Control and Optimization of Supply Chain Networks B. Erik Ydstie Duncan Coffey Mark Read Carnegie Mellon Dow Chemicals Elkem Metals AIM : Formulate supply chain problem as a network (electrical circuit) and see what inferences we can draw. GOAL: Self Optimizing Enterprise “..supply chain is a network of organizations involved through upstream and downstream linkages in different products and processes.” Christopher, 1998
Transcript
Control and Optimization ofSupply Chain Networks
B. Erik Ydstie Duncan Coffey Mark ReadCarnegie Mellon Dow Chemicals Elkem Metals
AIM : Formulate supply chain problem as a network (electrical circuit) and see what inferences we can draw.
GOAL: Self Optimizing Enterprise
“..supply chain is a network of organizations involved through upstream and downstream linkages in different products and processes.”
Christopher, 1998
Outline:
1. Motivating Example: Silicon production2.The Supply Chain as a Process Network3.The Self Optimizing Enterprise4.Decentralized SCM main results5.Centralized SCM (Perea-Grossman)6. Industrial Case study # 2: Glass manufacture 7.Conclusions
Aims: PDE’s replaced with ODE’sfocus on topologystability and controloptimizationdistribution of computationsease of modelingmodular software designvisualizationflows and ext. var. are additive++++
P
S S
S S S
S
Al(1) Al(2) Chemical
Heat and off gas Micro SilicaPowerQuartziteCoal
Electrical PowerElectrical Power
Quartz (SiO2), Carbon (C)Quartz (SiO2), Carbon (C)SiO, COSiO, CO
Activity Based Analysis – Value added as driving force
Each activity adds value (positive or negative)
Cos
t/Val
ue p
er u
nit $
Raw MaterialPurchase
Move and storeraw material
Produce Move and storefinished products
Sell and shipFinished products Activity
Purchase price
Added value w=cn-cn-1
Sale price
S
PH
Direction of flow: From low to higher value is positivefrom high to low value is negative
Net (internal) activity Cost:
Cost (internal) of operations:
Net rate of profit [$/sec]:
Circular activity does not add value: (Kirchoff’s voltage law)
Cost/dissipation: (2nd law of thermo)
Financial Implications:
-P plays the role of “energy”
G
f w
N-port
Diathermal
AdiabaticSem
i-per
mab
le T Sµ
N
-p
V
Thermodynamics Networks
Conservation laws Convex Energy function U(N,S.V)
Intensive variables via Legendre transform
Kirchoff’s Current LawKirchoff’s Voltage Law
U
f
Network builds itself into an energy minimizer!!!
G
c1 c2
Supplied energy:
Dissipation:
0 0.1 0.2 0.3 0.4-0.2
-0.1
0
0.1
0.2
0.3
0.4
0.5
T-C
r=10w=1
f
w
One port example
G
c1 c2
Supplied energy:
Dissipation:
0 0.1 0.2 0.3 0.4-0.2
-0.1
0
0.1
0.2
0.3
0.4
0.5
T-C
One port example
Generalizes to RLC and we get stability
3. The Self-Optimizing Enterprise
• One-ports (terminals, storage, production, activities, routers, +++)• Conservation of assets (KCL)• Circular activity does not add value (KVL)
f1 f2 f3 f4 f5 f6 f7
Distributed Enterprise
1. The enterprise consists of a (large) number of nodes.2. Connected with the “world” at terminal points (boundary conditions).3. Flows are the result of potential at the terminal.
Tellegen’s Theorem – a Topological Result
“Building the Self-Optimizing Enterprise”
• One-ports (terminals, storage, production, activities, routers, +++)• Conservation of assets (KCL)• Circular activity does not add value (KVL)
Distributed EnterpriseDistributed Enterprise (a)
Flows and costs are orthogonal
Enterprises (a) and (b) have same topology.Same enterprise in different states
Tellegen’s Theorem – a Topological Result
“Building the Self-Optimizing Enterprise”
• One-ports (terminals, storage, production, activities, routers, +++)• Conservation of assets (KCL)• Circular activity does not add value (KVL)
1. Existence and uniqueness of solutions if the routing policies are positive (negative).
2. Added value (cost) is stationary.3. Added value (cost) is maximized (minimized) if the routing
policies are negative.
Assumptions: Assets are conservedCircular activity does not add value
4. Decentralized SCM: Optimality Results
∆f
∆w ∆f
∆w
The activity cost is not positive
f
w
f
f
w
w(A) (B)
(C)
Capacity Constraint
f
w(D)
Discount for large volumes
Neutral costNegativemonotonicity
Positivemonotonicity
4. Decentralized SCM: Optimality Results
1. Existence and uniqueness of solutions if the routing policies are positive (negative).
2. Cost is stationary3. Passivity can be used to investigate stability..
Assumptions: Assets are conservedCircular activity does not add value
Load Balancing - Parallel Activities
1
2
wCooperative -stabilize Competitive - unstable
0 1 0 1
Competitive markets give narrow margins and pressure toreduce cost to stay in business.
Develop new products and new processes.Dominate market.Seek (cost) advantage (geographical, sourcing,…..
Cost Balancing - Serial Activities
1 2
w1
“Cooperative”
0 f
r1f1=w1 r2f2=w2
w2
w=w1+w2f=f1=f2
“Fair” transfer price::
w
Advantageous not to share information
(may be too limited)
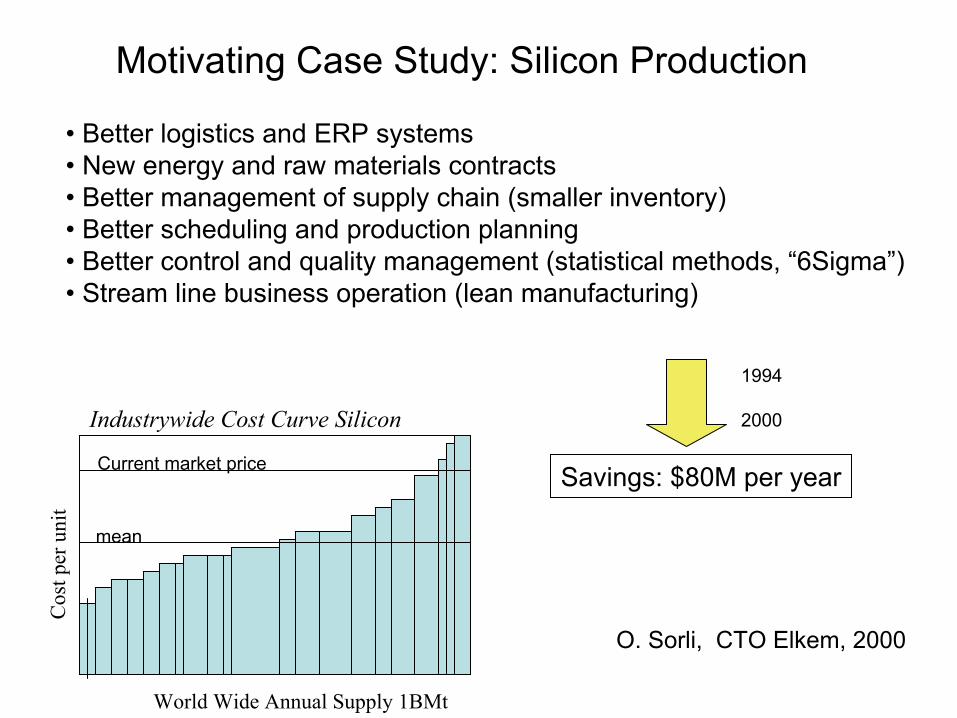
Industrywide Cost Curve Silicon
Cos
t per
uni
t
World Wide Annual Supply 1BMt
Savings: $80M per year
• Better logistics and ERP systems• New energy and raw materials contracts• Better management of supply chain (smaller inventory)• Better scheduling and production planning• Better control and quality management (statistical methods, “6Sigma”)• Stream line business operation (lean manufacturing)
mean
Current market price
Motivating Case Study: Silicon Production
O. Sorli, CTO Elkem, 2000
1994
2000
Batch HouseBatch Mix
Hot End Cold End Cutting/Packaging
I/O I/O I/O I/OI/O
PC/Workstation PC/Workstation PC/Workstation
PLC -LogicStochastic ControlKalman Filter
PLC -LogicStochastic ControlEHACPID/FFMachine VisionNonlinear Adaptive Combustion AirNonlinear Compensation for Air Pressure Control
Nonlinear EstimatorTweel control Machine Vision
Optimal CuttingMachine VisionPLC-Logic
Technical IT AlgorithmsCommunication
Activities InventoryFlows
InterfaceActuatorsSensors
Crown I
Melter II
Refiner IVWaist III Canal V
Industrial Case Study #2: Glass Production
Quality checkLaminatingPackagingDelivery(MB/BMW)
Replacement parts
Activity
Actuators/Sensors
VirtualActivity
Smart Measurements
Raw materialand energy inputs
Molten glassand energy outputs
Virtual inputs Virtual outputs
Real Process
Virtual Process
RealMeasurements
VirtualMeasurements
Sensor Module
Distributed Systems thatIntegrate Physics and Communication
Distributed system of process activities
Sensor, actuator control
Network of computers, databases and software for control and optimization (Technical IT)
raw materials Intermediates and products
Accounting and finance (Business IT) Man/Machine Interface
Sensor, actuator control Sensor, actuator control
Control moduleOptimization module6Sigma module*****
5. Centralized SCM using MPC(Perea-Grossmann-Ydstie, 2002)
Plant and order delaysDiscrete manufactureMaximize profit
Solve using MPC strategy
Case 1: Optimal Integrated
0
5000
10000
15000
20000
1 13 25 37 49 61 73Time
Inve
ntor
y at
DC
1
D1I D2A D2C D2D D2E D2F D2G D2H
Case 3: Optimal Scheduling
0
5000
10000
15000
20000
1 13 25 37 49 61 73Time
Inve
ntor
y at
DC
1
D2A D2C D2D D2E D2F D2G D2H D2I
Case 1: Optimal Integrated
0
5000
10000
15000
20000
1 13 25 37 49 61 73Time
Inve
ntor
y at
DC
1
D1I D2A D2C D2D D2E D2F D2G D2H
Case 3: Optimal Scheduling
0
5000
10000
15000
20000
1 13 25 37 49 61 73Time
Inve
ntor
y at
DC
1
D2A D2C D2D D2E D2F D2G D2H D2I
• Better balance of plant schedule and inventory levels in CSM. • Centralized planning needed when the delays are long.• Too short planning horizon T < 6 days gives myopic policy (plant shuts down).• Policy insensitve to planning horizon for T .> 12 days.
Edgar Perea-Lopez, Grossmann Ydstie 2002.
GAMS / XPRESS-MP to solve MILP. Discrete time elements = 2hr. Prediction horizon of 12 days (144 elements of 2 hr each). Weekly updates updates of the demand, MILP model with 1,296 binary, 85,898 continuous variables and 59,150 constraints.
Summary• Practical control systems are built up from the bottom using
distributed modules.• Decentralized control and decision making can be “optimal” (self
optimization).• Parallel distributed computing is a reality. Numerical methods and
software is needed to take advantage.• Cutting cost vs new product and process.• Margins converge and become smaller over time in a competitive
commodity market.• Large, “hybrid” dynamic system solved to optimality (mpc).• Large savings possible• But, there is no “silver bullet”. Broad spectrum of technologies
need to be integrated with the process and Business IT system.
Acknowledgements: B. Marshall ALCOA Technical Center PghO. Sorli ELKEM ASAT. Halmo ELKEM ASA/StatoilY. Jiao PPG Inc Pgh