11
CHAPTER 5 Ferrous Metals and Alloys: Production, General Properties, and Applications
| Date post: | 18-Dec-2015 |
| Category: |
Documents |
| View: | 260 times |
| Download: | 10 times |

CHAPTER 5
Ferrous Metals and Alloys: Production, General Properties,
and Applications

Blast FurnaceFigure 5.1 Schematic illustration of a blast furnace. Source: Courtesy of American Iron and Steel Institute.

Electric Furnaces
Figure 5.2 Schematic illustration of types of electric furnaces: (a) direct arc, (b) indirect arc, and (c) induction.

Basic-Oxygen ProcessFigure 5.3 Schematic illustrations showing (a) charging, (b) melting, and (c) pouring of molten iron in a basic-oxygen process. Source: Inland Steel Company

Continuous Casting
Figure 5.4 The continuous-casting process for steel. Typically, the solidified metal descends at a speed of 25 mm/s (1 in./s). Note that the platform is about 20 m (65 ft) above ground level. Source: Metalcaster's Reference and Guide, American Foundrymen's Society.
Continuous

Typical Selection of Carbon and Alloy Steels for Various Applications
TABLE 5.1Product Steel Product SteelAircraft forgings,
tubing, fittingsAutomobile bodiesAxlesBall bearings and racesBoltsCamshaftsChains (transmission)Coil springsConnecting rodsCrankshafts (forged)
4140, 8740
10101040, 4140521001035, 4042, 48151020, 10403135, 314040631040, 3141, 43401045, 1145, 3135, 3140
Differential gearsGears (car and truck)Landing gearLock washersNutsRailroad rails and wheelsSprings (coil)Springs (leaf)TubingWireWire (music)
40234027, 40324140, 4340, 87401060313010801095, 4063, 61501085, 4063, 9260, 615010401045, 10551085
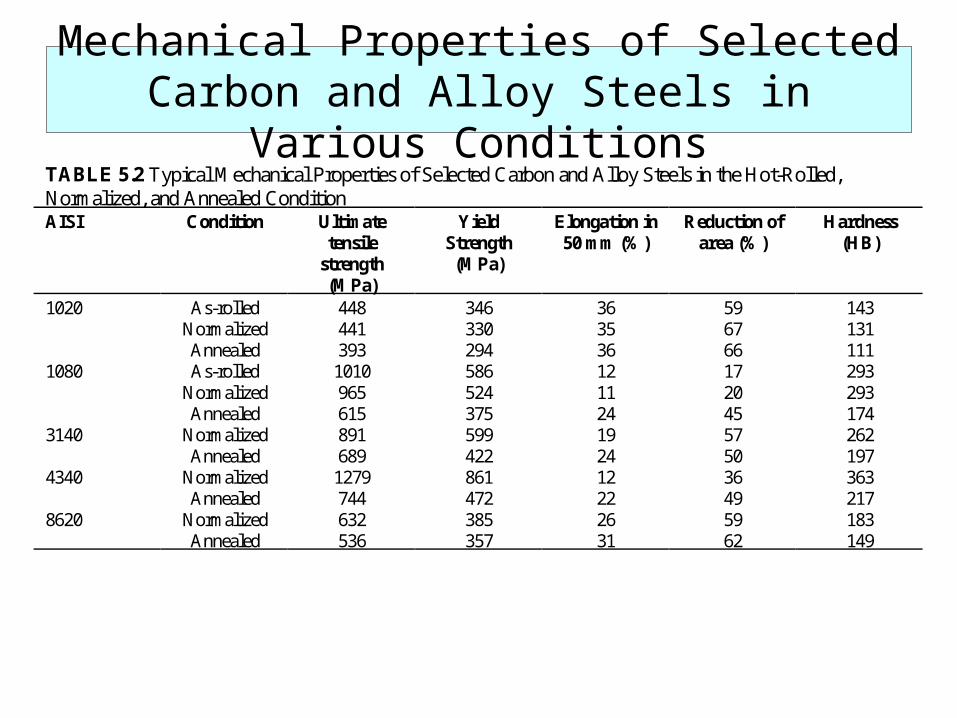
Mechanical Properties of Selected Carbon and Alloy Steels in Various Conditions
TABLE 5.2 Typical Mechanical Properties of Selected Carbon and Alloy Steels in the Hot-Rolled,Normalized, and Annealed ConditionAISI Condition Ultimate
tensilestrength(MPa)
YieldStrength(MPa)
Elongation in50 mm (%)
Reduction ofarea (%)
Hardness(HB)
1020
1080
3140
4340
8620
As-rolledNormalizedAnnealedAs-rolled
NormalizedAnnealed
NormalizedAnnealed
NormalizedAnnealed
NormalizedAnnealed
448441393
1010965615891689
1279744632536
346330294586524375599422861472385357
363536121124192412222631
596766172045575036495962
143131111293293174262197363217183149

AISI Designation for High-Strength Sheet Steel
TABLE 5.3Yield Strength Chemical
CompositionDeoxidation
Practice
psi x 103 MPa
35404550607080
100120140
240275310350415485550690830970
S = structural alloy
X = low alloy
W = weathering
D = dual phase
F = killed plus sulfide inclusion control
K = killed
O = nonkilled

Room-Temperature Mechanical Properties and Applications of Annealed Stainless Steels
TABLE 5.4 Room-Temperature Mechanical Properties and Typical Applications of Selected AnnealedStainless Steels
AISI(UNS)
Ultimatetensile
strength(MPa)
Yieldstrength(MPa)
Elongationin 50 mm
(%) Characteristics and typical applications303(S30300)
550–620 240–260 53–50 Screw machine products, shafts, valves, bolts,bushings, and nuts; aircraft fittings; bolts; nuts;rivets; screws; studs.
304(S30400)
565–620 240–290 60–55 Chemical and food processing equipment,brewing equipment, cryogenic vessels, gutters,downspouts, and flashings.
316(S31600)
550–590 210–290 60–55 High corrosion resistance and high creep strength.Chemical and pulp handling equipment,photographic equipment, brandy vats, fertilizerparts, ketchup cooking kettles, and yeast tubs.
410(S41000)
480–520 240–310 35–25 Machine parts, pump shafts, bolts, bushings, coalchutes, cutlery, tackle, hardware, jet engine parts,mining machinery, rifle barrels, screws, andvalves.
416(S41600)
480–520 275 30–20 Aircraft fittings, bolts, nuts, fire extinguisherinserts, rivets, and screws.
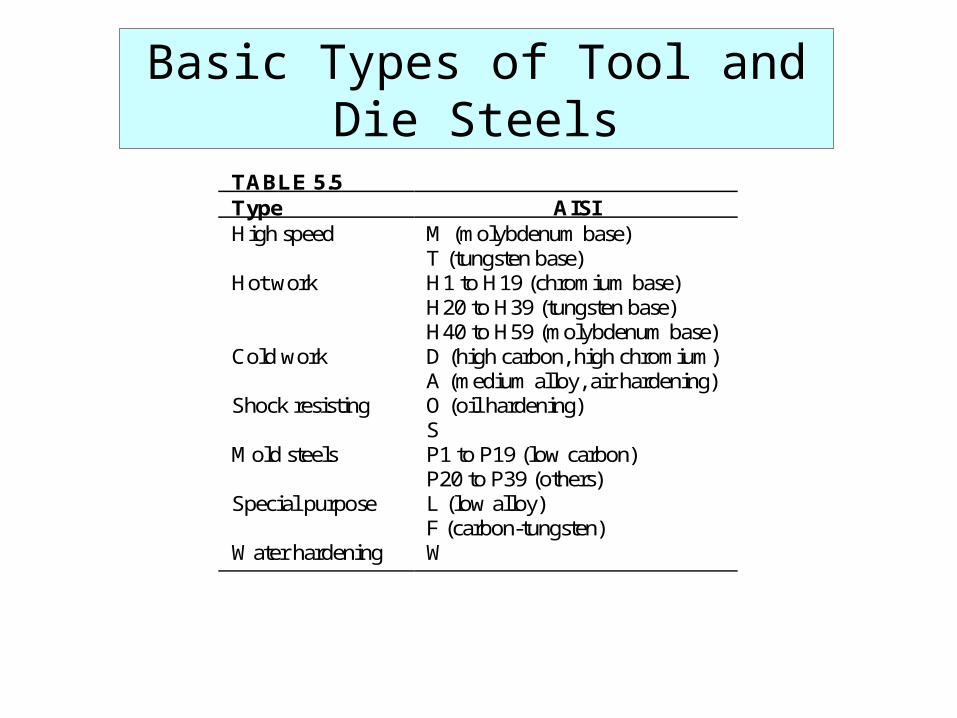
Basic Types of Tool and Die Steels
TABLE 5.5Type AISIHigh speed
Hot work
Cold work
Shock resisting
Mold steels
Special purpose
Water hardening
M (molybdenum base)T (tungsten base)H1 to H19 (chromium base)H20 to H39 (tungsten base)H40 to H59 (molybdenum base)D (high carbon, high chromium)A (medium alloy, air hardening)O (oil hardening)SP1 to P19 (low carbon)P20 to P39 (others)L (low alloy)F (carbon-tungsten)W

Processing and Service Characteristics of Common Tool and Die Steels
TABLE 5.6 Processing and Service Characteristics of Common Tool and Die Steels
AISIdesignation
Resistance todecarburization
Resistance tocracking
Approximatehardness(HRC) Machinability Toughness
Resistance tosoftening
Resistance towear
M2 Medium Medium 60–65 Medium Low Very high Very highT1 High High 60–65 Medium Low Very high Very highT5 Low Medium 60–65 Medium Low Highest Very highH11, 12, 13 Medium Highest 38–55 Medium to high Very high High MediumA2 Medium Highest 57–62 Medium Medium High HighA9 Medium Highest 35–56 Medium High High Medium to
highD2 Medium Highest 54–61 Low Low High High to very
highD3 Medium High 54–61 Low Low High Very highH21 Medium High 36–54 Medium High High Medium to
highH26 Medium High 43–58 Medium Medium Very high HighP20 High High 28–37 Medium to high High Low Low to
mediumP21 High Highest 30–40 Medium Medium Medium MediumW1, W2 Highest Medium 50–64 Highest High Low Low to
medium
Source: Adapted from Tool Steels, American Iron and Steel Institute, 1978.

















