Ch 4 Valves & Operators Maintenance Kuliah MS4102 Perawatan Mesin 1 Chapter 4 Valve & Operator/Actuator Maintenance Ch 4 Valves & Operators Maintenance Kuliah MS4102 Perawatan Mesin 2 4.1. General • Valves are mechanical devices specifically designed to start, stop, direct, mix, or regulate the flow, pressure of a process fluid. • Based on its function, application, and design; valve can be classified into different styles, sizes, and various pressure. • Common types are plug, ball, globe, butterfly, and gate valves. • Valve can be manufactured using different materials i.e. steel, iron, plastic, brass, or other special alloy material. • Valve main components is given in Fig. 4.1
Transcript
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 1
Chapter 4
Valve &Operator/Actuator
Maintenance
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 2
4.1. General• Valves are mechanical devices specifically designed to
start, stop, direct, mix, or regulate the flow, pressureof a process fluid.
• Based on its function, application, and design; valve can be classified into different styles, sizes, and variouspressure.
• Common types are plug, ball, globe, butterfly, and gatevalves.
• Valve can be manufactured using different materials i.e.steel, iron, plastic, brass, or other special alloy material.
• Valve main components is given in Fig. 4.1
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 3
Fig. 4.1 Basic components of a valve
• The internal elements of a valve are collectively referred to as a valve's trim.
• The trim typically includes a disc, seat, stem, and sleevesneeded to guide the stem.
• A valve's performance is determined by the disc and seat interface and the relation of the disk position to the seat.
Valve Inspection and Schedule Codes and regulation require that every pipeline valve be
inspected and partially operated at least once each calender year, i.e., this is mandatory, not optional.
The industry’s general practice is to inspect mainline valves and side valves, including remotely operated valves, at least twice a year at intervals not exceeding 7,5 month.
The inspection and maintainance usually includes:1. Checking valve for general appearance, condition & leaks.
2. Lubricating the valve and parts.
3. Checking valve support and pipe support.
4. Performing any required maintenance works as per MI(manual instruction).
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 18
Valve Inspection and Schedule (cont’d)5. Operating all valve from full open to close, if practical.
6. Correcting all deficiencies or problems found during the routine inspection.
7. Verifying valve proper operating position upon completion of the inspection and maintenance.
Before inspection, maintenance craft make a coordination with operation to operate any valve that affect the operation.
All valves are to be locked, except those within the confines of an approved area, building or other enclosue that is locked.
Record keeping, should include valve maintenance/test report.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 19
Fig. 4.13 Exploded view of a manual ball valve
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 20
Keterangan(1) Body(2) Plug(3) Top cap(3A) Top cap bolt (5) Sleeve(6) Diaphragm
To prevent damage, the following procedures is generally followed:
Pre-shipment:
• After hydrostatic test, the valve needs to be cycled to the full open position.
• Valve is packaged properly to prevent grease from leaking out and to prevent the air, water spray from entering the valve’s body
• Sealant system is to be filled by means of injecting a light grade synthetic valve lubricant.
• All body vent/drain valve need be in the close position.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 23
Preventime Maintenance Treatment (cont’d)
Shiping and Receiving:
• To protect from corrosion, valve may be coated with a light varnish to protect external surface and with a light oil or grease all internal surfaces.
• End covers is used to keep water and airborne contaminants from internal surface.
• The shipper/receiver need to verify that end covers are intact, the shipping grease has not leaked out that water has not leaked into the valve body.
• The shipper/receiver should not remove the end caps unless internal damage is supected.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 24
Preventime Maintenance Treatment (cont’d)
Unloaded from truck and lifted properly
Set onto wooden pallets stem positioned –pointing up
Document received
External examination: visual–no damage
Internal damage–remove end caps and inspect
Ball in full open position
Open and closed positions clearly marked on top
Inject lubricant into seat sealant fittings
― Approximately 1 oz/inch of valve size
― Plus riser pipe quantities of 2 oz/foot
During shipment/recieving, give an attention to the following items:
Collect shipping grease from inside of valve body
Level space between seat ring and ball with #911
Replace and caps and secure
Stem seal energizer to max. 3,000 psi and holding
Gear box and bearings lubricated
All threaded connections lubricated
External Coating Applied Properly
― No Coating Material on Valve Stem
― No coating material on External Fittings
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 25
Preventime Maintenance Treatment (cont’d)
Valve Handling:
• Valve need to be handled properly during loading/ unloading and during transportation.
• Preparation consists of crating/uncrating the vavle, protecting/removing the protective end covers and placing in on the ground to be externally painted or coated before welding into the pipeline.
• Valves should be lifted by means of external sling attached to the valve at the position as indicated by the manufacturer.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 26
Preventime Maintenance Treatment (cont’d)
Installation:• Prior to installation, it is required that all varnish coating be
removed carefully.
• Case NO OPERATOR: all exposed valve stems must be cleaned and wrapped with a plastic waterproof covering and taped to secure.
• Case WITH OPERATOR: it is critically important to ensure the valve and operator from flexing.
• Special care must be taken to ensure that valve body does not overheat and damage body or internal elastomers (Teflon seals and O-rings).
• After installation it is important to ensure that the stem system is energized to ensure smooth operation.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 27
Notes on Welding Procedures
− Seat sealant system topped up after welding
− All metal caps on sealant fittings tightened
− All body vent/ drain fittings closed
Notes on Power Operator Installation− Authorized representative on–site− Document/manuals and training received− Valve stops, set properly and marked
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 28
Preventime Maintenance Treatment (cont’d)
Hydrostatic Testing:• Hydrostatic test pressure must never be applied against a
closed valve unless the valved is rated for the maximum test pressure.
• Prior to pressurizing the pipeline, all ball valve must be rotated to the half closed/open position to prevent the possibility of a pressure differential in the valve body.
• Valve must not be allowed to remain in this position for an extended period of time the elastomers in the seat ring become deformed severe seat leakage.
• Follow the SOP for hydrostatic testing as required by code or regulation.
• Upon completion of successful hydostatic test, valve must be returned to the full open position.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 29
Hydrostatic Test Procedure
− Fill pipeline with water, with all valves in full open
− Position, before building pressure, stops pumps
− Ball rotated to half–closed or half-open position
− Start water pump and build pressure to 50% MOP
− Valve and flanges examined for leakage
− Start pump and build pressure to full test pressure
− Hydrostatic test passed
− Pipeline drained
− Body cavity drained
− Ball returned to fully open position
− Seat sealant system topped up, caps tightened
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 30
Preventime Maintenance Treatment (cont’d)
Pipeline Commissioning:
• Sand, dirt, pebbles and rocks, sand blasting material, hand tools and timbres are some of the many contaminants normally discovered in valve bodies, pig receivers and scrapper/filter devices during pipeline commissioning during pipeline commisioning/after startup be careful.
• Minor valve seat leakage is often the result of tiny scratches to the seating surfaces caused by these contaminants.
• Experience indicates that a valve with even minor scratches will leak under high pressure, particularly in gas pipeline.
• These scratches may continue to erode into large leak path if PM program is not in place.
• Some PM procedure are described by Sealweld (1992, 2003).
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 31
Example of Valve Maintenance Activities
Valve PM activities while valve in operation
In-situ valve wellhead service and maintenance
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 32
Valve maintenance truck
Valve maintenance training
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 33
4.3. Valve Inspection and Testing (API 598)
Scope of API 598
– Scope of works:
• Inspection
• Examination
• Supplementary examinations
– Seat:
• Resilient-seated*
• Non-metallic-seated (e.g. ceramic)
• Metal-to-metal-seated
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 34
– Valve types: Gate valve Ball valve
Globe valve Check valve
Plug valve Butterfly valve
– Resilient seats, include:
• Soft seats, both solid and semi solid grease type (e.g. lubricated plug)
• Combination of soft and metal seat
• Any other type valve designed to meet resilient seat leakage rates by the standard
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 35
• The test requirements cover both required and optional pressure tests at the valve manufacturer’s plant.
• The tests consist of:
– Shell test
– Backseat test
– Low-pressure closure test
– High-pressure closure test
– Visual examinationof castings
– High-pressure pneumaticshell test
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 36
4.4 Inspection, Examination & Supp. Exam.
• At the manufacturer’s plant
– The purchaser will specify in P/O to perform witness test at manufacturer’s plant.
– Purchaser’s inspector shall have free access to any part of the plant, concerning the valve’s manufacturing whenever work on the order is underway.
• Outside the valve manufacturer’s plant
– Shell components may be manufactured at other locations.
– If so, and if specified in P/O, purchaser will inspect at those locations.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 37
• Examination
– Visual examination for all casting of bodies, bonnets, covers, and closure elements to ensure conformance with MSS SP-55.
– Valve manufacturer shall examine the valve to assure the compliance to this standard and the referenced standard (e.g. API Std. 600, according to the valve types).
– All examinations shall be performed in accordance with written procedures that comply with the applicable standards.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 38
• Supplementary examinations by the manufacturer are required and witnessed by the purchaser’s inspector, if specified in P/O, such as:
– Magnetic particle
– Radiography
– Liquid penetrant
– Ultrasonic examination
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 39
Test equipment
– Shall only apply pressure load, no other external forces that may affect seat leakage allowed.
– End-clamping is allowed for valves designed to function between mating flanges, e.g. wafer check and butterfly valves!
4.5 Pressure Tests
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 40
Types of Test required– For NPS ≤ 4 and pressure rating ≤ 1500
Test Description
Valve Type
Gate Globe Plug Check FloatingBall
Butterfly and trunnion-
mounted Ball
Shell Required Required Required Required Required RequiredBackseata Required Required NA NA NA NALow-pressure closure
a The backseat test is required for all valves that have backseat features, except for bellows seal valves.
d The high-pressure closure test of resilient-seated valves may degrade subsequent low- pressure service.
e For power-operated globe valves, the high pressure closure test shall be performed at 110% design differential pressure used for sizing the power operator.
a The backseat test is required for all valves that have backseat features, except for bellows seal valves.
d The high-pressure closure test of resilient-seated valves may degrade subsequent low- pressure service.
e For power-operated globe valves, the high pressure closure test shall be performed at 110% design differential pressure used for sizing the power operator.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 42
Test fluid
– For shell, high-pressure backseat, and high-pressure closure tests: Air, inert gas, kerosene or water or noncorrosive liquid with viscouscity ≤ water’s.
– For low-pressure closure and low-pressure backseat tests: air and inert gas.
– Test fluid temperature ≤ 125oF (52oC),or as specified in P/O.
– If air or gas is used, the manufacturer shall demonstrate the adequacy of the leakage detection method.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 43
Test Pressures– Shell test
Valve type ClassShell Test Pressure (Min.)
psig barg
Ductile Iron150
300
400
975
26
66
Cast Iron:
NPS 2-12
NPS 14-48
125 350
265
25
19
Cast Iron:
NPS 2-12
NPS 14-48
250 875
525
61
37
Steel
Flanged and Butt-weld
Screwed and socked-weld
150 – 2500
800
150 – 2500
Per ASME B16.34
1.5 pressure rating at 100oF
Per ASME B16.34
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 44
ANSI Pressure Class Nominal Pressure (PN)(pounds of force per square
Note:PN is an approximation to the corresponding ANSI pressure class, and should not be used as an exact correlation between two standards.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 45
Other test pressures
TestMinimum test pressure
psig Bar
Valves Except Butterfly and Check
High-pressure closure and backseata
Low-pressure closure and backseata
b
60-100 4 - 7
Butterfly Valve
High-pressure closure
Low-pressure closure
c
60-100
-
4-7
a The backseat test is required for all valves that have this featureb 110% of MAP at 100oF in accordance with the applicable specificationc 110% of design differential pressure at 100oF in accordance with the applicable specification
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 46
Other test pressures (cont’d.)
TestMinimum test pressure
psig Bar
Check Valves
High-pressure closure and backseata
Class 125 (Cast Iron)
NPS 2-12
NPS 14-48
Class 250 (cast iron)
NPS 2-12
NPS 14-24
Class 150 (ductile iron)
Class 300 (ductile iron)
Carbon, alloy, stainless st., & special alloys
Low-pressure closure and backseata
(as in shell test)
200
150
500
300
250
640b
60 - 100
14
11
35
21
17
44
-
4 - 7
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 47
Test Duration
Minimum Test Duration (second)
Shell Backseat ClosureValve Size
(NPS)Check Valves(API Std. 594)
Othervalves
All Valves with Backseat Feature
Check Valves(API Std. 594)
Other Valves
O2 60 15 15 60 15
2 ½ - 6 60 60 60 60 60
8 – 12 60 120 60 60 120
P14 120 300 60 120 120
The test duration is the period of inspection after the valve is fully prepared and is under full pressure
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 48
Test Leakage
– For shell and backseat tests, no visible leakage is permitted.
• Liquid: No drop, wetted of the external surfaces.
• Gas: No leakage shall be revealed by the established method.
– For low and high pressure closure tests:
• Visual evidence of leakage through the disk, behind the seat rings, or past the shaft seal is not permitted.
• Structural damage is not permitted.
• Plastic deformation of resilient seats and seals is not considered as structural damage.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 49
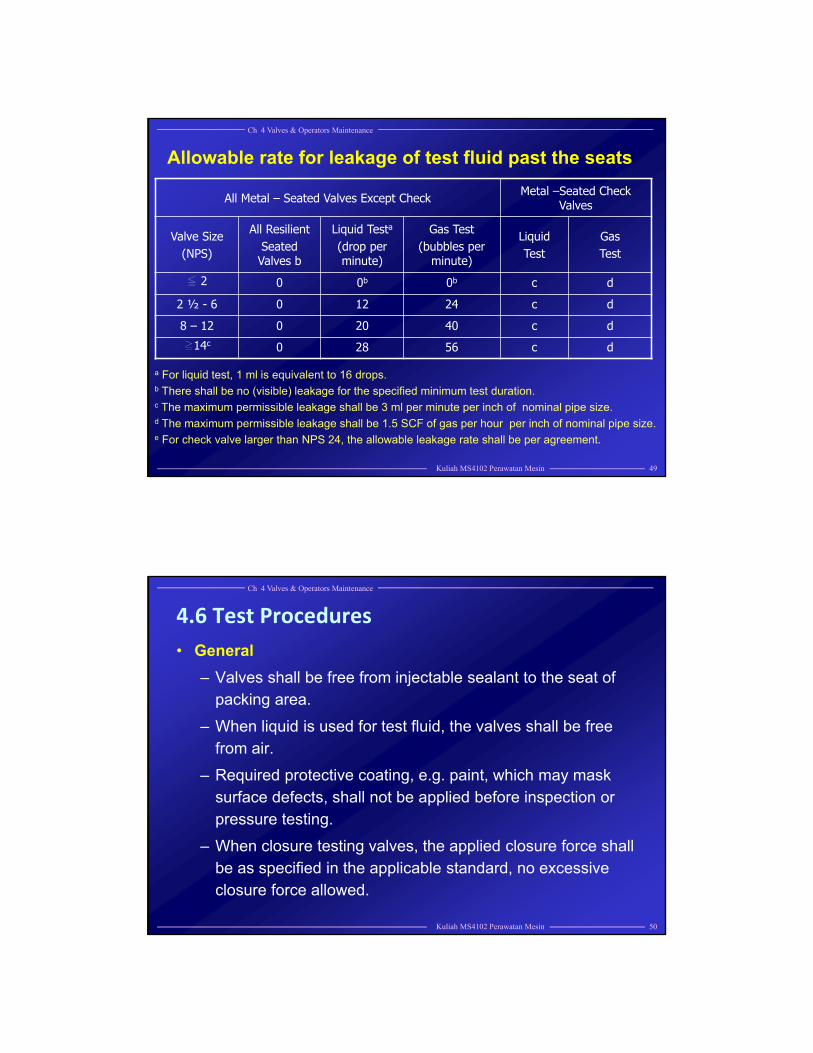
Allowable rate for leakage of test fluid past the seats
All Metal – Seated Valves Except Check Metal –Seated Check Valves
Valve Size(NPS)
All ResilientSeated Valves b
Liquid Testa(drop per minute)
Gas Test(bubbles per
minute)
LiquidTest
GasTest
O 2 0 0b 0b c d2 ½ - 6 0 12 24 c d8 – 12 0 20 40 c dP14c 0 28 56 c d
a For liquid test, 1 ml is equivalent to 16 drops.b There shall be no (visible) leakage for the specified minimum test duration.c The maximum permissible leakage shall be 3 ml per minute per inch of nominal pipe size.d The maximum permissible leakage shall be 1.5 SCF of gas per hour per inch of nominal pipe size.e For check valve larger than NPS 24, the allowable leakage rate shall be per agreement.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 50
4.6 Test Procedures
• General
– Valves shall be free from injectable sealant to the seat of packing area.
– When liquid is used for test fluid, the valves shall be free from air.
– Required protective coating, e.g. paint, which may mask surface defects, shall not be applied before inspection or pressure testing.
– When closure testing valves, the applied closure force shall be as specified in the applicable standard, no excessive closure force allowed.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 51
• Shell test
– Valve ends closed,
– Valve partially open,
– The packing gland tight enough to maintain test pressure,
– Test pressure, as specified earlier.
• Backseat test
– Valve ends closed,
– Valve fully open,
– Packing gland loose,
– Test pressure, as specified in std. or catalogue or 110% MAWP at 100oF.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 52
• Low pressure closure test
– Sealing surfaces clean and free from oil, grease and sealant.
– This does not apply to a valve that uses lubricant as its primary seal.
– Procedure:
• For both direction closure pressure shall be applied successively for each side.
• For one direction pressure only in one direction (pressure direction).
• Any leakage at the seat, is observed using water or soap.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 53
• High-pressure closure test
– Procedure is the same as Low-pressure closure test.
– When liquid test fluid is used, leakage is observed by the drops.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 54
4.7 Certification and Retesting
• Certification:
– Valve’s manufacturer shall submit a certificate of compliance with the P/O.
• Retesting
– A completed valve is required to be retested unless specified, and may be waived by written certification by the manufacturer that the valves have been inspected, tested and examined for conformance with the standard’s requirements.
– Painted valves need not have paint removed for retesting.
– Stored valves shall be commercially cleaned before retesting and shipment.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 55
4.8 Purchase Order
• If required, the following can be specified in P/O– Inspection by the purchaser at the valve manufacturer’s plant,– Inspection by the purchaser outside the valve manufacturer’s plant,– Address for inspection notices,– Any supplementary examination required,– Type of backseat test,– High-pressure closure test,– High-pressure pneumatic shell test,– Test fluid temperature for low temperature valves,– Use of wetting agent in the test water,– Certificate of compliance.
• If API 598 is used for valves not covered by the standard, the purchaser will specify the extend to which the standard is to be applied.
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 56
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 57
Ch 4 Valves & Operators Maintenance
Kuliah MS4102 Perawatan Mesin 58
References
Mohitpour, Jason Szabo and Thomas Van Hardeveld, “Pipeline Operation & Maintenance: A Practical Approach”, ASME, New York, 2005.
Skousen, P.L., Valve Handbook, McGraw-Hill, USA, 1998.
Fisher, Control Valve Handbook, Fisher Control International, USA, 2001.