CHAPTER 3 INDUSTRIAL POLLUTION PREVENTION Chapter Outline 3.1 DEFINITION OF IDUSTRIAL WASTE 3.2 TYPES OF INDUSTRIAL WATSE 3.3 HUMAN CONCERN OVER POLLUTION 3.4 LEGISLATION TO WASTE MANAGEMENT 3.5 INDUSTRIAL POLLUTION PREVENTION 3.6 ASSESSMENT OF INDUSTRIAL POLLUTION PREVENTION 3.6.1 ASSESSMENT OF WASTE GENERATION 3.6.2 FEASIBILTY OF THE INDUSTRIAL POLLUTION PREVENTION 3.6.3 FEASIBILTY IMPLEMENTATION 3.7 WASTE MANAGEMENT 3.7.1 PROCEDURAL CHANGE 3.7.2 TECHNOLOGY CHANGE 3.7.3 INPUT MATERIAL CHANGE 3.7.4 PRODCUT CHANGE 3.8 RECYCLING 3.8.1 OPTIONS IN RECYCLING 3.8.2 RECYCLING TECHNOLOGIES 3.9 WASTE TREATEMNT 3.9.1 CHEMICAL TREATEMENT 3.9.2 CHEMICAL TREATEMENT 3.9.3 BIOLOGICAL TREATEMENT 3.10 WASTE DISPOSAL BY INCINERATION 3.10.1 ROTARY KILN INCINERATORS 3.10.2 LIQUID INJECTION INCINERATORS 3.10.3 FLUIDIZED BED INCINERATORS 3.10.4 MULTIPLE HEARTH INCINERATORS 3.11 ULTIMATE DISPOSAL 3.11.1 LAND FARMING 3.11.2 LAND FILLING 3.11.3 DEEP WELL INJECTION 3.11.4 OCEAN DUMPING 3.12 REFERENCES
Transcript
CHAPTER 3
INDUSTRIAL POLLUTION PREVENTION
Chapter Outline 3.1 DEFINITION OF IDUSTRIAL WASTE
3.2 TYPES OF INDUSTRIAL WATSE
3.3 HUMAN CONCERN OVER POLLUTION
3.4 LEGISLATION TO WASTE MANAGEMENT
3.5 INDUSTRIAL POLLUTION PREVENTION
3.6 ASSESSMENT OF INDUSTRIAL POLLUTION PREVENTION
3.6.1 ASSESSMENT OF WASTE GENERATION
3.6.2 FEASIBILTY OF THE INDUSTRIAL POLLUTION PREVENTION
3.6.3 FEASIBILTY IMPLEMENTATION
3.7 WASTE MANAGEMENT
3.7.1 PROCEDURAL CHANGE
3.7.2 TECHNOLOGY CHANGE
3.7.3 INPUT MATERIAL CHANGE
3.7.4 PRODCUT CHANGE
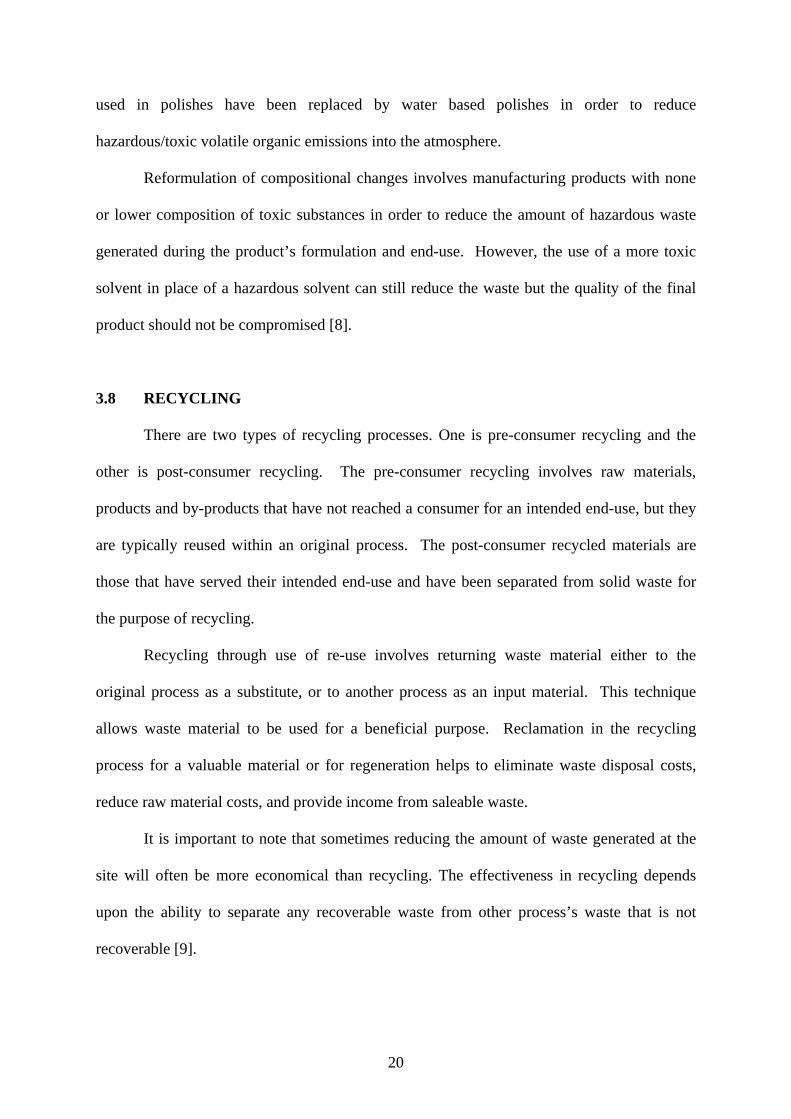
3.8 RECYCLING
3.8.1 OPTIONS IN RECYCLING
3.8.2 RECYCLING TECHNOLOGIES
3.9 WASTE TREATEMNT
3.9.1 CHEMICAL TREATEMENT
3.9.2 CHEMICAL TREATEMENT
3.9.3 BIOLOGICAL TREATEMENT
3.10 WASTE DISPOSAL BY INCINERATION
3.10.1 ROTARY KILN INCINERATORS
3.10.2 LIQUID INJECTION INCINERATORS
3.10.3 FLUIDIZED BED INCINERATORS
3.10.4 MULTIPLE HEARTH INCINERATORS
3.11 ULTIMATE DISPOSAL
3.11.1 LAND FARMING
3.11.2 LAND FILLING
3.11.3 DEEP WELL INJECTION
3.11.4 OCEAN DUMPING
3.12 REFERENCES
2
3.1 DEFINITION OF INDUSTRIAL WASTE
All materials produced in large amount, which is not utilizable, by any means is called
a waste. The definition of waste can be very subjective. What represents waste to one person
may represent a valuable resource to another. It must have a strict, clear and legal definition
to comply with the law.
There are different types of wastes produced by the industries. The wastes are
associated not only with the production of raw materials and their formation to the site of
utilization but also during production, processing, packing and also utilization (Figure 3.1).
Figure 3.1. View of the sky across the West Coast Highway in Singapore.
To elaborate the pollution caused by raw material and its procurement can be shown
by taking a simple example of the corn food industry, which requires growing and harvesting
corn in a field and its transportation to a plant for producing food items like corn flour, corn
oil, carboxymethylcellulose, glucose. The huge amount of waste is also produced in the form
of waste water and corn cobs. The waste-water and corn cobs can be used in land irrigation
3
and cattle farming respectively. If these cannot be utilized properly for certain reasons, then
they become wastes.
Increasing regulation of the waste management industry leads to an accurate
definition of the different types of waste required for licensing of waste management
facilities. In general, the nature of waste is a heterogeneous material and difficult to describe,
define and classify.
3.2 TYPES OF INDUSTRIAL WASTES
There are hundreds and thousands of factories in the world, which are polluting the
atmosphere, water streams and land by releasing toxic chemicals, metals, gases, particulate
matter and liquid. These toxic chemicals are released from petrochemical refineries,
chemicals, metal processing, refining, finishing, pharmaceutical, paint, pesticides, fertilizers,
cement, glass, explosives and plastic producing plants. The examples of these chemicals are
given in the following table (Table 3.1) (Figure 3.2) [1].
Figure 3.2. Sulphur dioxide and nitrogen oxide are responsible for acid rain problems.
4
Table 3.1 List of prescribed substances and major substances requiring control- Environmental Protection (Prescribed Processes and Substances) Regulations Prescribed substances Release to air: prescribed substances
Oxides of sulfur and other sulfur compounds Oxides of nitrogen and other nitrogen compounds Oxides of carbon Organic compounds and partial oxidation products Metals, metalloids and their compounds Asbestos (suspended particulate matter and fibers) glass fibers and mineral fibers Halogens and their compounds Phosphorus and its compounds, and particulate matter
Release to water: prescribed substances
Mercury and its compounds Cadmium and its compounds All isomers of hexachlorocyclohexane All isomers of DDT Pentachlorophenol and its derivatives Hexachlorobenzene Hexachlorobutadiene Aldrin Dieldrin Endrin Polychlorinated biphenyls Dichlorvos 1,2-Dichloroethane All isomers of trichlorobenzene Atrazine Simazine Tributyltin compounds Triphenyltin compounds Triflualin Fenitrothion Azinphos-methyl Malathion Endosulfan
Release to land: prescribed substances Organic solvents
Azides Halogens and their covalent compounds Metal carbonyls Organometallic compounds Oxidizing agents Polychlorinated dibenzofuran Polychlorinated dibenzo-p-dioxin Polyhalogenated biphenyls, terphenyls and naphthalenes Phosphorus Pesticides Alkali metals and their oxides and alkaline earth metals and their oxides
5
Table 3.1 (cont….) Major substances requiring control In addition to the prevention or minimization of the release of the prescribed substances, the following substances should be considered in each application and authorization:
Particulate matter Carbon monoxide Hydrogen chloride Sulfur dioxide Oxides of nitrogen Lead and its compounds Cadmium and its compounds Mercury and its compounds Organic chemicals (trace amounts)
Dioxins Furans
3.2.1 Classification of Industrial Waste
The waste is not only classified according to the type of industry producing it but also on
the type of waste itself. The broad spectrum term of waste includes the following categories
[2]:
1. Inactive 9. Solvents and CFCs
2. Low activity 10. Generic types of inorganic chemical waste
3. Biodegradable 11. Waste organic chemical
4. Scrap 12. Radioactive waste
5. Contaminated general waste 13. Explosives
6. Healthcare waste 14. Dust
7. Asbestos
8. Oily waste
Pollution is the most current environmental concern in waste management. The
environment has been considered as a sink of all wastes. Materials have been released into
the atmosphere or watercourses, or dumped into landfills which are further diluted or
dispersed by natural weathering decay. Natural, biological and geochemical processes are
6
able to deal with such flows at low level without resulting in changes in the environment.
However, as the levels of emissions have increased with the rises in human activity or
industrial progress, natural processes do not have sufficient turnover to prevent these
changes. In some extreme cases, the overloading of the natural process of replenishment may
breakdown completely affecting seriously the environment.
Environmental pollution produced by human activity has also an effect on the society
through the deterioration in the quality of the environment.
3.3 PUBLIC CONCERN OVER POLLUTION
Industrial pollution has affected not only the environment but also the human
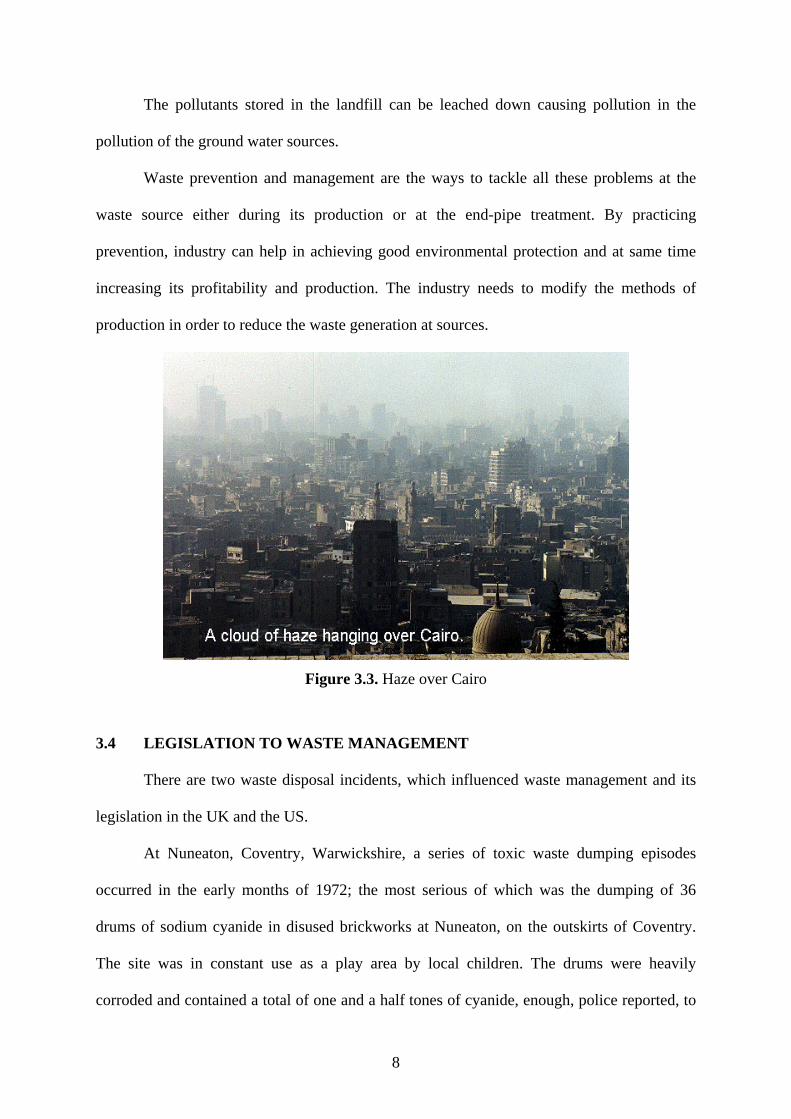
community at large. Pollution has its effect on the air quality (Figure 3.3). The discharge of
toxic gases, chemicals and particulate matters has created problems for the people living in
the cities and in the suburbs of the plants. These discharges may cause nausea, allergies,
irritation to eyes, sino splash, cystic fibrosis and other diseases. The damage done by these
pollutants appears through the depletion of ozone layer and the increase of the level of CO2,
which has led to a global warming.
On the 24 March 1986, at 6.30 a.m., the bungalow at 51 Clarke Avenue, Loscoe, in
Derbyshire, was completely destroyed by an explosion of methane landfill gas and the three
occupants of the bungalow were injured. The bungalow was situated only 70 m from the
Loscoe landfill site. In fact, the site was surrounded by housing. The Loscoe landfill was an
old quarry, which had been worked for clay, stone and coal since before 1879. Infilling of the
quarry with waste materials commenced in 1973 and by 1979, 100 tones/day of domestic
waste was being deposited in the quarry. Disposal of waste ceased in 1982 and the site was
covered with a light covering of low permeable material in 1984, followed by a more
extensive covering in 1986.
7
The identification of landfill gas as the cause of the explosion was from the gas
composition evidence of 60% methane and 40% carbon dioxide, which is characteristic of
landfill gas. In addition, prior to the explosion there had been evidence of localized damage
to vegetation, which was later ascribed to landfill gas. Examination of the geological
characteristics of the rocks underlying the Loscoe site showed that they consisted of
permeable sandstones and coal seams, allowing gas migration. In addition, blasting during
quarrying operations and excavated wells may also have formed migration pathways for
landfill gas. The figure shows a geological cross-section through the Loscoe site. Landfill gas
from the landfill site migrated through the permeable sandstone beds, resulting in a build-up
of gas to form an explosive mixture with air. These and many other incidents occurred due to
air pollution which resulted in damaging not only the property but also human lives as well.
For examples, the very famous Bhopal incident at Union Carbide Plant at Pune India, which
took more than 2000 lives resulted from a leak of isocyanate from a storage tank [3].
Liquid waste, which is discharged by the metal refining industries, has polluted the
natural water resources that are essential for the human being. For example, the discharge
from chromium and cadmium processing industries has polluted the nearby water sources and
the human consumption of this water has resulted in defective bone fermentation, liver
failure, blindness and defective birth.
Solid waste has created more problems than the liquid wastes generated by the
industries. This solid waste may come from municipal or industrial sources. The disposal of
this solid waste represents a serious problem. It can be dumped as landfill or may be used as
a composite. It can also be recycled into pure metals or used in the production of other useful
items. In addition, the solid waste that contains no inflammable materials can be incinerated
and the resulting energy can be used in the power generation and in the steam production for
heating purposes.
8
The pollutants stored in the landfill can be leached down causing pollution in the
pollution of the ground water sources.
Waste prevention and management are the ways to tackle all these problems at the
waste source either during its production or at the end-pipe treatment. By practicing
prevention, industry can help in achieving good environmental protection and at same time
increasing its profitability and production. The industry needs to modify the methods of
production in order to reduce the waste generation at sources.
Figure 3.3. Haze over Cairo
3.4 LEGISLATION TO WASTE MANAGEMENT
There are two waste disposal incidents, which influenced waste management and its
legislation in the UK and the US.
At Nuneaton, Coventry, Warwickshire, a series of toxic waste dumping episodes
occurred in the early months of 1972; the most serious of which was the dumping of 36
drums of sodium cyanide in disused brickworks at Nuneaton, on the outskirts of Coventry.
The site was in constant use as a play area by local children. The drums were heavily
corroded and contained a total of one and a half tones of cyanide, enough, police reported, to
9
wipe out millions of people. Over the following weeks and months further incidents of toxic
waste dumping were reported extensively in the press. Drums of hazardous waste were found
in numerous unauthorized sites including a woodland area and a disused caravan site. The
episodes generated outrage in the population, and emergency legislation was rushed through
Parliament in a matter of weeks in the form of The Deposit of Poisonous Waste Act, 1972.
The new act introduced penalties of 5 years imprisonment and unlimited fines for the illegal
dumping of waste, in solid or liquid form, which is poisonous, noxious or polluting. The basis
of the legislation was the placing of responsibility for the disposal of waste on industry.
Further legislation on waste treatment and disposal followed in 1974 with the Control of
Pollution Act [4].
The other incident happened in the US. Love Canal, Niagara City in New York State.
This site was an unfinished canal excavated for a projected hydro-electricity project. The
abandoned site was used as a dump for toxic chemical waste and more than 20,000 tones of
waste containing over 248 different identified chemicals were deposited in the site between
1930 and 1952. Following the sale of the plot in 1953, a housing estate and school were built
on the site. In 1977, foul smelling liquids and sludge seeped into the basements of houses
built on the site. The dump was found to be leaking and tests revealed that the air, soil and
water around the site were contaminated with a wide range of toxic chemicals, including
benzene, toluene, chloroform and trichloroethylene. Several hundred houses were evacuated
and the site was declared a Federal Disaster Area. There were also later reports of ill health,
low growth rates for children and birth defects amongst the residents. As the actual and
projected clean-up costs of the site became known, Congress introduced legislation in the
form of the Comprehensive Environmental Response, Compensation and Liabilities Act,
1980. This legislation placed the responsibility and cost of clean-up of contaminated waste
sites back to the producers of the waste [5].
10
3.5 INDUSTRIAL POLLUTION PREVENTION
In fact, good industrial pollution prevention is definitely better than its cure. The first
objective must be the reduction in the amount of waste produced if it cannot be avoided. The
second objective is to manage the waste in a suitable way while minimizing the overall
burden associated with the waste management system [6].
In order to reduce the waste production, the potential of the waste production in an
industry should be properly assessed. This step should start with the procurement of the raw
materials taking into consideration their type and nature, their conversion processing into
products, their packing process and their recycling and reuse if possible.
Pollution prevention can ameliorate the environmental conditions by reducing the
generation of waste. This can also address the serious problems of global warming caused by
ozone depletion.
Figure 3.4. Development of alternative energies (such as wind power) will decrease air
pollution
In addition, pollution control prevention has also economic benefits. Although waste
management and recycling in most cases increases the production cost, it pays back the initial
11
investment at the long term. Economic benefits include the amount of reduction of waste
produced/treated and disposal and also in reduction of raw material.
The second thing is the modification of the production process, which includes the
replacement of the raw material containing hazardous causalities, the optimization of the
process, and the type of the raw material use. Also, the determination of the sources of leaks
and spills in the process, the separation of hazardous from non-hazardous and recyclable
waste should be also considered. The third part is the management of waste including its
recycling and reuse.
The modification of the plant should take into consideration the minimum or no
production of the waste by installing new equipment to control the pollution. It is also
possible to enhance the recovery or recycling options in the plants.
3.6 ASSESSMENT OF INDUSTRIAL POLLUTION PREVENTION
In order to explore all waste reduction opportunities in any process, it is desirable to
have a systematic approach to consider all important factors. These factors include the
location of waste water sources, the facility available to reduce this waste and the
determination of its economical feasibility. This requires a team of experts from management,
plant operators, engineers, analysts, environmentalists and economists etc., who have the
following clear goals:
1) Assessment of source
2) Reclamation of waste generated
3) Economic feasibility of reclamation procedure
4) Implementation by the organization
12
3.6.1 Assessment of Waste Generation
The assessment of waste generation should start with the collection information about
the plant’s waste stream process and operation. The thorough understanding of the waste
generating process and streams is considered the best option for the reduction of this waste.
The information regarding the facility waste’s streams can be collected from various
sources like environmental bulletins, hazardous waste manifests, waste assays, and
permissible limit. The amount of waste generating streams and their mass balances should be
made available in order to have a good understanding of their quantity and processing. This
information gives a clear picture about the type, the nature and the amount of each waste, its
frequency of discharge and its management cost.
After the collection of this information, priorities should be given to the hazardous
waste sources by keeping in view the compliance with the current environmental regulations.
This should take into consideration the hazardous nature of waste, the potential of the waste
minimization, the disposal cost and its volume, the facility available for the disposal and the
allocated budget.
The next step is to search for the possible ways to reduce wastes. The new potential
option should have its merits over the other possible options available. The available options
are the published literature, conference’s procedures, equipment vendors, state environmental
agencies and consultants. There may be many proposals for waste minimization.
These merits are low capital cost requirement, operating cost reduction, reduction of
waste hazards, short recovery period, ease of implementation and overall economical burden.
13
3.6.2 Feasibility of the Industrial Pollution Prevention
The feasibility of the selected options is evaluated on the basis of three aspects. The
first one is the technical evaluation, the second one is on the economical basis and the third
one is on the implementation basis.
The technical evaluation is done to assess the efficiency of this process. The new
process should be compatible with the current one with a similar application and
performance. It should reduce both the environmental and toxic wastes.
The economic evaluation is carried out taking into consideration the profitability and
the pay back for the installation of new waste mining unit. Economic evaluation is of two
types that include the capital cost and the operation running cost.
In designing, purchasing and installing new units, the capital cost is involved. While
in running the process on a one-year basis, the operating cost is involved. For economic
feasibility of a process, both capital and operating cost should show a money back period and
profitability from the operation of the new unit in improving the product quality, in reducing
waste generation and waste dumping cost.
The profitability of a waste minimization assessment program is important in deciding
the ways to comply with the environmental regulations. Violation may ultimately result in
shutting down a facility.
3.6.3 Feasibility Implementation
After considering all pros and cons of the waste minimization program, the option
should be qualified to be implemented. After implementation of the proposed option, the
process should be monitored carefully and evaluated on a regular basis to determine its
efficiency. Otherwise, modification is required to make it beneficial [7]. A successful waste
minimization assessment approach has the following stages (Fig. 3.5).
14
PLANNING AND ORGANIZATION
• Get management commitment • Set overall assessment program goals • Organize assessment program task force
ASSESSMENT
• Collect process and facility data • Prioritize and select assessment targets • Select people for assessment teams • Review data and inspect site • Generate options • Screen & select options for further study