Page 1
CHEMICALLY BONDED PHOSPHATE CERAMICS FORSTABILIZATION AND SOLIDIFICATION OF MIXED WASTE
Arun S. Wagh, Dileep Singh, and Seung-Young Jeong
Energy Technology Division
Argonne National Laboratory
9700 S. Cass Avenue, Argonne, IL 60439
Summary
This chapter reviews a novel chemically bonded phosphate ceramic technology developed at
Argonne National Laboratory to stabilize low-level radioactive and transuranic mixed waste streams
within the U.S. Department of Energy (DOE) complex. This cement-like technology, which can
be used to treat solids, liquids, and sludges by micro- and/or macro-encapsulation and chemical
immobilization, is based on chemical reaction between phosphate anions and metal cations to form
a strong, dense, and durable matrix that stores the hazardous and radioactive contaminants as
insoluble phosphates and microencapsulates insoluble radioactive components. In this chapter, we
discuss the thermodynamic basis of phosphate stabilization and present several case studies to
demonstrate the effectiveness of the process in a wide variety of actual waste streams that include
low-level mixed ash, transuranics, fission products, radon-emanating wastes, salt solutions, and
heterogeneous mercury-containing debris. These case studies demonstrate that the waste forms
are not only stable in groundwater environments, but also are nonignitable and hence safe for
storage and transportation. The process has been made very versatile and thus can be used to treat
wide-ranging chemical species such as those in higher oxidation states, as well as very highly
soluble salt solutions. To attain this versatility, we have developed reduction methods and coupled
chemical immobilization with macroencapsulation. An independent study has found that this
room-temperature phosphate stabilization process is one of the most economical processes available
to treat low-level mixed waste within the DOE system.
Page 2
2
1. Introduction
Approximately 250,000 m3 of mixed low-level waste resides within the U.S. Department of
Energy (DOE) complex [Berry, 1994]. It exists in various forms in the following proportions:
39% aqueous liquids, 17% inorganic sludges and particulates, 25% heterogeneous debris, 3% soils,
and 5% organic liquids. The volume will increase to 1,200,000 m3 in the next few years. In
addition, DOE’s treatment plans currently show a significant number of waste streams that require
solidification and stabilization [Berry, 1994]. Because of the diverse nature of the physical and
chemical composition of these waste streams, no single solidification and stabilization technology
can be used to successfully treat and dispose of these wastes.
The low-level mixed wastes contain both hazardous chemical and low-level radioactive
species. Stabilization of such wastes requires that contaminants of both kinds be immobilized
effectively. Often, the contaminants are volatile compounds and hence cannot be treated effectively
by high-temperature processes [Mayberry et. al., 1992]. These volatiles are usually in the form of
chlorides or fluorides of heavy metals and actinides. Fluorine and chlorine are introduced in the
wastes from plastics such as polyvinyl chloride. In a conventional vitrification or plasma hearth
process, such contaminants may be captured in secondary waste streams such as scrubber residues,
or off-gas particulates that need further low-temperature treatment for stabilization. It may not be
viable to continuously recycle these secondary waste streams in the feed stream of the high-
temperature process because of the buildup of contaminant levels. These secondary waste streams
will therefore require low-temperature treatment to meet existing Land Disposal Restrictions
(LDRs). Also, some of these waste streams may contain pyrophorics that will ignite spontaneously
during thermal treatment and thus cause hot spots that may require expensive control systems and
equipment with demanding structural integrity on [Mayberry et al., 1992]. Therefore, there is a
critical need for a low-temperature treatment-and-stabilization technology that will effectively treat
the secondary wastes generated by high-temperature treatment processes and wastes that are not
amenable to thermal treatment; this was the main objective in the development of chemically
Page 3
3
bonded phosphate ceramics (CBPCs). Once developed, CBPCs have found their niche applications
in treating most difficult wastes such as salts, ashes, liquids, and sludges.
Transuranic (TRU) wastes that contain incinerated residues such as ash, ash heels, i.e., ash
calcined to get rid of loss-on-ignition fraction for safe transportation), and Pu-contaminated
crucibles are stored at several DOE sites [Behrens et al., 1995]. Some of these wastes contain as
much as 17 wt.% Pu and require stabilization for their safe transportation, safeguarding, and storage
at facilities such as the Waste Isolation Pilot Plant (WIPP). Earlier attempts to stabilize such waste
streams [Donald et al., 1997, Rask and Phillips 1993] employed thermal treatments that were based
on encapsulating wastes in a dense, hard ceramic or glass matrix. Such heat treatment of TRU
wastes is generally expensive. Formation of a good monolithic glass may also be difficult because
hot spots develop in the matrix due to pyrophoric components in the waste streams. In addition, if
the TRU wastes also contain hazardous components, the release of off-gases containing volatile
species of the hazardous metals during heat treatment is always a concern. CBPC technology was
successfully demonstrated for these wastes.
2. Chemically Bonded Phosphate Ceramics
CBPCs are fabricated by acid-base reactions between an inorganic oxide and either
phosphoric acid solution or an acid-phosphate solution. Kingery [6] conducted preliminary studies
of phosphate bonding in refractories at low-temperatures and identified several phosphate systems
that form hard ceramics. The acid-base process has the advantage that it can be used to treat both
acidic and alkaline wastes. In addition, because the process employs solid powder and phosphate
solution for the reactions, both solid and liquid wastes can be treated. Solid wastes can be crushed
and mixed with a starter powder and then reacted with liquid; liquid waste may be mixed with the
phosphoric acid or acid-phosphate solution and then reacted with the inorganic-oxide powder.
After the acid solution and base powder are mixed, the slurry can be transferred into molds for
setting. Because of the acid-base reaction, this technology is applicable to systems within a wide
pH range. These advantages broaden the applicability of this technology. Their low-temperature-
Page 4
4
setting characteristics, good strength, and low porosity make these phosphates suitable for the
stabilization of mixed wastes that cannot be treated by current technologies.
Previous work at Argonne National Laboratory (ANL) [7-10] and that of others [Sugama and
Kukacka, 1983, and Sliva and Scheetz, 1984] on the development of the CBPCs demonstrates the
inherent favorable properties of these materials for containment of mixed wastes. Some of these
properties are summarized below.
• Natural analogs of radioactive and rare earth elements. Monazites ([Ce, La, Y, Th]PO4) and
apatites (Ca5[PO4]3) are ores of U and Th and are natural host minerals of rare earths and
radionuclides. These natural analogs suggest the suitability of phosphate systems for
incorporating actinides [13].
• Extreme insolubility . Phosphates are extremely insoluble [14] in ground water and this
will ensure that the phosphate-based final waste forms will protect ground water from
contamination by the contained waste. A study by Sliva and Scheetz [12] shows good performance
of the waste forms that simulated wastes from the Idaho Chemical Plant; retainment of Cs and Sr
was excellent. Several long-term leaching tests conducted at ANL on Mg-phosphate systems
showed that these phosphates are insoluble in water and brine [7-10]. These examples indicate that
phosphate complexes are most suitable for containment of mixed waste.
• Phosphates can be processed in solid form at room temperature. As solidifying agents,
phosphates can set at low [6]. We have exploited room-temperature-setting MgKPO4 extensively
in solidification of low-level mixed waste.
• Compounds. Phosphate-bonded ceramics are nonflammable inorganic materials and hence
the phosphate waste forms are safe during transportation and storage.
• Minimal secondary waste streams and heat. Because the final waste form is synthesized at
a low temperature, volatilization is not a risk. Furthermore, because there is no thermal treatment of
Page 5
5
the waste streams, the fabrication steps and processing equipment needs are simple. In addition, the
entire stabilization reaction occurs within hours. The short setting time is particularly advantageous
because it minimizes worker exposure when radioactive waste is treated.
• Low overall processing costs. The raw materials required for fabricating the waste forms
are readily available at comparatively low cost. In addition, the fabrication technology is simple,
very similar to cement stabilization, and uses the same equipment that is used to stabilize cement.
• Other favorable properties. The radiation stability of magnesium ammonium phosphate is
excellent [Wagh et al., 1994]. Changes in the mechanical integrity of the material were not detected
after gamma irradiation to a cumulative dosage of 108 rads. Also, aluminum phosphate is known to
be a molecular sieve, and zirconium phosphate has a large ion-exchange capacity [Kanazawa, 1989].
Such properties make phosphates excellent host materials for radioactive isotopes.
3. Synthesis of CBPC
CBPCs are formed by reaction between magnesium oxide (MgO) and monopotassium
phosphate (KH2PO4) in solution. The reaction is governed by the reaction
MgO + KH2PO4 + 5H2O ----> MgKPO4.6H2O. (1)
This reaction yields the hard, dense ceramic of magnesium potassium phosphate hydrate,
MgKPO4.6H2O (MKP), which acts as a crystalline host matrix for the waste. During the reaction,
the hazardous and radioactive contaminants also react with KH2PO4 to form highly insoluble
phosphates. The bulk ceramic then microencapsulates the reacted contaminants in the dense
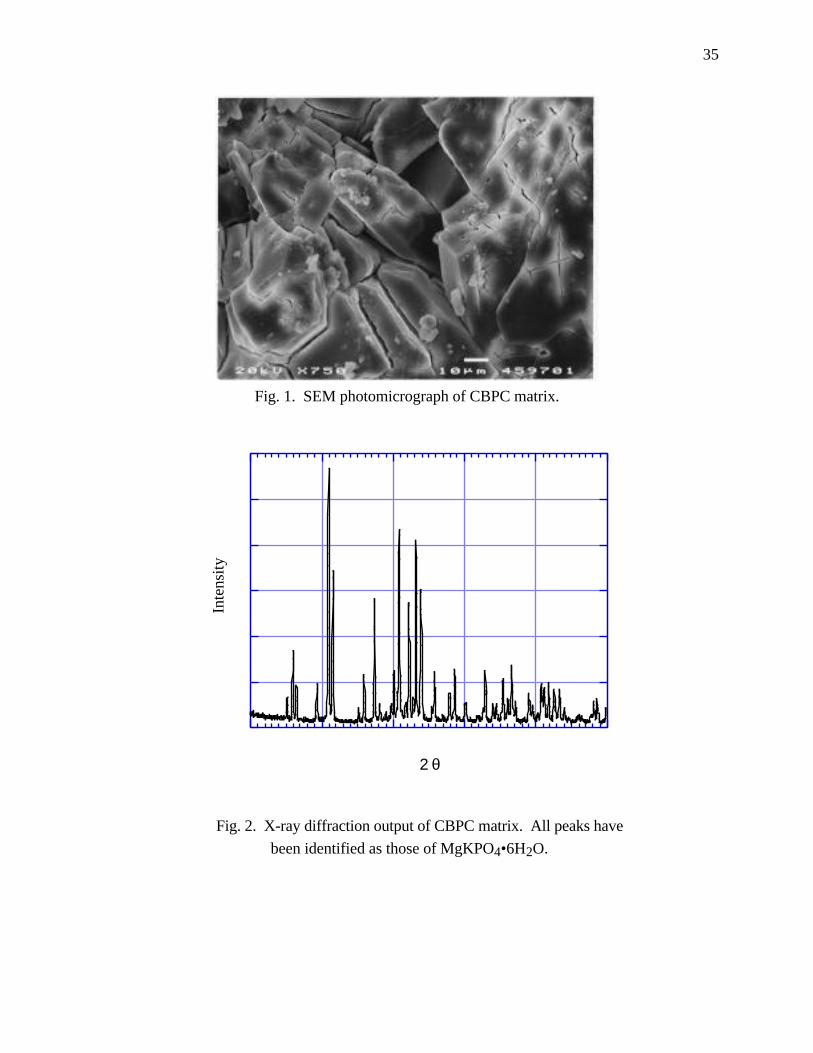
crystalline matrix of MKP. The crystallinity of the CBPC and overall phase formation may be seen
in the scanning electron microscopy (SEM) microphotograph and X-ray diffraction output in Figs.
1 and 2, respectively.
Page 6
6
CBPC waste forms are fabricated by slowly stirring a mixture of the waste, MgO, and
KH2PO4, in water. Because of the dissolution of the KH2PO4, the solution contains ions of
potassium phosphates and protons (H+) and is therefore acidic. The acidity of the solution
increases the solubilities of MgO, oxides of hazardous metals, and to some extent, radioactive
contaminants, and leads to the dissolution of the MgO and the contaminants. This, in turn, leads to
the release of Mg2+ and metal ions of the contaminants. These cations subsequently react with the
aqueous phosphate ions to produce phosphates.
To form a ceramic of MKP, it is necessary that Mg2+ react slowly with the phosphate ions.
On the other hand, it is necessary that the hazardous metals and radioactive components react
rapidly so they can be encapsulated in the MKP matrix. If the metals and radioactive components
react at a rate that is slower than the formation of the MKP matrix, sufficient phosphate anions will
not be available for them to react and they will not be fixed by the matrix as phosphates. Thus, for
superior stabilization, it is necessary that contaminants be converted to phosphates spontaneously.
The setting reaction given by Eq. 1 may be quantitatively formulated by studying the
thermodynamics of dissolution and overall reactions of the oxides in the KH2PO4 solution. The
KH2PO4 has high solubility and its dissolution is represented by
KH2PO4 = 2H+ + KPO42-, (2)
where the superscripts represent the ionic charge. This reaction is endothermic and occurs before
other components dissolve. When an alkaline oxide such as MgO is stirred into the acidic
phosphate solution, the pH of the solution slowly rises because the acid is neutralized. Initially, the
pH of the KH2PO4 is ≈4, but dissolution of the oxide neutralizes the acid solution and
subsequently leads to the formation of ceramics at a pH of ≈8.
In the presence of the 2H+ released by the KH2PO4, MgO dissolves by the reaction
MgO + 2H+ = Mg2+(aq)+ H2O, (3)
Page 7
7
where (aq) means the ion is aquated. Equations 1-3 form the basis for binder development in the
CBPC process. The ions from Eqs. 2 and 3, along with five additional moles of water, react to form
the matrix material MgKPO4.6H2O as given in Eq. 1.
The reaction between the ions in Eqs. 2 and 3 is exothermic; the heat is partially offset by the
cooling provided by the dissolution of KH2PO4. This may be seen in Fig. 3, where we have plotted
the temperature of the slurry vs. time. As the dissolution of KH2PO4 occurs, the slurry becomes
acidic and cools. Within ≈10 min., due to this cooling, some condensation was observed on the
sides of the 55-gal drum in which the stabilization was carried out for soils [Wescot et al., 1998].
In this acidic solution, MgO starts to dissolve according to Eq. 3 and then reacts with the phosphate
ions to produce the matrix material and heat; thus, the temperature of the slurry starts to rise. At
55˚C, the slurry thickens rapidly and solidifies almost instantaneously. The temperature of the
newly formed monolithic solid continues to rise, which indicates that the reaction is not complete
and continues. The maximum temperature observed in a full drum was 82˚C. This temperature
profile indicates that the slurry will not boil during formation of the ceramic and hence the process
is safe for treating waste streams at full scale.
4. Contaminant Stabilization
The solubility of hazardous, radioactive, and fission product contaminants in the CBPC pH
range of 4-8 plays a key role in the stabilization of these contaminants. Therefore, it is necessary
to study the solubility of the contaminants in detail.
The solubility product constant K, which is the ionic concentration of solubilized products
suitably normalized to the initial concentration of the reactants, is related to the net change in Gibb’s
free energy ∆G [Oxtoby et al., 1990] for a dissolution reaction, is given by
K = exp β(-∆G), (4)
Page 8
8
where β = 1/kBT, and kB and T are, respectively, the Boltzmann constant and the absolute
temperature of the system. It is customary to report K as
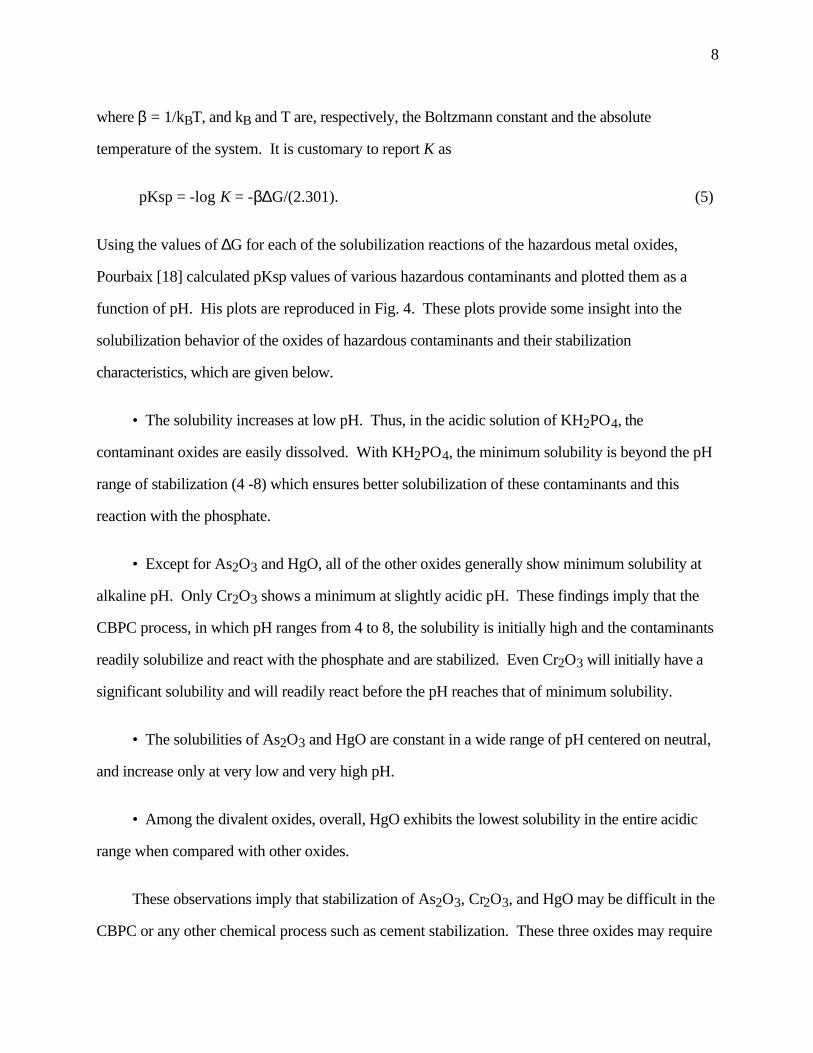
pKsp = -log K = -β∆G/(2.301). (5)
Using the values of ∆G for each of the solubilization reactions of the hazardous metal oxides,
Pourbaix [18] calculated pKsp values of various hazardous contaminants and plotted them as a
function of pH. His plots are reproduced in Fig. 4. These plots provide some insight into the
solubilization behavior of the oxides of hazardous contaminants and their stabilization
characteristics, which are given below.
• The solubility increases at low pH. Thus, in the acidic solution of KH2PO4, the
contaminant oxides are easily dissolved. With KH2PO4, the minimum solubility is beyond the pH
range of stabilization (4 -8) which ensures better solubilization of these contaminants and this
reaction with the phosphate.
• Except for As2O3 and HgO, all of the other oxides generally show minimum solubility at
alkaline pH. Only Cr2O3 shows a minimum at slightly acidic pH. These findings imply that the
CBPC process, in which pH ranges from 4 to 8, the solubility is initially high and the contaminants
readily solubilize and react with the phosphate and are stabilized. Even Cr2O3 will initially have a
significant solubility and will readily react before the pH reaches that of minimum solubility.
• The solubilities of As2O3 and HgO are constant in a wide range of pH centered on neutral,
and increase only at very low and very high pH.
• Among the divalent oxides, overall, HgO exhibits the lowest solubility in the entire acidic
range when compared with other oxides.
These observations imply that stabilization of As2O3, Cr2O3, and HgO may be difficult in the
CBPC or any other chemical process such as cement stabilization. These three oxides may require
Page 9
9
additional stabilizers, such as a source of sulfides, to enhance their solubility. This will be
demonstrated in relation to specific waste streams in later sections.
The value of ∆G determines the spontaneity of a chemical reaction. If ∆G < 0, the dissolution
will be spontaneous. If ∆G > 0, the dissolution will be nonspontaneous.
A spontaneous dissolution will produce a precipitate and will not support the formation of ceramics;
this implies that the solubilization reaction of MgO should be nonspontaneous. On the other hand,
because, for purposes of chemical immobilization, we want contaminants to react with phosphates
and form insoluble phosphates, it is necessary that they solubilize spontaneously. These
observations lead to the following required stabilization conditions.
pKsp < 0 for MgO, (6)
and
pKsp > 0 for contaminants. (7)
Commercially available MgO does not satisfy the first condition, and hence development of
CBPCs was elusive for a long time. We have been able to calcine MgO sufficiently to reduce its
solubility so that the condition in Eq. 6 is satisfied near neutral pH and a ceramic is formed. When
MgO is first stirred in, the solubilization reaction remains spontaneous and MgO dissolves in the
acidic solution. This raises the pH of the solution. As the pH approaches the neutral range, MgO
dissolves nonspontaneously and supports the formation of a ceramic.
As Fig. 4 shows, the solubility of the contaminants changes within the pH range of 4-8
(shown by shaded area), where the CBPC matrix is formed. The contaminants that will react
spontaneously have positive solubility in this range. All of the contaminants that do have a positive
total solubility satisfy Eq. 7 and will react spontaneously at that pH. Those contaminants that have
only negative solubility will not satisfy the condition in Eq. 7 and will not react spontaneously at pH
= 4. These contaminants will require additional stabilization. Oxides of Ag, Cd, Ni, Pb and Zn lie
on the right-hand side of the line at pH = 4, and will spontaneously dissolve in the phosphate
Page 10
10
solution, whereas oxides of As, Cr, Hg will not dissolve spontaneously and hence may not react
readily.
As we shall see in the case studies presented in later sections, stabilization of contaminants,
except for As, Cr, and Hg, has been easy. In the tests that were performed in our laboratory, As and
Cr in small concentrations (ppm) were not a problem, partially because the Toxicity Characteristic
Leaching Test (TCLP) passing limits for these substances [U.S. EPA, 1994] are high enough, i.e., 5
and 0.19 mg/L, respectively, and partial chemical stabilization and microencapsulation of these
contaminants by the phosphate matrix could arrest their leaching. However, stabilization of Hg is
very difficult, because the TCLP limit is very stringent (.0025 mg/L); hence, this contaminant
requires an additional stabilization step. Certain mining wastes of As and Cr contain high levels of
these contaminants, usually in a few percent. When As and Cr are in such high concentration in the
waste, e.g., or when they occur in higher leachable oxidation states as arsenates and chromates, their
stabilization is also difficult and they require additional stabilizers in the binder.
In the CBPC process, the problematic oxide components of Hg, As, and Cr are treated by a
small addition (<1%) of a sulfide such as K2S, which is added to the binder. Sulfidation of the
oxides converts them into insoluble sulfides, which are then microencapsulated in the CBPC matrix.
The oxides that are in higher oxidation states, e.g., Cr6+ or As5+, may be reduced to lower oxidation
states by addition of reductants to the binder; they are then stabilized.
Often, contaminants are present in excessive concentrations and the phosphate ion
concentraton is not adequate for stabilization. A good example of this case is that of the Waste
Experimental Research Facility (WERF) ash from Idaho National Engineering and Environmental
Laboratory (INEEL). The Zn concentraton in this ash was very high. Thus, the Zn was competing
with other contaminants to form phosphate, and the other contaminants were deprived of the
phosphate ions they required for stabilization. The problem was remedied by adding a small
amount of phosphoric acid to stabilize these contaminants.
Page 11
11
Despite these exceptional cases, the CBPC process is simple to operate, but requires a detailed
understanding of the waste stream composition and the stabilization mechanism. Sulfidation,
reduction mechanisms, or pH adjustments make the process highly successful in treating a very
wide range of waste streams.
Oxides of four-valent-state actinides, such as ThO2, UO2, PuO2 and AmO2, are inherently
insoluble in ground water. The values of pKsp for some of these oxides, taken from Refs. 20-23,
are provided in Table 1. One may notice that they are lower by several orders of magnitude than the
pKsp values of Mg or the hazardous contaminant oxides discussed in the previous section. Thus,
because of their extremely low solubility, actinide oxides, for immobilization purposes, may be
simply micro- or macroencapsulated in a dense matrix of phosphates. If actinides exist at a lower
oxidation state and exhibit a higher solubility, they are fully oxidized to the four-valent state in the
oxidation environment of the phosphate solution and insolubilized before encapsulation.
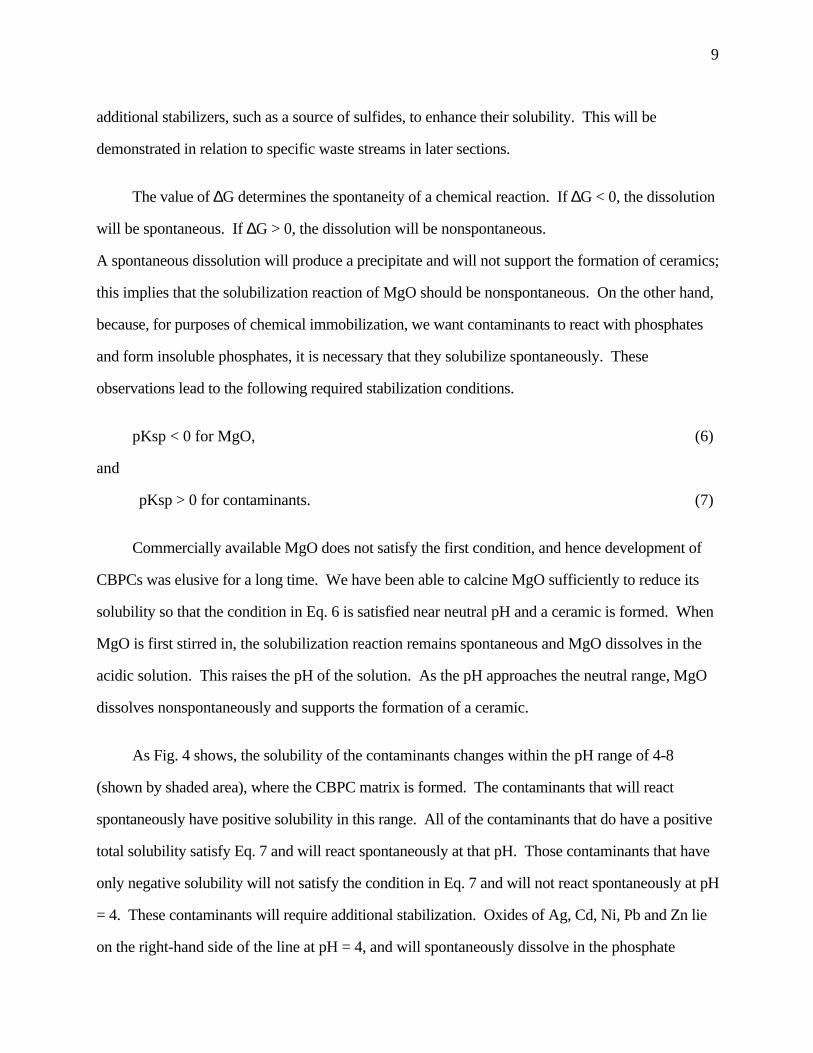
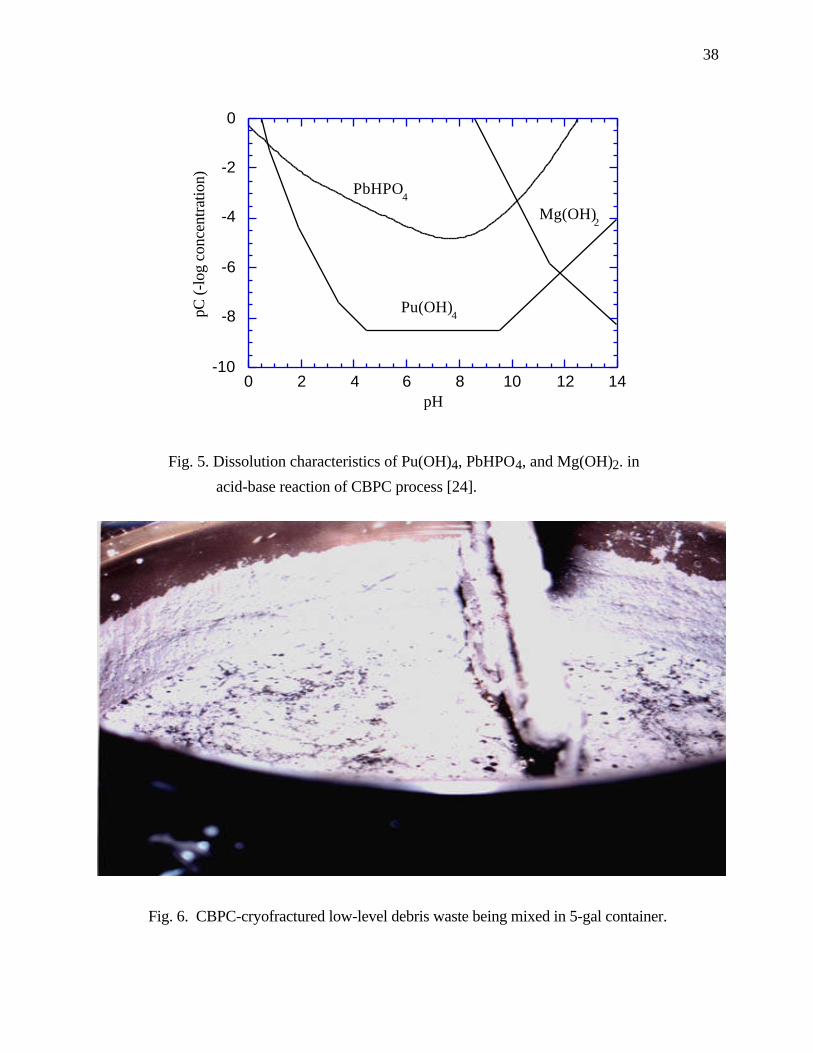
During encapsulation of these oxides in the CBPC matrix, these insoluble oxides are not
expected to react with the matrix components, even in an acidic solution [Wagh et al., 1997]. This
may be seen in the solubility diagram shown in Fig. 5, which was taken from Ref. 24 and plots the
solubility of PbHPO4, Pu(OH)4, and Mg(OH)2. In the pH range of the reaction slurry (4-8), the
solubility of Pu(OH)2 is the lowest, with a value of 8.5; hence, it is the most insoluble. On the other
hand, Mg(OH)2 will solubilize readily in this pH range and form the matrix to encapsulate
Pu(OH)2. Such a microencapsulation has been demonstrated for PuO2 by SEM and is discussed
in Section 5.3.
The four fission products Cs, Sr, Ba, and Tc have different solubility characteristics in the
acidic phosphate systems than those of other contaminants and hence must be considered
separately. Cs occurs as readily soluble compounds, e.g., CsCl, which are regarded as salt wastes
that need not only chemical immobilization but also must be supplemented by enhanced physical
macroencapsulation. We will discuss this in the context of salt waste stabilization. Sr and Ba
Page 12
12
behave more like the other hazardous metals discussed above. Each of them will dissolve easily,
react to form insoluble phosphates, and then become microencapsulated in the phosphate matrix.
Tc is more complex [Singh et al., 1998]; it normally exists in a four-valent state, but tends to
oxidize when disposed of as pertechnate (Tc7+), which is easily leachable. To retain it in the four-
valent state in the phosphate-bonded ceramic waste form, the CBPC process has been modified. Its
performance will be discussed in Section 5.2.
5. Demonstration of the Process with Actual Wastes: Case Studies
Several case studies were conducted to demonstrate the superior performance of the CBPC
waste forms as treatment of DOE waste streams. Below we present some of the major case studies
that show various advantages of the process, including leach resistance of the waste forms, their
long-term durability, removal of pyrophorocity from the waste streams, minimal gas generation,
nonflammability of the final waste forms, and most importantly, the ability of the process to treat a
very wide variety of waste streams that cannot be handled by other methods.
5.1 Stabilization of Low-Level Debris Waste
The CBPC technology was deployed to treat and dispose of low-level mixed waste at ANL’s
facility in Idaho (ANL-West) [Singh et al., 1998b]. Two debris wastes that contained hazardous
metals and low-level fission product contaminants were treated.
Hg-contaminated crushed light bulbs. Visual inspection of this waste revealed that 90 vol.%
was <60 mm in size; thus, it could not be classified as a debris waste [Singh et al., 1998b]. Typical
sizes of the crushed glass ranged from 2-3 cm long by 1-2 cm wide down to fine particulates.
Chemical analysis indicated an Hg concentration of ≈2.5 ppm. In addition, emissions from
isotopes of 60Co, 137Cs, and 154Eu were 1.1 x 10-5, 4 x 10-4, and 4 x 10-6 µCi/g, respectively.
Page 13
13
Radioactive contaminated lead-lined gloves. This waste was essentially Pb-lined gloves used
in various hot-cell operations. Radioactive contamination in the gloves was 137Cs (≈ 5 x 10-7
µCi/g). To stabilize this waste, the gloves were first cryofractured in liquid N with a high-speed
blender. Typical debris size from this operation ranged from powder to pieces as large as a few
millimeters; thus, this waste also did not fall under the debris waste category [Singh et al., 1998b].
Chemical analysis indicated that ≈11.3 wt.% Pb is present in the waste.
CBPC waste forms were fabricated in 5-gal. drums. Typical waste loading ranged from 35 to
40 wt.%. For glass waste, small amounts of potassium sulfide was added to the binder mixture to
stabilize Hg by converting it into least-soluble cinnabar (Hg2S) form. After mixing for ≈30-35
min, the resulting slurry (see Fig. 6) was allowed to set in the drum. This procedure produced
dense, hard ceramic waste forms.
TCLP test results (Table 2) showed excellent stabilization of both Hg and Pb in the waste
forms. Hg levels of 0.05 ppb in the leachate are well below the Environmental Protection Agency’s
(EPA's) Universal Treatment Standard (UTS) of 25 ppb, whereas the level for Pb was <0.1 ppm,
compared with the UTS limit of 0.37 ppm. The principal advantage of this technology is that
immobilization of contaminants is the result of both chemical stabilization, and subsequent
microencapsulation of the reaction products. Overall, ≈22 kg of the waste was treated, removed
from the inventory, and sent to the Radioactive Waste Management Complex at INEEL for storage.
5.2 Stabilization of Fission Products
99Tc, present in DOE high-level waste as a by-product of fission reactions, poses a serious
environmental threat because it has a long half life and is highly mobile in its soluble Tc+7 form.
Because of the volatility of 99Tc, wastes that contain this material must be treated at low
temperatures. CBPC process fulfills this need [Singh et al., 1998a].
Page 14
14
The actual waste was 99Tc that was partitioned and eluted from simulated high-level tank
waste, such as Hanford supernatant, by using a complexation-elution process developed by
Los Alamos National Laboratory (LANL) [Schroeder, 1995]. A typical composition of the waste
solution generated in the complexation-elution process is 1 M NaOH, 1 methylene-diamine, and
0.005 M Sn (II). Tc concentration in the waste was as high as 150 ppm.
Waste forms were fabricated by first precipitating 99Tc from the waste stream by using a
reduction process [Briscoe et al., 1931] and subsequently solidifying the precipitated Tc-oxide in
the CBPC. Tc loadings in the waste forms were as high as 900 ppm. The performance of the
waste forms was established with various strength, leaching, and durability tests. Long-term
leaching studies, as per the ANS 16.1 procedure, showed that leachability indices for 99Tc under
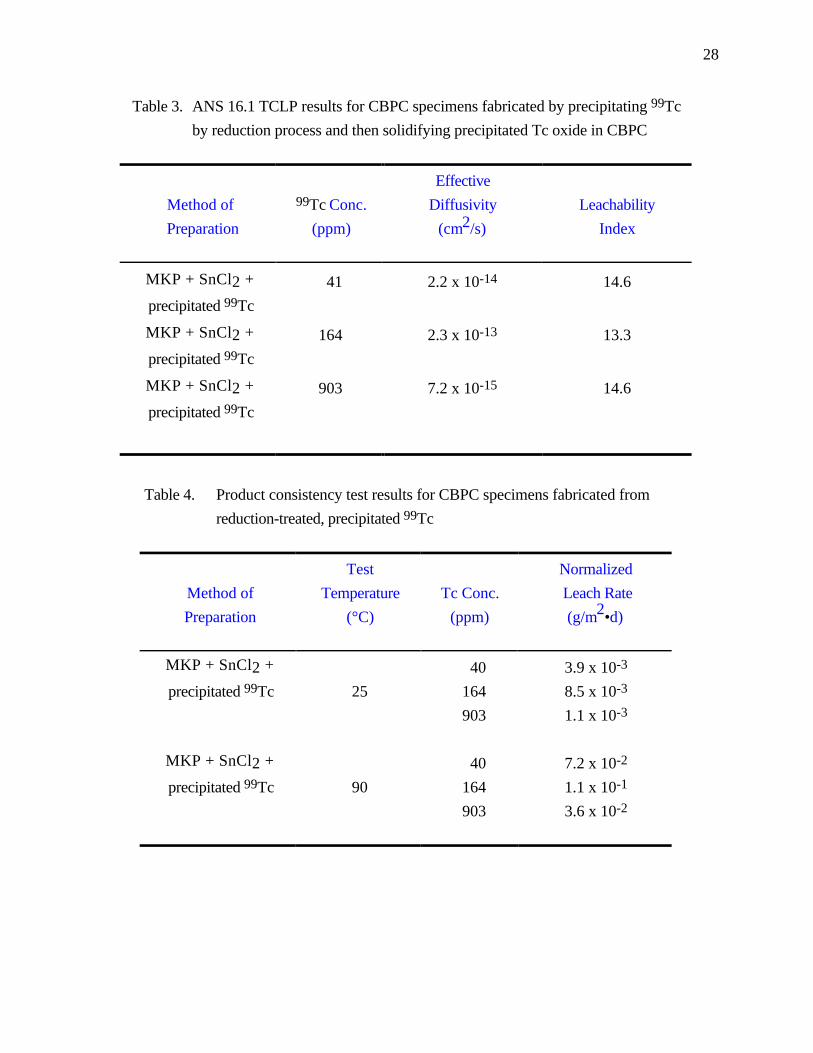
ambient conditions ranged between 13 and 14.6 (see Table 3). The normalized leach rate for 99Tc
determined by the Product Consistency Test [Mayberry et al., 1992] was as low as 1.1 x 10-3
g/cm2-d (see Table 4) under ambient conditions. The compressive strength of the waste forms was
≈30 MPa and the waste forms were durable in an aqueous environment. Superior containment of
99Tc in the CBPC matrix is believed to be due to a combination of appropriate reducing
environment (determined from Eh-pH measurements) and micro-encapsulation in a dense matrix.
5.3 Pu-Containing Combustion Residue Waste
A feasibility study was conducted on the use of CBPCs for stabilization of the combustion
residue of TRU wastes [Wagh et. al., 1999]. Using the CBPC matrix, we made waste forms that
contained 5 wt.% Pu to satisfy the safeguard termination limits of the WIPP.
To test the feasibility of incorporating Pu in the CBPC waste forms, we first conducted a
detailed leaching study with Ce as a surrogate for Pu and then made bench-scale samples. The
samples were tested for compressive strength and short- and long-term leaching by TCLP and 90-
day immersion, respectively. Satisfied with the performance of these surrogate waste forms, we
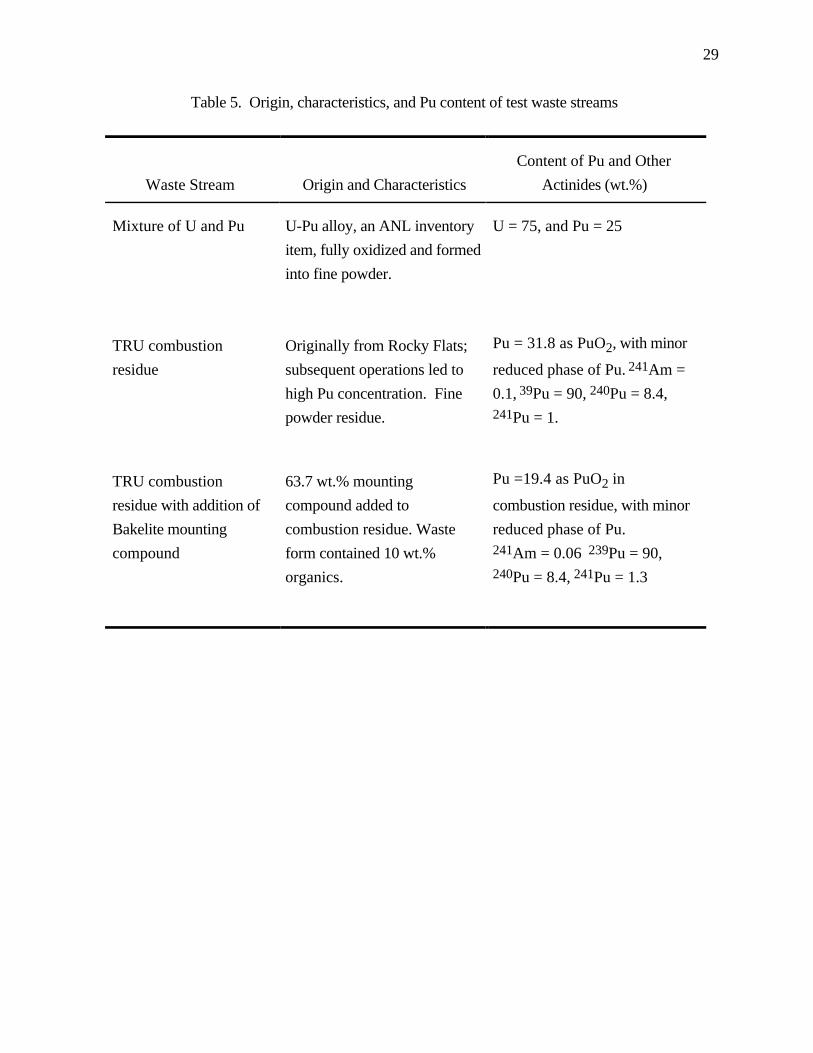
selected three actual waste streams, which are described in Table 5. The U-Pu oxide mixture was a
Page 15
15
result of corrosion of a U-Pu alloy. The TRU combustion residue, which was obtained originally
from Rocky Flats, was fully calcined for safe transport to ANL. Therefore, all organics and
combustibles were completely incinerated and the Pu concentration was enhanced. Thus, to
produce samples that were suitable for the study of the radiolysis effects of the organic components
of the wastes in the waste form, it was necessary to add a polymer to the waste. We accomplished
this by adding Bakelite mounting compound to the waste and thus produced the third waste.
The surrogate waste forms displayed high leaching resistance for both hazardous metals, and
Ce. By using Ce2O3 as a surrogate for pyrophoric Pu2O3 and U2O3, we also demonstrated that
such components oxidize within the matrix and produce nonpyrophoric components such as
Ce2O3[Wagh et al., 1997]. Here, we will concentrate on the detailed study conducted on radiolytic
gas generation from the actual waste forms. Hydrogen generation due to α-radiation of Pu at its
high concen-tration (5 wt.%) was a major concern, because MgKPO4.6H2O is the CBPC matrix
material and contains six moles of water for every mole of magnesium potassium phosphate.
Radiolytic decomposition of this water and any organic compounds in the waste form may
pressurize the containers during storage of the waste forms. The actual study of the waste form that
contained
10 wt.% organics indicated that such a radiolytic generation of gases was not a significant issue.
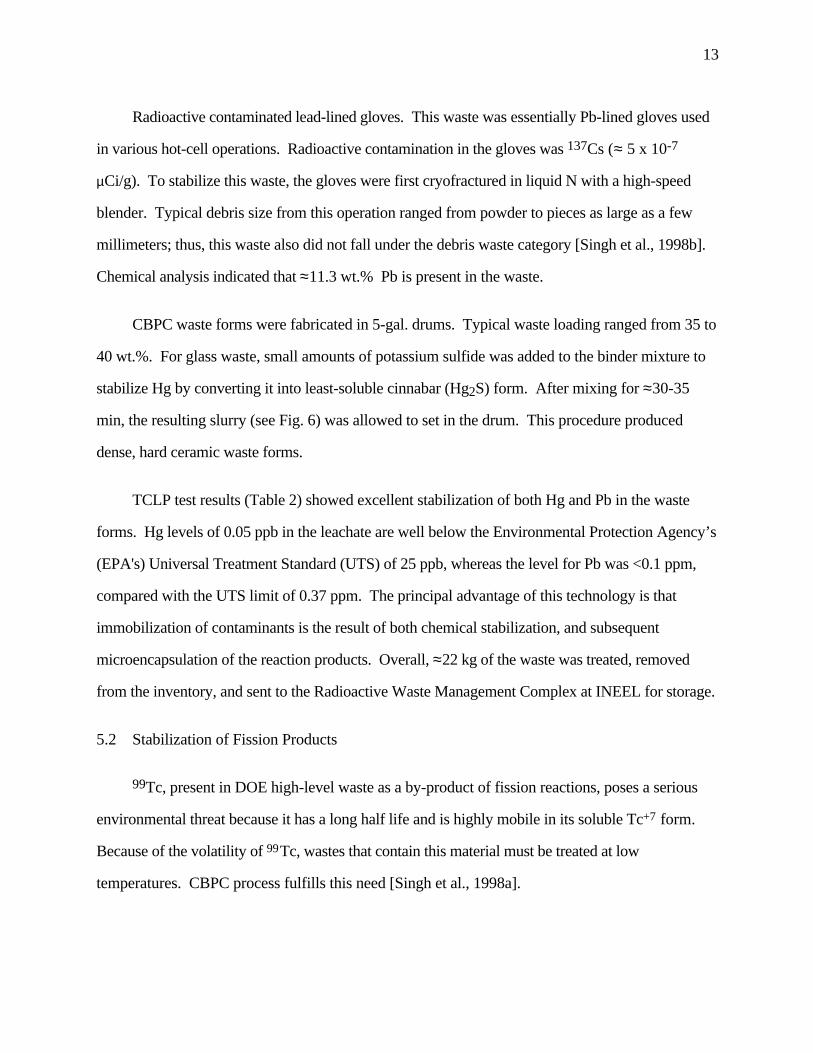
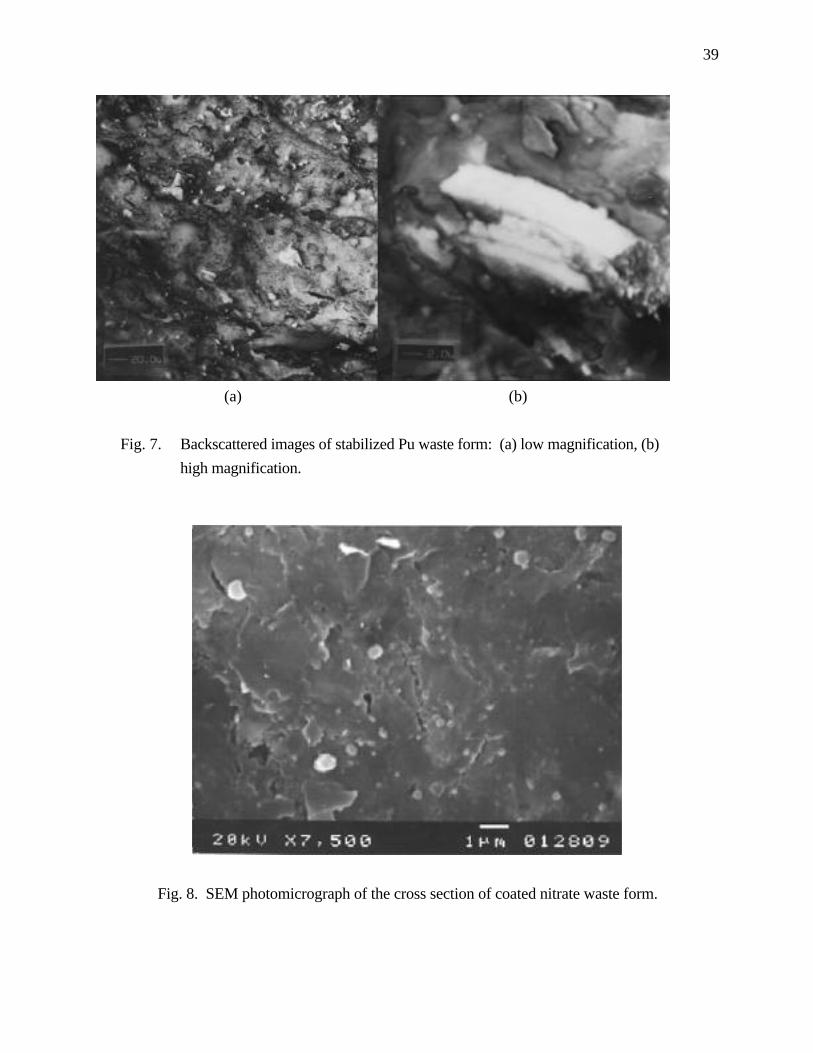
Figure 7 shows the SEM back-scattered image of PuO2 that is physically microencapsulated.
It is physically immobilized in the dense, strong matrix. In addition, the fact that it is present in its
fully oxidized state as PuO2 implies that pyrophoricity is removed and, because the oxide of Pu is a
most insoluble compound, leaching resistance is enhanced. Thus, the high leaching resistance is
due to the very low solubility of PuO2 and superior microencapsulation. These superior results,
even at a concentration of 5 wt.% Pu, indicate that the waste forms satisfy the current Safeguard
Termination Limit for storage of TRU combustion residues.
Page 16
16
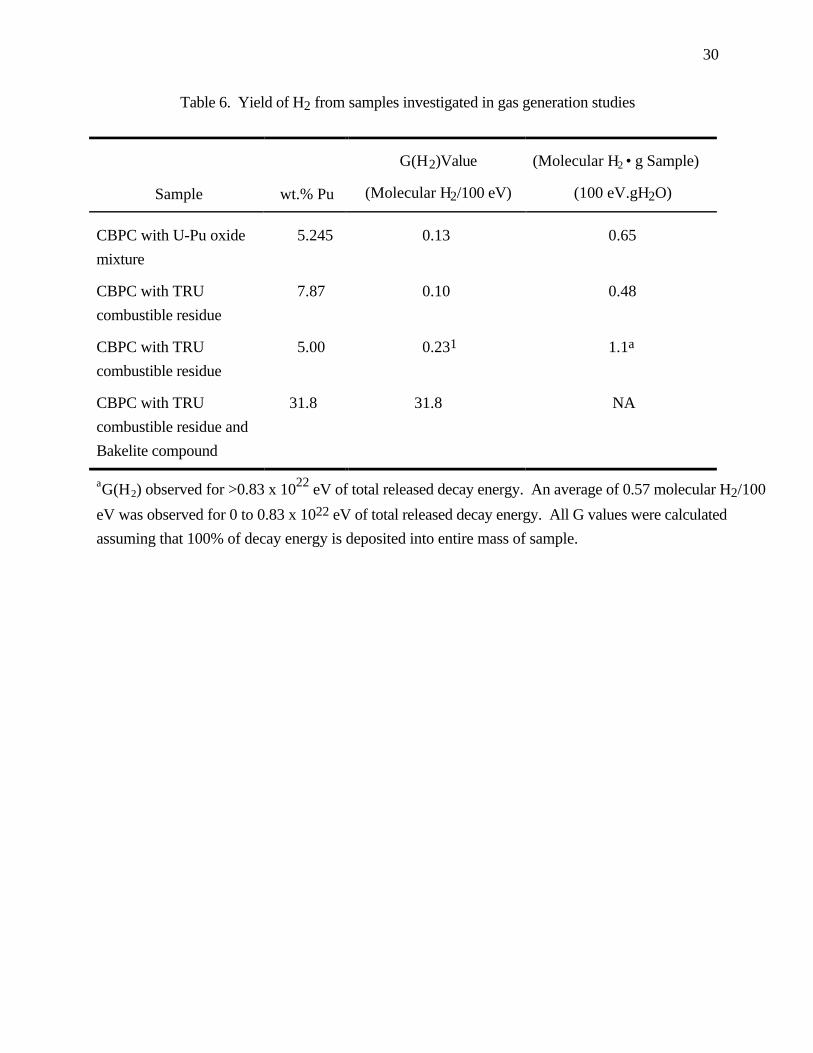
Table 6 gives the H2 yield of samples subjected to gas generation studies. The H2 yield is
represented in terms of a G(H2) value, which is defined as the ratio of the radiation chemical yield
to the energy absorbed, expressed in terms of the number of molecules generated per 100 eV. The
observed G(H2) values for the various CBPC samples compare well with the G(H2) values reported
in the literature for alpha and gamma radiolysis in similar waste forms. They are comparable to a
G(H2) value of 0.6 molecule of H2/100 eV investigated for solidification of tritiated water, 0.095 ±
0.005 total molecule/100 eV for the total gas production in FUETAP concrete, and 0-0.43 total
molecule/100 eV (combined alpha and gamma radiolysis) for simulated Hanford current acid waste
and double-shell slurry wastes immobilized in a cement-based grout [Dole and Friedman, 1986].
Siskind [30] summarized the G(H2) values reported in the literature for cement-solidified low-level
waste exposed to gamma radiation; these G(H2) values range from 0.03 to 0.35 molecule of H2/100
eV. Draganic and Draganic [31] reported G(H2) values for the radiolysis of pure liquid water as a
function of the linear energy transfer. For Pu-239, G(H2) is 1.6 molecular H2/100 eV. The values
given in Table 6 for waste streams without organics compare well with these reported G(H2) values.
These observations indicate that the gas yield is minimal and will not lead to pressurizing the waste
containers unless the waste contained very high levels of organics. Such a situation is unlikely
since most of the Pu wastes are calcined to oxidize Pu to its fullest extent to make it stable in the
waste stream.
5.4. Stabilization of Salt-Containing Waste
One of the key features of the CBPC process is that, unlike conventional cements, the
phosphate binder sets even in the presence of salts such as nitrates and chlorides. This was
demonstrated by producing monolithic solids of the binder through the use of sodium nitrate and
sodium chloride solutions in place of water [Wagh et al., 1999b, Singh et al., 1998c]. The solids
represented waste streams at DOE sites such as Hanford.
Page 17
17
This demonstration was conducted with surrogate salt waste. The surrogate waste in this
work represented the salt waste inventory within the DOE complex. Both chloride and nitrate waste
contained Fe2O3, Al(OH)3, Na3PO4, synthetic calcium silicate, and water as the major components;
NaCl, CaSO4, and NaNO3 as the salts; and Pb, Cr, Hg, Cd, and Ni (up to 800-900 ppm) as the
heavy metals in each of the contaminant oxides. Trichloroethylene was added to investigate whether
setting of the ceramic was in any way affected by residual organics in the waste. Waste forms were
fabricated with two waste loadings (58 and 70 wt.%) for each of the waste streams.
The hazardous contaminants were chemically immobilized and physically encapsulated in the
matrix of the CBPC; thus, the TCLP leaching results were excellent. The density of the final waste
forms ranged from 1.7 to 2.00 g/cm3 and compression strengths ranged from 1400 to 1900 psi for
both the chloride and nitrate waste forms. These values are significantly higher than Nuclear
Regulatory Commission LDR of 500 psi for cement-based waste forms [Mayberry et al., 1992].
Thus, CBPC salt waste forms at extremely high loadings are relatively dense, hard materials and are
suitable for salt waste stabilization. The TCLP performance was also excellent. The results showed
that the leaching levels were well below the EPA's UTS limits for all of the contaminants.
To arrest leaching of NaNO3 and NaCl, a macroencapsulation technique (in which a coating
is applied to the waste forms)was investigated and appropriate coating materials were identified for
successful retention of the anions [U.S. EPA, 1995]. Using this macroencapsulation technique, we
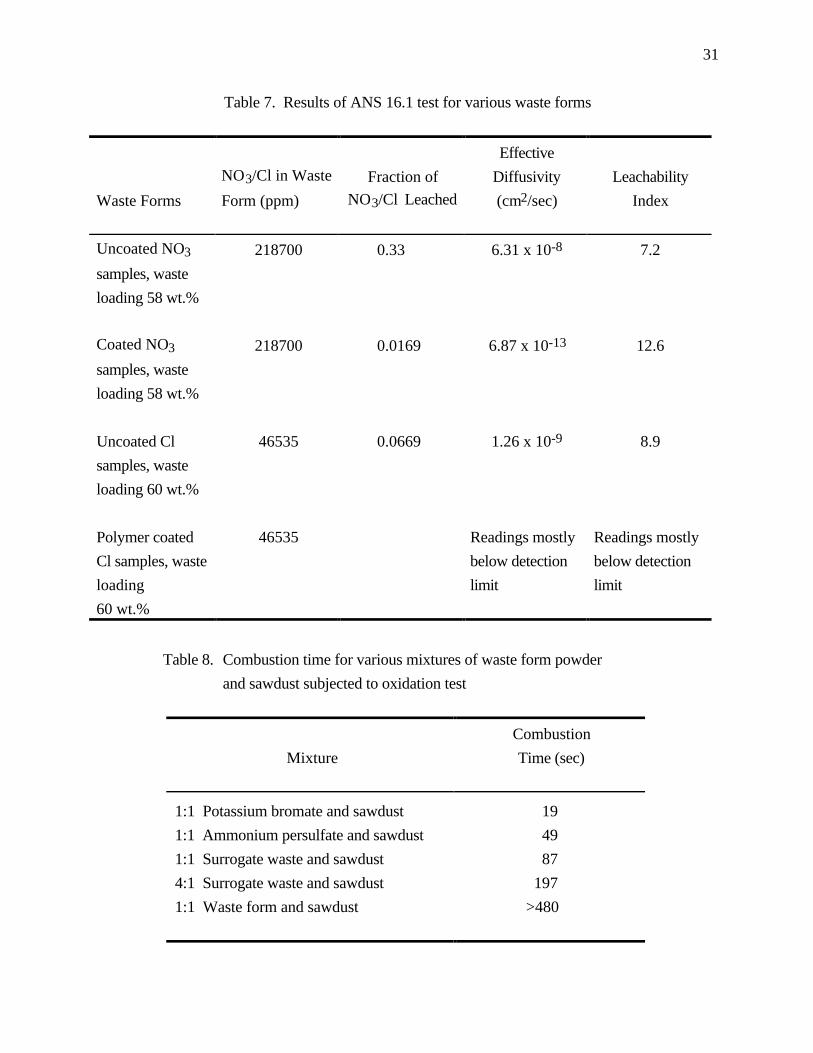
fabricated specimens and tested them for nitrate and chloride leaching by using the ANS 16.1
standard test. Table 7 provides the leachability index of the various specimens and shows that the
leaching levels of the anions are significantly reduced by the coating. The leaching index of 12.6,
obtained with the coating, is one of the highest for the nitrate waste forms.
The efficient retention of the anions in the macroencapsulated waste forms may be attributed
to the sealing of the pores on the surface of the waste forms by the coating material. To verify this,
Page 18
18
we investigated the microstructure of the cross section of one of the macroencapsulated waste forms
by SEM. Figure 7 provides the photomicrographs we obtained at low and high magnification.
As one may see in Fig. 7, the polymer seeps into the connected porosity of the phosphate
waste forms very efficiently. As we move from the top to the bottom of the photomicrographs, the
polymer fraction is reduced. At the top, the coating is continuous where the surface porosity of the
samples was greater. As the coating penetrates into the sample, it plugs all of the pores and forms
an impermeable coating that arrests leaching of the anions. In addition, this penetration helps to
develop a durable physical bond between the sample and the coating.
To test the durability of the waste forms after 90-day-immersion leachability testing, we
conducted compression strength measurements on the nitrate waste forms. Three nitrate waste
form specimens were immersed in deionized water for 90 days. Compression strengths of the three
specimens were determined at the end of the test period. The average compressive strength of the
three waste forms was 770 psi for 58% waste loading and 640 psi for 70% waste loading. Once
again, these values are higher than the minimal LDR of 500 psi.
Because nitrate waste is ignitable, it is necessary that the waste form be nonflammable for safe
transportation and storage. To demonstrate that CBPC waste forms comply with this requirement,
oxidation test was conducted on the nitrate waste forms. Using the procedure recommended by
EPA [34], we prepared a mixture of the waste form powder and soft-wood dust (sawdust) in a wt.
ratio of 1:1 and ignited it by passing using an electrical pulse through a Kanthal loop with a radius
of 2 cms that was embedded in the pile of the mixture. The time taken for the flame to consume
each of several mixtures was recorded and is presented in Table 8. The table shows that the time
required to burn mixtures of sawdust and known flammable salts, e.g., potassium bromate and
ammonium persulfate, was extremely short (19-197 sec), whereas the time required to burn the
waste form-and-sawdust mixtures was >480 sec (>8 min.), which is much longer than the
combustion time of ammonium persulfate, the minimum time for passing the test. This result
Page 19
19
implies that salt waste solidifed in CBPCs will not require any special packaging, because the
CBPCs are inorganic ceramic-type materials that assist in inhibiting the spread of flames and can be
excellent solidification media for flammable salt waste.
5.5. Packaging of Radium-Rich Fernald Silo Waste
Fernald Silo I and II wastes are radium-rich. Radium (Ra) disintegrates into radon (Rn)
which is a gas. Therefore, the wastes need to be suitably packaged for disposal and transportation.
For this reason, a demonstration of their packaging in the CBPC matrix was conducted at bench
scale [Wagh et al., 1999c]. The waste received from the Fernald Environmental Management
Project (FEMP) contained As5+, Ba, Cr6+, Ni, Pb, Se4+, and Zn as the hazardous contaminants.
The total specific activity of all the isotopes in the waste was 3.85 µCi/g; radium alone accounted
for 0.477 µCi/g of this activity. This indicated that Rn, as a daughter product of the Ra in the waste,
could pose a serious handling problem during this study. We made waste-form samples in a
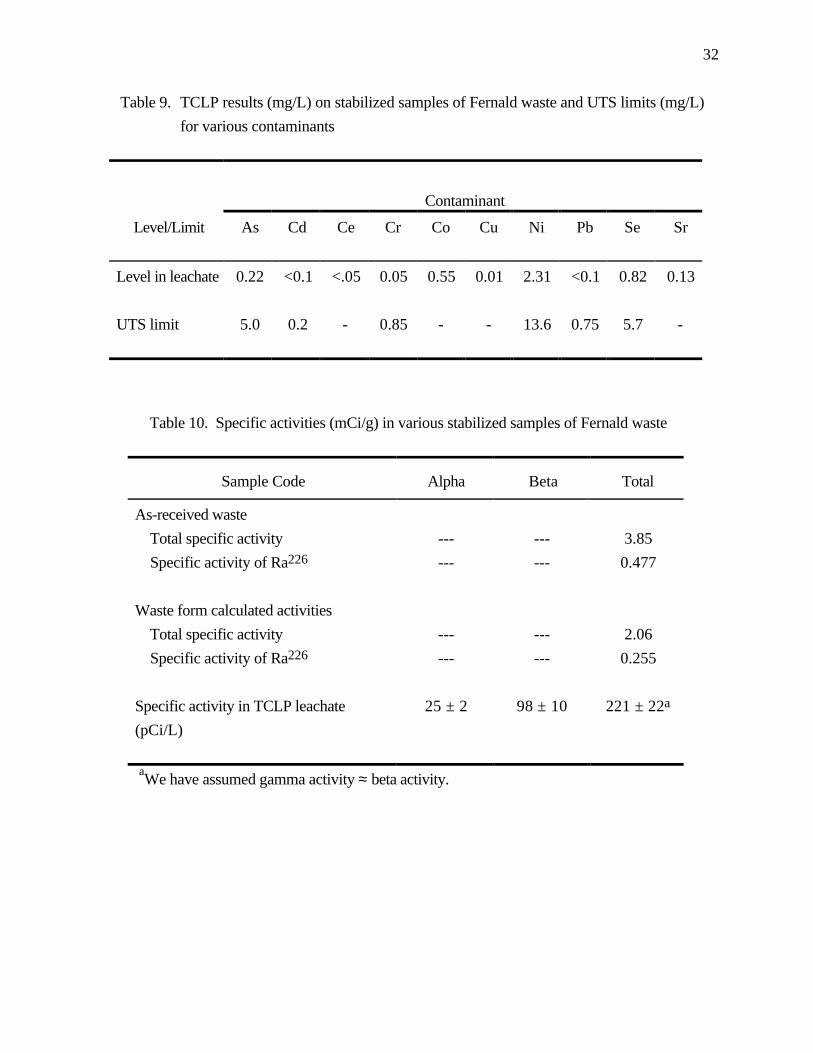
glovebox with an actual Fernald waste loading of 66.05 wt.% and subjected them to the TCLP test.
The results given in Table 9 show excellent stabilization of all contaminants. Actual levels detected
in the leachate were well below the EPA's most stringent UTS limits and in almost all cases were
one order of magnitude below this limit.
Table 10 gives the specific a, b, and total activities of the TCLP leachate. Although Ra activity
in the waste was 0.477 mCi/g and the total specific activity of all the isotopes was 3.85 mCi/g,
activity in the leachate is very low. In particular, because Ra is water soluble, the leachate could
provide it with a pathway. The fact that the activity in the leachate is at the pCi/mL level implies that
Ra and most of the other isotopes are stabilized in the waste forms. This is possible because Ra
would form a phosphate that is insoluble in the leachate. Thus, the CBPC process is a good way to
arrest leaching of radioactive contaminants.
Page 20
20
5.6. Solidification of Radioactive Incinerator Waste
The incinerator at the DOE Savannah River Site (SRS) burns low-level mixed waste. Ash and
scrubber residues are generated during the incineration process. Tests were being conducted to
verify whether the ash and scrubber waste streams can be stabilized by the CBPC method.
Acceptance criteria for the solid waste forms include leachability, bleed water, compression strength
testing, and permeability. Other tests on the waste forms include X-ray diffraction and SEM.
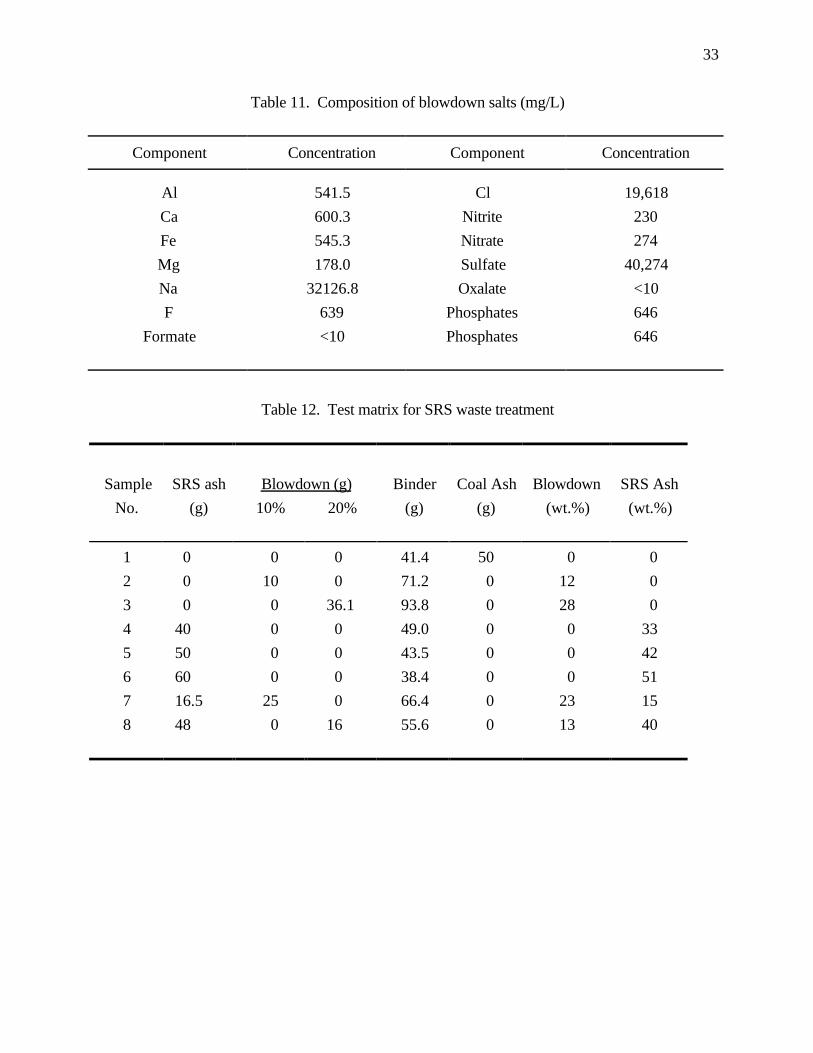
The composition of the incinerator blowdown is presented in Table 11. The quench system is
operated to produce blowdown that contains ≈10% total solids. The blowdown samples that were
used in this study contained 1.5% suspended solids, mostly SiO2 and Zn(OH)2. Dissolved-solids
content, usually NaCl and Na2SO4, was 8.2%. The pH of the blowdown was 8.77 and the water
content, 90.3%.
Based on X-ray diffraction, the blowdown contained cristobalite as SiO2, other forms of silica,
anorthoclase (NaK)(AlSi3O8), magnetite (Fe3O4); and hematite (Fe2O3). The ash, which was wet-
quenched, contained 45 ± 15% quench water; pH of the water in contact with the ash was 10.55.
Ash and blowdown used for sample preparation were generated at SRS by incineration of
diatomaceous earth filter rolls.
CBPC waste forms with various proportions of ash, blowdown, and combinations of ash and
blowdown were fabricated [Walker et al., 1999]. The test matrix of the waste form composition is
given in Table 12. The blowdown solution was evaporated to achieve higher salt waste loadings in
the waste form while maintaining the same amount of water. The samples were cured in sealed
containers for 28 days before testing.
Compressive strength estimates with a concrete penetrometer gave reading >700 psi, which
exceed our specification criterion of 500 psi. Permeability testing of the nonradioactive blank
sample with a Permeameter (Model # K-670A, ELE Int., Lake Bluff, IL) gave a reading of
Page 21
21
1 x10-4 cm2/s. A sample of ash that was not solidified passed the TCLP leachability limits so no
further TCLP tests were needed on stabilized waste forms.
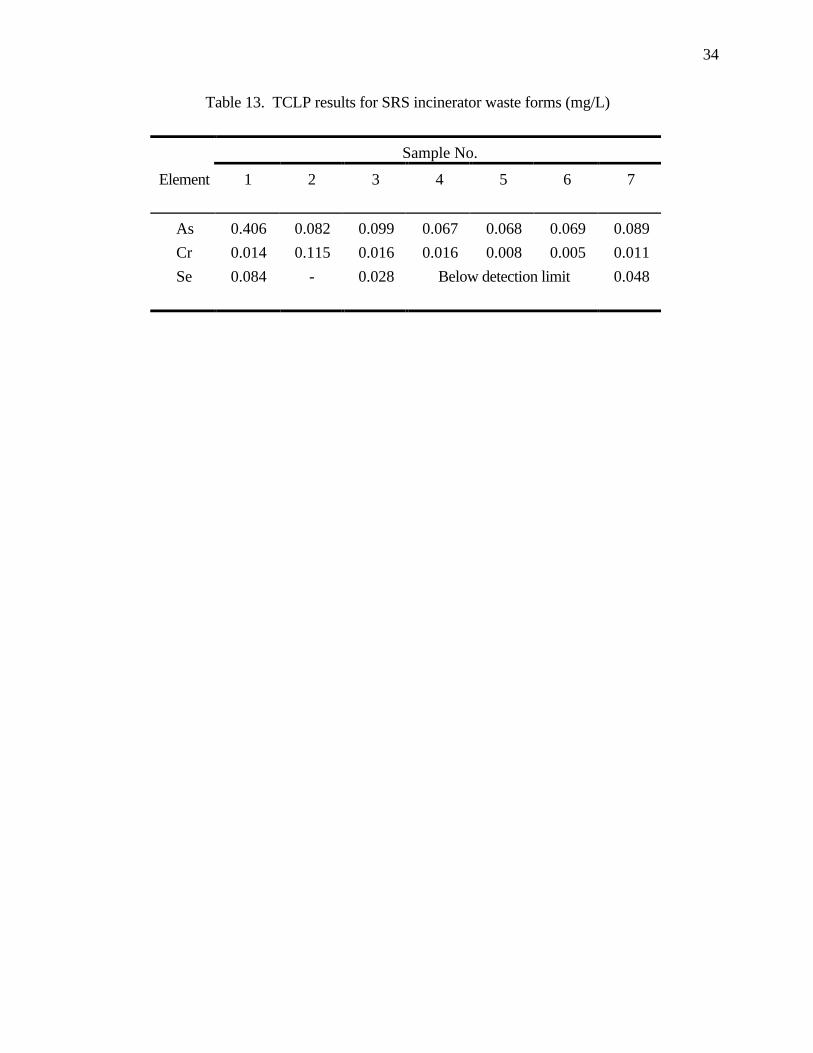
Initially, the blowdown solution contained < 0.01 ppm Hg, <0.025 ppm Ag, 2.56 ppm As,
0.12 ppm Ba, 0.211 ppm Cd, 2.11 ppm Cr, 0.325 ppm Pb, and .65 ppm Se. Results for Hg, Ag, Ba,
Cd, and Pb were below the detection limit and only As, Cr, and Se levels were measurable; these are
given in the Table 15. The detection limits for the various elements were as follows: Cr, 0.0056;
As, 0.045; Se, 0.0045; Ba, 0.0051; Cd, 0.0044; Ag, 0.0073; Pb, 0.0159; and Hg, 0.00035 mg/L.
Overall, all of the contaminants passed the TCLP limits assigned by the SRS [Walker et al., 1999].
Waste forms of Samples 2 and 3, made with blowdown, show a decrease in all chemical species.
The Se level in the blowdown, which initially exceeded limits, is within compliance after
solidification. The waste forms of Samples 4, 5, and 6, made with SRS ash, show a decrease in
leaching of chemical species, except for As. The waste forms of Samples 7 and 8, made with both
blowdown and SRS ash, show a leaching decrease in all blowdown chemical species.
In summary, the CBPC waste forms showed excellent performance. The only test that failed
was the test for permeability of a blank that was made from phosphate ceramic that was above the
minimum SRS acceptability criterion. Since this case study, excellent nonpermeable CBPCs have
been developed; they must now be tested with actual waste streams.
6. Conclusions
CBPC is a novel stabilization and solidification technology, developed at Argonne, that can
treat a very wide variety of mixed waste that contains low-level radioactivity, fission products, TRUs,
and salt waste. The case studies used to demonstrate this technology address several issues faced
at DOE sites. These issues include high TRU concentrations and gas generated by them; most
leachable salts, for which CBPC is a unique technology; occurrence of most leachable
contaminants, such as Tc7+, that require reduction during stabilization; and Ra-containing Silo
Page 22
22
waste that cannot be easily handled and treated. CBPC technology is a solution for each of these
cases.
Schwinkendorf and Cooley [1999] conducted an economic evaluation of various technologies
that are available for the treatment of mixed wastes in the DOE complex. They concluded that
CBPC technology is one of the most economical methods to treat these wastes. Since this
technology has been demonstrated in 55-gal trials, its superior performance and cost effectiveness
puts it in the forefront for treatment of DOE and commercial wastes in the millennium.
References
1. Berry, J. B., 1994. Mixed Waste Integrated Program - Demonstration Technologies to Meet
the Requirements of the Federal Facility Compliance Act, in Spectrum '94, Vol. 1, Nuclear and
Hazardous Waste Management International Topical Meeting, American Nuclear Society,
Atlanta, 249-254.
2. Mayberry, J., Dewitt, L., Darnell, R. Konynenburg, R., Singh, D., Schumacher, R.,
Ericksen, P., Davis, J., and Nakaoka, R., 1992. Technical Area Status for Low-Level Mixed
Waste Final Waste Forms, Vol. I, DOE/MWIP-3.
3. Behrens, R., Buck, E., Dietz, N., Bates, J., Van Deventer, E., and Chaiko, D., 1995.
Characterization of Plutonium-Bearing Wastes by Chemical Analysis and Analytical Electron
Microscopy, Argonne National Laboratory Report ANL-95/35.
4. Donald, I., Metcalfe, B., and Taylor, R., 1997. Review of the Immobilization of High-Level
Radioactive Wastes Using Ceramics and Glasses, J. Mater. Sci. 32: 5851-5887.
5. Rask, W. and Phillips, A., 1995. Ceramification: A Plutonium Immobilization Process, in
Proc. U.S. DOE Pu Stabilization and Immobilization Workshop: 153-157.
Page 23
23
6. Kingery, W., 1950. Fundamental Studies of Phosphate Bonding in Refractories, II.
Cold–setting Properties, J. Am. Ceram. Soc., 33: 242–247.
7. Wagh, A., Strain, R., Jeong, S., Reed, D., Krouse T., and Singh, D., 1999 (a). Stabilization of
Rocky Flats Pu-Contaminated Ash within Chemically Bonded Phosphate Ceramics, J. Nucl.
Mater., 265: 295-307.
8. Singh, D., Wagh, A., Cunnane, J., and Mayberry, J., 1997. Chemically Bonded Phosphate
Ceramics for Low-Level Mixed-Waste Stabilization, J. Environ. Sci. Health, A32(2): 527-
541.
9. Wagh, A., Singh, D., Jeong, S., and Strain, R., 1997. Ceramicrete Stabilization of Low-Level
Mixed Wastes - A Complete Story, in Proc. 18th DOE Low-Level Radioactive Waste
Management Conf., Salt Lake City, USDOE, May 20-22.
10. Wescot, J., Nelson, R., Wagh, A., and Singh, D., Jan. 1998. Low-Level and Mixed
Radioactive Waste In-Drum Solidification, Practice Periodical of Hazardous and Radioactive
Waste Management: 4-7.
11. Sugama T., and Kukacka, L., 1983. Magnesium Ammonium Monophosphate Cements
Derived from Diammonium Phosphate Solutions, Cem. Concr. Res., 13:407-416.
12. Sliva, P., and Scheetz, B., 1984. An ICPP Aluminum Phosphate Ceramic Waste Form:
Synthesis and Room-Temperature Aqueous Stability, in Nuclear Waste Management,
Advances in Ceramics Vol. 8, Amer. Ceram. Soc.: Westerville, OH, 263-272.
13. McCarthy, G., White, W., Smith, D., Lasaga, A., Ewing, R., Nicol, A., and Roy, R., 1982.
Mineral Models for Crystalline Hosts for Radionuclides in Radioactive Waste Disposal, in
The Waste Package, Vol. 1, ed. R. Roy. Pergamon Press, New York: 184-232.
Page 24
24
14. Nriagu, J., and Moore, P., (eds.), 1984. Phosphate Minerals, Springer-Verlag, New York:
171-198.
15. Wagh, A., Singh, D., Sutaria, M., Kurokawa, S., and Mayberry, J., 1994. Low-Temperature-
Setting Phosphate Ceramics for Stabilizing DOE Problem Low-Level Mixed Waste: II.
Performance Studies of Final Waste Forms, in Proc. Waste Management 94 Conf., Tucson,
AZ.
16. Kanazawa, T., ed., 1989. Inorganic Phosphate Materials, Elsevier, New York: 121 .
17. Oxtoby, D., Nachtrieb, N., and Freeman, W., 1990. Chemistry, Science of Change, Saunders
College Pub., Philadelphia: 372-375.
18. Pourbaix, M., 1967. Atlas of Electrochemical Equilibria in Aqueous Solutions, Pergamon
Press, New York.
19. U.S. EPA, 1994. 40 CFR Part 268.45 for Treated Wastes.
20. Dean, J. A.,1992. Lange’s Handbook of Chemistry, 14th Ed., McGraw-Hill, New York, 8.11.
21. Linke, W. F., 1958. Solubilities, Vol. II, 4th Ed. Am. Chem. Soc., Washington, DC.
22. Taylor, A. W., Frazier, A. W., and Gurney, E. L. 1963. Solubility Products of magnesium
Ammonium and Magnesium Potassium Phosphate, Trans. Faraday Soc. 59, 1580.
23. Taylor, A. W., Frazier, A. W., Gurney, E. L., and Smith, J. P. 1963. Solubility Products of
Di- and Trimagnesium Phosphate and Dissociation of Magnesium Phosphate Solutions,
Trans. Faraday Soc. Vol. 59, 1585.
24. Puigdomenech, I., and Bruno, J., 1991. Plutonium Solubilities, Tech. Report 91-04. Swedish
Nuclear Fuel and Waste Management Co., Stockholm.
Page 25
25
25. Singh, D., Mandalika, V., Strain, R., Parulekar, S., and Wagh, A., 1998 (a). Magnesium
Potassium Phosphate Ceramic for 99Tc Immobilization, Communicated to J. Am.. Ceram.
Soc.
26. Singh, D., Barber, D., Wagh, A., Strain, R., and Tlustochowicz, M., 1998 (b). Proc. Waste
Management 98 Conf., Tucson, AZ.
27. Schroeder, N., 1995. Technetium Partitioning for the Hanford Tank Waste Remediation
System: Anion Exchange Studies for Partitioning Technetium from Synthetic DSSF and
DSS Simulants and Actual Hanford Wastes (101-SY and 103-SY) Using ReillexTM-HPQ
Resin, Annual Report, LA-UR-95-4440, Los Alamos National Laboratory.
28. Briscoe, H., Robinson, P., and Stoddort, E., 1931. The Reduction of Potassium Perhenate, J.
Chem. Soc., Vol. I: 666-669.
29. Dole, L., Friedman, H., 1986. Radiolytic Gas Generation from Cement-Based Waste Hosts
for DOE Low-Level Radioactive Wastes, Report No. CONF-860605-14, Oak Ridge National
Laboratory.
30. Siskind, B., 1992. Gas Generation from Low-Level Waste: Concerns for Disposal, Report
No. BNL-NUREG-47144, Brookhaven National Laboratory.
31. Draganic, G., and Draganic, Z., 1971. The Radiation Chemistry of Water, Academic Press,
New York.
32. Wagh, A., Singh, D., Patel, K., Jeong S., and Park, J., 1999 (b). Salt Waste Stabilization In
Chemically Bonded Phosphate Ceramics, Final Report to Mixed Waste Focus Area of U.S.
Dept. of Energy.
33. Singh, D., Patel, K., Wagh, A., and Jeong, S., 1998 (c). Proc. Spectrum ‘98 Conf., Denver,
Sept. 13-18: 553-560.
Page 26
26
34. U.S. EPA, Guidelines for Classification and Packing Group Assignment of Division 5.1,
Materials, 1995, CFR CH1 (10 - 1 -95 Ed.), Appendix F to Part 173.
35. Wagh, A., Singh, D., Jeong, S., Graczyk, D., and Tenkate, L., 1999 (c). Demonstration of
Packaging of Fernald Silo I Waste in Chemically Bonded Phosphate Ceramic, in Proc. Waste
Management 99 Conf., Tucson, AZ.
36. Walker, B., Langton, C., and Singh, D., 1999. Proc. 101st Annual Meeting of Am. Ceram.
Soc., Indianapolis.
37. E. Schwinkendorf, E., and C. Cooley, C., 1999. Costs of Mixed Low-Level Waste
Stabilization Options, in Proc. Waste Management Conf., Tucson, AZ .
Page 27
27
Table 1. Solubility product constants of phosphates of radioactive and
related materials
Phosphate pKsp Reference
Radioactive Contaminants
(UO2)3(PO4)2 46.7 20
UO2HPO4 10.69 20
UO2KPO4 23.11 21
Pu(HPO4)2.xH2O 27.7 20
Th3(PO4)4 78.6 20
Th(HPO4)2 20 20
Matrix Phases
MgKPO4.6H2O 10.6 22
Newberyite 5.8 23
Surrogate Waste Form
Monazite as CePO4 23 20
Table 2. TCLP results on CBPC waste forms
Contaminant SourceLoading(wt.%)
ContaminantConc. in
Waste FormTCLP Results
on SourceTCLP Results
on Waste Form
Hg
Pb
Hg waste
Cryofractured
Pb-lined gloves
40
35
1000 ppb
4 wt.%
24.4 ppb
328 ppm
0.05 ppb
<0.1 ppm
Page 28
28
Table 3. ANS 16.1 TCLP results for CBPC specimens fabricated by precipitating 99Tc
by reduction process and then solidifying precipitated Tc oxide in CBPC
Method of
Preparation
99Tc Conc.
(ppm)
Effective
Diffusivity
(cm2/s)
Leachability
Index
MKP + SnCl2 +
precipitated 99Tc
41 2.2 x 10-14 14.6
MKP + SnCl2 +
precipitated 99Tc
164 2.3 x 10-13 13.3
MKP + SnCl2 +
precipitated 99Tc
903 7.2 x 10-15 14.6
Table 4. Product consistency test results for CBPC specimens fabricated from
reduction-treated, precipitated 99Tc
Method of
Preparation
Test
Temperature
(°C)
Tc Conc.
(ppm)
Normalized
Leach Rate
(g/m2•d)
MKP + SnCl2 +
precipitated 99Tc 25
40
164
903
3.9 x 10-3
8.5 x 10-3
1.1 x 10-3
MKP + SnCl2 +
precipitated 99Tc 90
40
164
903
7.2 x 10-2
1.1 x 10-1
3.6 x 10-2
Page 29
29
Table 5. Origin, characteristics, and Pu content of test waste streams
Waste Stream Origin and Characteristics
Content of Pu and Other
Actinides (wt.%)
Mixture of U and Pu U-Pu alloy, an ANL inventory
item, fully oxidized and formed
into fine powder.
U = 75, and Pu = 25
TRU combustion
residue
Originally from Rocky Flats;
subsequent operations led to
high Pu concentration. Fine
powder residue.
Pu = 31.8 as PuO2, with minor
reduced phase of Pu. 241Am =
0.1, 39Pu = 90, 240Pu = 8.4,241Pu = 1.
TRU combustion
residue with addition of
Bakelite mounting
compound
63.7 wt.% mounting
compound added to
combustion residue. Waste
form contained 10 wt.%
organics.
Pu =19.4 as PuO2 in
combustion residue, with minor
reduced phase of Pu.241Am = 0.06 239Pu = 90,240Pu = 8.4, 241Pu = 1.3
Page 30
30
Table 6. Yield of H2 from samples investigated in gas generation studies
G(H2)Value (Molecular H2 • g Sample)
Sample wt.% Pu (Molecular H2/100 eV) (100 eV.gH2O)
CBPC with U-Pu oxide
mixture
5.245 0.13 0.65
CBPC with TRU
combustible residue
7.87 0.10 0.48
CBPC with TRU
combustible residue
5.00 0.231 1.1a
CBPC with TRU
combustible residue and
Bakelite compound
31.8 31.8 NA
aG(H2) observed for >0.83 x 1022 eV of total released decay energy. An average of 0.57 molecular H2/100
eV was observed for 0 to 0.83 x 1022 eV of total released decay energy. All G values were calculated
assuming that 100% of decay energy is deposited into entire mass of sample.
Page 31
31
Table 7. Results of ANS 16.1 test for various waste forms
Waste Forms
NO3/Cl in Waste
Form (ppm)
Fraction of
NO3/Cl Leached
Effective
Diffusivity
(cm2/sec)
Leachability
Index
Uncoated NO3
samples, waste
loading 58 wt.%
218700 0.33 6.31 x 10-8 7.2
Coated NO3
samples, waste
loading 58 wt.%
218700 0.0169 6.87 x 10-13 12.6
Uncoated Cl
samples, waste
loading 60 wt.%
46535 0.0669 1.26 x 10-9 8.9
Polymer coated
Cl samples, waste
loading
60 wt.%
46535 Readings mostly
below detection
limit
Readings mostly
below detection
limit
Table 8. Combustion time for various mixtures of waste form powder
and sawdust subjected to oxidation test
Mixture
Combustion
Time (sec)
1:1 Potassium bromate and sawdust 19
1:1 Ammonium persulfate and sawdust 49
1:1 Surrogate waste and sawdust 87
4:1 Surrogate waste and sawdust 197
1:1 Waste form and sawdust >480
Page 32
32
Table 9. TCLP results (mg/L) on stabilized samples of Fernald waste and UTS limits (mg/L)
for various contaminants
Contaminant
Level/Limit As Cd Ce Cr Co Cu Ni Pb Se Sr
Level in leachate 0.22 <0.1 <.05 0.05 0.55 0.01 2.31 <0.1 0.82 0.13
UTS limit 5.0 0.2 - 0.85 - - 13.6 0.75 5.7 -
Table 10. Specific activities (mCi/g) in various stabilized samples of Fernald waste
Sample Code Alpha Beta Total
As-received waste
Total specific activity
Specific activity of Ra226
---
---
---
---
3.85
0.477
Waste form calculated activities
Total specific activity
Specific activity of Ra226
---
---
---
---
2.06
0.255
Specific activity in TCLP leachate
(pCi/L)
25 ± 2 98 ± 10 221 ± 22a
aWe have assumed gamma activity ≈ beta activity.
Page 33
33
Table 11. Composition of blowdown salts (mg/L)
Component Concentration Component Concentration
Al 541.5 Cl 19,618
Ca 600.3 Nitrite 230
Fe 545.3 Nitrate 274
Mg 178.0 Sulfate 40,274
Na 32126.8 Oxalate <10
F 639 Phosphates 646
Formate <10 Phosphates 646
Table 12. Test matrix for SRS waste treatment
Sample SRS ash Blowdown (g) Binder Coal Ash Blowdown SRS Ash
No. (g) 10% 20% (g) (g) (wt.%) (wt.%)
1 0 0 0 41.4 50 0 0
2 0 10 0 71.2 0 12 0
3 0 0 36.1 93.8 0 28 0
4 40 0 0 49.0 0 0 33
5 50 0 0 43.5 0 0 42
6 60 0 0 38.4 0 0 51
7 16.5 25 0 66.4 0 23 15
8 48 0 16 55.6 0 13 40
Page 34
34
Table 13. TCLP results for SRS incinerator waste forms (mg/L)
Sample No.
Element 1 2 3 4 5 6 7
As 0.406 0.082 0.099 0.067 0.068 0.069 0.089
Cr 0.014 0.115 0.016 0.016 0.008 0.005 0.011
Se 0.084 - 0.028 Below detection limit 0.048
Page 35
35
Fig. 1. SEM photomicrograph of CBPC matrix.
Inte
nsity
2 θ
Fig. 2. X-ray diffraction output of CBPC matrix. All peaks have
been identified as those of MgKPO4•6H2O.
Page 36
36
Tem
pera
ture
(°C
)
Time (min)
15
20
25
30
35
0 5 10 15 20 25 30 35 40
Tem
pera
ture
(°C
)
Time (min)
55 gal sample
2 liter sample
Fig. 3. Variation in temperature with time, which reflects pH (see text),
during setting of soil in CBPC process at 55-gal and 2-L scales.
Page 37
37
-12
-11
-10
-9
-8
-7
-6
-5
-4
-3
-2
-1
0
0 2 4 6 8 10 12 14
Log
C
pH
CBPC setting range
Fig. 4. Solubility pKsp (shown as log C) of hazardous contaminants as a function of
pH. Adapted from Pourbaix [18].
Page 38
38
-10
-8
-6
-4
-2
0
0 2 4 6 8 10 12 14
pC (
-log
con
cent
ratio
n)
pH
PbHPO4
Mg(OH)2
Pu(OH)4
Fig. 5. Dissolution characteristics of Pu(OH)4, PbHPO4, and Mg(OH)2. in
acid-base reaction of CBPC process [24].
Fig. 6. CBPC-cryofractured low-level debris waste being mixed in 5-gal container.
Page 39
39
(a) (b)
Fig. 7. Backscattered images of stabilized Pu waste form: (a) low magnification, (b)
high magnification.
Fig. 8. SEM photomicrograph of the cross section of coated nitrate waste form.