE), namely Ce
(III) and Eu (III) from single and binary systems has been studied. At optimum pH of
6, in single component system, crab shell exhibited maximum Ce(III) and Eu(III)
uptakes of 144.9 and 49.5 mg/g, respectively, according to the Langmuir model [96].
Page 28
33
This work explored the potential of crab (P. sanguinolentus) shell particles
for the removal of Mn (II) and Zn (II) ions from aqueous solutions. The process of
metal biosorption was rapid (90% removal in 120 min for Mn (II) and 90% removal
in 90 min for Zn (II)) at an initial metal concentration of 500 mg/L. Furthermore,
isotherm experiments revealed that crab shell possesses high uptake capacities of
69.9 and 123.7 mg/g for Mn (II) and Zn (II), respectively, according to the Langmuir
model [95].
It was affirmed that the crab shells as well as the chitosan extracted from crab
shells is applied in the wastewater treatment as a coagulant and an adsorbent. Variety
of metal ions from synthetic and industrial wastewater could be removed using crab
shells.
2.10 Fundamentals and mechanism of coagulation and flocculation process
All waters, especially surface waters, contain both dissolved and suspended
particles. Coagulation and flocculation processes are used to separate the suspended
solids portion from the water. The suspended particles vary considerably in source,
composition charge, particle size, shape and density. Correct application of
coagulation and flocculation processes and selection of the coagulants depend upon
understanding the interaction between these factors. The small particles are stabilized
(kept in suspension) by the action of physical forces on the particles themselves. One
of the forces playing a dominant role in stabilization results from the surface charge
present on the particles. Most solids suspended in water possess a negative charge
and, since they have the same type of surface charge, repel each other when they
come close together. Therefore, they will remain in suspension rather than clump
together and settle out of the water (Fig. 2.2).
Processes
Coagulation
Flocculation ( species being bound by coagulant aids)
Sedimentation (Aggregation of flocs and consequent settling)
Page 29
34
Figure 2.2 Mechanism of coagulation –flocculation and sedimentation
2.10.1 Coagulation
The first step destabilizes the particle‟s charges. Coagulants with charges
opposite those of the suspended solids are added to the water to neutralize the
negative charges on dispersed non-settlable solids such as clay and color-producing
organic substances. Once the charge is neutralized, the small suspended particles are
capable of sticking together. The slightly larger particles formed through this process
and called microflocs, are not visible to the naked eye. The water surrounding the
newly formed microflocs should be clear. If it is not, all the particle charges have not
been neutralized and coagulation has not been carried to completion. More coagulant
may need to be added.
A high-energy, rapid-mix to properly disperse the coagulant and promote
particle collisions is needed to achieve good coagulation. Over-mixing does not
affect coagulation, but insufficient mixing will leave this step incomplete.
Coagulants should be added where sufficient mixing will occur. Proper contact time
in the rapid-mix chamber is typically 1 to 3 minutes [110].
Fundamentals and mechanism of coagulation
Aggregation of particulates in a solution can occur via four classic
coagulation mechanisms:
Page 30
35
(a) Double layer compression
(b) Sweep flocculation
(c) Adsorption and charge neutralization and
(d) Adsorption and interparticle bridging. [23]
Mechanisms
2.10.1. a A double layer compression
The negative colloid and its positively charged atmosphere produce an
electrical potential across the diffuse layer. This is highest at the surface and drops
off progressively with distance, approaching zero at the outside of the diffuse layer.
The potential curve indicates the strength of the repulsive force between colloids and
the distance at which these forces come into play. A particular point of interest on the
curve is the potential at the junction of the Stern layer and the diffuse layer. This is
known as the zeta potential.
It is an important concept because zeta potential is the potential at the surface
of shear, i.e. the boundary surface between the fixed ion layer and the solution. This
layer acts as a shear plane when the particle undergoes movement in the solution.
Zeta potential is an effective tool for coagulation control because changes in zeta
potential indicate changes in the repulsive force between colloids.
A coagulant is added to help destabilize the particles. A coagulant can do this
in three ways. A cationic coagulant reduces the zeta potential of the particles by
adding positive charge. This is usually accomplished by adding a metal salt to the
water. The metal forms strong bonds with the oxygen of the water molecules
weakening them and releasing hydrogen ions into solution. The hydrogen ions are
attracted to the negative surface charge of the particles and neutralize it. Double layer
compression involves adding salts to the system. As the ionic concentration
increases, the double layer and the repulsion energy curves are compressed until
there is no longer an energy barrier. Particle agglomeration occurs rapidly under
these conditions because the colloids can just about fall into the van der Waals “trap”
without having to surmount an energy barrier.
Page 31
36
The thickness of the double layer depends upon the concentration of ions in
solution. A higher level of ions means more positive ions are available to neutralize
the colloid. The result is a thinner double layer. Decreasing the ionic concentration
(by dilution, for example) reduces the number of positive ions and a thicker double
layer results. The type of counter-ion will also influence double layer thickness. Type
refers to the valence of the positive counter-ion and its effect is explained in a
previous section. Increasing the concentration of ions or their valence or both
referred to as double layer compression.
The quantity of ions in the water surrounding a colloid has an effect on the
decay function of the electrostatic potential. The high ionic concentration compresses
the layers composed predominantly of counter ions toward the surface of the colloid.
If this layer is sufficiently compressed, then the Van der Waals force will be
dominant across the entire area of influence, so that the net force will be the
attractive force. In general, double layer compression is not a practical coagulation
technique for water treatment but it can have application in industrial wastewater
treatment if waste streams with divalent or trivalent counter-ions happen to be
available [111].
2.10.1. b Adsorption and charge neutralization
Inorganic coagulants (such as alum) and cationic polymers often work
through charge neutralization. It is a practical way to lower the energy barrier and
form stable flocs. Charge neutralization involves adsorption of a positively charged
coagulant on the surface of the colloid. This charged surface coating neutralizes the
negative charge of the colloid, resulting in a near zero net charge. Neutralization is
the key to optimizing treatment before sedimentation, granular media filtration or air
flotation. Adsorption of the counter ions on the colloid surface causes charge
neutralization, which brings about van der Walls forces become dominant.
Charge neutralization alone will not necessarily produce dramatic macroflocs
(flocs that can be seen with the naked eye). Microflocs (which are too small to be
seen) may form but will not aggregate quickly into visible flocs. Charge
neutralization is easily monitored and controlled using zeta potential. This is
Page 32
37
important because overdosing can reverse the charge on the colloid and redisperse it
as a positive colloid. The result is a poorly flocculated system. When a coagulant salt
is added to water, it dissociates and the metallic ion the metallic ion goes hydrolysis
and creates positively charged hydroxometalic ion complexes. The
hydroxometallicions are polyvalent, possess high positive charges and adsorbed to
the surface of the negative colloids. This results in a reduction of the zeta potential to
a level where the colloids are destabilized. The destabilized particles, along with
their adsorbed hydro-metallic hydroxometallic complexes, aggregate by
interparticulate Van der Waals forces. These forces are aided by the gentle mixing in
water [111].
2.10.1. c Enmeshment in a precipitate
Colloid entrapment involves adding relatively large doses of coagulants,
usually aluminum or iron salts which precipitate as hydrous metal oxides. The
amount of coagulant used is far in excess of the amount needed to neutralize the
charge on the colloid. Some charge neutralization may occur but most of the colloids
are literally swept from the bulk of the water by becoming enmeshed in the settling
hydrous oxide floc. This mechanism is often called sweep floc. Sweep floc is
achieved by adding so much coagulant to the water that the water becomes saturated
and the coagulant precipitates out. Then the particles get trapped in the precipitant as
it settles downward [111].
2.10.1.d Interparticular bridging
Bridging occurs when a coagulant forms threads or fibers which attach to
several colloids, capturing and binding them together. Inorganic primary coagulants
and organic polyelectrolytes both have the capability of bridging. Higher molecular
weights mean longer molecules and more effective bridging. Bridging is often used
in conjunction with charge neutralization to grow fast settling and/or shear resistant
flocs. For instance, alum or a low molecular weight cationic polymer is first added
under rapid mixing conditions to lower the charge and allow microflocs to form.
Then a slight amount of high molecular weight polymer, often an anionic, can be
added to bridge between the microflocs.
Page 33
38
The fact that the bridging polymer is negatively charged is not significant
because the small colloids have already been captured as microflocs. In recent years
the coagulation and flocculation of colloidal suspensions by organic polyelectrolytes
has become increasingly important, since both laboratory and plant scale work have
demonstrated their effectiveness in extremely low concentrations. The polymeric
substances started to be used as a coagulant have a specific site, which can be
absorbed by the colloidal particles possessing long chain structure. These polymers
are highly surface reactive. Thus, several colloids may become attached to one
polymer and several of the polymer-colloid groups may become enmeshed resulting
in a settleable mass. In order to assist interparticle bridging, some synthetic polymers
may be used in addition to, organic polyelectrolytes instead of metallic salts.
Adsorption sites on the colloidal particles can adsorb a polymer molecule. A
bridge is formed when one or more particles become adsorbed along the length of the
polymer. Bridge particles become intertwined with other bridged particles during the
flocculation process [111].
2.10.2 Flocculation
Following the first step of coagulation, a second process called flocculation
occurs. Flocculation, a gentle mixing stage, increases the particle size from
submicroscopic microfloc to visible suspended particles. Once particles have stuck
together they are called a floc and the process of encouraging the formation of flocs
is called flocculation.
The microflocs are brought into contact with each other through the process
of slow mixing. Collisions of the microfloc particles cause them to bond to produce
larger, visible flocs called pinflocs. The floc size continues to build through
additional collisions and interaction with inorganic polymers formed by the
coagulant or with organic polymers added. Macroflocs are formed. High molecular
weight polymers, called coagulant aids, may be added during this step to help bridge,
bind and strengthen the floc, add weight and increase settling rate. Once the floc has
reached it optimum size and strength, the water is ready for the sedimentation
Page 34
39
process. Design contact times for flocculation range from 15 or 20 minutes to an
hour or more [112].
Types
The flocculation process can be broadly classified into two types,
Perikinetic and
Orthokinetic.
Perikinetic flocculation refers to flocculation (contact or collisions of
colloidal particles) due to Brownian motion of colloidal particles. The random
motion of colloidal particles results from their rapid and random bombardment by
the molecules of the fluid.
Orthokinetic flocculation refers to contacts or collisions of colloidal particles
resulting from bulk fluid motion, such as stirring. In systems of stirring, the velocity
of the fluid varies both spatially (from point to point) and temporally (from time to
time).
The spatial changes in velocity are identified by a velocity gradient, G. G is
estimated as G = (P/hV)1/2
, where P=Power, V=channel volume and h= Absolute
viscosity.
2.10.3 Sedimentation
The last process to the first barrier against water contamination is
sedimentation. During sedimentation, the flow of the water is slowed to resemble a
calm environment. As the water is calmed, the large flocs that have been formed
settle to the bottom of the sedimentation basin, sometimes called a clarifier. As the
flocs are settling to the bottom, the relatively particle free water passes over a system
of weirs and moves to the filtration process. Sedimentation basins are designed to be
rectangles or circles, but in both cases the water is commonly introduced at the
bottom of the basin to give the flocs the best chance at completely settling out. A
mechanical rack collects the flocs that have reached the bottom and remove them
Page 35
40
onto what is called sludge treatment. However, not all of the flocs are large enough
to settle out and can continue to stay in the water. Stoke‟s law describes the velocity
at which the flocs settle,
𝑣𝑠 =2
9
𝜌𝑓−𝜌𝐿
𝜇𝑔𝑅2 (2.1)
Where,
vs is the settling velocity (cm/s)
ρf is the density of the floc (g/cm3)
ρL is the density of the liquid (g/cm3)
μ is the liquid viscosity (g/cm. s)
g is the force of gravity (g/cm.s2) and
R is the radius of the floc (cm).
From Stokes‟ equation, the two parameters that determine whether or not the
flocs successfully settle to the bottom are the floc‟s density and radius. It is the job of
coagulation and flocculation to make the flocs dense and large, but engineers can
design the sedimentation basin so that the water spends long enough in the basin to
settle out a maximum amount of the flocs formed. Water typically spends a couple of
hours in the sedimentation before the top water flows over to be filtered [113].
2.10.4 Factors affecting coagulation
For all raw water types, there are several water quality parameters that affect
coagulation performance, including
the amount of particulate material
NOM properties (such as size, functionality, charge and hydrophobicity)
the bulk chemical and physical properties of the water
coagulant type
Page 36
41
dose
mixing conditions
pH
temperature
The pH at which coagulation occurs is the most important parameter for
proper coagulation performance, as it affects the:
Surface charge of colloids.
Charge of NOM functional group.
Charge of the dissolved-phase coagulant species.
Surface charge of floc particles.
Coagulant solubility. [114]
2.10.5 Types of coagulation
Coagulation mechanisms destabilization of turbidity and color-causing
substances can be induced by different mechanisms (Fig. 2.3). The following
subdivisions can be made [112]:
Electrostatic coagulation
Adsorptive coagulation
Precipitation coagulation
2.10.5. a Electrostatic coagulation
In electrostatic coagulation, positively charged ions approach the negatively
charged colloids. In the diffusive layer around the colloid, the positively charged ions
accumulate, destabilizing the colloid [112].
2.10.5. b Adsorptive coagulation
In adsorptive coagulation, particles are adsorbed to the positively charged
hydrolyses products. Characteristics of adsorptive coagulation are that dosing is
Page 37
42
proportional to the removal of organic matter and that restabilization can occur after
an overdose of coagulant. After an overdose, the colloids will be positively charged
and repulsion of the particles will take place. It is a rapid process. Within a second,
positively charged hydrolyses products are formed and are adsorbed to the negatively
charged particles [112].
2.10.5.c Precipitation coagulation
In precipitation coagulation, or sweep coagulation, colloids are incorporated
into neutral (iron) hydroxide flocs. This mechanism occurs mainly in waters with low
suspended solids content (10 mg/L). In order to form hydroxide flocs, more
coagulant must be dosed than is necessary for adsorptive coagulation [112].
Figure 2.3 Mechanism of coagulation processes
2.10.6 Coagulants
Generally, coagulation is the destabilisation of pollutants using coagulant(s),
which can be classified into two main categories i.e. metal coagulants and polymers.
Coagulation tends to overcome the factors that promote pollutant stability and form
agglomerates or flocs. Flocculation in other words is the process of whereby
destabilised particles, or particles formed as a consequence of destabilisation, are
induced to come together, make contact and thereby form large(r) agglomerates.
Coagulation of water-soluble pollutant is challenging because of their high solubility.
In addition to this and due to the development of synthesis technology, new varieties
Page 38
43
of dyes with different structures appear continuously, which provides difficulties for
the selection of an appropriate coagulant [24].
Chemical precipitation is a proven technology with regard to removal of
metals and other inorganics from wastewater. Precipitations of contaminants that are
dissolved or suspended in the wastewater are settled out when a coagulant is added.
It then forms a precipitate that can be settled out either by filtration or centrifugation.
Coagulants that are commonly used consist of long-chained polymers that are
cationic, anionic or neutral in charge, allowing the coagulant to interact with other
charged ions in the solution causing a „„bridge‟‟ that is responsible for binding
molecules together. Coagulation–flocculation is similar to chemical precipitation in
that charged particles in suspension are neutralized when they collide. Sedimentation
can occur if the density of the combined particles becomes more than that of the
aqueous phase and is considered a form of chemical precipitation [115].
Polymeric coagulants can be cationic, anionic or nonionic, in which the
former two are collectively termed as polyelectrolytes. Many studies concerning
natural coagulants referred to them as „polyelectrolytes‟ even though many of these
studies did not actually conduct in-depth chemical characterization to determine their
ionic activity. Natural coagulants are mostly either polysaccharides or proteins. In
many cases, even though polymers labeled as non-ionic are not necessarily absent of
charged interactions, as there may be interactions between the polymer and a solvent
within a solution environment as the polymer may contain partially charged groups
including –OH along its chain. It is imperative to fully grasp the underlying
coagulation mechanisms associated with these natural coagulants so that complete
understanding of their usage can be realized [23].
2.11 Fundamentals and mechanism of adsorption process
2.11.1 Adsorption phenomenon
Adsorption is a surface phenomenon with common mechanism for organic
and inorganic pollutants removal. Adsorption is a process that occurs when a gas or
liquid solute accumulates on the surface of a solid or a liquid (adsorbent), forming a
Page 39
44
molecular or atomic film (the adsorbate). The term desorption is the reverse process.
Adsorption is operative in most natural physical, biological and chemical systems
and is widely used in industrial applications such as activated charcoal, synthetic
resins and water purification.
When a solution containing adsorbable solute comes into contact with a solid
with a highly porous surface structure, liquid–solid intermolecular forces of
attraction cause some of the solute molecules from the solution to be concentrated or
deposited at the solid surface. The solute retained (on the solid surface) in adsorption
processes is called adsorbate, whereas, the solid on which it is retained is called as an
adsorbent. This surface accumulation of adsorbate on adsorbent is called adsorption.
This creation of an adsorbed phase having a composition different from that
of the bulk fluid phase forms the basis of separation by adsorption technology. In a
bulk material, all the bonding requirements (be they ionic, covalent, or metallic) of
the constituent atoms of the material are filled by other atoms in the material.
However, atoms on the surface of the adsorbent are not wholly surrounded by other
adsorbent atoms and therefore can attract adsorbates [116-118].
2.11.2 Driving force for adsorption
Particularly for the liquids the adsorption may occur due to electrostatic
attraction. As the adsorption progresses, an equilibrium is attained between the
solution and adsorbent. The adsorption amount (qe, mg/g) of the molecules at the
equilibrium step was determined according to the following equation:
𝑞𝑒 =
𝑉
𝑀
𝐶𝑜 − 𝐶𝑒 (2.2)
Where,
V is the solution volume (L)
M is the mass of monolithic adsorbents (g) and
Co and Ce are the initial and equilibrium adsorbate concentrations (mg/L),
respectively.
Page 40
45
The driving force for adsorption is the reduction in interfacial
(surface) tension between the fluid and the solid adsorbent as a result
of the adsorption of the adsorbate on the surface of the solid.
The surface or interfacial tension, σ, is the change in free energy, G,
resulting when the
Area between two phases, A, is increased. The definition of σ is [119]:
𝜎 = 𝜕𝐺
𝜕𝐴 𝑇 ,𝑃,𝑛𝑗
(2.3)
2.11.3 Factors affecting adsorption
The most important factors affecting adsorption are:
Surface area of adsorbent
Particle size of adsorbent
Contact time or residence time
Solubility of solute (adsorbate) in liquid (wastewater)
Affinity of the solute for the adsorbent (carbon)
Number of carbon atoms
Size of the molecule with respect to size of the pores
Degree of ionization of the adsorbate molecule
pH
2.11.4 Adsorption mechanism-diffusion of adsorbate
There are essentially four stages in the adsorption of an organic/inorganic
species by a porous adsorbent [120] (Fig. 2.4):
1. Transport of adsorbate from the bulk of the solution to the exterior film
surrounding the adsorbent particle;
Page 41
46
2. Movement of adsorbate across the external liquid film to the external surface
sites on the adsorbent particle (film diffusion);
3. Migration of adsorbate within the pores of the adsorbent by intraparticle
diffusion (pore diffusion);
4. Adsorption of adsorbate at internal surface sites.
All these processes play a role in the overall sorption within the pores of the
adsorbent. In a rapidly stirred, well mixed batch adsorption, mass transport from the
bulk solution to the external surface of the adsorbent is usually fast. Therefore, the
resistance for the transport of the adsorbate from the bulk of the solution to the
exterior film surrounding the adsorbent may be small and can be neglected. In
addition, the adsorption of adsorbate at surface sites (step 4) is usually very rapid and
thus offering negligible resistance in comparison to other steps, i.e. steps 2 and 3.
Thus, these processes usually are not considered to be the rate-limiting steps in the
sorption process [120].
In most cases, steps (2) and (3) may control the sorption phenomena. For the
remaining two steps in the overall adsorbate transport, three distinct cases may occur:
Case I: external transport > internal transport.
Case II: external transport < internal transport.
Case III: external transport ≈ internal transport.
In cases I and II, the rate is governed by film and pore diffusion, respectively.
In case III, the transport of ions to the boundary may not be possible at a significant
rate, thereby, leading to the formation of a liquid film with a concentration gradient
surrounding the adsorbent particles [120].
Usually, external transport is the rate-limiting step in systems which have
(a) Poor phase mixing,
(b) Dilute concentration of adsorbate
Page 42
47
(c) Small particle size and
(d) High affinity of the adsorbate for the adsorbent.
In contrast, the intra-particle step limits the overall transfer for those systems
that have (a) a high concentration of adsorbate, (b) a good phase mixing, (c) large
particle size of the adsorbents and (d) low affinity of the adsorbate for adsorbent.
Figure 2.4 Mechanism of adsorption processes [121]
2.11.5 Modes of adsorption
In all these processes adsorbent is added to the wastewater for a given period
of time to allow pollutants to be adsorbed. This process can be carried out as [120]
1) Batch adsorption
2) Continuous fixed bed column adsorption
Batch adsorption
Batch adsorption consists of contacting finely divided adsorbent or
immobilized adsorbent with the wastewater for a given period of time in
a mixing vessel.
Surface area of the adsorbent is maximized for mass transfer and
agitation is minimized for suspension.
Page 43
48
After the process is complete (typical contact time: 10 - 60 minutes) the
spent adsorbent is separated from the wastewater (e.g., by filtration) and
regenerated or disposed off (Fig. 2.5).
Continuous fixed bed column adsorption
As the wastewater moves through a fixed bed of adsorbent the pollutant to be
adsorbed will move from the wastewater to the adsorbent bed. Several steps are
involved in the overall adsorption process of a single molecule of pollutant:
Mass transfer step:
Mass transfer from the bulk of the wastewater to the surface of the adsorbent
particle, through the boundary layer around the particle.
Diffusion step:
Internal diffusion through a pore.
Adsorption step:
Adsorption on to the surface of the particle relative magnitude of the rates
involved in adsorption process.
In most wastewater treatment applications the overall adsorption process is
dominated by mass transfer, especially intraparticle mass transfer. A qualitative
ranking of the magnitude of the resistances is:
External interparticle mass transfer step → slow to not-so-slow, depending on
the operation
Intraparticle diffusion step → typically slow
Adsorption step → typically fast
2.11.6 Breakpoint and breakthrough curve
Eventually the forward part of the adsorption wave reaches the end of the
bed. When this happens the bed begins to release wastewater having a concentration
Page 44
49
of pollutant higher than the desired value (typically 5-10% of the influent
concentration). This point is called the breakpoint. The corresponding curve of
pollutant concentration in the effluent vs. time is called the breakthrough curve
exhaustion point and bed saturation (Fig. 2.6). Past the breakpoint the pollutant
concentration in the effluent rises rapidly (i.e., the breakthrough curve is typically
steep), until it reaches an arbitrarily defined exhaustion point where the column
approaches saturation. If more wastewater is passed through the bed the entire
adsorbent content of the bed becomes saturated. Then, the wastewater leaving the
bed has the same concentration of pollutant as the incoming wastewater [122].
Analysis of fixed-bed adsorption columns
The primary objectives of such an analysis are:
Determination of the
Total (maximum) column adsorption capacity.
Depth of the adsorption zone and the shape of the breakthrough curve.
Breakpoint, including the volume of wastewater that can be treated before the
breakpoint is reached, the time at which this happens and the degree of
column saturation at breakpoint.
Figure 2.5 Unsteady state mass balance for batch adsorption
Page 45
50
Figure 2.6 Breakpoint and breakthrough curve of continuous adsorption
Page 46
51
Scope of the present study
The above literature review indicates that natural materials of different
origins can be used for treating PIWW. The systematic investigations of researchers
aimed at evaluating the competence of natural materials in pollutant removal show
that these biodegradable, low cost materials offer great promise for commercial use
in the future.
S.potatorum, C.opuntia and P.sanguinolentus(crab) shells were selected for a
detailed study in batch coagulation, for the evaluation of their performance towards
removal of the color, chemical oxygen demand (COD) and turbidity from water
based PIWW and to compare with conventional coagulants, alum and ferric chloride.
The potentiality of these materials as an adsorbent was checked using a fixed bed
adsorption column (FBC).