76
CONSUMABLE WELDING PRODUCTS CATALOG Volume C
C O N S U M A B L E W E L D I N GP R O D U C T S C A T A L O G
Volume C

LLas as VeVeggas, NVas, NV
Geneva, ILGeneva, IL
LLas as VeVeggas, NVas, NV
Geneva, ILGeneva, IL
Chester, VAChester, VAChester, VAChester, VA
Houston, TXHouston, TXHouston, TXHouston, TX
LEGAL DISCLAIMERWelding Material Sales, Inc. believes that the information and data contained in this catalog is correct. However, all technical information, data and applications are provided to assist you in making your own evaluations and decisions and should not be mistaken as expressed or implied warranties. All chemical and mechanical properties referenced in this catalog are according to AWSspecifications, and are current as of the time of publication. Minimum or maximum values are noted accordingly and are notintended for specification purposes. Welding Material Sales, Inc. assumes no liability for results or damages incurred from the useof any information contained herein, in whole or in part.
OUR LOCATIONS
Welding Material Sales, Inc.Your Source for Welding Consumables
1340 Reed RoadP.O. Box 786
Geneva, Illinois 60134
t 630.232.6421f 888.733.1512

Welding Material Sales is
committed to providing
quality service to all its
customers and prepares to
continue its growth by
maintaining all levels of
customer satisfaction.
WMS – Your source for
welding consumables.
ABOUT WMSWelding Material Sales was founded in 1978 by William C. De Paul, who was involved primarilyin the sale and distribution of specialized welding consumables.
In 1984, Mr. De Paul saw a growing need for small spools of welding wire. These spools would laterbe used with the new MIG welders that were being introduced into the US market via Italy. An all outeffort was organized to design the production equipment that would enable the company to produceand sell these spools. Welding Material Sales soon grew to become one of the major suppliers of theMIG small spooled welding wire and further expanded their facility in 1989 to meet the growing demands of the economy (for this product). In 1992 Welding Material Sales expanded again, allowing the company to introduce a new product line of manual electrodes and TIG welding wire. In addition to the new product line, the company developed a Point of Purchase display that wouldbe sold in the welding distributor market for their retail store operations.
In 1998 another 8,500 sq.ft. expansion was needed to meet the companies growing demands.Soon, the company grew to become one of the largest independent suppliers of retail and commercially packed welding consumables. Today the company employs approximately 50 people of whom which 80% are production personnel - proudly assembling in the USA!
WMS offers the welding industry's most complete line of welding and brazing filler metals, MIGconsumables, and entry level welding equipment. WMS also specializes in small point of purchasepackaging with corresponding merchandising display systems. Blue Demon brand products areavailable for shipment and/or will call from any of our four warehouses across the country. Private label and custom packaging are available to all customers.
Welding Material Sales, Inc. is committed to providing consistent quality, value-based products to itscustomers at the highest level of customer satisfaction available.
WILLIAM C. DE PAUL
FRANCIS JOSEPH GAGNEPAIN IV
ESSENTIAL INFORMATION
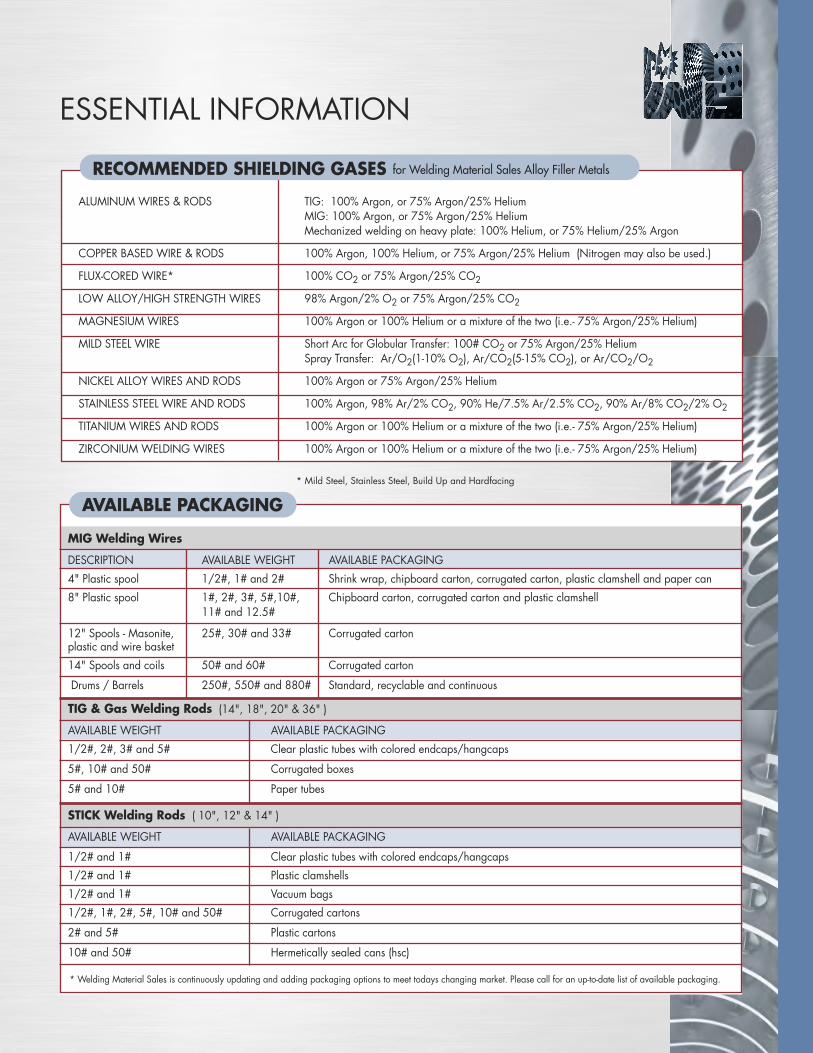
ALUMINUM WIRES & RODS TIG: 100% Argon, or 75% Argon/25% HeliumMIG: 100% Argon, or 75% Argon/25% HeliumMechanized welding on heavy plate: 100% Helium, or 75% Helium/25% Argon
COPPER BASED WIRE & RODS 100% Argon, 100% Helium, or 75% Argon/25% Helium (Nitrogen may also be used.)
FLUX-CORED WIRE* 100% CO2 or 75% Argon/25% CO2
LOW ALLOY/HIGH STRENGTH WIRES 98% Argon/2% O2 or 75% Argon/25% CO2
MAGNESIUM WIRES 100% Argon or 100% Helium or a mixture of the two (i.e.- 75% Argon/25% Helium)
MILD STEEL WIRE Short Arc for Globular Transfer: 100# CO2 or 75% Argon/25% HeliumSpray Transfer: Ar/O2(1-10% O2), Ar/CO2(5-15% CO2), or Ar/CO2/O2
NICKEL ALLOY WIRES AND RODS 100% Argon or 75% Argon/25% Helium
STAINLESS STEEL WIRE AND RODS 100% Argon, 98% Ar/2% CO2, 90% He/7.5% Ar/2.5% CO2, 90% Ar/8% CO2/2% O2
TITANIUM WIRES AND RODS 100% Argon or 100% Helium or a mixture of the two (i.e.- 75% Argon/25% Helium)
ZIRCONIUM WELDING WIRES 100% Argon or 100% Helium or a mixture of the two (i.e.- 75% Argon/25% Helium)
RECOMMENDED SHIELDING GASES for Welding Material Sales Alloy Filler Metals
* Welding Material Sales is continuously updating and adding packaging options to meet todays changing market. Please call for an up-to-date list of available packaging.
* Mild Steel, Stainless Steel, Build Up and Hardfacing
MIG Welding Wires
DESCRIPTION AVAILABLE WEIGHT AVAILABLE PACKAGING4" Plastic spool 1/2#, 1# and 2# Shrink wrap, chipboard carton, corrugated carton, plastic clamshell and paper can8" Plastic spool 1#, 2#, 3#, 5#,10#, Chipboard carton, corrugated carton and plastic clamshell
11# and 12.5#
12" Spools - Masonite, 25#, 30# and 33# Corrugated carton plastic and wire basket14" Spools and coils 50# and 60# Corrugated carton
Drums / Barrels 250#, 550# and 880# Standard, recyclable and continuous
TIG & Gas Welding Rods (14", 18", 20" & 36" )
AVAILABLE WEIGHT AVAILABLE PACKAGING1/2#, 2#, 3# and 5# Clear plastic tubes with colored endcaps/hangcaps
5#, 10# and 50# Corrugated boxes
5# and 10# Paper tubes
STICK Welding Rods ( 10", 12" & 14" )
AVAILABLE WEIGHT AVAILABLE PACKAGING
1/2# and 1# Clear plastic tubes with colored endcaps/hangcaps1/2# and 1# Plastic clamshells1/2# and 1# Vacuum bags1/2#, 1#, 2#, 5#, 10# and 50# Corrugated cartons
2# and 5# Plastic cartons
10# and 50# Hermetically sealed cans (hsc)
AVAILABLE PACKAGING

WMS | YOUR SOURCE FOR WELDING CONSUMABLES 4
CONSUMABLE WELDING PRODUCTS C ATA L O G
TABLE OF CONTENTS (by AWS Specification number)
A5.1CARBON STEEL Covered Arc Welding Electrodes E6010 ..............................................6E6011 ..............................................6E6012 ..............................................6E6013 ..............................................7E6022 ..............................................7E7014 ..............................................7E7018-1 ............................................8E7024 ..............................................8
A5.2CARBON AND LOW ALLOY Bare Gas Welding RodsR45 ..................................................9R60 ..................................................9
A5.3ALUMINUM AND ALUMINUMALLOY Covered Arc Welding ElectrodesE4043 ............................................10
A5.4STAINLESS STEELCovered Arc Welding ElectrodesE308/308L-16 ................................11E309/309L-16 ................................11E310-16 ..........................................11E312-16 ..........................................12E316/316L-16 ................................12317L-16 ..........................................12E320LR-16 ......................................13E330-16 ..........................................13E347-16 ..........................................13E410-16 ..........................................14E410NiMo-16..................................14E2209-16 ........................................14E2553-16 ........................................15
A5.5LOW ALLOY STEEL Covered Arc Welding ElectrodesE8018-B2 ........................................16E9018-B3 ........................................16E8018-C1........................................16E8018-C2........................................17E8018-C3........................................17E10018-D2......................................17E9018M..........................................18E11018M........................................18E12018M........................................18E7010-P1 ........................................19E8010-P1 ........................................19
A5.6COPPER AND COPPER ALLOYCovered Arc Welding Electrodes ECu (Copper Electrode) .................... 20ECuMnNiAl (Nickel-Mang-Aluminum-Bronze)..........................................20
ECuSn-C (Phos Bronze C) ..................20ECuNi (187) ....................................21ECuAl-A2 (Aluminum Bronze) ............21
A5.7COPPER AND COPPER ALLOY Bare Rods and Electrodes ERCu (Deox Copper) ........................22ERCuSi-A (Silicon Bronze) ................22ERCuSn-A (Phos Bronze A) ................22ERCuAl-A1 (Alum Bronze A1) ............23ERCuAl-A2 (Alum Bronze A2) ............23
A5.8BRAZING Filler MetalsRBCuZn-A (Naval Bronze) ..................24RBCuZn-B (Nickel Bronze) ..................24RBCuZn-C (Low Fuming Bronze Bare and Flux Coated) ..........................24
RBCuZn-D (Nickel Silver)....................25BCuP-2 (0% Silver) ............................25BCuP-3 (5% Silver) ............................25BCuP-5 (15% Silver) ..........................26
A5.9STAINLESS STEEL Bare, Cored and Stranded Electrodes ER308/308L ..................................28ER308LSI ........................................28ER309/309L ..................................28ER309LSI ........................................29ER310 ............................................29ER312 ............................................29ER316/316L ....................................30ER316LSI ........................................30ER317L............................................30ER320LR ..........................................31ER330 ............................................31ER347 ............................................31ER409Cb ........................................32ER410 ............................................32ER410NiMo ....................................32ER630 ............................................33ER2209 ..........................................33ER2553 ..........................................33
A5.10ALUMINUM AND ALUMINUMALLOY Electrodes and Rods ER1100 ..........................................34ER4043 ..........................................34ER4047 ..........................................34ER5356 ..........................................35
A5.11NICKEL AND NICKEL ALLOY Covered Arc Welding ElectrodesENiCrFe-2 (Alloy A) ..........................36ENiCrFe-3 (Alloy 182) ......................36ENiCrMo-3 (Alloy 112) ....................36ENiCrMo-4 (Alloy C276) ..................37ENiCrMo-10 (Alloy C22) ..................37
A5.12TUNGSTEN Electrodes for Arc Welding EWP (Pure) ......................................39EWCe-2 (2% Ceriated) ......................39EWLa-1.5 (1.5% Lanthanated)............39EWTh-2 (2% Thoriated)......................40EWZr-.03 (.03% Zirconiated) ............40
A5.13SOLID SURFACING Electrodes and Welding Rods ECoCr-A (Cobalt 6) ..........................41ECoCr-B (Cobalt 12) ........................41
A5.14NICKEL AND NICKEL ALLOY Bare Electrodes and Welding RodsERNiCr-3 (Alloy 82) ..........................42ERNiCrMo-3 (Alloy 625)....................42ERNiCrMo-4 (Alloy C276) ................42ERNiCrMo-10 (Alloy C22) ................43
A5.15CAST IRON Welding Electrodes and RodsENi-Cl (Nickel 99) ............................44ERNi-Cl (Nickel 99) ..........................44ENiFe-Cl (Nickel 55) ........................44ENi55FC-G (Nickel 55 Cored Wire)....45ESt (Castarc) ....................................45
CONSUMABLE WELDING PRODUCTS C ATA L O G
5www.weldingmaterialsales.com
TABLE OF CONTENTS (by AWS Specification number)
A5.16TITANIUM AND TITANIUM ALLOY Bare Welding Rods and ElectrodesERTi-2 (Commercially Pure) ................46ERTi-5 ..............................................46ERTi-5ELI ..........................................46
A5.18CARBON STEEL Filler Metals for Gas Shielded Arc WeldingER70S-2 ..........................................47ER70S-3 ..........................................47ER70S-6 ..........................................48ER70S-7 ..........................................48E70C-6M ........................................49
A5.19MAGNESIUM ALLOY Bare Electrodes and Welding Rods ERAZ61A ........................................50ERAZ92A ........................................50
A5.20CARBON STEEL Flux Cored Arc Welding ElectrodesE71T-1 / 1M....................................51E70T-4 ............................................51E71T-11 ..........................................51E71T-GS ..........................................52
A5.22STAINLESS STEEL Flux Cored Arc Welding Electrodes andFlux Cored Rods for GTAWE308LT1-1/-4 ..................................53E309LT1-1/-4 ..................................53E316LT1-1/-4 ..................................53E308LFC-O ......................................54E309LFC-O ......................................54E312FC-O ......................................54E316LFC-O ......................................55
A5.24ZIRCONIUM and ZIRCONIUMALLOY Bare Welding Electrodes and RodsERZr2 ..............................................56
A5.28LOW-ALLOY STEEL Filler Metals for Gas Shielded Arc WeldingER80S-B2 ........................................57ER90S-B3 ........................................57ER80S-B6 ........................................57ER90S-B9 ........................................58ER80S-D2 ........................................58ER100S-1 ........................................58ER110S-1 ........................................59ER120S-1 ........................................59
HARDFACING Core, Bare, and Coated Electrodes55FC-O ..........................................6158FC-G ..........................................61HARDCOVER 400 ............................61HARDCOVER 410 ............................62HARDCOVER 420 ............................62HARDCOVER 430 ............................62HARDCOVER 440 ............................63HARDCOVER 450 ............................63HARDCOVER 460 ............................63HARDCOVER 470 ............................64HARDCOVER 480 ............................64
TOOL STEEL Filler MetalsA-2..................................................65M-2 ................................................65S-7 ..................................................66H-12................................................66H-13................................................66
SPECIALTY ELECTRODES for SMAW and Gouging1000 ..............................................673000 ..............................................674000 ..............................................675000 ..............................................686000 ..............................................687000 ..............................................688000 ..............................................69AIR CARBON GOUGING ELECTRODES ......69
POINT-OF-PURCHASE DISPLAYSfor Filler MetalsTIG & Gas Welding Rod Display ........70Tungsten Mini-Pack Display ................70Blue Silver Display ............................70M&R Electrode Display ......................711lb/2lb MIG Spool Display ..............715lb Stick Electrode Display ................71
PROTECT yourself and others.Read and understand this information. FUMES AND GASEScan be hazardous to yourhealth. ARC RAYS can injureeyes and burn skin. ELECTRIC SHOCK can KILL.
• Before use, read and understand themanufacturer's instructions, Material SafetyData Sheets (MSDSs), product specific labeland your employer's safety practices.
• This product contains Manganese. Short-term exposure from inhalation of these fumesmay result in Metal fume fever characterizedby chills, fever, upset stomach, vomiting, irritation of the throat and aching of the body.Long-term overexposure to manganese compounds may affect the central nervous system. Symptoms may be similar to Parkin-son's disease and can include slowness,changes in handwriting, gait impairment, muscle spasms and cramps and less com-monly, tremor and behavioral changes.
• Use enough ventilation, local exhaust at the arc or both to keep the fumes and gasesbelow the PEL/TLV/OEL's in the worker'sbreathing zone and the general area.
• Keep your head out of the fumes.
• Wear correct eye, ear and body protection.
• Do not touch live electrical parts.
• Manufactured by HBC.
FIRST AID MEASURES: If symptoms of overex-posure to fumes exist, remove to fresh air.In case of arc ray injury or electric shock,employ normal first aid techniques and calla physician IMMEDIATELY. See AmericanNational Standard ANSI Z49.1, SAFETY IN WELDING AND CUTTING AND ALLIEDPROCESSES, published by the AmericanWelding Society, 550 N.W. LeJeune Rd.,Miami, FL. , 33126, and OSHA Safety andHealth Standards, available from the U.S.Government Printing Office, Superintendentof Documents, P.O. Box 371954, Pittsburgh,PA 15250-7954.
WARNING!
CAUTION: Some of the alloys distributed by Welding Material Sales may contain chemicals known to the state of California to cause cancer or reproductive toxicity. These chemicals are listedunder California Prop 65 and are updated periodically by the state of California. For yourprotection, Welding Material Sales advises that a current list of chemicals be reviewed before purchasing any of our products. A current list aswell as additional information can be found atwww.oehha.org.
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM6
CONSUMABLE WELDING PRODUCTS C ATA L O G
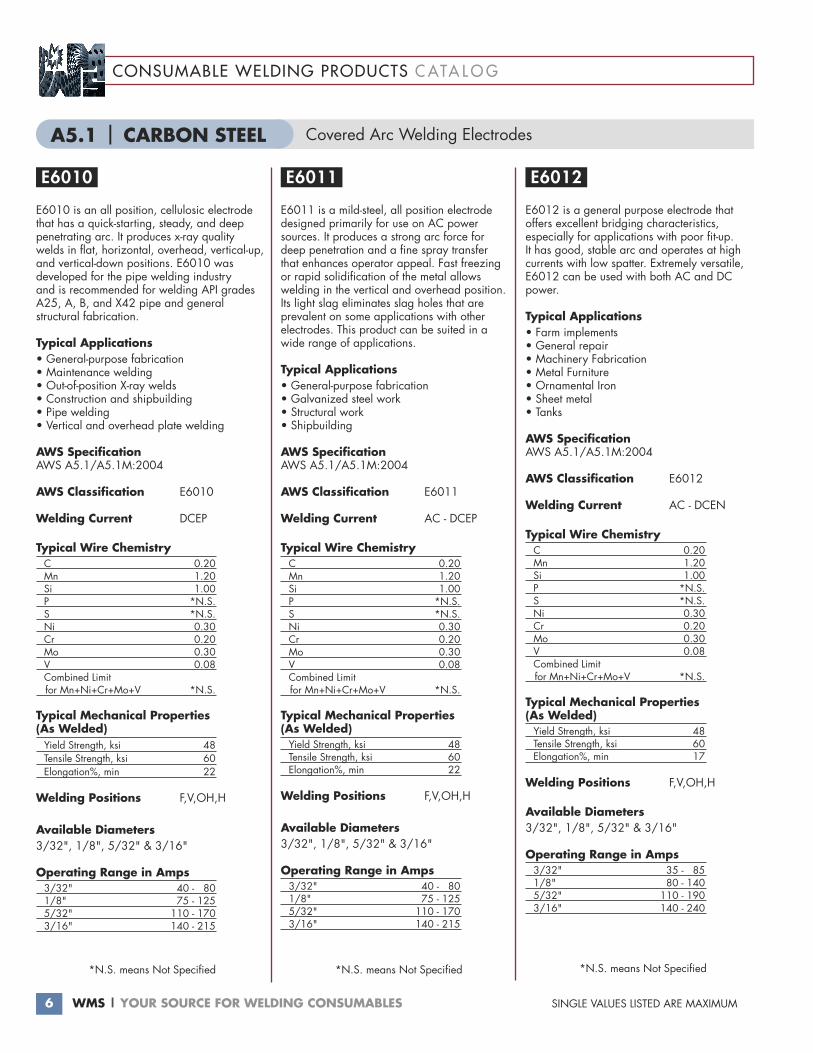
E6010 is an all position, cellulosic electrode that has a quick-starting, steady, and deep penetrating arc. It produces x-ray qualitywelds in flat, horizontal, overhead, vertical-up,and vertical-down positions. E6010 was developed for the pipe welding industry and is recommended for welding API gradesA25, A, B, and X42 pipe and general structural fabrication.
Typical Applications• General-purpose fabrication• Maintenance welding• Out-of-position X-ray welds• Construction and shipbuilding• Pipe welding• Vertical and overhead plate welding
AWS SpecificationAWS A5.1/A5.1M:2004
AWS Classification E6010
Welding Current DCEP
Typical Wire ChemistryC 0.20Mn 1.20Si 1.00P *N.S.S *N.S.Ni 0.30Cr 0.20Mo 0.30V 0.08Combined Limit for Mn+Ni+Cr+Mo+V *N.S.
Typical Mechanical Properties (As Welded)Yield Strength, ksi 48Tensile Strength, ksi 60Elongation%, min 22
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 40 - 801/8" 75 - 1255/32" 110 - 1703/16" 140 - 215
E6011 is a mild-steel, all position electrodedesigned primarily for use on AC powersources. It produces a strong arc force fordeep penetration and a fine spray transfer that enhances operator appeal. Fast freezingor rapid solidification of the metal allowswelding in the vertical and overhead position.Its light slag eliminates slag holes that areprevalent on some applications with otherelectrodes. This product can be suited in awide range of applications.
Typical Applications• General-purpose fabrication• Galvanized steel work• Structural work• Shipbuilding
AWS SpecificationAWS A5.1/A5.1M:2004
AWS Classification E6011
Welding Current AC - DCEP
Typical Wire ChemistryC 0.20Mn 1.20Si 1.00P *N.S.S *N.S.Ni 0.30Cr 0.20Mo 0.30V 0.08Combined Limit for Mn+Ni+Cr+Mo+V *N.S.
Typical Mechanical Properties(As Welded)Yield Strength, ksi 48Tensile Strength, ksi 60Elongation%, min 22
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 40 - 801/8" 75 - 1255/32" 110 - 1703/16" 140 - 215
E6012 is a general purpose electrode that offers excellent bridging characteristics, especially for applications with poor fit-up. It has good, stable arc and operates at highcurrents with low spatter. Extremely versatile,E6012 can be used with both AC and DCpower.
Typical Applications• Farm implements• General repair• Machinery Fabrication• Metal Furniture• Ornamental Iron• Sheet metal• Tanks
AWS SpecificationAWS A5.1/A5.1M:2004
AWS Classification E6012
Welding Current AC - DCEN
Typical Wire ChemistryC 0.20Mn 1.20Si 1.00P *N.S.S *N.S.Ni 0.30Cr 0.20Mo 0.30V 0.08Combined Limit for Mn+Ni+Cr+Mo+V *N.S.
Typical Mechanical Properties(As Welded)Yield Strength, ksi 48Tensile Strength, ksi 60Elongation%, min 17
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 35 - 851/8" 80 - 1405/32" 110 - 1903/16" 140 - 240
E6010 E6011 E6012
Covered Arc Welding ElectrodesA5.1 | CARBON STEEL
*N.S. means Not Specified *N.S. means Not Specified *N.S. means Not Specified
CONSUMABLE WELDING PRODUCTS C ATA L O G
7SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
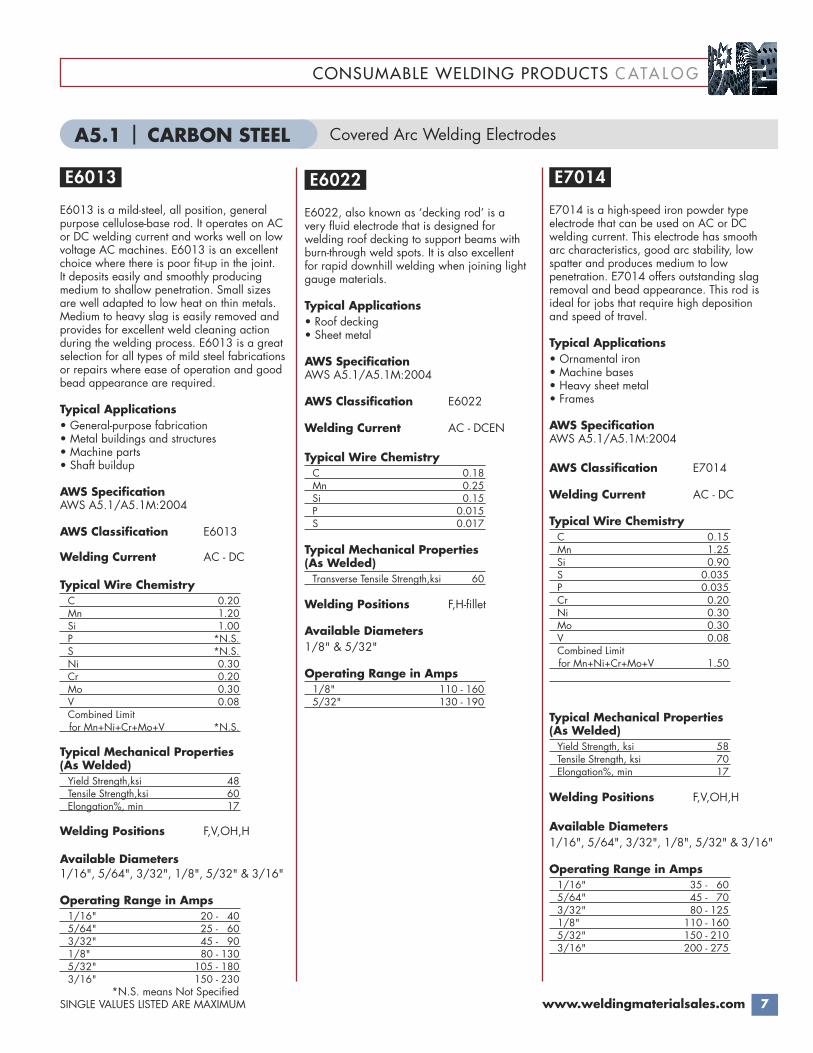
E6013 is a mild-steel, all position, generalpurpose cellulose-base rod. It operates on ACor DC welding current and works well on lowvoltage AC machines. E6013 is an excellentchoice where there is poor fit-up in the joint. It deposits easily and smoothly producingmedium to shallow penetration. Small sizesare well adapted to low heat on thin metals.Medium to heavy slag is easily removed andprovides for excellent weld cleaning action during the welding process. E6013 is a great selection for all types of mild steel fabricationsor repairs where ease of operation and goodbead appearance are required.
Typical Applications• General-purpose fabrication• Metal buildings and structures• Machine parts• Shaft buildup
AWS SpecificationAWS A5.1/A5.1M:2004
AWS Classification E6013
Welding Current AC - DC
Typical Wire ChemistryC 0.20Mn 1.20Si 1.00P *N.S.S *N.S.Ni 0.30Cr 0.20Mo 0.30V 0.08Combined Limit for Mn+Ni+Cr+Mo+V *N.S.
Typical Mechanical Properties(As Welded)Yield Strength,ksi 48Tensile Strength,ksi 60Elongation%, min 17
Welding Positions F,V,OH,H
Available Diameters1/16", 5/64", 3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps1/16" 20 - 405/64" 25 - 603/32" 45 - 901/8" 80 - 1305/32" 105 - 1803/16" 150 - 230
E6022, also known as ‘decking rod’ is a very fluid electrode that is designed for welding roof decking to support beams withburn-through weld spots. It is also excellent for rapid downhill welding when joining lightgauge materials.
Typical Applications• Roof decking• Sheet metal
AWS SpecificationAWS A5.1/A5.1M:2004
AWS Classification E6022
Welding Current AC - DCEN
Typical Wire ChemistryC 0.18Mn 0.25Si 0.15P 0.015S 0.017
Typical Mechanical Properties(As Welded)Transverse Tensile Strength,ksi 60
Welding Positions F,H-fillet
Available Diameters1/8" & 5/32"
Operating Range in Amps1/8" 110 - 1605/32" 130 - 190
E7014 is a high-speed iron powder type electrode that can be used on AC or DC welding current. This electrode has smooth arc characteristics, good arc stability, lowspatter and produces medium to low penetration. E7014 offers outstanding slag removal and bead appearance. This rod isideal for jobs that require high deposition and speed of travel.
Typical Applications• Ornamental iron• Machine bases• Heavy sheet metal• Frames
AWS SpecificationAWS A5.1/A5.1M:2004
AWS Classification E7014
Welding Current AC - DC
Typical Wire ChemistryC 0.15Mn 1.25Si 0.90S 0.035P 0.035Cr 0.20Ni 0.30Mo 0.30V 0.08Combined Limit for Mn+Ni+Cr+Mo+V 1.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 58Tensile Strength, ksi 70Elongation%, min 17
Welding Positions F,V,OH,H
Available Diameters1/16", 5/64", 3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps1/16" 35 - 605/64" 45 - 703/32" 80 - 1251/8" 110 - 1605/32" 150 - 2103/16" 200 - 275
E6013 E6022 E7014
Covered Arc Welding ElectrodesA5.1 | CARBON STEEL
*N.S. means Not Specified
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM8
CONSUMABLE WELDING PRODUCTS C ATA L O G
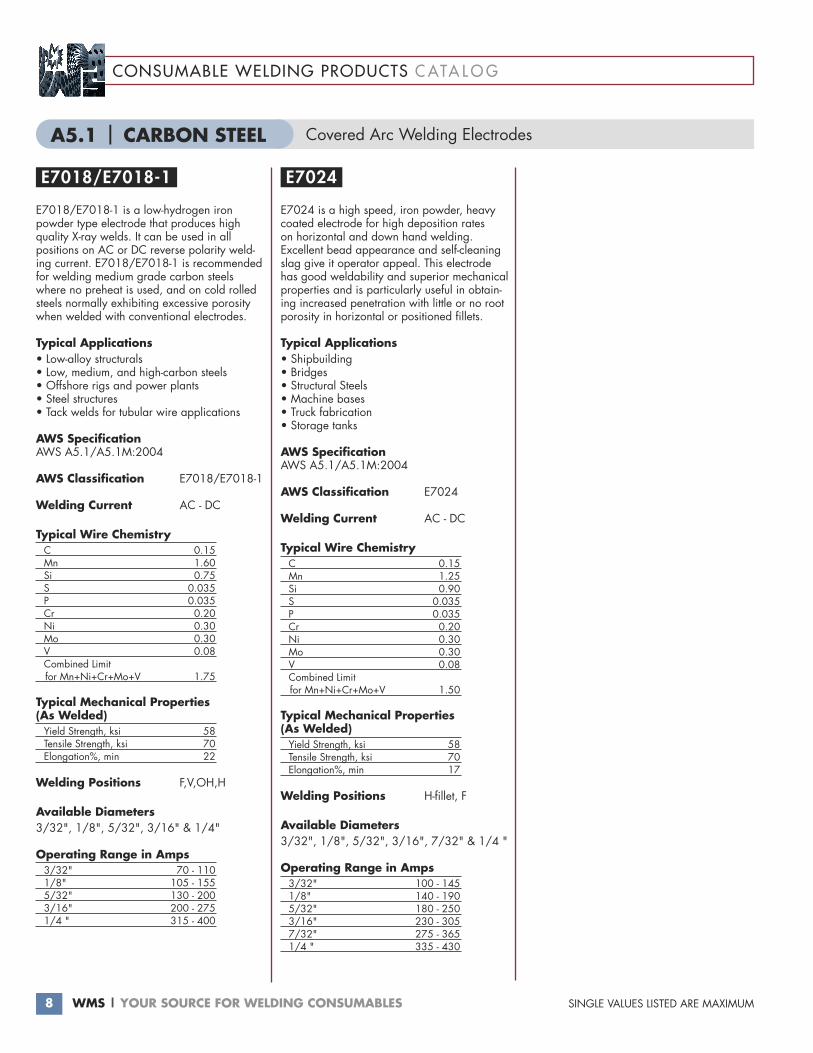
E7018/E7018-1 is a low-hydrogen iron powder type electrode that produces highquality X-ray welds. It can be used in all positions on AC or DC reverse polarity weld-ing current. E7018/E7018-1 is recommendedfor welding medium grade carbon steelswhere no preheat is used, and on cold rolledsteels normally exhibiting excessive porositywhen welded with conventional electrodes.
Typical Applications• Low-alloy structurals• Low, medium, and high-carbon steels• Offshore rigs and power plants• Steel structures• Tack welds for tubular wire applications
AWS SpecificationAWS A5.1/A5.1M:2004
AWS Classification E7018/E7018-1
Welding Current AC - DC
Typical Wire ChemistryC 0.15Mn 1.60Si 0.75S 0.035P 0.035Cr 0.20Ni 0.30Mo 0.30V 0.08Combined Limit for Mn+Ni+Cr+Mo+V 1.75
Typical Mechanical Properties(As Welded)Yield Strength, ksi 58Tensile Strength, ksi 70Elongation%, min 22
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32", 3/16" & 1/4"
Operating Range in Amps3/32" 70 - 1101/8" 105 - 1555/32" 130 - 2003/16" 200 - 2751/4 " 315 - 400
E7024 is a high speed, iron powder, heavycoated electrode for high deposition rates on horizontal and down hand welding. Excellent bead appearance and self-cleaningslag give it operator appeal. This electrodehas good weldability and superior mechanicalproperties and is particularly useful in obtain-ing increased penetration with little or no rootporosity in horizontal or positioned fillets.
Typical Applications• Shipbuilding• Bridges• Structural Steels• Machine bases• Truck fabrication• Storage tanks
AWS Specification AWS A5.1/A5.1M:2004
AWS Classification E7024
Welding Current AC - DC Typical Wire ChemistryC 0.15Mn 1.25Si 0.90S 0.035P 0.035Cr 0.20Ni 0.30Mo 0.30V 0.08Combined Limit for Mn+Ni+Cr+Mo+V 1.50
Typical Mechanical Properties (As Welded)Yield Strength, ksi 58Tensile Strength, ksi 70Elongation%, min 17
Welding Positions H-fill et, F
Available Diameters3/32", 1/8", 5/32", 3/16", 7/32" & 1/4 "
Operating Range in Amps3/32" 100 - 1451/8" 140 - 1905/32" 180 - 2503/16" 230 - 3057/32" 275 - 3651/4 " 335 - 430
E7024E7018/E7018-1
Covered Arc Welding ElectrodesA5.1 | CARBON STEEL
CONSUMABLE WELDING PRODUCTS C ATA L O G
9SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
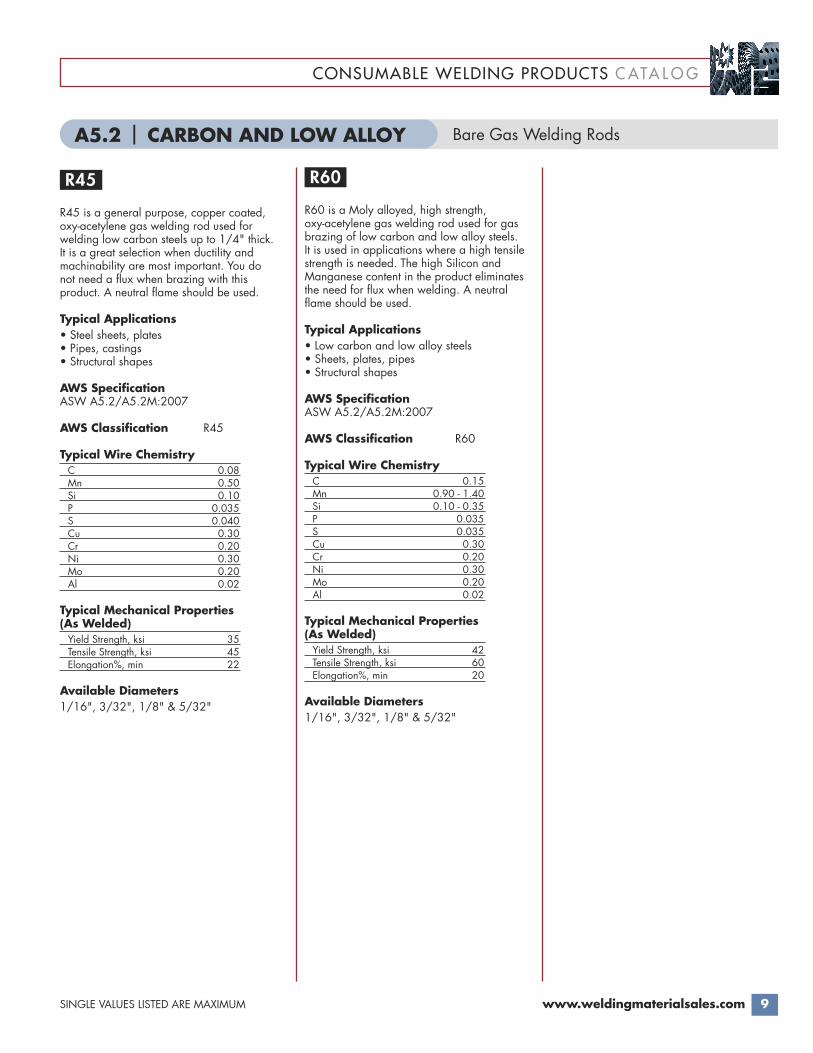
R45 is a general purpose, copper coated,oxy-acetylene gas welding rod used for welding low carbon steels up to 1/4" thick. It is a great selection when ductility andmachinability are most important. You do not need a flux when brazing with this product. A neutral flame should be used.
Typical Applications• Steel sheets, plates • Pipes, castings • Structural shapes
AWS Specification ASW A5.2/A5.2M:2007
AWS Classification R45
Typical Wire ChemistryC 0.08Mn 0.50Si 0.10P 0.035S 0.040Cu 0.30Cr 0.20Ni 0.30Mo 0.20Al 0.02
Typical Mechanical Properties(As Welded)Yield Strength, ksi 35Tensile Strength, ksi 45Elongation%, min 22
Available Diameters1/16", 3/32", 1/8" & 5/32"
R60 is a Moly alloyed, high strength, oxy-acetylene gas welding rod used for gas brazing of low carbon and low alloy steels. It is used in applications where a high tensilestrength is needed. The high Silicon and Manganese content in the product eliminatesthe need for flux when welding. A neutralflame should be used.
Typical Applications• Low carbon and low alloy steels • Sheets, plates, pipes • Structural shapes
AWS Specification ASW A5.2/A5.2M:2007
AWS Classification R60
Typical Wire ChemistryC 0.15Mn 0.90 - 1.40Si 0.10 - 0.35P 0.035S 0.035Cu 0.30Cr 0.20Ni 0.30Mo 0.20Al 0.02
Typical Mechanical Properties(As Welded)Yield Strength, ksi 42Tensile Strength, ksi 60Elongation%, min 20
Available Diameters 1/16", 3/32", 1/8" & 5/32"
R60R45
Bare Gas Welding RodsA5.2 | CARBON AND LOW ALLOY

WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM10
CONSUMABLE WELDING PRODUCTS C ATA L O G
E4043 is a general purpose aluminum elec-trode for arc welding aluminum alloys. The arc is stable and operates at low temperatureswith a minimum of spatter and fuming. Thewelds are strong, dense, and free of porosityon both production and maintenance applica-tions. E4043 is a great choice when weldingheat-treated aluminum parts. This welding rodmay also be used in brazing applications.
Typical Applications• Arc welding aluminums alloyed with copper,silicon, and magnesium.
• Excellent for joining dissimilar grades of aluminum.
AWS SpecificationAWS A5.3/A5.3M:1999(R2007)
AWS Classification E4043
Welding Current DCEP
Typical Wire ChemistrySi 4.5 - 6.0Cu 0.30Fe 0.8Mg 0.05Mn 0.05Zn 0.10AI REMBe 0.0008Ti 0.20
Typical Mechanical properties(As Welded)Yield Strength, ksi 20Tensile Strengt, ksi 32Elongation%, min 18
Welding Positions F,H
Available Diameters5/64", 3/32", 1/8" & 5/32"
Operating Range in Amps5/64" 20 - 603/32" 50 - 801/8" 70 - 1205/32" 110 - 150
E4043
Covered Arc Welding ElectrodesA5.3 | ALUMINUM AND ALUMINUM ALLOY
CONSUMABLE WELDING PRODUCTS C ATA L O G
11SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
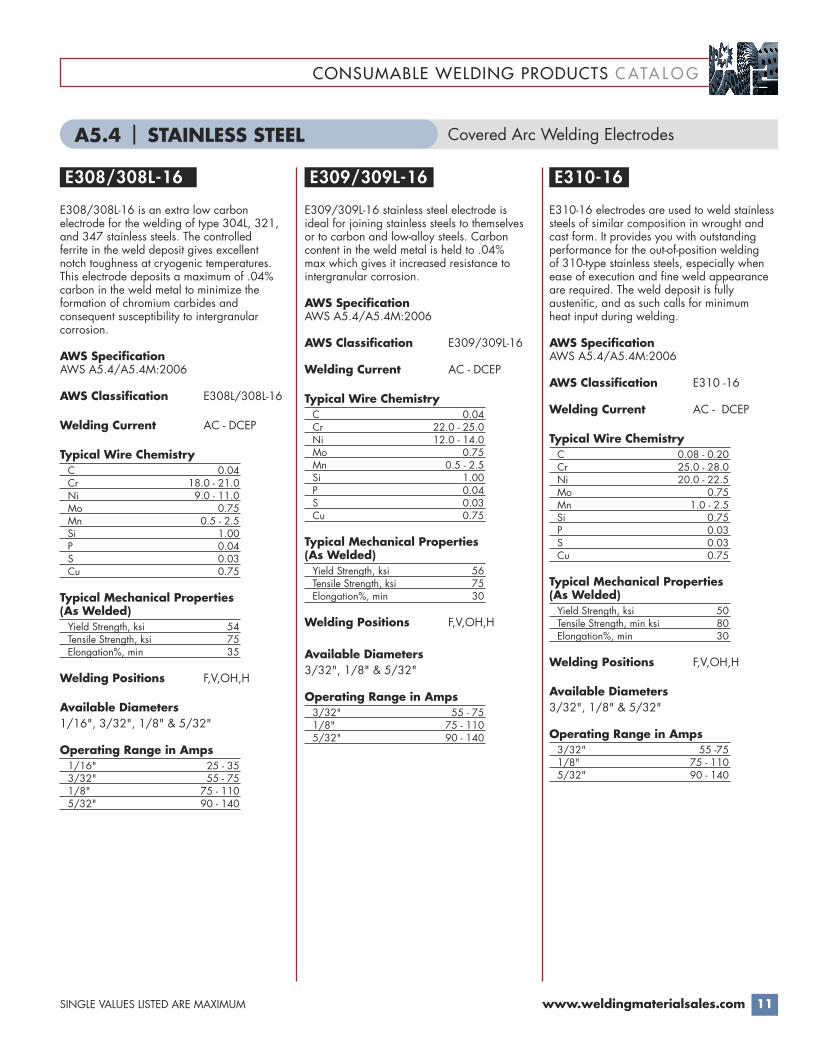
E308/308L-16 is an extra low carbon electrode for the welding of type 304L, 321,and 347 stainless steels. The controlled ferrite in the weld deposit gives excellent notch toughness at cryogenic temperatures.This electrode deposits a maximum of .04% carbon in the weld metal to minimize the formation of chromium carbides and consequent susceptibility to intergranular corrosion.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E308L/308L-16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.04Cr 18.0 - 21.0Ni 9.0 - 11.0Mo 0.75Mn 0.5 - 2.5Si 1.00P 0.04S 0.03Cu 0.75
Typical Mechanical Properties(As Welded)Yield Strength, ksi 54Tensile Strength, ksi 75Elongation%, min 35
Welding Positions F,V,OH,H
Available Diameters1/16", 3/32", 1/8" & 5/32"
Operating Range in Amps1/16" 25 - 353/32" 55 - 751/8" 75 - 1105/32" 90 - 140
E309/309L-16 stainless steel electrode isideal for joining stainless steels to themselvesor to carbon and low-alloy steels. Carbon content in the weld metal is held to .04% max which gives it increased resistance to intergranular corrosion.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E309/309L-16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.04Cr 22.0 - 25.0Ni 12.0 - 14.0Mo 0.75Mn 0.5 - 2.5Si 1.00P 0.04S 0.03Cu 0.75
Typical Mechanical Properties(As Welded)Yield Strength, ksi 56Tensile Strength, ksi 75Elongation%, min 30
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8" & 5/32"
Operating Range in Amps3/32" 55 - 751/8" 75 - 1105/32" 90 - 140
E310-16 electrodes are used to weld stainlesssteels of similar composition in wrought andcast form. It provides you with outstanding performance for the out-of-position welding of 310-type stainless steels, especially whenease of execution and fine weld appearanceare required. The weld deposit is fullyaustenitic, and as such calls for minimum heat input during welding.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E310 -16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.08 - 0.20Cr 25.0 - 28.0Ni 20.0 - 22.5Mo 0.75Mn 1.0 - 2.5Si 0.75P 0.03S 0.03Cu 0.75
Typical Mechanical Properties(As Welded)Yield Strength, ksi 50Tensile Strength, min ksi 80Elongation%, min 30
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8" & 5/32"
Operating Range in Amps3/32" 55 -751/8" 75 - 1105/32" 90 - 140
E309/309L-16 E310-16E308/308L-16
Covered Arc Welding ElectrodesA5.4 | STAINLESS STEEL
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM12
CONSUMABLE WELDING PRODUCTS C ATA L O G
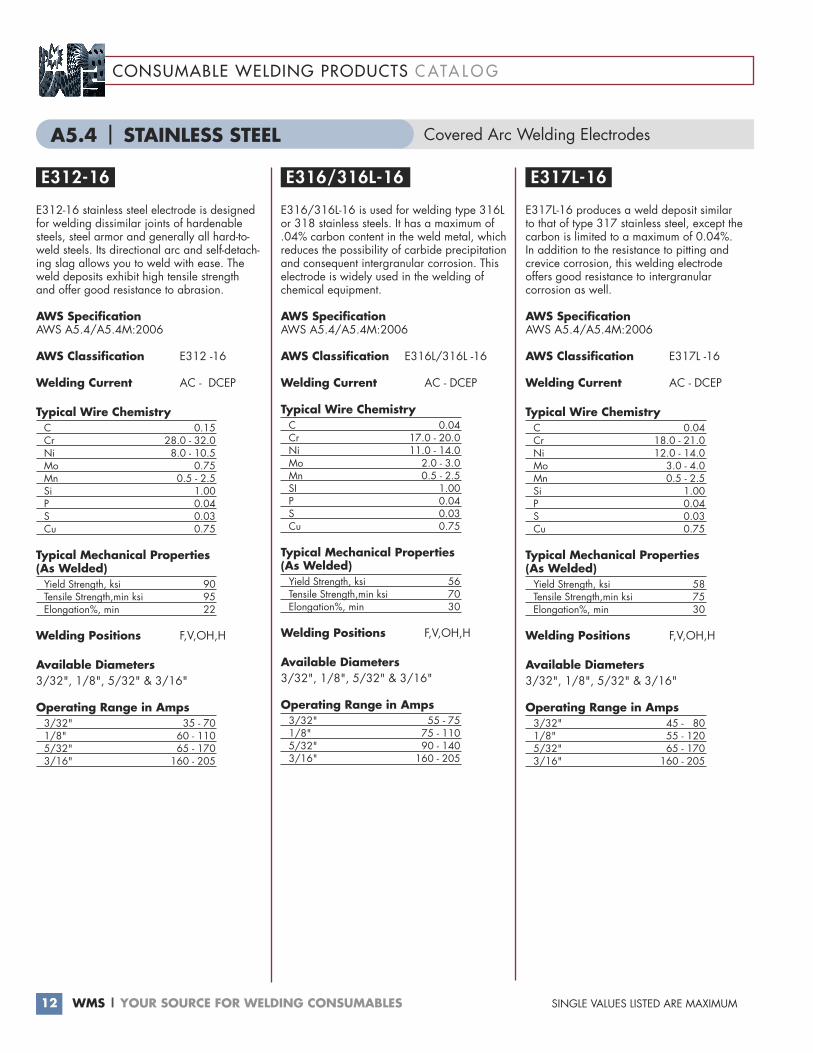
E312-16 stainless steel electrode is designedfor welding dissimilar joints of hardenablesteels, steel armor and generally all hard-to-weld steels. Its directional arc and self-detach-ing slag allows you to weld with ease. Theweld deposits exhibit high tensile strength and offer good resistance to abrasion.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E312 -16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.15Cr 28.0 - 32.0Ni 8.0 - 10.5Mo 0.75Mn 0.5 - 2.5Si 1.00P 0.04S 0.03Cu 0.75
Typical Mechanical Properties(As Welded)Yield Strength, ksi 90Tensile Strength,min ksi 95Elongation%, min 22
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 35 - 701/8" 60 - 1105/32" 65 - 1703/16" 160 - 205
E316/316L-16 is used for welding type 316Lor 318 stainless steels. It has a maximum of.04% carbon content in the weld metal, whichreduces the possibility of carbide precipitationand consequent intergranular corrosion. Thiselectrode is widely used in the welding ofchemical equipment.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E316L/316L -16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.04 Cr 17.0 - 20.0Ni 11.0 - 14.0Mo 2.0 - 3.0Mn 0.5 - 2.5SI 1.00P 0.04S 0.03Cu 0.75
Typical Mechanical Properties(As Welded)Yield Strength, ksi 56Tensile Strength,min ksi 70Elongation%, min 30
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 55 - 751/8" 75 - 1105/32" 90 - 1403/16" 160 - 205
E317L-16 produces a weld deposit similar to that of type 317 stainless steel, except the carbon is limited to a maximum of 0.04%. In addition to the resistance to pitting andcrevice corrosion, this welding electrode offers good resistance to intergranular corrosion as well.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E317L -16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.04Cr 18.0 - 21.0Ni 12.0 - 14.0Mo 3.0 - 4.0Mn 0.5 - 2.5Si 1.00P 0.04S 0.03Cu 0.75
Typical Mechanical Properties(As Welded)Yield Strength, ksi 58Tensile Strength,min ksi 75Elongation%, min 30
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 45 - 801/8" 55 - 1205/32" 65 - 1703/16" 160 - 205
E317L-16E316/316L-16E312-16
Covered Arc Welding ElectrodesA5.4 | STAINLESS STEEL

CONSUMABLE WELDING PRODUCTS C ATA L O G
13SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
E320LR-16 is similar in composition to 320stainless steel but with carbon, silicon, phosphorus, and sulfur controlled to lower limits and columbium and manganese kept toa narrower range. The resulting composition is designed to reduce the possibility of microfissuring. Low heat input is advised when welding with E320LR-16 electrodes.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E320LR -16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.03Cr 19.0 - 21.0Ni 32.0 - 36.0Mo 2.0 - 3.0Nb(Cb) PlusTa 8xC,min to 0.40 maxMn 1.50 - 2.50Si 0.30P 0.020S 0.015Cu 3.0 - 4.0
Typical Mechanical Properties(As Welded)Yield Strength, ksi 57Tensile Strength,min ksi 75Elongation%, min 30
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 45 - 801/8" 55 - 1205/32" 65 - 1703/16" 160 - 205
E330-16 stainless steel welding electrodes areused to weld wrought and cast forms of stainless steel of similar chemical compositionwhich offer good heat and scale resistanceabove 1800ºF. High sulfur environments adversely affect the high temperature performance of E330-16 electrodes. The heat input has to be kept to a minimum during the welding to avoid the possibility of microfissuring.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E330 -16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.18 - 0.25Cr 14.0 - 17.0Ni 33.0 - 37.0Mo 0.75Mn 1.0 - 2.5Si 1.00P 0.04S 0.03Cu 0.75
Typical Mechanical Properties(As Welded)Yield Strength, ksi 57Tensile Strength,min ksi 75Elongation%, min 25
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 45 - 801/8" 55 - 1205/32" 65 - 1703/16" 160 - 205
E347-16 delivers outstanding performance,especially for projects that require you to do a lot of out-of-position welding. This electrodeallows you to weld stabilized austenitic 18Cr-8Ni steels, including those with gradesof either the columbium (347) or titanium(321) type. E347-16 offer excellent resistanceto sensitization during high temperature service.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E347-16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.08Cr 18.0 - 21.0Ni 9.0 - 11.0Mo 0.75Nb(Cb)PlusTa 8xC,min to 1.00 maxMn 0.5 - 2.5Si 1.00P 0.04S 0.03Cu 0.75
Typical Mechanical Properties(As Welded)Yield Strength, ksi 57Tensile Strength,min ksi 75Elongation%, min 30
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 45 - 801/8" 55 - 1205/32" 65 - 1703/16" 160 - 205
E330-16E320LR-16 E347-16
Covered Arc Welding ElectrodesA5.4 | STAINLESS STEEL
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM14
CONSUMABLE WELDING PRODUCTS C ATA L O G
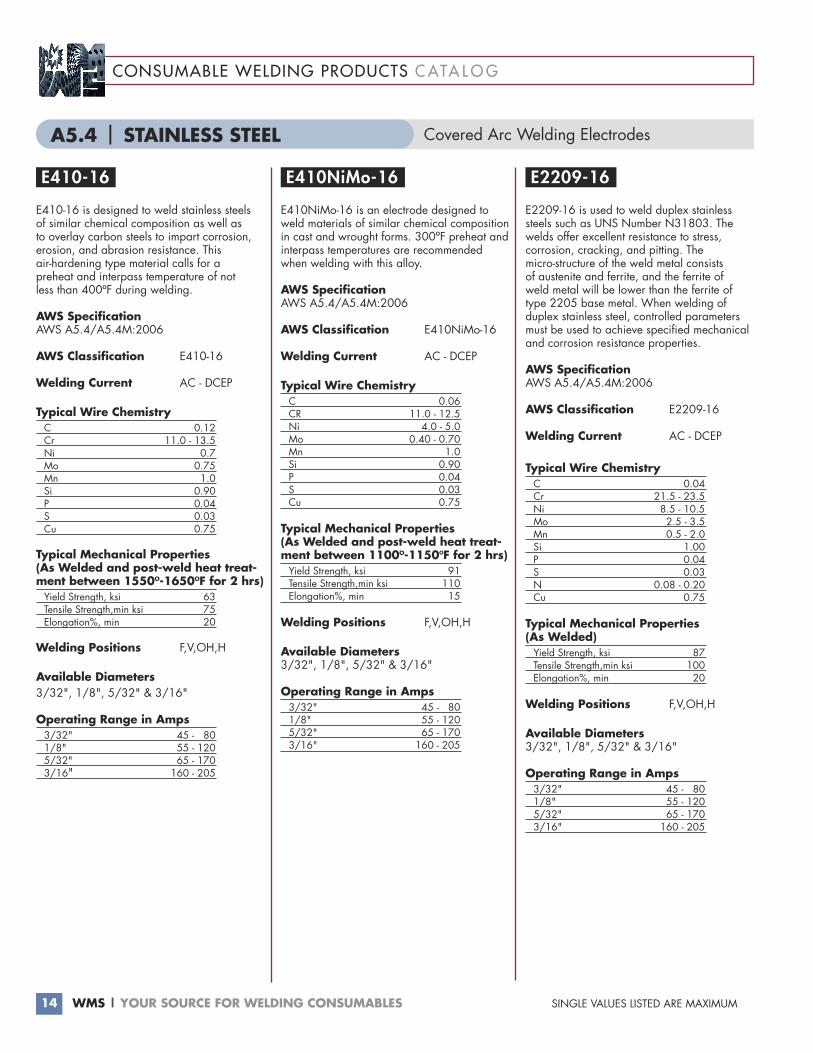
E410-16 is designed to weld stainless steels of similar chemical composition as well as to overlay carbon steels to impart corrosion, erosion, and abrasion resistance. This air-hardening type material calls for a preheat and interpass temperature of not less than 400ºF during welding.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E410-16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.12Cr 11.0 - 13.5Ni 0.7Mo 0.75Mn 1.0Si 0.90P 0.04S 0.03Cu 0.75
Typical Mechanical Properties(As Welded and post-weld heat treat-ment between 1550º-1650ºF for 2 hrs)Yield Strength, ksi 63Tensile Strength,min ksi 75Elongation%, min 20
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 45 - 801/8" 55 - 1205/32" 65 - 1703/16" 160 - 205
E410NiMo-16 is an electrode designed toweld materials of similar chemical compositionin cast and wrought forms. 300ºF preheat andinterpass temperatures are recommendedwhen welding with this alloy.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E410NiMo-16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.06CR 11.0 - 12.5Ni 4.0 - 5.0Mo 0.40 - 0.70Mn 1.0Si 0.90P 0.04S 0.03Cu 0.75
Typical Mechanical Properties(As Welded and post-weld heat treat-ment between 1100º-1150ºF for 2 hrs)Yield Strength, ksi 91Tensile Strength,min ksi 110Elongation%, min 15
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 45 - 801/8" 55 - 1205/32" 65 - 1703/16" 160 - 205
E2209-16 is used to weld duplex stainlesssteels such as UNS Number N31803. Thewelds offer excellent resistance to stress, corrosion, cracking, and pitting. The micro-structure of the weld metal consists of austenite and ferrite, and the ferrite of weld metal will be lower than the ferrite oftype 2205 base metal. When welding of duplex stainless steel, controlled parametersmust be used to achieve specified mechanicaland corrosion resistance properties.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E2209-16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.04Cr 21.5 - 23.5Ni 8.5 - 10.5Mo 2.5 - 3.5Mn 0.5 - 2.0Si 1.00P 0.04S 0.03N 0.08 - 0.20Cu 0.75
Typical Mechanical Properties(As Welded)Yield Strength, ksi 87Tensile Strength,min ksi 100Elongation%, min 20
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 45 - 801/8" 55 - 1205/32" 65 - 1703/16" 160 - 205
E2209-16E410NiMo-16E410-16
Covered Arc Welding ElectrodesA5.4 | STAINLESS STEEL
CONSUMABLE WELDING PRODUCTS C ATA L O G
15SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
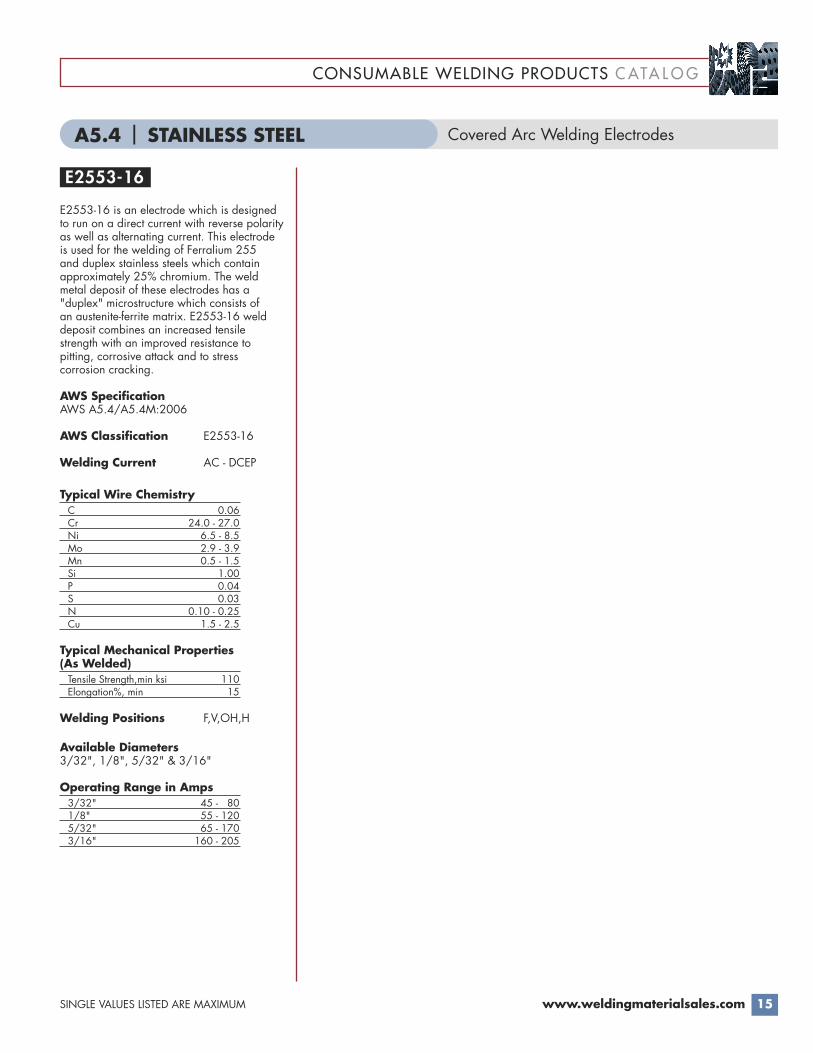
E2553-16 is an electrode which is designedto run on a direct current with reverse polarityas well as alternating current. This electrode is used for the welding of Ferralium 255 and duplex stainless steels which contain approximately 25% chromium. The weld metal deposit of these electrodes has a "duplex" microstructure which consists ofan austenite-ferrite matrix. E2553-16 weld deposit combines an increased tensile strength with an improved resistance to pitting, corrosive attack and to stress corrosion cracking.
AWS SpecificationAWS A5.4/A5.4M:2006
AWS Classification E2553-16
Welding Current AC - DCEP
Typical Wire ChemistryC 0.06Cr 24.0 - 27.0Ni 6.5 - 8.5Mo 2.9 - 3.9Mn 0.5 - 1.5Si 1.00P 0.04S 0.03N 0.10 - 0.25Cu 1.5 - 2.5
Typical Mechanical Properties(As Welded)Tensile Strength,min ksi 110Elongation%, min 15
Welding Positions F,V,OH,H
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 45 - 801/8" 55 - 1205/32" 65 - 1703/16" 160 - 205
E2553-16
Covered Arc Welding ElectrodesA5.4 | STAINLESS STEEL

WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM16
CONSUMABLE WELDING PRODUCTS C ATA L O G
E8018-B2 welding electrode is for higherstrength steels with tensile strengths greaterthan 80,000 pounds. The coating is speciallyformulated to resist moisture pick-up underconditions of high heat and humidity. Thiselectrode offers resistance to moisture reab-sorption which helps prevent hydrogen crack-ing and aids in elimination of starting porosity.
Applications• Fab and maintenance of boilers and associated piping
• Welding of 1-1/4Cr-1/2Mo steels• Welding of 1/2Cr-1/2Mo steels
AWS SpecificationAWS A5.5/A5.5M:2006
AWS Classification E8018-B2 H4R
Welding Current AC - DCEP
Welding Position F,V,OH,H
Typical Wire ChemistryC 0.05 - 0.12Mn 0.90S 0.03P 0.03Si 0.80Cr 1.00 - 1.50Mo 0.40 - 0.65
Typical Mechanical Properties(As Welded)Yield Strength, ksi 80Tensile Strength, ksi 67Elongation%, min 19
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 1001/8" 115 - 1555/32" 135 - 1853/16" 200 - 275
E9018-B3 is a great electrode for weldinghigher strength piping, castings and forgings.The coating is specially formulated to resistmoisture pick-up under conditions of high heatand humidity. E9018-B3 electrode offers resistance to moisture reabsorption whichhelps prevent hydrogen cracking and aids in elimination of starting porosity.
Applications• Chrome-Moly pipes• Boiler work
AWS SpecificationAWS A5.5/A5.5M:2006
AWS Classification E9018-B3 H4R
Welding Current AC - DCEP
Welding Position F,V,OH,H
Typical Wire ChemistryC 0.05 - 0.12Mn 0.90P 0.03S 0.03Si 0.80Cr 2.00 - 2.50Mo 0.90 - 1.20
Typical Mechanical Properties(As Welded)Yield Strength, ksi 95Tensile Strength, ksi 90Elongation%, min 24
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 70 - 1001/8" 115 - 1555/32" 135 - 1853/16" 200 - 275
E8018-C1 is a high quality electrode designed for applications of 2%-4% nickel deposits. The outstanding characteristics ofthis electrode provides good puddle controlwith excellent wetting action and tie in. Thiselectrode offers good arc characteristics andeasy slag removal. E8018-C1 will providenotch toughness of 20 ft•lbs at -75°F. Thecoating is specially formulated to resist moisture pick-up under conditions of high heat and humidity. This electrode offers resistance to moisture reabsorption, helps retard hydrogen cracking and aids in elimination of starting porosity. Definitely apreferred electrode with high operator appeal.
Applications• Shipbuilding• Storage tanks• Piping and tanks used in storage of gases
AWS SpecificationAWS A5.5/A5.5M:2006
AWS Classification E8018-C1 H4
Welding Current AC - DCEP
Welding Position F,V,OH,H
Typical Wire ChemistryC 0.12Mn 1.25Si 0.80Ni 2.00 - 2.75P 0.03S 0.03
Typical Mechanical Properties(As Welded)Yield Strength, ksi 87Tensile Strength, ksi 80Elongation%, min 19
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 70 - 1001/8" 115 - 1555/32" 135 - 1853/16" 200 - 275
E8018-B2 E9018-B3 E8018-C1
Covered Arc Welding ElectrodesA5.5 | LOW ALLOY STEEL

CONSUMABLE WELDING PRODUCTS C ATA L O G
17SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
E8018-C2 is an outstanding electrode that is designed for 80,000 tensile strength applications as well as 2%-4% nickel applications. This electrode provides excellent puddle control with good wetting action and tie in. The electrode offers goodarc characteristics and easy slag removal.
Applications• Shipbuilding• Storage tanks• Piping and tanks used in storage of gases
AWS SpecificationAWS A5.5/A5.5M:2006
AWS Classification E8018-C2 H4
Welding Current AC - DCEP
Welding Position F,V,OH,H
Typical Wire ChemistryC 0.12Mn 1.25Si 0.80Ni 3.00 - 3.75P 0.03S 0.03
Typical Mechanical Properties(As Welded)Yield Strength, ksi 82Tensile Strength, ksi 95Elongation%, min 24
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 70 - 1001/8" 115 - 1555/32" 135 - 1853/16" 200 - 275
E8018-C3 welding electrode is designed for1% nickel applications as well as 80,000tensile strength applications. These electrodesprovide excellent puddle control with goodwetting action and tie in, have good arccharacteristics and easy slag removal. WMS 8018-C3 electrodes will provide notch toughness of 20-ft•lbs at 40ºF. The coating is specially formulated to resist conditions ofhigh heat and humidity. It is also resistant tomoisture reabsorption which helps preventhydrogen cracking and aids in eliminatingstarting porosity. These electrodes have highoperator appeal.
Applications• 80,000 tensile steels of both commercialand military applications
AWS SpecificationAWS A5.5/A.5M:2006
AWS Classification E8018-C3 H4
Welding Current AC - DCEP
Welding Position F,V,OH,H
Typical Wire ChemistryC 0.12Mn 0.40 - 1.25P 0.03S 0.03Si 0.80Ni 0.80 - 1.10Cr 0.15Mo 0.35V 0.05
Typical Mechanical Properties(As Welded)Yield Strength, ksi 74Tensile Strength, ksi 80Elongation%, min 24
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 70 - 1001/8" 115 - 1555/32" 135 - 1853/16" 200 - 275
E10018-D2 is a high quality electrode usedfor joining high tensile steels and manganesemolybdenum steels. The coating is speciallyformulated to resist moisture pick-up underconditions of high heat and humidity. Thiselectrode offers resistance to moisture reabsorption which helps prevent hydrogencracking and aids in elimination of startingporosity. E10018-D2 is specifically designedfor applications requiring at least 100 ksi tensile strength, good ductility and crack resistance.
Applications• Manganese-Moly castings• Alloy Forgings• Structure and pressure vessels
AWS SpecificationAWS A5.5/A5.5M:2006
AWS Classification E10018-D2 H4R
Welding Current AC - DCEP
Welding Position F,V,OH,H
Typical Wire ChemistryC 0.15Mn 1.65 - 2.00Si 0.80Mo 0.25 - 0.45P 0.03S 0.03Ni 0.90
Typical Mechanical Properties(As Welded)Yield Strength, ksi 91Tensile Strength, ksi 100Elongation%, min 16
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 70 - 1001/8" 115 - 1555/32" 135 - 1853/16" 200 - 275
E10018-D2E8018-C3E8018-C2
Covered Arc Welding ElectrodesA5.5 | LOW ALLOY STEEL
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM18
CONSUMABLE WELDING PRODUCTS C ATA L O G
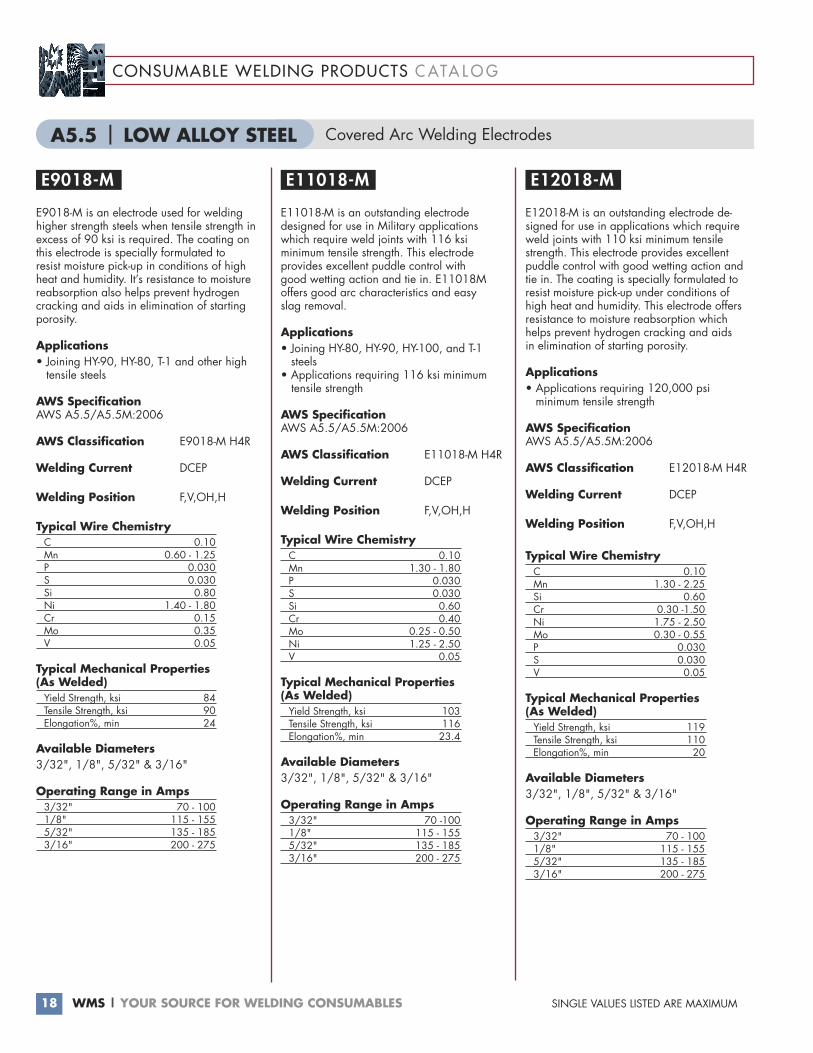
E9018-M is an electrode used for weldinghigher strength steels when tensile strength inexcess of 90 ksi is required. The coating onthis electrode is specially formulated to resist moisture pick-up in conditions of highheat and humidity. It’s resistance to moisturereabsorption also helps prevent hydrogencracking and aids in elimination of startingporosity.
Applications• Joining HY-90, HY-80, T-1 and other hightensile steels
AWS SpecificationAWS A5.5/A5.5M:2006
AWS Classification E9018-M H4R
Welding Current DCEP
Welding Position F,V,OH,H
Typical Wire ChemistryC 0.10Mn 0.60 - 1.25P 0.030S 0.030Si 0.80Ni 1.40 - 1.80Cr 0.15Mo 0.35V 0.05
Typical Mechanical Properties(As Welded)Yield Strength, ksi 84Tensile Strength, ksi 90Elongation%, min 24
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 70 - 1001/8" 115 - 1555/32" 135 - 1853/16" 200 - 275
E11018-M is an outstanding electrode designed for use in Military applicationswhich require weld joints with 116 ksi minimum tensile strength. This electrode provides excellent puddle control with good wetting action and tie in. E11018M offers good arc characteristics and easy slag removal.
Applications• Joining HY-80, HY-90, HY-100, and T-1steels
• Applications requiring 116 ksi minimum tensile strength
AWS SpecificationAWS A5.5/A5.5M:2006
AWS Classification E11018-M H4R
Welding Current DCEP
Welding Position F,V,OH,H
Typical Wire ChemistryC 0.10Mn 1.30 - 1.80P 0.030S 0.030Si 0.60Cr 0.40Mo 0.25 - 0.50Ni 1.25 - 2.50V 0.05
Typical Mechanical Properties(As Welded)Yield Strength, ksi 103Tensile Strength, ksi 116Elongation%, min 23.4
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 70 -1001/8" 115 - 1555/32" 135 - 1853/16" 200 - 275
E12018-M is an outstanding electrode de-signed for use in applications which requireweld joints with 110 ksi minimum tensilestrength. This electrode provides excellent puddle control with good wetting action andtie in. The coating is specially formulated to resist moisture pick-up under conditions ofhigh heat and humidity. This electrode offersresistance to moisture reabsorption whichhelps prevent hydrogen cracking and aids in elimination of starting porosity.
Applications• Applications requiring 120,000 psi minimum tensile strength
AWS SpecificationAWS A5.5/A5.5M:2006
AWS Classification E12018-M H4R
Welding Current DCEP
Welding Position F,V,OH,H
Typical Wire ChemistryC 0.10Mn 1.30 - 2.25Si 0.60Cr 0.30 -1.50Ni 1.75 - 2.50Mo 0.30 - 0.55P 0.030S 0.030V 0.05
Typical Mechanical Properties(As Welded)Yield Strength, ksi 119Tensile Strength, ksi 110Elongation%, min 20
Available Diameters3/32", 1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 70 - 1001/8" 115 - 1555/32" 135 - 1853/16" 200 - 275
E12018-ME9018-M E11018-M
Covered Arc Welding ElectrodesA5.5 | LOW ALLOY STEEL
CONSUMABLE WELDING PRODUCTS C ATA L O G
19SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
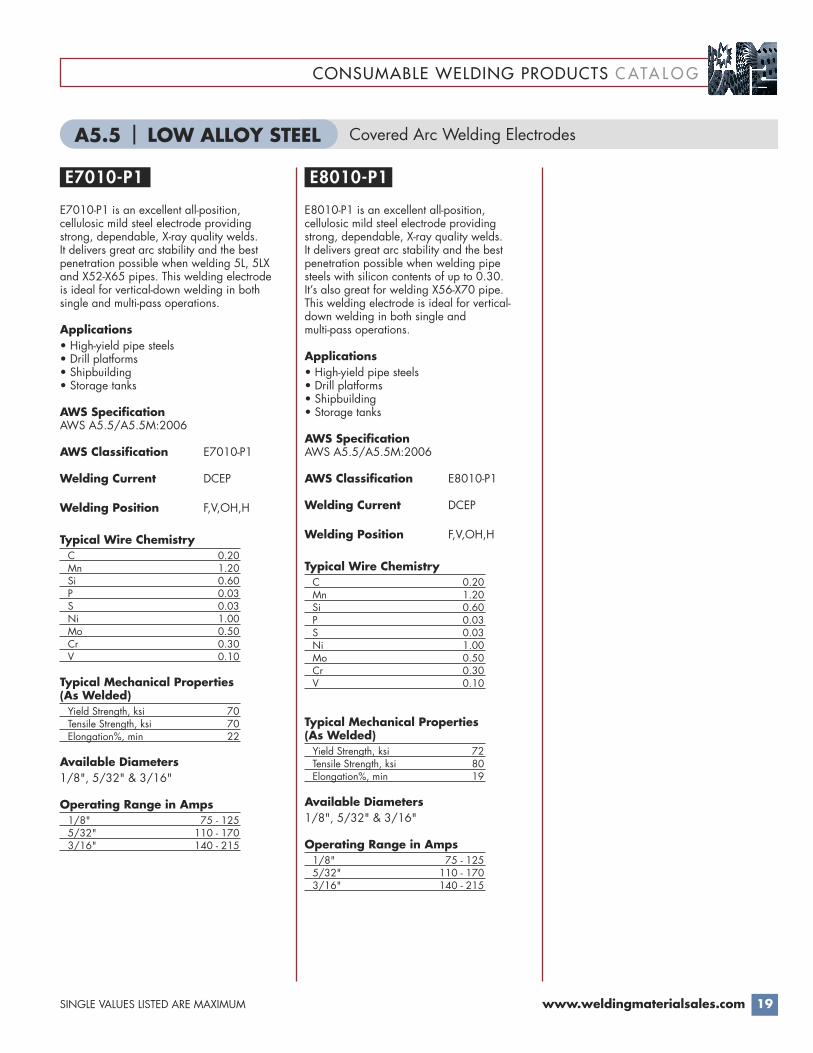
E7010-P1 is an excellent all-position, cellulosic mild steel electrode providing strong, dependable, X-ray quality welds. It delivers great arc stability and the best penetration possible when welding 5L, 5LXand X52-X65 pipes. This welding electrode is ideal for vertical-down welding in both single and multi-pass operations.
Applications• High-yield pipe steels• Drill platforms• Shipbuilding• Storage tanks
AWS SpecificationAWS A5.5/A5.5M:2006
AWS Classification E7010-P1
Welding Current DCEP
Welding Position F,V,OH,H
Typical Wire ChemistryC 0.20Mn 1.20Si 0.60P 0.03S 0.03Ni 1.00Mo 0.50Cr 0.30V 0.10
Typical Mechanical Properties(As Welded)Yield Strength, ksi 70Tensile Strength, ksi 70Elongation%, min 22
Available Diameters1/8", 5/32" & 3/16"
Operating Range in Amps1/8" 75 - 1255/32" 110 - 1703/16" 140 - 215
E8010-P1 is an excellent all-position, cellulosic mild steel electrode providing strong, dependable, X-ray quality welds. It delivers great arc stability and the best penetration possible when welding pipe steels with silicon contents of up to 0.30. It’s also great for welding X56-X70 pipe. This welding electrode is ideal for vertical-down welding in both single and multi-pass operations.
Applications• High-yield pipe steels• Drill platforms• Shipbuilding• Storage tanks
AWS SpecificationAWS A5.5/A5.5M:2006
AWS Classification E8010-P1
Welding Current DCEP
Welding Position F,V,OH,H
Typical Wire ChemistryC 0.20Mn 1.20Si 0.60P 0.03S 0.03Ni 1.00Mo 0.50Cr 0.30V 0.10
Typical Mechanical Properties(As Welded)Yield Strength, ksi 72Tensile Strength, ksi 80Elongation%, min 19
Available Diameters1/8", 5/32" & 3/16"
Operating Range in Amps1/8" 75 - 1255/32" 110 - 1703/16" 140 - 215
E8010-P1E7010-P1
Covered Arc Welding ElectrodesA5.5 | LOW ALLOY STEEL

WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM20
CONSUMABLE WELDING PRODUCTS C ATA L O G
ECu is a pure copper electrode used for joining and build-up on copper parts requiringcorrosion resistance and thermal and/or electrical conductivity. A preheat of 750º-1100ºF should be used for thicker sections.Use as large an electrode as possible andmaintain a short arc.
Applications• Joining and build-up of copper parts
AWS SpecificationAWS A5.6/A5.6M:2008
AWS Classification ECu
Welding Current DCEP
Welding Position F,H,V-up,OH
Typical Wire ChemistryMn 0.10AI 0.10Si 0.10Fe 0.20Pb 0.01Cu (including Ag) REMOTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 27Tensile Strength, ksi 33Elongation%, min 3
Available Diameters1/8", 5/32" & 3/16"
Operating Range in Amps1/8" 100 - 1305/32" 140 - 1703/16" 170 - 200
ECuMnNiAl (Nickel Manganese AluminumBronze) is a universal copper based weldingelectrode which safely repairs all grades ofaluminum bronzes. It has a very high strengthand provides excellent wear resistance. Thiselectrode resists corrosion, cavitation, erosion,and metal-to-metal wear. Preheat is not required when welding with this electrode.Clean slag thoroughly between passes.
Applications• Joining and surfacing parts subject toservice in marine/seawater environments
AWS SpecificationAWS A5.6/A5.6M:2008
AWS Classification ECuMnNiAl
Welding Current DCEP
Welding Position F
Typical Wire ChemistryMn 11.0 - 14.0Si 1.5Ni 1.5 - 3.0Fe 2.0 - 4.0AI 6.0 - 8.5Pb 0.02Cu (including Ag) REMOTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 65Tensile Strength, ksi 96Elongation%, min 20
Available Diameters1/8", 5/32" & 3/16"
Operating Range in Amps1/8" 90 - 1305/32" 105 - 1553/16" 135 - 210
ECuSn-C (Phos-Bronze C) welding electrode isexcellent for joining copper base alloys notonly to themselves but to stainless steel, castiron, and steels. This electrode may be usedon AC current and as an electric brazing rod.
Applications• Joining coppers to themselves as well asstainless steel, cast iron, and steel
AWS SpecificationAWS A5.6/A5.6M:2008
AWS Classification ECuSn-C
Welding Current AC - DCEN
Welding Position F
Typical Wire ChemistrySn 7.0 - 9.0Fe 0.25P 0.05 - 0.35AI 0.01Pb 0.02Cu (including Ag) REMOTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 30Tensile Strength, ksi 50Elongation%, min 18
Available Diameters3/32", 1/8" & 5/32"
Operating Range in Amps3/32" 75 - 1051/8" 100 - 1355/32" 120 - 160
ECu ECuMnNiAl ECuSn-C
Covered Arc Welding ElectrodesA5.6 | COPPER AND COPPER ALLOY
CONSUMABLE WELDING PRODUCTS C ATA L O G
21SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
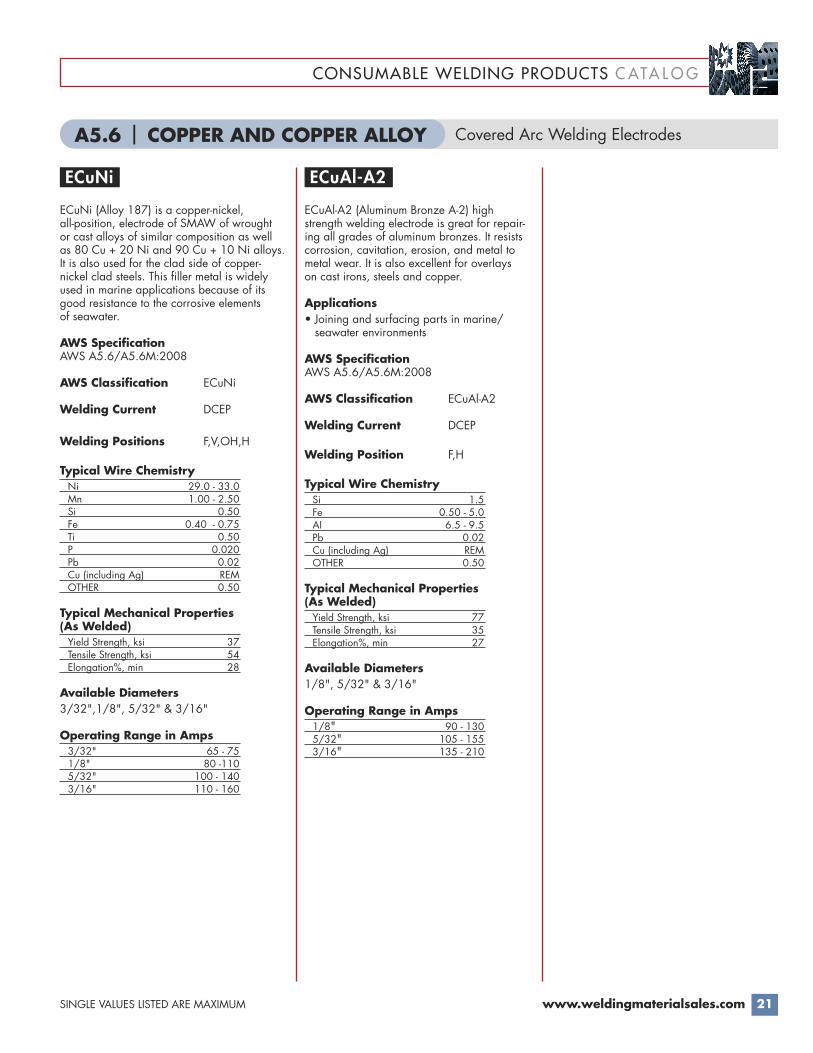
ECuNi (Alloy 187) is a copper-nickel, all-position, electrode of SMAW of wrought or cast alloys of similar composition as well as 80 Cu + 20 Ni and 90 Cu + 10 Ni alloys.It is also used for the clad side of copper-nickel clad steels. This filler metal is widelyused in marine applications because of itsgood resistance to the corrosive elements of seawater.
AWS SpecificationAWS A5.6/A5.6M:2008
AWS Classification ECuNi
Welding Current DCEP
Welding Positions F,V,OH,H
Typical Wire ChemistryNi 29.0 - 33.0Mn 1.00 - 2.50Si 0.50Fe 0.40 - 0.75Ti 0.50P 0.020Pb 0.02Cu (including Ag) REMOTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 37Tensile Strength, ksi 54Elongation%, min 28
Available Diameters 3/32",1/8", 5/32" & 3/16"
Operating Range in Amps3/32" 65 - 751/8" 80 -1105/32" 100 - 1403/16" 110 - 160
ECuAl-A2 (Aluminum Bronze A-2) highstrength welding electrode is great for repair-ing all grades of aluminum bronzes. It resistscorrosion, cavitation, erosion, and metal tometal wear. It is also excellent for overlays on cast irons, steels and copper.
Applications• Joining and surfacing parts in marine/seawater environments
AWS SpecificationAWS A5.6/A5.6M:2008
AWS Classification ECuAl-A2
Welding Current DCEP
Welding Position F,H
Typical Wire ChemistrySi 1.5Fe 0.50 - 5.0AI 6.5 - 9.5Pb 0.02Cu (including Ag) REMOTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 77Tensile Strength, ksi 35Elongation%, min 27
Available Diameters1/8", 5/32" & 3/16"
Operating Range in Amps1/8" 90 - 1305/32" 105 - 1553/16" 135 - 210
ECuNi ECuAl-A2
Covered Arc Welding ElectrodesA5.6 | COPPER AND COPPER ALLOY

WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM22
CONSUMABLE WELDING PRODUCTS C ATA L O G
ERCu (Deoxidized Copper) is a filler metalcontaining 98% or more copper with smallamounts of Phosphorus and Silicon used forjoining copper to itself or with galvanized ormild steel where high strength joints are not re-quired. This easy flowing alloy produces welddeposits that match the color of copper, areelectrically conductive and porosity free.
Applications• Joining copper pipes, tanks, and copper fit-tings
• Joining deoxidized copper• Overlaying steel surfaces to resist corrosion
AWS SpecificationAWS A5.7/A5.7M:2007
AWS Classification ERCu
Welding Current AC - DCEP
Typical Wire ChemistryCu (including Ag) 98.0 minSn 1.0Mn 0.50 Si 0.50 P 0.15 Al 0.01 Pb 0.02OTHER 0.50
Typical Mechanical Properties(As Welded)Melting Point 1967ºFYield Strength, ksi 8Tensile Strength, ksi 25Elongation%, min 25
Available Diameters MIG with Operating Range in Amps.035" 100 - 200.045" 100 - 2501/16" 250 - 400
Available Diameters TIG/Oxy Rodwith Operating Range in Amps1/16" 70 - 1503/32" 225 - 4001/8" 225 - 400
Silicon Bronze (ERCuSi-A) is primarily used forMIG, TIG, and gas welding of copper, cop-per-silicon and copper-zinc base metals tothemselves and to steel. It is an excellentchoice for joining plain or galvanized sheetsteel metal as well as other coated steels.
Applications• Surfacing areas subject to erosion• Joining copper, copper-silicon, and copper-zincs to themselves or steel.
AWS SpecificationAWS A5.7/A5.7M: 2007
AWS Classification ERCuSi-A
Welding Current AC - DCEP
Typical Wire ChemistryZn 1.0Sn 1.0Mn 1.5Fe 0.50Si 2.8 - 4.0Al 0.01Pb 0.02Cu (including Ag) REMOTHER 0.50
Typical Mechanical Properties(As Welded)Melting Point 1866ºFTensile Strength, ksi 50Elongation%, min 65
Available Diameters MIG with Operating Range in Amps.023" 100 - 140.030" 130 - 150.035" 145 - 185.045" 195 - 2151/16" 260 - 280
Available Diameters TIG/Oxy Rodwith Operating Range in Amps1/16" 70 - 1503/32" 150 - 2001/8" 230 - 400
Phos Bronze A (ERCuSn-A) is a copper-zincbronze containing approximately 5% tin andup to 0.35% phosphorus added as a deoxi-dizer used to weld bronze and brass. It canalso be used to weld copper if the presence oftin in the weld metal is not objectionable.
Applications• Overlaying of steel• Joining of 509-519 series tin-bronze basemetals
AWS SpecificationAWS A5.7/A5.7M:2007
AWS Classification ERCuSn-A
Welding Current AC - DCEP
Typical Wire ChemistrySn 4.0 - 6.0P 0.10 - 0.35Al 0.01Pb 0.02Cu (including Ag) REMOTHER 0.50
Typical Mechanical Properties(As Welded)Tensile Strength, ksi 35Brinell Hardness 70 - 85
Available Diameters MIG with Operating Range in Amps.030" 130 - 140.035" 140 - 160.045" 165 - 1851/16" 285 - 335
Available Diameters TIG/Oxy Rodwith Operating Range in Amps1/16" 100 - 1203/32" 185 - 2051/8" 300 - 615
ERCuSn-AERCu ERCuSi-A
Bare Rods and ElectrodesA5.7 | COPPER AND COPPER ALLOY
CONSUMABLE WELDING PRODUCTS C ATA L O G
23SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
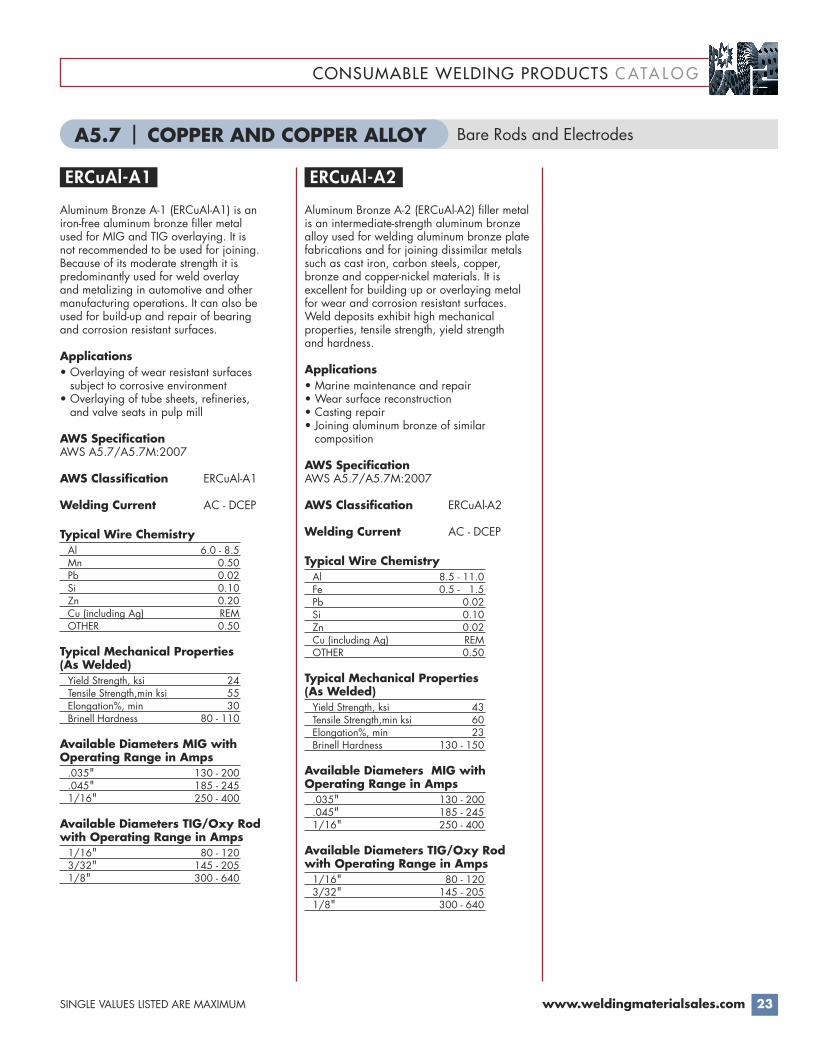
Aluminum Bronze A-1 (ERCuAl-A1) is an iron-free aluminum bronze filler metal used for MIG and TIG overlaying. It is not recommended to be used for joining.Because of its moderate strength it is predominantly used for weld overlay and metalizing in automotive and other manufacturing operations. It can also be used for build-up and repair of bearing and corrosion resistant surfaces.
Applications• Overlaying of wear resistant surfaces subject to corrosive environment
• Overlaying of tube sheets, refineries, and valve seats in pulp mill
AWS SpecificationAWS A5.7/A5.7M:2007
AWS Classification ERCuAl-A1
Welding Current AC - DCEP
Typical Wire ChemistryAl 6.0 - 8.5Mn 0.50Pb 0.02Si 0.10 Zn 0.20 Cu (including Ag) REMOTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 24Tensile Strength,min ksi 55Elongation%, min 30Brinell Hardness 80 - 110
Available Diameters MIG with Operating Range in Amps.035" 130 - 200.045" 185 - 2451/16" 250 - 400
Available Diameters TIG/Oxy Rodwith Operating Range in Amps1/16" 80 - 1203/32" 145 - 2051/8" 300 - 640
Aluminum Bronze A-2 (ERCuAl-A2) filler metalis an intermediate-strength aluminum bronzealloy used for welding aluminum bronze platefabrications and for joining dissimilar metalssuch as cast iron, carbon steels, copper,bronze and copper-nickel materials. It is excellent for building up or overlaying metalfor wear and corrosion resistant surfaces.Weld deposits exhibit high mechanical properties, tensile strength, yield strength and hardness.
Applications• Marine maintenance and repair• Wear surface reconstruction• Casting repair• Joining aluminum bronze of similar composition
AWS SpecificationAWS A5.7/A5.7M:2007
AWS Classification ERCuAl-A2
Welding Current AC - DCEP
Typical Wire ChemistryAl 8.5 - 11.0Fe 0.5 - 1.5Pb 0.02Si 0.10Zn 0.02Cu (including Ag) REMOTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 43Tensile Strength,min ksi 60Elongation%, min 23Brinell Hardness 130 - 150
Available Diameters MIG with Operating Range in Amps.035" 130 - 200.045" 185 - 2451/16" 250 - 400
Available Diameters TIG/Oxy Rodwith Operating Range in Amps1/16" 80 - 1203/32" 145 - 2051/8" 300 - 640
ERCuAl-A1 ERCuAl-A2
Bare Rods and ElectrodesA5.7 | COPPER AND COPPER ALLOY

WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM24
CONSUMABLE WELDING PRODUCTS C ATA L O G
Naval Bronze (RBCuZn-A) is a copper-zincbrazing filler metal containing small amountsof tin to improve strength and corrosion resistance in the weld deposit. It is a goodchoice when the high strength properties oflow fuming bronze are not required. A borax-boric acid flux is generally requiredwhen brazing with this product.
AWS SpecificationAWS A5.8/A5.8M:2011
AWS Classification RBCuZn-A
Typical Wire ChemistryAl 0.01Pb 0.05Sn 0.25 - 1.00Cu 57.0 - 61.0OTHER .050Zn REM
Typical Physical & Mechanical PropertiesMelting point 1625ºFSolidification 1610ºFTensile Strength, ksi 55Elongation%, min 30Brinell Hardness 80
Brazing Positions H,V
Available Diameters1/16", 3/32", 1/8", 5/32", 3/16" & 1/4"
Nickel Bronze (RBCuZn-B) brazing filler metal is similar to naval bronze but containsmanganese and iron which increase the hardness and strength of the weld deposit. It also contains nickel ensuring uniform distribution of the iron in the deposit. A neutral or slightly oxidizing flame and a boric acid/borax type flux should be used.
AWS SpecificationAWS A5.8/A5.8M:2011
AWS Classification RBCuZn-B
Typical Wire ChemistryPb 0.05Fe 0.25 - 1.20Sn 0.80 - 1.10Ni (contains Co) 0.20 - 0.80Al 0.01Mn 0.01 - 0.50 Si 0.04 - 0.20Cu 56.0 - 60.0OTHER 0.50Zn REM
Typical Physical & Mechanical PropertiesMelting point 1620ºFSolidification 1590ºFTensile Strength, ksi 65Elongation%, min 25Brinell Hardness 92
Brazing Positions H,V
Available Diameters1/16", 3/32", 1/8", 5/32", 3/16" & 1/4"
Low fuming bronze (bare and flux coated) is a general-purpose, copper base alloy brazingrod used extensively for gas brazing steel,copper alloys, cast iron, nickel alloys andstainless steel. Its low fuming characteristicand good mechanical properties make thisalloy a widely used general-purpose product.Preheating is recommended for some applications and a bronze brazing flux is required if the rod is not coated. This brazingrod has a low melting point making it easilymachinable and excellent for sheet metalwork. This alloy also possesses high tensilestrength and good ductility.
AWS Specification AWS A5.8/A5.8M:2011
AWS Classification RBCuZn-C
Typical Wire ChemistrySi 0.04 - 0.15Mn 0.01 - 0.50Al 0.01Sn 0.80 - 1.10Fe 0.25 - 1.20Pb 0.05Cu 56.0 - 60.0OTHER 0.50Zn REM
Typical Physical & Mechanical PropertiesMelting point 1630ºFSolidification 1595ºFTensile Strength, ksi 71Yield Strength, ksi 64Brinell Hardness 96
Brazing Positions H,V
Available Diameters1/16", 3/32", 1/8", 5/32", 3/16" & 1/4"
RBCuZn-A RBCuZn-B RBCuZn-C
Filler MetalsA5.8 | BRAZING
CONSUMABLE WELDING PRODUCTS C ATA L O G
25SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
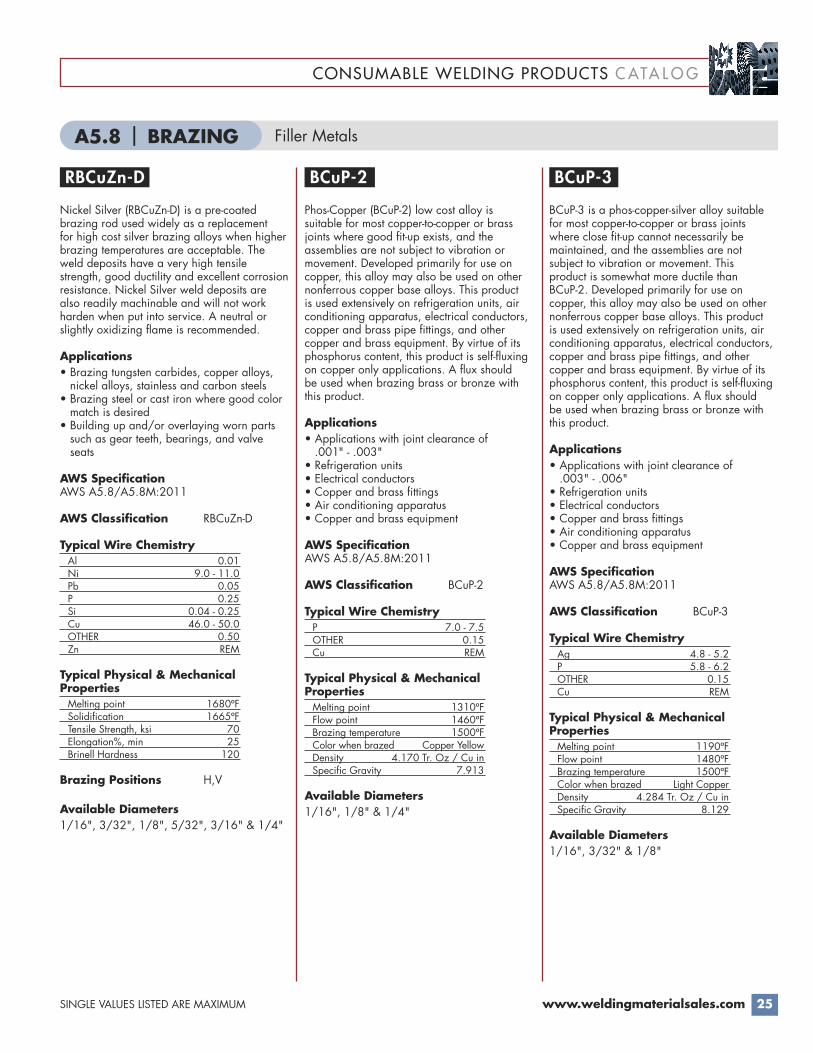
Nickel Silver (RBCuZn-D) is a pre-coated brazing rod used widely as a replacement for high cost silver brazing alloys when higherbrazing temperatures are acceptable. Theweld deposits have a very high tensilestrength, good ductility and excellent corrosionresistance. Nickel Silver weld deposits arealso readily machinable and will not workharden when put into service. A neutral orslightly oxidizing flame is recommended.
Applications• Brazing tungsten carbides, copper alloys,nickel alloys, stainless and carbon steels
• Brazing steel or cast iron where good colormatch is desired
• Building up and/or overlaying worn partssuch as gear teeth, bearings, and valveseats
AWS SpecificationAWS A5.8/A5.8M:2011
AWS Classification RBCuZn-D
Typical Wire ChemistryAl 0.01Ni 9.0 - 11.0Pb 0.05P 0.25Si 0.04 - 0.25Cu 46.0 - 50.0OTHER 0.50Zn REM
Typical Physical & Mechanical PropertiesMelting point 1680ºFSolidification 1665ºFTensile Strength, ksi 70Elongation%, min 25Brinell Hardness 120
Brazing Positions H,V
Available Diameters1/16", 3/32", 1/8", 5/32", 3/16" & 1/4"
Phos-Copper (BCuP-2) low cost alloy is suitable for most copper-to-copper or brassjoints where good fit-up exists, and the assemblies are not subject to vibration ormovement. Developed primarily for use oncopper, this alloy may also be used on othernonferrous copper base alloys. This product is used extensively on refrigeration units, air conditioning apparatus, electrical conductors,copper and brass pipe fittings, and other copper and brass equipment. By virtue of itsphosphorus content, this product is self-fluxingon copper only applications. A flux should be used when brazing brass or bronze withthis product.
Applications• Applications with joint clearance of .001" - .003"
• Refrigeration units• Electrical conductors• Copper and brass fittings• Air conditioning apparatus• Copper and brass equipment
AWS SpecificationAWS A5.8/A5.8M:2011
AWS Classification BCuP-2
Typical Wire ChemistryP 7.0 - 7.5OTHER 0.15Cu REM
Typical Physical & Mechanical PropertiesMelting point 1310ºFFlow point 1460ºFBrazing temperature 1500ºFColor when brazed Copper YellowDensity 4.170 Tr. Oz / Cu inSpecific Gravity 7.913
Available Diameters1/16", 1/8" & 1/4"
BCuP-3 is a phos-copper-silver alloy suitablefor most copper-to-copper or brass jointswhere close fit-up cannot necessarily be maintained, and the assemblies are not subject to vibration or movement. This product is somewhat more ductile than BCuP-2. Developed primarily for use on copper, this alloy may also be used on othernonferrous copper base alloys. This product is used extensively on refrigeration units, air conditioning apparatus, electrical conductors,copper and brass pipe fittings, and other copper and brass equipment. By virtue of itsphosphorus content, this product is self-fluxingon copper only applications. A flux should be used when brazing brass or bronze withthis product.
Applications• Applications with joint clearance of .003" - .006"
• Refrigeration units• Electrical conductors• Copper and brass fittings• Air conditioning apparatus• Copper and brass equipment
AWS SpecificationAWS A5.8/A5.8M:2011
AWS Classification BCuP-3
Typical Wire ChemistryAg 4.8 - 5.2P 5.8 - 6.2OTHER 0.15Cu REM
Typical Physical & Mechanical PropertiesMelting point 1190ºFFlow point 1480ºFBrazing temperature 1500ºFColor when brazed Light CopperDensity 4.284 Tr. Oz / Cu inSpecific Gravity 8.129
Available Diameters1/16", 3/32" & 1/8"
BCuP-3RBCuZn-D BCuP-2
Filler MetalsA5.8 | BRAZING
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM26
CONSUMABLE WELDING PRODUCTS C ATA L O G
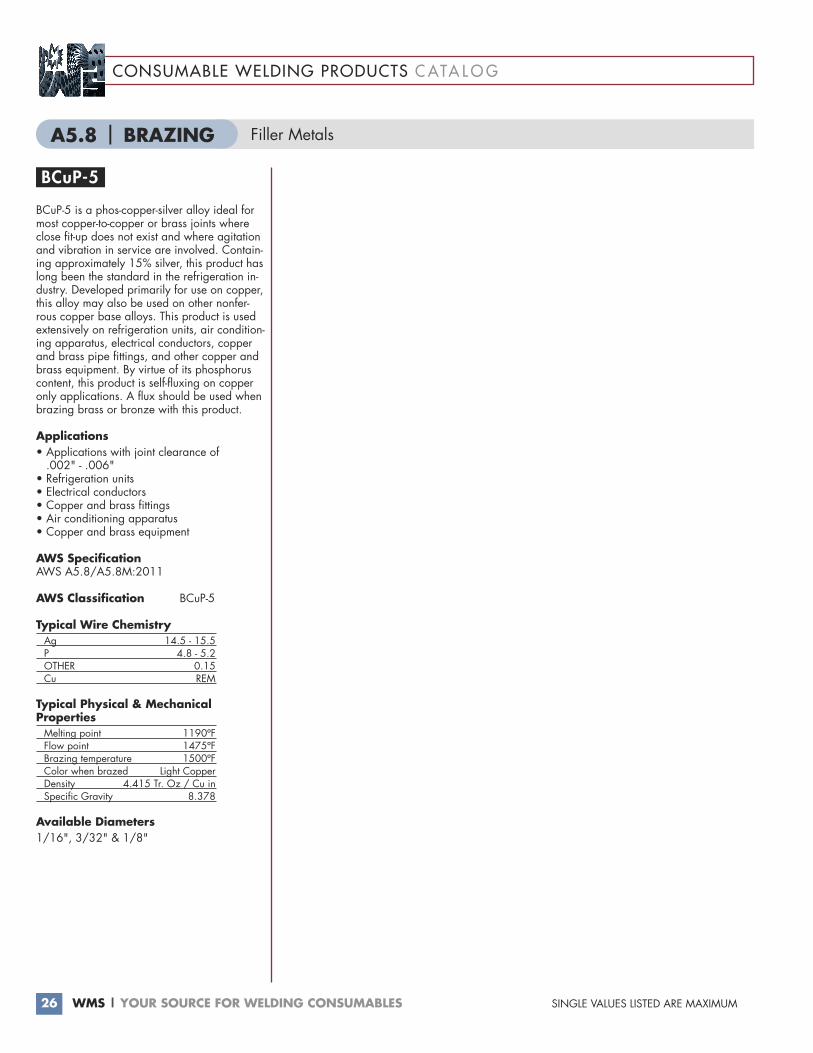
BCuP-5 is a phos-copper-silver alloy ideal formost copper-to-copper or brass joints whereclose fit-up does not exist and where agitationand vibration in service are involved. Contain-ing approximately 15% silver, this product haslong been the standard in the refrigeration in-dustry. Developed primarily for use on copper,this alloy may also be used on other nonfer-rous copper base alloys. This product is usedextensively on refrigeration units, air condition-ing apparatus, electrical conductors, copperand brass pipe fittings, and other copper andbrass equipment. By virtue of its phosphoruscontent, this product is self-fluxing on copperonly applications. A flux should be used whenbrazing brass or bronze with this product.
Applications• Applications with joint clearance of .002" - .006"
• Refrigeration units• Electrical conductors• Copper and brass fittings• Air conditioning apparatus• Copper and brass equipment
AWS SpecificationAWS A5.8/A5.8M:2011
AWS Classification BCuP-5
Typical Wire ChemistryAg 14.5 - 15.5P 4.8 - 5.2OTHER 0.15Cu REM
Typical Physical & Mechanical PropertiesMelting point 1190ºFFlow point 1475ºFBrazing temperature 1500ºFColor when brazed Light CopperDensity 4.415 Tr. Oz / Cu inSpecific Gravity 8.378
Available Diameters1/16", 3/32" & 1/8"
BCuP-5
Filler MetalsA5.8 | BRAZING
CONSUMABLE WELDING PRODUCTS C ATA L O G
27www.weldingmaterialsales.com
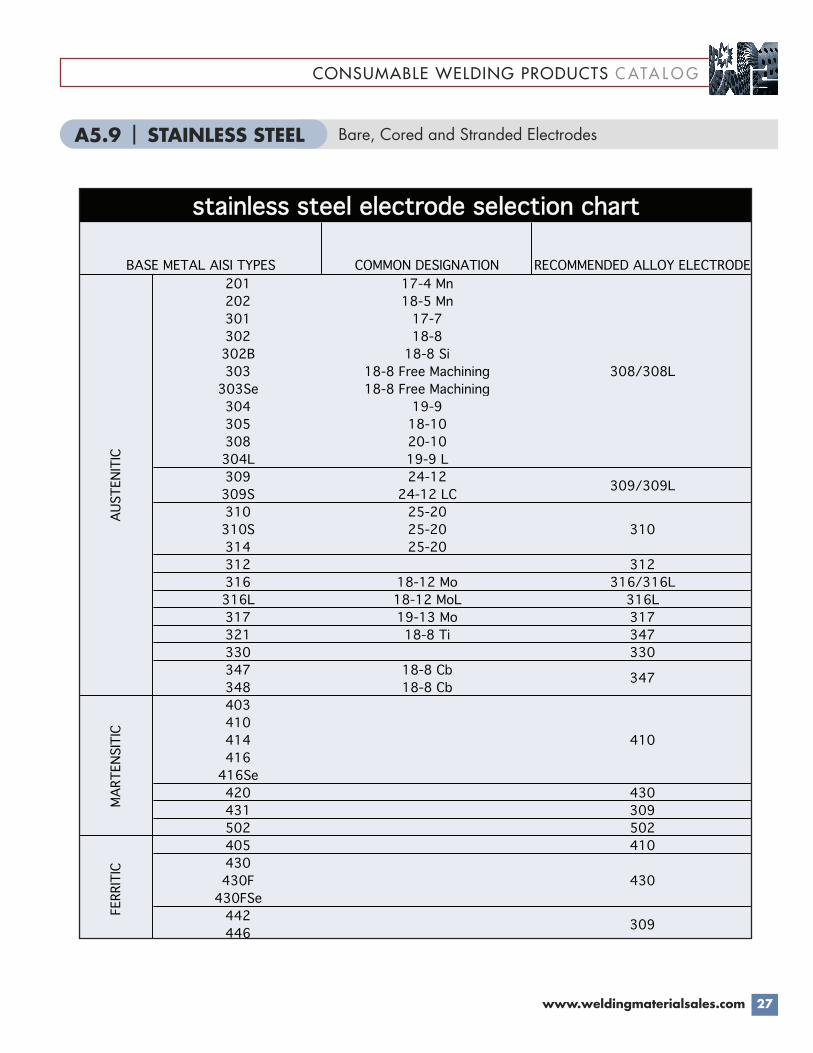
Bare, Cored and Stranded ElectrodesA5.9 | STAINLESS STEEL
COMMON DESIGNATION RECOMMENDED ALLOY ELECTRODEnM 4-71102nM 5-81202
7-711038-81203
iS 8-81B203303 18-8 Free Machining
303Se 18-8 Free Machining9-9140301-8150301-02803L 9-91L40321-42903
CL 21-42S90302-5201302-52S01302-52413
213213L613/613oM 21-81613
L613LoM 21-81L613713oM 31-91713743iT 8-81123033033743bC 8-81743
bC 8-81843403410414416
416Se034024903134205205014504
430430F
430FSe442446
430
309
ssttaaiinnlleessss sstteeeell eelleeccttrrooddee sseelleeccttiioonn cchhaarrtt
BASE METAL AISI TYPES
AUST
ENIT
ICMA
RTEN
SITI
CFE
RRIT
IC
308/308L
309/309L
310
410
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM28
CONSUMABLE WELDING PRODUCTS C ATA L O G
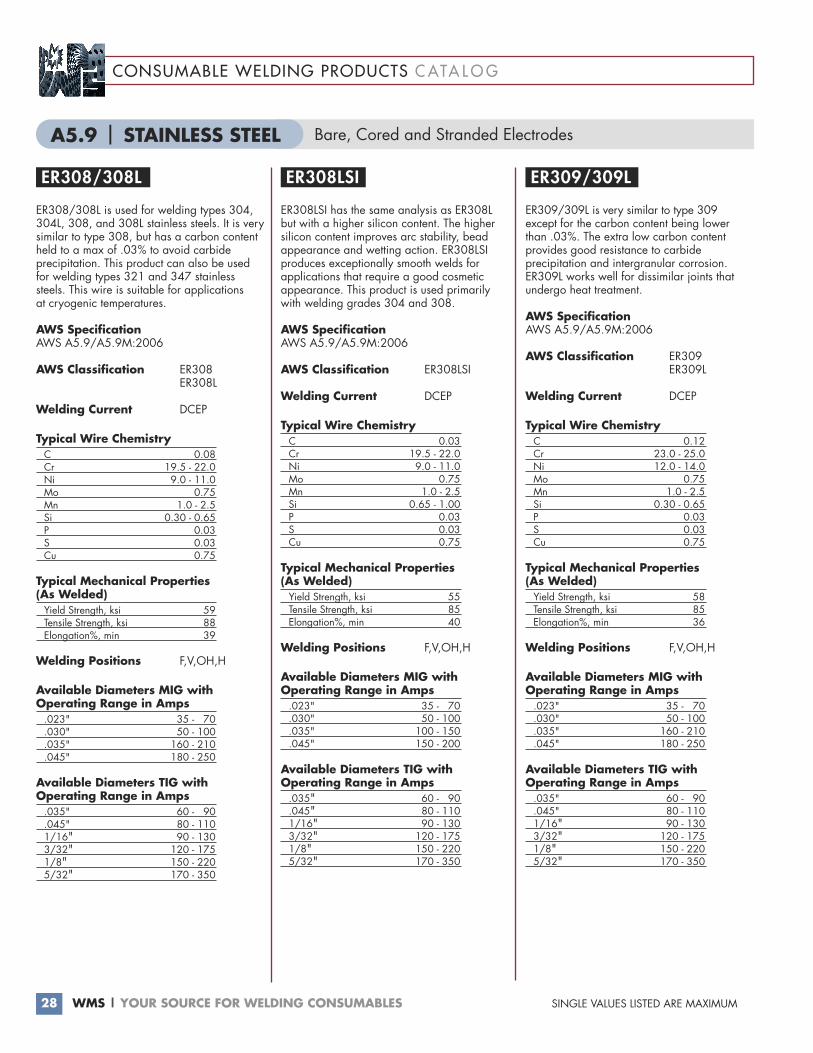
ER308/308L is used for welding types 304,304L, 308, and 308L stainless steels. It is verysimilar to type 308, but has a carbon contentheld to a max of .03% to avoid carbide precipitation. This product can also be usedfor welding types 321 and 347 stainlesssteels. This wire is suitable for applications at cryogenic temperatures.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER308ER308L
Welding Current DCEP
Typical Wire Chemistry C 0.08Cr 19.5 - 22.0Ni 9.0 - 11.0Mo 0.75Mn 1.0 - 2.5Si 0.30 - 0.65P 0.03S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Yield Strength, ksi 59Tensile Strength, ksi 88Elongation%, min 39
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.023" 35 - 70 .030" 50 - 100 .035" 160 - 210.045" 180 - 250
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER308LSI has the same analysis as ER308Lbut with a higher silicon content. The highersilicon content improves arc stability, bead appearance and wetting action. ER308LSIproduces exceptionally smooth welds for applications that require a good cosmetic appearance. This product is used primarilywith welding grades 304 and 308.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER308LSI
Welding Current DCEP
Typical Wire Chemistry C 0.03Cr 19.5 - 22.0Ni 9.0 - 11.0Mo 0.75Mn 1.0 - 2.5Si 0.65 - 1.00P 0.03S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Yield Strength, ksi 55Tensile Strength, ksi 85Elongation%, min 40
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.023" 35 - 70 .030" 50 - 100 .035" 100 - 150 .045" 150 - 200
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER309/309L is very similar to type 309 except for the carbon content being lowerthan .03%. The extra low carbon content provides good resistance to carbide precipitation and intergranular corrosion.ER309L works well for dissimilar joints that undergo heat treatment.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER309ER309L
Welding Current DCEP
Typical Wire Chemistry C 0.12Cr 23.0 - 25.0Ni 12.0 - 14.0Mo 0.75Mn 1.0 - 2.5Si 0.30 - 0.65P 0.03S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Yield Strength, ksi 58Tensile Strength, ksi 85Elongation%, min 36
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.023" 35 - 70 .030" 50 - 100 .035" 160 - 210 .045" 180 - 250
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER309/309LER308/308L ER308LSI
Bare, Cored and Stranded ElectrodesA5.9 | STAINLESS STEEL
CONSUMABLE WELDING PRODUCTS C ATA L O G
29SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
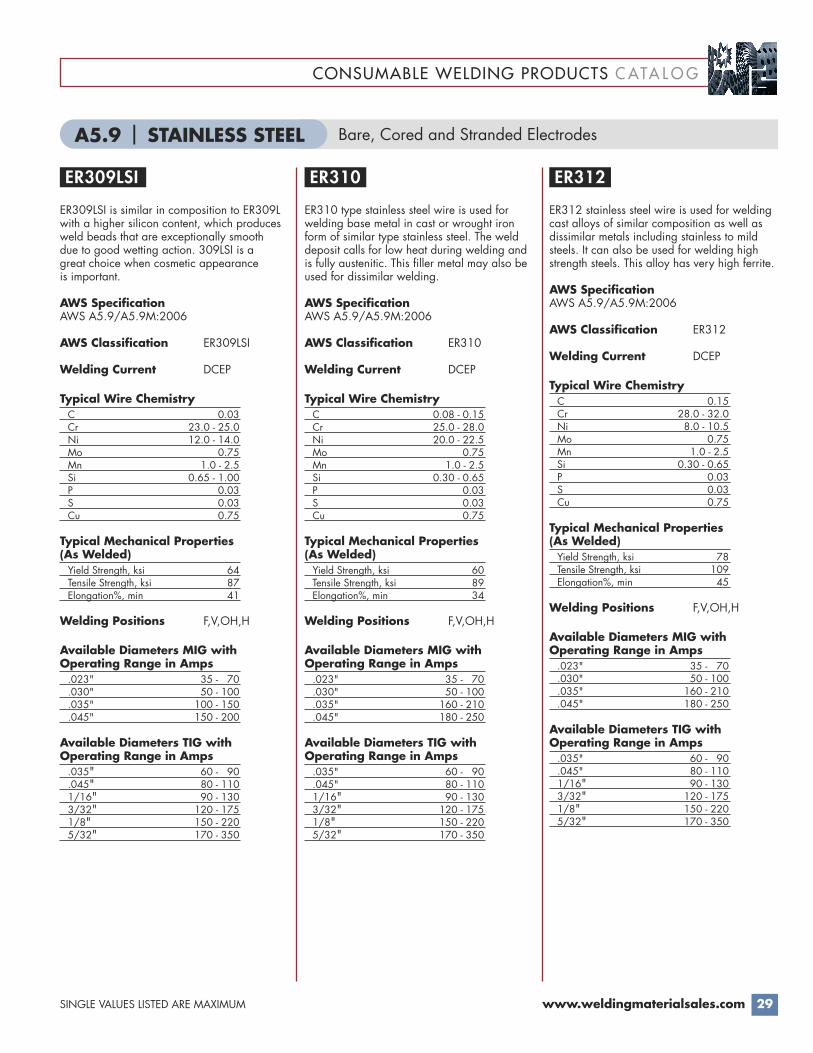
ER309LSI is similar in composition to ER309Lwith a higher silicon content, which producesweld beads that are exceptionally smooth due to good wetting action. 309LSI is a great choice when cosmetic appearance is important.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER309LSI
Welding Current DCEP
Typical Wire Chemistry C 0.03Cr 23.0 - 25.0Ni 12.0 - 14.0Mo 0.75Mn 1.0 - 2.5Si 0.65 - 1.00P 0.03S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Yield Strength, ksi 64Tensile Strength, ksi 87Elongation%, min 41
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.023" 35 - 70 .030" 50 - 100 .035" 100 - 150 .045" 150 - 200
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER310 type stainless steel wire is used forwelding base metal in cast or wrought ironform of similar type stainless steel. The welddeposit calls for low heat during welding andis fully austenitic. This filler metal may also beused for dissimilar welding.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER310
Welding Current DCEP
Typical Wire Chemistry C 0.08 - 0.15Cr 25.0 - 28.0Ni 20.0 - 22.5Mo 0.75Mn 1.0 - 2.5Si 0.30 - 0.65P 0.03S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Yield Strength, ksi 60Tensile Strength, ksi 89Elongation%, min 34
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.023" 35 - 70 .030" 50 - 100 .035" 160 - 210 .045" 180 - 250
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER312 stainless steel wire is used for weldingcast alloys of similar composition as well asdissimilar metals including stainless to mildsteels. It can also be used for welding highstrength steels. This alloy has very high ferrite.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER312
Welding Current DCEP
Typical Wire Chemistry C 0.15Cr 28.0 - 32.0Ni 8.0 - 10.5Mo 0.75Mn 1.0 - 2.5Si 0.30 - 0.65P 0.03 S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Yield Strength, ksi 78Tensile Strength, ksi 109Elongation%, min 45
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.023" 35 - 70 .030" 50 - 100 .035" 160 - 210 .045" 180 - 250
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER309LSI ER310 ER312
Bare, Cored and Stranded ElectrodesA5.9 | STAINLESS STEEL

WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM30
CONSUMABLE WELDING PRODUCTS C ATA L O G
ER316/316L is used for welding types 316and 316L stainless steels. It has a maximumcarbon content of .03% to reduce the possibility of formation of intergranular carbide precipitation. This low carbon alloy is not as strong as 316H at elevated temperatures. This filler metal is primarily used for welding low carbon molybdenumbearing austenitic alloys.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER316ER316L
Welding Current DCEP
Typical Wire Chemistry C 0.08Cr 18.0 - 20.0Ni 11.0 - 14.0Mo 2.0 - 3.0Mn 1.0 - 2.5Si 0.30 - 0.65P 0.03 S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Yield Strength, ksi 58Tensile Strength, ksi 86Elongation%, min, 36
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.023" 35 - 70 .030" 50 - 100 .035" 160 - 210.045" 180 - 250
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER316LSI is similar to ER316L with an increased silicon content that drastically improves the wetting characteristics of theweld producing a very smooth bead. Thisproduct is used in applications where a good cosmetic appearance is important.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER316LSI
Welding Current DCEP
Typical Wire Chemistry C 0.03Cr 18.0 - 20.0Ni 11.0 - 14.0Mo 2.0 - 3.0Mn 1.0 - 2.5Si 0.65 - 1.00P 0.03S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Yield Strength, ksi 64Tensile Strength, ksi 90Elongation%, min 37
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.023" 35 - 70 .030" 50 - 100 .035" 100 - 150.045" 150 - 200
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER317L is the low carbon version of ER317and it is used for welding types 316 and 317stainless steels. It contains a higher level ofmolybdenum that offers improved resistance to pitting and crevice corrosion. The lower carbon level also makes the weld metal lesssusceptible to intergranular corrosion.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER317L
Welding Current DCEP
Typical Wire Chemistry C 0.03Cr 18.5 - 20.5Ni 13.0 - 15.0Mo 3.0 - 4.0Mn 1.0 - 2.5Si 0.30 - 0.65P 0.03S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Yield Strength, ksi 58Tensile Strength, ksi 84Elongation%, min 35
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.023" 35 - 70 .030" 50 - 100 .035" 160 - 210.045" 180 - 250
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER317LER316/316L ER316LSI
Bare, Cored and Stranded ElectrodesA5.9 | STAINLESS STEEL

CONSUMABLE WELDING PRODUCTS C ATA L O G
31SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
ER320LR has a composition similar to type320, except that carbon, silicon, phosphorus,and sulfur levels are kept at lower levels aswell as the columbium and manganese beingspecified at a narrower range. The low melting residuals are limited in this alloy to reduce the possibility of microfissuring. It is for this reason that this alloy is often used for welding type 320 stainless steels.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER320LR
Welding Current DCEP
Typical Wire Chemistry C 0.025Cr 19.0 - 21.0Ni 32.0 - 36.0Mo 2.0 - 3.0Mn 1.5 - 2.0Si 0.15P 0.015S 0.02Cu 3.0 - 4.0Nb 8xCmin/0.40max
Typical Mechanical Properties(As Welded) Yield Strength, ksi 57Tensile Strength, ksi 86Elongation%, min 35
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.023" 35 - 70 .030" 50 - 100 .035" 160 - 210.045" 180 - 250
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER330 is used to weld cast and wrought material of similar chemical composition. The weld metal provides excellent scale and heat resistance up to 1800ºF. ER330 is a fully austenitic alloy therefore heat input is necessary. High sulfur environments may adversely affect temperature performance.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER330
Welding Current DCEP
Typical Wire Chemistry C 0.18 - 0.25Cr 15.0 - 17.0Ni 34.0 - 37.0Mo 0.75Mn 1.0 - 2.5Si 0.30 - 0.65P 0.03S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Yield Strength, ksi 56Tensile Strength, ksi 84Elongation%, min 29
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.023" 35 - 70 .030" 50 - 100 .035" 160 - 210.045" 180 - 250
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER347 is a stainless steel welding wire used in joining types 321 and 347 grades of stainless. The addition of columbium to thisalloy reduces the possibility of chromium carbide precipitation and consequent intergranular corrosion.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER347
Welding Current DCEP
Typical Wire Chemistry C 0.08Cr 19.0 - 21.5Ni 9.0 - 11.0Mo 0.75Mn 1.0 - 2.5Si 0.30 - 0.65P 0.03S 0.03Cu 0.75Nb 10xCmin/1.0max
Typical Mechanical Properties(As Welded) Yield Strength, ksi 57Tensile Strength, ksi 86Elongation%, min 35
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.023" 35 - 70 .030" 50 - 100 .035" 160 - 210.045" 180 - 250
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER320LR ER330 ER347
Bare, Cored and Stranded ElectrodesA5.9 | STAINLESS STEEL

WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM32
CONSUMABLE WELDING PRODUCTS C ATA L O G
ER409Nb is a ferritic stainless steel weldingalloy used to weld types 409 and 409Ti basemetals. The addition of columbium leads to a preferential reaction with carbon which interrupts chromium from forming carbides.This improves corrosion resistance, increasesstrength at high temperatures, and promotesferritic microstructure.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER409Nb
Welding Current DCEP
Typical Wire Chemistry C 0.08Cr 10.5 - 13.5Ni 0.6Mo 0.50Mn 0.8Si 1.0P 0.04S 0.03Cu 0.75Nb 10xCmin/0.75max
Typical Mechanical Properties(As Welded) Yield Strength, ksi 50Tensile Strength, ksi 67Elongation%, min 26
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.030" 50 - 100 .035" 160 - 210 .045" 180 - 250
Available Diameters TIG withOperating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER410 is used to weld types 403, 405, 410, and 416 grades of stainless. It is alsocommonly used for welding overlay on carbonsteels to resist corrosion, erosion, or abrasion.Because this is an air hardening type of material the joint to be welded should be preheated to 350ºF.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER410
Welding Current DCEP
Typical Wire Chemistry C 0.12Cr 11.5 - 13.5Ni 0.6Mo 0.75Mn 0.6Si 0.5P 0.03S 0.03Cu 0.75
Typical Mechanical Properties(As Welded post heat treatment between 1350º and 1400ºF for one hour) Yield Strength, ksi 78Tensile Strength, ksi 89Elongation%, min 24
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.030" 50 - 100 .035" 160 - 210.045" 180 - 250
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER410NiMo is extensively used to weld cast and wrought material of similar chemical composition. Preheating and interpass temperature of not less than 300ºF is required.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER410NiMo
Welding Current DCEP
Typical Wire Chemistry C 0.06Cr 11.0 - 12.5Ni 4.0 - 5.0Mo 0.4 - 0.7Mn 0.6Si 0.5P 0.03S 0.03Cu 0.75
Typical Mechanical Properties(As Welded post heat treatment between 1100º and 1150ºF for one hour) Yield Strength, ksi 92Tensile Strength, ksi 118Elongation%, min 20
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.030" 50 - 100 .035" 160 - 210 .045" 180 - 250
Available Diameters TIG with Operating Range in Amps035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER409Nb ER410 ER410NiMo
Bare, Cored and Stranded ElectrodesA5.9 | STAINLESS STEEL
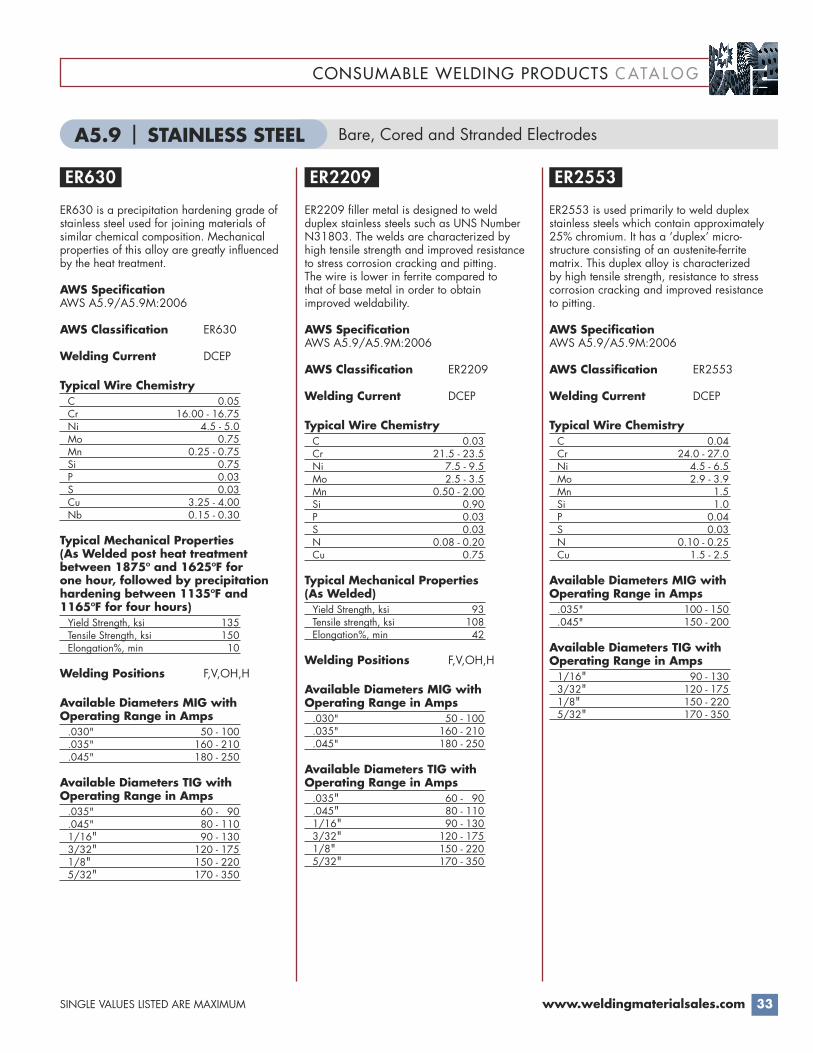
CONSUMABLE WELDING PRODUCTS C ATA L O G
33SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
ER630 is a precipitation hardening grade ofstainless steel used for joining materials of similar chemical composition. Mechanicalproperties of this alloy are greatly influencedby the heat treatment.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER630
Welding Current DCEP
Typical Wire Chemistry C 0.05Cr 16.00 - 16.75Ni 4.5 - 5.0Mo 0.75Mn 0.25 - 0.75Si 0.75P 0.03S 0.03Cu 3.25 - 4.00Nb 0.15 - 0.30
Typical Mechanical Properties (As Welded post heat treatment between 1875º and 1625ºF for one hour, followed by precipitationhardening between 1135ºF and1165ºF for four hours) Yield Strength, ksi 135Tensile Strength, ksi 150Elongation%, min 10
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.030" 50 - 100 .035" 160 - 210 .045" 180 - 250
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER2209 filler metal is designed to weld duplex stainless steels such as UNS NumberN31803. The welds are characterized byhigh tensile strength and improved resistanceto stress corrosion cracking and pitting. The wire is lower in ferrite compared to that of base metal in order to obtain improved weldability.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER2209
Welding Current DCEP
Typical Wire Chemistry C 0.03Cr 21.5 - 23.5Ni 7.5 - 9.5Mo 2.5 - 3.5Mn 0.50 - 2.00Si 0.90P 0.03S 0.03N 0.08 - 0.20Cu 0.75
Typical Mechanical Properties(As Welded) Yield Strength, ksi 93Tensile strength, ksi 108Elongation%, min 42
Welding Positions F,V,OH,H
Available Diameters MIG with Operating Range in Amps.030" 50 - 100 .035" 160 - 210.045" 180 - 250
Available Diameters TIG with Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER2553 is used primarily to weld duplex stainless steels which contain approximately25% chromium. It has a ‘duplex’ micro-structure consisting of an austenite-ferrite matrix. This duplex alloy is characterized by high tensile strength, resistance to stresscorrosion cracking and improved resistance to pitting.
AWS SpecificationAWS A5.9/A5.9M:2006
AWS Classification ER2553
Welding Current DCEP
Typical Wire Chemistry C 0.04Cr 24.0 - 27.0Ni 4.5 - 6.5Mo 2.9 - 3.9Mn 1.5Si 1.0P 0.04S 0.03N 0.10 - 0.25Cu 1.5 - 2.5
Available Diameters MIG with Operating Range in Amps.035" 100 - 150 .045" 150 - 200
Available Diameters TIG with Operating Range in Amps1/16" 90 - 1303/32" 120 - 1751/8" 150 - 2205/32" 170 - 350
ER630 ER2209 ER2553
Bare, Cored and Stranded ElectrodesA5.9 | STAINLESS STEEL
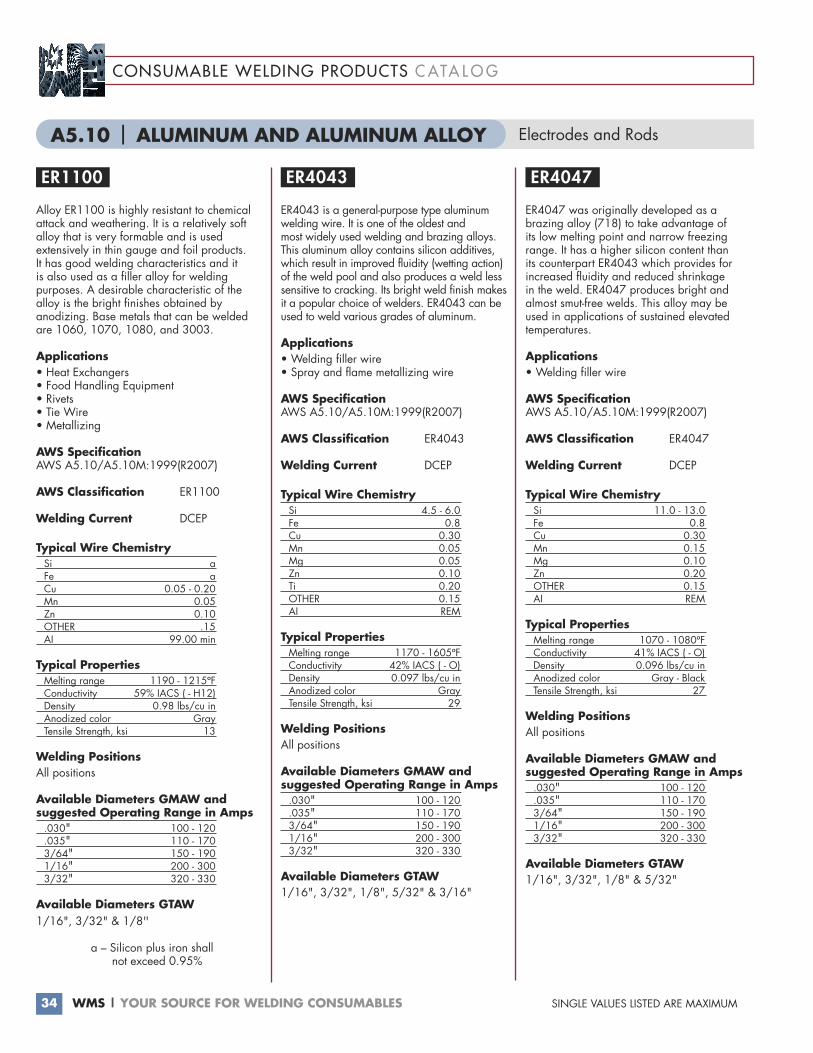
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM34
CONSUMABLE WELDING PRODUCTS C ATA L O G
Alloy ER1100 is highly resistant to chemicalattack and weathering. It is a relatively softalloy that is very formable and is used extensively in thin gauge and foil products. It has good welding characteristics and it is also used as a filler alloy for welding purposes. A desirable characteristic of thealloy is the bright finishes obtained by anodizing. Base metals that can be weldedare 1060, 1070, 1080, and 3003.
Applications• Heat Exchangers • Food Handling Equipment • Rivets • Tie Wire • Metallizing
AWS SpecificationAWS A5.10/A5.10M:1999(R2007)
AWS Classification ER1100
Welding Current DCEP
Typical Wire Chemistry Si aFe aCu 0.05 - 0.20Mn 0.05Zn 0.10OTHER .15AI 99.00 min
Typical Properties Melting range 1190 - 1215ºFConductivity 59% IACS ( - H12)Density 0.98 lbs/cu inAnodized color GrayTensile Strength, ksi 13
Welding Positions All positions
Available Diameters GMAW and suggested Operating Range in Amps.030" 100 - 120.035" 110 - 1703/64" 150 - 1901/16" 200 - 3003/32" 320 - 330
Available Diameters GTAW1/16", 3/32" & 1/8''
a – Silicon plus iron shall not exceed 0.95%
ER4043 is a general-purpose type aluminumwelding wire. It is one of the oldest and most widely used welding and brazing alloys. This aluminum alloy contains silicon additives, which result in improved fluidity (wetting action)of the weld pool and also produces a weld lesssensitive to cracking. Its bright weld finish makesit a popular choice of welders. ER4043 can beused to weld various grades of aluminum.
Applications• Welding filler wire• Spray and flame metallizing wire
AWS SpecificationAWS A5.10/A5.10M:1999(R2007)
AWS Classification ER4043
Welding Current DCEP
Typical Wire Chemistry Si 4.5 - 6.0Fe 0.8Cu 0.30Mn 0.05Mg 0.05Zn 0.10Ti 0.20OTHER 0.15AI REM
Typical Properties Melting range 1170 - 1605ºFConductivity 42% IACS ( - O)Density 0.097 lbs/cu inAnodized color GrayTensile Strength, ksi 29
Welding Positions All positions
Available Diameters GMAW and suggested Operating Range in Amps.030" 100 - 120.035" 110 - 1703/64" 150 - 1901/16" 200 - 3003/32" 320 - 330
Available Diameters GTAW1/16", 3/32", 1/8", 5/32" & 3/16"
ER4047 was originally developed as a brazing alloy (718) to take advantage of its low melting point and narrow freezingrange. It has a higher silicon content than its counterpart ER4043 which provides for increased fluidity and reduced shrinkage in the weld. ER4047 produces bright and almost smut-free welds. This alloy may be used in applications of sustained elevated temperatures.
Applications• Welding filler wire
AWS SpecificationAWS A5.10/A5.10M:1999(R2007)
AWS Classification ER4047
Welding Current DCEP
Typical Wire Chemistry Si 11.0 - 13.0Fe 0.8Cu 0.30Mn 0.15Mg 0.10Zn 0.20OTHER 0.15AI REM
Typical Properties Melting range 1070 - 1080ºFConductivity 41% IACS ( - O)Density 0.096 lbs/cu inAnodized color Gray - BlackTensile Strength, ksi 27
Welding Positions All positions
Available Diameters GMAW and suggested Operating Range in Amps.030" 100 - 120.035" 110 - 1703/64" 150 - 1901/16" 200 - 3003/32" 320 - 330
Available Diameters GTAW1/16", 3/32", 1/8" & 5/32"
ER1100 ER4043 ER4047
Electrodes and RodsA5.10 | ALUMINUM AND ALUMINUM ALLOY
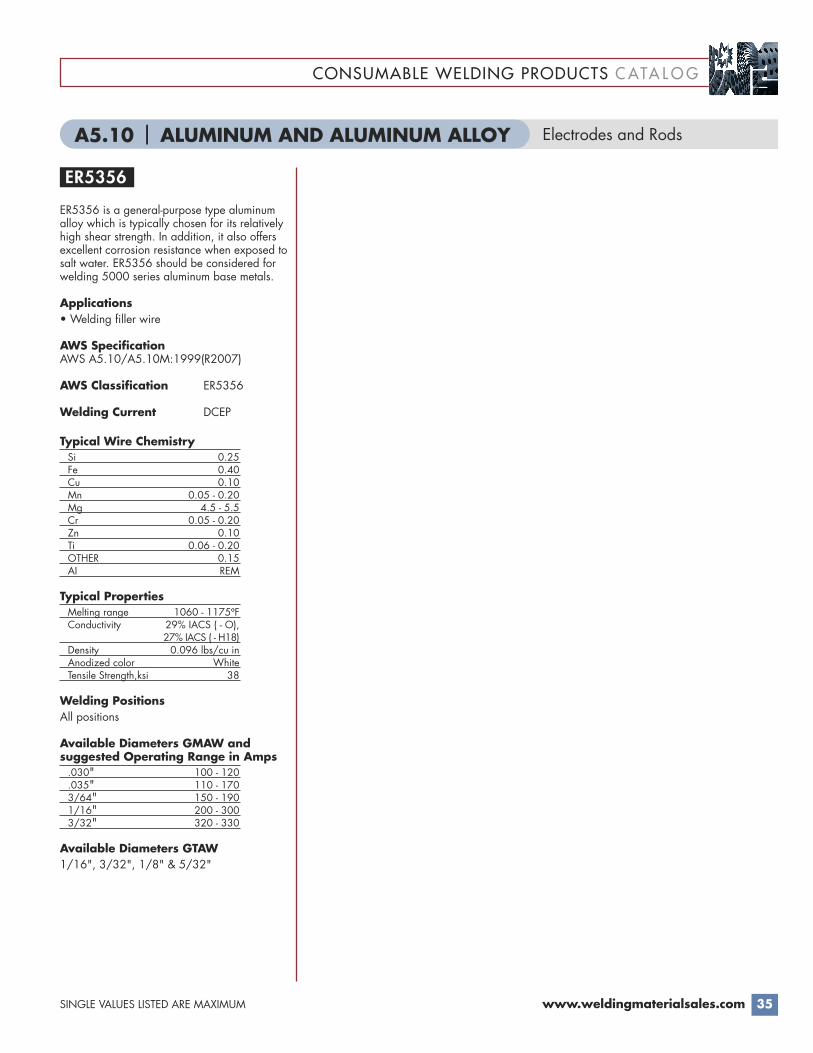
CONSUMABLE WELDING PRODUCTS C ATA L O G
35SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
ER5356 is a general-purpose type aluminumalloy which is typically chosen for its relativelyhigh shear strength. In addition, it also offersexcellent corrosion resistance when exposed tosalt water. ER5356 should be considered forwelding 5000 series aluminum base metals.
Applications• Welding filler wire
AWS SpecificationAWS A5.10/A5.10M:1999(R2007)
AWS Classification ER5356
Welding Current DCEP
Typical Wire Chemistry Si 0.25Fe 0.40Cu 0.10Mn 0.05 - 0.20Mg 4.5 - 5.5Cr 0.05 - 0.20Zn 0.10Ti 0.06 - 0.20OTHER 0.15AI REM
Typical Properties Melting range 1060 - 1175ºFConductivity 29% IACS ( - O),
27% IACS ( - H18)Density 0.096 lbs/cu inAnodized color WhiteTensile Strength,ksi 38
Welding Positions All positions
Available Diameters GMAW and suggested Operating Range in Amps.030" 100 - 120.035" 110 - 1703/64" 150 - 1901/16" 200 - 3003/32" 320 - 330
Available Diameters GTAW1/16", 3/32", 1/8" & 5/32"
ER5356
Electrodes and RodsA5.10 | ALUMINUM AND ALUMINUM ALLOY
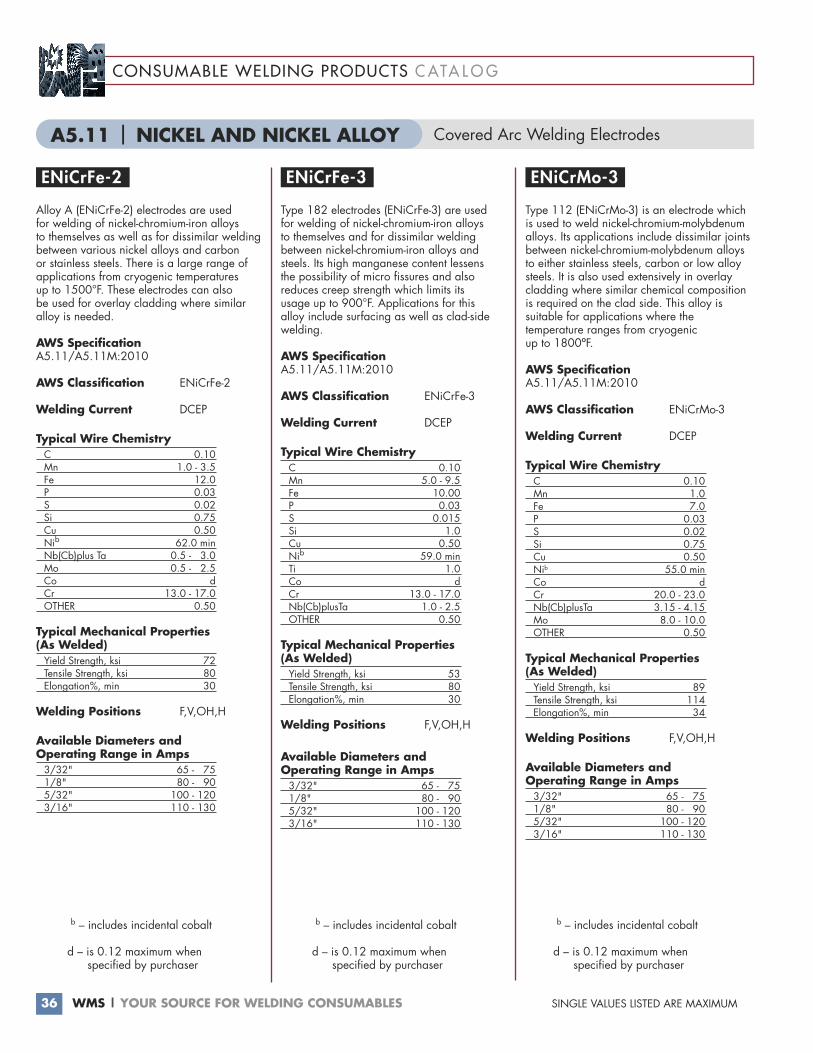
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM36
CONSUMABLE WELDING PRODUCTS C ATA L O G
Alloy A (ENiCrFe-2) electrodes are used for welding of nickel-chromium-iron alloys to themselves as well as for dissimilar weldingbetween various nickel alloys and carbon or stainless steels. There is a large range of applications from cryogenic temperatures up to 1500°F. These electrodes can also be used for overlay cladding where similar alloy is needed.
AWS SpecificationA5.11/A5.11M:2010
AWS Classification ENiCrFe-2
Welding Current DCEP
Typical Wire ChemistryC 0.10Mn 1.0 - 3.5Fe 12.0P 0.03S 0.02Si 0.75Cu 0.50Nib 62.0 minNb(Cb)plus Ta 0.5 - 3.0Mo 0.5 - 2.5Co dCr 13.0 - 17.0OTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 72Tensile Strength, ksi 80Elongation%, min 30
Welding Positions F,V,OH,H
Available Diameters andOperating Range in Amps3/32" 65 - 751/8" 80 - 905/32" 100 - 1203/16" 110 - 130
b – includes incidental cobalt
d – is 0.12 maximum when specified by purchaser
Type 182 electrodes (ENiCrFe-3) are used for welding of nickel-chromium-iron alloys to themselves and for dissimilar welding between nickel-chromium-iron alloys andsteels. Its high manganese content lessens the possibility of micro fissures and also reduces creep strength which limits its usage up to 900°F. Applications for this alloy include surfacing as well as clad-sidewelding.
AWS SpecificationA5.11/A5.11M:2010
AWS Classification ENiCrFe-3
Welding Current DCEP
Typical Wire ChemistryC 0.10Mn 5.0 - 9.5Fe 10.00P 0.03S 0.015Si 1.0Cu 0.50Nib 59.0 minTi 1.0Co dCr 13.0 - 17.0Nb(Cb)plusTa 1.0 - 2.5OTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 53Tensile Strength, ksi 80Elongation%, min 30
Welding Positions F,V,OH,H
Available Diameters andOperating Range in Amps3/32" 65 - 751/8" 80 - 905/32" 100 - 1203/16" 110 - 130
b – includes incidental cobalt
d – is 0.12 maximum when specified by purchaser
Type 112 (ENiCrMo-3) is an electrode whichis used to weld nickel-chromium-molybdenumalloys. Its applications include dissimilar jointsbetween nickel-chromium-molybdenum alloysto either stainless steels, carbon or low alloysteels. It is also used extensively in overlaycladding where similar chemical compositionis required on the clad side. This alloy is suitable for applications where the temperature ranges from cryogenic up to 1800ºF.
AWS SpecificationA5.11/A5.11M:2010
AWS Classification ENiCrMo-3
Welding Current DCEP
Typical Wire ChemistryC 0.10Mn 1.0Fe 7.0P 0.03S 0.02Si 0.75Cu 0.50Nib 55.0 minCo dCr 20.0 - 23.0Nb(Cb)plusTa 3.15 - 4.15Mo 8.0 - 10.0OTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 89Tensile Strength, ksi 114Elongation%, min 34
Welding Positions F,V,OH,H
Available Diameters andOperating Range in Amps3/32" 65 - 751/8" 80 - 905/32" 100 - 1203/16" 110 - 130
b – includes incidental cobalt
d – is 0.12 maximum when specified by purchaser
ENiCrFe-2 ENiCrFe-3 ENiCrMo-3
Covered Arc Welding ElectrodesA5.11 | NICKEL AND NICKEL ALLOY
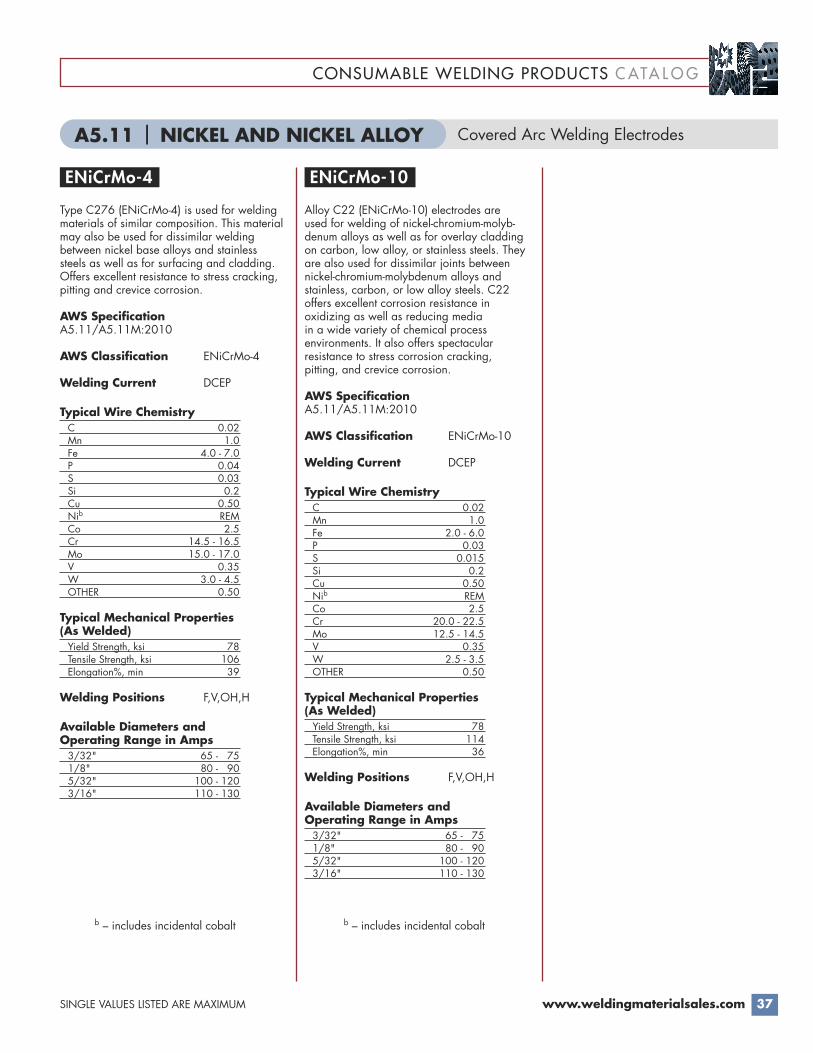
CONSUMABLE WELDING PRODUCTS C ATA L O G
37SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
Type C276 (ENiCrMo-4) is used for weldingmaterials of similar composition. This materialmay also be used for dissimilar welding between nickel base alloys and stainless steels as well as for surfacing and cladding.Offers excellent resistance to stress cracking,pitting and crevice corrosion.
AWS SpecificationA5.11/A5.11M:2010
AWS Classification ENiCrMo-4
Welding Current DCEP
Typical Wire ChemistryC 0.02Mn 1.0Fe 4.0 - 7.0P 0.04S 0.03Si 0.2Cu 0.50Nib REMCo 2.5Cr 14.5 - 16.5Mo 15.0 - 17.0V 0.35W 3.0 - 4.5OTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 78Tensile Strength, ksi 106Elongation%, min 39
Welding Positions F,V,OH,H
Available Diameters andOperating Range in Amps3/32" 65 - 751/8" 80 - 905/32" 100 - 1203/16" 110 - 130
b – includes incidental cobalt
Alloy C22 (ENiCrMo-10) electrodes are used for welding of nickel-chromium-molyb-denum alloys as well as for overlay claddingon carbon, low alloy, or stainless steels. Theyare also used for dissimilar joints betweennickel-chromium-molybdenum alloys and stainless, carbon, or low alloy steels. C22 offers excellent corrosion resistance in oxidizing as well as reducing media in a wide variety of chemical process environments. It also offers spectacular resistance to stress corrosion cracking, pitting, and crevice corrosion.
AWS SpecificationA5.11/A5.11M:2010
AWS Classification ENiCrMo-10
Welding Current DCEP
Typical Wire ChemistryC 0.02Mn 1.0Fe 2.0 - 6.0P 0.03S 0.015Si 0.2Cu 0.50Nib REMCo 2.5Cr 20.0 - 22.5Mo 12.5 - 14.5V 0.35W 2.5 - 3.5OTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 78Tensile Strength, ksi 114Elongation%, min 36
Welding Positions F,V,OH,H
Available Diameters andOperating Range in Amps3/32" 65 - 751/8" 80 - 905/32" 100 - 1203/16" 110 - 130
b – includes incidental cobalt
ENiCrMo-4 ENiCrMo-10
Covered Arc Welding ElectrodesA5.11 | NICKEL AND NICKEL ALLOY
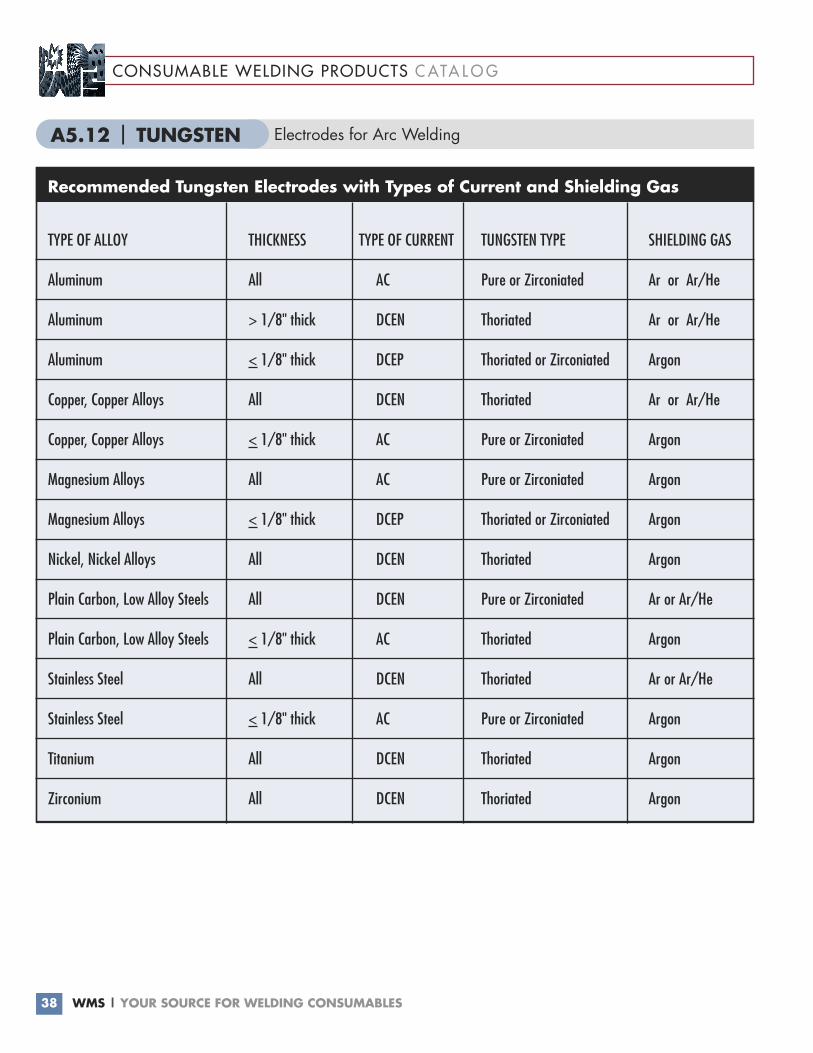
WMS | YOUR SOURCE FOR WELDING CONSUMABLES 38
CONSUMABLE WELDING PRODUCTS C ATA L O G
Electrodes for Arc WeldingA5.12 | TUNGSTEN
Recommended Tungsten Electrodes with Types of Current and Shielding Gas
TYPE OF ALLOY THICKNESS TYPE OF CURRENT TUNGSTEN TYPE SHIELDING GAS
Aluminum All AC Pure or Zirconiated Ar or Ar/He
Aluminum > 1/8" thick DCEN Thoriated Ar or Ar/He
Aluminum < 1/8" thick DCEP Thoriated or Zirconiated Argon
Copper, Copper Alloys All DCEN Thoriated Ar or Ar/He
Copper, Copper Alloys < 1/8" thick AC Pure or Zirconiated Argon
Magnesium Alloys All AC Pure or Zirconiated Argon
Magnesium Alloys < 1/8" thick DCEP Thoriated or Zirconiated Argon
Nickel, Nickel Alloys All DCEN Thoriated Argon
Plain Carbon, Low Alloy Steels All DCEN Pure or Zirconiated Ar or Ar/He
Plain Carbon, Low Alloy Steels < 1/8" thick AC Thoriated Argon
Stainless Steel All DCEN Thoriated Ar or Ar/He
Stainless Steel < 1/8" thick AC Pure or Zirconiated Argon
Titanium All DCEN Thoriated Argon
Zirconium All DCEN Thoriated Argon
CONSUMABLE WELDING PRODUCTS C ATA L O G
39SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
EWP (Pure) are unalloyed tungsten electrodes(99.5% tungsten minimum) and are non-radioactive. Their current-carrying capacity is lower than those of other tungsten electrodes. They provide good stability when used with AC, either balanced wave or continuously high frequency stabilized.They may be used with DC and also with either Ar or He, or a combination of both, as a shielding gas. They maintain a clean,balled end, which is preferred for aluminumand magnesium welding. These electrodeshave reasonably good resistance to contamination of the weld metal by the electrode, although the oxide containing electrodes are superior in this respect. EWPelectrodes are generally used on less criticalapplications, except for welding Al and Mg.The lower cost EWP electrodes can be usedfor less critical applications where some tungsten contamination of welds is acceptable.
AWS SpecificationAWS A5.12M/A5.12:2009
AWS Classification EWP
Color Code Green
Available diameters.020", .040", 1/16", 3/32", 1/8", 5/32", 3/16" & 1/4"
EWCe-2 (2% Ceriated) electrodes are tung-sten electrodes containing about 2% ceriumoxide, referred to as ceria. The EWCe-2 elec-trodes were first introduced into the US marketin 1987. Several other grades of this type ofelectrode are commercially practical, includ-ing electrodes containing 1% ceria, but onlyone grade, EWCe-2, has been incorporatedin this specification as having commercial sig-nificance. The advantages of tungsten elec-trodes containing ceria, compared to puretungsten, include increased ease of starting,improved arc stability, and reduced rate ofvaporization or burn-off. Unlike thoria,ceria is not a radioactive material.These advantages increase with increasedceria content. These electrodes operatesuccessfully with AC or DC, either polarity.
AWS SpecificationAWS A5.12/A5.12M:2009
AWS Classification EWCe-2
Color Code Gray
Available diameters.020", .040", 1/16", 3/32", 1/8",5/32", 3/16" & 1/4"
EWLa-1.5 designates a tungsten electrodecontaining 1.3-1.5 wt-% of dispersed lanthanum oxide (La2O3) for enhanced arcstarting and stability, reduced tip erosion rate,and extended operating current range. Theseelectrodes can be used as nonradioactive substitutes for 2% thoriated tungsten as the operating characteristics are very similar. Lanthanated tungsten can be used for bothDC and AC applications.
AWS SpecificationAWS A5.12/A5.12M:2009
AWS Classification EWLa-1.5
Color Code Gold
Available diameters.020", .040", 1/16", 3/32", 1/8",5/32", 3/16" & 1/4"
EWCe-2EWP EWLa-1.5
Electrodes for Arc WeldingA5.12 | TUNGSTEN
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM40
CONSUMABLE WELDING PRODUCTS C ATA L O G
The higher thoria content in the EWTh-2 electrode causes the operating characteristicimprovements to be more pronounced than in the lower thoria content EWTh-1. The additional thoria also provides about 20 percent higher current-carrying capacity,longer life and resistance to contamination of the weld. Should it be desired to use theseelectrodes for AC welding, then balling canbe accomplished by briefly, and carefully,welding with DC electrode positive prior towelding with AC. During AC welding, theballed end does not melt and so emission isnot as good as from a liquid ball on an EWPelectrode. Note: If electrode grinding is usedspecial precautions relative to ventilationshould always be considered to avoid ingestion of dust.
AWS SpecificationA5.12M/A5.12:2009
AWS Classification EWTh-2
Color Code Red
Available diameters.020", .040", 1/16", 3/32", 1/8", 5/32",3/16" & 1/4"
.3% zirconiated tungsten electrodes are used for radiographic-quality welding, wheretungsten contamination must be minimized.Balls-up easily in AC applications, good arcstarting and current capacity. This product is non-radioactive.
AWS SpecificationA5.12M/A5.12:2009
AWS Classification EWZr-.03
Color Code Brown
Available diameters.020", .040", 1/16", 3/32", 1/8", 5/32",3/16" & 1/4"
EWZr-.03EWTh-2
Electrodes for Arc WeldingA5.12 | TUNGSTEN
CONSUMABLE WELDING PRODUCTS C ATA L O G
41SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
Cobalt Alloy 6 (ECoCr-A) is the most widely used of the wear resistant cobalt based alloys and exhibits good all-round perfor mance. It is regarded as the industrystandard for general-purpose wear resistanceapplications, has excellent resistance to many forms of mechanical and chemicaldegradation over a wide temperature range,and retains a rea sonable level of hardness upto 500°C (930°F). It also has good resistanceto impact and cavitation erosion. Cobalt Alloy6 is ideally suited to a variety of hardfacingprocesses and can be turned with carbidetooling. Examples include valve seats andgates; pump shafts and bearings, erosionshields and rolling couples. It is often used self-mated.
AWS SpecificationAWS A5.13/A5.13M:2010
AWS Classification ECoCr-A
Typical ChemistryC 0.7 - 1.4Mn 2.0Si 2.0Cr 25 - 32Ni 3.0Mo 1.0Fe 5.0W 3.0 - 6.0Co REMOTHER 1.0
Typical PropertiesYield Strength, ksi 101Tensile Strength, ksi 123Elongation%, min <1Hardness 36 - 45 HRCDensity 0.305 lbs/cu. in.Melting Range 2340 - 2570ºF
Available Diameters3/32", 1/8", 5/32", 3/16" & 1/4"
Cobalt Alloy 12 (ECoCr-B) could be considered an in termediate alloy betweenCobalt Alloy 6 and Cobalt Alloy 1. It containsa higher fraction of hard, brittle carbides thanCobalt Alloy 6, and has increased resistanceto low-angle erosion, abrasion, and severesliding wear while retaining reason able impact and cavitation resistance. Cobalt Alloy 12 is often used self-mated or runningagainst Cobalt Alloy 6 or 1. The higher tungsten content provides better high-temperature properties compared to CobaltAlloy 6, and it can be used at temperatures up to about 700˚C. Cobalt Alloy 12 is typically used for cutting tools that need to withstand abrasion, heat and corrosion. Examples include industrial knives for cuttingcarpets, plastics, paper and synthetic fibers;and saw tips in the timber industry. It is alsoused for control plates in the beverage industry, pump vanes, bearing bushes andnarrow-neck glass mold plungers; and forhardfacing of engine valves, pinch rollers in the metal-processing indus tries, and rotor blade edges.
AWS SpecificationAWS A5.13/A5.13M:2010
AWS Classification ECoCr-B
Typical ChemistryC 1.0 - 1.7Mn 2.0Si 2.0Cr 25 - 32Ni 3.0Mo 1.0Fe 5.0W 7.0 - 9.5Co REMOTHER 1.0
Typical PropertiesYield Strength, ksi 84Tensile Strength, ksi 107Elongation%, min <1Hardness 45-51 HRCDensity 0.308 lbs/cu. in.Melting Range 2192 - 2489ºF
Available Diameters3/32", 1/8", 5/32", 3/16" & 1/4"
ECoCr-BECoCr-A
Electrodes and Welding RodsA5.13 | SOLID SURFACING
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM42
CONSUMABLE WELDING PRODUCTS C ATA L O G
Nickel Alloy 82 (ERNiCr-3) is used for MIG, TIG,and SAW welding of base metals such as ASTMB163, B166, B167 and B168. It is also used for al-loys which have UNS Number N06600. It is one ofthe most used nickel alloys whose applications rangefrom cryogenic to high temperatures. This filler metalcan also be used for dissimilar welding applicationsbetween various nickel alloys and stainless or carbonsteels, as well as for overlaying.
AWS SpecificationAWS A5.14/A5.14M:2009
AWS Classification ERNiCr-3
Welding Current DCEP
Typical Wire ChemistryC 0.10Mn 2.5 - 3.5Fe 3.0P 0.03S 0.015Si 0.50Cu 0.50Nib 67.0 minCo dTi 0.75Cr 18.0 - 22.0Nb(Cb)plus Ta 2.0 - 3.0OTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 52Tensile Strength, ksi 80Elongation%, min 38
Welding Positions F,V,OH,H
Available Diameters MIG and suggested operating range in Amps.035" 150 - 190.045" 180 - 2201/16" 200 - 250
Available Diameters TIG and suggested Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 220
b – includes incidental cobalt
d – is 0.12 maximum when specified by purchaser
Nickel Alloy 625 (ERNiCrMo-3) is used for MIG,TIG, and SAW welding of nickel-chrome-molybde-num alloys. This very versatile filler metal can beused for welding of dissimilar joints between nickel-chrome-molybdenum alloys and stainless or carbonor low alloy steels. It can also be used for claddingas well as for spraying applications.Nickel Alloy625 with low iron is preferred in applications wheredilution of iron must be controlled to a minimum. The high alloy content of Nickel Alloy 625 enables it to withstand highly corrosive environments. The combination of nickel and chromium provides resistance to reducing conditions. With the additionof molybdenum in this alloy, it also offers resistanceto stress corrosion cracking, pitting, and crevice corrosion.
AWS SpecificationAWS A5.14/A5.14M:2009
AWS Classification ERNiCrMo-3
Welding Current DCEP
Typical Wire ChemistryC 0.10Mn 0.50Fe 5.0P 0.02S 0.015Si 0.50Cu 0.50Nib 58.0 minAl 0.40Ti 0.40Cr 20.0 - 23.0Nb(Cb)plusTa 3.15 - 4.15Mo 8.0 - 10.0OTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 85Tensile Strength, ksi 110Elongation%, min 27
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps.035" 150 - 190.045" 180 - 2201/16" 200 - 250
Available Diameters TIG and suggested Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 220
Nickel Alloy C276 (ERNiCrMo-4) is used for welding materials of similar chemical composition (UNS Number N10276) as well as dissimilar materials of nickel base alloys,steels and stainless steels. This alloy can also be used for cladding steel with nickel-chrome-molybdenum weld metal. The higher molybdenum content provides great resistance to stress corrosion cracking, pitting, and crevice corrosion.
AWS SpecificationAWS A5.14/A5.14M:2009
AWS Classification ERNiCrMo-4
Welding Current DCEP
Typical Wire ChemistryC 0.02Mn 1.0Fe 4.0 - 7.0P 0.04S 0.03Si 0.08Cu 0.50Nib REMCo 2.5Cr 14.5 - 16.5Mo 15.0 - 17.0V 0.35W 3.0 - 4.5OTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 81Tensile Strength, ksi 100Elongation%, min 40
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps.035" 150 - 190.045" 180 - 2201/16" 200 - 250
Available Diameters TIG and suggested Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 220
b – includes incidental cobalt
ERNiCrMo-4ERNiCrMo-3ERNiCr-3
Bare Electrodes and Welding RodsA5.14 | NICKEL AND NICKEL ALLOY

CONSUMABLE WELDING PRODUCTS C ATA L O G
43SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
Nickel Alloy C22 (ERNiCrMo-10) is used forwelding materials of similar chemical composi-tion as well as dissimilar joints between nickel-chrome-molybdenum alloys and stainless orcarbon or low alloy steels. The high molybdenumcontent provides great resistance to stress corro-sion cracking, pitting, and crevice corrosion. This alloy is suitable for a variety of chemicalprocess environments.
AWS SpecificationAWS A5.14/A5.14M:2009
AWS Classification ERNiCrMo-10
Welding Current DCEP
Typical Wire ChemistryC 0.015Mn 0.50Fe 2.0 - 6.0P 0.02S 0.010Si 0.08Cu 0.50Nib REMCo 2.5Cr 20.0 - 22.5Mo 12.5 - 14.5V 0.35W 2.5 - 3.5OTHER 0.50
Typical Mechanical Properties(As Welded)Yield Strength, ksi 82Tensile Strength, ksi 100Elongation%, min 38
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps.035" 150 - 190.045" 180 - 2201/16" 200 - 250
Available Diameters TIG and suggested Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 220
b – includes incidental cobalt
-ERNiCrMo-10
Bare Electrodes and Welding RodsA5.14 | NICKEL AND NICKEL ALLOY

WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM44
CONSUMABLE WELDING PRODUCTS C ATA L O G
Nickel 99 (ENi-Cl) welding electrode is designed for welding gray iron castings tothemselves as well as joining them to mild or stainless steels. It is also used to repair castings. With the high nickel content, thewelds are easily machined. A preheat and interpass temperature of not less than 350ºF is recommended during welding.
AWS SpecificationAWS A5.15-90 (R2006)
AWS Classification ENi-Cl
Welding Current DCEP
Typical Wire ChemistryC 2.0Mn 2.5Si 4.0S 0.03Fe 8.0Ni 85 minCu 2.5Al 1.0OTHER 1.0
Typical Mechanical Properties(As Welded)Yield Strength, ksi 38.60Tensile Strength, ksi 40.65Elongation%, min 3 - 6
Welding Positions F,V,OH,H
Available Diameters andOperating Range in Amps3/32" 851/8" 85 - 1105/32" 110 -1403/16" 120 - 160
ERNi-Cl (Nickel Alloy 99) is used for TIG and MIG welding of cast iron. This wire is extensively used to repair gray iron castings. It can also be used for overlay and build-upapplications. Dilution from the casting influences the mechanical properties of the metal. Due to the high nickel content, the welds are readily machinable. A preheat and interpass temperature of 350ºFmin is recommended during welding.
AWS SpecificationAWS A5.15-90 (R2006)
AWS Classification ERNi-Cl
Welding Current DCEP
Typical Wire ChemistryC 1.0Mn 2.5Si 0.75S 0.03Fe 4.0Ni 90 minCu 4.0OTHER 1.0
Typical Mechanical Properties(As Welded)Yield Strength, ksi 36Tensile Strength, ksi 66Elongation%, min 40
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps.035" 150 - 190.045" 180 - 2201/16" 200 - 250
Available Diameters TIG and suggested Operating Range in Amps.035" 60 - 90.045" 80 - 1101/16" 90 - 1303/32" 120 - 1751/8" 150 - 220
Nickel 55 (ENiFe-Cl) welding electrode is designed for welding gray iron castings tothemselves as well as joining them to mildsteel. It can also be used to repair castings. The welds are moderately hard and requirecarbide tipped tools for post weld machining.A preheat and interpass temperature of notless than 350ºF is recommended during welding.
AWS SpecificationAWS A5.15-90 (R2006)
AWS Classification ENiFe-Cl
Welding Current DCEP
Typical Wire ChemistryC 2.0Mn 2.5Si 4.0S 0.03Fe REMNi 45 - 60Cu 2.5Al 1.0OTHER 1.0
Typical Mechanical Properties(As Welded)Yield Strength, ksi 43 - 63Tensile Strength, ksi 58 - 84Elongation%, min 6 - 8
Welding Positions F,V,OH,H
Available Diameters andOperating Range in Amps3/32" 70 - 901/8" 100 - 1355/32" 130 - 1803/16" 190 - 220
ERNi-Cl ENiFe-ClENi-Cl
Welding Electrodes and RodsA5.15 | CAST IRON
CONSUMABLE WELDING PRODUCTS C ATA L O G
45SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
Ni55FC-G is a composite metal cored wire for repair and joining of cast iron materials.The deposit, which is approximately 53% iron and 45% nickel, provides an excellentmatch for the coefficient of expansion exhibited by cast irons. Cracking is minimized because thermal stresses caused by the heatof welding are minimized. The light slag iseasily removed enhancing visual weld inspection. The fact that this is a continuouselectrode will improve the operating factorand minimize unnecessary stops and starts.This electrode can replace covered electrodessuch as AWS ENiFe-Cl or ENiFe-Cl-A. It maybe used for repair welds or for joining varioustypes of cast irons. Cast irons may be weldedto steel and other ferrous and non-ferrous materials with this product. The machinabilityof the weld deposit is comparable to thematching covered electrode.
Substantial savings in weld metal depositioncosts will be realized when replacing 55%nickel coated electrodes with Ni55FC-G. Thedeposition rate of this wire is more than twicethat of a comparable coated electrode. The efficiency (approximately 97%) compared tothat of coated electrodes (56% assuming 3"stub loss) is substantially greater. These twofactors result in substantial savings in weldmetal deposition costs. Because of the highdeposition rate, the travel rate is very fast, resulting in lower heat input which is advantageous in welding cast irons.
AWS Class none
Welding Current DCEP
Typcial Wire ChemistryC 2.0Mn 2.5Si 4.0S 0.03Fe REMNi 45 - 60Cu 2.5Al 1.0 - 3.0OTHER 1.0
Typical Mechanical Properties(As Welded)Yield Strength, ksi 43 - 63Tensile Strength, ksi 58Brinell Hardness BHN 165 - 218Elongation%, min 4 - 12
Welding Positions F,V,OH,H
Available Diameters and suggestedOperating Range in Amps.035" 160 .045" 2301/16" 3003/32" 350
Recommended shielding gas98% Argon, 2% Oxygen
Castarc (ESt) is a nickel free cast iron problem solving electrode. It seals in porosity generating contaminants prior to finish welding with nickels. This is a great choice for non-machinable welds on machine bases, furnace grates and exhaust manifolds. This alloy has a perfect color match to cast iron.
AWS Specification A5.15
AWS Classification ESt
Welding Current DCEP
Typical Wire ChemistryC 0.15Mn 0.60Si 0.15S 0.04P 0.04Fe REM
Typical Mechanical Properties(As Welded)Yield Strength, ksi 50Tensile Strength, ksi 62Elongation%, min 20Brinell Hardness 250 - 400
Welding Positions F,V,OH,H
Available Diameters and suggestedOperating Range in Amps3/32" 45 - 851/8" 70 - 1255/32" 95 - 150
Ni55FC-G ESt
Welding Electrodes and RodsA5.15 | CAST IRON

WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM46
CONSUMABLE WELDING PRODUCTS C ATA L O G
ERTi-2 (Commercially Pure) Titanium is a TIG,MIG and submerged arc filler metal used forwelding commercial pure titanium alloys commonly found in applications requiring high temperature resistance and resistance to chemical reagents. Although there are four grades of Commercial Pure Titanium filler metals, C.P. Grade 2 (ERTi-2) is the most popular because of its good balance of strength, formability and weldability. The most common applications of ERTi-2 are theaircraft industry, where tensile strength andweight ratios are very critical. Other useswould include cryogenic and petrochemicalapplications such as chemical process heat exchangers, pressure vessels and piping systems, pulp bleaching systems, electro chemical and chemical storage tanks.
AWS SpecificationAWS A5.16/A5.16M:2007
AWS Classification ERTi-2
Welding Current DCEP
Typical Wire ChemistryC 0.03O 0.08 - 0.16H 0.008N 0.015Fe 0.12Ti REM
Typical Mechanical Properties(As Welded)Yield Strength, ksi 40Tensile Strength, ksi 50Elongation%, min 20
Available Diameters and suggestedOperating Range in Amps1/16" 1803/32" 1901/8" 205
ERTi-5 (formerly 6AL/4V) is a TIG, MIG and submerged arc filler metal used for welding 6% Aluminum – 4% Vanadium alloys. The weld deposits of this alloy exhibit high fatigue strength, toughness, ductility and are heat treatable. Widely used in the cryogenic, petrochemical and aircraft industry. Aircraft uses would includethe airframes; turbine engine parts such as the blades, discs, wheels and spacer rings.Other applications would include industrialfans, pressure vessels, compressor blades and rocket motor cases.
AWS SpecificationAWS A5.16/A5.16M:2007
AWS Classification ERTi-5
Welding Current DCEP
Typical Wire ChemistryC 0.05O 0.12 - 0.20H 0.015N 0.03Fe 0.22Al 5.5 - 6.75V 3.5 - 4.5Ti REM
Typical Mechanical Properties(As Welded)Yield Strength, ksi 120Tensile Strength, ksi 130Elongation%, min 10
Available Diameters and suggestedOperating Range in Amps1/16" 1803/32" 1901/8" 205
ERTi-5 ELI (formerly 6AL/4V ELI) is basically a modified version of 6AL/4V. ELI refers to“extra low interstitial" content – primarily oxygen. By maintaining or controlling theseELI gases, the fracture toughness of the welddeposit is greatly increased. 6AL/4V ELI is commonly used for surgical implants, airframe components and to weld liquid hydrogen tanks.
AWS SpecificationAWS A5.16/A5.16M:2007
AWS Classification ERTi-5 ELI
Welding Current DCEP
Typical Wire ChemistryC 0.03O 0.1 H 0.005 N 0.012 Fe 0.15 Al 5.5 - 6.5V 3.5 - 4.5Yt 0.005Ti REM
Typical Mechanical Properties(As Welded)Yield Strength, ksi 120Tensile Strength, ksi 130Elongation%, min 10
Available Diameters and suggestedOperating Range in Amps1/16" 1803/32" 1901/8" 205
ERTi-5 ELIERTi-5ERTi-2
Bare Welding Rods and ElectrodesA5.16 | TITANIUM AND TITANIUM ALLOY
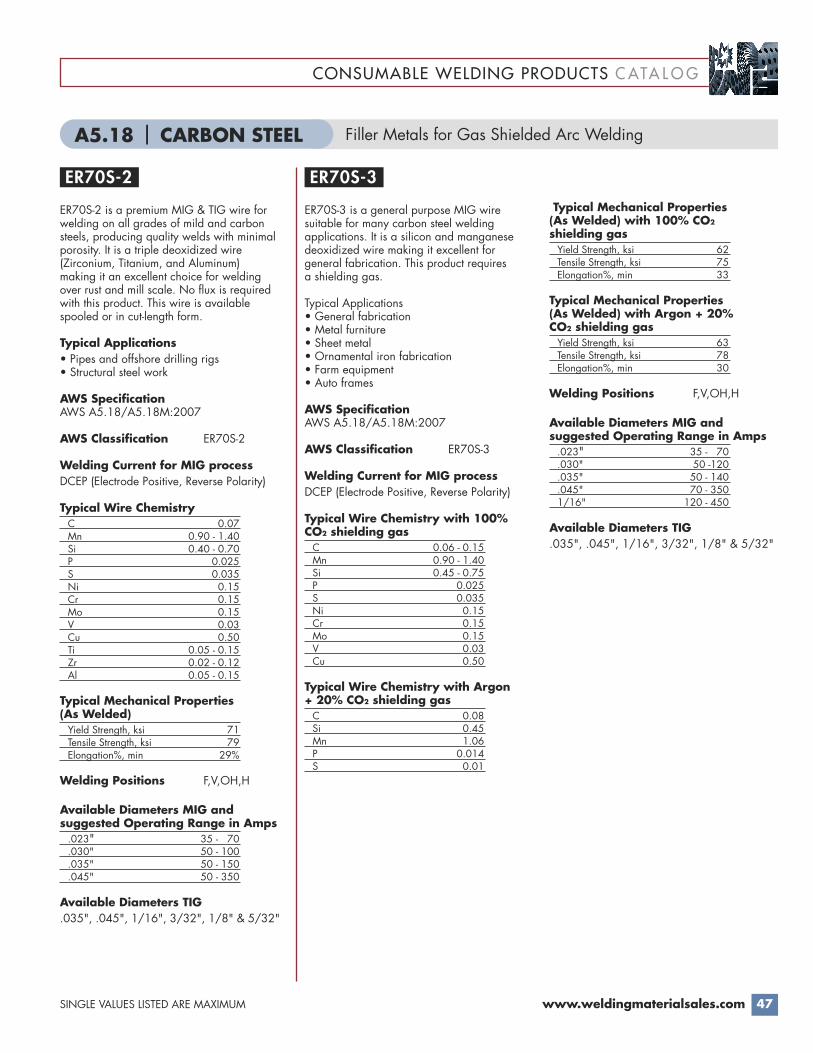
CONSUMABLE WELDING PRODUCTS C ATA L O G
47SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
ER70S-2 is a premium MIG & TIG wire forwelding on all grades of mild and carbonsteels, producing quality welds with minimalporosity. It is a triple deoxidized wire (Zirconium, Titanium, and Aluminum) making it an excellent choice for welding over rust and mill scale. No flux is requiredwith this product. This wire is availablespooled or in cut-length form.
Typical Applications • Pipes and offshore drilling rigs • Structural steel work
AWS SpecificationAWS A5.18/A5.18M:2007
AWS Classification ER70S-2
Welding Current for MIG process DCEP (Electrode Positive, Reverse Polarity)
Typical Wire Chemistry C 0.07Mn 0.90 - 1.40Si 0.40 - 0.70P 0.025S 0.035Ni 0.15Cr 0.15Mo 0.15V 0.03Cu 0.50Ti 0.05 - 0.15Zr 0.02 - 0.12Al 0.05 - 0.15
Typical Mechanical Properties(As Welded) Yield Strength, ksi 71Tensile Strength, ksi 79Elongation%, min 29%
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps .023" 35 - 70 .030" 50 - 100.035" 50 - 150.045" 50 - 350
Available Diameters TIG .035", .045", 1/16", 3/32", 1/8" & 5/32"
ER70S-3 is a general purpose MIG wire suitable for many carbon steel welding applications. It is a silicon and manganese deoxidized wire making it excellent for general fabrication. This product requires a shielding gas.
Typical Applications • General fabrication • Metal furniture • Sheet metal • Ornamental iron fabrication • Farm equipment • Auto frames
AWS SpecificationAWS A5.18/A5.18M:2007
AWS Classification ER70S-3
Welding Current for MIG process DCEP (Electrode Positive, Reverse Polarity)
Typical Wire Chemistry with 100%CO2 shielding gasC 0.06 - 0.15Mn 0.90 - 1.40Si 0.45 - 0.75P 0.025S 0.035Ni 0.15Cr 0.15Mo 0.15V 0.03Cu 0.50
Typical Wire Chemistry with Argon+ 20% CO2 shielding gasC 0.08Si 0.45Mn 1.06P 0.014S 0.01
Typical Mechanical Properties(As Welded) with 100% CO2
shielding gasYield Strength, ksi 62Tensile Strength, ksi 75Elongation%, min 33
Typical Mechanical Properties(As Welded) with Argon + 20% CO2 shielding gasYield Strength, ksi 63Tensile Strength, ksi 78Elongation%, min 30
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps .023" 35 - 70 .030" 50 -120.035" 50 - 140.045" 70 - 3501/16" 120 - 450
Available Diameters TIG .035", .045", 1/16", 3/32", 1/8" & 5/32"
ER70S-3ER70S-2
Filler Metals for Gas Shielded Arc WeldingA5.18 | CARBON STEEL
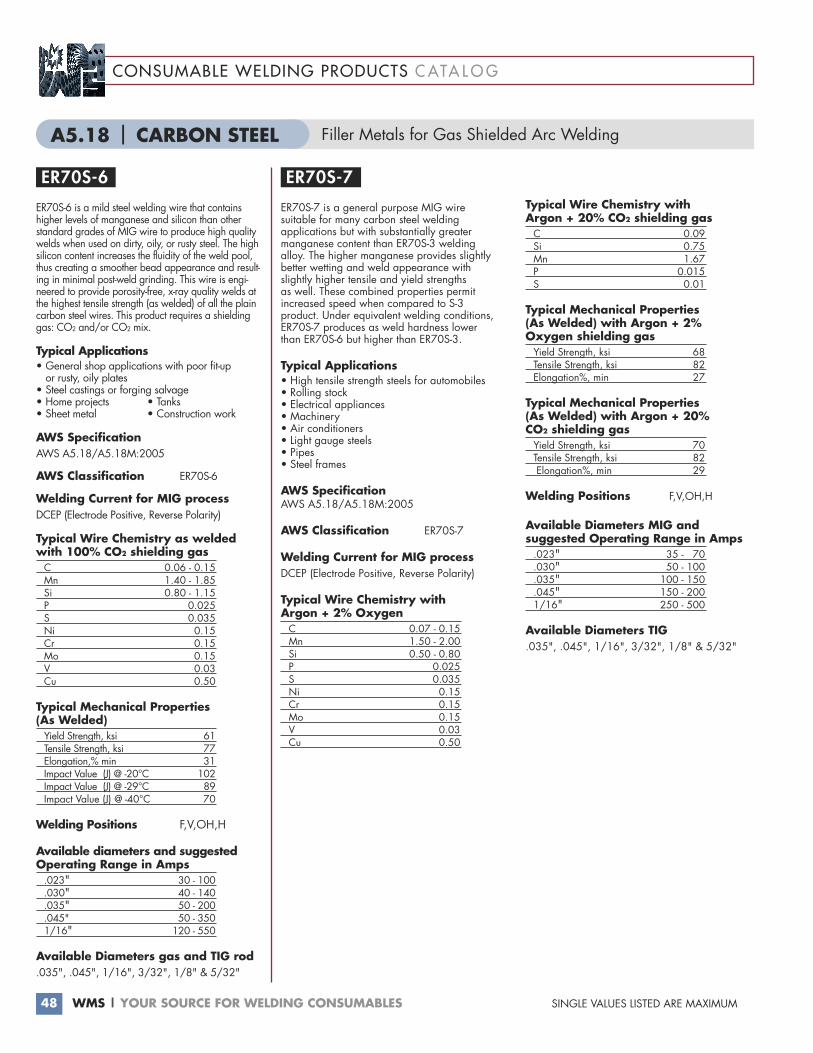
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM48
CONSUMABLE WELDING PRODUCTS C ATA L O G
ER70S-6 is a mild steel welding wire that containshigher levels of manganese and silicon than other standard grades of MIG wire to produce high qualitywelds when used on dirty, oily, or rusty steel. The highsilicon content increases the fluidity of the weld pool,thus creating a smoother bead appearance and result-ing in minimal post-weld grinding. This wire is engi-neered to provide porosity-free, x-ray quality welds atthe highest tensile strength (as welded) of all the plaincarbon steel wires. This product requires a shieldinggas: CO2 and/or CO2 mix.
Typical Applications • General shop applications with poor fit-up or rusty, oily plates
• Steel castings or forging salvage • Home projects • Tanks• Sheet metal • Construction work
AWS SpecificationAWS A5.18/A5.18M:2005
AWS Classification ER70S-6
Welding Current for MIG process DCEP (Electrode Positive, Reverse Polarity)
Typical Wire Chemistry as weldedwith 100% CO2 shielding gasC 0.06 - 0.15Mn 1.40 - 1.85Si 0.80 - 1.15P 0.025S 0.035Ni 0.15Cr 0.15Mo 0.15V 0.03Cu 0.50
Typical Mechanical Properties (As Welded) Yield Strength, ksi 61Tensile Strength, ksi 77Elongation,% min 31Impact Value (J) @ -20°C 102Impact Value (J) @ -29°C 89Impact Value (J) @ -40°C 70
Welding Positions F,V,OH,H
Available diameters and suggested Operating Range in Amps.023" 30 - 100 .030" 40 - 140 .035" 50 - 200 .045" 50 - 3501/16" 120 - 550
Available Diameters gas and TIG rod.035", .045", 1/16", 3/32", 1/8" & 5/32"
ER70S-7 is a general purpose MIG wire suitable for many carbon steel welding applications but with substantially greater manganese content than ER70S-3 welding alloy. The higher manganese provides slightlybetter wetting and weld appearance with slightly higher tensile and yield strengths as well. These combined properties permit increased speed when compared to S-3 product. Under equivalent welding conditions,ER70S-7 produces as weld hardness lower than ER70S-6 but higher than ER70S-3.
Typical Applications • High tensile strength steels for automobiles• Rolling stock• Electrical appliances• Machinery• Air conditioners• Light gauge steels• Pipes• Steel frames
AWS SpecificationAWS A5.18/A5.18M:2005
AWS Classification ER70S-7
Welding Current for MIG process DCEP (Electrode Positive, Reverse Polarity)
Typical Wire Chemistry with Argon + 2% OxygenC 0.07 - 0.15Mn 1.50 - 2.00Si 0.50 - 0.80P 0.025S 0.035Ni 0.15Cr 0.15Mo 0.15V 0.03Cu 0.50
Typical Wire Chemistry with Argon + 20% CO2 shielding gasC 0.09Si 0.75Mn 1.67P 0.015S 0.01
Typical Mechanical Properties(As Welded) with Argon + 2% Oxygen shielding gasYield Strength, ksi 68Tensile Strength, ksi 82Elongation%, min 27
Typical Mechanical Properties(As Welded) with Argon + 20% CO2 shielding gasYield Strength, ksi 70Tensile Strength, ksi 82Elongation%, min 29
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps .023" 35 - 70 .030" 50 - 100 .035" 100 - 150 .045" 150 - 2001/16" 250 - 500
Available Diameters TIG .035", .045", 1/16", 3/32", 1/8" & 5/32"
ER70S-7ER70S-6
Filler Metals for Gas Shielded Arc WeldingA5.18 | CARBON STEEL
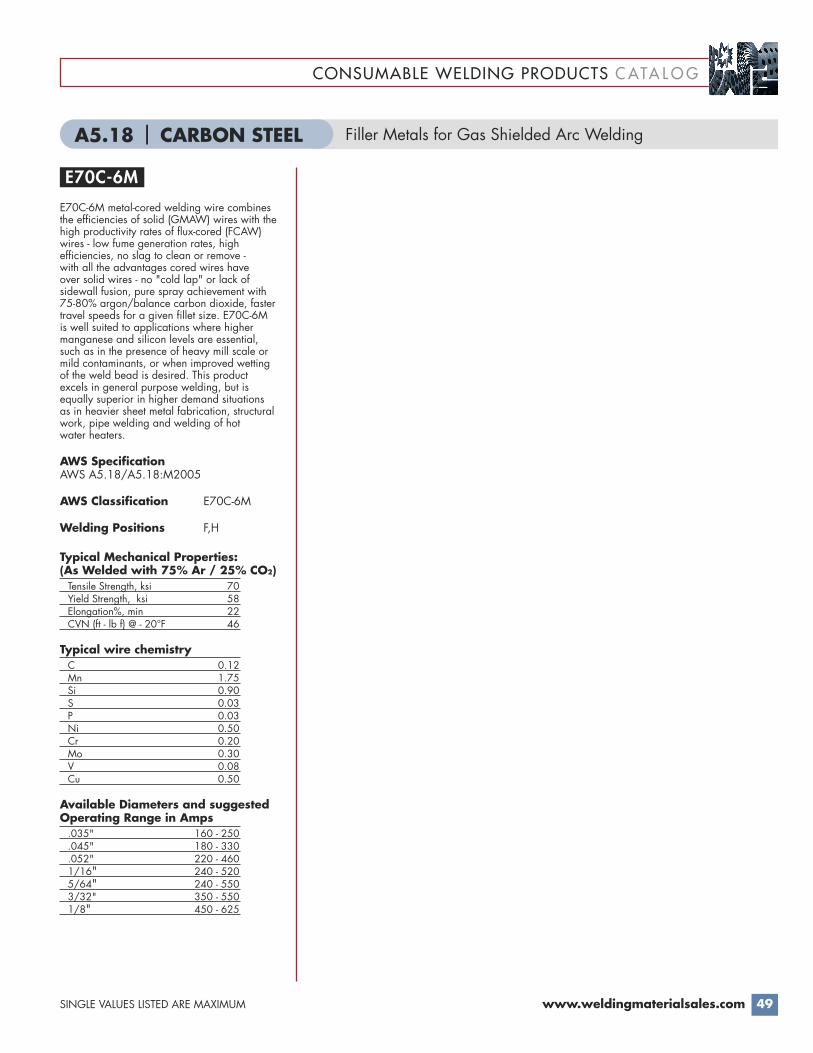
CONSUMABLE WELDING PRODUCTS C ATA L O G
49SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
E70C-6M metal-cored welding wire combines the efficiencies of solid (GMAW) wires with thehigh productivity rates of flux-cored (FCAW)wires - low fume generation rates, high efficiencies, no slag to clean or remove - with all the advantages cored wires have over solid wires - no "cold lap" or lack of sidewall fusion, pure spray achievement with 75-80% argon/balance carbon dioxide, fastertravel speeds for a given fillet size. E70C-6M is well suited to applications where higher manganese and silicon levels are essential, such as in the presence of heavy mill scale ormild contaminants, or when improved wetting of the weld bead is desired. This product excels in general purpose welding, but is equally superior in higher demand situations as in heavier sheet metal fabrication, structural work, pipe welding and welding of hot water heaters.
AWS SpecificationAWS A5.18/A5.18:M2005
AWS Classification E70C-6M
Welding Positions F,H
Typical Mechanical Properties:(As Welded with 75% Ar / 25% CO2)Tensile Strength, ksi 70Yield Strength, ksi 58Elongation%, min 22CVN (ft - lb f) @ - 20°F 46
Typical wire chemistryC 0.12Mn 1.75Si 0.90S 0.03P 0.03Ni 0.50Cr 0.20Mo 0.30V 0.08Cu 0.50
Available Diameters and suggestedOperating Range in Amps.035" 160 - 250.045" 180 - 330.052" 220 - 4601/16" 240 - 5205/64" 240 - 5503/32" 350 - 5501/8" 450 - 625
E70C-6M
Filler Metals for Gas Shielded Arc WeldingA5.18 | CARBON STEEL

WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM50
CONSUMABLE WELDING PRODUCTS C ATA L O G
ERAZ61A magnesium welding alloy is a goodchoice when welding magnesium base metalsof similar chemical composition. It producessuperior joints with the maximum tensilestrengths offered by these alloys. Cleanlinessof both the filler metal and base metal is ex-tremely important when welding with magne-sium. Flux is NOT required for TIG or MIGwelding processes of ERAZ61A magnesiumalloy. Although Oxy-acetylene welding of thisalloy is uncommon it can be done and shouldbe limited to single-pass welding on thingauge magnesium materials.
AWS SpecificationANSi/AWS A5.19-92 (R2006)
AWS Classification ERAZ61A
Welding Current GTAW - AC/DCEPGMAW - DCEP
Typical Wire ChemistryAl 5.8 - 7.2Be 0.0002 - 0.0008Mn 0.15 - 0.5Zn 0.40 - 1.5Cu 0.05Fe 0.005Ni 0.005Si 0.05Mg REMOTHER 0.30
Typical Mechanical Properties(As Welded)Yield Strength, ksi 30Tensile Strength, ksi 44Elongation%, min 16Brinell Hardness 60Melting Point °F 1140
Available diameters MIG and suggested Operating Range in Amps.040" 25 - 501/16" 70 - 1753/32" 115 - 210
Available Diameters TIG and suggested Operating Range in Amps3/32" 35 - 1251/8" 1605/32" 175
ERAZ92A magnesium welding alloy is a goodchoice when welding magnesium base metalsof similar chemical composition. It producessuperior joints with the maximum tensilestrengths offered by these alloys. Cleanlinessof both the filler metal and base metal is ex-tremely important when welding with magne-sium. Flux is NOT required for TIG or MIGwelding processes of ERAZ92A magnesiumalloy. Although Oxy-acetylene welding of thisalloy is uncommon it can be done and shouldbe limited to single-pass welding on thingauge magnesium materials.
AWS SpecificationANSi/AWS A5.19-92 (R2006)
AWS Classification ERAZ92A
Welding Current GTAW - AC/DCEPGMAW - DCEP
Typical Wire ChemistryAl 8.3 - 9.7Be 0.0002 - 0.0008Mn 0.15 - 0.5Zn 1.7 - 2.3Cu 0.05Fe 0.005Ni 0.005Si 0.05Mg REMOTHER 0.30
Typical Mechanical Properties(As Welded)Yield Strength, ksi 14Tensile Strength, ksi 25Elongation%, min 2Brinell Hardness 65Melting Point °F 1110
Available diameters MIG and suggested Operating Range in Amps.040" 25 - 501/16" 70 - 1753/32" 115 - 210
Available Diameters TIG and suggested Operating Range in Amps3/32" 35 - 1251/8" 1605/32" 175
ERAZ92AERAZ61A
Bare Electrodes and Welding Rods A5.19 | MAGNESIUM ALLOY

CONSUMABLE WELDING PRODUCTS C ATA L O G
51SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
E71T-1/1M is an all-position, flux cored weld-ing wire, which is intended for single and multi-ple pass welding of low-alloy and carbon steelwhere a minimum 70 ksi tensile strength andgood notch toughness is required. It is an excel-lent general purpose welding wire. This wirehas very low fume, stable arc, good slag re-moval and excellent mechanical properties.
Typical Applications • Buff and fillet welding of hulls and storage tanks.
• Structural steel • Farm machinery • Construction equipment • General carbon steel fabrication
AWS SpecificationAWS A5.20/A5.20M:2005
AWS Classification E71T-1 /1M
Welding Current DCEP (Electrode Positive, Reverse Polarity)
Typical Wire Chemistry C 0.12Mn 1.75Si 0.90S 0.03P 0.03Cr 0.20Ni 0.50Mo 0.30V 0.08Cu 0.35
Typical Mechanical PropertiesYield Strength, ksi 58Tensile Strength, ksi 70 - 95Elongation%, min 22Minimum Charpy
V-Notch Impact Energy20ft•lbf@0ºF
Welding Positions All positions
Available Diameters and suggestedOperating Range in Amps.035" 100 - 250 .045" 200 - 300.052" 100 - 330 1/16" 150 - 400
E70T-4 is a self-shielded, flux cored electrodedesigned for use in the multiple pass weldingof carbon steels. This electrode is intended forflat position welding of grooves and fillets andhorizontal fillet welding with extremely highdeposition rates. This filler metal is ideallysuited for welding applications where gas-shielded electrodes may have problems, suchas outdoors or in windy conditions. Thesewould typically be light gauge steel plate fab-rication or general purpose fabrication of car-bon steels. It is also a good choice in poor fitup situations or when extended stick-outs mustbe used in hard-to reach areas.
AWS SpecificationAWS A5.20/A5.20M:2005
AWS Classification E70T-4
Welding Current DCEP (Electrode Positive, Reverse Polarity)
Typical Wire Chemistry C 0.30Mn 1.75Si 0.60S 0.03P 0.03Cr 0.20Ni 0.50Mo 0.30V 0.08AI 1.8Cu 0.35
Typical Mechanical Properties(As Welded) Yield Strength, ksi 58Tensile Strength, ksi 70 - 95Elongation%, min 22
Welding Positions H, F
Available Diameters and suggestedOperating Range in Amps5/64" 2503/32" 3507/64" 400.120" 450
E71T-11 is a self-shielding flux cored wireused for welding carbon steels. This productdoes not require a shielding gas and can beused in limited multi-pass welding operations.The bead appearance is not equal to a gas-shielded product, but the benefits of not having to use gas makes this product popular.E71T-11 operates on straight polarity only(DCEN).
Typical Applications • Butt, lap and fillet welds on steel 16 gaugethrough 1/2"
• Assembly and maintenance welding • Machine parts• Tanks• Prefab construction• Light structurals• Short assembly welds• Railroad car repairs
AWS SpecificationAWS A5.20/A5.20M:2005
AWS Classification E71T-11
Welding Current DCEN (Electrode Negative, Straight Polarity)
Typical Wire ChemistryC 0.30Mn 1.75Si 0.60S 0.03P 0.03Cr 0.20Ni 0.50Mo 0.30V 0.08AI 1.8Cu 0.35
Typical Mechanical Properties(As Welded) Yield Strength, ksi 58Tensile Strength, ksi 70 - 95Elongation%, min 20
Welding Positions F,H,V-down,OH
Available Diameters and suggestedOperating Range in Amps.030" 40 - 100 035" 100 - 130.045" 140 - 180 1/16" 175 - 300
E71T-11E70T-4E71T-1/1M
Flux Cored Arc Welding ElectrodesA5.20 | CARBON STEEL
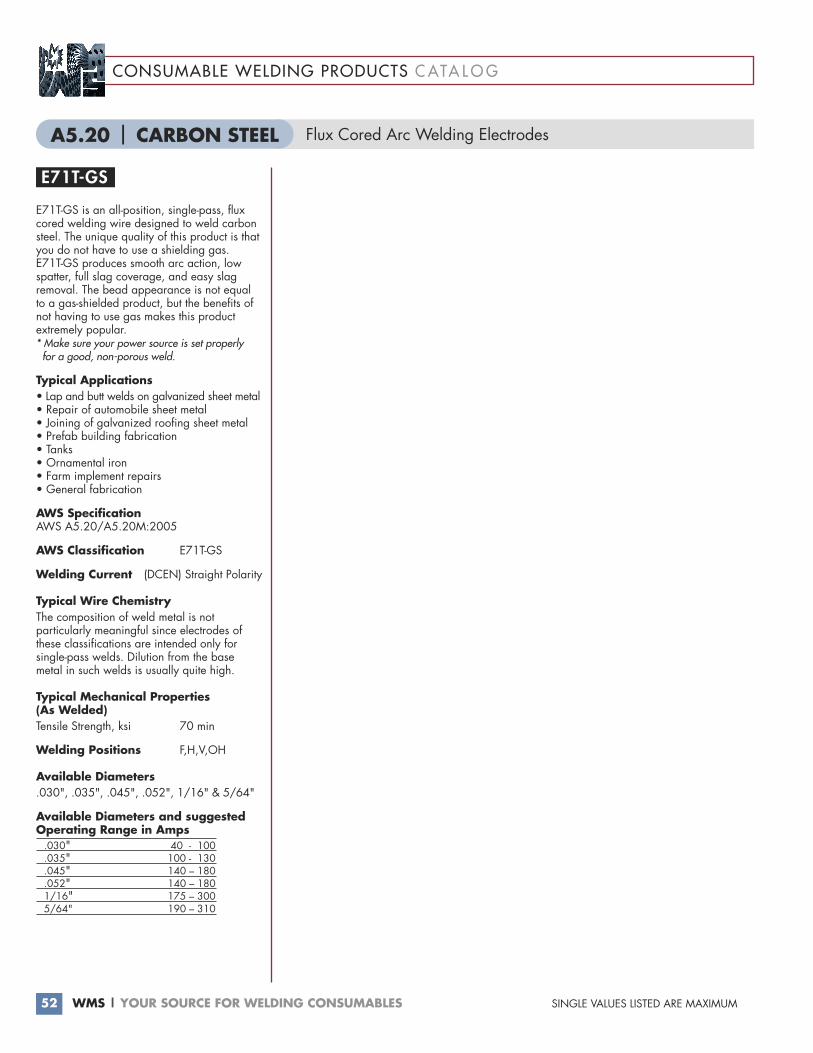
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM52
CONSUMABLE WELDING PRODUCTS C ATA L O G
E71T-GS is an all-position, single-pass, fluxcored welding wire designed to weld carbonsteel. The unique quality of this product is thatyou do not have to use a shielding gas. E71T-GS produces smooth arc action, lowspatter, full slag coverage, and easy slag removal. The bead appearance is not equal to a gas-shielded product, but the benefits ofnot having to use gas makes this product extremely popular. * Make sure your power source is set properly for a good, non-porous weld.
Typical Applications • Lap and butt welds on galvanized sheet metal • Repair of automobile sheet metal • Joining of galvanized roofing sheet metal • Prefab building fabrication• Tanks• Ornamental iron• Farm implement repairs• General fabrication
AWS SpecificationAWS A5.20/A5.20M:2005
AWS Classification E71T-GS
Welding Current (DCEN) Straight Polarity
Typical Wire Chemistry The composition of weld metal is not particularly meaningful since electrodes ofthese classifications are intended only for single-pass welds. Dilution from the base metal in such welds is usually quite high.
Typical Mechanical Properties(As Welded) Tensile Strength, ksi 70 min
Welding Positions F,H,V,OH
Available Diameters .030", .035", .045", .052", 1/16" & 5/64"
Available Diameters and suggestedOperating Range in Amps .030" 40 - 100 .035" 100 - 130 .045" 140 – 180 .052" 140 – 180 1/16" 175 – 3005/64" 190 – 310
E71T-GS
Flux Cored Arc Welding ElectrodesA5.20 | CARBON STEEL
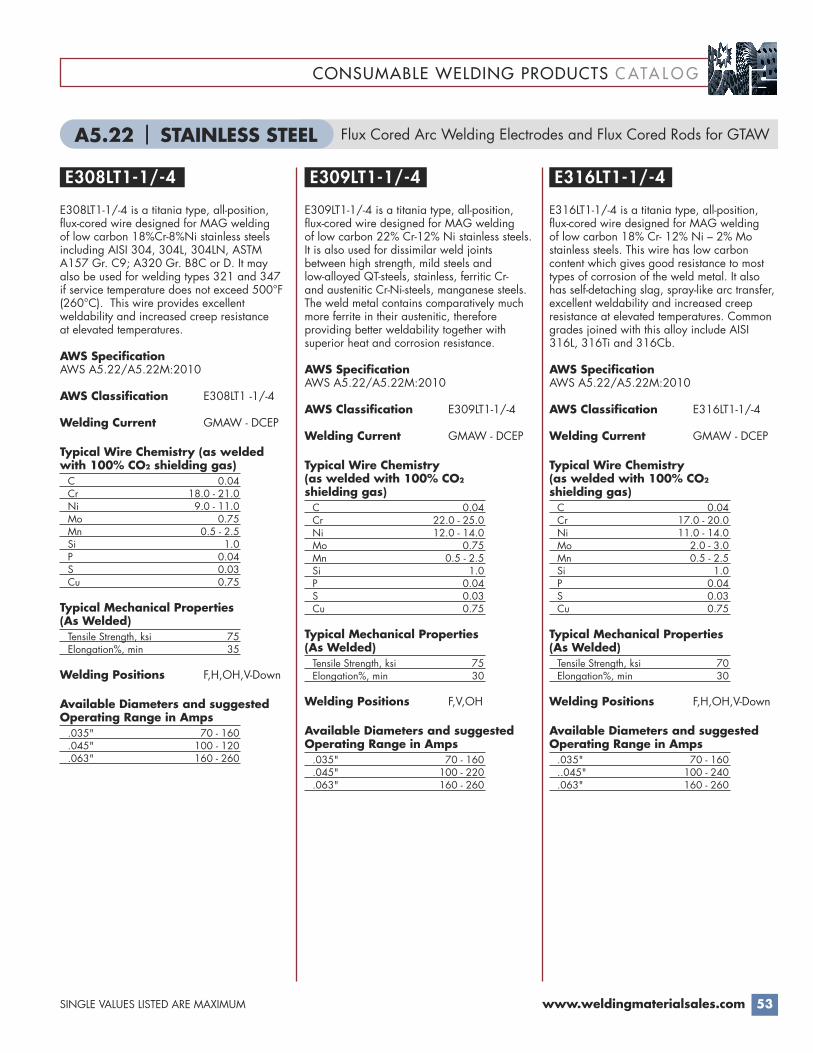
CONSUMABLE WELDING PRODUCTS C ATA L O G
53SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
E308LT1-1/-4 is a titania type, all-position,flux-cored wire designed for MAG welding of low carbon 18%Cr-8%Ni stainless steels including AISI 304, 304L, 304LN, ASTMA157 Gr. C9; A320 Gr. B8C or D. It mayalso be used for welding types 321 and 347if service temperature does not exceed 500°F(260°C). This wire provides excellent weldability and increased creep resistance at elevated temperatures.
AWS SpecificationAWS A5.22/A5.22M:2010
AWS Classification E308LT1 -1/-4
Welding Current GMAW - DCEP
Typical Wire Chemistry (as weldedwith 100% CO2 shielding gas)C 0.04Cr 18.0 - 21.0Ni 9.0 - 11.0Mo 0.75Mn 0.5 - 2.5Si 1.0P 0.04S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Tensile Strength, ksi 75Elongation%, min 35
Welding Positions F,H,OH,V-Down
Available Diameters and suggestedOperating Range in Amps .035" 70 - 160 .045" 100 - 120.063" 160 - 260
E309LT1-1/-4 is a titania type, all-position,flux-cored wire designed for MAG welding of low carbon 22% Cr-12% Ni stainless steels.It is also used for dissimilar weld joints between high strength, mild steels and low-alloyed QT-steels, stainless, ferritic Cr- and austenitic Cr-Ni-steels, manganese steels.The weld metal contains comparatively muchmore ferrite in their austenitic, therefore providing better weldability together with superior heat and corrosion resistance.
AWS SpecificationAWS A5.22/A5.22M:2010
AWS Classification E309LT1-1/-4
Welding Current GMAW - DCEP
Typical Wire Chemistry(as welded with 100% CO2
shielding gas)C 0.04Cr 22.0 - 25.0Ni 12.0 - 14.0Mo 0.75Mn 0.5 - 2.5Si 1.0P 0.04S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Tensile Strength, ksi 75Elongation%, min 30
Welding Positions F,V,OH
Available Diameters and suggestedOperating Range in Amps .035" 70 - 160 .045" 100 - 220.063" 160 - 260
E316LT1-1/-4 is a titania type, all-position,flux-cored wire designed for MAG welding of low carbon 18% Cr- 12% Ni – 2% Mostainless steels. This wire has low carbon content which gives good resistance to mosttypes of corrosion of the weld metal. It alsohas self-detaching slag, spray-like arc transfer,excellent weldability and increased creep resistance at elevated temperatures. Commongrades joined with this alloy include AISI316L, 316Ti and 316Cb.
AWS SpecificationAWS A5.22/A5.22M:2010
AWS Classification E316LT1-1/-4
Welding Current GMAW - DCEP
Typical Wire Chemistry(as welded with 100% CO2
shielding gas)C 0.04Cr 17.0 - 20.0Ni 11.0 - 14.0Mo 2.0 - 3.0Mn 0.5 - 2.5Si 1.0P 0.04S 0.03Cu 0.75
Typical Mechanical Properties(As Welded) Tensile Strength, ksi 70Elongation%, min 30
Welding Positions F,H,OH,V-Down
Available Diameters and suggestedOperating Range in Amps .035" 70 - 160 ..045" 100 - 240.063" 160 - 260
E316LT1-1/-4E309LT1-1/-4E308LT1-1/-4
Flux Cored Arc Welding Electrodes and Flux Cored Rods for GTAWA5.22 | STAINLESS STEEL
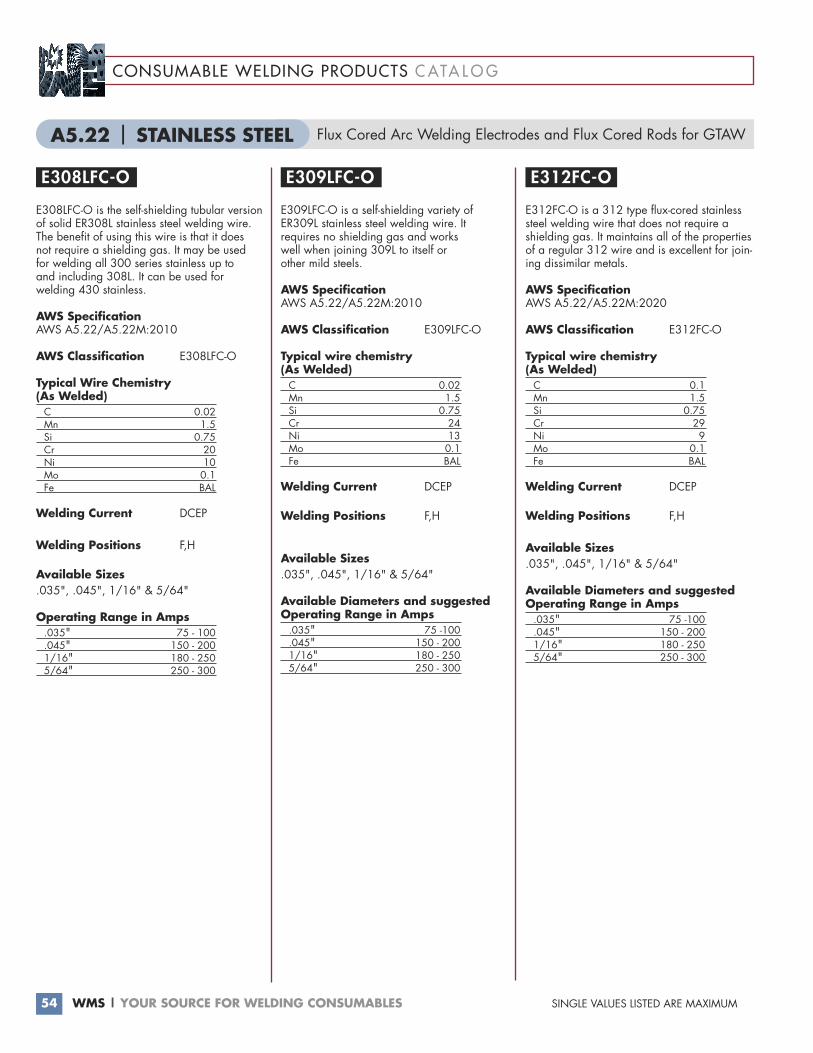
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM54
CONSUMABLE WELDING PRODUCTS C ATA L O G
E308LFC-O is the self-shielding tubular versionof solid ER308L stainless steel welding wire.The benefit of using this wire is that it does not require a shielding gas. It may be used for welding all 300 series stainless up to and including 308L. It can be used for welding 430 stainless.
AWS SpecificationAWS A5.22/A5.22M:2010
AWS Classification E308LFC-O
Typical Wire Chemistry(As Welded)C 0.02Mn 1.5Si 0.75Cr 20Ni 10Mo 0.1Fe BAL
Welding Current DCEP
Welding Positions F,H
Available Sizes .035", .045", 1/16" & 5/64"
Operating Range in Amps .035" 75 - 100 .045" 150 - 200 1/16" 180 - 250 5/64" 250 - 300
E309LFC-O is a self-shielding variety ofER309L stainless steel welding wire. It requires no shielding gas and works well when joining 309L to itself or other mild steels.
AWS SpecificationAWS A5.22/A5.22M:2010
AWS Classification E309LFC-O
Typical wire chemistry(As Welded)C 0.02Mn 1.5Si 0.75Cr 24Ni 13Mo 0.1Fe BAL
Welding Current DCEP
Welding Positions F,H
Available Sizes .035", .045", 1/16" & 5/64"
Available Diameters and suggestedOperating Range in Amps .035" 75 -100 .045" 150 - 200 1/16" 180 - 250 5/64" 250 - 300
E312FC-O is a 312 type flux-cored stainlesssteel welding wire that does not require ashielding gas. It maintains all of the propertiesof a regular 312 wire and is excellent for join-ing dissimilar metals.
AWS SpecificationAWS A5.22/A5.22M:2020
AWS Classification E312FC-O
Typical wire chemistry(As Welded)C 0.1Mn 1.5Si 0.75Cr 29Ni 9Mo 0.1Fe BAL
Welding Current DCEP
Welding Positions F,H
Available Sizes .035", .045", 1/16" & 5/64"
Available Diameters and suggestedOperating Range in Amps .035" 75 -100 .045" 150 - 200 1/16" 180 - 250 5/64" 250 - 300
E309LFC-O E312FC-OE308LFC-O
Flux Cored Arc Welding Electrodes and Flux Cored Rods for GTAWA5.22 | STAINLESS STEEL

CONSUMABLE WELDING PRODUCTS C ATA L O G
55SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
E316LFC-O is a self-shielding flux core versionof solid ER316L stainless steel welding wire. It has a low carbon content and is used forwelding type 316 series stainless steel.
AWS SpecificationAWS A5.22/A5.22M:2010
AWS Classification E316LFC-O
Typical wire chemistry (As Welded)C 0.02Mn 1.5Si 0.75Cr 19Ni 12Mo 2.5Fe BAL
Welding Current DCEP
Welding Positions F,H
Available Sizes .035", .045", 1/16" & 5/64"
Available Diameters and suggestedOperating Range in Amps .035" 75 -100 .045" 150 - 200 1/16" 180 - 250 5/64" 250 - 300
E316LFC-O
Flux Cored Arc Welding Electrodes and Flux Cored Rods for GTAWA5.22 | STAINLESS STEEL

WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM56
CONSUMABLE WELDING PRODUCTS C ATA L O G
ERZr-2 (Zirconium) welding alloy is widelyused in the chemical processing industry. It isused in chemical processes that require alter-nate contact with strong acids and alkalis. Thisalloy has excellent corrosion resistance tomany chemical solutions. It also has excellentresistance to corrosive attack in most organicand mineral acids, strong alkalis, and somemolten salts. ERZr-2 can be machined, weldedand fabricated using the same equipment asprocesses used in fabrication of stainless steel,nickel-based alloys and titanium.
AWS SpecificationAWS A5.24/A5.24M:2005
AWS Classification ERZr-2
Typical wire chemistry(As Welded)Zr+Hf 99.0 minHf 4.5 Fe+Cr 0.20H 0.005 N 0.015C 0.03O 0.11 - 0.15
Typical mechanical properties(As Welded)Yield Strength, ksi 30Tensile Strength, ksi 55Elongation%, min 16
Welding Current DCEP
Available Diameters .045", 1/16", 3/32" & 1/8"
ERZr-2
Bare Welding Electrodes and RodsA5.24 | ZIRCONIUM AND ZIRCONIUM ALLOY
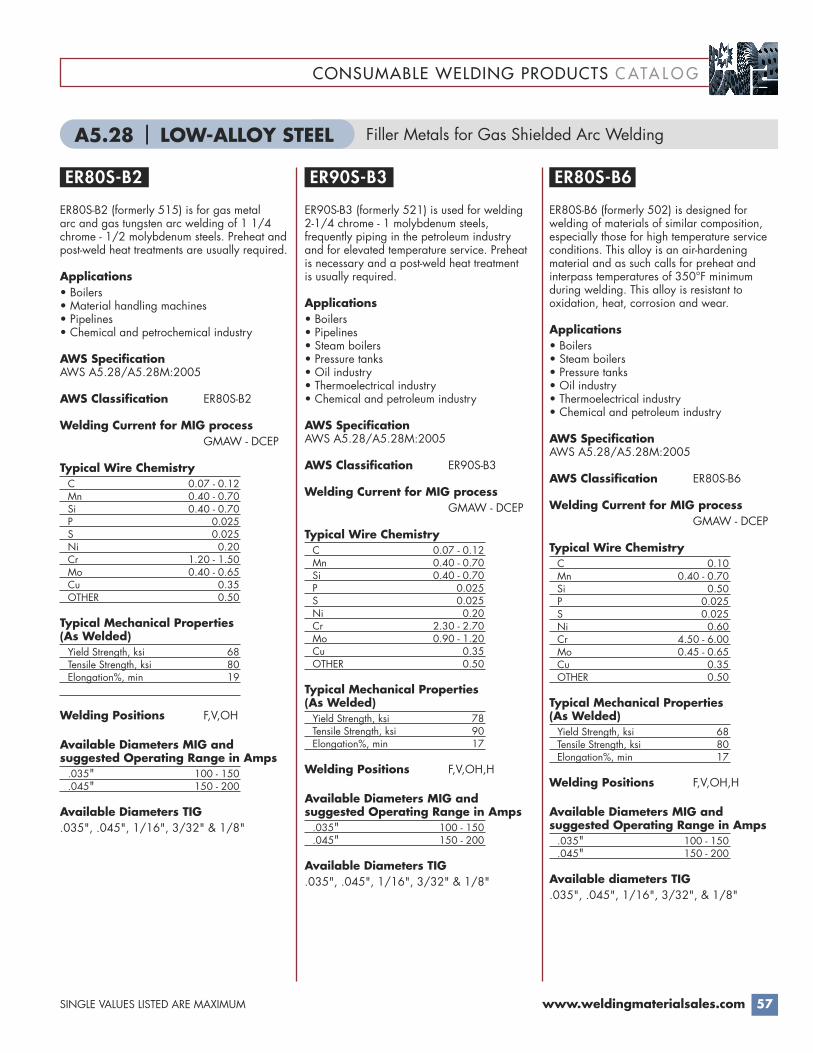
CONSUMABLE WELDING PRODUCTS C ATA L O G
57SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
ER80S-B2 (formerly 515) is for gas metal arc and gas tungsten arc welding of 1 1/4chrome - 1/2 molybdenum steels. Preheat andpost-weld heat treatments are usually required.
Applications• Boilers• Material handling machines• Pipelines• Chemical and petrochemical industry
AWS SpecificationAWS A5.28/A5.28M:2005
AWS Classification ER80S-B2
Welding Current for MIG process GMAW - DCEP
Typical Wire Chemistry C 0.07 - 0.12Mn 0.40 - 0.70Si 0.40 - 0.70P 0.025S 0.025Ni 0.20Cr 1.20 - 1.50Mo 0.40 - 0.65Cu 0.35OTHER 0.50
Typical Mechanical Properties(As Welded) Yield Strength, ksi 68Tensile Strength, ksi 80Elongation%, min 19
Welding Positions F,V,OH
Available Diameters MIG and suggested Operating Range in Amps.035" 100 - 150 .045" 150 - 200
Available Diameters TIG.035", .045", 1/16", 3/32" & 1/8"
ER90S-B3 (formerly 521) is used for welding2-1/4 chrome - 1 molybdenum steels, frequently piping in the petroleum industryand for elevated temperature service. Preheatis necessary and a post-weld heat treatment is usually required.
Applications• Boilers• Pipelines• Steam boilers• Pressure tanks• Oil industry• Thermoelectrical industry• Chemical and petroleum industry
AWS SpecificationAWS A5.28/A5.28M:2005
AWS Classification ER90S-B3
Welding Current for MIG process GMAW - DCEP
Typical Wire Chemistry C 0.07 - 0.12Mn 0.40 - 0.70Si 0.40 - 0.70P 0.025S 0.025Ni 0.20Cr 2.30 - 2.70Mo 0.90 - 1.20Cu 0.35OTHER 0.50
Typical Mechanical Properties(As Welded) Yield Strength, ksi 78Tensile Strength, ksi 90Elongation%, min 17
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps.035" 100 - 150 .045" 150 - 200
Available Diameters TIG.035", .045", 1/16", 3/32" & 1/8"
ER80S-B6 (formerly 502) is designed for welding of materials of similar composition,especially those for high temperature serviceconditions. This alloy is an air-hardening material and as such calls for preheat and interpass temperatures of 350°F minimum during welding. This alloy is resistant to oxidation, heat, corrosion and wear.
Applications• Boilers• Steam boilers• Pressure tanks• Oil industry• Thermoelectrical industry• Chemical and petroleum industry
AWS SpecificationAWS A5.28/A5.28M:2005
AWS Classification ER80S-B6
Welding Current for MIG process GMAW - DCEP
Typical Wire Chemistry C 0.10Mn 0.40 - 0.70Si 0.50P 0.025S 0.025Ni 0.60Cr 4.50 - 6.00Mo 0.45 - 0.65Cu 0.35OTHER 0.50
Typical Mechanical Properties(As Welded) Yield Strength, ksi 68Tensile Strength, ksi 80Elongation%, min 17
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps.035" 100 - 150 .045" 150 - 200
Available diameters TIG.035", .045", 1/16", 3/32", & 1/8"
ER80S-B6ER80S-B2 ER90S-B3
Filler Metals for Gas Shielded Arc WeldingA5.28 | LOW-ALLOY STEEL
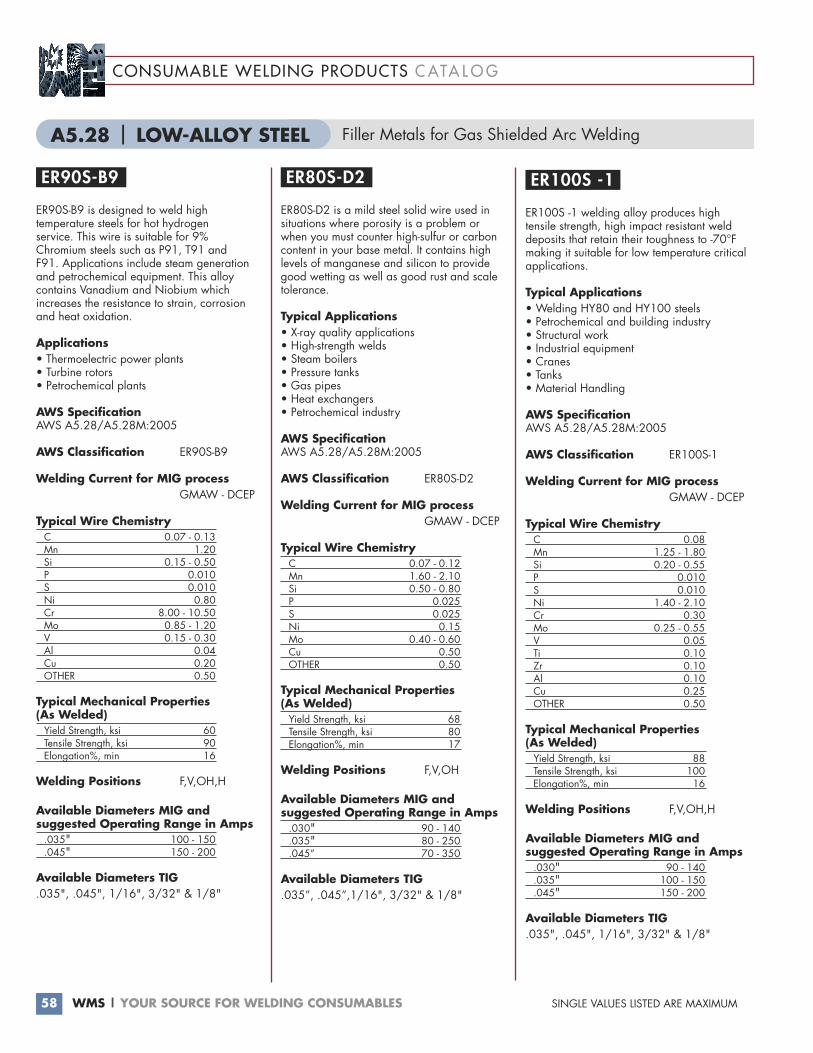
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM58
CONSUMABLE WELDING PRODUCTS C ATA L O G
ER90S-B9 is designed to weld high temperature steels for hot hydrogen service. This wire is suitable for 9% Chromium steels such as P91, T91 and F91. Applications include steam generationand petrochemical equipment. This alloy contains Vanadium and Niobium which increases the resistance to strain, corrosionand heat oxidation.
Applications• Thermoelectric power plants• Turbine rotors• Petrochemical plants
AWS SpecificationAWS A5.28/A5.28M:2005
AWS Classification ER90S-B9
Welding Current for MIG process GMAW - DCEP
Typical Wire Chemistry C 0.07 - 0.13Mn 1.20Si 0.15 - 0.50P 0.010S 0.010Ni 0.80Cr 8.00 - 10.50Mo 0.85 - 1.20V 0.15 - 0.30Al 0.04Cu 0.20OTHER 0.50
Typical Mechanical Properties(As Welded) Yield Strength, ksi 60Tensile Strength, ksi 90Elongation%, min 16
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps.035" 100 - 150 .045" 150 - 200
Available Diameters TIG.035", .045", 1/16", 3/32" & 1/8"
ER80S-D2 is a mild steel solid wire used in situations where porosity is a problem orwhen you must counter high-sulfur or carboncontent in your base metal. It contains highlevels of manganese and silicon to providegood wetting as well as good rust and scaletolerance.
Typical Applications • X-ray quality applications • High-strength welds • Steam boilers• Pressure tanks• Gas pipes• Heat exchangers• Petrochemical industry
AWS SpecificationAWS A5.28/A5.28M:2005
AWS Classification ER80S-D2
Welding Current for MIG process GMAW - DCEP
Typical Wire Chemistry C 0.07 - 0.12Mn 1.60 - 2.10Si 0.50 - 0.80P 0.025S 0.025Ni 0.15Mo 0.40 - 0.60Cu 0.50OTHER 0.50
Typical Mechanical Properties (As Welded) Yield Strength, ksi 68Tensile Strength, ksi 80Elongation%, min 17
Welding Positions F,V,OH
Available Diameters MIG and suggested Operating Range in Amps.030" 90 - 140 .035" 80 - 250 .045” 70 - 350
Available Diameters TIG.035”, .045”,1/16", 3/32" & 1/8"
ER100S -1 welding alloy produces hightensile strength, high impact resistant welddeposits that retain their toughness to -70°Fmaking it suitable for low temperature criticalapplications.
Typical Applications• Welding HY80 and HY100 steels• Petrochemical and building industry• Structural work• Industrial equipment• Cranes• Tanks• Material Handling
AWS SpecificationAWS A5.28/A5.28M:2005
AWS Classification ER100S-1
Welding Current for MIG process GMAW - DCEP
Typical Wire Chemistry C 0.08Mn 1.25 - 1.80Si 0.20 - 0.55P 0.010S 0.010Ni 1.40 - 2.10Cr 0.30Mo 0.25 - 0.55V 0.05Ti 0.10Zr 0.10Al 0.10Cu 0.25OTHER 0.50
Typical Mechanical Properties(As Welded) Yield Strength, ksi 88Tensile Strength, ksi 100Elongation%, min 16
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps.030" 90 - 140.035" 100 - 150 .045" 150 - 200
Available Diameters TIG.035", .045", 1/16", 3/32" & 1/8"
ER90S-B9 ER80S-D2 ER100S -1
Filler Metals for Gas Shielded Arc WeldingA5.28 | LOW-ALLOY STEEL
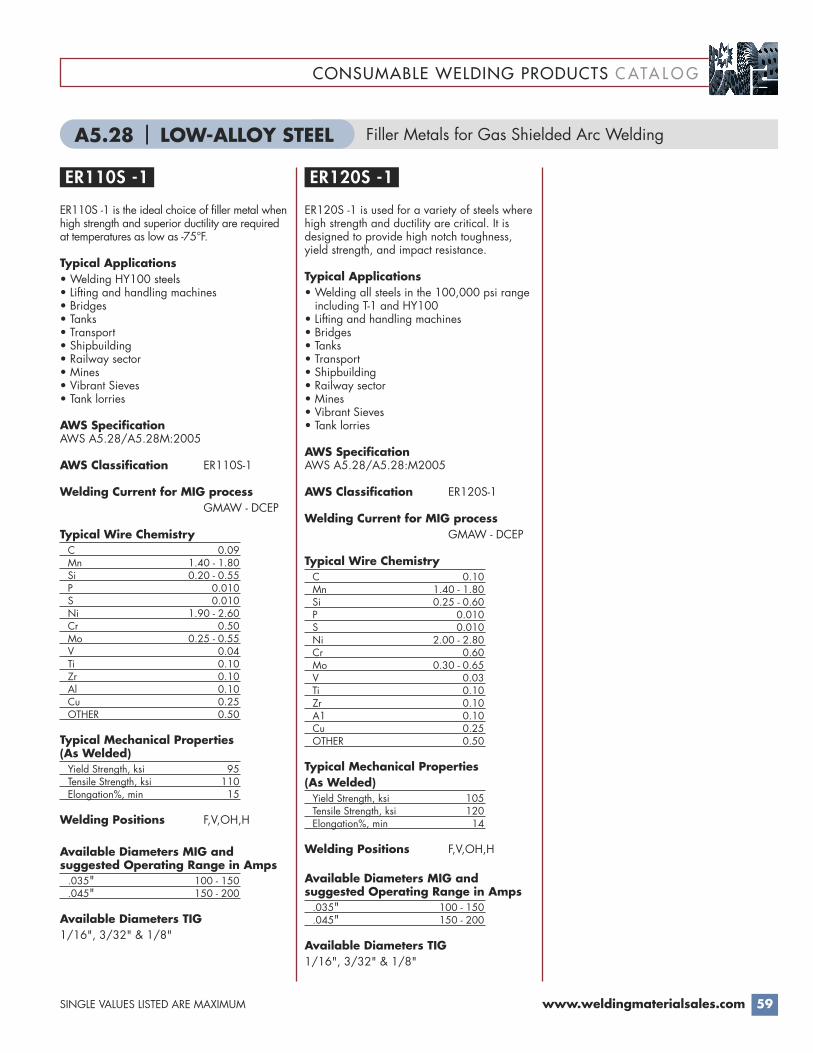
CONSUMABLE WELDING PRODUCTS C ATA L O G
59SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
ER110S -1 is the ideal choice of filler metal whenhigh strength and superior ductility are requiredat temperatures as low as -75°F.
Typical Applications• Welding HY100 steels• Lifting and handling machines• Bridges• Tanks• Transport• Shipbuilding• Railway sector• Mines• Vibrant Sieves• Tank lorries
AWS SpecificationAWS A5.28/A5.28M:2005
AWS Classification ER110S-1
Welding Current for MIG process GMAW - DCEP
Typical Wire Chemistry C 0.09Mn 1.40 - 1.80Si 0.20 - 0.55P 0.010S 0.010Ni 1.90 - 2.60Cr 0.50Mo 0.25 - 0.55V 0.04Ti 0.10Zr 0.10Al 0.10Cu 0.25OTHER 0.50
Typical Mechanical Properties(As Welded) Yield Strength, ksi 95Tensile Strength, ksi 110Elongation%, min 15
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps.035" 100 - 150 .045" 150 - 200
Available Diameters TIG1/16", 3/32" & 1/8"
ER120S -1 is used for a variety of steels wherehigh strength and ductility are critical. It is designed to provide high notch toughness,yield strength, and impact resistance.
Typical Applications• Welding all steels in the 100,000 psi rangeincluding T-1 and HY100
• Lifting and handling machines• Bridges• Tanks• Transport• Shipbuilding• Railway sector• Mines• Vibrant Sieves• Tank lorries
AWS SpecificationAWS A5.28/A5.28:M2005
AWS Classification ER120S-1
Welding Current for MIG process GMAW - DCEP
Typical Wire Chemistry C 0.10Mn 1.40 - 1.80Si 0.25 - 0.60P 0.010S 0.010Ni 2.00 - 2.80Cr 0.60Mo 0.30 - 0.65V 0.03Ti 0.10Zr 0.10A1 0.10Cu 0.25OTHER 0.50
Typical Mechanical Properties(As Welded) Yield Strength, ksi 105Tensile Strength, ksi 120Elongation%, min 14
Welding Positions F,V,OH,H
Available Diameters MIG and suggested Operating Range in Amps.035" 100 - 150 .045" 150 - 200
Available Diameters TIG1/16", 3/32" & 1/8"
ER120S -1ER110S -1
Filler Metals for Gas Shielded Arc WeldingA5.28 | LOW-ALLOY STEEL

WMS | YOUR SOURCE FOR WELDING CONSUMABLES 60
CONSUMABLE WELDING PRODUCTS C ATA L O G
Core, Bare, and Coated ElectrodesHARDFACING
MIG WIRES ON 33#/50# SPOOLS and 250#/550# drums - DIAMETERS OF .045", 1/16", 5/64"& 3/32"
STICK ELECTRODE IN 5# PLASTIC CARTONS - DIAMETERS OF 1/8", 5/32" & 3/16"
MIG TUBULAR WIRES
STICK ELECTRODES
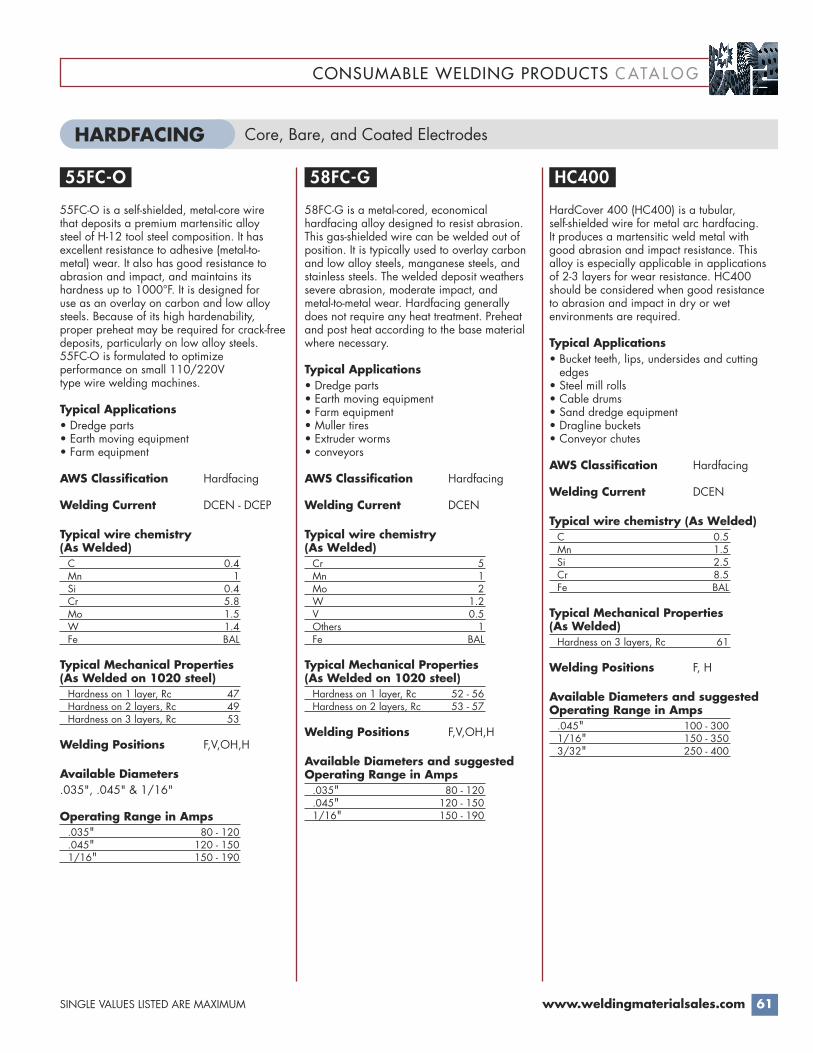
CONSUMABLE WELDING PRODUCTS C ATA L O G
61SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
55FC-O is a self-shielded, metal-core wire that deposits a premium martensitic alloy steel of H-12 tool steel composition. It has excellent resistance to adhesive (metal-to-metal) wear. It also has good resistance toabrasion and impact, and maintains its hardness up to 1000°F. It is designed for use as an overlay on carbon and low alloysteels. Because of its high hardenability,proper preheat may be required for crack-freedeposits, particularly on low alloy steels.55FC-O is formulated to optimize performance on small 110/220V type wire welding machines.
Typical Applications• Dredge parts• Earth moving equipment• Farm equipment
AWS Classification Hardfacing
Welding Current DCEN - DCEP
Typical wire chemistry(As Welded)C 0.4Mn 1Si 0.4Cr 5.8Mo 1.5W 1.4Fe BAL
Typical Mechanical Properties(As Welded on 1020 steel)Hardness on 1 layer, Rc 47Hardness on 2 layers, Rc 49Hardness on 3 layers, Rc 53
Welding Positions F,V,OH,H
Available Diameters.035", .045" & 1/16"
Operating Range in Amps.035" 80 - 120.045" 120 - 1501/16" 150 - 190
58FC-G is a metal-cored, economical hardfacing alloy designed to resist abrasion.This gas-shielded wire can be welded out ofposition. It is typically used to overlay carbonand low alloy steels, manganese steels, andstainless steels. The welded deposit weatherssevere abrasion, moderate impact, and metal-to-metal wear. Hardfacing generallydoes not require any heat treatment. Preheatand post heat according to the base materialwhere necessary.
Typical Applications• Dredge parts• Earth moving equipment• Farm equipment• Muller tires• Extruder worms• conveyors
AWS Classification Hardfacing
Welding Current DCEN
Typical wire chemistry(As Welded)Cr 5Mn 1Mo 2W 1.2V 0.5Others 1Fe BAL
Typical Mechanical Properties(As Welded on 1020 steel)Hardness on 1 layer, Rc 52 - 56Hardness on 2 layers, Rc 53 - 57
Welding Positions F,V,OH,H
Available Diameters and suggestedOperating Range in Amps.035" 80 - 120.045" 120 - 1501/16" 150 - 190
HardCover 400 (HC400) is a tubular, self-shielded wire for metal arc hardfacing. It produces a martensitic weld metal withgood abrasion and impact resistance. Thisalloy is especially applicable in applicationsof 2-3 layers for wear resistance. HC400should be considered when good resistance to abrasion and impact in dry or wet environments are required.
Typical Applications• Bucket teeth, lips, undersides and cuttingedges
• Steel mill rolls• Cable drums• Sand dredge equipment• Dragline buckets• Conveyor chutes
AWS Classification Hardfacing
Welding Current DCEN
Typical wire chemistry (As Welded)C 0.5Mn 1.5Si 2.5Cr 8.5Fe BAL
Typical Mechanical Properties(As Welded)Hardness on 3 layers, Rc 61
Welding Positions F, H
Available Diameters and suggestedOperating Range in Amps.045" 100 - 3001/16" 150 - 3503/32" 250 - 400
HC40058FC-G55FC-O
Core, Bare, and Coated ElectrodesHARDFACING

WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM62
CONSUMABLE WELDING PRODUCTS C ATA L O G
HardCover 410 (HC410) is a tubular, self-shielded wire for metal arc hardfacing. It isused for hardfacing components subject to simultaneous abrasive wear and impact.
Typical Applications• Crusher parts for relatively soft materials• Brick industry components• Bucket lips• Garbage crusher hammers• Shredders• Conveyor screws• Augers• Wear bars
AWS Classification Hardfacing
Welding Current DCEN
Typical wire chemistry (as welded)C 3Mn 1.5Si 1.5Cr 15Fe BAL
Typical Mechanical Properties(As Welded)Hardness on 3 layers, Rc 46 - 50
Welding Positions F,H
Available Diameters and suggestedOperating Range in Amps.045" 100 - 3001/16" 150 - 3503/32" 250 - 400
HardCover 420 (HC420) is a high chromiumcast iron for hardsurfacing components subjectto extremely severe abrasive wear and moder-ate impact. The weld deposit contains a highproportion of hard primary chromium car-bides in a tough austenitic matrix. HC420 isused for hardfacing components undergoingwear by earth, sand and abrasives.
Typical Applications• Gyratory crusher cones and mantles• Catalyst pipes and valves• Slurry pipes and valve bodies• Dredge pump bodies• Sand dredge parts• Extruder screws• Mining and earth moving equipment
AWS Classification Hardfacing
Welding Current DCEN
Typical wire chemistry (as welded)C 5Mn 1.5Si 1.5Cr 27Fe BAL
Typical Mechanical Properties(As Welded)Hardness on 3 layers, Rc 60 - 62
Welding Positions F,H
Available Diameters and suggestedOperating Range in Amps.045" 100 - 3001/16" 150 - 3503/32" 250 - 4001/8" 250 - 500
HardCover 430 (HC430) is a tubular, self-shielded wire for metal arc hardfacing. It is an austenitic manganese steel type alloyused for build-up and reinforcing manganesesteel castings and wear components. It has excellent work hardening properties. The degree of work hardening is dependent on the amount of impact on the rebuilt component. HC430 should be consideredwhen rebuilding 14% manganese steel parts.
Typical Applications• Reclaiming crusher jaws and rolls• Gyratory mantles• Blow bars• Swing hammers• Manganese dredge components• Railroad sections• Bucket teeth and lips
AWS Classification Hardfacing
Welding Current DCEN
Typical wire chemistry (as welded)C 1Mn 14Si 0.5Cr 3.5Ni 1Fe BAL
Typical Mechanical Properties(As welded and work hardened)Hardness on 3 layers, Rc 46
Welding Positions F,H
Available Diameters and suggestedOperating Range in Amps.045" 160 - 2801/16" 200 - 3503/32" 250 - 450
HC430HC420HC410
Core, Bare, and Coated ElectrodesHARDFACING
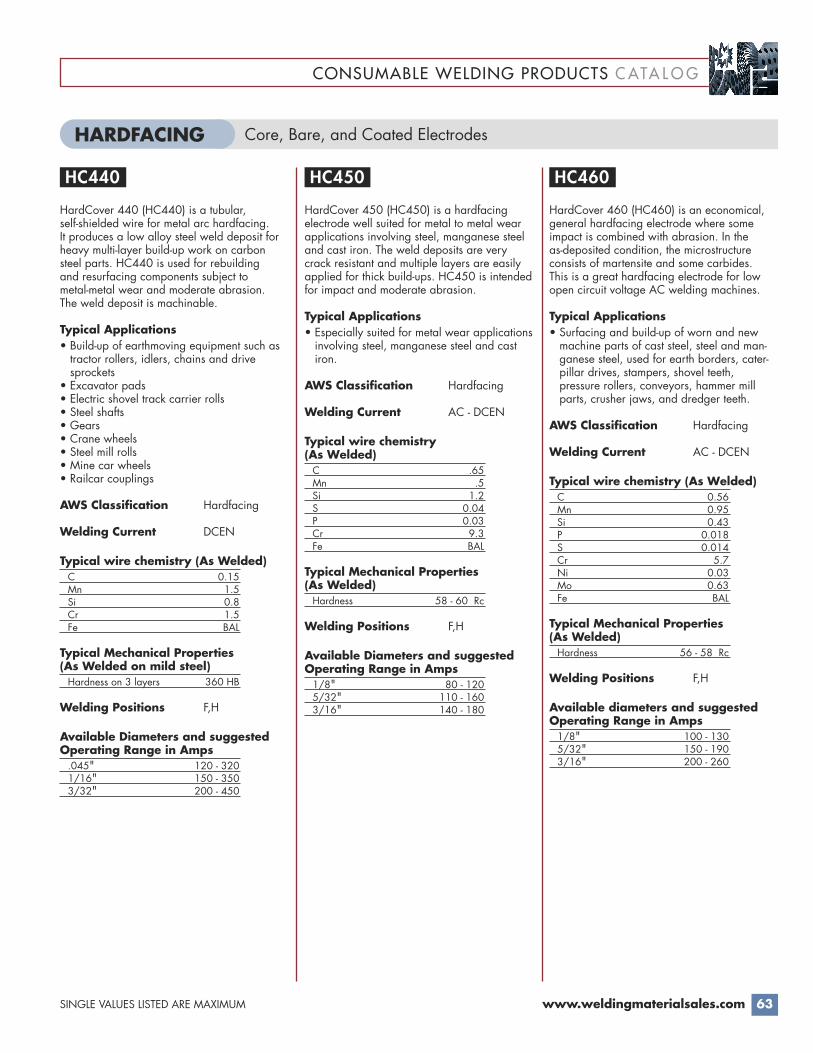
CONSUMABLE WELDING PRODUCTS C ATA L O G
63SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
HardCover 440 (HC440) is a tubular, self-shielded wire for metal arc hardfacing. It produces a low alloy steel weld deposit forheavy multi-layer build-up work on carbonsteel parts. HC440 is used for rebuilding and resurfacing components subject to metal-metal wear and moderate abrasion. The weld deposit is machinable.
Typical Applications• Build-up of earthmoving equipment such astractor rollers, idlers, chains and drivesprockets
• Excavator pads• Electric shovel track carrier rolls• Steel shafts• Gears• Crane wheels• Steel mill rolls• Mine car wheels• Railcar couplings
AWS Classification Hardfacing
Welding Current DCEN
Typical wire chemistry (As Welded)C 0.15Mn 1.5Si 0.8Cr 1.5Fe BAL
Typical Mechanical Properties(As Welded on mild steel)Hardness on 3 layers 360 HB
Welding Positions F,H
Available Diameters and suggestedOperating Range in Amps.045" 120 - 3201/16" 150 - 3503/32" 200 - 450
HardCover 450 (HC450) is a hardfacing electrode well suited for metal to metal wearapplications involving steel, manganese steeland cast iron. The weld deposits are verycrack resistant and multiple layers are easilyapplied for thick build-ups. HC450 is intendedfor impact and moderate abrasion.
Typical Applications• Especially suited for metal wear applicationsinvolving steel, manganese steel and castiron.
AWS Classification Hardfacing
Welding Current AC - DCEN
Typical wire chemistry(As Welded)C .65Mn .5Si 1.2S 0.04P 0.03Cr 9.3Fe BAL
Typical Mechanical Properties(As Welded)Hardness 58 - 60 Rc
Welding Positions F,H
Available Diameters and suggestedOperating Range in Amps1/8" 80 - 1205/32" 110 - 1603/16" 140 - 180
HardCover 460 (HC460) is an economical,general hardfacing electrode where some impact is combined with abrasion. In the as-deposited condition, the microstructure consists of martensite and some carbides. This is a great hardfacing electrode for lowopen circuit voltage AC welding machines.
Typical Applications• Surfacing and build-up of worn and newmachine parts of cast steel, steel and man-ganese steel, used for earth borders, cater-pillar drives, stampers, shovel teeth,pressure rollers, conveyors, hammer millparts, crusher jaws, and dredger teeth.
AWS Classification Hardfacing
Welding Current AC - DCEN
Typical wire chemistry (As Welded)C 0.56Mn 0.95Si 0.43P 0.018S 0.014Cr 5.7Ni 0.03Mo 0.63Fe BAL
Typical Mechanical Properties(As Welded)Hardness 56 - 58 Rc
Welding Positions F,H
Available diameters and suggestedOperating Range in Amps1/8" 100 - 1305/32" 150 - 1903/16" 200 - 260
HC460HC450HC440
Core, Bare, and Coated ElectrodesHARDFACING
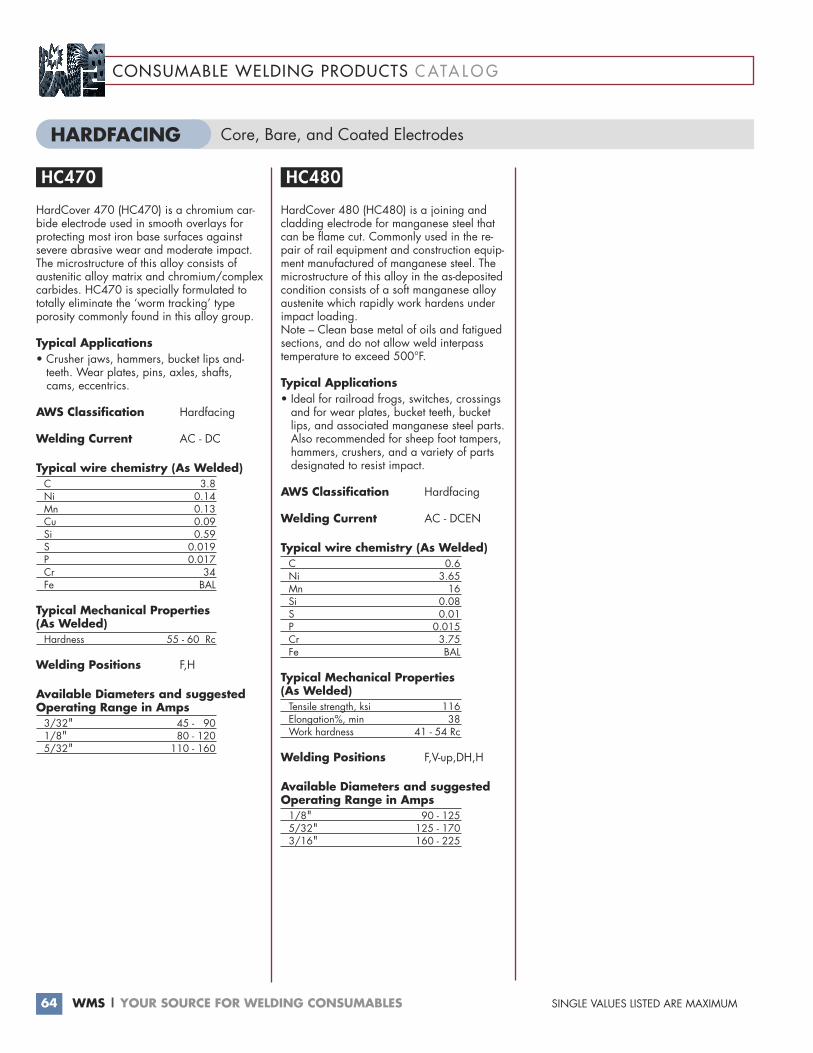
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM64
CONSUMABLE WELDING PRODUCTS C ATA L O G
HardCover 470 (HC470) is a chromium car-bide electrode used in smooth overlays forprotecting most iron base surfaces against severe abrasive wear and moderate impact.The microstructure of this alloy consists ofaustenitic alloy matrix and chromium/complexcarbides. HC470 is specially formulated to totally eliminate the ‘worm tracking’ typeporosity commonly found in this alloy group.
Typical Applications• Crusher jaws, hammers, bucket lips and-teeth. Wear plates, pins, axles, shafts, cams, eccentrics.
AWS Classification Hardfacing
Welding Current AC - DC
Typical wire chemistry (As Welded)C 3.8Ni 0.14Mn 0.13Cu 0.09Si 0.59S 0.019P 0.017Cr 34Fe BAL
Typical Mechanical Properties(As Welded)Hardness 55 - 60 Rc
Welding Positions F,H
Available Diameters and suggestedOperating Range in Amps3/32" 45 - 901/8" 80 - 1205/32" 110 - 160
HardCover 480 (HC480) is a joining andcladding electrode for manganese steel thatcan be flame cut. Commonly used in the re-pair of rail equipment and construction equip-ment manufactured of manganese steel. Themicrostructure of this alloy in the as-depositedcondition consists of a soft manganese alloyaustenite which rapidly work hardens underimpact loading. Note – Clean base metal of oils and fatiguedsections, and do not allow weld interpass temperature to exceed 500°F.
Typical Applications• Ideal for railroad frogs, switches, crossingsand for wear plates, bucket teeth, bucketlips, and associated manganese steel parts.Also recommended for sheep foot tampers,hammers, crushers, and a variety of partsdesignated to resist impact.
AWS Classification Hardfacing
Welding Current AC - DCEN
Typical wire chemistry (As Welded)C 0.6Ni 3.65Mn 16Si 0.08S 0.01P 0.015Cr 3.75Fe BAL
Typical Mechanical Properties(As Welded)Tensile strength, ksi 116Elongation%, min 38Work hardness 41 - 54 Rc
Welding Positions F,V-up,DH,H
Available Diameters and suggestedOperating Range in Amps1/8" 90 - 1255/32" 125 - 1703/16" 160 - 225
HC480HC470
Core, Bare, and Coated ElectrodesHARDFACING

CONSUMABLE WELDING PRODUCTS C ATA L O G
65SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
A-2 Air Hardening Tool Steel produces welddeposits that are completely heat-treatableand have excellent resistance to high abrasion, medium impact, and wear. The deposits are also highly crack resistant andforgeable. Typical applications encounteredare trim steels, piercing punches, flange, andforming dies as well as some draw form operations. This alloy is most widely used for general repair of the air hardening grades where a complete heat treat cycle will be used.
Alloy TypeTypical 5% Chromium Air Hardening
Hardness as weldedRockwell C 58-62
Heat TreatmentA-2 Procedure
Welding Positions F,V,OH,H
Shielding GasArgon (recommended)
Available Diameters SMAW – 3/32", 1/8", 5/32" & 3/16"GTAW – .030", .035", .045", 1/16" & 1/8"
M-2 high speed tool steel is an 8% molybdenum wire that produces hard aswelded deposits which retain maximum hardness up to operating temperatures of1100°F. M-2 has a high toughness characteristic which provides an answer tofacing fine edges that must be ground withsharp angles, where danger of edge crumbling or chipping is encountered.
Typical Applications• High speed wear applications such asblanking dies and shearing blades
Alloy TypeTypical Molybdenum High Speed
Hardness as weldedRockwell C 59-63
Heat TreatmentM-2 Procedure
Available Diameters SMAW – 3/32", 1/8", 5/32" & 3/16"GTAW – .030", .035", .045", 1/16" & 1/8"
M-2A-2
Filler MetalsTOOL STEEL
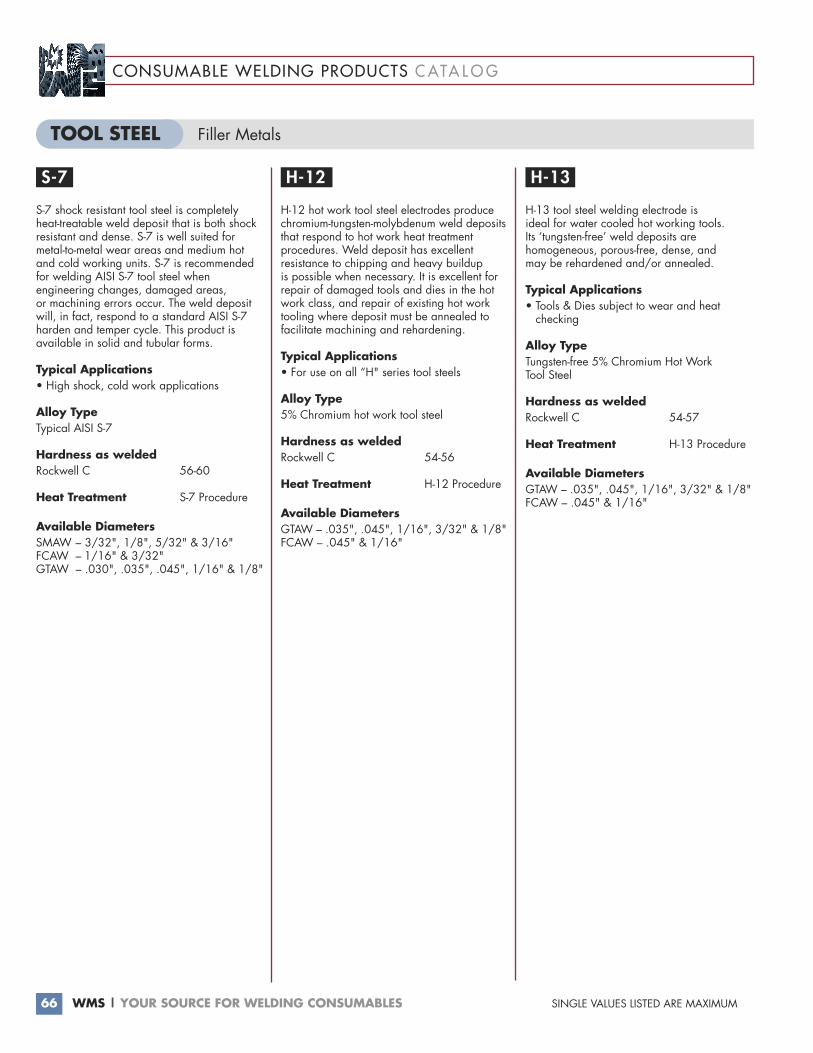
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM66
CONSUMABLE WELDING PRODUCTS C ATA L O G
S-7 shock resistant tool steel is completelyheat-treatable weld deposit that is both shockresistant and dense. S-7 is well suited formetal-to-metal wear areas and medium hotand cold working units. S-7 is recommendedfor welding AISI S-7 tool steel when engineering changes, damaged areas, or machining errors occur. The weld depositwill, in fact, respond to a standard AISI S-7harden and temper cycle. This product isavailable in solid and tubular forms.
Typical Applications• High shock, cold work applications
Alloy TypeTypical AISI S-7
Hardness as weldedRockwell C 56-60
Heat Treatment S-7 Procedure
Available Diameters SMAW – 3/32", 1/8", 5/32" & 3/16"FCAW – 1/16" & 3/32"GTAW – .030", .035", .045", 1/16" & 1/8"
H-12 hot work tool steel electrodes producechromium-tungsten-molybdenum weld depositsthat respond to hot work heat treatment procedures. Weld deposit has excellent resistance to chipping and heavy buildup is possible when necessary. It is excellent forrepair of damaged tools and dies in the hotwork class, and repair of existing hot worktooling where deposit must be annealed to facilitate machining and rehardening.
Typical Applications• For use on all “H" series tool steels
Alloy Type5% Chromium hot work tool steel
Hardness as weldedRockwell C 54-56
Heat Treatment H-12 Procedure
Available DiametersGTAW – .035", .045", 1/16", 3/32" & 1/8"FCAW – .045" & 1/16"
H-13 tool steel welding electrode is ideal for water cooled hot working tools. Its ‘tungsten-free’ weld deposits are homogeneous, porous-free, dense, and may be rehardened and/or annealed.
Typical Applications• Tools & Dies subject to wear and heat checking
Alloy TypeTungsten-free 5% Chromium Hot Work Tool Steel
Hardness as weldedRockwell C 54-57
Heat Treatment H-13 Procedure
Available DiametersGTAW – .035", .045", 1/16", 3/32" & 1/8"FCAW – .045" & 1/16"
H-13H-12S-7
Filler MetalsTOOL STEEL
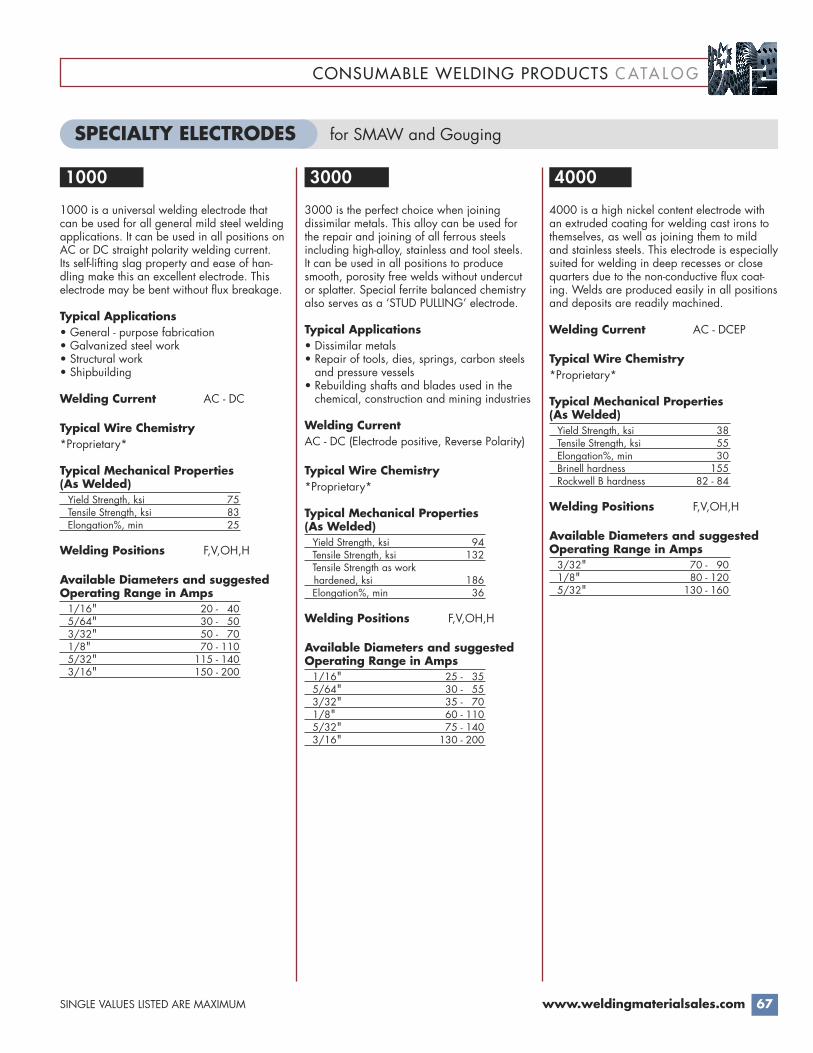
1000 is a universal welding electrode thatcan be used for all general mild steel weldingapplications. It can be used in all positions onAC or DC straight polarity welding current.Its self-lifting slag property and ease of han-dling make this an excellent electrode. Thiselectrode may be bent without flux breakage.
Typical Applications• General - purpose fabrication• Galvanized steel work• Structural work• Shipbuilding
Welding Current AC - DC
Typical Wire Chemistry *Proprietary*
Typical Mechanical Properties(As Welded) Yield Strength, ksi 75Tensile Strength, ksi 83Elongation%, min 25
Welding Positions F,V,OH,H
Available Diameters and suggestedOperating Range in Amps 1/16" 20 - 405/64" 30 - 503/32" 50 - 701/8" 70 - 1105/32" 115 - 1403/16" 150 - 200
3000 is the perfect choice when joining dissimilar metals. This alloy can be used forthe repair and joining of all ferrous steels including high-alloy, stainless and tool steels. It can be used in all positions to producesmooth, porosity free welds without undercutor splatter. Special ferrite balanced chemistryalso serves as a ‘STUD PULLING’ electrode.
Typical Applications• Dissimilar metals• Repair of tools, dies, springs, carbon steelsand pressure vessels
• Rebuilding shafts and blades used in thechemical, construction and mining industries
Welding CurrentAC - DC (Electrode positive, Reverse Polarity)
Typical Wire Chemistry *Proprietary*
Typical Mechanical Properties(As Welded) Yield Strength, ksi 94Tensile Strength, ksi 132Tensile Strength as workhardened, ksi 186Elongation%, min 36
Welding Positions F,V,OH,H
Available Diameters and suggestedOperating Range in Amps 1/16" 25 - 355/64" 30 - 553/32" 35 - 70 1/8" 60 - 1105/32" 75 - 1403/16" 130 - 200
4000 is a high nickel content electrode withan extruded coating for welding cast irons tothemselves, as well as joining them to mildand stainless steels. This electrode is especiallysuited for welding in deep recesses or closequarters due to the non-conductive flux coat-ing. Welds are produced easily in all positionsand deposits are readily machined.
Welding Current AC - DCEP
Typical Wire Chemistry *Proprietary*
Typical Mechanical Properties(As Welded) Yield Strength, ksi 38Tensile Strength, ksi 55Elongation%, min 30Brinell hardness 155Rockwell B hardness 82 - 84
Welding Positions F,V,OH,H
Available Diameters and suggestedOperating Range in Amps 3/32" 70 - 90 1/8" 80 - 1205/32" 130 - 160
40001000 3000
CONSUMABLE WELDING PRODUCTS C ATA L O G
67SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
for SMAW and GougingSPECIALTY ELECTRODES
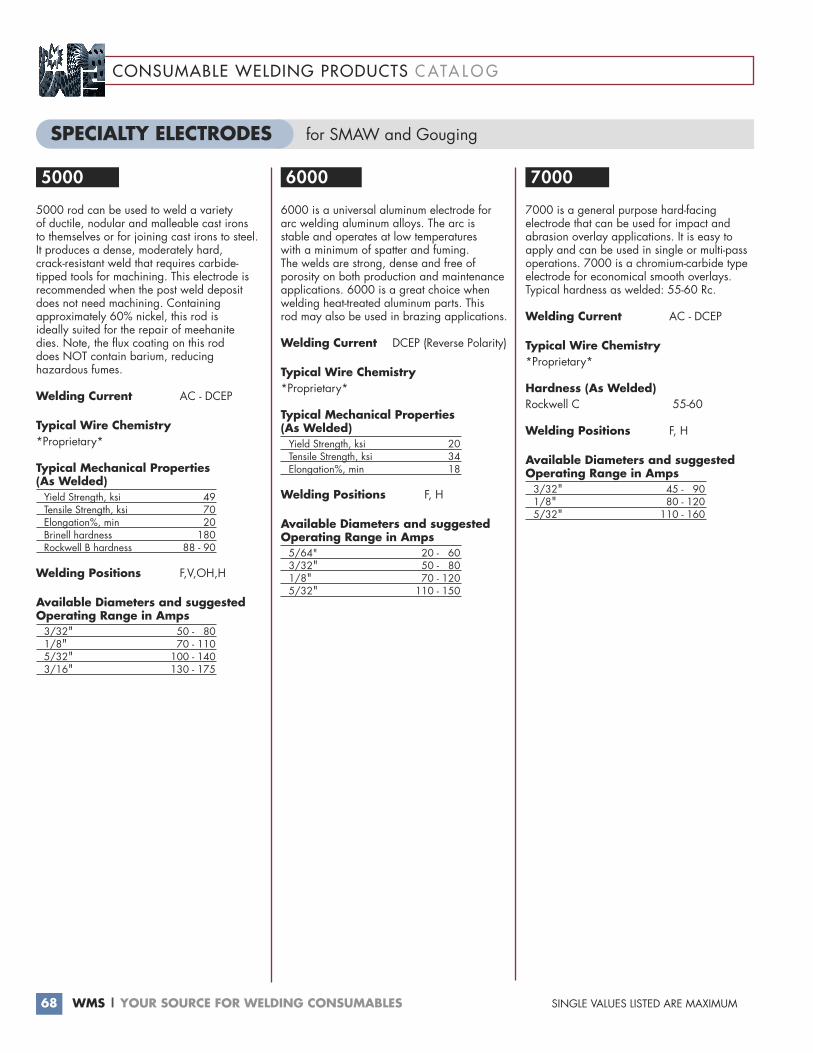
5000 rod can be used to weld a variety of ductile, nodular and malleable cast irons to themselves or for joining cast irons to steel. It produces a dense, moderately hard, crack-resistant weld that requires carbide-tipped tools for machining. This electrode isrecommended when the post weld depositdoes not need machining. Containing approximately 60% nickel, this rod is ideally suited for the repair of meehanite dies. Note, the flux coating on this rod does NOT contain barium, reducing hazardous fumes.
Welding Current AC - DCEP
Typical Wire Chemistry *Proprietary*
Typical Mechanical Properties(As Welded) Yield Strength, ksi 49Tensile Strength, ksi 70Elongation%, min 20Brinell hardness 180Rockwell B hardness 88 - 90
Welding Positions F,V,OH,H
Available Diameters and suggestedOperating Range in Amps 3/32" 50 - 80 1/8" 70 - 1105/32" 100 - 1403/16" 130 - 175
6000 is a universal aluminum electrode forarc welding aluminum alloys. The arc is stable and operates at low temperatures with a minimum of spatter and fuming. The welds are strong, dense and free of porosity on both production and maintenance applications. 6000 is a great choice whenwelding heat-treated aluminum parts. This rod may also be used in brazing applications.
Welding Current DCEP (Reverse Polarity)
Typical Wire Chemistry *Proprietary*
Typical Mechanical Properties(As Welded) Yield Strength, ksi 20Tensile Strength, ksi 34Elongation%, min 18
Welding Positions F, H
Available Diameters and suggestedOperating Range in Amps 5/64" 20 - 603/32" 50 - 80 1/8" 70 - 1205/32" 110 - 150
7000 is a general purpose hard-facing electrode that can be used for impact andabrasion overlay applications. It is easy toapply and can be used in single or multi-pass operations. 7000 is a chromium-carbide typeelectrode for economical smooth overlays.Typical hardness as welded: 55-60 Rc.
Welding Current AC - DCEP
Typical Wire Chemistry *Proprietary*
Hardness (As Welded)Rockwell C 55-60
Welding Positions F, H
Available Diameters and suggestedOperating Range in Amps 3/32" 45 - 90 1/8" 80 - 1205/32" 110 - 160
5000 70006000
WMS | YOUR SOURCE FOR WELDING CONSUMABLES SINGLE VALUES LISTED ARE MAXIMUM68
CONSUMABLE WELDING PRODUCTS C ATA L O G
for SMAW and GougingSPECIALTY ELECTRODES

8000 chamfer electrode is designed for cutting, gouging and/or beveling all metals including stainless steels, aluminums and copper. It has excellent re-strike capability, the cut is smooth and uniform, and the slagpractically falls off. It operates on DC straightpolarity and requires high current. 8000 is excellent for the removal of stainless steeljoints and overlays. No oxygen is required.
Typical Applications• Removing unwanted or defective weld metal• Preparing parts prior to welding• Removing risers and reducing large areas of metal prior to machining
Welding Current AC - DCEN (Electrode Negative, Straight Polarity)
Typical Wire Chemistry *Proprietary*
Welding Positions F,V,OH
Available Diameters and suggestedOperating Range in Amps 3/32" 100 - 170 1/8" 170 - 2505/32" 220 - 3303/16" 300 - 450
Air Carbon Gouging Electrodes (or carbons)are designed for cutting and gouging metalssuch as carbon steel, stainless steel, copper,aluminum, and some high temperature alloys.The process is one in which an air-carbon arctorch is used to create an electric arc whichmelts away the metal, then uses compressedair to “blow" the molten metal out of thegroove. Gouging carbons come in both copper coated and plain, and are also available jointed for continuous feeding operations. The copper coating improves conductivity offering more efficient and cooler operation.
Typical chemistry80% Graphite20% Copper
Available Diameters1/8", 5/32", 3/16", 1/4", 5/16“, 3/8",1/2" & 3/4"
Operating Range in Amps1/8" 60 - 100 5/32" 100 - 200 3/16" 150 - 2501/4 200 - 300 5/16" 250 - 350 3/8" 350 - 450 1/2" 700 - 9005/8” 1000 - 12503/4" 900 - 1200
8000 Air Carbon Gouging Electrodes
CONSUMABLE WELDING PRODUCTS C ATA L O G
69SINGLE VALUES LISTED ARE MAXIMUM www.weldingmaterialsales.com
for SMAW and GougingSPECIALTY ELECTRODES
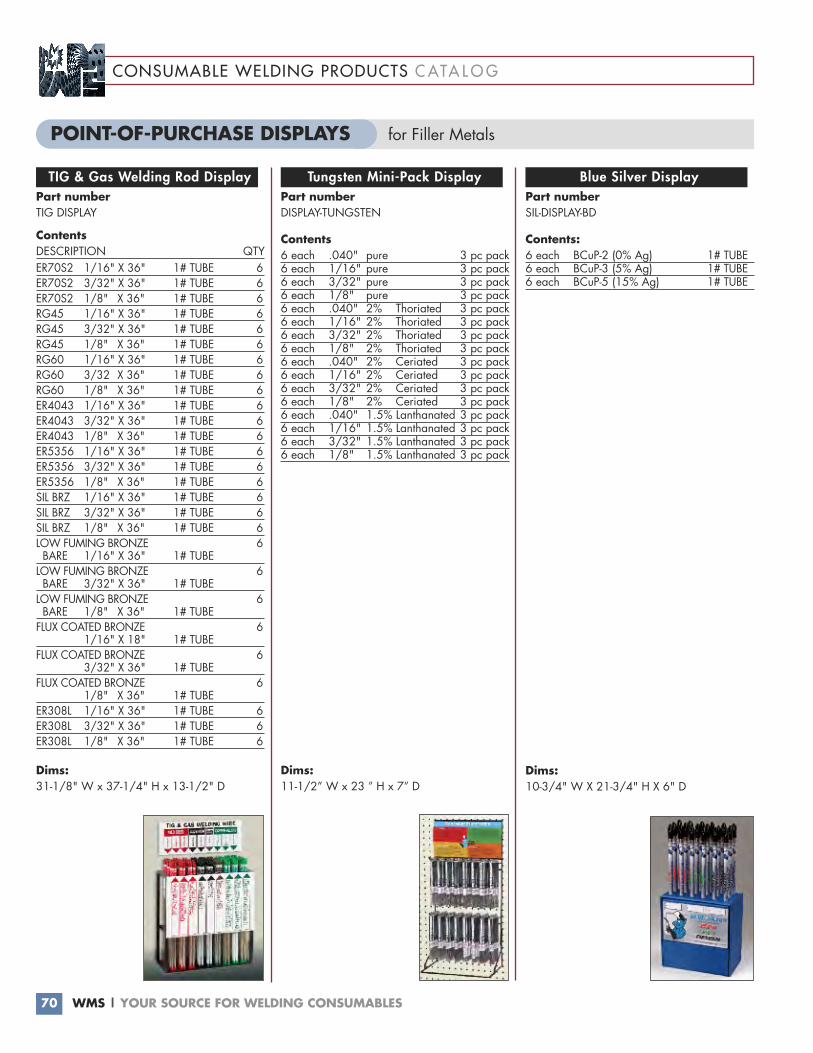
WMS | YOUR SOURCE FOR WELDING CONSUMABLES 70
Part numberTIG DISPLAY
ContentsDESCRIPTION QTYER70S2 1/16" X 36" 1# TUBE 6ER70S2 3/32" X 36" 1# TUBE 6ER70S2 1/8" X 36" 1# TUBE 6RG45 1/16" X 36" 1# TUBE 6RG45 3/32" X 36" 1# TUBE 6RG45 1/8" X 36" 1# TUBE 6RG60 1/16" X 36" 1# TUBE 6RG60 3/32 X 36" 1# TUBE 6RG60 1/8" X 36" 1# TUBE 6ER4043 1/16" X 36" 1# TUBE 6ER4043 3/32" X 36" 1# TUBE 6ER4043 1/8" X 36" 1# TUBE 6ER5356 1/16" X 36" 1# TUBE 6ER5356 3/32" X 36" 1# TUBE 6ER5356 1/8" X 36" 1# TUBE 6SIL BRZ 1/16" X 36" 1# TUBE 6SIL BRZ 3/32" X 36" 1# TUBE 6SIL BRZ 1/8" X 36" 1# TUBE 6LOW FUMING BRONZE 6BARE 1/16" X 36" 1# TUBE
LOW FUMING BRONZE 6BARE 3/32" X 36" 1# TUBE
LOW FUMING BRONZE 6BARE 1/8" X 36" 1# TUBE
FLUX COATED BRONZE 61/16" X 18" 1# TUBE
FLUX COATED BRONZE 63/32" X 36" 1# TUBE
FLUX COATED BRONZE 61/8" X 36" 1# TUBE
ER308L 1/16" X 36" 1# TUBE 6ER308L 3/32" X 36" 1# TUBE 6ER308L 1/8" X 36" 1# TUBE 6
Dims:31-1/8" W x 37-1/4" H x 13-1/2" D
Part numberDISPLAY-TUNGSTEN
Contents6 each .040" pure 3 pc pack6 each 1/16" pure 3 pc pack6 each 3/32" pure 3 pc pack6 each 1/8" pure 3 pc pack6 each .040" 2% Thoriated 3 pc pack6 each 1/16" 2% Thoriated 3 pc pack6 each 3/32" 2% Thoriated 3 pc pack6 each 1/8" 2% Thoriated 3 pc pack6 each .040" 2% Ceriated 3 pc pack6 each 1/16" 2% Ceriated 3 pc pack6 each 3/32" 2% Ceriated 3 pc pack6 each 1/8" 2% Ceriated 3 pc pack6 each .040" 1.5% Lanthanated 3 pc pack6 each 1/16" 1.5% Lanthanated 3 pc pack6 each 3/32" 1.5% Lanthanated 3 pc pack6 each 1/8" 1.5% Lanthanated 3 pc pack
Dims:11-1/2” W x 23 ” H x 7” D
Part numberSIL-DISPLAY-BD
Contents:6 each BCuP-2 (0% Ag) 1# TUBE6 each BCuP-3 (5% Ag) 1# TUBE6 each BCuP-5 (15% Ag) 1# TUBE
Dims:10-3/4" W X 21-3/4" H X 6" D
Blue Silver DisplayTungsten Mini-Pack DisplayTIG & Gas Welding Rod Display
CONSUMABLE WELDING PRODUCTS C ATA L O G
for Filler MetalsPOINT-OF-PURCHASE DISPLAYS

Part numberM&R-DISPLAY
Contents2 each 5/64" 1000 job pack2 each 3/32" 1000 job pack2 each 1/8" 1000 job pack2 each 3/32" 3000 job pack2 each 1/8" 3000 job pack2 each 3/32" 4000 job pack2 each 1/8" 4000 job pack2 each 3/32" 5000 job pack2 each 1/8" 5000 job pack2 each 3/32" 6000 job pack2 each 1/8" 6000 job pack2 each 3/32" 7000 job pack2 each 1/8" 7000 job pack
Dims: 37" W X 22" H X 4-1/2" D
Part number:DISPLAY-4INSPL-POP ContentsER70S6 .023” x 2 lb spool 16 eachER70S6 .030” x 2 lb spool 16 eachER70S6 .035” x 2 lb spool 16 eachE71T-GS .030” x 2 lb spool 16 eachE71T-GS .035” x 2 lb spool 16 eachER4043 .030” x 1 lb spool 8 eachER4043 .035” x 1 lb spool 8 eachER5356 .030” x 1 lb spool 8 eachER5356 .035” x 1 lb spool 8 eachER308L .023” x 2 lb spool 8 eachER308L .030” x 2 lb spool 8 each55FC-O .035” x 1 lb spool 8 each55FC-O .045” x 1 lb spool 8 each
• TOP six industry alloys on small spools• Easy loading and return• Easy identification of product• Maximize your shelf space – 240 lbs on one shelf
• FIFO inventory automatically• Modular racking systems allows you to add/remove alloys and diameters as needed
• Keeps your small spool area neat and clean• Product is always at the customer’s fingertips
Dims:4-7/8” W X 14-1/4” H X 13-3/4” D per baytotal display is 43-7/8” W
Part numberDISPLAY-ELECTRODE-5#
Contents4 each E6010 3/32" x 5 lb4 each E6010 1/8" x 5 lb4 each E6010 5/32" x 5 lb4 each E6011 3/32" x 5 lb4 each E6011 1/8" x 5 lb4 each E6011 5/32" x 5 lb4 each E6013 3/32" x 5 lb4 each E6013 1/8" x 5 lb4 each E6013 5/32" x 5 lb4 each E7014 3/32" x 5 lb4 each E7014 1/8" x 5 lb4 each E7014 5/32" x 5 lb4 each E7018 3/32" x 5 lb4 each E7018 1/8" x 5 lb4 each E7018 5/32" x 5 lb4 each E7018AC 3/32" x 5 lb4 each E7018AC 1/8" x 5 lb4 each E7018AC 5/32" x 5 lb
• TOP six carbon steel alloys in 5 lb POP plastic packs
• MSDS in every package• Maximize your shelf space – each unit holds 180 lbs of product (360 lbs as shown)
• Modular rack allows you to expand as needed
• Easy identification of product• Adapts to fit most 4’ gondola store fixtures.
Dims:48-1/4” x 14-1/2” x 7-1/2”H (without sign)48-1/4” x 14-1/2” x 20”H (as shown)
M&R Electrode Display 5lb Stick Electrode Display1lb/2lb MIG Spool Display
CONSUMABLE WELDING PRODUCTS C ATA L O G
71www.weldingmaterialsales.com
for Filler MetalsPOINT-OF-PURCHASE DISPLAYS
Welding Material Sales, Inc.Your Source for Welding Consumables
1340 Reed RoadP.O. Box 786
Geneva, Illinois 60134
t 630.232.6421f 888.733.1512

A L L O Y S AT- A - G L A N C EA5.1, CARBON STEEL CoveredArc Welding Electrodes
E6010E6011E6012E6013E6022E7014E7018-1E7024
A5.2, CARBON AND LOWALLOY Bare Gas Welding Rods
R45R60
A5.3, ALUMINUM AND ALUMINUM ALLOY CoveredArc Welding Electrodes
E4043
A5.4, STAINLESS STEEL Cov-ered Arc Welding Electrodes
E308/308L-16E309/309L-16E310-16E312-16E316/316L-16317L-16E320LR-16E330-16E347-16E410-16E410NiMo-16E2209-16E2553-16
A5.5, LOW ALLOY STEEL Cov-ered Arc Welding Electrodes
E8018-B2E9018-B3E8018-C1E8018-C2E8018-C3E10018-D2E9018ME11018ME12018ME7010-P1E8010-P1
A5.6, COPPER AND COPPERALLOY Covered Arc WeldingElectrodes
ECu (Copper Electrode) ECuMnNiAl (Nickel-Mang-Alu-minum-Bronze)ECuSn-C (Phos Bronze C) ECuNi (187)ECuAl-A2 (Aluminum Bronze)
A5.7, COPPER AND COPPERALLOY Bare Rods and Elec-trodes
ERCu (Deox Copper) ERCuSi-A (Silicon Bronze) ERCuSn-A (Phos Bronze A) ERCuAl-A1 (Alum Bronze A1)ERCuAl-A2 (Alum Bronze A2)
A5.8, BRAZING Filler Metals
RBCuZn-A (Naval Bronze)RBCuZn-B (Nickel Bronze)RBCuZn-C (Low Fuming BronzeBare and Flux Coated) RBCuZn-D (Nickel Silver)BCuP-2 (0% Silver)BCuP-3 (5% Silver)BCuP-5 (15% Silver)
A5.9, STAINLESS STEEL Bare,Cored and Stranded Electrodes
ER308/308L ER308LSI ER309/309L ER309LSI ER310ER312ER316/316LER316LSIER317LER320LRER330ER347ER409NbER410ER410NiMoER630ER2209ER2553
A5.10, ALUMINUM AND ALUMINUM ALLOY Electrodesand Rods
ER1100ER4043ER4047ER5356
A5.11, NICKEL AND NICKELALLOY Covered Arc WeldingElectrodes
ENICrFe-2 (Alloy A)ENiCrFe-3 (Alloy 182)ENICrMo-3 (Alloy 112)ENiCrMo-4 (Alloy C276)ENiCrMo-10 (Alloy C22)
A5.12, TUNGSTEN Electrodesfor Arc Welding, A5.12
EWP (Pure)EWCe-2 (2% Ceriated)EWLa-1 (1.5% Lanthanated)EWTh-2 (2% Thoriated)EWZr-0.03 (.03% Zirconiated)
A5.13, SOLID SURFACINGElectrodes and Welding Rods,A5.13
ECoCr-A (Cobalt 6) ECoCr-B (Cobalt 12)
A5.14, NICKEL AND NICKELALLOY Bare Electrodes andWelding Rods
ERNiCr-3 (Alloy 82)ERNiCrMo-3 (Alloy 625)ERNiCrMo-4 (Alloy C276)ERNiCrMo-10 (Alloy C22)
A5.15, CAST IRON WeldingElectrodes and Rods
ENi-Cl (Nickel 99)ERNi-Cl (Nickel 99)ENiFe-Cl (Nickel 55)ENi55-FCG (Nickel 55 CoredWire)ESt (Castarc)
A5.16, TITANIUM AND TITANIUM ALLOY Bare WeldingRods and Electrodes
ERTi-2 (Commercially Pure)ERTi-5ERTi-5ELI
A5.18, CARBON STEEL FillerMetals for Gas Shielded ArcWelding
ER70S-2ER70S-3ER70S-6ER70S-7E70C-6M
A5.19, MAGNESIUM ALLOYBare Electrodes and WeldingRods
ERAZ61A ERAZ92A
A5.20, CARBON STEEL FluxCored Arc Welding Electrodes
E71T-1 / 1ME70T-4E71T-11E71T-GS
A5.22, STAINLESS STEEL FluxCored Arc Welding Electrodesand Flux Cored Rods for GTAW
E308LT1-1/-4E309LT1-1/-4E316LT1-1/-4E308LFC-OE309LFC-OE312FC-OE316LFC-O
A5.24, ZIRCONIUM and ZIRCONIUM ALLOY Bare Weld-ing Electrodes and Rods
ERZr2
A5.28, LOW-ALLOY STEELFiller Metals for Gas ShieldedArc Welding
ER80S-B2ER90S-B3ER80S-B6ER90S-B9ER80S-D2ER100S-1ER110S-1ER120S-1
HARDFACING Core, Bare, and Coated Electrodes
55FC-O58FC-GHARDCOVER 400HARDCOVER 410HARDCOVER 420HARDCOVER 430HARDCOVER 440HARDCOVER 450HARDCOVER 460HARDCOVER 470HARDCOVER 480
TOOL STEEL Filler Metals
A-2M-2S-7H-12H-13
SPECIALTY ELECTRODES forSMAW and Gouging
1000300040005000600070008000AIR CARBON GOUGING ELECTRODES
POINT-OF-PURCHASE DISPLAYSfor Filler Metals
TIG & Gas Welding Rod Dis-playTungsten Mini-Pack DisplayBlue Silver DisplayM&R Electrode Display1lb/2lb MIG Spool Display5lb Stick Electrode Display

















