Global Climate and Energy Project (GCEP) Stanford University, April 15-16, 2008 Workshop on Carbon Management in Manufacturing Industries C P d ti fS Co-Production of Syngas and Metals or Lime Martin M. Halmann Dept. Environmental Sciences & Energy Research, Weizmann Institute of Science, Rehovot, Israel
Transcript
Global Climate and Energy Project (GCEP)Stanford University, April 15-16, 2008y, p ,
Workshop on Carbon Management in Manufacturing Industries
C P d ti f SCo-Production of Syngas and Metals or Lime
Martin M. Halmann
Dept. Environmental Sciences & Energy Research,Weizmann Institute of Science, Rehovot, Israel
Outline
Several high-temperature endothermic chemical reactions are major contributors to the anthropogenic CO2are major contributors to the anthropogenic CO2
emissions:1. The reforming of natural gas to syngas and various g g y g
chemicals and fuel.2. The calcination of limestone to produce lime and
cement, CaCO3 = CaO + CO2.3. The production of metals from their ores,
1. Partly from the chemical reactions themselves.y2. Partly from fossil fuel combustion for process heat.
Considerable fuel savings and CO2 emission avoidance are expected by modifying these reactions.
The sequestration of CO2 is usually very expensive –unless its cost is offset by a profitable process – such as enhanced oil recovery.
Reforming by Combining -Tri) 1E d th i d E th i R tiEndothermic and Exothermic Reactions
The combination of heat releasing and heat absorbing reactions had been applieds ccessf ll to the catal tic reforming of nat ral gas to s ngassuccessfully to the catalytic reforming of natural gas to syngas
By simultaneously reacting natural gas with steam and with carbon dioxide,
CH4 + H2O = CO + 3H2 ΔH = 206 kJ/mol (1)
CH4 +CO2 = 2CO + 2H2 ΔH = 247 kJ/mol (2)
which are both strongly heat consuming reactions and also with oxygen by a heatwhich are both strongly heat consuming reactions, and also with oxygen by a heat releasing reaction,
CH4 + 1/2O2 = CO + 2H2 ΔH = -38 kJ/mol (3)
an overall thermo-neutral process of tri-reforming could be achieved, which (once started) does not require an input of external heat by combustion of fossil fuel.
Ashcroft et al, Nature, 352, 225,1991
Reforming for Rapid -TriH d P d iHydrogen Production
The inclusion of O2 in the gas feed provided the heat
required for the reforming reactionsrequired for the reforming reactions
Inui, Appl. Organometal. Chem. 15, 87, 2001
reforming of power station -Triflue gases
Tri-reforming has been proposed for the utilization of the
t ti fl f d tipower station flue gases for syngas production
Using specific catalysts, the high-temperature reaction of the
flue gases with natural gas results in the combined
steam/CO reforming and partial oxidation of methanesteam/CO2 reforming and partial oxidation of methane.
Song and Pan, Catal. Today, 98, 463, 2004
Major Components of Flue GasesChunshan Song Chemical Innovation 31 21 2001Chunshan Song, Chemical Innovation, 31, 21, 2001
Gas-Fired Coal-Fired BoilersBoilers
8-10%12-14%CO2 %%2
18 20%8 10%H O 18-20%8-10%H2O
2-3%3-5%O2
67-72%72-77%N2
Tri-Reforming of Flue-Gas from Coal-or Gas-fired burnersor Gas fired burners
How to produce syngas suitable forHow to produce syngas suitable formethanol synthesis?
(1) Added air is necessary to achieve an( ) yoverall thermoneutral process.
(2) An excess of methane is necessary to(2) An excess of methane is necessary toobtain syngas useful for both hydrogenand ammonia synthesis.and ammonia synthesis.
Halmann and Steinfeld, Energy, 31, 3171, 2006
Conclusions on Trireforming of Flue Gases
(a) CO2 Consumed for Production of Syngas;(a) CO2 Consumed for Production of Syngas;(b) N2 Consumed for Production of Ammonia;(c) Decreased CO2 Emission by Tri-Reforming;(c) Decreased CO2 Emission by Tri-Reforming;(d) Increased CO2 Emission by Coal Gasification;(e) Fuel Saving particularly by Coal Gasification;(e) Fuel Saving, particularly by Coal Gasification;(f) Favorable Economics;But: For Significant CO Emission Mitigation by TriBut: For Significant CO2 Emission Mitigation by Tri-
Reforming - the World Proved Reserves of Natural Gas would be Insufficientwould be Insufficient.
Halmann and Steinfeld, Catal. Today, 115, 170, 2006
-Neutral Co-) Proposed Thermo2P d ti f Li d SProduction of Lime and Syngas
To Combine the Endothermal Decomposition of Limestone to Lime,p
CaCO3 -> CaO + CO2 ΔH298 = +178 kJ/mol
and the Endothermal CH4/CO2 Reforming,
CH4 + CO2 -> 2H2 + CO ΔH298 +247 kJ/mol
with the Exothermal Partial Oxidation of CH4
CH + 1/2O = CO + 2H ΔH 38 kJ/molCH4 + 1/2O2 = CO + 2H2 ΔH298 -38 kJ/mol
to achieve an Overall Thermo-neutral Reaction
Halmann, Steinfeld, Energy & Fuels, 17, 774 (2003)H l St i f ld E 31 1533 (2006)Halmann, Steinfeld, Energy, 31, 1533 (2006)
Equilibrium Composition vs. Temperature for Initial bar of1 K and 300 Mixture at
CaCO3 + 4CH4 + 2H2O + 8.7N2 + 2.3 O2
0 35
0 25
0.3
0.35
CH4
H2
0.2
0.25
Frac
tions CO2
COH2CO
0.1
0.15
Mol
e F
H2OCaCO3CaO
H2O
CaOCO2
0
0.05
700 900 1100 1300
CaO
CaCO3
700 900 1100 1300
Temperature, K
Emission Avoidance by 2Fuel Economy and COP d ti f Li d M th lC Production of Lime and Methanol-Co
Assume Thermochemical Equilibrium at 1100 K andAssume Thermochemical Equilibrium at 1100 K and 1 bar:
By Proposed Lime and Syngas Co-Production followed by W G Shif d A i S h iWater-Gas Shift and Ammonia Synthesis:
CO2 Emission Avoidance by NH3 Co-Production = 23%
If Ammonia is Converted to Urea: 2NH3 + CO2 = H2NCONH2 + H2O
CO2 Emission Avoidance by Urea Co-Production = 47%
Why Choose Ammonia as Preferred Product from Syngas?
Ammonia and urea essential as fertilizers in agriculture.Expected world demand exceeds world capacityExpected world demand exceeds world capacity.Ammonia production uses 3% of world energy
consumptionconsumption.Ammonia production would consume part of flue-gas
nitrogen.nitrogen.Ammonia could become important as a hydrogen
carrier for ammonia fuel cells.
Urea production consumes over 70% of CO2
generated from ammonia productiongenerated from ammonia production.
Production -Conclusions on Cof Li d Sof Lime and Syngas
1 S d C O P d ti i Si l R t1. Syngas and CaO Production in Single Reactor
2. Much Decreased CO2 Emission2
3. Fuel Saving by Thermo-Neutral Process
4. Attractive Economics
5 But: Requires further Experiments5. But: Requires further Experiments,
Particularly on the Reaction Kinetics
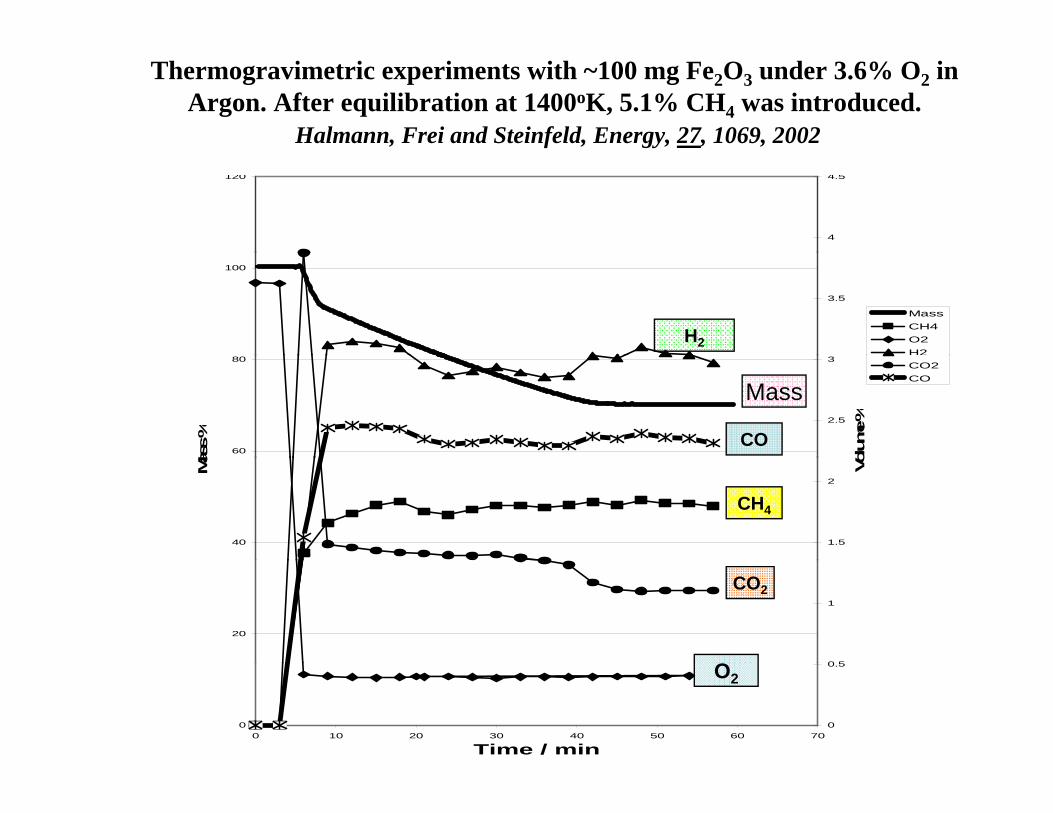
Reduction by 4O3) Solar Furnace Fe3MethaneMethane
At 1300 K and 1 atm, Fe3O4, fluidized in CH4, was 300 d , e3O4, u d ed C 4, w sconverted into Fe and syngas
Equilibrium Distribution vs. Temperature for the bar1C at3+OSystem Al bar1 C at 3+ 3O2System Al
2007, 2420, 32Halmann, Frei, Steinfeld, Energy,
3
3.5COC(gr)
2
2.5
ts, m
oles
CO(g)Al(g)
Al(g)
1
1.5
Prod
uct Al(g)
Al2O(g)C(gr)Al4C3(s)
Al2O3
Al2O
0
0.5
2000 2500 3000
Al4C3(s)Al2O3(s)
2
2000 2500 3000
Temperature, K
Induction Furnace Carbothermic Reduction of Alumina
The production of Al and CO, as well as the aluminum carboxides Al2OC, Al4O4C, and the carbide Al4C3 was achieved by heat pulses from an induction furnace on mixtures of Al2O3 and pu ses o a duct o u ace o tu es o 2O3 a dactivated carbon in an Ar stream.
The formation of these species was proven by gas chromatography for the CO, and by XRD analysis for the solid products on the cold reactor wall, as shown in the next slide:p ,
160 C
140
160
Al2
OC
120
ts
Al4
C3
Al2
OC A
l
80
100
Cou
nt
Al4
C3
C3
Al
60
80
Al4
C A
4035 40 45 50 55 60
Position (°2 Theta)
Production -Conclusions on Carbothermic Cof Al d COof Al and CO
1. The Carbothermic Al Production is Complicated by Co-Production p yof Al-Carbide and Al-Oxy-Carbides.
2. Further Work Required to Obtain Al without these Carbides.
3. The Conversion of the CO Product to Syngas should Improve the Economics of the Process.
4. The Carbothermic Production of Al would avoid the Environmental4. The Carbothermic Production of Al would avoid the Environmental Problems and High Energy Consumption of the Electrolytic Hall-Héroult Process.
5. A Successful Solar Carbothermic Process for Al and Methanol Co-Production could potentially achieve up to ~52% decrease in CO2
Emissions and up to ~ 81% Fuel Savings.p g
Industrial Production of Magnesium:
1. Silicothermic Reduction of Calcined Dolomite, CaMg(CO3)2, Pioneered by Loyd M. Pidgeon in g( 3)2, y y gCanada during World War II.
Afterwards replaced by the
2. Electrochemical Reduction of Fused Magnesium Chloride, derived from Brine Lakes, such as the D d S f S t i l i thDead Sea, or from Seawater – mainly in the U.S.A., Russia, Canada, and Israel.
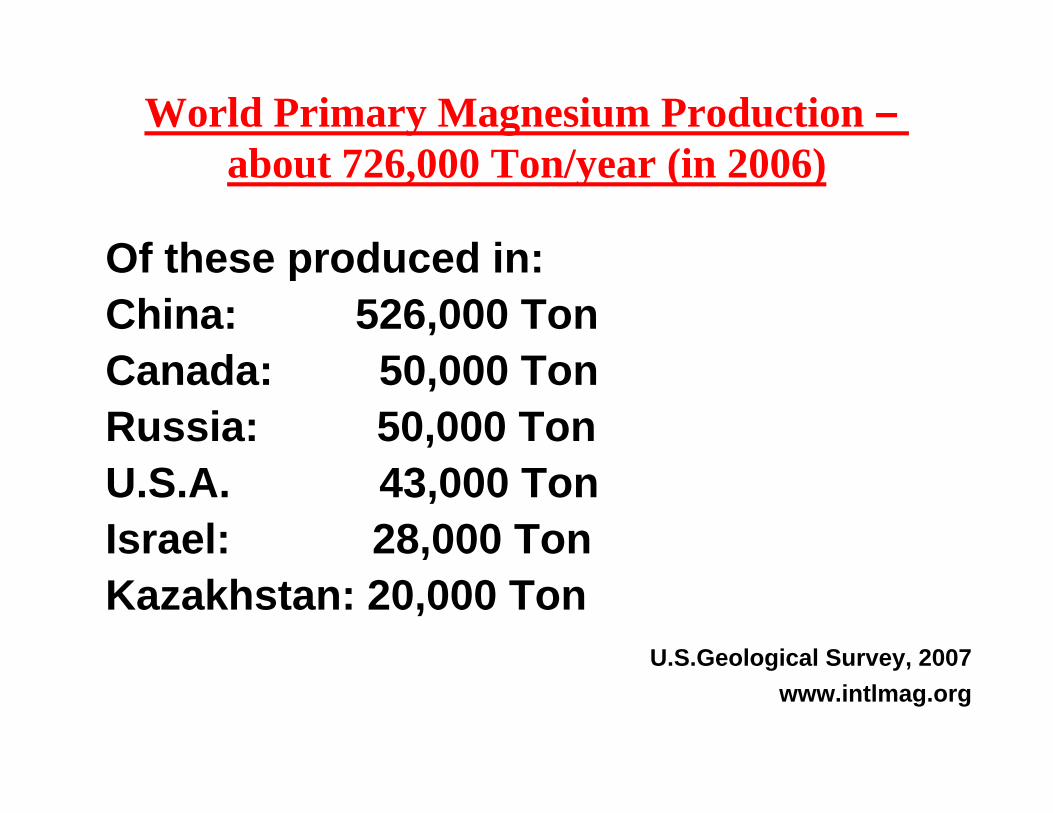
–World Primary Magnesium Production )2006T / (i000726b )2006Ton/year (in 000 ,726about
Of these produced in:Of these produced in:China: 526,000 TonC d 50 000 TCanada: 50,000 TonRussia: 50,000 TonU.S.A. 43,000 TonIsrael: 28,000 TonKazakhstan: 20,000 Ton
Toguri and Pidgeon, Can. J. Chem., 40, 1769 (1962)
Energy Consumption and Greenhouse Gas Emissions in the Industrial Pidgeon Process
From Ramakrishnan, Koltun, 2004, 49, 42Resources, Conservation & Recycling,
Global Warming Impact
kg CO /kg Mg
Energy Consumption
MJ/kg Mg Ingot
Reaction Steps
kg CO2eq/kg Mg Ingot
MJ/kg Mg Ingot
10.152.1Dolomite Calcination
14 7113 5Ferrosilicon 14.7113.5Ferrosilicon Production
15.9181.4MgO Reduction by Ferrosilicon
st Step of the Pidgeon Process1The p g
Calcination of Dolomite,Calcination of Dolomite,at ~1300o C,
CaMg(CO3)2 = CaO + MgO + 2CO2
Highly Endothermic Reaction, g y ,CO2 Released both from the Reaction, and from Fuel Burned for Process Heat.and from Fuel Burned for Process Heat.
Equilibrium Composition vs. Temperature for the Calcination of CaMg(CO3)2
initially at 300 K and 1 barHalmann, Frei, Steinfeld, Ind. Eng. Chem. Res., 47 , 2146, 2008, , f , g , , ,
2
2.5
es
CO2
1
1.5
2
cts,
mol
e
DolomiteMgOCO2
MgOCaMg(CO3)2
0
0.5
1
Prod
u CO2CaOCaO
0600 800 1000 1200
Temperature, KTemperature, K
nd Step of the Pidgeon Process2The nd Step of the Pidgeon Process2The Ferrosilicon Alloy Production
by Electric Arc through Mixture of y gHematite, Quartz Sand, and Coal. Extremely Endothermic Reaction;Extremely Endothermic Reaction;
Emits Toxic CO.
Literature Reported Reaction:
Fe2O3 + 4SiO2 + 11C = 2(Fe)Si2 + 11CO
Equilibrium Composition vs. Temperature for the System
Fe2O3 + 4SiO2 + 11C at 1 bar12
10
12
les
FeSi
CO
C(gr)
6
8
cts,
mol
FeSiSiCCO
C(gr)
2
4
Prod
uc SiO2C(gr)FeSi
SiO2
0
2
1500 2000
SiO
1500 2000
Temperature, K
Thermogravimetric ExperimentThermogravimetric ExperimentPurpose of experiment:
To test if for Ferrosilicon Production, the Customary Internal Heating by an Electric Arc could be Replaced by External Heating, Potentially with Concentrated Solar Energy.
Expected Reaction from Literature:Expected Reaction from Literature:
Fe2O3 + 4SiO2 + 11C = 2(Fe)Si2 + 11CO
A mixture of hematite, quartz sand and active carbon, q
was heated under constant Ar flow in a high-temperature thermogravimeter.
Observed Reaction in Present work:
Fe2O3 + 4SiO2 + 11C = 2FeSi+10CO+SiC+SiO
Evolved gases measured by gas chromatography. g y g g p ySolid products analyzed by X-ray diffraction.
Conclusions on Modifications to Pid PPidgeon Process
1. Considerable Fuel Savings and CO2 Emission Avoidance g 2Predicted in all Three Steps of the Pidgeon Process by using Concentrated Solar Energy for Process Heat.
2. For Dolomite Calcination, and for Ferrosilicon Production, Additional Fuel Saving and CO2 Emission Avoidance Possible by using CH or C + H O as Reductant resulting in Coby using CH4 or C + H2O as Reductant, resulting in Co-Production of Syngas.
3. Half-Calcined Dolomite, CaCO3-MgO, is useful forReversible Moderate-Temperature (~800K) Capture of CO2and SO2.and SO2.
Ammonia Production by a Cyclic Process via Al i d Al i Nit idAlumina and Aluminum Nitride
The production of NH3 by a two-step cyclic process was tested as an alternative to itscurrent industrial production by the Haber-Bosch process.
The first, endothermic step, is the production of AlN by the reduction of Al2O3 withcarbon in a N2 atmosphere above 1300°C:
Al2O3 + 3C + N2 = 2AlN + 3CO2 3 2The CO may be “water-gas” shifted to syngas.The second, exothermic step, is the steam-hydrolysis of AlN to produce NH3 and reform
Al2O3 below 375°C; the latter is recycled to the first step:2AlN + 3H2O = Al2O3 + 2NH3Advantages:1) No need for high pressure; 2) No need for expensive catalysts;2) No need for expensive catalysts; 3) Petcoke or charcoal as feedstock instead of hydrogen; But:Pure N2 required as feedstock.Pure N2 required as feedstock.
1. Combining heat absorbing and heat releasing g g gchemical reactions.
2 Combining CO emitting and CO consuming2. Combining CO2 emitting and CO2 consuming reactions.
3. Lowering the temperature required for gas-releasing reactions by decreased gas pressure.
4. Substituting concentrated solar energy instead of fuel combustion for process heat.p
Scope for Collaboration of Different I d i C b MIndustries on Carbon Management
1. Between the Petrochemical and Metallurgical Industries1. Between the Petrochemical and Metallurgical Industries on the Co-Production of Metals and Syngas;
2. Between the Petrochemical and Lime (and Cement) Industries on the Co-Production of Lime and Syngas;y g ;
3. Between the Automobile and Electrochemical Industries3. Between the Automobile and Electrochemical Industries on the Development of Ammonia Fuel Cells for Carbon-Free Emissions.