CONDITION MONITORING CONDITION MONITORING - THE EUROPEAN CHALLENGE The University of Wales College of Cardiff is at the forefront of condition monitoring research amongst the universities in the UK. Backed by a DTI Science and Engineering Research Council grant, several members of the college recently visited Spain to access the progress being made in condition monitoring and to observe the development of the machine tool industry there. Alan Davies of the UWCC School of Electrical, Electronic and Systems Engineering (ELSYM) reports. W ith the rapid approach of 1992 and the advent of a single European market, research activity within community coun- tries which is likely to affect the performance of manufacturing industry needs to be assessed for its importance and likely impact on UK company competitiveness. One such area of concern to researchers at the University of Wales College of Cardiff (UWCC) is the Condition Monitoring of Manufacturing Systems. This is a methodology which deals with 'actual condition knowledge' and, if exploited within the framework of modern Systems Engineering through the use of Informa- tion Technology, it has the potential to revol- utionise discrete batch manufacture and as a consequence company performance. With this in mind, a recent visit was made to the Basque region of Spain by several members of the UWCC School of Electrical, Electronic and Systems Engineering, who are actively conducting research into this area with the DeVlieg Machine Co Ltd (Lutterworth) via a collaborative Science and Engineering Research Council (SERC) Grant. The visit was conducted in two parts and consisted of one day in Ikerlan, (a research institute sited in Mondragon, Guipuzcoa), and one day looking at developments at two machine tool companies, (Anayak in Deba, Guipuzcoa and Lealde in Lekeitio, Vizcaya). Research Activity Ikerlan (which translates as literal research work) is actively engaged in developing the condition monitoring of manufacturing systems via its links with Stewart-Hughes Ltd, (Southampton) and its collaborative partners in the Esprit 504 and 2349 programmes. The institute is a non-profit making organisation which has operated under the auspices of the Basque government since 1982, and which was founded in 1974 by the industrial cooperatives operating in this region of northern Spain, together with the Caja Laboral Popular (a Bank) and the Eskola Politeknikoa (the Polytechnic in Mondragon). The main aim of the institute is to collaborate with industrial firms in the development of products and processes by means of applied research and technology development. In terms of operation the main technological areas addressed are those of information, design, manufacture and energy. Within this grouping active research is being carried out on: • Vision and sensor systems • Processing architecture and communications • Control engineering • Artificial Intelligence • Design and Management of production systems • Computer aided design and manufacture • Robotics and advanced automation • Renewable energy systems for industry and the home The operating strategy followed by Ikerlan in the pursuit of its activities is a model which could well be adopted advantageously by appropriate bodies in the UK. Put simply, it identifies and selects those technologies which it regards as important for the future of its collaborative industries. These technologies are then assimi- lated and new ideas generated within the institute which are subsequently diffused or transferred to industry via specific projects. To achieve this objective, the institute maintains a prototyping section in addition to its R & D activities, and also provides local industry with consultancy services, short courses and seminars on topics of interest. The current project list for the institute is impressive (with 47 companies in active colla- boration) and contains 5 international projects funded by the EC, together with 14 areas of strategic research including: Servocontrolled robots Local area networking technology for produc- tion data acquisition Automated guided vehicles Flexible manufacturing cells Computer aided design and manufacture In 1989, 44 industrial projects were also undertaken involving: • Industrial robots for handling and assembly MANUFACTURING ENGINEER MAY 1990
Transcript
CONDITION MONITORING
CONDITION MONITORING -THE EUROPEAN CHALLENGE
The University of Wales College of Cardiff is at theforefront of condition monitoring research amongst theuniversities in the UK. Backed by a DTI Science and
Engineering Research Council grant, several members of
the college recently visited Spain to access the progressbeing made in condition monitoring and to observe thedevelopment of the machine tool industry there. Alan
Davies of the UWCC School of Electrical, Electronicand Systems Engineering (ELSYM) reports.
With the rapid approach of 1992and the advent of a singleEuropean market, researchactivity within community coun-
tries which is likely to affect the performance ofmanufacturing industry needs to be assessed forits importance and likely impact on UK companycompetitiveness. One such area of concern toresearchers at the University of Wales College ofCardiff (UWCC) is the Condition Monitoring ofManufacturing Systems. This is a methodologywhich deals with 'actual condition knowledge' and,if exploited within the framework of modernSystems Engineering through the use of Informa-tion Technology, it has the potential to revol-utionise discrete batch manufacture and as aconsequence company performance.
With this in mind, a recent visit was made to theBasque region of Spain by several members of theUWCC School of Electrical, Electronic andSystems Engineering, who are actively conductingresearch into this area with the DeVlieg MachineCo Ltd (Lutterworth) via a collaborative Scienceand Engineering Research Council (SERC) Grant.The visit was conducted in two parts and consistedof one day in Ikerlan, (a research institute sited inMondragon, Guipuzcoa), and one day looking atdevelopments at two machine tool companies,(Anayak in Deba, Guipuzcoa and Lealde inLekeitio, Vizcaya).
Research ActivityIkerlan (which translates as literal research
work) is actively engaged in developing thecondition monitoring of manufacturing systems viaits links with Stewart-Hughes Ltd, (Southampton)and its collaborative partners in the Esprit 504 and2349 programmes. The institute is a non-profitmaking organisation which has operated under theauspices of the Basque government since 1982,and which was founded in 1974 by the industrialcooperatives operating in this region of northernSpain, together with the Caja Laboral Popular (aBank) and the Eskola Politeknikoa (the Polytechnicin Mondragon).
The main aim of the institute is to collaboratewith industrial firms in the development ofproducts and processes by means of appliedresearch and technology development. In terms ofoperation the main technological areas addressedare those of information, design, manufacture andenergy. Within this grouping active research isbeing carried out on:• Vision and sensor systems• Processing architecture and communications• Control engineering• Artificial Intelligence• Design and Management of production
systems• Computer aided design and manufacture• Robotics and advanced automation
• Renewable energy systems for industry and thehome
The operating strategy followed by Ikerlan inthe pursuit of its activities is a model which couldwell be adopted advantageously by appropriatebodies in the UK. Put simply, it identifies andselects those technologies which it regards asimportant for the future of its collaborativeindustries. These technologies are then assimi-lated and new ideas generated within the institutewhich are subsequently diffused or transferred toindustry via specific projects. To achieve thisobjective, the institute maintains a prototypingsection in addition to its R & D activities, and alsoprovides local industry with consultancy services,short courses and seminars on topics of interest.
The current project list for the institute isimpressive (with 47 companies in active colla-boration) and contains 5 international projectsfunded by the EC, together with 14 areas ofstrategic research including:
Servocontrolled robotsLocal area networking technology for produc-tion data acquisitionAutomated guided vehiclesFlexible manufacturing cellsComputer aided design and manufactureIn 1989, 44 industrial projects were also
undertaken involving:• Industrial robots for handling and assembly
MANUFACTURING ENGINEER MAY 1990
CONDITION MONITORING
ARCHITECTURE
CELL CONTROLER (HP-1000 + COMPAQ)
f ~ | LOCAL SCRXDULER | -
J SIQUMNCtR | .
1
1
D
TA
B
SM
cm. moilHISTORY
STATUS
ACTION PtHUHC
INTERPRETER
MAINTENANCE
TOOLUANACEUENT
PRODUCTIONENCWEERJNC
L.A.N.
DAAS
t.ACquillt*.AltALr3WalNTIKPKI
aOKAUKl CUH - 60
Figure 1 (left) outlines the cell controlsystem architecture and shows how thecell elements link to the controller.Figure 2 (below) illustrates the two-wayflow of information from shop control tomanufacturing
• Robotised welding cell for tubular elements• Electronic coin selector• Active suspension systems• Design of special truss systems• Energy management for systems and buildings
The total financial income generated beingabout £3.5 million. Quite an achievement for aconcern which employs only 74 technical staff.
Condition MonitoringThe area of major interest to the visiting party
concerned the work done on the Esprit 504 project,as Ikerlan accommodates the demonstratorsystem for this contract. The demonstratorconsists of a fault tolerant Flexible ManufacturingCell comprising:• A CNC Lathe• A CNC Machining Centre• An ASEA robot loading system for both lathe
and machining centre, which is fitted withvision to enable part differentiation
• An Automated Guided Vehicle for workpiecehandling
The system is controlled from a centralworkstation via an internally developed local areanetwork (Inkerbus), acquiring information via theData Acquisition and Analysis System (DAAS)developed by Stewart-Hughes Ltd.
DAAS systems are fitted to both the lathe andthe machining centre thereby allowing theacquisition of data useful in the prediction offailure, and for the determination of fault locationon breakdown. Figure 1 outlines the architecture ofthe cell control system and shows how the variouscell elements are interlinked with the controller.Two major elements exist within the cell controlsoftware structure, the 'sequencer' which effect-ively controls the execution of activities within thecell and the 'interpreter' which conducts on-lineanalysis, fault diagnosis, consequence calculationand recovery action.
SEQUENCER SOFTWARE STRUCTURE
SHOP CONTROL
CELL 1COORDINATOR
MACHININGCENTREACTIONS
|
MACHININGCENTRE
COMMANDS
MC'aDAAS
ACTIONS
k C ' lDAAS
COMMANDS
CELL 2COORDINATOR
ROBOTACTIONS
ROBOTCOMMANDS
LATHEACTIONS
LATHECOMMANDS
|
TRANSPORTCONTROL
LATHE".DAAS
ACTIONS
LATHTaDAAS
COMMANDS
ACVACTIONS
AOVCOMMANDS
IKERBUS INTERFACE
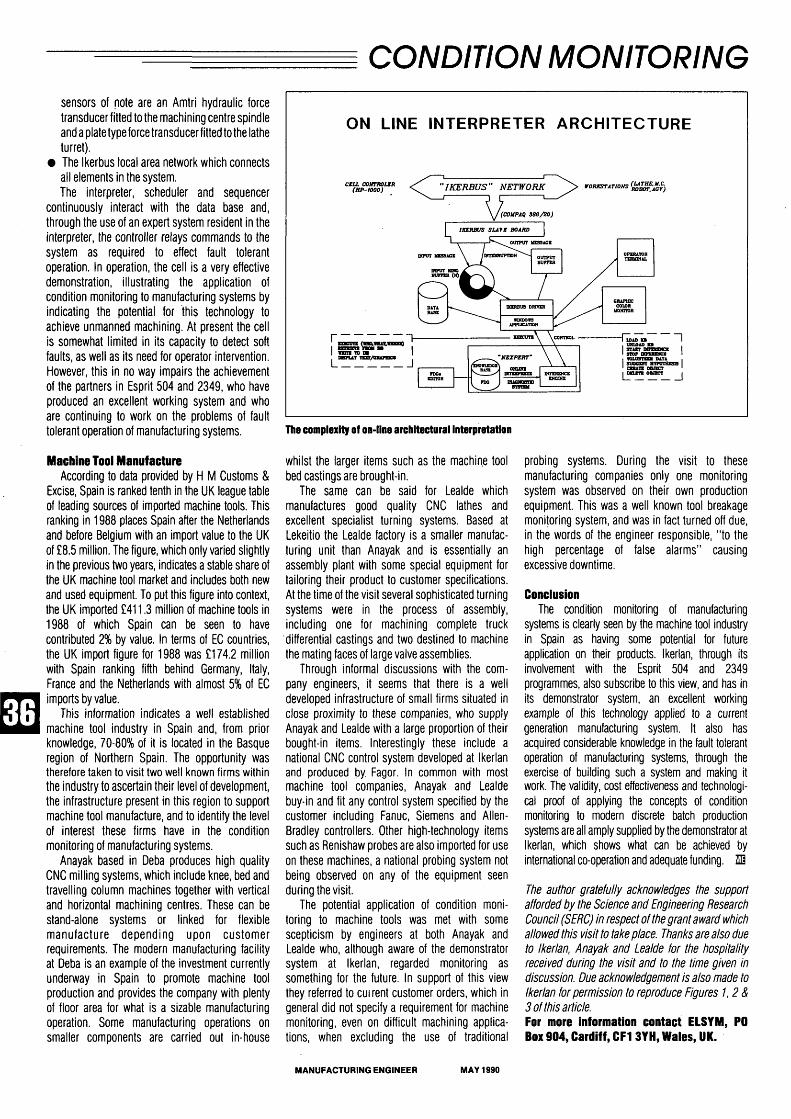
The sequencer software structure is shown inFigure 2, which illustrates the bi-directional flow ofinformation from the shop control to the variousmanufacturing elements in the cell. This, togetherwith Figure 3 which outlines the interpreterarchitecture, explains the use of the Inkerbusnetwork within the cell to link operational control ofthe system with its 'intelligence'. The interpreter atpresent has four main functions as outlined above:• On-line analysis - consisting of supervising
the process, recovering from errors andinteracting with the diagnostic system ifnecessary. The current demonstration identi-fies and corrects a broken tool and palletobstruction on the machining centre andcoolant misdirection, as well as checkingsurface finish on the lathe.
• Fault diagnosis - this currently involves theidentification of the cause of the fault via asearch of the diagnostic software and operatorinteraction/interrogation by the system.
• Consequence calculation - essentially theidentification of the possible consequences of afault. At present this is limited to theidentification of tool wear in turning usingsurface finish as a criterion.
• Recovery actions - required to put the cell backinto the operating state. The demonstratorcurrently illustrates how this can be achievedusing the robot to replace broken tooling in thelathe and machining centre.As shown in Figures 1, 2 & 3 key hardware
elements in the system are the cell controller andthe DAAS system. The cell controller acts as theoverall system supervisor and contains the database, which consists of a cell model, historicalinformation, current cell status and actionspending. Updated information is fed to thecontroller via:• The DAAS system which acquires, analyses
and interprets the data received from themachine sensors and the PLC control. (Two
MANUFACTURING ENGINEER MAY 1990
CONDITION MONITORINGsensors of note are an Amtri hydraulic forcetransducer fitted to the machining centre spindleand a plate type force transducer fitted to the latheturret).
• The Ikerbus local area network which connectsall elements in the system.The interpreter, scheduler and sequencer
continuously interact with the data base and,through the use of an expert system resident in theinterpreter, the controller relays commands to thesystem as required to effect fault tolerantoperation. In operation, the cell is a very effectivedemonstration, illustrating the application ofcondition monitoring to manufacturing systems byindicating the potential for this technology toachieve unmanned machining. At present the cellis somewhat limited in its capacity to detect softfaults, as well as its need for operator intervention.However, this in no way impairs the achievementof the partners in Esprit 504 and 2349, who haveproduced an excellent working system and whoare continuing to work on the problems of faulttolerant operation of manufacturing systems.
Machine Tool ManufactureAccording to data provided by H M Customs &
Excise, Spain is ranked tenth in the UK league tableof leading sources of imported machine tools. Thisranking in 1988 places Spain after the Netherlandsand before Belgium with an import value to the UKof £8.5 million. The figure, which only varied slightlyin the previous two years, indicates a stable share ofthe UK machine tool market and includes both newand used equipment. To put this figure into context,the UK imported £411.3 million of machine tools in1988 of which Spain can be seen to havecontributed 2% by value. In terms of EC countries,the UK import figure for 1988 was £174.2 millionwith Spain ranking fifth behind Germany, Italy,France and the Netherlands with almost 5% of ECimports by value.
This information indicates a well establishedmachine tool industry in Spain and, from priorknowledge, 70-80% of it is located in the Basqueregion of Northern Spain. The opportunity wastherefore taken to visit two well known firms withinthe industry to ascertain their level of development,the infrastructure present in this region to supportmachine tool manufacture, and to identify the levelof interest these firms have in the conditionmonitoring of manufacturing systems.
Anayak based in Deba produces high qualityCNC milling systems, which include knee, bed andtravelling column machines together with verticaland horizontal machining centres. These can bestand-alone systems or linked for flexiblemanufacture depending upon customerrequirements. The modern manufacturing facilityat Deba is an example of the investment currentlyunderway in Spain to promote machine toolproduction and provides the company with plentyof floor area for what is a sizable manufacturingoperation. Some manufacturing operations onsmaller components are carried out in-house
ON LINE INTERPRETER ARCHITECTURE
garUT mr/mnn 'NSXPXKT'
k wA5i X OHUHXf^--___-^l D m m x n1 TOO I DUONOBTBv ^ _S swim
\ \
mmsHCE
I UUD DUXL01D 1sr in DC
• star va
'"I
I SUQGEfT HTFOTBESO I1 CBUTI OBIBCT 'I D D I t l OBJXCT |
The complexity of on-line architectural interpretation
whilst the larger items such as the machine toolbed castings are brought-in.
The same can be said for Lealde whichmanufactures good quality CNC lathes andexcellent specialist turning systems. Based atLekeitio the Lealde factory is a smaller manufac-turing unit than Anayak and is essentially anassembly plant with some special equipment fortailoring their product to customer specifications.At the time of the visit several sophisticated turningsystems were in the process of assembly,including one for machining complete truckdifferential castings and two destined to machinethe mating faces of large valve assemblies.
Through informal discussions with the com-pany engineers, it seems that there is a welldeveloped infrastructure of small firms situated inclose proximity to these companies, who supplyAnayak and Lealde with a large proportion of theirbought-in items. Interestingly these include anational CNC control system developed at Ikerlanand produced by. Fagor. In common with mostmachine tool companies, Anayak and Lealdebuy-in and fit any control system specified by thecustomer including Fanuc, Siemens and Allen-Bradley controllers. Other high-technology itemssuch as Renishaw probes are also imported for useon these machines, a national probing system notbeing observed on any of the equipment seenduring the visit.
The potential application of condition moni-toring to machine tools was met with somescepticism by engineers at both Anayak andLealde who, although aware of the demonstratorsystem at Ikerlan, regarded monitoring assomething for the future. In support of this viewthey referred to current customer orders, which ingeneral did not specify a requirement for machinemonitoring, even on difficult machining applica-tions, when excluding the use of traditional
probing systems. During the visit to thesemanufacturing companies only one monitoringsystem was observed on their own productionequipment. This was a well known tool breakagemonitoring system, and was in fact turned off due,in the words of the engineer responsible, "to thehigh percentage of false alarms" causingexcessive downtime.
ConclusionThe condition monitoring of manufacturing
systems is clearly seen by the machine tool industryin Spain as having some potential for futureapplication on their products. Ikerlan, through itsinvolvement with the Esprit 504 and 2349programmes, also subscribe to this view, and has inits demonstrator system, an excellent workingexample of this technology applied to a currentgeneration manufacturing system. It also hasacquired considerable knowledge in the fault tolerantoperation of manufacturing systems, through theexercise of building such a system and making itwork. The validity, cost effectiveness and technologi-cal proof of applying the concepts of conditionmonitoring to modern discrete batch productionsystems are all amply supplied by the demonstrator atIkerlan, which shows what can be achieved byinternational co-operation and adequate funding. EG
The author gratefully acknowledges the supportafforded by the Science and Engineering ResearchCouncil (SERC) in respect of the grant award whichallowed this visit to take place. Thanks are also dueto Ikerlan, Anayak and Lealde for the hospitalityreceived during the visit and to the time given indiscussion. Due acknowledgement is also made toIkerlan for permission to reproduce Figures 1,2 33 of this article.For more information contact ELSYM, POBox 904, Cardiff, CF13YH, Wales, UK.