42
Chapter I Introduction
| Date post: | 06-Mar-2018 |
| Category: |
Documents |
| Upload: | phungduong |
| View: | 219 times |
| Download: | 1 times |

Chapter I
Introduct ion

Chapter I - Introduction
Rajkumar. K 1
1.1 Introduction about Polymer and their classification:
Polymers are high molecular weight organic substances that are synthesized from
low molecular weight compounds by the process of polymerization, using addition
reaction or condensation reaction. In addition polymerization, the reaction is initiated by
a free radical which is usually formed due to the decomposition of a relatively unstable
component in the reacting species. In this reaction, repeating units add one at a time to
the radical chain, and reasonably high molecular weight polymers can be formed in a
short time by this polymerization. In condensation polymerization, the reaction takes
place between two polyfunctional molecules to produce one larger polyfunctional
molecule with the possible elimination of a small molecule such as water. Longer
reaction times are essential for forming high molecular weight polymers by this step
reaction. An elementary introduction to polymers is given here and more knowledge
about the physics, chemistry and engineering aspects of polymers are available in some
of the standard references [1-13]
on the subject.
Classification of polymers: Polymers formed through the polymerization processes
discussed above can be classified in a number of different ways based on certain chosen
characteristics for comparison.
Polymers are compounds formed by a more or less regular repetition of a large
number of same and different atomic groupings that are joined by chemical bonds into
long chains. e.g. A-A-AB-B-A-B-B
According to composition of polymers may be classified as
(a) Organic polymers e.g. Polyethylene
(b) Inorganic polymers e.g. Insoluble Sulphur
(c) Elemental organic – Polyurethanes, Polyesters & Polyamide
These polymers are further classified as :-
(i) Homopolymers containing one monomer in polymeric chain.
E.g. Homopolymers : -A-A-A-A-A Polyethylene, Polystyrene etc

Chapter I - Introduction
Rajkumar. K 2
(ii) Copolymers containing two monomers
E.g : this type of polymers have pattern like : Styrene – Butadine rubber
In terms of configuration :-
(i) Linear
(ii) Branch
(iii) Cross linked/three dimensional polymers
In terms of configuration they are classified as :-
(i) Random polymer : -A-B-A-B-B-B-B-A-B-B-A-A-
(ii) Block Co-polymer : -AAA-BBB-AAA-BBB-
(iii) Graft Co-polymer : -
'Processing of polymer' is an important branch of polymer chemistry and
technology. Polymer processing is an engineering specialty which is used to convert
polymeric materials into useful products. In fact, polymer-processing technology makes
possible to convert refined and finer form of conventional materials.
A large number of synthetic polymers now exist which cover a wide range of
properties. These can be grouped into three major classes and they are briefed below.
(a) Plastics
(b) Fibres
(c) Elastomers
PLASTICS: Plastics are polymeric material in which a stress produces a
non-reversible strain. Plastic is defined as an organic polymer which is capable of
changing its shape on the application of a force and retaining this shape on removal of
this force. The plastic is a Greek word, which means a material that can be moulded and
formed into any shape of choice. Plastic is a synthetic polymer, which can be converted
into complex shapes by the application of heat and pressure. It is sub-divided into
Thermoset and Thermoplastics.

Chapter I - Introduction
Rajkumar. K 3
The thermoset materials become permanently hard when they are heated above
the critical temperature and will not soften again on reheating. These are generally cross-
linked in this state. The thermoset plastics are more superior and have dimensional
stability characteristics as compared to the thermoplastics which have better impact
properties. The thermoset materials are changed irreversibly from fusible, soluble
products into highly intractable cross-linked resins which cannot be moulded by flow.
A thermoplastic polymer will soften when heated above the glass transition temperature,
Tg. It can then be shaped and on cooling will harden in this form. On heating it will
soften again and can be reshaped if required before hardening when the temperature
drops. This cycle can be carried out repeatedly. The changes that occur during this
process are physical rather than chemical and hence products formed from such polymers
can be re-melted and reprocessed. In actual sense, the plastic materials have properties in
between that of elastomers and fibre-forming polymers. They have good rigidity and
tensile strength. Plastics can either be fully amorphous or partially crystalline in nature.
A fully amorphous polymer will be a plastic material, when its glass transition
temperature (Tg) is above the 'use' temperature. Polystyrene with Tg= 100°C is a good
example. Amorphous plastics are brittle and exist in the rubbery state. Partially
crystalline polymers are tough plastics above Tg and below melting temperature, Tm.
Suitable example of this type of plastic is polyethylene. The drawback of fully
amorphous plastic is its brittleness. It can be removed by adding some elastomers during
the reaction. If a small percentage of butadiene rubber is dissolved in styrene monomer at
the time of polymerization, the polystyrene is formed. This product contains reduced
brittleness with improved strength and impact properties. Such polymer is known as 'high
impact polystyrene'. Cross-linking of plastic materials improves the structural rigidity,
resistance to swelling by solvents and also increases the upper range of the 'use' temperature.
Generally, the thermoplastic materials are uncross-linked and the thermoset plastics are
cross-linked systems. For example, phenol-formaldehyde, urea-formaldehyde and epoxy
systems involve cross-linking, while polyethylene and polystyrene are uncross-linked
systems. Thus, the cross-linking or plasticization is required when (i) the Tm is low
(ii) the material can be melted and moulded without decomposition (iii) the uncross-
linked material itself can show the properties of the end product. If the Tg is very high,

Chapter I - Introduction
Rajkumar. K 4
e.g., as in PVC, which consists of too high Tm, 310°C. The processing of PVC is very
difficult, therefore, its flexibility and softness can be improved by adding plasticisers to it.
Consequently, the improved PVC is used to make the various products ranging from rigid
tubes to soft flexible toys.
FIBERS: When polymer is drawn into long filament-like materials, whose length is at
least 100 times its diameter, polymers are said to have been converted into 'fibres'. In
other words, a fibre is a polymer with a very high length to diameter ratio (at least 100: 1),
and most of the polymers, capable of being melted or dissolved, can be drawn into
filaments. The examples of natural fibres are cotton, flex, silk and wool, while nylon,
polyester, acrylics and polypropylene are manmade or synthetic fibres. Fibre-Forming
Polymers: Although there are various fibre-forming polymers, but only a limited number
have achieved great technological and commercial success. The polyamides are an
important group which contain natural proteins and synthetic nylons. The term nylon,
originally a trade name, which has now become a generic term for the synthetic
polyamides. Numerals in nylon-6, 6 is the number of carbon atoms present between
amide groups in the chain. Nylon-6, 10 is prepared from two monomers and has the
structure as:
[-NH)-(CH2)6-NHCO-(CH2) 8-CO-]n
Such structure consists of an alternative sequence of six and ten carbon atoms between
the nitrogen atoms. Nylon-6 is synthesized from one monomer and has the repeat formula
[- NH(CH2) 5 – CO -]n With regular sequence of six carbon atoms between the nitrogen
atoms. A nylon with two numbers is termed dyadic. It indicates that it possesses both,
dibasic acid and diamine moieties. Here, the first number represents the diamine and
second the diacid used in the synthesis. The monadic nylons contain one number,
indicating that synthesis involves only one type of monomer. Such terminology reveals
that a poly (a-amino acid) would be nylon-2. If a filament of fibre-polymer is tried to be
pull, it can be noticed that unlike a rubber band, this filament does not stretch. When the
force is released, the same filament neither get deformed, nor elongated or cracked. Thus
it is noticed that fibre-forming materials possess following characteristic properties:

Chapter I - Introduction
Rajkumar. K 5
1. They exhibit high tensile strength and very high rigidity or stiffness.
2. Fibre-forming materials undergo irreversible deformation, i.e., after releasing the
force, the filament just retains its slightly elongated shape and does not go back to
its original position.
3. These materials have a very high crystalliniity. In other words, they are packed
very close to each other in a highly ordered manner and are held together by
strong inter chain cohesion forces which resist deformation and do not allow any
relative movement between the chains.
4. The molecules of these materials have a very high degree of polymerization.
5. The melting temperature (Tm) of these materials are much above the 'use
temperature.
6. Glass transition temperature (Tg) of fibre is also much higher than its 'use'
temperature, so that if some amorphous components are present in material, they
may not exhibit segmental mobility.
7. A good temperature range of Tg and Tm is between 200 - 300°C.
ELASTOMERS / Rubbers: Elastomers are popularly known as 'rubbers'. The first rubber
industry was found when the naturally occurring product 'latex' was isolated from a tree
Hevea Brasiliensis. It was first used by American Indians and was called caout chouc
from the Indian name. Later on, Priestley discovered its properties and found that this
material rubbed out pencil marks. After this discovery, the product is simply known as '
rubber'. From the 20th
century, scientists have been trying to synthesize the materials
whose properties could stimulate the natural rubber. This has led to the production of a
wide variety of synthetic elastomers. Now, a large number of synthetic elastomers are
available. But natural rubber still consists of the excellent balanced combination of
desirable qualities therefore; it is regarded as 'standard elastomer'. Synthetic Poly Isoprene
rubber still does not match with naturally occurring NR rubber. The balloons, tyres, belts,
hoses, gaskets, bushes, mounts shoe soles, surgical gloves are a few examples of articles
made of elastomers. The most important synthetic elastomer is styrene-butadiene (SBR),
which accounts for 35 % of the world market in elastomers. There are several other

Chapter I - Introduction
Rajkumar. K 6
synthetic polymers now in use. These include polybutadienes (BR), styrene-butadiene,
(SBR), Acrylonitrile butadiene (nitrile rubber, a copolymer - NBR), Polyisoprene (IR),
Polychloroprene (CR) (Trade name neoprene), ethylene-propylene copolymer (EPR),
silicone rubber (Q), polyurethane(PU), polyfluorocarbon elastomer (FKM) [Trade name
Viton], isoprene-isobutylene copolymer (Butyl Rubber – IIR) etc.
A large number of polymers now available, which possess rubber-like behaviour
contains various significant characteristics as listed below:
(a) The materials are having glass transition temperature, well above room
temperature.
(b) They have the ability to stretch and retract.
(c) They possess high strength and modulus when stretched.
(d) The elastomers consist of low or negligible crystalline content.
(e) The molar mass of polymers is large enough for network formation.
(f) They must be rapidly cross-linked/ should have cross linking site.
For the elastomers, the most important factor is the Tg as it determines the range
of temperature where elastomeric behaviour is important and defines its lower limiting
temperature. Hence if the Tg of elastomer is well below the ambient temperature, it is a
good polymer for elastomeric application. The cross-linking process in elastomers is
known as vulcanization. After this process, the resultant polymer is a network of
interlinked molecules which is capable of maintaining an equilibrium tension i.e. stress
strain properties. The cross-linking is the most important feature which changes the
properties of an elastomer to a marked degree and extends the usefulness of the polymer
as a material.
Rubbers are classified based on property that they possess and they are commonly
called in industry as given below with examples:
Unsaturated rubbers:- NR, SBR, BR, IR etc.
Saturated Rubbers :- IIR, EPR, etc.
Heat Resistance Rubber:- Viton, FFKM, Fluorosilicone Rubber, etc.
Chapter I - Introduction
Rajkumar. K 7
Oil Resistance Rubber :- NBR, CR, ACM etc.
Heat and Oil Resistance Rubber:- FKM,HNBR etc
Oil Additive Resistance Rubber:- CSM, AEM, ACM etc
Impermeable Rubber: IIR etc.
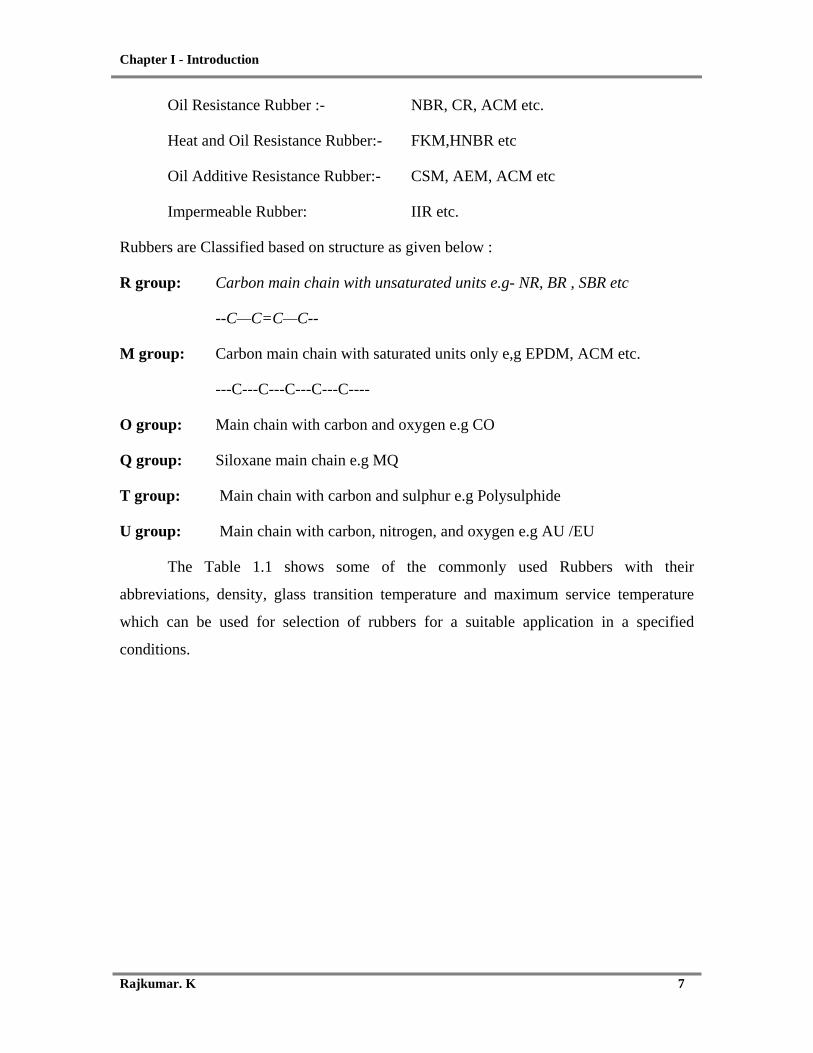
Rubbers are Classified based on structure as given below :
R group: Carbon main chain with unsaturated units e.g- NR, BR , SBR etc
--C—C=C—C--
M group: Carbon main chain with saturated units only e,g EPDM, ACM etc.
---C---C---C---C---C----
O group: Main chain with carbon and oxygen e.g CO
Q group: Siloxane main chain e.g MQ
T group: Main chain with carbon and sulphur e.g Polysulphide
U group: Main chain with carbon, nitrogen, and oxygen e.g AU /EU
The Table 1.1 shows some of the commonly used Rubbers with their
abbreviations, density, glass transition temperature and maximum service temperature
which can be used for selection of rubbers for a suitable application in a specified
conditions.

Chapter I - Introduction
Rajkumar. K 8
Table 1.1: Various Rubbers and their characteristics
S.No. Common Names of
rubbers Abbreviations
Density,
g/cc Tg ° C
Maximum
Service
temp.° C
1 Ethylene-propylene
rubber
EPR 0.87 -55 149
2 Ethylene-propylene
Diene
EPDM 0.86 -55 125
3 Poly Butadiene BR 0.90 -85 70
4 Natural Rubber NR 0.92 -75 70
5 Synthetic Poly
isoprene
IR 0.92 -75 70
6 Isobutylene isoprene
rubber (Butyl
Rubber)
IIR 0.92 -65 100
7 Styrene butadiene
rubber
SBR 0.93 -55 70
8 Acrylonitrile
Butadiene Rubber
[Nitrile Rubber]
NBR 0.98 -40 100
9. Polychloroprene
Rubber
CR 1.23 -50 120
10. Polyacrylate Rubber ACM, AEM 1.18 -40 150
11. Silicone Rubber MQ 0.98 -110 225
12. Chlorosulphonated
Polyethylene
CSM 1.18 -50 125
13. Chlorinated
Polyethylene
CM 1.18 -40 150
14. Fluorocarbon
Rubber
FKM, FFKM 1.82 -30 250

Chapter I - Introduction
Rajkumar. K 9
Based on heat and oil resistance properties, the elastomers are chosen out for their
application. Fig. 1.1 gives a general idea about the classification of elastomers based on
their heat and oil resistance properties:
Fig. 1.1: Chart on classification of elastomers based on their heat and oil resistance.
1.2 Rubber Compounding:
Rubber products are made out of rubber compounds which are made by mixing
selected rubber with different compounding ingredients and the same are added in
different proportion to have optimum set of properties. Ingredients used in compounding
to obtain the desired processing characteristics ultimate properties of the finished product
or cost control may be classified as follows:
Base Polymers-- (Natural or synthetic)
Curing agents (Sulfur, Organic Vulcanizing Agents] peroxides,
Secondary Accelerators
Accelerator activators and Retarders

Chapter I - Introduction
Rajkumar. K 10
Stabilizer (antioxidants, anti-ozonants, protective wear)
Processing aids, plasticizers, softeners, tackifiers
Reinforcing fillers and resins inert fillers and diluents
Special purpose additives (Flame retardants, colour, blowing agents, deodorants etc.)
New special additives like nanofillers
The roles of each type of such compounding ingredients used in this research
work are explained below for more information. vulcanizing agents, Metallic oxides)
Compounding ingredients like carbon black, fumed silica, clay, calcium carbonate,
metal oxides etc are often used for compounding with thermoplastic polymers and
elastomers in order to improve their mechanical, thermal or other properties. Elastomeric
materials require reinforcement for application in their actual service condition, as they
lack in strength properties.
Mostly carbon black and high structure silica and sometimes few fibers have been
used as fillers & are found to improve properties of elastomeric composites5-6
.
Fillers: The name filler is given widely to almost all materials, which are added in
sufficiently large quantities to reduce the amount of rubber needed with or without the
improvement of rubber products. Filler is the ingredient used to reinforce physical
properties to impart certain processing characteristics or to reduce cost. A reinforcing
filler is a filler that improves the physical and failure properties (tensile strength, tear
strength and abrasion resistance) of the final vulcanizate. Reinforcing filler will enhance
the hardness, tensile strength, modulus, tear strength and abrasion resistance of a
compound. Selection of filler is the third most important task in compounding after the
elastomer and curing agent. Filler will influence physical and processing properties of a
compound. Degree of reinforcement of fillers will increase with the decrease in filler
particle size. The finer fillers require more energy for their dispersion into the elastomer
and therefore is more difficult to process. The particle size of filler plays a major role in
tensile strength of rubber compound and Mooney scorch.

Chapter I - Introduction
Rajkumar. K 11
There are two types of fillers used in the rubber industry which classified as
1. Black filler
2. Non-black filler.
Example of black filler is carbon black while for non-black filler are silica, clay and
titanium dioxide. In tyre manufacturing, carbon black and silica are widely used. The
addition of active fillers to a rubber matrix leads to a considerably high reinforcement.
This greater reinforcement manifests itself in form of rise in the modulus leading among
all other things to a higher strain value, greater tensile strength and lower abrasion.
(i) Carbon Black –Carbon black is a colloidal form of element carbon consisting of 90 to
99 percent of carbon. The main non-carbon elements in carbon black are oxygen,
hydrogen and sulfur. Carbon black can be obtained commercially. Carbon black is
classified according to their particle size, surface activity, porosity and structure. These
parameters affect the properties of a rubber compound. For example, the smaller the
particle size, the greater is the increase in modulus, tensile property, abrasion resistance,
viscosity and electrical conductivity. It reinforces the rubber compound besides lowering
the compounding cost. Reinforcement of rubber with carbon black improves the rubber
properties due to the combination of physical and chemical interactions between carbon
black and rubber. Modulus is a primarily a function of carbon black structure and loading.
Compound containing high structure blacks have highest modulus. Mooney viscosity in
most elastomers is mainly dependent on carbon black structure. High structure black
contributes to the highest Mooney viscosity with particle size having a lesser effect. The
largest particle size black provides the greatest scorch resistance while the high structure
small particle size black usually reduces the scorch resistance.
Different types of Carbon black based on manufacturing are given below:
1. Lamp blacks
2. Channel blacks
3. Gas furnace.
4. Thermal.

Chapter I - Introduction
Rajkumar. K 12
5. Acetylene.
6. Oil furnace.
Characteristics of Nature of Carbon black:
i) Carbon Blacks are essentially elemental carbon and are composed of
aggregated particles.
ii) Particles are partly graphitic in structure and colloidal in dimensions.
iii) The carbon atoms in the particle are in layer planes.
iv) The particle range is from 10 nm to 400 nm.
Carbon black is a material that has been known and produced since olden days but
only found its widespread manufacture and use in the last century when it was discovered
that when mixed into rubber it improves its mechanical properties. The increase in
strength of the rubber containing carbon black led to many practical applications of the
rubber throughout the world. The ability of the tyres to last longer is primarily due to the
strength imparted to rubber from carbon black. Carbon black refers to a group of
industrial product consisting of furnace black, channel black, thermal black and
lampblack. These are materials composed essentially of elemental carbon in form of
near-spherical particles of colloidal size combined mainly into particle aggregates
obtained by partial ignition or thermal decomposition of hydrocarbons.
Fig. 1.2 Nano structured Carbon Black – aggregates in rubber matrix
Furnace black is made in a furnace by partial ignition of hydrocarbons. Thermal
black and acetylene blacks are produced by thermal decomposition of natural gas and
Chapter I - Introduction
Rajkumar. K 13
acetylene respectively. Channel black is manufactured by impingement of natural gas flames
on channel irons. Lampblack is made by burning hydrocarbons in open shallow pans. Only
the furnace and thermal decomposition process is significant and commercially important.
Carbon black classification: A classification system is used to classify rubber
grade carbon blacks by use of a four- character nomenclature system. The first character
in the nomenclature system for rubber-grade carbon blacks is the lettering, indicating the
effect of the carbon blacks on the cure rate of a typical rubber compound containing the
carbon black. The letter ‗„N”(Normal) is used to indicate a normal curing rate typical of
furnace black and ‗„S„„ (Slow) is used for channel black or for furnace black that have
been modified to effectively reduce the curing rate of rubber. The second character is a
digit to designate the average surface area of the carbon black as measured by nitrogen
surface area. The surface area range of the carbon black has been divided into ten
arbitrarily groups. The third and fourth character in this system are arbitrarily assigned
digits. It is to be noted that currently no ASTM grades are covered. Indeed, some main
carbon black manufacturers have been proposing grades on an experimental or commercial
basis. Carbon black is generally incorporated into rubber by shear experienced in an open
mill or banbury mixer. It is postulated that during the first stage of incorporation, carbon
black agglomerates becomes encapsulated by polymer. In the next stage of incorporation
the rubber is being forced through the channel between aggregates and agglomerates to
form a reinforced rubbery composite. The consequence of this incorporation of carbon
black into rubber is the creation of an interface whose total interfacial area and ability to
have interaction between the materials depends on the carbon black loading, structure,
specific surface area and dispersion obtained through the mixing process. The processing
properties of rubber are very important in industry. The incorporation of carbon black
into rubber greatly influences the properties of uncured rubber. Carbon black is known to
change the flow and viscosity of an uncured rubber compound significantly. The
hydrodynamic effect due to the presence of carbon black reduces the volume fraction of the
flow medium causing shear strain amplification when the compound is forced to flow, thus
increasing the viscosity. It is important that the asymmetric aggregate of carbon black
increases the flow resistance and it is known that as the structure is increased to even higher

Chapter I - Introduction
Rajkumar. K 14
level then the viscosity increases. Filler-filler networking is also a factor that must be
overcome when the compound flows which will again increase viscosity.
The effects of different carbon black on rubber properties are dominated by the
carbon black its specific area and structure. In general, higher the surface area of carbon
black, impact higher levels of reinforcement with resulting higher hysteresis. Higher
structure generally gives improved extrusion behavior, higher compound modulus and
higher compound viscosity.
0.1% 100 %
Fig. 1.3 A qualitative interpretation of the Payne effect of filler.
The rubber properties are also influenced by the amount of carbon black in the
rubber compound. Some rubber properties like tensile strength, abrasion resistance are
increased with the increasing loading of carbon black to an optimum and then they
decrease.
Non-black fillers: This includes precipitated silica, clay and calcium carbonate. Among
the fillers, precipitated silica is widely used in rubber products especially in tyre. Silica is
used in the form of a synthetic, amorphous silicon dioxide (SiO2). Silica has hydroxyl
groups on its surface, it has resulted in a strong filler–filler interactions and adsorption of
polar materials by hydrogen bonds. Moreover, the surfaces of silica are polar and
hydrophilic; there is a strong tendency to adsorb moisture which adversely influences
cure and therefore, properties of vulcanized rubbers. Silica can be classified into two
types which based on the amount of water removed by ignition they are: i) hydrated and
ii) anhydrous type.

Chapter I - Introduction
Rajkumar. K 15
Silica is added to rubber as reinforcing filler; where it improves the tensile
strength, hardness, tear strength and abrasion resistance. Fine particle silica blend with
carbon black is finding an increased use in commercial tyres. One reason is that silica
filled vulcanizate shows a low hysterisis in comparison with carbon black. Besides that,
some resulting trends exhibit a useful combination of resistance to abrasion, cut growth,
tearing, chipping, crack initiation and skidding. The fillers are primarily classified as
carbon black and light colour fillers. Chemical composition is primarily the basis for
classification of the light colour fillers. With each class of fillers, different degree of
activity is present. Basically, most carbon black, colloidal silica and most smallest
particle size silicates belong to the high and medium activity fillers, while chalk belongs
to inactive fillers.
In general, fillers with the smallest particle size or highest surface contribute to
the greatest degree of reinforcement in a rubber compound. The first fillers used in rubber
products were naturally occurring minerals that were readily available. They are zinc
oxide, clay, mica and asbestos that were added to natural rubber to reduce tack, increase
hardness and reduce the cost of the compound. Additional needs for reinforcing non-
black fillers generated the usage of calcium silicates, fumed silica, precipitated silica,
silicate and a variety of silane-modified products.
Non-reinforcing fillers such as china clay, calcium carbonate (whiting), barites
(barium sulphate), mica, titanium dioxide etc are added in polymers for cost reduction
purposes. However, presence of such non reinforcing fillers in the polymer matrix affects
the strength and key functional properties of the product. Filler size, shape, aspect ratio
and filler-matrix interactions are decisive factors in determining the effect of fillers on
properties of filled composites. In general, composite materials are formed when at least
two distinctly dissimilar materials are mixed to form a monolith9. The overall properties
of a composite material are determined not only by the basic components, but also by the
composite phase morphology and interfacial properties.
Silica classification: There are three categories of commercially available
synthetic silica and they are precipitated, fumed and surface treated silica. The
precipitated silica is by far the most common variety for general rubber usage and is

Chapter I - Introduction
Rajkumar. K 16
commonly called „silica‟ as a generic term. Precipitated silica is made by acid
precipitation of sodium silicate. The sodium silicate solution is usually produced by
combining high purity sand and sodium carbonate in a high temperature furnace, then
dissolving the molten glass in water. Fumed silica is used primarily in silicone rubber and
compounds with special polymers or cure systems. Fumed silica is produced by high
temperature gaseous process and is more expensive. Lastly, the surface treated silicas are
specialty products used to advantage in certain function application.
At elevated temperatures such as those encountered during mixing, the silanol
groups on the surface of silicas, silicates, clays and talc may attach to a number of
chemical groups present in rubber compounds. Silanes are known to form strong
chemical bonds while others, such as water and glycols, form fairly weak adsorption
bonds via Van der Waals forces or hydrogen bonding .
Plasticizers: Commercial plasticizers or softeners are normally supplied in the form of
low or high viscosity liquids and more rarely as solid products. They are generally
incorporated for various aims :
as an extender to reduce the cost of the final product;
as a processing aid to improve the workability of the compounded rubber during
processing;
as a modifier of certain vulcanizate properties.
About 90% of all plasticizers used for commercial purposes are recovered from
petroleum. Generally, a large amount (above 20 phr) may act as an extender and a small
(2-5 phr) as a processing aid.
Vulcanizing Agents: Vulcanizing ingredients are those chemicals that form cross-links
between polymer chains when the compounded stock is heated to an appropriate
temperature. Elemental sulphur is most widely used as vulcanisating agent for crude
rubbers that contain double bonds in their chains. However, the reaction of rubber with
sulphur is slow even at high temperatures, in fact it usually requires several hours. In
order to increase the rate of vulcanization, it is necessary to add accelerators and
activators. By adding accelerators, the vulcanization time can be cut to minutes or

Chapter I - Introduction
Rajkumar. K 17
seconds and in most cases the physical properties of the final product are also improved.
Activators are generally added in small amounts to increase the effectiveness of
accelerators. Zinc oxide and stearic acid are the most commonly used activators.
Saturated crude rubbers cannot be crosslinked by sulphur because of the absence of
double bonds in polymer chains. Consequently, they are usually vulcanized by organic
peroxides. Peroxides curing takes place via a free-radical mechanism and leads to carbon-
carbon cross-links. Other vulcanizing agents used for certain rubber kinds include metal
oxides, diamines, bisphenols and special resins.
Activators : Combination Zinc Oxide & Stearic acid play role of activation of the curing
/ vulcanisation reaction for sulfur –Accelerator curing.
Accelerators: Accelerators are organic substances, which enhances the rate of cure and
reduce cure time. A single/combination of accelerators is used. Different Curing systems
that are used for curing various types of Rubber are given in Table 1.2.
Table: 1.2 Various types of Rubbers and their curing system
S.No Type of Rubbers Curing system
1 Unsaturated Rubbers like
NR/IR, SBR, BR, NBR
Sulphur/Accelerator, Peroxide, Sulphur donor.
2 CR Rubber Metal Oxide / Accelerator
3 IIR (Butyl Rubber) Sulphur/Accelerator, Metal oxide, Phenolic Resin,
Para - quinine dioxime
4 Polyurethane -(AU) Rubber Self. i.e. two components mixed together
5 EPDM Rubber Sulphur/Accelerator, Peroxide
6 Silicone (PV MQ) Rubber Organic peroxide for HTV, Ethyl silicate,
Stannous Octate for RTV
7 Fluro elastomers Diak , Magnesium hydroxide

Chapter I - Introduction
Rajkumar. K 18
Antidegradants – Antioxidants and Antiozonants:
Antidegradants: Elastomer-based products suffer irreversible changes in their
required design properties during service. In particular, a loss in mechanical properties
and alterations in surface aspect can occur. These changes are brought about by a number
of agents such as oxygen, ozone, heat, light, high energy radiation and high humidity
which is collectively referred to as ageing. In order to combat these changes additives
often collectively referred to as antidegradants or age resistors are employed. Typical
loading levels are of the order of 1-4 phr. The most common Antidegradants are the
antioxidants, which protect the elastomer against oxidation and the antiozonants that
retard or prevent the appearance of surface cracks caused by ozone. Age resistors may be
divided into two main groups: staining and non-staining. While the former are strong
protective agents however they discolor and stain to various degree, the latter are less
effective but can be used in white and colored rubber compounds. There are basically two
types of antioxidants: Phenolic & Amine.
Phenolic antioxidants are generally non-staining, non-discoloring and non-toxic
finding applications for colored products and food quality rubber items. The antioxidant
activity of phenolic antioxidants is less compared to amine type antioxidants. Amine
antioxidants are staining and dis-coloring, compounding and food quality products.
Special additives: There are several special additives are available for inducting special
properties in polymers. Examples of such special additives are listed below:
a. Antimony Trioxide is used as semi reinforcing flame resistant filler.
b. The use of chlorinated hydro carbon results in release of chlorine on decomposition
which reacts with antimony trioxide to form antimony tri-chloride that acts as a
flame suppressant.
c. Zinc Borate acts as a crust forming agent in rubber compound.
d. Tri-folyl Phosphate is used as non flammable plasticizer for processing benefits
along with flame retardency effect.
e. In certain rubber products like conveyor belt, textile rollers and spinning cots , the
build up of static electricity is undesirable. Antistatic agents are added to reduce

Chapter I - Introduction
Rajkumar. K 19
the accumulation of dust or dirt on the surface of the elastomeric part during
service and also to minimize the possibility of sparking resulting from discharge
of accumulated static electricity. Usually antistatic properties are achieved by
compounding with conductive blocks, e.g. quaternary ammonium salts , ethylene
oxide , conductive fillers , Al / Co powder, etc..
f. Aluminium Silicate is added for obtaining high electrical resistivity.
g. Similarly for getting high magnetic properties one can use barium ferrite and for
inducing chemical resistance.
h. One can use barium sulphate which also reduces cost in tank rubber linings.
i. Similarly, for impermeability to radiation one can add lead & litharge and for heat
resistance in seals, gaskets magnesium oxide can be added.
j. For obtaining resistance to heat along with lower permeability to gases one can
add Mica powder and to reduce surface friction of products one can add
Molybdenum disulphide.
k. Sometimes, one needs to be very choosy about selecting ingredients specially
with specialty rubbers. For example, for heat resistance in silicone rubbers &
extreme whiteness one can add Titanium Dioxide.
l. Flame retardants are substances added to inhibit or to stop the rubber combustion.
In function of their nature, flame retardant systems can either act physically or
chemically14
. The most widely used fire retardant additive which acts physically
is the aluminium trihydroxide (ATH). Its endothermic decomposition occurs
between 180 and 200°C and leads to the release of water, which dilutes the radicals in
the flame and the production of alumina, which forms a protective layer:
2Al(OH)3 → Al2O3 + 3H2O (1050 kJ/kg)
m. Flame retardancy by chemical action can occur in either the gaseous or the
condensed phase15
.
Chapter I - Introduction
Rajkumar. K 20
The combustion process can be retarded by physical action in different ways :
Cooling: endothermic decomposition of the flame retardant additive cools the
material.
Forming a protective layer: obstructing the flow of heat and oxygen to the polymer,
and of fuel to the vapour phase.
Dilution: release of water vapour or inert gases (CO2, NH3) may dilute the radicals in
the flame so it goes out.
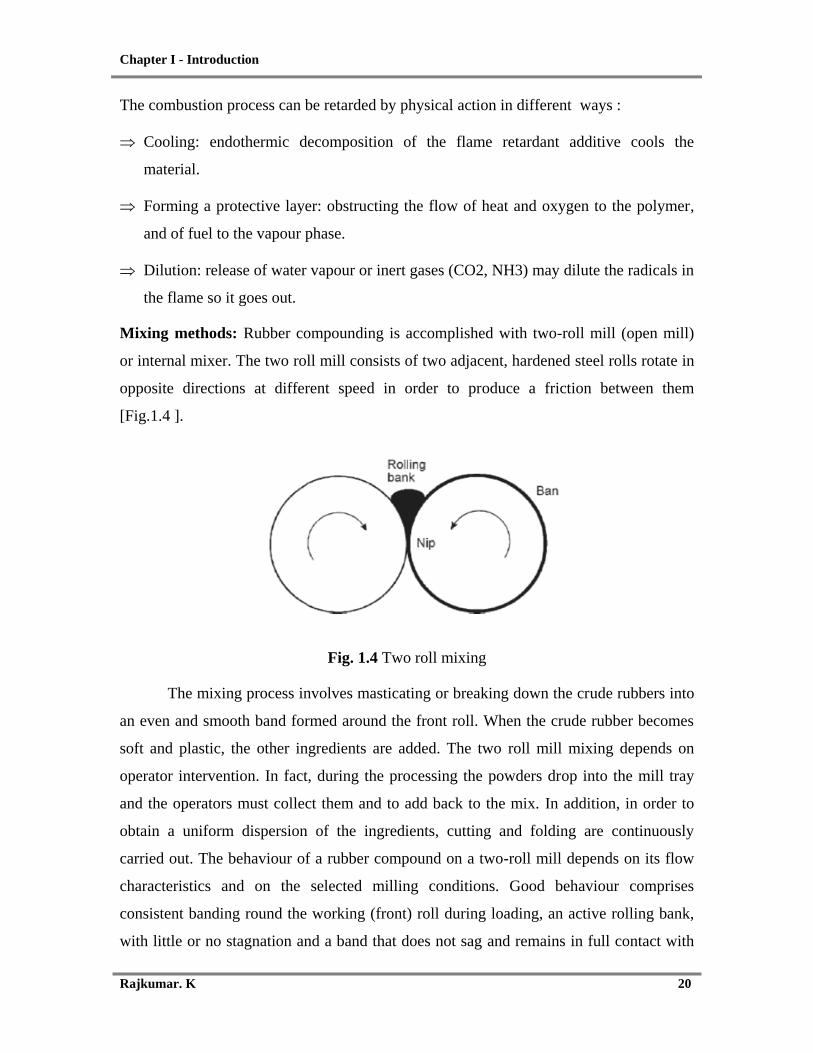
Mixing methods: Rubber compounding is accomplished with two-roll mill (open mill)
or internal mixer. The two roll mill consists of two adjacent, hardened steel rolls rotate in
opposite directions at different speed in order to produce a friction between them
[Fig.1.4 ].
Fig. 1.4 Two roll mixing
The mixing process involves masticating or breaking down the crude rubbers into
an even and smooth band formed around the front roll. When the crude rubber becomes
soft and plastic, the other ingredients are added. The two roll mill mixing depends on
operator intervention. In fact, during the processing the powders drop into the mill tray
and the operators must collect them and to add back to the mix. In addition, in order to
obtain a uniform dispersion of the ingredients, cutting and folding are continuously
carried out. The behaviour of a rubber compound on a two-roll mill depends on its flow
characteristics and on the selected milling conditions. Good behaviour comprises
consistent banding round the working (front) roll during loading, an active rolling bank,
with little or no stagnation and a band that does not sag and remains in full contact with

Chapter I - Introduction
Rajkumar. K 21
the mill roll16
. This mixing equipment is generally used for laboratory and low volume
production. However, long time is needed for filler incorporation, dust hazard is created
and poor ingredient dispersion is achieved, so it has been replaced with other devices.
And for this reason, nowadays it is mainly used as a second-stage mixing device for
adding vulcanizing agents and for completing the ingredient dispersion.
Fig. 1.5 Internal mixers – internal structure
The internal mixer (Fig. 1.5) is the mixing device mainly used in the rubber
industry. Its dominance can be assigned to several factors, among which is good filler
dispersion achieved and considerable reduction of the mixing time.
Vulcanization process: After the forming the green stock is converted into three-
dimensional elastic network. This is accomplished by the vulcanization process, usually
conducted under pressure at elevated temperature, in which the polymeric chains are
chemically linked together. The process of vulcanization is depicted graphically in Fig
1.6. In Fig 1.6 (a) it depicts the polymeric chains entangle among themselves and physical
cross linking takes place due to hydrogen bonding , Wander Waal force of attraction. Fig.1.6
(b) depicts the picture of polymer cross linked through hard segments chemically or
ionically.

Chapter I - Introduction
Rajkumar. K 22
Fig. 1.6 Crosslinking of polymers – networking
The kinetics of vulcanization is studied using rheometers that measure the torque
variation as a function of time at a fixed temperature. The typical rheograph is explained
in Fig. 1.7.
Fig. 1.7 Typical graph of Rheological study of Rubber Compounds
Several important information about the rate and the extent of the compound
vulcanization can be derived from this curve. Initially, as the rubber compound is heated,
the torque decreases until it reaches a minimum value (ML), strictly correlated to a
decrease in the Mooney viscosity of the compound. Subsequently, the rubber begins to

Chapter I - Introduction
Rajkumar. K 23
vulcanize and the torque rises and when it reaches a plateau a complete vulcanization and
the formation of a stable network are carried out. However, a chain scission may be
occurring and, if this phenomenon becomes dominant, the torque passes through
a maximum and finally decreases (reversion). On the other hand, some compounds show
a slowly increasing torque at long cure time (marching modulus) 17-18
. Besides the ML,
a vulcanization curve permits to determine the maximum torque achieved and the
optimum curing time (t90), that is the time require to reach 90% of full cure. Generally,
this is the state of cure at which the most physical properties achieve optimal results.
The curing ingredients are classified in two main groups: sulphur and non-sulphur
vulcanizing agents.
Sulphur based vulcanizing agents:
Fig.1.8 Sulphur vulcanization of Rubbers
To increase the rate and the effectiveness of the sulphur cross-linking,
accelerators are normally added. These materials, known also as sulphur donors, are used
to replace part of the elemental sulphur in order to produce vulcanizates with few sulphur
atoms per cross-link (mono- and di-sulphidic linkages). These are organic chemicals and
can be classified in five main groups: guanidines, thiazoles, dithiocarbamates, xanthates
and thiurams.
Non-sulphur vulcanizing agents: The majority of rubber compounds are vulcanized
using sulphur agents, however, there are some cases for which non - sulphur curing is
necessary or preferable. In the 1915 I. I. Ostromyslenski19
disclosed that peroxides could
be used as cross -linking agents for natural rubber. However, there was little interest in
peroxide cross -linking until the development of fully saturated ethylene -propylene
copolymers in the early 1970s.

Chapter I - Introduction
Rajkumar. K 24
Peroxides decompose during vulcanization because of the increased temperature,
forming free radicals which lead to the formation of carbon -carbon cross-links.
Fig. 1.9 Peroxide vulcanization of Rubbers
Several organic peroxides are available as curing agents, the choice depends on
their stability, activity and cure temperature. Numerous advantages derive from the
peroxide vulcanization, such as good aging resistance and low compression set; but also
simple compound formulation and no discoloration of compounds. On the other hand,
peroxides initiated cure involves inferior mechanical properties, higher production cost,
greater care in storage and processing.
Some elastomers, such as polychloroprene rubber, are vulcanized with metal
oxides. The reaction mechanism occurs via allylic chlorines on the polymer chains.
Generally mixtures of ZnO and MgO are used. MgO is used to absorb the hydrochloric
acid liberated during mixing of CR rubber and ZnO reacts to CR rubber to get
crosslinked.
Application of Rubber Compounds: In most applications of rubber products there are
no alternative materials except other rubbers. Thank to their high deformability these
materials can retain a memory of their original unstressed state and can return to their
original dimensions when external forces are removed even after strains as high as
1000 %. This ability to recover their original dimensions leads to a broad range of
applications. In most tyre compounds, the rubber is the largest ingredient in the
formulation. It acts as a „binder‟ into which the other ingredients are dispersed.
Elastomers demonstrate a unique set of materials properties, including viscoelastic
characteristics and the ability to undergo extreme deformations. The modern pneumatic
tyre would be impossible without the use of elastomers. While specialty rubber types are

Chapter I - Introduction
Rajkumar. K 25
usually employed in specific tyre components, a generic formulation for a SBR rubber
nanocomposite matrix might comprise
Carbon black and silica are the fillers mainly used in the tyre production. Silica
has greater reinforcing power, such as improving tear strength, abrasion resistance, age
resistance and adhesion properties, compared to carbon black. However, the
agglomeration nature of silica is generally believed to be responsible for considerable
rolling resistance in tyre applications18
.
Another field of rubber compounds application is the footwear industry14
. In some
ways, tyres and shoe outsoles have very similar requirements in terms of wear resistance
and traction, and compounds to meet these needs can be very similar. The differences are
in the durability and in the types and number of surfaces each comes in contact with. The
choice of polymers, fillers and additives for producing a shoe is related to the need
properties and requirements. For example, outsoles for running shoes need to provide
good durability, good traction, and high rebound. The polymers of choice for running
outsoles are natural rubber (NR) and polybutadiene (BR). Since one elastomer can rarely
meet all performance requirements, rubber blends are usually prepared to achieve the
desired balance of physical properties. In particular, very common are NR/BR blends
which can achieved rebound values greater than 90%; sometimes SBR is also added.
On the other hand, safety shoes provide protection against severe work conditions
and chemical contact14
. A rubber frequently used for manufacturing safety shoes is
polyacrylonitrile butadiene rubber. The advantage of this elastomer is the presence of two
components which provide different properties. In particular, acrylonitrile provides
resistance to oil and fuel, while the butadiene provides abrasion resistance and low
temperature flexibility.
Another interesting sector where natural and synthetic elastomeric materials have
a variety of applications is the construction industry14
. For example, in building
applications, rubber can help in the control or isolation of vibrations and noise generated
from the building itself. The use of rubber materials in buildings, both for construction
and decoration, continues to increase due to their advantages, such as sound proofing
effects, anti-quake performance, easy fabrication and installation, sealing properties14
.

Chapter I - Introduction
Rajkumar. K 26
1.2 Nanocomposites
In today‟s world, Nanocomposites have drawn greater interest from both industry
and academia, because they often exhibit remarkable improvements in material properties
at very low clay loading (up to 10 weight %) when compared to pristine polymer or
conventional composites(20-24)
. Polymer nanocomposites are a special class of polymer
composites, a type of reinforced polymers having a two phase material with the
reinforcing phase having at least one dimension in the 10-9 m (nm) scale. It constitutes a
new class of material having nano-scale dispersion, typically 1-100 nm, of the filler phase
in a given matrix(25-26)
. The outstanding reinforcement of nanocomposites is primarily
attributed to the large interfacial area per unit volume or weight of the dispersed phase
(e.g., 750 m2/g). The nanofillers (especially nanoclay) have higher aspect ratio than
typical microscopic aggregates(27-29)
. Mineral clays which can be dispersed as silicate
nano layers of high aspect ratio are attractive for polymer reinforcements.
Polymer-clay nanocomposites have shown drastic enhancements in mechanical
properties (modulus and strength)(30-33)
, thermal properties (heat resistance and
flammability)(25,34)
, barrier properties(35-41)
, and biodegradability(42-43)
of pure polymer.
The colloidal state and the surface chemistry of the silicate layers in a polymer matrix
play important roles in the synthesis of polymer-clay nanocomposites. Electrostatic
forces maintain the clay layers together forming faceto- face stacks in agglomerate
tactoids, which complicate their dispersion in polymers(44)
. Also, the incompatibility
between the hydrophilic clay and the hydrophobic polymer hinders nanoscale dispersion
of the clay. In order to achieve a high degree of dispersion, the silicate layers can be
functionalized by adsorption of organic molecules such as surfactants to diminish surface
forces contributing to layer-stacking. Intercalation of organic molecules modifies the
hydrophilic surface into hydrophobic, raising the level of compatibility between the clay
and a polymer. Intercalation can be achieved in the clay inter layers by ion exchange of
cations loosely held by the negatively charged layers. Polar organic molecules replace
these cations rendering the clay organophilic. Thus, the greatest challenge in polymer
nanotechnology is to uniformly disperse these nanodimensioned fillers which offer
numerous advantages over conventional micron-sized fillers. The interest in the area of
polymer nanocomposites is many-fold(45-51)
. First, the present understanding of composite

Chapter I - Introduction
Rajkumar. K 27
behavior does not fully satisfy or predict from a scientific standpoint why these systems
are superior in many properties. The second one, which is from an engineering standpoint,
that these materials can achieve significant enhancement in properties with such a small
amount of filler is an extremely attractive proposition. Also, there are huge numbers of
potential polymer-nanofiller combinations to explore. These factors have driven
extensive research work in this field for last couple of decades with expertise from
variety of scientific disciplines(45-59)
. Particles have long been added to polymers to
improve their physical properties, such as strength, toughness, thermal behavior, etc(45-65)
1.3. Nanofillers: Definition and General Behavior of Nano-sized Structures
Because of their small size, structures with nanoscale dimensions have relatively
huge surface areas per unit weight, and these surface areas often dominate the behavior of
these materials. Thus, the chemistry of the surfaces of these materials has taken on a
special significance. Some important nanostructures include carbon nanotubes,
montmorillonite type clays, and biomolecules such as proteins and DNA. Frequently,
these nanomaterials self-assemble into highly ordered layers or structures arising from
hydrogen bonding, dipolar forces, hydrophilic or hydrophobic interactions, etc. For
maximum reinforcement, however, proper dispersal of these nanostructures has become a
major research effort.
Nanoparticles have high free energy because of their large surface area. In order
to minimize it, they agglomerate to form bigger particles. They are stabilized by various
procedures. Reviews are available on synthesis of these particles (66-68)
. They have been
synthesized by methods such as arrested precipitation in aqueous as well as nonaqueous
solutions(69)
, reverse micelle (70)
, using organo- metalic precursors (71)
and by chemical
capping (72-74)
.
In this thesis, four different nano particulate fillers have been used as nanofillers
for preparation polymer nanocomposites .
1. Nano graphite
2. Nanoclay
3. Nanosilica
4. Nano TiO2

Chapter I - Introduction
Rajkumar. K 28
1.4. Synthesis methods
Several methods can be used to produce nanocomposites from polymers using
nanofillers(27-33)
. However, in general, polymer nanocomposites are achieved by either
direct polymer from solution or melt or intercalation of monomers followed by in-situ
polymerization (Figure 1.5).
1.4.1. In-Situ polymerization
In-situ polymerization covers any process where nanocomposite is made by
performing some sort of polymerization reaction in the presence of nanofiller. There are
many variations on this technique, all generated from the need to disperse the silicate
layers. The simplest technique involves mixing a monomer with nanofiller and
polymerizing it. The growing polymer chains can push the nanofillers leading to an
uniform dispersion (Figure 1.6). Instead of a linear polymerization, in-situ crosslinking
can be used. In this case, the nanofiller is swollen in one of the reactants, or in the
mixture, and the reaction takes place to form a cross-linked network(75,56)
1.4.2. Melt mixing
In this technique, using an extruder or heated internal mixing chamber, polymer
and nanofillers are physically mixed at high shear rate, and a nanocomposite is obtained
(Fig.1.7). In this case, no impurities or residues are introduced into the sample, as
observed in the case of in-situ or solvent casting methods. But there is a problem with
dispersion of nanofiller. In addition to these concerns, new problems are created when
heat is used to enhance the polymer mobility. In order to achieve good mixing, a long
mixing time is preferable, but this must be balanced against the normally undesirable thermal
degradation of polymer and nanofiller. Finding an optimum can be difficult, especially for
polymers that thermally degrade readily (e.g., some biodegradable polyesters), or for those
systems where the processing temperature must be high in order to achieve polymer flow
and effective mixing (many polyamides and polycarbonates fall into this category). Also,
the organic Compatibilizer present in silicates may degrade at high temperature.

Chapter I - Introduction
Rajkumar. K 29
1.4.3. Solution mixing:
Solvent casting is one of the simplest techniques by which nanocomposites are
produced(48)
. A polymer dissolved in an appropriate solvent and nanofiller, are combined
and thoroughly mixed, and the solvent is then allowed to evaporate, leaving the
nanocomposite behind, typically as a thin film. The solvent imparts enhanced mobility to
polymer chains so that they can easily intercalate between the silicate layers. A solvent
should be chosen that completely dissolves the polymer and fully disperses the nanofiller.
This describes the ideal case; there are, however, a number of complications. In practice,
the solvent described may not exist. Settling of the nanofiller out of the solvent is a
significant problem, if the solution concentration is not properly chosen. Care should be
taken, especially when casting the mixture, since evaporation must be performed very
slowly so as not to produce bubbles in the sample. But, it is a useful technique as it can
be easily performed with a wide variety of polymers and nanofiller, and is particularly
useful with systems that are thermally unstable or where melt-mixing is otherwise very
difficult or impossible.
1.5. Polymer-Nanocomposites- Recent Advancement:
Polymer nanocomposites are materials in which nanoscopic inorganic particles,
typically 10-100 Å in at least one dimension, are dispersed in an organic polymer matrix
in order to dramatically improve the performance properties of the polymer. Systems in
which the inorganic particles are the individual layers of a lamellar compound – most
typically a smectite clay or nanocomposites of a polymer (such as nylon) embedded
among layers of silicates – exhibit dramatically altered physical properties relative to the
pristine polymer as given in Fig. 1.10.
Clay MMT structure Polymer Intercalated structure Polymer Exfoliated structure
Fig. 1.10 Structures of Clay and its interaction with polymer

Chapter I - Introduction
Rajkumar. K 30
For instance, the layer orientation in polymer-silicate nanocomposites exhibit
stiffness, strength and dimensional stability in two dimensions (rather than one). Due to
nanometer length scale which minimizes scattering of light, nanocomposites are usually
transparent.
Polymer nanocomposites represent a new alternative to conventionally filled
polymers. Because of their nanometer sizes, filler dispersion nanocomposites exhibit
markedly improved properties when compared to the pure polymers or their traditional
composites. These include increased modulus and strength, outstanding barrier properties,
improved solvent and heat resistance and decreased flammability.
Layered silicate/polymer nanocomposites exhibit superior mechanical
characteristics (e.g. 40 % increase of room temperature tensile strength), heat resistance
(e.g. 100 % increase in the heat distortion temperature) and chemical resistance (e.g. ~10
fold decrease in O2 and H2O permeability) compared to the neat or traditionally filled
resins. These property improvements result from only a 0.1-10 vol. % addition of the
dispersed nanophase. Polyimide-clay hybrids represent another example of polymer
nanocomposites. These nanocomposites have been prepared by intercalation of the
organoclay with a polyamic acid. The clay polyimide hybrid composite films exhibit
greatly improved CO2 barrier properties at low clay content; less than 8.0 vol. % clay
results in almost a ten-fold decrease in permeability. Adding nanoscale ceramic powders
to commercial products can produce another class of polymer nanocomposites. The
addition of reinforcing agents is widely used in the production of commodities
(packaging films and tyres). It is expected that the reduction of the added particle size
down to nanometric scale could enhance the performance of these materials, even though
not to the extent as layer addition. These new materials are aimed at being a substitute for
more expensive technical parts (gear systems in wood drilling machines, wear resistance
materials) and in the production of barrier plastic film for food industry.
Besides structural applications, polymer nanoparticle compounds have very
interesting functional applications. For instance, Fe2O3 / polymer nanocomposites are
used as advanced toner materials for high quality colour copiers and printers and as
contrast agents in NMR analysis, memory devices. The key to forming such novel

Chapter I - Introduction
Rajkumar. K 31
materials is understanding and manipulating the guest-host chemistry occurring between
the polymer and the layered compounds or the nanoparticles, in order to obtain a
homogenous dispersion and a good contact between polymer and added particle surfaces.
There have been major advances in solid state and materials chemistry in the last two
decades and the subject is growing rapidly. The coatings of magnetic particles are of
special interest because of their important applications viz. technological energy
transformation, magnetic recording, magnetic fluids and magnetic refrigeration system.
Polymer materials have been filled with several inorganic compounds in order to increase
properties like heat resistance, mechanical strength and impact resistance and to decrease
other properties like electrical conductivity, dielectric constant thereby increasing the
permeability for gases like oxygen and water vapor.
In recent years considerable efforts have been devoted to the development of
methods for the preparation of composite particles consisting of polymer cores covered
with shells of different chemical composition. In several of these powders, particles
covered with magnetic materials have been used as beads for gas separation, or as
pigments, catalysts, coatings, flocculents, toners, raw materials recovery, drug delivery
and anticorrosion protection.
Polymer composites containing ferrites are increasingly replacing conventional
ceramic magnetic materials because of their mouldability and reduction in cost. They are
also potential materials for microwave absorbers, sensors and other aerospace
applications. These flexible magnets or rubber ferrite composites are possible by the
incorporation of magnetic powders in various elastomer matrices. This modifies the
physical properties of the polymer matrix considerably. Solvent casting method is one of
the easiest methods for the preparation of polymer nanocomposites. It needs simple
equipment and is less time consuming. The fine dispersion of the magnetite inside the
polymer matrix makes it a magnetic polymer.
1.5.1. Rubber Nanocomposites
Nano reinforcement of rubbers has a long and solid background since a plethora
of compounding recipes, which contain particles of nanodimension range, like carbon
black and silica grades, have been developed by both academia and industry14
. However,

Chapter I - Introduction
Rajkumar. K 32
recently several other kinds of nanofillers have received attention for reinforcement
characteristics in rubbers and, amongst all, the nanoclays have been more widely
investigated probably because they are easily available in nature and cheaper. The
ongoing R&D interest is mostly due to the remarkable properties improvement which is
observed when nanoclays are added to a rubber matrix. This enhancement depends on the
nanometric-scale dispersion that the nanoclays can achieve in the compound; contrary to
the conventional fillers, such as carbon black and silica, which carry out a micrometric
scale dispersion.
The service performance of rubber products can be improved by the addition of
fine particle size carbon blacks or silica. The most important effects are improvements in
wear resistance of tire treads and in sidewall resistance to tearing and fatigue cracking.
This reinforcement varies with the particle size, surface nature, state of agglomeration
and amount of the reinforcing agent and the nature of the elastomer. Carbon blacks normally
are effective only with hydrocarbon rubbers. It seems likely that the reinforcement
phenomenon relies on the physical adsorption of polymer chains on the solid surface and
the ability of the elastomer molecules to slip over the filler surface without actual
desorption or creation of voids.
Polymer Nanocomposites[76]
exhibit improved physical properties when compared
with conventional silica filled rubber compounds due to a platelet-type dispersion of the
clay within the rubber matrix. These enhanced physical properties [77-83]
are only obtained
when nano-sized clays are uniformly dispersed throughout the rubber matrix, without
appreciable agglomeration.
Dispersement can be achieved through solution or melt intercalation. Depending
on the degree of dispersement, the polymer-clay nanocomposites can be classified as
either intercalated or exfoliated nanocomposites.
In intercalated nanocomposites, the clay particles are dispersed in an ordered
lamellar structure with large gallery height as a result of the insertion of polymer chains
into the gallery. In exfoliated nanocomposites, each silicate layer is delaminated and
dispersed in a continuous polymer.

Chapter I - Introduction
Rajkumar. K 33
Fig. 1.11 Chemical Structure of MMT Clay
Fig. 1.12 Scheme of different types of composites arising from the interaction of
nanoclay and polymers
In recent years rubber-clay nanocomposites have attention in both academic and
industrial researchers due to their phenomenal improved performance compared to

Chapter I - Introduction
Rajkumar. K 34
matrices containing micron-sized particulate fillers like carbon black or non black fillers.
In particular, mechanical properties enhancement has been observed with less
concentration. Thermal stability and fire retardancy through char formation are other
interesting and widely searched properties displayed by rubber nanocomposites.
1.6. Scope and objectives
1.6.1 Scope of Research
Synthetic Rubbers like Acrylonitrile-butadiene rubber (NBR), Hydrogenated
nitrile butadiene rubber (HNBR) and Ethylene propylene diene polymethylene rubber
(EPDM) rubbers are widely used in automotive and industrial applications. NBR and
HNBR are of polar in nature and containing oil resistance properties and EPDM is of
non-polar in nature having heat and weather resistance. With acrylonitrile content the
rubber shows higher strength, greater resistance to swelling by hydrocarbon oils, and
lower permeability to gases. At the same time, however, the rubber becomes less flexible
at lower temperatures, owing to the higher glass transition temperature of poly
acrylonitrile (i.e., the temperature below which the molecules are locked into a rigid,
glassy state). Nitrile rubber is mostly used where high oil resistance is required, as in
automotive seals, gaskets, or other items subject to contact with hot oils. HNBR is
classified as thermally improved version of NBR and has combination of oil as well as
heat resistance properties. As nanofillers found to improve various properties of polymers,
an attempt has been made to prepare polymer nanocomposites based on these three
rubbers [NBR, HNBR and EPDM] and study the improvement of respective properties.
1.6.2 Objectives
1. To prepare and characterize NBR rubber based nanocomposites using
various nanofillers like nanosilica, nanoclay, nanographite and nano TiO2
and study their effects on physico-mechanical, thermal and barrier
properties.
2. To prepare and study the effect of nano silica and nano clay on physico-
mechanical, thermal stability, degradation and solvent resistant properties
of HNBR rubber based nanocomposites.

Chapter I - Introduction
Rajkumar. K 35
3. To prepare and study the effect of nano silica and nano clay on physico-
mechanical, thermal stability and electrical resistivity of EPDM rubber
based nanocomposites.
4. To compare the effect of liquid ingredients like liquid NBR, DOP as a
media for nano-fillers dispersion in NBR and HNBR rubbers and to
characterize the dispersion using optical, mechanical, and thermal
properties of polymer nanocomposites.
5. To study the thermal ageing resistance of polymer nanocomposites and
their importance due to incorporation of nano-fillers as thermal resistance
properties

Chapter I - Introduction
Rajkumar. K 36
1.7 References
1. Wagner, A.H., Kalyon, D.M., Yazici, R. and Fiske, TJ. (1997) Extensional flow
of engineering plastics with glass fibers, Paper 8-D, presented at the 13th
international meeting of the Polymer Processing Society (June 10-13).
2. Chapman, P.M. and Lee, T.S. Effect of talc filler on the melt rheology of
polypropylene, SPE /., 26, 37-40 (1970).
3. Mills, NJ. The rheology of filled polymers, /. Appl Polym. ScL, 15, 2791-805
(1971).
4. Nazem, F. and Hill, C.T. Elongational and shear viscosities of beadfilled
thermoplastic, Trans Soc. RheoL, 18, 87-101 (1974).
5. Han, C.D. Rheological properties of calcium carbonate-filled polypropylene melts.,
Appl. Polym. Sa'., 18, 821-9 (1974).
6. White, J.L. and Crowder, J.W. The influence of carbon black on the extrusion
characteristics and rheological properties of elastomers: polybutadiene and
butadiene-styrene copolymer, /. Appl. Polym. ScL, 18,1013-38 (1974).
7. Minagawa, N. and White, J.L. (1976) The influence of titanium dioxide on the
rheological extrusion properties of polymer melts, /. Appl. Polym. Sd., 20, 501-23.
8. Faulkner, D.L. and Schmidt, L.R. Glass bead-filled polypropylene Part I:
Rheological and mechanical properties, Polym. Engg ScL, 17, 657-64 (1977).
9. Boira, M.S. and Chaffey, C.E. Effects of coupling agents on the mechanical and
rheological properties of mica-reinforced polypropylene, Polym. Engg ScL, 17,
715-18 (1977).
10. Bigg, D.M. Rheology and wire coating of high atomic number metal low
density polyethylene composites, Polym. Engg Sd., 17, 745-50 (1977).
11. Kataoka, T., Kitano, T., Sasahara, M. and Nishijima, K. Viscosity of particle
filled polymer melts, Rheol. Ada, 17,149-55(1978).
12. Kataoka, T., Kitano, T. and Nishimura, T. Utility of parallel-plate plastometer
for rheological study of filled polymer melts, Rheol Ada, 17, 626-31 (1978).

Chapter I - Introduction
Rajkumar. K 37
13. Copeland, J.R. and Rush, O.W. Wollastonite: short fiber filler/ reinforcement,
Plastic Compounding, 1, 26-36 (Nov./Dec.) (1978).
14. T. Sabu and S. Ranimol, Rubber Nanocomposites: Preparation, Properties and
Applications, John Wiley & Sons (2010).
15. F. Laoutid, L. Bonnaud, M. Alexandre, J.M. Lopez-Cuesta and Ph. Dubois, Mater.
Sci. Eng., R, 63, 100 (2009).
16. T.R. Hull and B. K. Kandola, Fire Retardancy of Polymers: New Strategies and
Mechanisms, Royal Society of Chemistry (2009).
17. J.R. White and S.K. De, Rubber Technologist’s Handbook, Rapra Technology
(2001).
18. B. Rodgers, Rubber Compounding: Chemistry and Applications, Marcel Dekker
(2004).
19. I. I. Ostromysklenki, J. Russ. Phys. Chem. Soc., 47, 1467 (1915)
20. Theng, B.K.G. „Formation and Properties of Clay-Polymer Complexes‟,
Elsevier; NY, Vol 9, (1979).
21. Bhattacharya, S. N., Kamal, M. R., Gupta R. K. „Polymer nanocomposites:
theory and practice‟ Hanser Verlag,( 2008).
22. Lan, T., Pinnavaia, T.J. Chem. Mater., 6, 2216-2219, (1994).
23. Qutubuddin, S., Fu, X. „Polymer-Clay Nanocomposites: Synthesis and
Properties‟ in Nano-Surface Chemistry, M. Rosoff, ed., Marcel Dekker, pp.
653-673,( 2001).
24. Ray, S., Okamoto, M. Prog. Polym. Sci., 28, 1539-1641,( 2003).
25. Vaia, R.A., Ishii, H., Giannelis, E. P. Chem. Mater., 5, 1694, (1993).
26. Messersmith, P.B., Giannelis, E.P. Chem. Mater., 6, 1719, (1994).
27. Alexandre, M., Dubois, P. Mat. Sci. Eng., 28, 1, (2000).
28. Ariv, S. and Cross, H. (eds.) „Organo-Clay Complexes and Interactions,‟
MarcelDekker, New York,(2002)

Chapter I - Introduction
Rajkumar. K 38
29. Van Olphen, H. „An introduction to Clay Colloid Chemistry,‟ 2nded., Wiley,
New York, (1973).
30. Kojima, Y., Kawasumi, M., Usuki, A., Okada, A., Fukushima, Y., Kurachi,
T.Kamigaito, O. J. Mater. Res., 8, 1185, (1993).
31. Fu, X., Qutubuddin, S. Mater. Lett., 42, 12, (2000).
32. LeBaron, P., Wang, Z., Pinnavaia, T. Appl. Clay Sci., 15, 11, (1999.
33. Vaia, R., Price, G., Ruth, P., Nguyen, H., Lichtenhan, J. Appl. Cla)y Sci., 15, 67,
(1999).
34. Giannelis, E. Appl. Organomet. Chem., 12, 675-80, (1998).
35. Yano, K., Usuki, A., Okada, A., Kurauchi, T., Kamigaito, O. J. Polym. Sci. Part
A: Polym. Chem. 31, 2493, (1993).
36. Lan, T., Kaviratna P., Pinnavaia, T. Chem. Mater., 6, 573, (1994).
37. Messersmith, P., Giannelis, E. J. Polym. Sci. Part A: Polym. Chem. 33, 1047,
(1995).
38. Matayabas, J. Turner, S. in „Polymer-clay nanocomposites‟ Pinnavaia T., Beall,
G. eds New York: Wiley, 207, (2001).
39. Yano, K., Usuki, A., Okada, A. J. Polym. Sci.Part A: Polym. Chem. 35, 2289,
(1997).
40. Bharadwaj, R., Mehrabi, A., Hamilton, C., Trujillo, C., Murga, M., Fan, R.,
Chavira, A., Thompson, A. Polymer, 43, 3966, (2002).
41. Giannelis, E. P. Adv. Mater., 8, 29, (1996).
42. Ray, S, Okamoto, K., Okamoto, M. Macromolecules, 36, 2355, (2003).
43. Ray, S., Yamada, K., Okamoto, M., Fujimoto, Y., Ogami, A., Ueda, K. Polymer,
44,6633, (2003).
44. Avena, M., De Pauli, C. “Effect of Structural Charges on Proton Adsorption at
Clay Surfaces,” in „Geochemical and Hydrological Reactivity of Heavy Metals
in Soils, Selim, H., Kingery, W. eds., Lewis Publishers pp.79-109, (2003).
45. Misra, R., Fu, B. X., Plagge, A., Morgan, S. E. J Polym Sci, Part B: Polym
Phy, , 47, 1088, (2009)
46. Usuki, A., Kojima, Y., Kawasumi, M., Okada, A., Fukushima, Y., Kurauchi,
T., Kamigaito, O. J Mater Res, 8, 1179, (1993)

Chapter I - Introduction
Rajkumar. K 39
47. http://mineral.galleries.com/minerals/silicate/clays.htm, access date 15th February,
(2008)
48. Brindley, G.W., Brown, G. „Crystal Structures of Clay Minerals and Their X-
Ray Identification‟, Mineralogical Society, (1980)
49. Grim, R. „Clay Mineralogy‟, McGraw Hill, NY, (1968)
50. Schmidt, D.F. Ph.D. Thesis, Cornell University, NY, May, (2003)
51. Anand, A. K., Agarwal, U. S., Joseph, R. J Appl Polym Sci, 104, 3090, (2007)
52. Das, A., Stöckelhuber, K.W., Wang, De-Yi, Jurk, R., Fritzsche, J., Lorenz, H.,
Klüppel, M., Heinrich, G. Adv Polym Sci 239, 85, (2011)
53. Hasegawa, N., Kawasumi, M., Kato, M., Usuki, A., Okada, A. J Appl Polym Sci,
67, 87, (1998)
54. Arora, A., Choudhary, V., Sharma, D. K. J Polym Research, DOI: 10.1007/
s10965- 010-9481-6, (2010)
55. Ray, S., Quek, S.Y., Easteal, A., Chen, X. D. Internatl J Food Engg, 2, Article 5,
(2006)
56. Manias, E., Chen, H., Krishnamoorti, R., Genzer, J., Kramer, E.J., Giannelis,
E.P. Macromolecules, 33, 7955, (2000)
57. Loeppert, R. H., Jr Mortland, M. M., Pinnavaia, T. Clays & Clay Minerals, 27,
201, (1979)
58. Vaia, R. A.; Giannelis, E. P. Macromolecules 30, 799, (1997)
59. Kang, D., Kim, D., Yoon, S. H., Kim, D., Barry, C., Mead, J. Macromol Mater
Engg, 292, 329, (2007)
60. Alex, R., Ch 9, “Nanofillers in Rubber–Rubber Blends”, in „Rubber Nano -
composites: Preparation, Properties, and Applications‟ Thomas, S., Stephen, R.
Eds, Wiley, NY, (2010)
61. Krishnamoorti, R., Vaia, R. A. „Polymer Nanocomposites: Synthesis,
characterization and Modeling‟, ACS Symposium Series, CA, (2002)
62. Shonaike, G. O., Advani, S. G. „Advanced Polymeric Materials: Structure-
Property Relationships‟, CRC Press, Boca Raton, (2003)
63. Ajayan, P. M., Schadler, L. S., Braun, P. V. „Nanocomposite Science and
Technology‟, Wiley VCH, NY, (2003)
64. Zeng, J., Saltysiak, B., Johnson, W.S., Schiraldi, D. A., Kumar, S. Compos Part
BEngg, 35, 173, (2004)

Chapter I - Introduction
Rajkumar. K 40
65. Goettler, L. A., Lee, K. Y., Thakkar, H. Polym Reviews, 47, 291,(2007)
66. El-Sayed, M. A., Small is different: Shape-, size- and composition- dependent
properties of some colloidal semiconductor nanocrystals. Acc. Chem. Res., 37,
326–333, (2004)
67. Burda, C., Chen, X., Narayanan, R. and El-Sayed, M. A., Chemistry and
properties of nanocrystals of different shapes. Chem. Rev., 105, 1025–1102.
(2005)
68. Kulkarni, S. K., Doped II–VI semiconductor nanoparticles. Encycl. Nanosci.
Nanostruct. Mater., 2, 527–564 (2004)
69. Steigerwald, M. L. and Brus, L. E., Synthesis, stabilization and electronic
structure of quantum semiconductor nanoclusters. Ann. Rev. Mater. Sci.,
19, 471–495, (1989)
70. Shinoda, K., Microemulsions: Colloidal aspects. Adv. Colloid Interface Sci.,
4, 281, (1975)
71. Murry, C. B., Kagan, C. R. and Bawendi, M. G., Synthesis and characterization
of monodisperse nanocrystals and close-packed nanocrystal assemblies. Ann.
Rev. Mater. Sci., 30, 545–610, (2000)
72. Kundu, M., Khosravi, A. A., Singh, Prabhat and Kulkarni, S. K.,Synthesis and
study of organically capped ultra small clusters of cadmium sulfide. J. Mater.
Sci., 32, 245–248, (1997)
73. Mahamuni, S. et al., Thiophenol capped ZnS. J. Appl. Phys., 73, 5237–5240,
(1993)
74. Khosravi, A. A. et al., Manganese doped zinc sulfide nanoparticles by aqueous
method. Appl. Phys. Lett., 67, 2506–2508, (1995)
75. Morton, M. „Rubber Technology‟, van Nostrand, New York (1973)
76. The elements of Polymer Science and Engineering, Alfred Rudin, University of
Waterloo, (1973)
77. Blow, C.M., Hepburn, C. „Rubber Technology & Manufacture‟, Butterworths,
London, (1971)
78. Billmeyer, F. W. Textbook of Polymer Science, Wiley, USA, (2007)
79. Mark, J. E., Erman, B., Eirich, F. R. „Science and Technology of Rubber‟,
Elsevier, Amsterdam, 3rd Edition, (2005)

Chapter I - Introduction
Rajkumar. K 41
80. Goettler, L.A. Ch 7; Coran, A.Y. Ch 8 in „Handbook of Elastomers– New
Developments and Technology‟, Bhowmick, A.K., Stephens, H.L. Eds, 2nd Ed,
Marcel Dekker, Inc.,NY, (2001)
81. Hull, D., Clyne, T.W. „An Introduction to Composite Materials‟, Cambridge
University Press, 2nd Edition, (2003)
82. Rothon R., Advs. Polym. Sci., 139, 67 (1999)
83. Bhowmick, A.K., Hall, M. M., Benarey, H. A. „Rubber Product Manufacturing
Technology‟ CRC Press, (1994)





![c Copyright 2011 [please consult the Authors] Notice ...eprints.qut.edu.au/43874/1/SB11_Yunus_Yang_Too_eprint.pdfSustainable construction has become a growing concern throughout the](https://static.documents.pub/doc/80x56/5aeebe6a7f8b9ac2468bc010/c-copyright-2011-please-consult-the-authors-notice-construction-has-become.jpg)











