bfi \ CONVERSION OF THE GAS PURIFICATION SYSTEM TO BASF aMDEA@SOLVENT AT PT. BADAK NGL CONVERSION DU SYSTEME DE PURIFICATION DU GAZ : EMPLOI DU SOLVANT aMDEA@DE BASF CHEZ PT. BADAK NGL Volker Schuda BASF Aktiengesellschaft, Germany Fax: +49 – 621 –60–41398 ABSTRACT The solvent swap at the world’s largest LNG-plant to BASF’S aMDEA was a complete success in solving earlier corrosion and scaling problems. After two years of operation the iron content in the aMDEA-solvent for the C02-removal kept below 10 ppm and the plant reliability could be increased by more than 10 Y. while the production costs dropped due to a significantly lower maintenance requirement. RESUME Le changement de solvant clans la plus grande unite mondiale de GNL au profit du produit aMDEA de BASF a entralne I’eradication de tous Ies problemes de corrosion et de calaminage. Apres deux ans d’utilisation operationnelle, la teneur en fer du solvant aMDEA destine a I’elimination du C02 est restee inferieure a 10 ppm, la fiabilite de I’installation a pu @treaugmentee d’au moins 10 YO et Ies cotlts de production ont rapidement diminue en raison de la baisse des frais de maintenance.
Transcript
bfi \
CONVERSION OF THE GAS PURIFICATION SYSTEM TOBASF aMDEA@SOLVENT AT PT. BADAK NGL
CONVERSION DU SYSTEME DE PURIFICATION DU GAZ : EMPLOIDU SOLVANT aMDEA@DE BASF CHEZ PT. BADAK NGL
ABSTRACTThe solvent swap at the world’s largest LNG-plant to BASF’S aMDEA was a complete success insolving earlier corrosion and scaling problems. After two years of operation the iron content in theaMDEA-solvent for the C02-removal kept below 10 ppm and the plant reliability could be increased bymore than 10 Y. while the production costs dropped due to a significantly lower maintenancerequirement.
RESUMELe changement de solvant clans la plus grande unite mondiale de GNL au profit du produit aMDEA deBASF a entralne I’eradication de tous Ies problemes de corrosion et de calaminage. Apres deux ansd’utilisation operationnelle, la teneur en fer du solvant aMDEA destine a I’elimination du C02 estrestee inferieure a 10 ppm, la fiabilite de I’installation a pu @treaugmentee d’au moins 10 YO et Iescotlts de production ont rapidement diminue en raison de la baisse des frais de maintenance.
DISCLAIMER
Portions of this document may be illegible
in electronic image products. Images are
produced from the best available original
document.
.
1. INTRODUCTION
In 1977 PT. Badak started production of LNG, two trains with a LNG-capacity of 800,000 tons each.
During the period 1982 to 1999 six further trains were constructed. At present PT. Badak is operating
the world’s largest natural gas liquefaction plant and has an annual capacity of about 21 millions tons
of LNG, one million tons LPG Propane & Butane and one million tons of hydrocarbon condensate.
In the seventies, primary amines were particularly popular in gas treating and therefore, also PT.
Badak started with MEA as the solvent for C02 removal. After many operational troubles PT. Badak
tried to solve these problems by changing the solvent to one of the blended MDEA-based systems,
which became popular in the eighties and early nineties. However, the operational troubles became
even worse. Eventually, BASF’S aMDEA@was employed in one train. Two years later, all trains have
been converted to aMDEA@due to the superior performance with respect to process reliability.
Corrosion, scaling and foaming is no longer an issue for PT. Badak.
This paper will show the former troubles in details and how the solvent swap was carried out.
2. PROCESS HISTORY OF THE ACID GAS REMOVAL UNIT AT PT. BADAK
PT. Badak uses an amine based C02-removal system to achieve the LNG-specification of less than
50 ppm C02 in the sweetened gas. The acid gas removal unit in all eight parallel trains comprises a
single stage absorber, a high pressure flash-vessel and a stripper regenerator. Both columns are
equipped with bubble cap trays, the heat exchangers are either shell and tube or plate and frame
types. Fin-fan coolers are used for most of the cooling duty of the lean amine solvent.
2.1 First solvent swap from MEA to a formulated MDEA
The original solvent in the trains A - D right from start-up was MonoEthanolAmine (MEA). Despite the
addition of corrosion inhibitors, major equipment was subject to severe corrosion and scale formation,
together with foaming. Many leaks were caused by stress corrosion cracking as a result of primary
amine attack.
In the context of a capacity increase commencing 1990-91, a formulated MDEA solvent system
replaced the MEA solution consecutively in Trains A-D. The newer Trains E-G were directly
commissioned with this alternative solvent.
Understandably, the corrosivity of the solvent was investigated extensively. Following the swap,
solvent analyses showed no untoward heavy metal content in the solution for about two months.
Thereafter, a low concentration of heavy metals was observed and subsequently a steep increase of
the iron content in the solution took place.
The iron content reached a level of 700 ppmw (oversaturation of the solution), followed by a slight
reduction to about 250 ppmw as a result of precipitation of iron carbonate complexes. This coincided
with a considerable accumulation of heat stable salts. At this time, the formulated MDEA became
corrosive and abrasive. The operating conditions approached an equilibrium state of continuous
equipment corrosion on the one hand, and scaling of material surfaces with deposit layers on the other
hand. This required excessive defoamer dosage rates, which in turn enhanced the formation of scale.
Fig. 2: Sca/ing of tubes: The hot end bundles of the exchangers exhibited considerable scaling on
both the shellside (lean amine) but most severe on the tubeside (rich amine) causing
excessive pressure drop across the bundles.
Fig. 3: Example of MO tubes of above shown heat exchanger
,.
All major equipment as well as large sections of the pipework were subject to severe corrosion attack.
The corrosion problems led to several unplanned shutdowns and to the need to replace the corroded
equipment. This happened not only in the old trains A to D, but also in the new ones E, F and G, which
were never operated with the MEA solvent and which utilize much more stainless steel equipment.
Fig. 4: Window patching in order to repair the flash drum
.’*
The tubes of the lean solution fin fan cooler also exhibited severe thinning and a great number leaked.
This proves the corrosive/abrasive nature of the
ruled out for a fully regenerated lean solution.
former solvent as C02 pitting corrosion attack can be
Fig. 5: Leaks in the tube sheets of the heat exchangers after operating the former formulated solvent
about one year
A “material upgrade” – program was initialised. Sections of the rich and lean solution piping suffered
damage, due to erosion corrosion attack, mainly confined to elbows, flanges, reducers/expanders and
even some straight lines. These were replaced by stainless steel. However, even this measure failed.
S&a&-i@ SiwIb&3m
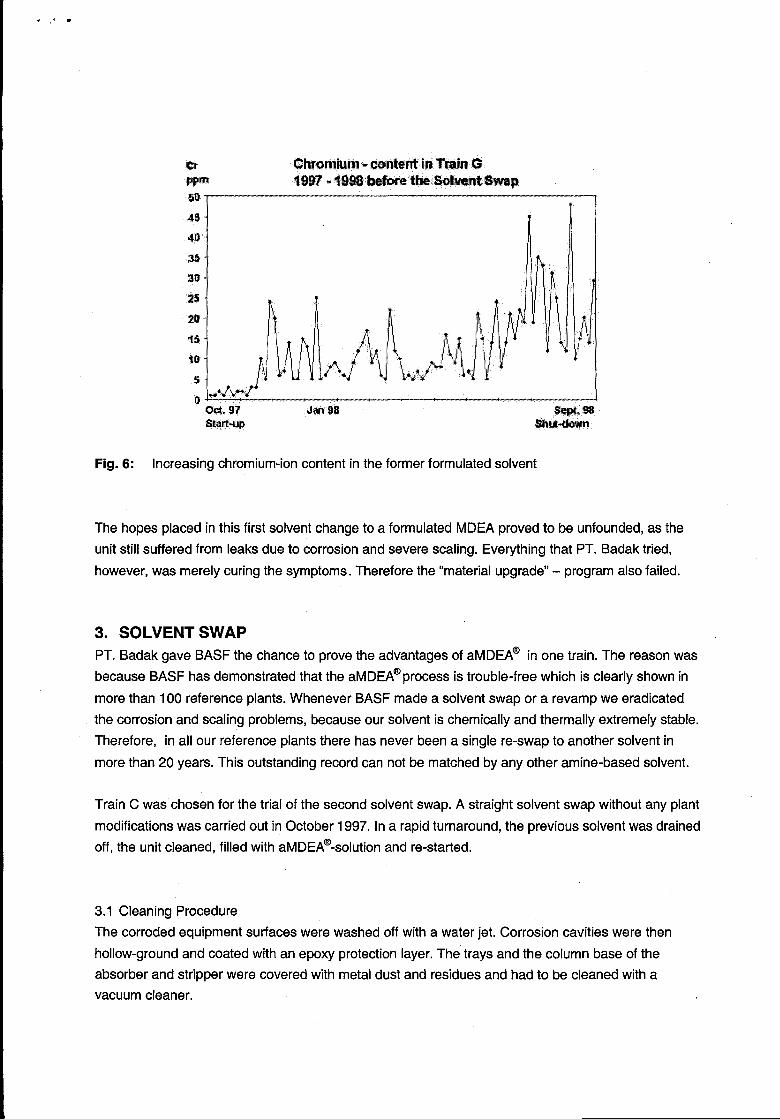
Fig. 6: Increasing chromium-ion content in the former formulated solvent
The hopes placed in this first solvent change to a formulated MDEA proved to be unfounded, as the
unit still suffered from leaks due to corrosion and severe scaling. Everything that PT. Badak tried,
however, was merely curing the symptoms. Therefore the “material upgrade” - program also failed.
3. SOLVENT SWAP
PT. Badak gave BASF the chance to prove the advantages of aMDEA@ in one train. The reason was
because BASF has demonstrated that the aMDEA@process is trouble-free which is clearly shown in
more than 100 reference plants. Whenever BASF made a solvent swap or a revamp we eradicated
the corrosion and scaling problems, because our solvent is chemically and thermally extremely stable.
Therefore, in all our reference plants there has never been a single re-swap to another solvent in
more than 20 years. This outstanding record can not be matched by any other amine-based solvent.
Train C was chosen for the trial of the second solvent swap. A straight solvent swap without any plant
modifications was carried out in October 1997. In a rapid turnaround, the previous solvent was drained
off, the unit cleaned, filled with aMDEA@-solutionand re-started.
3.1 Cleaning Procedure
The corroded equipment surfaces were washed off with a water jet. Corrosion cavities were then
hollow-ground and coated with an epoxy protection layer. The trays and the column base of the
absorber and stripper were covered with metal dust and residues and had to be cleaned with a
vacuum cleaner.
The heat exchanger tube bundles were removed and cleaned with a high pressure water jet. The
tubing at the hot end in the solvent heat exchangers was mostly replaced as the firm deposit layer
inside the tubes could not be removed. The outer surface of the tubes was covered with a greyish-
brown layer (mainly FeC03) after cleaning, which could partly be removed.
The second step was that the system was flushed by circulating potash solution, especially for the
removal of grease, corrosion and decomposition products, rust or other residues to minimize the
impact of the operational history on the aMDEA@performance. The caustic flushing should also be
employed when considerable construction work has been carried out, if new equipment has been
installed, or if the entire plant is new.
Afterwards, the whole unit was filled with condensate, heated up to about 90 “C and circulated for 6
hours. This procedure was repeated once more, with samples being taken to check for the absence of
residual suspensed particles in filtration tests. The condensate analysis after 6 hours circulation
showed no foam activity, no suspended particles and the samples had a clear coloration.
The aMDEA@-premixwas introduced into the system and diluted with water to an amine concentration
of 40 wtYo. The solvent circulation was started and afterwards the feed gas throughput stepwise
increased until 1107. of the former capacity was reached within 3 days. The C02-slip was less than
10 ppmv at a 30% lower solvent circulation rate. That means that there is a big potential for a LNG
capacity increase. This could be seen from another angle: the same gas throughput could be achieved
with a more compact aMDEA@-design with reduced CAPEX.
4. BENEFITS OF THE SOLVENT SWAP TO BASF’S aMDEA@
This solvent swap to BASF’S aMDEA@in the world’s largest LNG-plant may be the fastest solvent
change which has ever been carried out. Within two years the former solvent was exchanged in all 7
trains. This record was possible because right after start-up with aMDEA@ there was a complete
eradication of all the earlier operational troubles: no more corrosion, no more scaling. The plant
reliability has increased and the maintenance costs were significantly reduced.
The experience of about 90 months of operating aMDEA@at PT. Badak can be summarized as
follows:
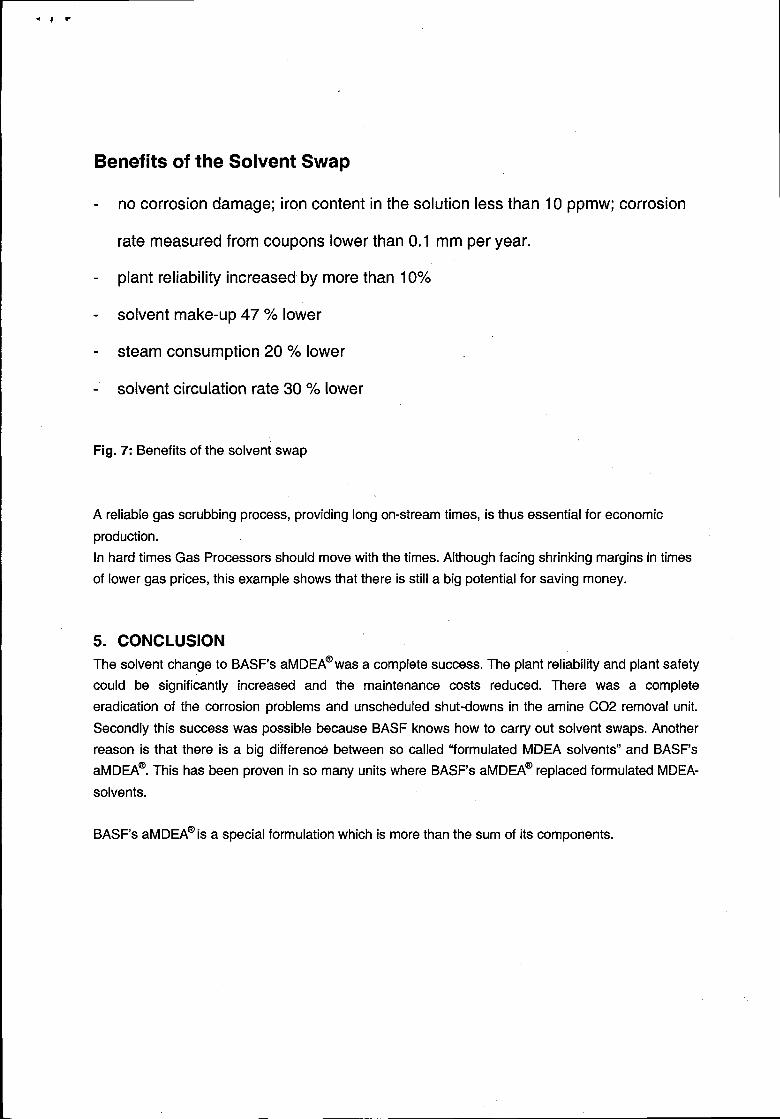
Benefits of the Solvent Swap
no corrosion damage; iron content in the solution less than 10 ppmw; corrosion
rate measured from coupons lower than 0.1 mm per year.
plant reliability increased by more than 10%
solvent make-up 47 YOlower
steam consumption 2070
solvent circulation rate 30
lower
!/iOlower
Fig. 7: Benefits of the solvent swap
A reliable gas scrubbing process, providing long on-stream times, is thus essential for economic
production.
In hard times Gas Processors should move with the times. Although facing shrinking margins in times
of lower gas prices, this example shows that there is still a big potential for saving money.
5. CONCLUSION
The solvent change to BASF’S aMDEA@was a complete success. The plant reliability and plant safety
could be significantly increased and the maintenance costs reduced. There was a complete
eradication of the corrosion problems and unscheduled shut-downs in the amine C02 removal unit.
Secondly this success was possible because BASF knows how to carry out solvent swaps. Another
reason is that there is a big difference between so called “formulated MDEA solvents” and BASF’S
[email protected] has been proven in so many units where BASF’S aMDEA@replaced formulated MDEA-
solvents.
BASF’S aMDEA@is a special formulation which is more than the sum of its components.