13
| Date post: | 18-Aug-2015 |
| Category: |
Documents |
| Upload: | richard-oles |
| View: | 84 times |
| Download: | 0 times |
Rich is the Owner of ROI Rich Oles Industries, LLC . *ROI is a consulting company and also a distributor for high quality heaters, thermocouples and German manufactured mold components through Hotset America.
•Formerly of Stone Plastics & Manufacturing Inc., in Zeeland, Michigan, where he served as the director of molding and also the tooling manager. •Prior to joining Stone Plastics, Rich was the VP of engineering at P.E.T.S (Plastic Engineering& Technical Service)•Prior to that he served as president and CEO for North America of PSG Plastic Service Group Inc., a German-headquartered OEM of hot runner manifold and hot runner control systems. •His plastics related resume of employment, training and education reaches back further If interested please contact me.
Insert Speaker Photo here
Introduction: The “Pellet 2 Part” series of articles is here to help you break down the path a plastic pellet takes as it transforms into a part. Hence, the series name: Pellet-2-Part (P2P).
I propose that you keep an open mind and consider modernizing your current approach to mold manufacturing, making the effort to understand other areas of our industry in greater, practical detail.
Challenge yourself to ask “Why?” before dismissing something new. Each month we reveal the next of the steps in the injection molding process, beginning with the plastic pellet and through its transformation into a part. The P2P series also reviews the basics of energy management, including its generation, application, control and removal within the plastic injection molding process.

The Pellet 2 Part series is focused on:
1) Raw Materials2) Screw, valve and end cap3) Hot / cold Runner system4) Hot Runner Controllers5) Mold Cooling: Optimized
by design6) Plant Water System
performance7) New – innovative mold
cooling8) Automated part handling:
robotics – EOAT.
The Raw MaterialThe selection of raw material will set the direction for the design of the mold. Each plastic injection mold build should start with a design for manufacturing (DFM) meeting that includes the mold builder, injection molder, raw material (polymer/resin) provider, flow simulation provider and hot runner manifold supplier (if applicable). Although more questions undoubtedly will arise, the discussion should at least include answers to the following questions:1. What is the specific grade of raw material? 2. How does that material flow?3. Are there fillers or additives?4. What are the estimated shrinkage values? 5. What are the injection molder’s standards?6. What temperature will the mold run at?7. What are the part dimension and performance requirements?8. What is the required cycle time?
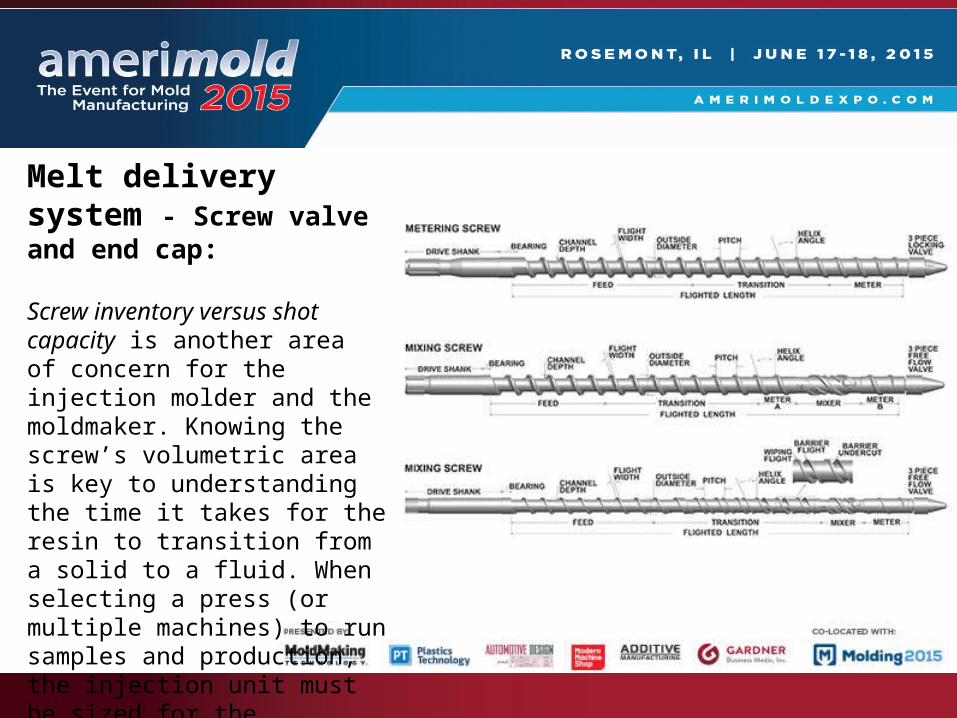
Melt delivery system - Screw valve and end cap: Screw inventory versus shot capacity is another area of concern for the injection molder and the moldmaker. Knowing the screw’s volumetric area is key to understanding the time it takes for the resin to transition from a solid to a fluid. When selecting a press (or multiple machines) to run samples and production, the injection unit must be sized for the application’s requirements.
Hot – cold runner systems: A cold or hot runner will need to be serviced during the later phases of production, and, typically, no dollars are budgeted for this work. Meanwhile, the molder—the moldmaker’s customer—is fighting quality issues and having trouble meeting on-time delivery deadlines. What can you, the moldmaker, do to help alleviate these issues?Get involved early. Build customer relationships based on confidence and trust from the beginning.
A moldmaker who points out the potential issues and makes recommendations for the right design features adds value. In some extreme cases, you may need to decline a project because you know the current budget is ultimately setting up the molder to fail. For example, an injection molder who insists that the tooling budget is fixed may end up spending future capacity, profits and resources. Educating the customer on these unpredictable costs will help both the molder and you. Ultimately, if you do accept a job with such a fixed tooling budget, you will be responsible for the mold’s performance, despite your earlier recommendations.
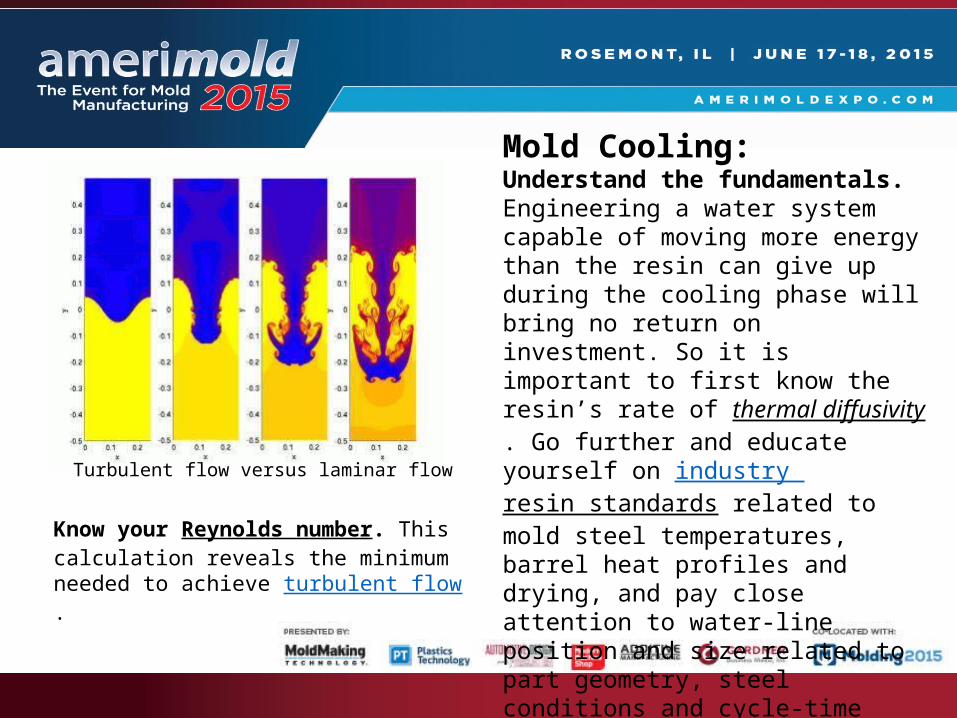
Mold Cooling: Understand the fundamentals. Engineering a water system capable of moving more energy than the resin can give up during the cooling phase will bring no return on investment. So it is important to first know the resin’s rate of thermal diffusivity. Go further and educate yourself on industry resin standards related to mold steel temperatures, barrel heat profiles and drying, and pay close attention to water-line position and size related to part geometry, steel conditions and cycle-time targets. Also consider the targeted change in temperature, or delta T, of the water as it goes to and from the process. A target delta T of 1°F or less is recommended.
Turbulent flow versus laminar flow
Know your Reynolds number. This calculation reveals the minimum needed to achieve turbulent flow.
Mold Cooling: Plant water quality is a common problem within some plastic injection molding facilities. However, in some plants, it takes feeling the effects of lost capacity, a growing scrap rate and increasing process.
1. Biofouling, which is the accumulation of microorganisms, plants or algae on wetted surfaces.
2. Galvanic corrosion, which is an electrochemical process where one metal corrodes preferentially to another when both metals make electrical contact in the presence of an electrolyte.
3. 3. Scale, which is the buildup of salts and minerals (impurities) on hot surfaces that can be found in the initial water source.

Mold Cooling: Plant water systems can be broken down into two types:
1. Closed-loop water systems, which are designed to supply either hot or chilled water to a heat exchanger and then return the water to the point of origin to repeat the process. This closed system protects the water from outside contamination.2. Open recirculating cooling systems, which use the same water repeatedly to cool equipment. The heat absorbed from the process must be dissipated to allow the water’s reuse, and this is achieved via cooling towers, spray ponds or evaporative condensers. This type of cooling system exposes the water to outside contaminants including dirt, leaves (such as from a field located next to the plant) and insects (such as lady bugs).

[email protected](616) 610-7050
Taken from the “Pellet 2 Part” series in Mold Making Technology magazine.
Leaders are visionaries with a poorly developed sense of fear, and no concept of the odds against them. They make the impossible happen." - Robert Koffler Jarvik
Thank you!

https://www.youtube.com/user/MrRicholesde template.


















