Page 1
Composites Technologies at the Fraunhofer ICT Developing an automation process to reduce the labour cost of producing composites: providing a route to mass production of composite components
Dr.-Ing. Jan Kuppinger Prof. Dr.-Ing. Frank Henning M.Sc. Raman Chaudhari
Global Automotive Lightweight Materials 2013
April 24-25, 2013 London, UK
Page 2
© Fraunhofer ICT
Contents
Introduction to Fraunhofer Society and Fraunhofer ICT
Composite technologies for high-volume manufacturing and trends
Long fiber reinforced thermoplastics
Long fiber reinforced thermosets
Resin transfer molding technology
Challenges in implementing composites for light-weight applications
Next generation technologies
Page 2
Page 3
© Fraunhofer ICT
Contents
Introduction to Fraunhofer Society and Fraunhofer ICT
Composite technologies for high-volume manufacturing and trends
Long fiber reinforced thermoplastics
Long fiber reinforced thermosets
Resin transfer molding technology
Challenges in implementing composites for light-weight applications
Next generation technologies
Page 3
Page 4
© Fraunhofer
FRAUNHOFER-GESELLSCHAFT PARTNER FOR INNOVATION
Page 4
Page 5
© Fraunhofer
The Fraunhofer-Gesellschaft
The Fraunhofer-Gesellschaft carries out applied research of direct utility to private and public enterprises and to society
Our customers:
Industry
The service sector
Public administration
Page 5
Page 6
© Fraunhofer ICT
FRAUNHOFER INSTITUTE FOR CHEMICAL TECHNOLOGY ICT
Page 6
Page 7
© Fraunhofer ICT © Fraunhofer ICT
Page 8
© Fraunhofer ICT
Department of Polymer Engineering
Nanotechnology
Compounding and extrusion
Foam technologies
Processing of thermoplastic materials
Processing of thermosets
High-performance fiber composites
Microwave(s) and plasma technology
Polymer testing
Page 8
Page 9
© Fraunhofer ICT
Contents
Introduction to Fraunhofer Society and Fraunhofer ICT
Composite technologies for high-volume manufacturing and trends
Long fiber reinforced thermoplastics
Long fiber reinforced thermosets
Resin transfer molding technology
Challenges in implementing composites for light-weight applications
Next generation technologies
Page 9
Page 10
© Fraunhofer ICT
THERMOPLASTIC PROCESSING
Page 10
Page 11
© Fraunhofer ICT
Process diagram of D-LFT in the compression and injection molding process
Long fiber reinforced thermoplastics (LFT)
IL compounder
Polymers Polypropylen PA 6, PA 6.6 etc. PET, PPS ABS, SAN etc. PC Blends
LFT melt (open transfer)
Hydraulic Press
Mixing compounder
Reinforcement fibers Glass fibers Natural fibers Carbon fibers etc.
LFT Material (direct injection in the
cavity)
Page 11
Page 12
© Fraunhofer ICT
Source: Fiberforge
Combination of local continuous-fiber reinforcements and established high-volume process technologies.
Tailored LFT process diagram for function-integrated parts with continuous reinforcements
The principle of local continuous reinforcements
Page 12
Page 13
© Fraunhofer ICT
Tailored LFT demonstrator with wound loop structures
0
50
100
150
200
250
300
0 1,5 2,2
Bru
chen
erg
ie [J
]
Fasergewichtsprozent
Bruchenergie
+590%
0
5
10
15
20
25
30
0 1,5 2,2
Bru
chkr
aft
[kN
]
Fasergewichtsprozent
Bruchkraft
+176%
Minimum use of reinforcement fibers by placing them only in the areas of highest load within the part
Significant increase in breaking force and breaking energy
Homogenous stress distribution in the part without damage, up to the part failure
Breaking force Breaking energy
Bre
akin
g f
orc
e [k
N]
Bre
akin
g e
ner
gy
[J]
Fiber weight content [%] Fiber weight content [%]
Page 13
Page 14
© Fraunhofer ICT
Tailored LFT for increasing impact behaviour
Comparison* of D-LFT with diffrent wall thicknesses (2,0 3,0 mm) and semi finish structures based on UP-tapes (2,0mm)
Increase of Factor
Comparison of different wall thicknesses are just permitted for showing trends. A comparison of the absolute values is not allowed
Imp
act
en
erg
y [
J]
Energy at max. force Total energy
Page 14
Page 15
© Fraunhofer ICT
Case study Underbody shielding for off-road purposes
Modified underbody shield
Tailored tape laminate
Tape fabric insert
D-LFT
Press cycle of 40 sec
C)
Significant improvement of the impact behavior
Case study for the compression molding of complex structures based on UD-Tapes and D-LFT
Manufacturing and analysis of a tailored underbody shield demonstrator
Page 15
Page 16
© Fraunhofer ICT
Why use continuous fiber semi-finished structures?
Higher fiber volume content of 50 60 %
Parts with good weight-related mechanical properties
Possibility for load-related part design
Increase of the heat distortion temperature
Stable mechanical properties at higher temperatures
Reduction of creep by load introduction into the continuous fiber reinforcements
Bild
quel
le: F
iber
forg
e
Continuous-fiber-reinforced semi-finished structures allow the use of thermoplastic materials in structural parts
The principle of local continuous reinforcements
Page 16
Page 17
© Fraunhofer ICT
Contents
Introduction to Fraunhofer Society and Fraunhofer ICT
Composite technologies for high-volume manufacturing and trends
Long fiber reinforced thermoplastics
Long fiber reinforced thermosets
Resin transfer molding technology
Challenges in implementing composites for light-weight applications
Next generation technologies
Page 17
Page 18
© Fraunhofer ICT
Raw materials Mixture of fillers and
resin SMC-manufacturing
SMC-coil
Maturing
Time, Temperature
Automated handling
Compression molding
Long fiber reinforced thermosets (SMC)
Page 18
Page 19
© Fraunhofer ICT
Long fiber reinforced thermosets (D-SMC)
Page 19
Glass rovings
Page 20
© Fraunhofer ICT
Class A formulations
Launch of the Direct SMC Process in 2010 R&D focus primarily on Class A material formulations Filler material: exclusively based on calcium carbonate density: 2,7 g/cm³
20 m
20 m
Scanning electron microscopy of calcium carbonate
Scanning electron microscopy of hollow glass microspheres
Long fiber reinforced thermosets - trends
Density reduction of the SMC material
Incorporation of light weight fillers: hollow glass microspheres density: 0,4 g/cm³
Page 20
Page 21
© Fraunhofer ICT
Low density Class A formulations
Blending of small, hard particles with light, hollow particles Meeting demands of density reduction and Class A surface properties
20 m Class A Finish
surface defects
Class A finish
small, heavy particles
Long fiber reinforced thermosets - trends
Class A finish
small, heavy particles
surface defects
large, light particles
Class A Finish
Page 21
Page 22
© Fraunhofer ICT
Incident light microscopy of the resin-filler paste before molding (Set up A)
Long fiber reinforced thermosets - trends
damaged hollow glass microspheres: light reflection of nonspherical contour Undamaged hollow glass microspheres calcium carbonate, UP resin
High share of damaged microspheres visible by light reflection
Incident light microscopy of the resin-filler paste before molding (Set up B)
No damaged microspheres visible by light reflection (spherical contours) Qualitatively good dispersion and impregnation of all filler types
Page 22
Page 23
© Fraunhofer ICT
SMC
Material development Low density SMC Natural fibers Recycling
Class -A parts Exterieur parts for automotive
D-SMC
New matrix systems and applications Short process chain Flexibility
SMC process ing
Design
Design for manufacture
Safety parts Panel constructions
Deflectometry
Validation of Class -A
Long waviness Short waviness
Structural parts
Endless fiber reinforcement Local reinforcement by inlays
Compress ion moulding
Sheet Molding Compound (SMC)
Page 23
Page 24
© Fraunhofer ICT
Contents
Introduction to Fraunhofer Society and Fraunhofer ICT
Composite technologies for high-volume manufacturing and trends
Long fiber reinforced thermoplastics
Long fiber reinforced thermosets
Resin transfer molding technology
Challenges in implementing composites for light-weight applications
Next generation technologies
Page 24
Page 25
© Fraunhofer ICT
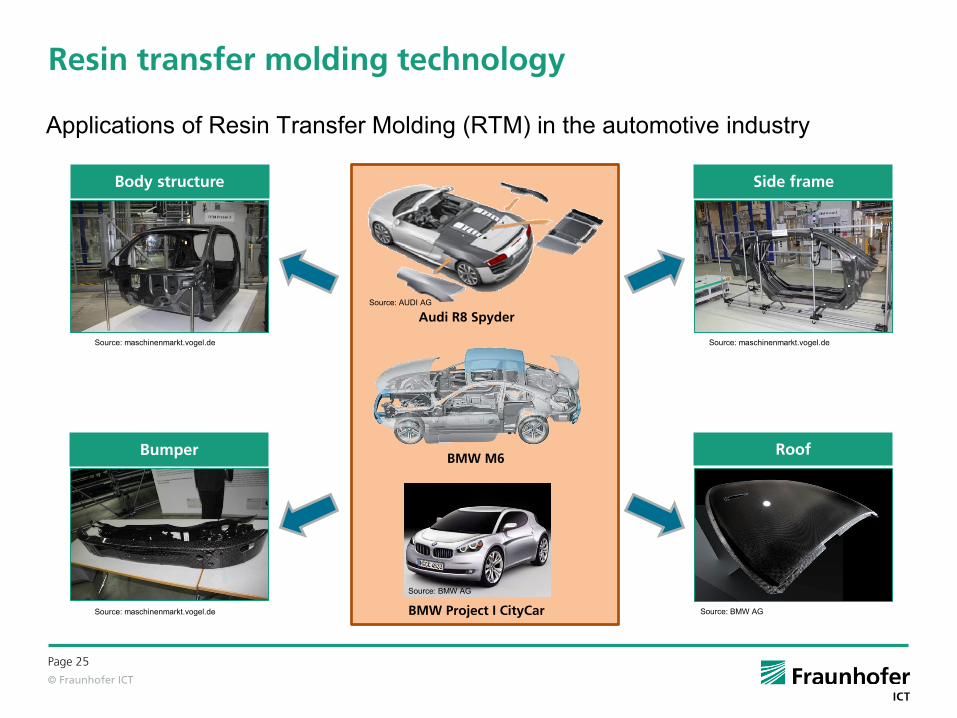
Resin transfer molding technology
Applications of Resin Transfer Molding (RTM) in the automotive industry
Side frame
Roof
Body structure
Bumper
Audi R8 Spyder
BMW M6
BMW Project I CityCar
Source: BMW AG
Source: AUDI AG
Source: BMW AG Source: maschinenmarkt.vogel.de
Source: maschinenmarkt.vogel.de Source: maschinenmarkt.vogel.de
Page 25
Page 26
© Fraunhofer ICT
Textile product
Semi-finished fabric cuts 2D
Preform production and fixing
Start of cycle
Fixing 2D-semifinished fabric product
Handling semi-finished product
3D Preform Preform handling
Mold technology
Infiltration and curing
Component demolding and post-processing
End of cycle
RTM component Mold cleaning
Resin Hardener
RTM process cycle
Page 26
Page 27
© Fraunhofer ICT
Resin Transfer Molding (RTM) PreformCenter Installation planned by Q2 - 2013
Source: Dieffenbacher GmbH
Page 27
Page 28
© Fraunhofer ICT
Textile product
Semi-finished fabric cuts 2D
Preform production and fixing
Start of cycle
Fixing 2D-semifinished fabric product
Handling semi-finished product
3D Preform Preform handling
Mold technology
Infiltration and curing
Component demolding and post-processing
End of cycle
RTM component Mold cleaning
Resin Hardener
RTM process cycle
Page 29
Page 29
© Fraunhofer ICT
High-pressure injection resin transfer molding HP-
IRTM
Impregnation of preforms in x- and y- direction
Impregnation of preforms in x-, y- and z- direction
High-pressure compression resin transfer molding
HP-CRTM
High-pressure RTM process
Page 30
Page 30
© Fraunhofer ICT
Infiltration investigation for different process parameters at the HP-CRTM Experimental setup at the computer tomograph (CT)
Focused x-ray beam (70 KV tube voltage)
specimen carrier
specimens
Page 31
High-pressure RTM process
Page 31
© Fraunhofer ICT
Infiltration investigation: Experimental setup at the computer tomograph (CT)
High Pressure RTM process
Page 33
Page 32
© Fraunhofer ICT
Contents
Introduction to Fraunhofer Society and Fraunhofer ICT
Composite technologies for high-volume manufacturing and trends
Long fiber reinforced thermoplastics
Long fiber reinforced thermosets
Resin transfer molding technology
Challenges in implementing composites for light-weight applications
Next generation technologies
Page 34
Page 33
© Fraunhofer ICT
Challenges in implementing composites for light-weight applications
Processes:
Reduction in manufacturing costs
Reduction of cycle time
Quelle: Internet Source: ECOeffekt GmbH
Source: Colourbox
Page 35
Repeatability and overall quality control
Robust and efficient processes
Page 34
© Fraunhofer ICT
Control (Example RTM process-chain)
2D- semifinished
textile Pre-cut part
Preforming and
fixation
Handling of the
pre-cut parts
Zuschnitte
Tool
design
Infiltration &
curing
Demolding and
postprocessing
Mold
cleaning
S S S S S S
Data analys is and data evaluation / process
control
S S
Product
S S S S S S S S
S S
Quelle: Alcan Source: ASCO Kohlensäure AG
Page 36
Page 35
© Fraunhofer ICT
Challenges in implementing composites for light-weight applications
Processes:
Reduction in manufacturing costs
Reduction of cycle time
Quelle: Internet
Repeatability and overall quality control
Composite material knowledge:
Robust and efficient processes
Durability of composites
Creep behavior
Source: Fh Koeln
Source: ECOeffekt GmbH
Source: Colourbox
Page 37
Page 36
© Fraunhofer ICT
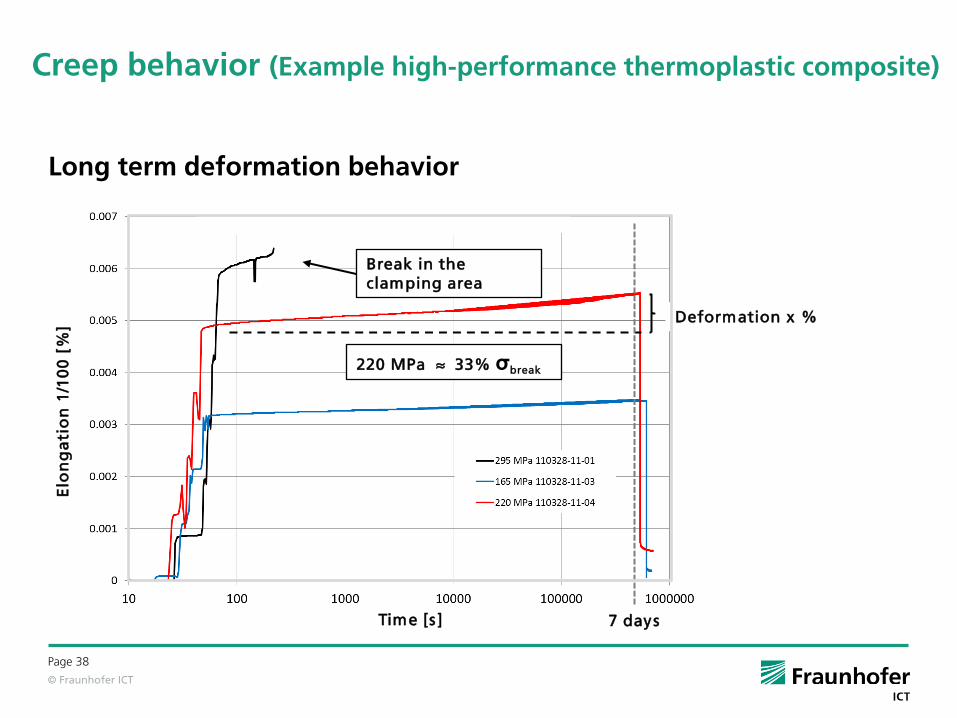
Creep behavior (Example high-performance thermoplastic composite)
Long term deformation behavior
Break in the clamping area
Deformation x %
break
7 days Time [s ]
Elo
ng
ati
on
1/1
00
[%
]
Page 38
Page 37
© Fraunhofer ICT
Challenges in implementing composites for light-weight applications
Processes:
Reduction in manufacturing costs
Reduction of cycle time
Quelle: Internet
Repeatability and overall quality control
Composite material knowledge:
Robust and efficient processes
Durability of composites
Creep behavior
Composite parts:
l0
l1
Process and structural simulation
Quelle: Internet Source: ECOeffekt GmbH
Source: Colourbox
Page 39
Page 38
© Fraunhofer ICT
Simulation of the closing gap and channel flow
Simulation of the compression molding process
Page 40
Page 39
© Fraunhofer ICT
Challenges in implementing composites for light-weight applications
Processes:
Reduction in manufacturing costs
Reduction of cycle time
Quelle: Internet
Repeatability and overall quality control
Composite material knowledge:
Robust and efficient processes
Durability of composites
Creep behavior
Composite parts:
Process and structural simulation
Design guidelines
Repair and recycling guidelines
Quelle: Internet
l0
l1
Quelle: Internet Source: ECOeffekt GmbH
Source: Colourbox
Page 41
Page 40
© Fraunhofer ICT
Contents
Introduction to Fraunhofer Society and Fraunhofer ICT
Composite technologies for high-volume manufacturing and trends
Long fiber reinforced thermoplastics
Long fiber reinforced thermosets
Resin transfer molding technology
Challenges in implementing composites for light-weight applications
Next generation technologies
Page 42
Page 41
© Fraunhofer ICT
Thank you very much
for your attention