202
Copyright by Lina María Rueda 2005

Copyright
by
Lina María Rueda
2005

The Dissertation Committee for Lina María Rueda
certifies that this is the approved version of the following dissertation:
Modeling and Control of Multicomponent Distillation Systems Separating
Highly Non-Ideal Mixtures
Committee: Thomas F. Edgar, Supervisor R. Bruce Eldridge Terry Blevins Gary Rochelle Joe Qin Mitchell E. Loescher

Modeling and Control of Multicomponent Distillation Systems Separating
Highly Non-Ideal Mixtures
by
Lina María Rueda, B.S., M.S.
Dissertation
Presented to the Faculty of the Graduate School of
The University of Texas at Austin
in Partial Fulfillment
of the Requirements
for the Degree of
Doctor of Philosophy
The University of Texas at Austin
December 2005

To my husband and my parents.

v
Acknowledgments
I want to thank my advisors Dr. Edgar and Dr. Eldridge for their guidance and
support. Dr. Edgar gave me the opportunity to study in the U.S and believed in me
even though my background was not in chemical engineering. In despite of his busy
schedule he always managed to attend my questions and provided constructive
feedback. His technical and personal advice helped me grow up in my professional
and personal life. Dr. Eldridge received me as a member of his group and provided
me invaluable support. I greatly appreciate his patience and dedication to the project.
His good sense of humor always cheered me up and left me very happy memories
from my time in the program.
I am also grateful to my committee members, who were all influential in my
research at UT Austin. I want to thank Dr. Qin and Dr. Rochelle for their advice and
wonderful teaching and Dr. Loescher from CDTECH for his technical advice. I have
a debt of gratitude with Terry Blevins from Emerson Process Management who gave
me invaluable advice and support and served as an additional advisor throughout the
project.
I am very grateful with the Separation Research Program where all the
experiments performed in this research took place. I especially want to thank Steve
Briggs and Robert Montgomery for their patience and support during the three years
of experimentation. I also thank Aspen Technologies for providing the HYSYS
vi
license and Emerson Process Management for all the equipment donated to improve
the pilot plant.
Finally, I would like to thank the advance control group at Emerson Process
Management, my fellow graduate students, the undergraduate researchers and the
visiting scholars for their friendship and collaboration to the project.
Lina María Rueda
Austin, Texas
September 29, 2005

vii
Modeling and Control of Multicomponent Distillation Systems Separating
Highly Non-Ideal Mixtures
Publication No.
Lina Maria Rueda, PhD.
The University of Texas at Austin, 2005
Supervisor: Thomas F. Edgar
This research work presents the results from steady-state and dynamic testing
of an azeotropic distillation system of methanol, normal pentane and cyclohexane.
Steady-state equilibrium and non-equilibrium models for azeotropic distillation were
developed and validated with experimental data from a packed distillation unit
configured at finite reflux. Dynamic multicomponent distillation experiments were
also carried out and experimental process data were collected using the pilot scale
experimental set-up. The approach presented in this work linked the physically-based
process dynamic model with the control software used in the process, using HYSYS
online. Two model parameters, dynamic efficiency and column heat transfer
viii
coefficient, were estimated online using a feedback configuration to match the
process and model outputs.
The fundamental dynamic model was successfully used in the implementation
of different control strategies via a novel inferential control strategy using HYSYS to
treat missing process measurements. Two different variable pairings were studied and
the results from individual control loop configurations were compared with a
multivariable control strategy using model predictive control (MPC) software Predict
Pro.

ix
Table of Contents
List of Tables ............................................................................................................... xi List of Figures ............................................................................................................ xiii Nomenclature............................................................................................................ xvii Chapter 1. Introduction to Non-ideal Phase Equilibrium Behavior and Azeotropic Distillation Systems ...................................................................................................... 1
1.1 Introduction to Control and Dynamic Modeling of Non-ideal Multicomponent Distillation Systems....................................................................... 1 1.2 Azeotropy...................................................................................................... 2
1.2.1 Phase Equilibrium, non-ideality and azeotropy .................................... 3 1.2.2 Graphical Tools for Analysis of Phase Equilibrium Behavior ............. 6 1.2.3 Binary and Ternary Diagrams for Normal Pentane, Methanol and Cyclohexane.......................................................................................................... 7
1.3 Understanding Azeotropic Distillation ....................................................... 11 1.4 Dissertation Outline .................................................................................... 12
Chapter 2. Status of Modeling and Control of Azeotropic Distillation ...................... 14 2.1 Dynamic Modeling of Azeotropic Distillation Columns............................ 14 2.2 Control of Azeotropic Distillation Columns............................................... 19 2.3 Ternary Diagrams and Multiple Steady States ........................................... 22
Chapter 3. Experimental System Description............................................................. 24 3.1 Process Description..................................................................................... 24 3.2 Equipment Description ............................................................................... 27
3.2.1 Vessels ................................................................................................ 30 3.2.2 Heat Exchangers ................................................................................. 30 3.2.3 Instrumentation ................................................................................... 32
Chapter 4. Steady State Models for Azeotropic Distillation....................................... 34 4.1 Model Configuration................................................................................... 34 4.2 Equilibrium vs. Non-equilibrium Model .................................................... 35
4.2.1 Equilibrium Approach ........................................................................ 36 4.2.2 Non-equilibrium Approach................................................................. 39 4.2.3 First Distillation Region...................................................................... 42 4.2.4 Second Distillation Region ................................................................. 55
4.3 Model Responses Discussion and Comparison with Experimental Data. .. 59 Chapter 5. Dynamic State Model for Azeotropic Distillation .................................... 61
5.1 Model description ....................................................................................... 61 5.1.1 HYSYS Pressure and Liquid Hold-up Model..................................... 64 5.1.2 HYSYS Heat Transfer Coefficient ..................................................... 64 5.1.3 HYSYS Dynamic Efficiency .............................................................. 65
5.2 Control configuration.................................................................................. 70 5.3 Step change responses................................................................................. 71
x
5.3.1 Changes in reflux flow rate:................................................................ 73 5.3.2 Changes in reboiler duty rate: ............................................................. 86 5.3.3 Changes in feed flow rate: .................................................................. 97 5.3.4 Feed Composition Step Test ............................................................. 108
5.4 Summary and Discussion.......................................................................... 111 Chapter 6. Online Model Reconciliation and Control .............................................. 113
6.1 Model Reconciliation Approach ............................................................... 113 The proposed reconciliation method applies the same concept but instead of having the model as the reference to drive the plant outputs to a desire condition, the plant is used as the reference and the model outputs are driven to a desire condition (See Figure 6.1.b).............................................................................. 116 6.1.1 Parameter selection for reconciliation .............................................. 116 6.1.2 Implementation results...................................................................... 119
6.2 Controllability Analysis ............................................................................ 125 6.2.1 Pairing of Controlled and manipulated variables.............................. 126 6.2.2 Controller Configuration................................................................... 129
6.3 Summary and Discussion.......................................................................... 143 Chapter 7. Conclusions and Recommendations........................................................ 145
7.1 Contributions............................................................................................. 146 7.2 Future Work .............................................................................................. 148
Appendix A. Analytical Procedure for Methanol, Normal Pentane and Cyclohexane................................................................................................................................... 149
A.1 Basic Chromatograph Set Up.................................................................... 149 A.2 Oven Program ........................................................................................... 151 A.3 Calibration................................................................................................. 152 A.3.1 Preparation of Samples ......................................................................... 152 A.3.2 Shooting the Samples............................................................................ 153 A.3.3 Determining the Response Factors ....................................................... 153 A.4 Unknown Sample Determination.............................................................. 162
Appendix B. Data from Experiments and Models.................................................... 163 B.1 Steady State Experimental Data.................................................................... 163 B.2 Steady State Simulated Data......................................................................... 165 B.3 Dynamic Experiments Data .......................................................................... 168 B.4 Dynamic Simulation Data............................................................................. 170 Appendix C. NRTL Model for Multicomponent Systems........................................ 172 Appendix D. 6” Distillation Column Start-Up Standard Operation Procedure ........ 173 Appendix E. 6” Distillation Column Shut Down Standard Operation Procedure .... 177 Bibliography ............................................................................................................. 179 Vita............................................................................................................................ 184

xi
List of Tables
Table 3-1. System properties. .................................................................................... 25 Table 4-1. Column Configuration for Steady State Simulation................................. 35 Table 4-2. Controller set points at first distillation region steady state values. .......... 42 Table 4-3. Reconciled Experimental Steady State Composition Data [w%]. First
Distillation Region. ............................................................................................. 43 Table 4-4. Composition [weight %] results after variation in the number of
equilibrium stages. First Distillation Region. Steady State Condition #2. ......... 44 Table 4-5. Composition [weight %] results after variation in the number of segments.
First Distillation Region. Steady State Condition #2.......................................... 44 Table 4-6. Controller set points at second distillation region steady state values. ..... 55 Table 4-7. Equilibrium and Non-equilibrium Models Comparison with Experimental
Data in Second Distillation Region. Steady State Condition #1......................... 56 Table 4-8. Equilibrium and Non-equilibrium Models Comparison with Experimental
Data. Second Distillation Region, Condition #2................................................. 57 Table 4-9. Reconciled Experimental Steady State Composition Data [wt%]. Second
Distillation Region. ............................................................................................. 58 Table 5-1. Experimental data material balance error. First distillation region. .......... 68 Table 5-2. Pairing of Manipulated Variables with Controlled Variables. ................. 70 Table 5-3. Dynamic test process variables set points. First Distillation Region ........ 72 Table 5-4. Dynamic test process variables set points. Second Distillation Region.... 72 Table 5-5. Step change in Reflux Flow Rate 90 to 110 lb/hr. Simulation and Process
Results. First Distillation Region........................................................................ 74 Table 5-6. Step change in Reflux Flow Rate 150 to 100 lb/hr. Simulation and Process
Results. Second Distillation Region. .................................................................. 81 Table 5-7. Step change in Reboiler Duty Rate 75 to 68 kBTU/hr. Simulation and
Process Results. First Distillation Region........................................................... 87 Table 5-8. Step change in Reboiler Duty Rate 106 to 61 kBTU/hr. Simulation and
Process Results. Second Distillation Region. ..................................................... 92 Table 5-9. Step change in Feed Flow Rate 300 to 200 lb/hr. Simulation and Process
Results. First Distillation Region........................................................................ 98 Table 5-10. Step change in Feed Flow Rate 300 to 200 lb/hr. Simulation and Process
Results............................................................................................................... 103 Table 6-1. Basic Operation Process Variables.......................................................... 125 Table 6-2. Gain Matrices for Different Combinations of Manipulated and Controlled
Variables. .......................................................................................................... 127 Table 6-3. Pairing of Controlled and manipulated Variables Using RGA .............. 127 Table 6-4. Composition Manipulated and Controlled Variable Configurations....... 128 Table 6-5 . Composition Controller Tuning. ............................................................ 130

xii
Table 6-6. Model Predictive Control Variables........................................................ 133 Table 6-7. MPC Step response models. .................................................................... 134
xiii
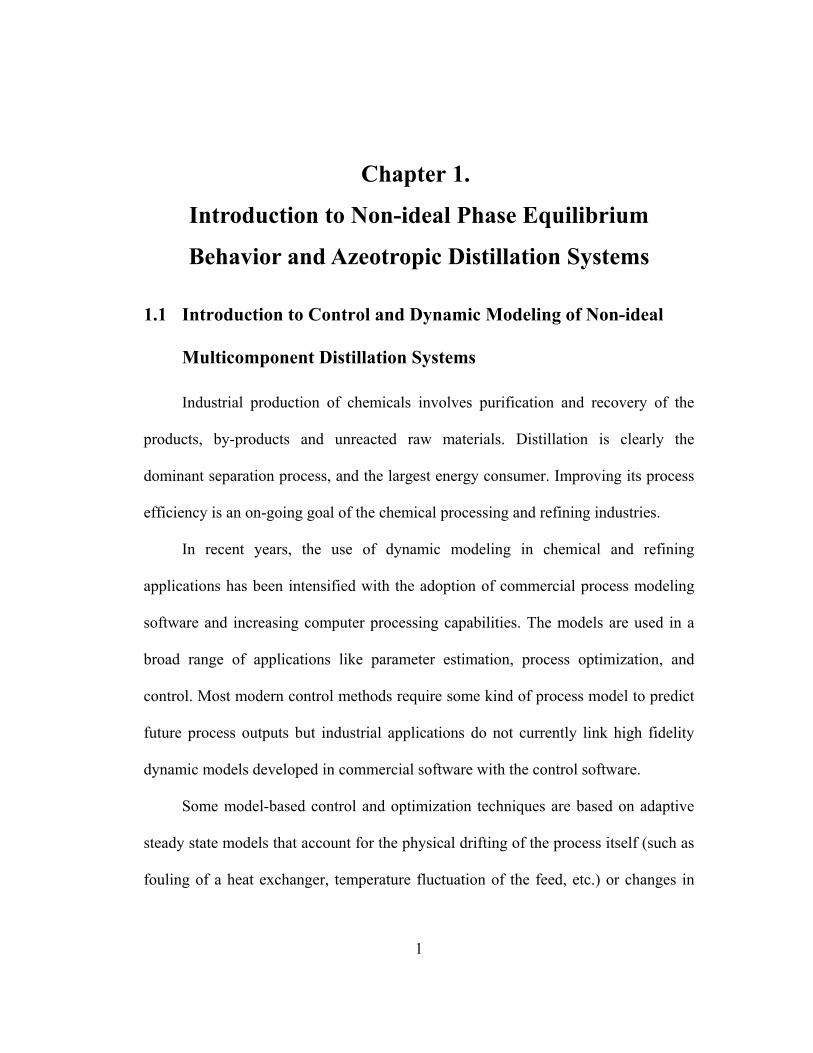
List of Figures Figure 1-1. Schematic of the relations between different fluid models [18]. .............. 4 Figure 1-2. Heterogeneous azeotrope. Cyclohexane and methanol at P = 6 psig.
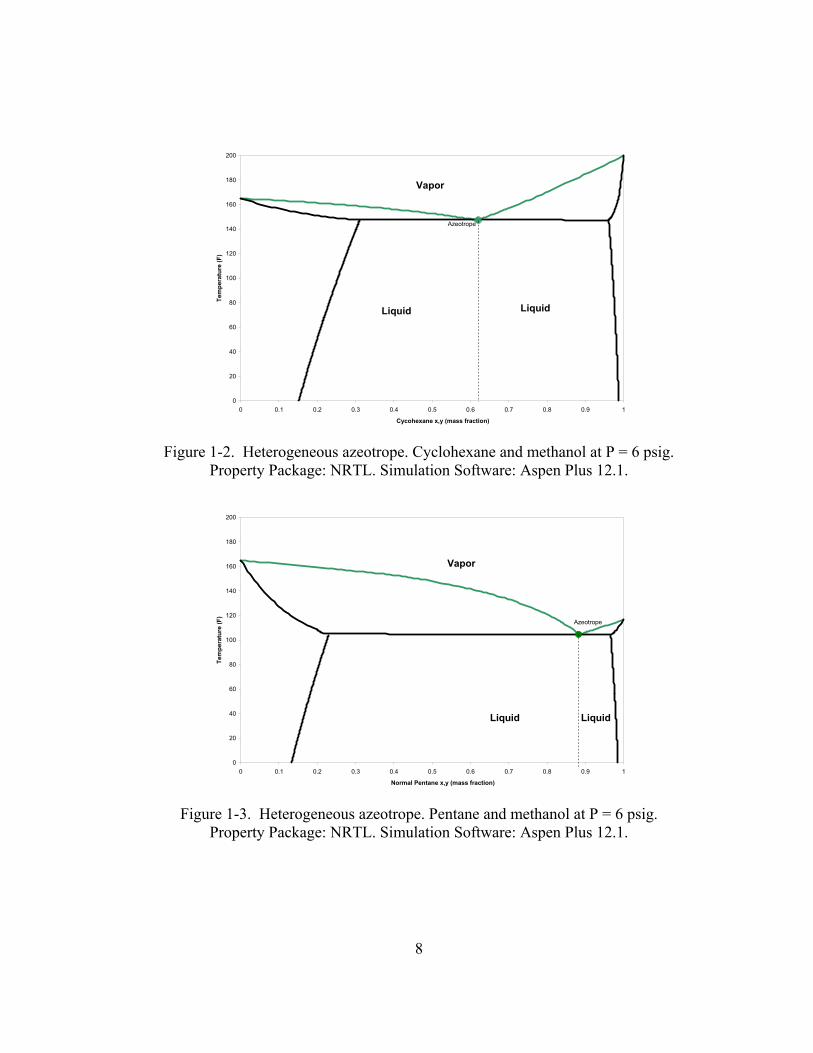
Property Package: NRTL. Simulation Software: Aspen Plus 12.1....................... 8 Figure 1-3. Heterogeneous azeotrope. Pentane and methanol at P = 6 psig.
Property Package: NRTL. Simulation Software: Aspen Plus 12.1....................... 8 Figure 1-4. Ternary map (mass basis) for cyclohexane, normal pentane and methanol.
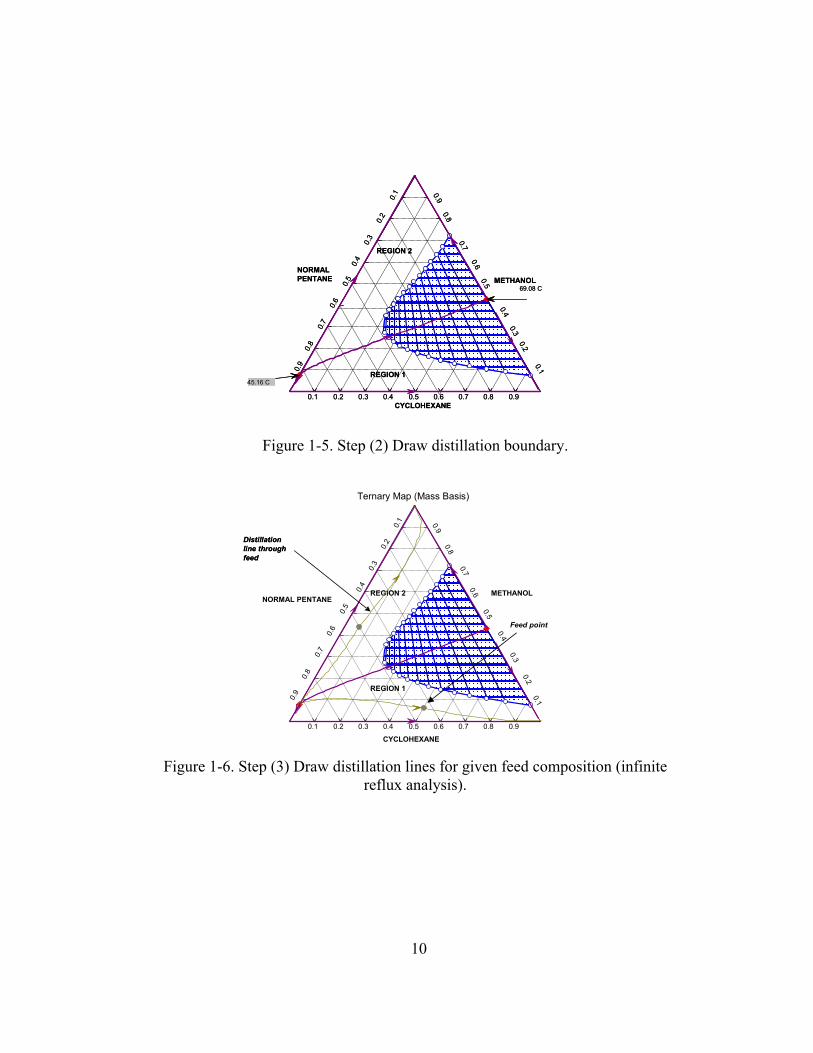
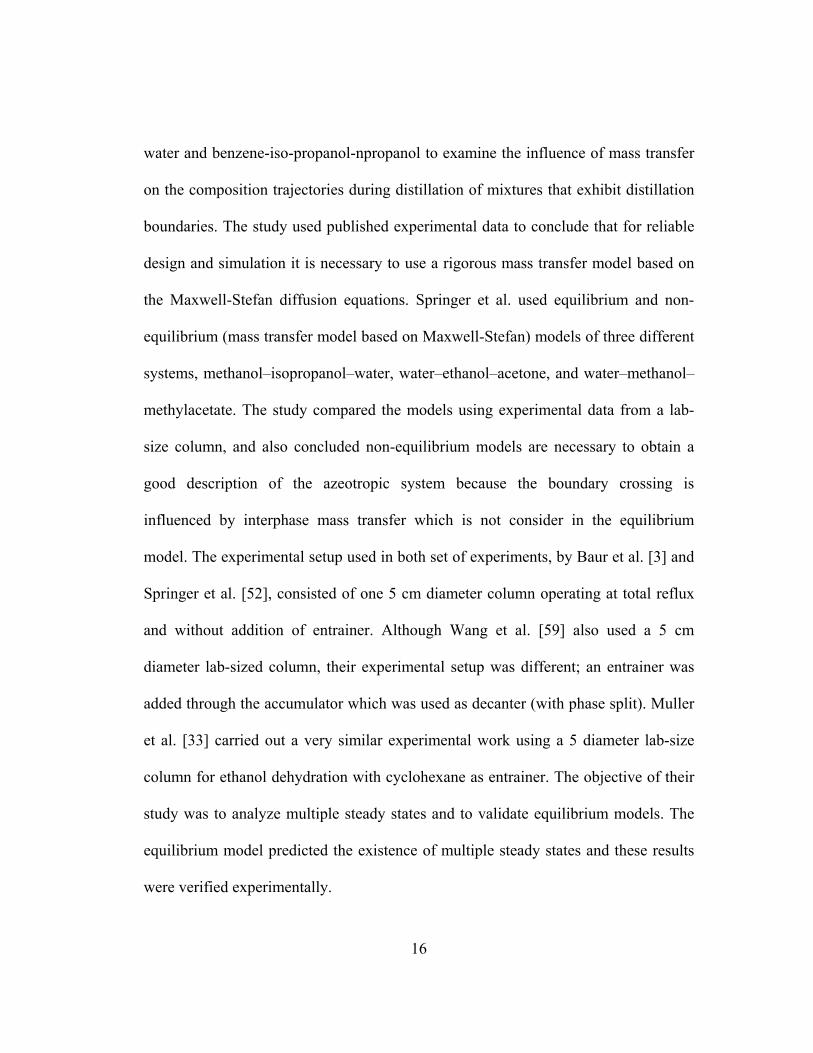
P = 6 psig. Property Package: Split from Aspen Tech........................................ 9 Figure 1-5. Step (2) Draw distillation boundary......................................................... 10 Figure 1-6. Step (3) Draw distillation lines for given feed composition (infinite reflux
analysis). ............................................................................................................. 10 Figure 1-7. Step (4) Draw feasible product areas for the given feed composition in
each distillation region. The distillate D and bottom B compositions are at the intersections of the appropriate distillation and material balance lines [19]. ..... 11
Figure 2-1. Composition control for azeotropic distillation systems [13]. ................. 21 Figure 3-1. Distillation Regions and Operating Points............................................... 26 Figure 3-2. First Distillation Region Feasible Recovery Composition Region. ......... 26 Figure 3-3. Second Distillation Region Feasible Recovery Composition Region...... 27 Figure 3-4. Picture of the column used in the experimentation.................................. 28 Figure 3-5. Process Diagram....................................................................................... 29 Figure 3-6. Column Diagram with Location of Temperature Sensors. ...................... 31 Figure 4-1. Configuration of an Equilibrium Stage. ................................................... 37 Figure 4-2. Configuration of a Non-equilibrium Segment. ........................................ 40 Figure 4-3. Equilibrium and Non-equilibrium Models Comparison with Experimental
Data for Steady State Condition #1. First Distillation Region............................ 46 Figure 4-4. Equilibrium and Non-equilibrium Models Comparison with Experimental
Data for Steady State Condition #5. First Distillation Region............................ 47 Figure 4-5. Equilibrium and Non-equilibrium Models Comparison with Experimental
Data for Steady State Condition #6. First Distillation Region............................ 48 Figure 4-6. Non-equilibrium Model Column Temperature Profile for Steady State
Condition #6........................................................................................................ 49 Figure 4-7. Experimental and Predicted Distillate Normal Pentane Composition. First
Distillation Region. ............................................................................................. 50 Figure 4-8. Column temperature profile for Steady State Condition #5..................... 52 Figure 4-9. Experimental and Predicted Distillate Normal Pentane Composition. First
Distillation Region. All models. ......................................................................... 53 Figure 4-10. Experimental and Predicted Temperature Profile Using Different
Packing Sizes in the Non-equilibrium Model..................................................... 54

xiv
Figure 4-11. Equilibrium and Non-equilibrium Models Comparison with Experimental Data. Second Distillation Region, Condition #1. ......................... 57
Figure 5-1. Dynamic Model Configuration in HYSYS.............................................. 62 Figure 5-2. Column Template used in Dynamic Model. ............................................ 63 Figure 5-3. HYSYS Dynamic Efficiency Approach................................................... 66 Figure 5-4.Simulated distillate composition response to different column efficiency
values. Distillation region one. ........................................................................... 67 Figure 5-5. Rectifying Zone Temperature Response to a Positive Step Change (90 to
110 lb/hr) in the Reflux Flow Rate. First Distillation Region. ........................... 75 Figure 5-6. Stripping Zone Temperature Response to a Positive Step Change (90 to
110 lb/hr) in the Reflux Flow Rate. First Distillation Region. ........................... 76 Figure 5-7. Simulated and Experimental Temperature Responses to a Positive Step
Change (90 to 110 lb/hr) in the Reflux Flow Rate. First Distillation Region..... 77 Figure 5-8. Composition Response to a Positive Step Change (90 to 110 lb/hr) in the
Reflux Flow Rate. First Distillation Region. ...................................................... 78 Figure 5-9. Simulation Temperature Response to a Positive Step Change (90 to 110
lb/hr) in the Reflux Flow Rate without feed composition disturbance. First Distillation Region. ............................................................................................. 80
Figure 5-10. Rectifying Zone Temperature Responses to a Negative Step Change (150-100 lb/hr) in the Reflux Flow Rate. Second Distillation Region. .............. 82
Figure 5-11. Stripping Zone Temperature Responses to a Negative Step Change (150-100 lb/hr) in the Reflux Flow Rate. Second Distillation Region. .............. 83
Figure 5-12. Simulated and Experimental Temperature Responses to a Negative Step Change (150 to100 lb/hr) in the Reflux Flow Rate. Second Distillation Region.............................................................................................................................. 84
Figure 5-13. Composition Responses to a Negative Step Change (150 to100 lb/hr) in the Reflux Flow Rate. Second Distillation Region............................................. 85
Figure 5-14. Rectifying Zone Temperature Response to a Negative Step Change (75 to 68 kBTU/hr) in the Reboiler Duty Rate. First Distillation Region................. 88
Figure 5-15. Stripping Zone Temperature Response to a Negative Step Change (75 to 68 kBTU/hr) in the Reboiler Duty Rate. First Distillation Region..................... 89
Figure 5-16. Simulated and Experimental Temperature Response to a Negative Step Change (75 to 68 kBTU/hr) in the Reboiler Duty Rate. First Distillation Region.............................................................................................................................. 90
Figure 5-17. Composition Response to a Negative Step Change (75 to 68 kBTU/hr) in the Reboiler Duty Rate. First Distillation Region........................................... 91
Figure 5-18. Rectifying Zone Temperature Responses to a Negative Step Change (106 to 61 kBTU/hr) in the Reboiler Duty Rate. Second Distillation Region. ... 93
Figure 5-19. Stripping Zone Temperature Responses to a Negative Step Change (106 to 61 kBTU/hr) in the Reboiler Duty Rate. Second Distillation Region. ........... 94

xv
Figure 5-20. Simulated and Experimental Temperature Responses to a Negative Step Change (106 to 61 kBTU/hr) in the Reboiler Duty Rate. Second Distillation Region. ................................................................................................................ 95
Figure 5-21. Composition Responses to a Negative Step Change (106 to 61 kBTU/hr) in the Reboiler Duty Rate. Second Distillation Region. ..................................... 96
Figure 5-22. Rectifying Zone Temperature Responses to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. First Distillation Region. .................. 99
Figure 5-23. Stripping Zone Temperature Responses to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. First Distillation Region. ........................ 100
Figure 5-24. Simulated and Experimental Temperature Responses to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. First Distillation Region.... 101
Figure 5-25. Composition Response to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. First Distillation Region. ................................................. 102
Figure 5-26. Rectifying Zone Temperature Responses to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. Second Distillation Region............. 104
Figure 5-27. Stripping Zone Temperature Responses to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. Second Distillation Region..................... 105
Figure 5-28. Simulated and Experimental Temperature Responses to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. Second Distillation Region............................................................................................................................ 106
Figure 5-29. Composition Response to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. Second Distillation Region. ............................................. 107
Figure 5-30. Simulated and Experimental Temperature Responses to a Step Change in Feed Composition. ............................................................................................ 109
Figure 5-31. Composition Responses to a Step Change in Feed Composition. ....... 110 Figure 6-1. a) Block diagram of a model-reference adaptive system. ...................... 115 Figure 6-2. Process Set Points Introduced to the Model........................................... 117 Figure 6-3. Model Outputs Determined by the Process Set Points........................... 119 Figure 6-4. Model Reconciliation Batch Approach.................................................. 121 Figure 6-5. Logic Diagram for Batch Reconciliation Approach. ............................. 121 Figure 6-6.Experimental Data Reconciliation. ......................................................... 122 Figure 6-7.Experimental Data Reconciliation Filtering the Heat Transfer Coefficient
Signal. ............................................................................................................... 123 Figure 6-8. Closed-loop composition control using PID controllers. Controller
response to set point changes in the distillate and bottom composition. .......... 132 Figure 6-9. PID controller response to disturbances in the feed temperature........... 132 Figure 6-10. Composition control using linear MPC................................................ 136 Figure 6-11. MPC behavior using different tuning parameters. ............................... 137 Figure 6-12. MPC closed loop response to changes in the feed temperature. PM
Tuning: Duty=25, Reflux=20. Data collected from the experiment................. 138

xvi
Figure 6-13. MPC response to unmeasured changes in the feed temperature. Data collected from the simulation............................................................................ 139
Figure 6-14. MPC response to changes in the ambient temperature. Step input. ..... 141 Figure 6-15. MPC response to changes in the ambient temperature. Ramp input.... 141 Figure 6-16. MPC response to changes in the feed composition.............................. 143

xvii
Nomenclature
Chapter 1
General Symbols
y Vapor mole fraction
x Liquid mole fraction
f Pure fluid fugacity
if̂ Fugacity of component in mixture
G Intensive Gibbs energy
n Number of moles
P Pressure
R Gas constant (8.3143 cm3MPa/moleK)
T Temperature
Greek symbols
γ Activity coefficient
ϕ Pure fluid fugacity coefficient
iϕ̂ Component fugacity coefficient in a mixture
Superscripts and subscripts
i Component in a mixture
L Liquid Phase
o Standard State
sat Saturation property
V Vapor phase

xviii
Chapter 4
General Symbols
pF Packing factor, dimension less
pdF Dry-bed packing factor, dimension less
G Gas loading, lb/hr-ft2
fG Gas loading factor
L Liquid loading, lb/hr-ft2
fL Liquid loading factor
PΔ Specific pressure drop, in.H2O/ft of packing
pbPΔ Specific pressure drop through dry bed, in.H2O/ft of packing
Greek symbols
gρ Gas density, lb/ft3
Lρ Liquid density, lb/ft3
μ Liquid viscosity, centipoise
1
Chapter 1. Introduction to Non-ideal Phase Equilibrium
Behavior and Azeotropic Distillation Systems
1.1 Introduction to Control and Dynamic Modeling of Non-ideal
Multicomponent Distillation Systems
Industrial production of chemicals involves purification and recovery of the
products, by-products and unreacted raw materials. Distillation is clearly the
dominant separation process, and the largest energy consumer. Improving its process
efficiency is an on-going goal of the chemical processing and refining industries.
In recent years, the use of dynamic modeling in chemical and refining
applications has been intensified with the adoption of commercial process modeling
software and increasing computer processing capabilities. The models are used in a
broad range of applications like parameter estimation, process optimization, and
control. Most modern control methods require some kind of process model to predict
future process outputs but industrial applications do not currently link high fidelity
dynamic models developed in commercial software with the control software.
Some model-based control and optimization techniques are based on adaptive
steady state models that account for the physical drifting of the process itself (such as
fouling of a heat exchanger, temperature fluctuation of the feed, etc.) or changes in

2
market demands and economic conditions, which may result in change of product
specifications and plant schedules.
The approach presented in this work links the process high fidelity dynamic
model with the control software used in the process. The model is modified online
using a feedback configuration to eliminate the difference between the process and
model outputs. The high fidelity model is used in the implementation of control
strategies and to infer process parameters that cannot be determined with field
instrumentation. The high fidelity model is developed following a methodology that
includes five steps: (1) the system physical and thermodynamic behavior is analyzed;
(2) different modeling approaches are studied and compared with process data to
determine the most suitable method to model the system; (3) the model is developed
and validated with process data; (4) the model parameters that will be updated on-line
are selected; and (5) the model updating method is implemented.
1.2 Azeotropy
Common non-ideal liquid mixtures are generated by mixing polar and non-
polar components, often resulting in the formation of azeotropes. Binary azeotropic
mixtures may often be effectively separated by distillation by adding a liquid material
(solvent or entrainer) to the system which results in a ternary mixture. Ternary
systems are studied by using ternary plots; such an analysis helps design engineers to
visualize the separation possibilities and constraints.

3
An azeotrope is a liquid mixture of two or more components that has a unique
constant boiling point. This boiling point may be higher or lower than the boiling
points of the mixture components. Since the liquid retains the same composition as it
is boiled, the vapor has the same composition as the liquid and simple distillation will
not separate the components. An azeotrope is said to be positive if the constant
boiling point is at a temperature maximum and negative when the boiling point is at a
temperature minimum. There are two types of azeotropes: homogeneous azeotropes,
where only one liquid phase coexists with the vapor phase, and heterogeneous
azeotropes, where two liquid phases coexist with the vapor phase. Systems with more
than one azeotrope are highly non-ideal and involve distillation challenges like the
presence of distillation boundaries and two or more liquid phase formations.
Although separation of highly non-ideal multicomponent mixtures is a
common practice in chemical industries, very few published experimental studies
have utilized dynamic modeling and control of such systems.
1.2.1 Phase Equilibrium, non-ideality and azeotropy
Based on a Venn diagram, Figure 1-1 illustrates the modeling of phase
equilibrium.

4
Figure 1-1. Schematic of the relations between different fluid models [18].
In the model, the vapor is represented by an equation of state while the liquid is represented by the activity coefficient model.
The pressure, temperature and volume relations of the vapor phase are
normally represented with equation of state (EOS) models. The simplest EOS model
is the ideal gas law, which is relatively accurate for gases at low pressures and high
temperatures. Since this equation becomes increasingly inaccurate at higher pressures
and lower temperatures, a number of much more accurate equations of state have
been developed.
In this work, The Redlich-Kwong Equation of State was used to calculate the
vapor phase fugacity. This model was published in 1949 by Redlich and Kwong [40].
A summary of the model is given in Equation (1-1).
)(5.0 bVVTa
bVRTp
+−
−= (1-1)
Ideal Gas Model
Pyf iv
i =ˆIdeal Solution Model
Pyf iv
iv
i ϕ=ˆ
oiii fxf =ˆ
1=iγ
1ˆ ≠iϕ
ii ϕϕ ≠ˆ
Pyf iii ϕ̂ˆ =Departure Functions
Non-ideal Solution Model
oiiii fxf γ=ˆ 1≠iγ
ii ϕϕ =ˆ
ijnPTi
E
i nGRT
≠
⎥⎦
⎤⎢⎣
⎡∂
∂=
,,
lnγ
Excess Properties
Modified Raoult’s Law
satiii
Li Pxf γ≈ˆ

5
where the parameters a and b can be determined with the data of the critical point
(Equation (1-2)).
c
c
c
c
pTR
pTRa
5.225.22
31
4275.0129
1=
⎟⎟⎠
⎞⎜⎜⎝
⎛−
= ; c
c
c
c
pRT
pRTb 08664.0
312 3
1
=−
=
(1-2)
Non-ideal liquids are modeled using activity coefficient models. At low to
moderate pressures and temperatures away from the critical point, the vapor-liquid
phase equilibrium for a multicomponent mixture is given by equation (1-3).
)(),( TPxTxPy satiiii γ= ; i = 1, 2 … n (1-3)
where yi and xi are the mole fractions of species i in the vapor and liquid phases,
respectively, γi is the activity coefficient of species i in the liquid phase, satiP is the
saturated vapor pressure of species i at temperature T, and P is the system pressure.
The activity coefficient γ is a measure of the non-ideality of a mixture and depends on
temperature and composition. When γ = 1, the mixture is said to be ideal and
equation (1-3) simplifies to Raoult’s law (equation (1-4)).
)(TPxPy satiii = ; i = 1, 2 … n (1-4)
Solutions containing dissimilar polar species usually exhibit positive (γ > 1)
or negative (γ < 1) deviations from Raoult’s law. If these deviations become so large
that the vapor pressure exhibits an extreme point at constant temperature, or,

6
equivalently, an extreme point in the boiling temperature at constant pressure, the
mixture is azeotropic.
The activity coefficient is obtained after models of the excess Gibbs energy
normally based on experimental data. The liquid phase models used in this work were
based on the NRTL (nonrandom, two-liquid) equation of Renon and Prausnitz [38].
The model for multicomponent systems as well as the parameters used in this work
are summarized in the Appendix.
1.2.2 Graphical Tools for Analysis of Phase Equilibrium Behavior
The equilibrium compositions of the liquid and vapor phase in a mixture are a
function of the mixtures temperature and pressure. The equilibrium condition is
represented by equation (1-5).
),,( xPTfy = (1-5)
P and T represent the mixture pressure and temperature while y and x represent the
vapor and liquid compositions. In addition to the condition established by equation
(1-5), at the equilibrium state the sum of all composition fractions in each phase must
equal to unity; this condition is represented by equation (1-6) .
1=∑n
iiy , 1=∑
n
iix (1-6)
Equilibrium conditions are graphically represented by diagrams where one of
the variables is fixed (isobaric or isothermal conditions) and an equilibrium mapping

7
function assigns a composition in the liquid phase to the corresponding equilibrium
vapor phase composition.
The possibility to graphically represent a system’s vapor-liquid equilibrium
depends on the number of components in the mixture. In a mixture of n components,
the composition space is (n-1)-dimensional because the sum of mole fractions must
be equal to unity.
1.2.3 Binary and Ternary Diagrams for Normal Pentane, Methanol and
Cyclohexane
The system selected for this research was a ternary mixture of methanol,
normal pentane and cyclohexane. The mixture’s binary phase diagrams are presented
in Figure 1-2 for cyclohexane and methanol, and Figure 1-3 for normal pentane and
methanol.
The non-ideal behavior of the binary mixtures with methanol can be seen from
the diagrams. Methanol forms two heterogeneous azeotropes, one with cyclohexane
and one with pentane. Heterogeneous azeotropes are usually present when positive
deviations from Raoult’s Law are sufficiently large, with γ values typically greater
than four, Equation (1-3). The two liquid phases in the heterogeneous azeotropic
point have different compositions but the overall composition is equal to the
composition of the vapor phase. This thermodynamic behavior can also be studied
with ternary diagrams.
8
0
20
40
60
80
100
120
140
160
180
200
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Cycohexane x,y (mass fraction)
Tem
pera
ture
(F)
Azeotrope
Liquid
Vapor
Liquid
Figure 1-2. Heterogeneous azeotrope. Cyclohexane and methanol at P = 6 psig.
Property Package: NRTL. Simulation Software: Aspen Plus 12.1.
0
20
40
60
80
100
120
140
160
180
200
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Normal Pentane x,y (mass fraction)
Tem
pera
ture
(F)
Azeotrope
Liquid
Vapor
Liquid
Figure 1-3. Heterogeneous azeotrope. Pentane and methanol at P = 6 psig.
Property Package: NRTL. Simulation Software: Aspen Plus 12.1.

9
The mixture’s ternary diagram is presented in Figure 1-4 where both
azeotropes can be appreciated. The two azeotropes divide the diagram into two
distillation regions. Figures 1-4 to 1-7 illustrate step by step how to determine the
feasible product region using ternary diagrams. First draw the ternary diagram and
locate the two system’s azeotropes in the map. Then, draw the distillation boundary
by connecting the two azeotropic points. Continue drawing the distillation line for the
given feed composition and finally, determine the feasible product areas using the
intersections between the distillation and material balances lines.
CYCLOHEXANE
METHANOL
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
0.1
0.2
0.3
0.40.5
0.6
0.7
0.8
0.9
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
69.08 C
45.16 C
NORMAL PENTANE
C5 – MeOHAzeotrope92% C58% MeOH
C6 – MeOHAzeotrope64% C646% MeOH
Two Liquid phases
Figure 1-4. Ternary map (mass basis) for cyclohexane, normal pentane and
methanol. P = 6 psig. Property Package: Split from Aspen Tech. Step (1) Locate all system’s azeotropes in the map.
10
CYCLOHEXANE
NORMAL PENTANE METHANOL
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
69.08 C
45.16 CREGION 1
REGION 2
CYCLOHEXANE
NORMAL PENTANE METHANOL
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
69.08 C
45.16 CREGION 1
REGION 2
Figure 1-5. Step (2) Draw distillation boundary.
Ternary Map (Mass Basis)
CYCLOHEXANE
NORMAL PENTANEMETHANOL
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
REGION 1
REGION 2
Feed point
Distillation line through feed
Distillation line through feed
Figure 1-6. Step (3) Draw distillation lines for given feed composition (infinite
reflux analysis).

11
CYCLOHEXANE
NORMAL PENTANE METHANOL
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
0.1
0.2
0.30.4
0.50.6
0.7
0.8
0.9
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
69.08 C
45.16 CREGION 1
REGION 2
B
D
BD
Material balance linesdirect splitindirect split
F
F
Figure 1-7. Step (4) Draw feasible product areas for the given feed composition in
each distillation region. The distillate D and bottom B compositions are at the intersections of the appropriate distillation and material balance lines [19].
1.3 Understanding Azeotropic Distillation
Azeotropic distillation is a process widely used to separate non-ideal binary
mixtures. This separation technique uses another component; known as an entrainer.
Depending on the mixture, the entrainer forms an azeotrope with one of the
components in the binary mixture or breaks an existing azeotrope in the binary
mixture. There are three types of azeotropic distillation: homogeneous azeotropic
distillation, heterogeneous azeotropic distillation and extractive distillation.
Homogeneous azeotropic distillation uses the entrainer to form a
homogeneous azeotrope with one of the feed components. The entrainer can be added
at the top or bottom of the column depending on whether the azeotrope is recovered

12
at the top or bottom of the column. Heterogeneous azeotropic distillation uses the
entrainer to form a heterogeneous azeotrope in the reflux drum which is also used as
decanter. One of the liquid phases is recovered as product and the other is sent back
as reflux to the column. The entrainer is usually called the “solvent” when referring to
extractive distillation. This separation process uses a large amount of a relative high-
boiling solvent to alter the liquid-phase activity coefficient of the binary mixture and
break an azeotrope. The solvent is added above the feed entry and a few trays below
the top.
Azeotropic distillation presents multiple challenges in design and operation
due to the presence of non-idealities, phase splitting, possible multiple steady states,
and distillation boundaries. When designing these systems it is important to keep in
mind that boundaries cannot be crossed. For these reason, in order to isolate two pure
components which lie in two different distillation regions, it is necessary to have two
different feed compositions (one from each of the two regions) and two distillation
columns [15].
1.4 Dissertation Outline
Chapter 2 reviews the current status of modeling and control of non-ideal
multicomponent distillation systems emphasizing azeotropic distillation. Chapter 3
describes the experimental system including the system properties, process
configuration, and detailed equipment description. Chapter 4 explains the

13
methodology used to develop steady state models for azeotropic distillation and
compares the results when implementing the model with the equilibrium and non-
equilibrium approach. Chapter 5 presents dynamic process data from the process
described in the previous chapter and the dynamic model developed based on that
data. Chapter 6 describes the model reconciliation module and the results after its
online implementation in the process. Chapter 6 also introduces a control study for
azeotropic distillation where different control approaches are implemented in the
process. Finally Chapter 7 summarizes the results presented and proposes future
extensions of this research.

14
Chapter 2. Status of Modeling and Control of Azeotropic
Distillation
2.1 Dynamic Modeling of Azeotropic Distillation Columns
Modeling, design and operation of distillation systems have been extensively
studied by industry and academy during the past years, establishing distillation as the
most mature separation operation [46]. Different algorithms for solving equilibrium
models were widely published from the late 1950s to the early 1990s [45] until the
development of the non-equilibrium model was introduced by Krishna and Taylor in
the late 1980s [23], [24], [25], [55], which models the mass transfer-rate across
distillation and adsorption columns using the Maxwell-Stefan equations. Due to its
complexity, non-equilibrium or rate-based model solutions require more CPU time
than the solutions of the equilibrium models.
Most of published dynamic models on non-ideal multicomponent distillation
separations are related to heterogeneous azeotropic distillation. This process is the
most widely used to separate azeotropic mixtures with low relative volatilities.
Heterogeneous azeotropic distillation uses a third component (entrainer) to form a
heterogeneous azeotrope in the reflux drum. One of the phases is recovered as
product and the other is sent back as reflux to the column. Although the reflux drum

15
is used as a decanter, this process usually requires more than one column to recover
the entrainer.
Chien et al. [12], [14] compared two different models where two and three
columns were used to separate a mixture of isopropyl alcohol + water with
cyclohexane as entrainer. The studied concluded that optimum design of the two
column approach is more economical than the three column approach. Kurooka et al.
[27] developed a dynamic simulator to characterize a distillation column for the
separation of water, n-butyl-acetate and acetic acid. The system used in this study
displayed a complex dynamic behavior, increasing the operation and control
challenges. The dynamic model was used to investigate the performance of a
nonlinear controller with exact input-output linearization of a simplified model.
Although dynamic simulation was developed for these works, no experimental data
was presented to validate the models.
Wang et al. [59] performed experimental validations of dynamic and steady
state models for the mixture of isopropyl alcohol + water with cyclohexane as
entrainer where the objective was the analysis of multiple steady states, parametric
sensitivity and critical reflux. The study used a laboratory scale, 5 cm diameter, sieve
plate distillation column. Baur et al. [3] and Springer et al. [52] also carried out
experiments for model validation using a lab-size column, similar to the one used in
the parametric sensitivity research, but studied multicomponent diffusion and
multiphase hydrodynamics. Baur et al. used two systems, methanol-iso-propanol-
16
water and benzene-iso-propanol-npropanol to examine the influence of mass transfer
on the composition trajectories during distillation of mixtures that exhibit distillation
boundaries. The study used published experimental data to conclude that for reliable
design and simulation it is necessary to use a rigorous mass transfer model based on
the Maxwell-Stefan diffusion equations. Springer et al. used equilibrium and non-
equilibrium (mass transfer model based on Maxwell-Stefan) models of three different
systems, methanol–isopropanol–water, water–ethanol–acetone, and water–methanol–
methylacetate. The study compared the models using experimental data from a lab-
size column, and also concluded non-equilibrium models are necessary to obtain a
good description of the azeotropic system because the boundary crossing is
influenced by interphase mass transfer which is not consider in the equilibrium
model. The experimental setup used in both set of experiments, by Baur et al. [3] and
Springer et al. [52], consisted of one 5 cm diameter column operating at total reflux
and without addition of entrainer. Although Wang et al. [59] also used a 5 cm
diameter lab-sized column, their experimental setup was different; an entrainer was
added through the accumulator which was used as decanter (with phase split). Muller
et al. [33] carried out a very similar experimental work using a 5 diameter lab-size
column for ethanol dehydration with cyclohexane as entrainer. The objective of their
study was to analyze multiple steady states and to validate equilibrium models. The
equilibrium model predicted the existence of multiple steady states and these results
were verified experimentally.

17
Yamamoto et al. [64] presented an industrial example of heterogeneous
azeotropic distillation of acetic acid + water with n-butyl-acetate as an entrainer. This
work investigated the column behavior by using dynamic simulation and developed a
control system tested in the industrial application. The control performance was
presented but the publication omitted experimental data and information on dynamic
model validation.
Repke et al. [41] developed a non-equilibrium steady state model for the
separation of a three phase system in a packed distillation column and validated the
results with experimental data. The study used a 7 cm diameter column, of 7.5 m
height with effective packing height of 2.5m and investigated various heterogeneous
mixtures, such as acetone/toluene/water and 1-propanol/1-butanol/water. The
system’s behavior was better described by the non-equilibrium model than the
equilibrium model, which at some conditions failed to predict the experimental
behavior.
Another variation of azeotropic distillation is homogeneous azeotropic
distillation. As in heterogeneous azeotropic distillation, homogeneous azeotropic
distillation also uses an entrainer, which forms a homogeneous azeotrope with one of
the feed components. It is added to the top or bottom of the column depending on
whether the azeotrope is recover at the top or bottom of the column. In homogeneous
azeotropic distillation a single liquid phase is in equilibrium with the vapor phase,

18
while in heterogeneous azeotropic distillation the overall liquid composition, which
forms two liquid phases, is identical to the vapor composition.
Extractive distillation is another technique used to separate azeotropic mixtures.
It uses a large amount of a relative high-boiling solvent to alter the liquid-phase
activity coefficient of a binary mixture and break the azeotrope. The solvent is added
above the feed entry point, a few trays below the top. Maciel and Brito [30] evaluated
the dynamic behavior of an extractive distillation column for the dehydration of
aqueous ethanol mixture using ethylene glycol as solvent. Using theoretical modeling
and computer simulation, the authors concluded production was highly sensitive to
feed composition disturbances and pointed the necessity of utilization of advanced
control strategies. Kumar et al. [26] developed steady state and dynamic mass and
energy balance models for an extractive tray distillation column separating acetone
and methanol using water as solvent. The literature data used in the study was
obtained in a 15 cm diameter, 2 m height tray column. The models were fitted to the
experimental data modifying the Murphree tray efficiencies. The column presented
nonlinear behavior illustrated by gain changes at different operating conditions. The
study also reported highly non-ideal column profiles and highlighted the importance
of good simulations for nonlinear multicomponent systems.

19
2.2 Control of Azeotropic Distillation Columns
The characteristics of highly non-ideal mixtures present a challenge for process
control. Several studies can be found in the literature addressing the multicomponent
distillation control problem [11]. In general the main objective of distillation control
is to maintain a desired product quality, however, direct composition control is
complicated by the fact that on-line composition analyzers are expensive and difficult
to maintain. This problem has typically been addressed using temperature
measurements in the column in an inferential control strategy. Luyben and Vinante
[29] recommend the use of multiple temperature measurements instead of the
traditional approach based on just one optimal tray temperature measurement. Weber
and Mosler [61] at Esso Research and Engineering patented a multiple temperature
controller to maintain the columns product composition. Brosilow and co-workers
[20], [35] developed an inferential control technique using more variables than just
temperature to infer composition. Patke and Deshpande [36] did an experimental
study in a laboratory scale distillation column to compare the different approaches of
temperature control and inferential control and recommended inferential control over
the temperature control scheme. Yu and Luyben [65] designed a composition control
system by using several temperature measurements in multicomponent distillation
and recommended this approach over the traditional single temperature control and
the inferential control scheme. More recently, Luyben [28] presented a methodology

20
for the selection of effective control structures for ternary distillation columns using
only temperature measurements.
Multivariable distillation control research has also been focused in the choice
and analysis of different control structures. Among others, Skogestad and Morari [48]
extensively studied the subject using the Relative Gain Array (RGA) method [32],
[49], [50], [51], [63]. The RGA steady state analysis, initially introduced by Bristol
[9], has found widespread use in the industry.
In previous control studies for azeotropic distillation systems, overhead
configurations varied within the studies. In general two liquid phases formed in the
entrainer, and one of them was usually put back in the column as reflux and the other
recovered as distillate product. Another difference between the traditional and the
azeotropic distillation process configurations is an additional feed input in the
overhead accumulator to make up for material imbalance and to respond to
disturbances.
Chien et al. [13] constructed a laboratory scale sieve distillation column for
the separation of water + 2-propanol using cyclohexane as an entrainer to test
different traditional control approaches, and concluded that a non-traditional inverse
double loop temperature control scheme was necessary to maintain the desired
temperature profile. This approach is different from the traditional approach in the
sense that the top temperature is paired with reboiler duty while bottom temperature
is paired with reflux flow rate (Figure 2-1). Tonelli et al. [57] studied the same system
21
in a simulation environment and also found the reverse pairing less interactive. Ulrich
and Morari [58] included the entrainer flow as a manipulated variable and introduced
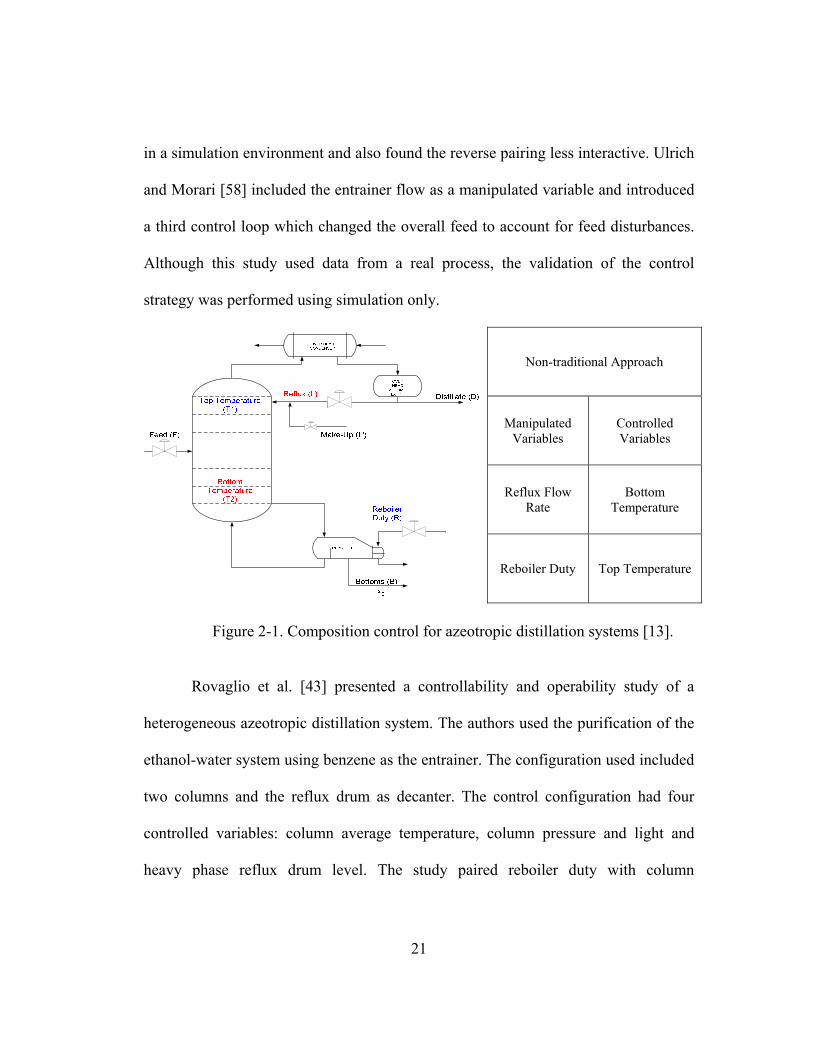
a third control loop which changed the overall feed to account for feed disturbances.
Although this study used data from a real process, the validation of the control
strategy was performed using simulation only.
Non-traditional Approach
Manipulated Variables
Controlled Variables
Reflux Flow Rate
Bottom Temperature
Reboiler Duty Top Temperature
Figure 2-1. Composition control for azeotropic distillation systems [13].
Rovaglio et al. [43] presented a controllability and operability study of a
heterogeneous azeotropic distillation system. The authors used the purification of the
ethanol-water system using benzene as the entrainer. The configuration used included
two columns and the reflux drum as decanter. The control configuration had four
controlled variables: column average temperature, column pressure and light and
heavy phase reflux drum level. The study paired reboiler duty with column

22
temperature and reflux flow rate with reflux drum level. Column pressure was paired
with overhead vapor flow rate. Controllability studies comparing the use of one and
two columns including more variables and common approaches used in this kind of
process are needed.
2.3 Ternary Diagrams and Multiple Steady States
Widagdo and Seider [62] surveyed results from the literature on the use of
theoretical models and computer simulation. They found that azeotropic distillation
(homogeneous and heterogeneous) displayed highly nonlinear behavior indicated by
presence of multiple steady states. An important conclusion from this review was the
necessity of clarifying the sources of the multiple steady states and showing their
presence experimentally. The survey also acknowledged the application of complex
graphical constructions as a basic tool for the design of separation systems of high
non-ideal mixtures. In their work, the authors examined maps of residue curves,
distillation lines, and geometric methods for design, analysis of dynamic and steady
state behavior, and control of azeotropic systems. More recently, De Villiers et al.
[17] presented a review on the use of residue curve maps to analyze phase
equilibrium data predicted from thermodynamic packages and Kiva et al. presented a
survey in azeotropic phase equilibrium diagrams comprising less-known published
results mainly from Russian literature [22].

23
Graphical analysis of ternary systems is possible by commercial process
simulation software such as DISTIL from Aspentech and CHEMCAD from
Chemstations. A residue curve represents the residue composition of a simple batch
distillation column, while a distillation line represents the operation line of a
distillation column at total reflux.
Multiple steady states presented in azeotropic ternary systems can be detected
by graphical analysis using residue curve maps. Residue curve analysis shows the
different paths connecting given compositions in a ternary distillation column helping
to identify different operating conditions given to the same inputs and column
configuration. Several publications have been reported trying to explain the nature of
the phenomena.
Wang et al. [60] studied an azeotropic distillation system of isopropyl alcohol,
cyclohexane and water and showed that there are two paths connecting a high purity
isopropyl alcohol product and the ternary azeotrope distillate. The path was
determined by the reflux rate operating condition. The study was validated with
experimental results.
A detailed study of multiple steady states for homogeneous and heterogeneous
azeotropic distillation was presented by Bekiaris et al. [4], [5], [6]. They showed the
existence of multiple steady states for both systems and derived a necessary and
sufficient condition for the existence of these multiple steady states based on the
geometry of the distillation region boundaries and product paths.
24
Chapter 3. Experimental System Description
This chapter describes the system and equipment used in the experimental
part of the project. The plant where the experiments were carried out belongs to the
Separation Research Program, which is located in the Pickle Research Campus, a
research facility of the University of Texas at Austin.
3.1 Process Description
The chemical system selected for the experiments performed in this research
was a ternary mixture of cyclohexane, normal pentane and methanol. The
thermodynamic behavior of the mixture as well as its binary and ternary plots were
presented in section 1.2.3.
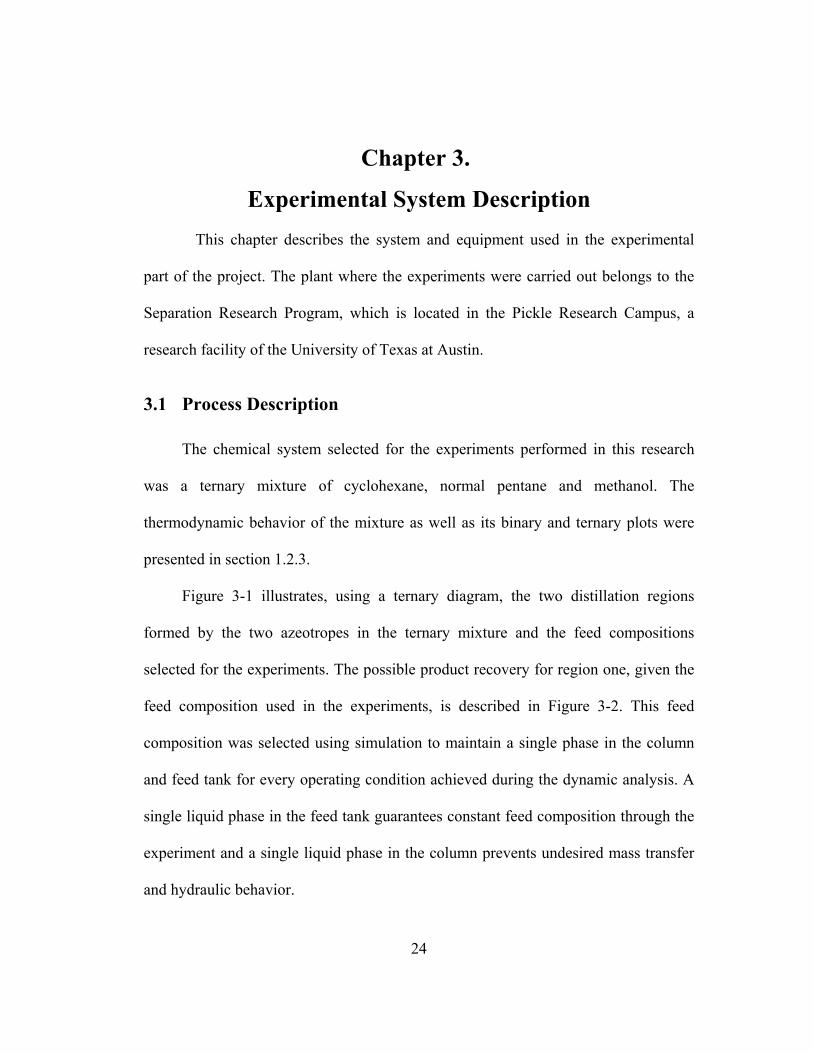
Figure 3-1 illustrates, using a ternary diagram, the two distillation regions
formed by the two azeotropes in the ternary mixture and the feed compositions
selected for the experiments. The possible product recovery for region one, given the
feed composition used in the experiments, is described in Figure 3-2. This feed
composition was selected using simulation to maintain a single phase in the column
and feed tank for every operating condition achieved during the dynamic analysis. A
single liquid phase in the feed tank guarantees constant feed composition through the
experiment and a single liquid phase in the column prevents undesired mass transfer
and hydraulic behavior.

25
Table 3-1. System properties1.
Methanol Normal Pentane Cyclohexane
Formula CH4O C5H12 C6H12
Molecular Weight 32.04190063 72.151 84.16
Molar Density [kgmole/m3] 24.531987 8.603021 9.189436
Mass Density [kg/m3] 786.0514899 620.7165 773.383
Mass Enthalpy [kcal/kg] -1785.97602 -572.454 -441.892
Mass Entropy [kJ/kg-C] 0.264072486 1.010161 -2.40188
Heat Capacity [kJ/kgmole-C] 115.4849955 167.7808 149.5317
Mass Heat Capacity [kJ/kg-C] 3.604186804 2.325413 1.776755
Antoine’s coefficients: fTeTdcT
baP *)ln(*)ln( +++
+= , kPaP = , )(KT
A 0 63.198 70.9775
B 0.6602 -1.17E-02 -6187.1
C 1.11E-03 3.32E-03 0
D 2.69E-07 -1.17E-06 -8.46523
E -2.23E-10 2.00E-10 6.45E-06
F 0 -8.66E-15 0
1 Source: HYSYS thermodynamic library. The vapor enthalpy equation is integrated by Hysys to calculate entropy. This calculation is performed on mass basis with the reference point being an ideal gas at 0 K.
26
Ternary Map (Mass Basis)
CYCLOHEXANE
NORMAL PENTANEMETHANOL
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
REGION 1
REGION 2
Feed Composition Region 1Methanol = 5%N-Pentane = 45%Cyclohexane = 50%
Feed Composition Region 2Methanol = 45%N-Pentane = 50%Cyclohexane = 5%
Ternary Map (Mass Basis)
CYCLOHEXANE
NORMAL PENTANEMETHANOL
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
REGION 1
REGION 2
Feed Composition Region 1Methanol = 5%N-Pentane = 45%Cyclohexane = 50%
Feed Composition Region 2Methanol = 45%N-Pentane = 50%Cyclohexane = 5%
Figure 3-1. Distillation Regions and Operating Points.
Ternary Map (Mass Basis)
CYCLOHEXANE
NORMAL PENTANE
METHANOL
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
REGION 1
REGION 2
Feed Composition Region 1Methanol = 5%N-Pentane = 45%Cyclohexane = 50%
Feasible bottom’s product recovery region
Feasible distillate’s product recovery region
Figure 3-2. First Distillation Region Feasible Recovery Composition Region.
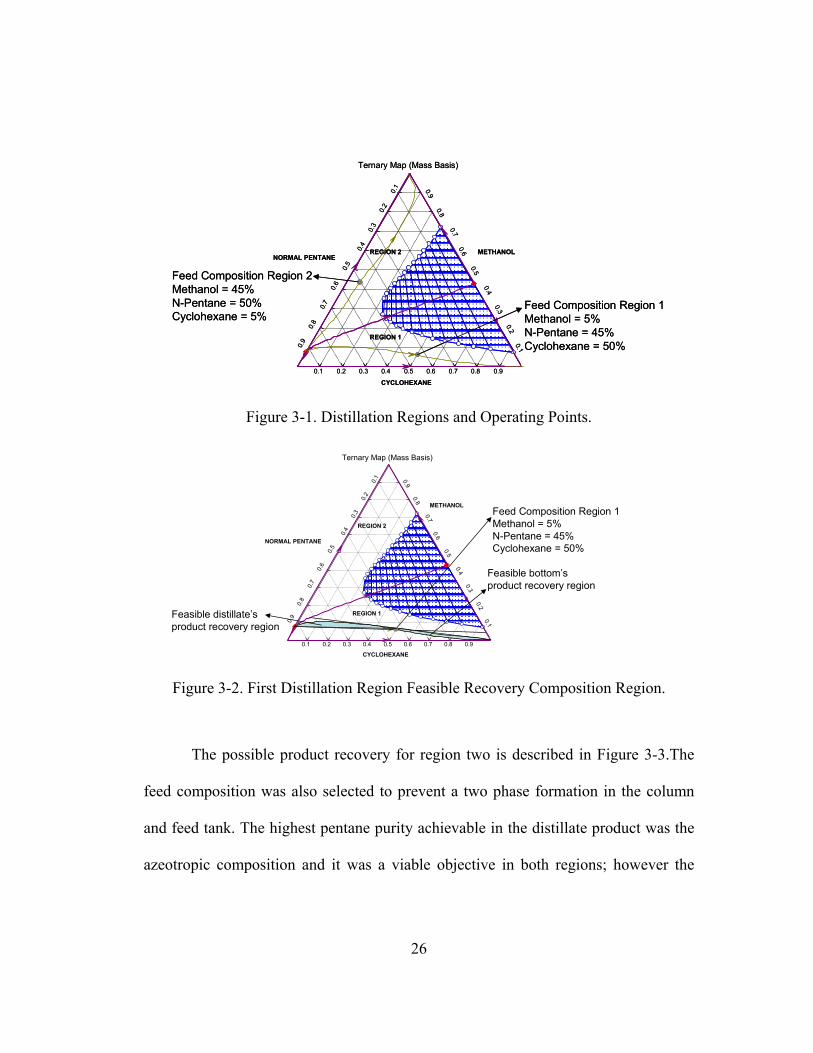
The possible product recovery for region two is described in Figure 3-3.The
feed composition was also selected to prevent a two phase formation in the column
and feed tank. The highest pentane purity achievable in the distillate product was the
azeotropic composition and it was a viable objective in both regions; however the
27
bottom composition objective changed from pure cyclohexane in the first region to
pure methanol in the second.
Ternary Map (Mass Basis)
CYCLOHEXANE
NORMAL PENTANEMETHANOL
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
REGION 1
REGION 2
Feed Composition Region 1Methanol = 45%N-Pentane = 50%Cyclohexane = 5%
Feasible bottom’s product recovery region
Feasible distillate’s product recovery region
Figure 3-3. Second Distillation Region Feasible Recovery Composition Region.
3.2 Equipment Description
Figure 3-4 illustrates a picture of the process while Figure 3-5 indicates the
instrumentation and control loops used to measure and control the variables during
the experiments performed to collect the steady state data.

28
Figure 3-4. Picture of the column used in the experimentation.

29
Figure 3-5. Process Diagram.

30
3.2.1 Vessels
3.2.1.1 Feed tank
Dimensions: 2.5 ft diameter x 3 ft.
Total volume = 110 gal.
Volume charged = 91 gal.
Hold-up during operation = 40 gal.
3.2.1.2 Column (Figure 3-6)
Dimensions: 6 in diameter x 34.75 ft.
Internal Type: Packed (No. 0.7 Nutter Ring Metal Random)
Packed Height: 30 ft.
3.2.1.3 Accumulator
Dimensions: 8 in diameter x 3 ft.
Total volume: 7.8gal.
Hold-up during operation: 5 gal.
3.2.2 Heat Exchangers
3.2.2.1 Reboiler
Type = Horizontal kettle reboiler with liquid overfow
Heat Transfer surface area = 78.4 sqft.
Configuration – 1 shell pass, 1 tube pass.

31
Tube side – condensing steam
Shell side – boiling process stream
Figure 3-6. Column Diagram with Location of Temperature Sensors.
3.2.2.2 Condenser
Type = Tube and shell heat exchanger.
Tube side - Cooling water
Cooling water flow = 5 gpm
Exit temperature for cold water = 58.5 F
Shell Side – Condensing vapor
Orientation = horizontal
34.75 ft 30 ft
7.7 ft
Feed Point
2 ft TT-6071
5.5 ftTT-6072
2 ft TT-6073 2 ft TT-6074 2.83 ft TT-6075
2 ft TT-6076 2 ft TT-6077 2 ft TT-6078 1 ft TT-6079
32
Heat Transfer surface area = 34 sqft
1-pass flow (shell and tube side)
3.2.3 Instrumentation
The process sensors, actuators and controllers were provided by Emerson
Process Management, as described below.
3.2.3.1 Temperature sensors
The process has twenty-four temperature sensors connected to four
Rosemount 848T’s eight-input temperature transmitters with a Foundation Fieldbus
segment. Nine temperature sensors are located in the column (Figure 3-6), and the
others are located in the different process streams.
3.2.3.2 Level sensors
There are four level measurements in the process located in the feed tank,
accumulator, reboiler and bottom of the column. The hold-up in the bottom of the
column is measured with a Rosemount 1151 pressure transmitter with Foundation
Fieldbus.
3.2.3.3 Flow sensors
The process has four Micromotion coriolis flow meters to measure feed,
reflux, distillate, and bottom flow rate. These sensors are equipped with HART
33
communication devices. In addition to the Micromotion meter, there are three orifice
flow meters in the utility lines (cold water, reboiler, and preheater steam).
3.2.3.4 Pressure sensors
In addition to the steam pressure sensors, there are two sensors to measure
pressure in the condenser and the differential column pressure.
3.2.3.5 Control valves
There are four Fisher control valves associated with the same streams as the
Micromotion flow meters and two others associated with the reboiler and preheater
steam line.
3.2.3.6 Control system
The experimental plant is operated through a DeltaV control system from
Emerson Process Management. The DeltaV system includes three workstations, a
control network, two controllers (second is redundant) and an I/O subsystem. The
work stations provide a graphical user interface to the process and system
configuration functions. The three work stations communicate among themselves and
two controllers by a control network. The primary controller performs control and
manages communications between the I/O subsystem and the control network. The
I/O subsystem processes information to and from field devices.

34
Chapter 4. Steady State Models for Azeotropic Distillation In order to determine whether or not equilibrium models could be used to
accurately predict the azeotropic system behavior, a non-equilibrium steady state
model was developed, and its results were compared with an equilibrium model. Both
models used the same equipment configuration, operating conditions, and
thermodynamic properties. Conditions from the two distillation regions were
simulated, and their results were validated experimentally. The two steady state
models presented in this chapter were developed using Aspen Technology software.
Equilibrium models were developed in HYSYS and Aspen Plus, and one rate-based
or non-equilibrium model was developed in Aspen Plus.
4.1 Model Configuration
The column configuration is summarized in Table 4-1. The activity
coefficient model NRTL was used as the main property method for the liquid phase
while the Redlich-Kwong equation-of-state was used for the calculations in the gas
phase. The thermodynamic models were described in previous chapters and the
Appendix.

35
Table 4-1. Column Configuration for Steady State Simulation.
Number of Theoretical Stages 24 (Without condenser and reboiler) Feed Stage 18 Condenser Type Total (Stage 1) Reboiler Type KETTLE (Stage 26) Valid Phases Vapor-Liquid-Liquid Internal Type Packed (Nutter Ring Metal Random No. 0.7)Stage Packing Height [in] 13.84615 Stage Vol [ft3] 0.226557121 Diameter [in] 6 Void Fraction 0.977 Specific Surface Area [sqft/cuft] 68.8848 Robbins Factor2 11.8872
4.2 Equilibrium vs. Non-equilibrium Model
An important decision in this project was whether to develop a rate-based or
an equilibrium model. The equilibrium models use the so-called MESH equations,
which stands for the four groups of equations that are solved in the model: Material
balance, Equilibrium relations, Summation of compositions and enthalpy (H) balance.
Equilibrium models assume that the vapor phase and the liquid phase on each stage
are in thermodynamic equilibrium, and to account for the deviation from equilibrium,
the concepts of tray efficiency (for tray columns) and HETP (for packed columns) are
used. The rate-based models do not use these concepts because the rigorous Maxwell-
Stefan theory is used to calculate the inter-phase heat and mass transfer rates.
2 Packing-specific quantity used in the Robbins correlation. The packing factor is correlated directly from dry-bed pressure-drop data. The Robbins correlation is used to predict the column vapour pressure drop. For the dry packed bed at atmospheric pressure, the Robbins or packing factor is proportional to the vapour pressure drop [42]
36
Taylor et al [56] encouraged the use of the rate-based approach when
modeling distillation column dynamics and heterogeneous azeotropic systems. It is
suggested that equilibrium models failed to describe column dynamics due to the fact
that stage efficiencies are a function of flow rates and composition and therefore vary
with time. Constant stage efficiencies are a key parameter of equilibrium models. In
addition, rate-based models are recommended for modeling of systems with
distillation boundaries, like most azeotropic systems, because equilibrium models
occasionally cross the distillation boundary although it has been shown in practice
that this boundary cannot be crossed using one column.
As mentioned in Chapter 2, some studies have concluded that rate-based or
non-equilibrium models are necessary to obtain a good description of the azeotropic
system [41][52], while others have validated azeotropic distillation equilibrium
models experimentally [26][33], which suggests that the equilibrium approach can
perform very well in modeling of azeotropic distillation systems.
A summary of the equilibrium and non-equilibrium major equations is given
below. Figure 4-1 illustrates the configuration of an equilibrium stage while Figure
4-2 illustrates the configuration of a non-equilibrium segment.
4.2.1 Equilibrium Approach
Entering stage j in Figure 4-1 are feed flow rate Fj, liquid flow rate Lj-1, and
vapor flow rate Vj+1. Leaving stage j are liquid flow rate Lj, and vapor flow rate Vj,

37
these streams can be divided into a side stream, with flow rates Uj for the liquid and
Wj for the vapor, and an interstage stream to be sent to the stages below and above the
actual stage. Also leaving from (+) or entering to (-) the stage is the heat transfer rate
Qj. The streams intensive properties z, x, y, T, P and h, represent overall composition,
liquid composition, vapor composition, temperature, pressure and enthalpy
respectively. When modeling ordinary distillation only one liquid phase is considered
and the equilibrium-stage model utilizes 2C+3 MESH equations for each stage, where
C is the number of components in the system.
Figure 4-1. Configuration of an Equilibrium Stage.

38
M- Material balance equations (C mass balances for components):
( ) ( ) 0,,,1,11,1 =+−+−++ ++−− jijjjijjjijjijjij yWVxULzFyVxL (4-1)
E- Vapor-liquid Equilibrium (C phase equilibria relations):
0,,, =− jijiji xKy (4-2)
S- Summation of mole fractions (2 summations of mole fractions):
1
1
1,
1,
=
=
∑
∑C
ji
C
ji
x
y (4-3)
H- Energy balance (1 energy balance):
( ) ( ) 011111 =−+−+−++ +++−− jjVjjjLjjjFjjVjjLj QhWVhULhFhVhL
(4-4)
In addition to the MESH equations, VLLE columns require solving liquid-
liquid equilibrium equations for each stage. 2C+2 additional equations need to be
solved for each stage. These equations are C mass balances for components, C phase
equilibrium relations and 2 summations of mole fractions. These equations were
solved in Aspen Plus and HYSYS using a Newton-Raphson method.
The pressure drop in the equilibrium model developed in Aspen Plus is
calculated using the generalized packing correlation presented by Norton Co. and
Strigle [10] [54]. This correlation uses liquid density, liquid viscosity and the flooding

39
parameter to obtain the pressure drop. For the liquid holdup calculation, the
equilibrium models developed in Aspen Plus used the Stichlmair correlation [53]. The
Stichlmair correlation requires the packing void fraction and surface area and three
Stichlmair correlation constants. These parameters were retrieved from vendor
information and Aspen Plus databases.
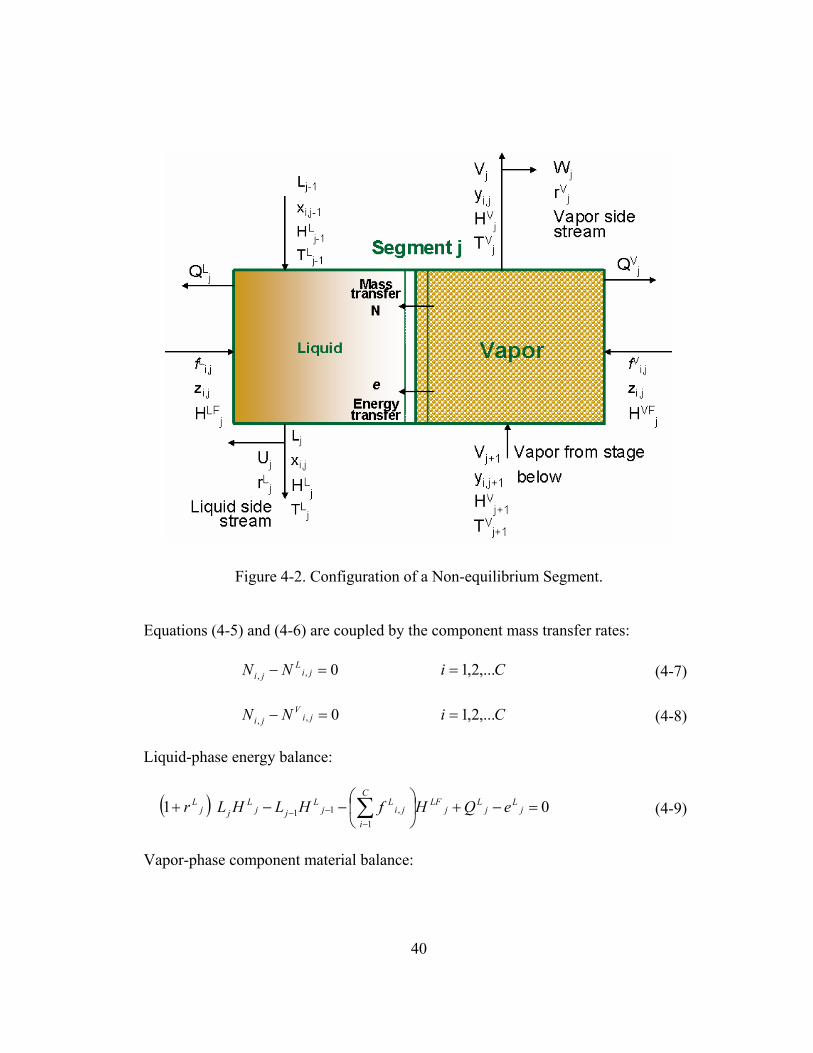
4.2.2 Non-equilibrium Approach
Entering segment j in Figure 4-2, are feed component i vapor and liquid flow
rates fij, liquid flow rate Lj-1, and vapor flow rate Vj+1. Leaving the segment, at
pressure Pj and temperature Tj, and enthalpy Hj are liquid and vapor flow rates Lj and
Vj. A fraction, rj, of these streams may be withdrawn in the side streams Uj and Wj.
Also leaving (+) or entering (-) the segment liquid and vapor phases are the heat
transfer rates Qj. Within the segment, mass transfer of components and heat transfer
occurs across the phase boundary at rates Ni,j and ej from the vapor phase to the liquid
phase (+) or vice versa (-). The super indices L and V represent the liquid and vapor
phase respectively. In the rate-based model, the mass and energy balances are
separated for each phase around a segment.
Liquid-phase component material balance:
( ) 01 ,,1,1, =−−−+ −− jiL
jiL
jijjijjL NfxLxLr Ci ,...2,1= (4-5)
Vapor-phase component material balance:
( ) 01 ,,1,1, =−−−+ ++ jiV
jiV
jijjijjV NfyVyVr Ci ,...2,1= (4-6)
40
Figure 4-2. Configuration of a Non-equilibrium Segment.
Equations (4-5) and (4-6) are coupled by the component mass transfer rates:
0,, =− jiL
ji NN Ci ,...2,1= (4-7)
0,, =− jiV
ji NN Ci ,...2,1= (4-8)
Liquid-phase energy balance:
( ) 011
,11 =−+⎟⎠
⎞⎜⎝
⎛−−+ ∑
−
−− jL
jL
jLF
C
iji
Lj
Ljj
Ljj
L eQHfHLHLr (4-9)
Vapor-phase component material balance:

41
( ) 011
,11 =−+⎟⎠
⎞⎜⎝
⎛−−+ ∑
−
++ jV
jV
jVF
C
iji
Vj
Vjj
Vjj
V eQHfHVHVr (4-10)
Where at the interface,
0=− jL
jV ee (4-11)
Summation of mole fractions, applied at the liquid-vapor interface:
1
1
1,
1,
=
=
∑
∑C
jiI
C
jiI
x
y (4-12)
Phase equilibrium for each component is assumed only at the liquid-vapor interface:
0,,, =− jiI
jiI
ji yxK (4-13)
In this work, two different steady state models were developed; one used the
equilibrium modeling approach and the other the non-equilibrium approach. The
purpose of these models was to provide an initial understanding of the process and to
evaluate the two different modeling methods when compared to the experimental
data. The steady state simulation was used as a starting point for the dynamic state
simulation.
Aspen-Plus was used to develop the steady state simulations because of the
thorough treatment of thermodynamic interactions and its status as a widely accepted
process simulator. Aspen-Plus provided a non-equilibrium solution while the
simulation developed in HYSYS was an equilibrium solution. HYSYS steady state
simulation was created as a first step for the development of the dynamic model. First

42
steady state equilibrium simulation in Aspen-Plus (Radfrac) was configured to match
results from the steady state simulation in HYSYS, which is also an equilibrium
model. This exercise helped to configure the two different simulators with the same
properties and parameters. Then rate-based simulation (Ratefrac) was performed in
Aspen-Plus, and the results compared with the equilibrium simulation.
4.2.3 First Distillation Region.
Eight different steady state points were studied in the first distillation region;
the raw data is presented in Table B-1. The system conditions were modified to
obtain different compositions at the top and bottom of the column. Table 4-2 presents
the controller set points used in the eight different steady state points studied.
Before the data collected from the process was used to validate the steady
state models it was first validated by calculating the process mass balance. The
difference in the material balance is due to the error in the composition measurement.
Table 4-2. Controller set points at first distillation region steady state values.
# Feed Flow Rate [lb/hr]
Distillate Flow Rate
[lb/hr]
Bottoms Flow Rate
[lb/hr]
Reflux Flow Rate
[lb/hr]
Reboiler Duty Rate
[kMBTU/hr]
Steam Flow Rate
[lb/hr]
Feed Temp
[F] 1 300 144.00 156.00 75 69.04 67 95 2 300 160.60 139.40 75 77.42 75 95 3 300 99.00 201.00 100 68.84 65 95 4 300 108.00 192.00 90 68.50 65 95 5 300 80.00 220.00 110 69.33 65 90 6 200 100.00 100.00 120 69.00 65 95 7 200 88.00 112.00 150 75.49 72 90 8 300 151.30 148.70 75 69.78 67 95

43
It was determined experimentally that the error in the composition
measurement was in the order of 1%. However, low (<2%) methanol and normal
pentane composition values increased the measurement error considerably. Since the
bottoms composition presented a trace of methanol, the composition data collected
from this stream was reconciled using the process material balance. The final
reconciled data is presented in Table 4-3.
Table 4-3. Reconciled Experimental Steady State Composition Data [w%]. First Distillation Region.
Feed Distillate Bottom #
MeOH C5 C6 MeOH C5 C6 MeOH C5 C6 1 4.06 49.34 46.60 6.74 93.08 0.18 1.58 8.97 89.45 2 3.96 51.52 44.52 6.85 92.96 0.19 0.63 3.78 95.58 3 3.27 43.65 53.09 8.92 90.83 0.25 0.48 20.41 79.11 4 3.67 44.15 52.18 8.66 91.29 0.06 0.86 17.63 81.50 5 2.95 41.77 55.29 8.75 90.92 0.33 0.84 23.89 75.27 6 3.28 51.10 45.62 4.34 95.26 0.40 2.22 6.93 90.85 7 3.02 48.06 48.92 6.33 93.64 0.03 0.43 12.24 87.33 8 4.06 52.11 43.83 5.99 93.84 0.17 2.10 9.64 88.26
4.2.3.1 Number of Stages/Segments Validation.
The number of stages in the equilibrium model was determined using the
HETP provided by the packing vendor and the total height of packing in the column.
Initially, the number of segments in the rate-based model was selected to match the
number of stages calculated for the equilibrium model. In order to validate the choice
of number of stages/segments, different simulations were performed adjusting the
number of equilibrium stages and segments in the models. The results presented in
Tables 4-4 and 4-5 correspond to the analysis of the steady state condition #2.

44
Table 4-4. Composition [weight %] results after variation in the number of equilibrium stages. First Distillation Region. Steady State Condition #2.
Product Component 13 Stages 26 Stages 52 Stages Experimental MeOH 7.40 7.397 7.397 6.85
C5 90.60 92.566 92.566 92.96 Distillate C6 2.01 0.037 0.037 0.19
MeOH 0.00 0.000 0.000 0.635 C5 6.50 4.232 4.232 3.782 Bottoms C6 93.50 95.768 95.768 95.583
Table 4-5. Composition [weight %] results after variation in the number of segments. First Distillation Region. Steady State Condition #2.
Product Component 13 Segments 26 Segments 52 Segments Experimental MeOH 8.244 8.250 8.250 6.85
C5 85.421 89.739 90.346 92.96 Distillate C6 6.335 2.011 1.404 0.19
MeOH 0.01 0.000 0.000 0.635 C5 20.23 16.241 15.681 3.782 Bottoms C6 79.77 83.759 84.319 95.583
The results indicated the selected number of equilibrium stages was correct,
since fewer stages gave lower agreement with the experimental data and more stages
did not improve the model performance compared with the experimental data.
Increasing the number of segments to 52 in the rate-based model did increase the
model performance when compared with the experimental data, matching the
predicted composition to that of the equilibrium model in five of the eight conditions
studied.
If the number of segments equals the number of stages the separation
predicted by the rate-based model is always going to be lower than the prediction
from the equilibrium model. This statement is explained by Peng [37], who described
a relationship between the equilibrium model and the non-equilibrium model. The

45
relationship established that when the number of segments in the rate-based model is
the same as the number of stages in the equilibrium model, the solution of both
models is identical if the interfacial area is infinitive. Since for a real packed column
the area in the rate-based model is finite, the separation predicted by the equilibrium
model is always going to be better than that predicted by the rate-based model when
the number of stages and segments is the same. Therefore the number of segments in
the rate-based model must be set to a higher value than the number of equilibrium
stages, otherwise the model under-predicts the separation.
4.2.3.2 Column Temperature Profile.
The following section includes the results obtained after analyzing the
temperature profiles in three different steady state conditions. Figure 4-3 indicates
that the equilibrium model gives a better approximation of the experimental data than
the non-equilibrium model. The similarities between the equilibrium model and the
experimental data suggest that the vapor pressure model was accurate and since the
vapor pressure model was the same for equilibrium and non-equilibrium models the
differences with the rate-based model may be associated with the mass and heat
transfer coefficient models which may not be accurate for this particular system.
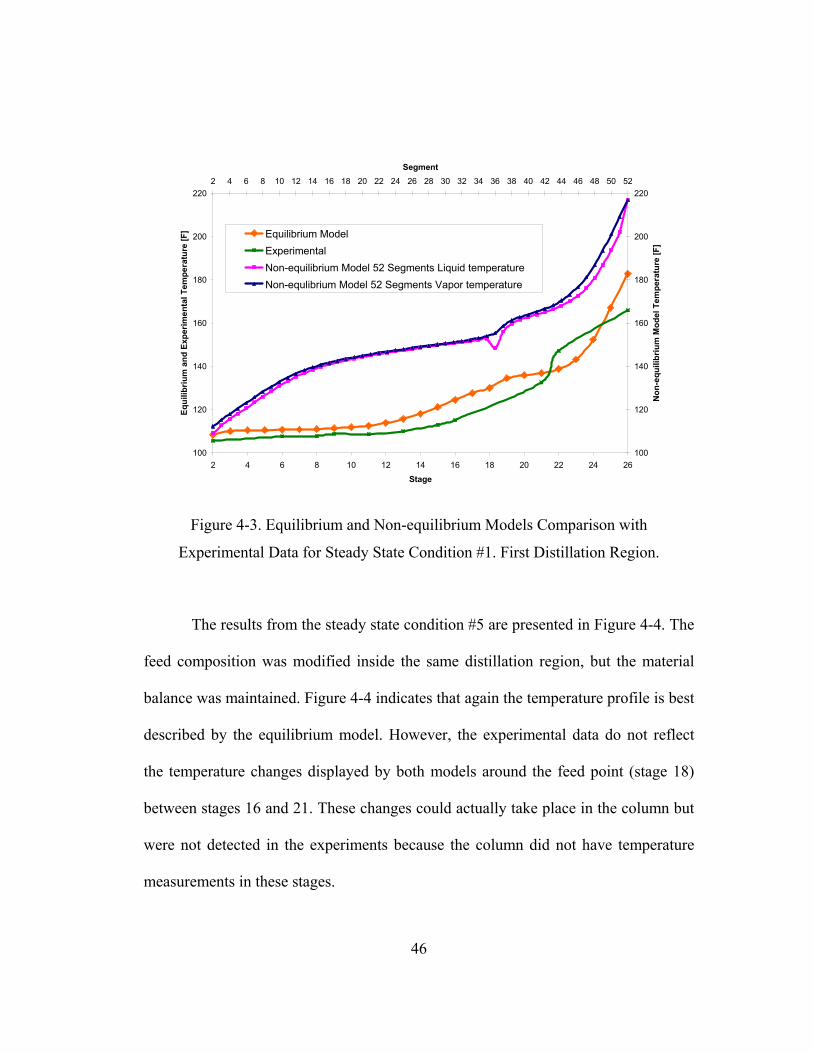
46
100
120
140
160
180
200
220
2 4 6 8 10 12 14 16 18 20 22 24 26
Stage
Equi
libriu
m a
nd E
xper
imen
tal T
empe
ratu
re [F
]
100
120
140
160
180
200
2202 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52
Segment
Non
-equ
ilibr
ium
Mod
el T
empe
ratu
re [F
]
Equilibrium ModelExperimentalNon-equilibrium Model 52 Segments Liquid temperatureNon-equlibrium Model 52 Segments Vapor temperature
Figure 4-3. Equilibrium and Non-equilibrium Models Comparison with
Experimental Data for Steady State Condition #1. First Distillation Region.
The results from the steady state condition #5 are presented in Figure 4-4. The
feed composition was modified inside the same distillation region, but the material
balance was maintained. Figure 4-4 indicates that again the temperature profile is best
described by the equilibrium model. However, the experimental data do not reflect
the temperature changes displayed by both models around the feed point (stage 18)
between stages 16 and 21. These changes could actually take place in the column but
were not detected in the experiments because the column did not have temperature
measurements in these stages.

47
100
120
140
160
180
200
220
2 4 6 8 10 12 14 16 18 20 22 24 26
Stage
Equi
libriu
m a
nd E
xper
imen
tal T
empe
ratu
re [F
]
100
120
140
160
180
200
2202 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52
Segment
Non
-equ
ilibr
ium
Mod
el T
empe
ratu
re [F
]
Equilibrium ModelExperimentalNon-equilibrium Model 52 Segments Liquid temperatureNon-equlibrium Model 52 Segments Vapor temperature
Figure 4-4. Equilibrium and Non-equilibrium Models Comparison with
Experimental Data for Steady State Condition #5. First Distillation Region.
The equilibrium model and experimental data displayed a flat temperature
profile between stages 8 and 15, which was not exhibited by the non-equilibrium
model. Although the composition predicted by both models was roughly the same, the
temperature profile in this particular case was important because it indicated the
approximation to the azeotropic region. The results from the steady state condition #6
are presented in Figure 4-5.

48
100
120
140
160
180
200
220
2 4 6 8 10 12 14 16 18 20 22 24 26
Stage
Equi
libriu
m a
nd E
xper
imen
tal T
empe
ratu
re [F
]
100
120
140
160
180
200
2202 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52
Segment
Non
-equ
ilibr
ium
Mod
el T
empe
ratu
re [F
]
Equilibrium ModelExperimentalNon-equilibrium Model 52 Segments Liquid temperatureNon-equlibrium Model 52 Segments Vapor temperature
Figure 4-5. Equilibrium and Non-equilibrium Models Comparison with
Experimental Data for Steady State Condition #6. First Distillation Region.
The temperature profile given by the non-equilibrium model in Figure 4-5
again failed to indicate the constant temperature response starting in stage 6. In
contrast, the equilibrium model gave a very close temperature profile and, given that
the compositions predicted by both models were very similar, it was concluded that
the vapor pressure model used was accurate.
Since increasing the number of segments in the rate-based model improved in
the performance in the composition prediction for some of the steady state conditions
studied, the temperature profile was studied using different number of segments. The
results for condition #6 are presented in Figure 4-6.
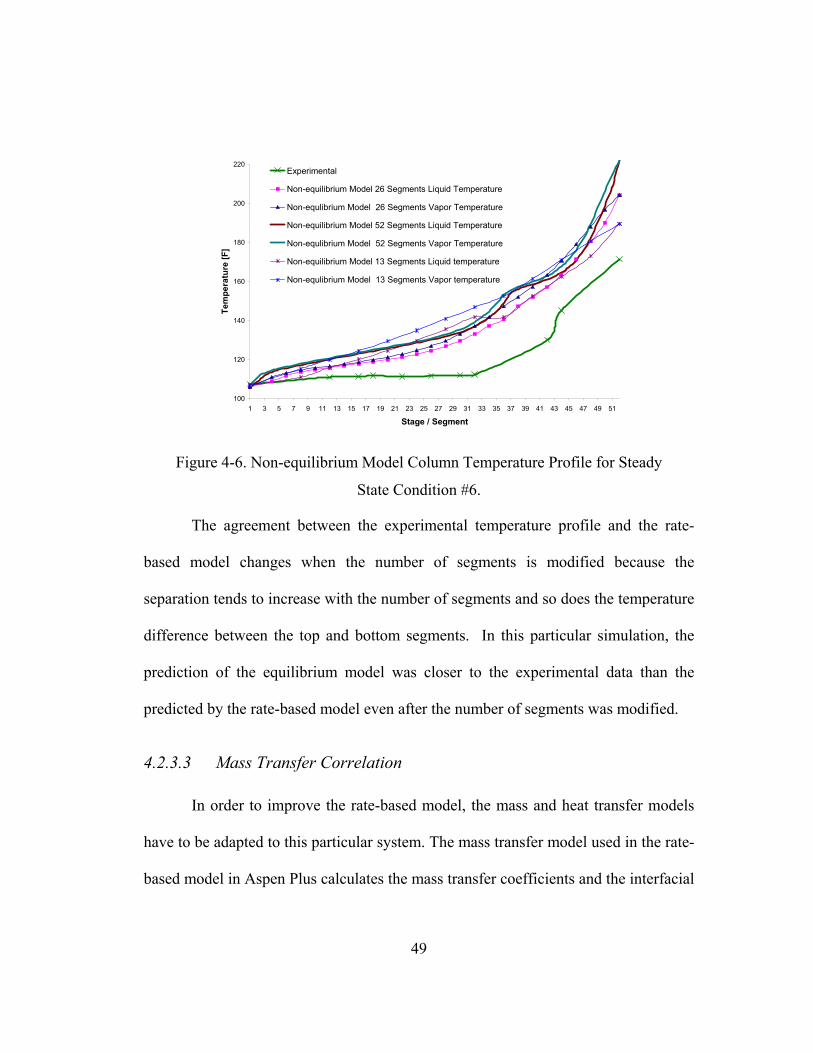
49
100
120
140
160
180
200
220
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51
Stage / Segment
Tem
pera
ture
[F]
Experimental
Non-equilibrium Model 26 Segments Liquid Temperature
Non-equlibrium Model 26 Segments Vapor Temperature
Non-equilibrium Model 52 Segments Liquid Temperature
Non-equlibrium Model 52 Segments Vapor Temperature
Non-equilibrium Model 13 Segments Liquid temperature
Non-equlibrium Model 13 Segments Vapor temperature
Figure 4-6. Non-equilibrium Model Column Temperature Profile for Steady
State Condition #6.
The agreement between the experimental temperature profile and the rate-
based model changes when the number of segments is modified because the
separation tends to increase with the number of segments and so does the temperature
difference between the top and bottom segments. In this particular simulation, the
prediction of the equilibrium model was closer to the experimental data than the
predicted by the rate-based model even after the number of segments was modified.
4.2.3.3 Mass Transfer Correlation
In order to improve the rate-based model, the mass and heat transfer models
have to be adapted to this particular system. The mass transfer model used in the rate-
based model in Aspen Plus calculates the mass transfer coefficients and the interfacial
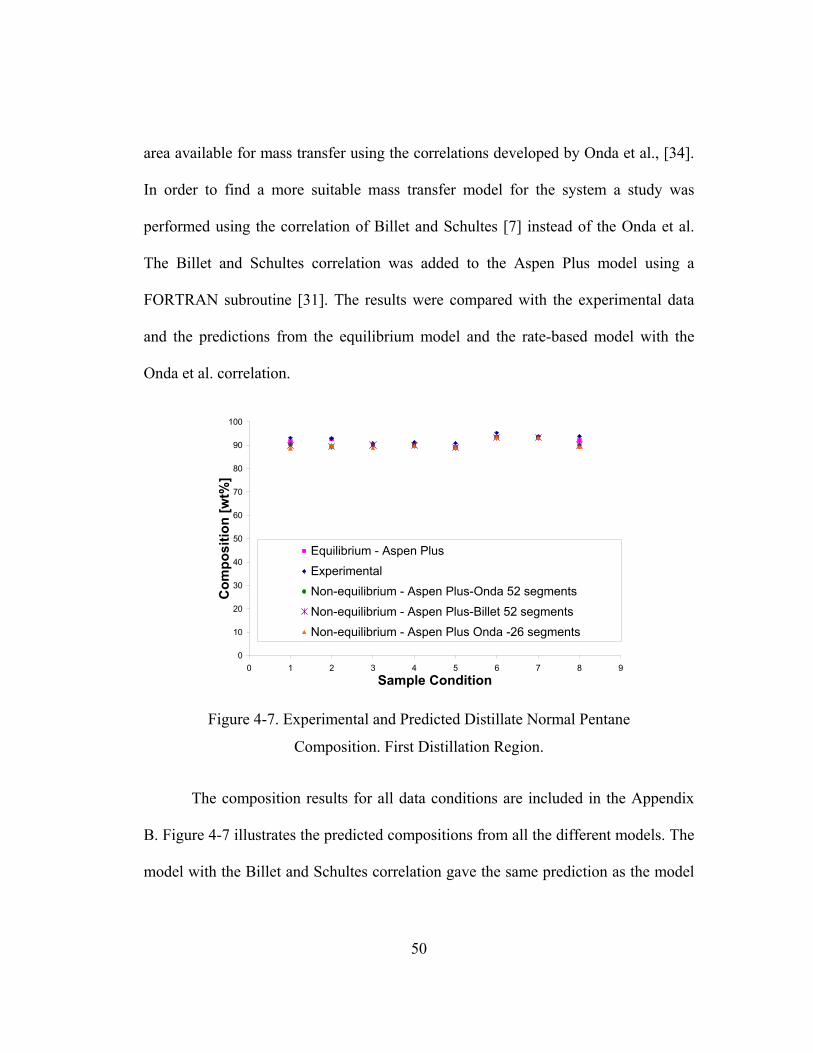
50
area available for mass transfer using the correlations developed by Onda et al., [34].
In order to find a more suitable mass transfer model for the system a study was
performed using the correlation of Billet and Schultes [7] instead of the Onda et al.
The Billet and Schultes correlation was added to the Aspen Plus model using a
FORTRAN subroutine [31]. The results were compared with the experimental data
and the predictions from the equilibrium model and the rate-based model with the
Onda et al. correlation.
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5 6 7 8 9Sample Condition
Com
posi
tion
[wt%
]
Equilibrium - Aspen PlusExperimentalNon-equilibrium - Aspen Plus-Onda 52 segmentsNon-equilibrium - Aspen Plus-Billet 52 segmentsNon-equilibrium - Aspen Plus Onda -26 segments
Figure 4-7. Experimental and Predicted Distillate Normal Pentane
Composition. First Distillation Region.
The composition results for all data conditions are included in the Appendix
B. Figure 4-7 illustrates the predicted compositions from all the different models. The
model with the Billet and Schultes correlation gave the same prediction as the model
51
with the Onda et al. correlation for five of the eight conditions studied. For the other
three conditions the model with the Onda et al. correlation gave a closer agreement to
the experimental data.
4.2.3.4 Heat Transfer Correlation
The effect of the heat transfer correlation was studied by initially assuming the
temperatures of the liquid and vapor phases to be same and therefore eliminating the
interfacial heat transfer effect. Aspen Plus calculates the heat transfer coefficients for
the rate-based model, using the Chilton-Colburn analogy [21]. The analogy, described
in Equation (4-14), relates the mass transfer coefficients, avk , heat transfer
coefficients, tch , and Schmidt, Sc , and Prandtl, Pr, numbers.
( ) ( ) 32
32
Prmix
tcav Cp
hSck = ,
where mixCp = molar heat capacity [Joules/kg mole/K]
(4-14)
The non-equilibrium models were modified using a FORTRAN subroutine to
compare the model predictions with and without interfacial heat transfer. The
temperature profile predicted by the model with no interfacial heat transfer was the
same as the temperature of the liquid phase in the model with the interfacial heat
transfer calculations (Figure 4-8). However, there was a slight difference in the
composition prediction, after eliminating the heat transfer calculations in the interface
the rate-based models predicted a higher separation. The composition predictions

52
from all the models developed for the eight conditions studied in the first distillation
region are included in Appendix B. Figure 4-9 compares the normal pentane distillate
composition predictions from all the different models and the experimental data.
100
120
140
160
180
200
220
2 4 6 8 10 12 14 16 18 20 22 24 26
Stage
Tem
pera
ture
[F]
100
120
140
160
180
200
2202 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52
Segment
Equilibrium Model
Experimental
Non-equilibrium Model 52 Segments Billet&Shultes Liquid temperature
Non-equilibrium Model 52 Segments - Onda et al. Liquid temperature
Non-equilibrium Model 52 Segments Billet&Shultes No Interfacial Heat
Non-equilibrium Model 52 Segments Onda et al. No Interfacial Heat
Figure 4-8. Column temperature profile for Steady State Condition #5.
The results indicated that the equilibrium models gave the best agreement
with the experimental data for the composition and temperature predictions. The rate-
based models gave good agreement with the experimental data and improved the
composition prediction as the number of segments was increased. However,
increasing the number of segments also moved the temperature profile away from the
experimental data. The predictions from the rate-based models were also improved
after the heat transfer in the interface was neglected. The rate-based model with the

53
Billet and Schultes correlation improved more than the model with the Onda et al.
correlation after the heat transfer in the interface was neglected.
80
82
84
86
88
90
92
94
96
98
100
0 1 2 3 4 5 6 7 8 9
Sample Condition
Com
posi
tion
[wt%
]
Equilibrium - Aspen PlusNon-equilibrium - Aspen Plus Onda -26 segmentsNon-equilibrium - Aspen Plus-Onda 52 segmentsNon-equilibrium - Aspen Plus-Billet 52 segmentsNon-equilibrium - Aspen Plus-Onda 52 segments - No interfacial heat transferNon-equilibrium - Aspen Plus-Billet 52 segments - No intefacial heat transferExperimental
Figure 4-9. Experimental and Predicted Distillate Normal Pentane Composition. First Distillation Region. All models.
4.2.3.5 Packing Size
Different packing parameters were modified in the rate-based models to
determine if it was possible to obtain a better agreement between the temperature
profiles predicted by the rate-based model and the ones obtained from experimental
data. The parameters modified were: packing size, packing factor, void factor,
surface area and critical surface tension. Changes in the packing and void factors did
not generate changes in the temperature prediction, while changes in the surface area
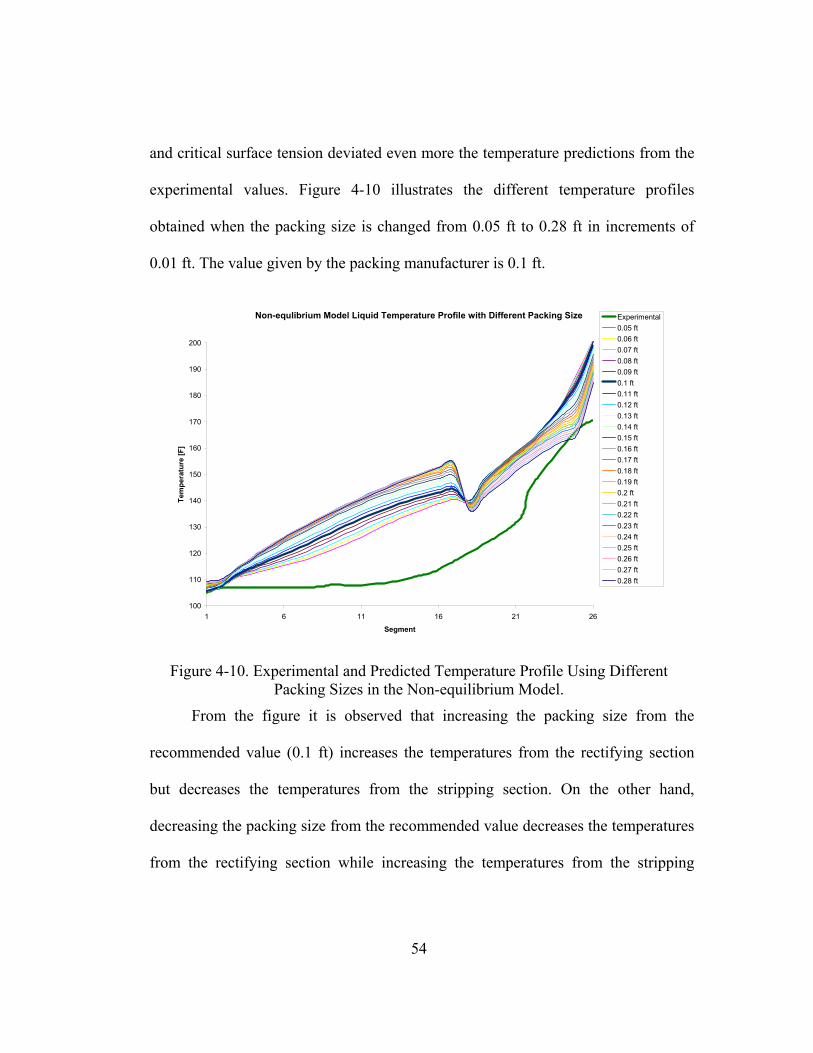
54
and critical surface tension deviated even more the temperature predictions from the
experimental values. Figure 4-10 illustrates the different temperature profiles
obtained when the packing size is changed from 0.05 ft to 0.28 ft in increments of
0.01 ft. The value given by the packing manufacturer is 0.1 ft.
Non-equlibrium Model Liquid Temperature Profile with Different Packing Size
100
110
120
130
140
150
160
170
180
190
200
1 6 11 16 21 26
Segment
Tem
pera
ture
[F]
Experimental0.05 ft0.06 ft0.07 ft0.08 ft0.09 ft0.1 ft0.11 ft0.12 ft0.13 ft0.14 ft0.15 ft0.16 ft0.17 ft0.18 ft0.19 ft0.2 ft0.21 ft0.22 ft0.23 ft0.24 ft0.25 ft0.26 ft0.27 ft0.28 ft
Figure 4-10. Experimental and Predicted Temperature Profile Using Different Packing Sizes in the Non-equilibrium Model.
From the figure it is observed that increasing the packing size from the
recommended value (0.1 ft) increases the temperatures from the rectifying section
but decreases the temperatures from the stripping section. On the other hand,
decreasing the packing size from the recommended value decreases the temperatures
from the rectifying section while increasing the temperatures from the stripping

55
section. It is concluded that modifying the packing size did not improve the rate-
based model temperature profile predictions.
4.2.4 Second Distillation Region
The composition data collected from the experiment presented less error that
the data collected from the first distillation region. This result was due to the fact than
there was a higher concentration of methanol in the sample.
Fourteen experimental steady state conditions were considered in the studied.
Table 4-6 summarized the operating conditions for each steady state condition.
Detailed results of the simulations from the second distillation region as well as the
detailed mass transfer models were presented by Mathijssen [31], with the
supervision of the author.
Table 4-6. Controller set points at second distillation region steady state values.
# Feed Flow
Rate [lb/hr]
Distillate Flow Rate
[lb/hr]
Bottoms Flow Rate
[lb/hr]
Reflux Flow Rate
[lb/hr]
Reboiler Duty Rate
[kMBTU/hr]
Steam Flow Rate
[lb/hr]
Feed Temp
[F] 1 300 171 129 100 95 75 300 2 300 230 70 100 95 100 300 3 300 105 195 100 95 55 300 4 300 168 132 100 95 75 300 5 300 120 180 150 95 75 300 6 300 210 90 150 95 105 300 7 300 240 60 100 95 105 300 8 300 225 75 120 95 105 300 9 300 80 220 120 95 58 300 10 300 130 170 75 95 58 300 11 300 100 200 100 95 58 300 12 300 150 150 100 115 58 300 13 350 150 200 100 115 58 350 14 350 110 240 100 95 58 350

56
4.2.4.1 Mass Transfer Correlation
The predicted product compositions by the equilibrium and rate-based models
(using both Onda and Billet correlations) were close to the experimental data in all
the steady state conditions. All models predicted very similar compositions and the
data were consisted with the experimental data. Figure 4-11 and Table 4-7 present the
results comparison between the equilibrium and non-equilibrium models, and
experimental data for the steady state condition #1.
Table 4-7. Equilibrium and Non-equilibrium Models Comparison with Experimental
Data in Second Distillation Region. Steady State Condition #1.
DISTILLATE BOTTOM DISTILLATE BOTTOM
Experimental Equilibrium Comp Mass Frac (MeOH) 0.1162 0.7313 0.127 0.7078 Comp Mass Frac (n-C5) 0.8836 0.074 0.8729 0.0886 Comp Mass Frac (C6) 0.0002 0.1947 0.0001 0.2036
Non-Equilibrium (Billet and Schultes Correlation) Non-equilibrium (Onda Correlation)
Comp Mass Frac (MeOH) 0.1236 0.7073 0.1274 0.7073 Comp Mass Frac (n-C5) 0.8724 0.0893 0.8724 0.0894 Comp Mass Frac (C6) 0.0002 0.2034 0.0003 0.2033
Figure 4-11 indicates that the two non-equilibrium models as well as the
equilibrium model gave very similar temperature profiles. However, the equilibrium
model gave a closer agreement in the product composition.
Condition #2 was obtained by increasing the reboiler duty which sent the
methanol recovery to the top of the column. This was the condition that presented the
highest deviation between the models prediction and the experimental data. The

57
simulation results from this condition are presented in Table 4-8. It is observed that
again the non-equilibrium and the equilibrium models gave very similar results.
100
110
120
130
140
150
160
2 4 6 8 10 12 14 16 18 20 22 24 26
Stage
Tem
pera
ture
[F]
100
110
120
130
140
150
1602 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52
Segment
Equilibrium Model
Experimental
Non-equilibrium model - Billet Correlation Liquidtemperature
Non-equilibrium model - Onda Correlation Liquidtemperature
Figure 4-11. Equilibrium and Non-equilibrium Models Comparison with
Experimental Data. Second Distillation Region, Condition #1.
Table 4-8. Equilibrium and Non-equilibrium Models Comparison with Experimental
Data. Second Distillation Region, Condition #2.
DISTILLATE BOTTOM DISTILLATE BOTTOM
Experimental Equilibrium Comp Mass Frac (MeOH) 0.1505 0.9927 0.171 0.9627 Comp Mass Frac (n-C5) 0. 72059 0.0004 0.7162 0 Comp Mass Frac (C6) 0.129 0.0069 0.1128 0.0372
Non-Equilibrium (Billet and Schultes Correlation) Non-equilibrium (Onda Correlation)
Comp Mass Frac (MeOH) 0.1701 0.9657 0.1704 0.9647 Comp Mass Frac (n-C5) 0.7162 0.0000 0.7162 0.0001 Comp Mass Frac (C6) 0.1137 0.0343 0.1134 0.0352
A variation in the number of equilibrium stages in the equilibrium model and
the number of segments in the rated-base model gave the same results obtained in the
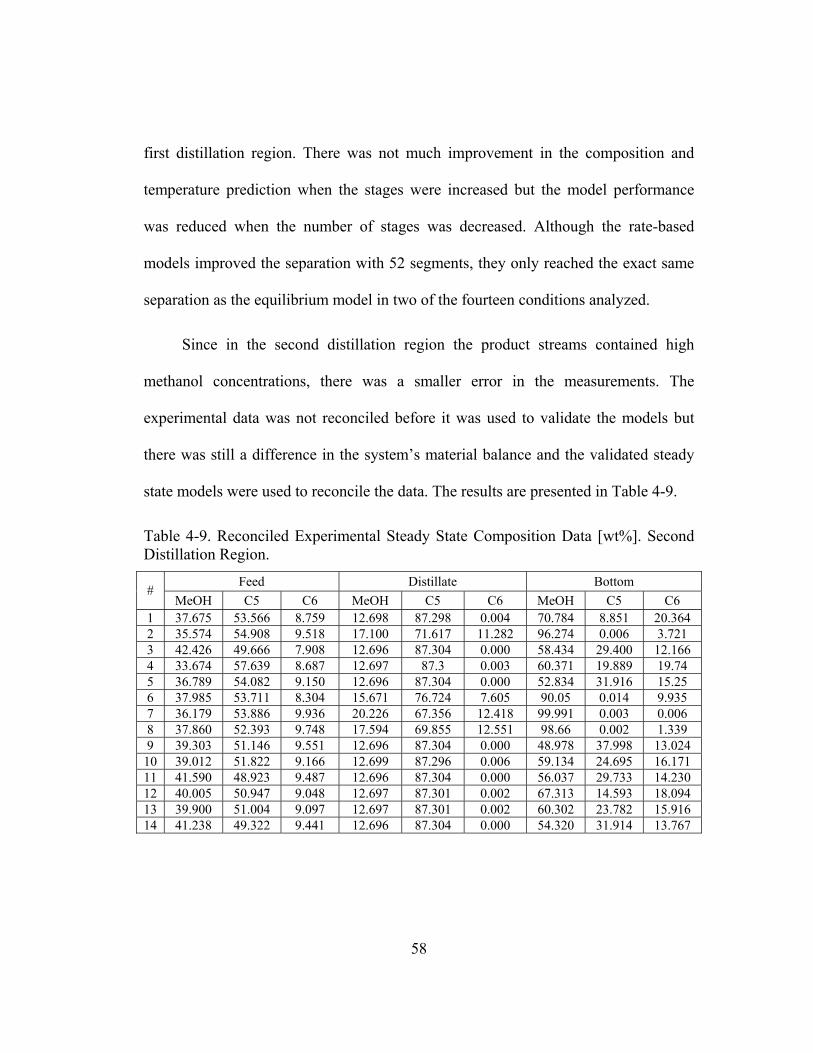
58
first distillation region. There was not much improvement in the composition and
temperature prediction when the stages were increased but the model performance
was reduced when the number of stages was decreased. Although the rate-based
models improved the separation with 52 segments, they only reached the exact same
separation as the equilibrium model in two of the fourteen conditions analyzed.
Since in the second distillation region the product streams contained high
methanol concentrations, there was a smaller error in the measurements. The
experimental data was not reconciled before it was used to validate the models but
there was still a difference in the system’s material balance and the validated steady
state models were used to reconcile the data. The results are presented in Table 4-9.
Table 4-9. Reconciled Experimental Steady State Composition Data [wt%]. Second Distillation Region.
Feed Distillate Bottom #
MeOH C5 C6 MeOH C5 C6 MeOH C5 C6 1 37.675 53.566 8.759 12.698 87.298 0.004 70.784 8.851 20.364 2 35.574 54.908 9.518 17.100 71.617 11.282 96.274 0.006 3.721 3 42.426 49.666 7.908 12.696 87.304 0.000 58.434 29.400 12.166 4 33.674 57.639 8.687 12.697 87.3 0.003 60.371 19.889 19.74 5 36.789 54.082 9.150 12.696 87.304 0.000 52.834 31.916 15.25 6 37.985 53.711 8.304 15.671 76.724 7.605 90.05 0.014 9.935 7 36.179 53.886 9.936 20.226 67.356 12.418 99.991 0.003 0.006 8 37.860 52.393 9.748 17.594 69.855 12.551 98.66 0.002 1.339 9 39.303 51.146 9.551 12.696 87.304 0.000 48.978 37.998 13.024
10 39.012 51.822 9.166 12.699 87.296 0.006 59.134 24.695 16.171 11 41.590 48.923 9.487 12.696 87.304 0.000 56.037 29.733 14.230 12 40.005 50.947 9.048 12.697 87.301 0.002 67.313 14.593 18.094 13 39.900 51.004 9.097 12.697 87.301 0.002 60.302 23.782 15.916 14 41.238 49.322 9.441 12.696 87.304 0.000 54.320 31.914 13.767

59
4.3 Model Responses Discussion and Comparison with
Experimental Data.
Although the equilibrium and non-equilibrium models gave different
temperature profiles in the first distillation region, the compositions predicted were
very similar. In the last set of conditions studied, the compositions were the same and,
in the first set of conditions, the difference was less than 0.1%. For this particular
region the non-equilibrium model failed to report the trace of cyclohexane present in
the distillate stream. The most important difference between the two models was
perhaps the temperature response for the stages with azeotropic conditions. Although
the rate-based model predicted the azeotropic composition in the distillate stream, the
temperature profile did not indicate azeotropic behavior.
The temperature profiles given by the non-equilibrium models and the
equilibrium model in the second distillation region were very similar. The models
also gave very similar compositions. There was not a visible difference between the
non-equilibrium models using the two different correlations for the mass transfer
coefficients. An experimental study for the particular packing used in the column is
needed to develop good correlations that could improve the non-equilibrium models.
However, there is very little room for improvement since for this particular system
the equilibrium models gave very good performance.

60
There are two important remarks related to the temperature response given by
the equilibrium and non-equilibrium models. First, the temperature difference
between the experimental data and the equilibrium model changed between
distillation regions but remained roughly constant to the predictions of the non-
equilibrium model. Second, the slope of the temperature profile obtained from the
experiments outside the azeotropic condition was closer to the slope in the profile
predicted by the non-equilibrium model than the one predicted by the equilibrium
model. The fact that the temperature profile from the equilibrium model in the
azeotropic region gave a better agreement with experimental data than with the non-
equilibrium model may suggest that more segments need to be added to the rectifying
section of the column in the non-equilibrium model. This is also concluded based on
the composition prediction in the first distillation region, where the non-equilibrium
model did not always predicted the separation obtained in the experiments.
The equilibrium approach was selected to study the system behavior and to
develop further work on online modeling reconciliation since it showed good
agreement with the experimental data, and less CPU resources were needed to
implement this simulation.

61
Chapter 5. Dynamic State Model for Azeotropic Distillation
The purpose of this part of the research was to develop a high fidelity dynamic
model for azeotropic distillation that could be maintained using online reconciliation
with process data and could be used to test control strategies before their
implementation in a real plant. In order to select the most suitable simulator to
develop the simulation, several process simulators capabilities were considered. The
most important considerations were strong model libraries, possible interface with the
experimental plant control software and dynamic capabilities.
5.1 Model description
The dynamic model configuration was the same as the steady state model
configuration described in the previous section in Table 4-1. The equilibrium steady
state model developed in HYSYS was used as a basis for the dynamic model. Besides
its dynamic capabilities and strong thermodynamic libraries, HYSYS was selected as
a dynamic simulation package because of its interface connection to DeltaV, the
control system used in the experimental plant, which facilitated the connection
between the model and the controller in the plant control system.
As concluded in the previous section, the steady state simulation indicated that
the equilibrium model provided close agreement between the predicted process
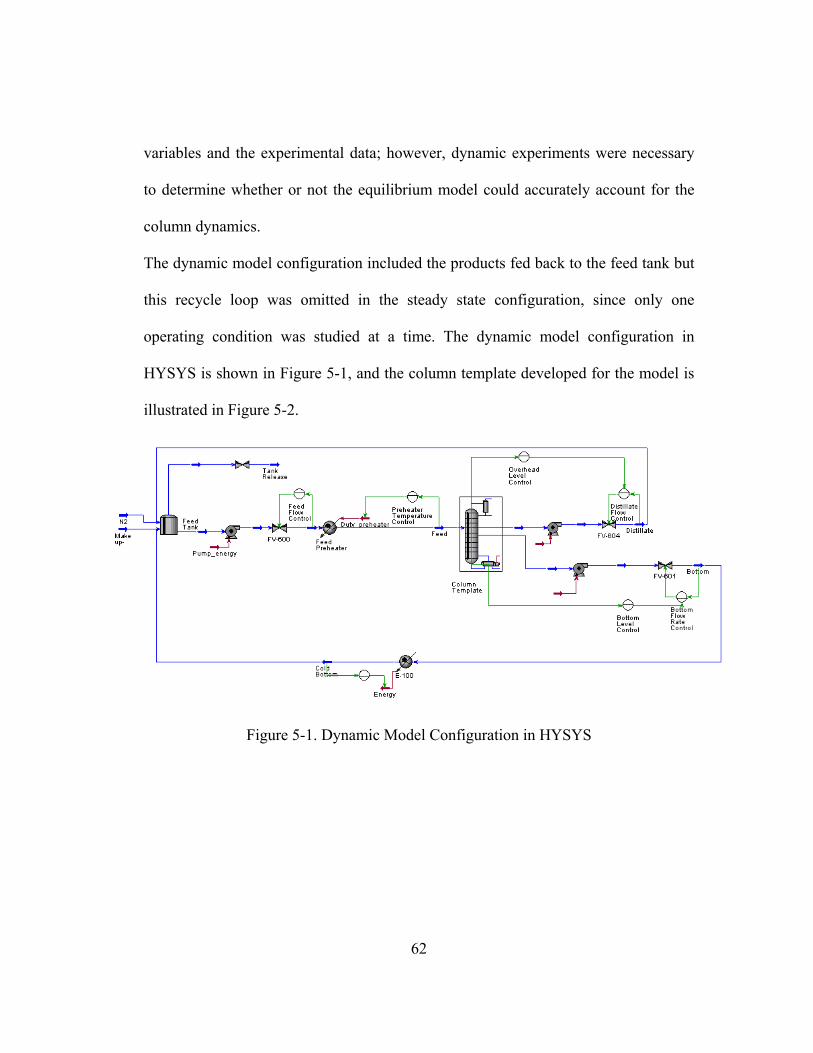
62
variables and the experimental data; however, dynamic experiments were necessary
to determine whether or not the equilibrium model could accurately account for the
column dynamics.
The dynamic model configuration included the products fed back to the feed tank but
this recycle loop was omitted in the steady state configuration, since only one
operating condition was studied at a time. The dynamic model configuration in
HYSYS is shown in Figure 5-1, and the column template developed for the model is
illustrated in Figure 5-2.
Figure 5-1. Dynamic Model Configuration in HYSYS

63
Figure 5-2. Column Template used in Dynamic Model.
The dynamic model included the product recycle loop because the feed
composition changed from the moment the step change was performed. After the data
from the experiments were collected, the operating conditions were recreated in the
simulation environment and the results compared with the experimental data. If the
feed composition between the simulation and the experiments was more than 5% off,
the same experimental conditions were used again to check repeatability. This
situation usually occurred when two step changes were performed in reduced
amounts of time and, as a consequence, the system was not in steady state when the
second change was performed.

64
5.1.1 HYSYS Pressure and Liquid Hold-up Model The column vapor pressure drop and liquid hold-up in the dynamic
equilibrium model developed in HYSYS are calculated using the Robbins correlation
[42] presented in Equation (5-1).
[ ]
54
83
1.05.05.0
5.05.0
423
1.02
3
107.2
104.7
204.62
20075.0
10000,20
4.010 44
−
−
×=
×=
⎥⎦
⎤⎢⎣
⎡⎥⎦
⎤⎢⎣
⎡=
⎥⎦
⎤⎢⎣
⎡
⎥⎥⎦
⎤
⎢⎢⎣
⎡=
⎥⎦
⎤⎢⎣
⎡+=Δ
C
C
FLL
FGG
GCL
GCP
pd
Lf
pd
gf
LCf
fLCf
ff
μρ
ρ
(5-1)
In Equation (5-1), G represents the gas loading and fG the gas loading factor.
L represents the liquid loading and fL the liquid loading factor. PΔ is the specific
pressure drop. The dry-bed packing factor, pdF , is directly related to the specific
pressure drop through dry bed, pbPΔ . The correlation is described by Equation (5-2).
228 278
075.0107.2
s
dbdbgpd F
PGPF Δ
=⎥⎦⎤
⎢⎣⎡Δ
⎥⎦
⎤⎢⎣
⎡×=
ρ
(5-2)
5.1.2 HYSYS Heat Transfer Coefficient
The column’s external surface heat transfer coefficient directly influences the
heat loss experienced by the column. HYSYS allows the user to specify a simple or a
65
detailed heat loss model. The models developed in this work used the simple heat loss
model. In the simple heat loss model the heat loss is calculated from the parameters
introduced by the user, overall heat transfer coefficient, U, and ambient temperature,
Tamb. The heat transfer area A, and the fluid temperature, Tf are calculated by
HYSYS. The heat loss is calculated per stage using (5-3).
( )ambf TTUAQ −= ; (5-3)During the model validation, U was determined by trial and error until the mass
balance in the model matched the experimental mass balance while Tamb was
introduced given the conditions of the experiment.
5.1.3 HYSYS Dynamic Efficiency
HYSYS handles two different efficiency approaches in the steady and dynamic
modes. While in the steady state mode the column efficiency is calculated using the
traditional Murphree calculations, in the dynamic mode, the efficiency value
establishes the amount of vapor that contacts with the liquid in each stage. The
efficiency introduced by the user is translated internally as a vapor bypass, which
means that part of the vapor from the bottom stage is not contacted with the liquid in
the stage and is mixed directly with the vapor leaving to the top stage [1]. After the
vapor fraction enters the stage, the simulator performs equilibrium flash calculations
which are based on the property package selected.
The efficiency approach used by HYSYS in the dynamic mode allows the
modeling of non-equilibrium behavior between the phases in each stage by
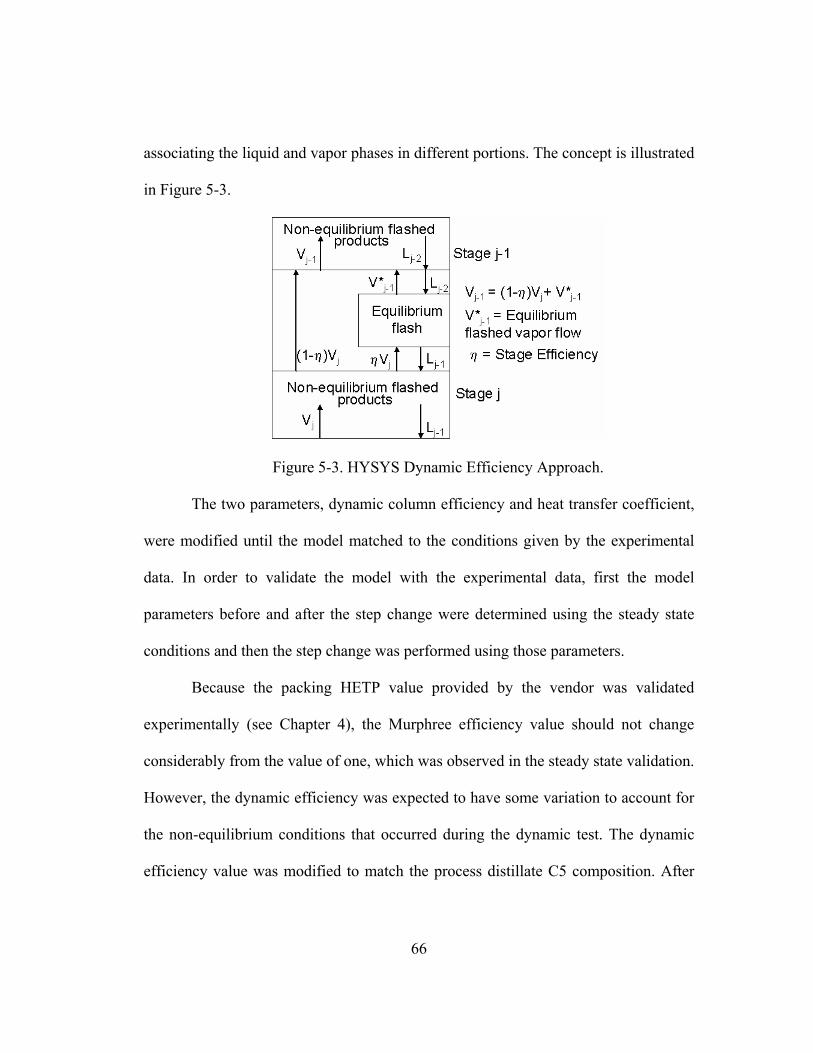
66
associating the liquid and vapor phases in different portions. The concept is illustrated
in Figure 5-3.
Figure 5-3. HYSYS Dynamic Efficiency Approach.
The two parameters, dynamic column efficiency and heat transfer coefficient,
were modified until the model matched to the conditions given by the experimental
data. In order to validate the model with the experimental data, first the model
parameters before and after the step change were determined using the steady state
conditions and then the step change was performed using those parameters.
Because the packing HETP value provided by the vendor was validated
experimentally (see Chapter 4), the Murphree efficiency value should not change
considerably from the value of one, which was observed in the steady state validation.
However, the dynamic efficiency was expected to have some variation to account for
the non-equilibrium conditions that occurred during the dynamic test. The dynamic
efficiency value was modified to match the process distillate C5 composition. After
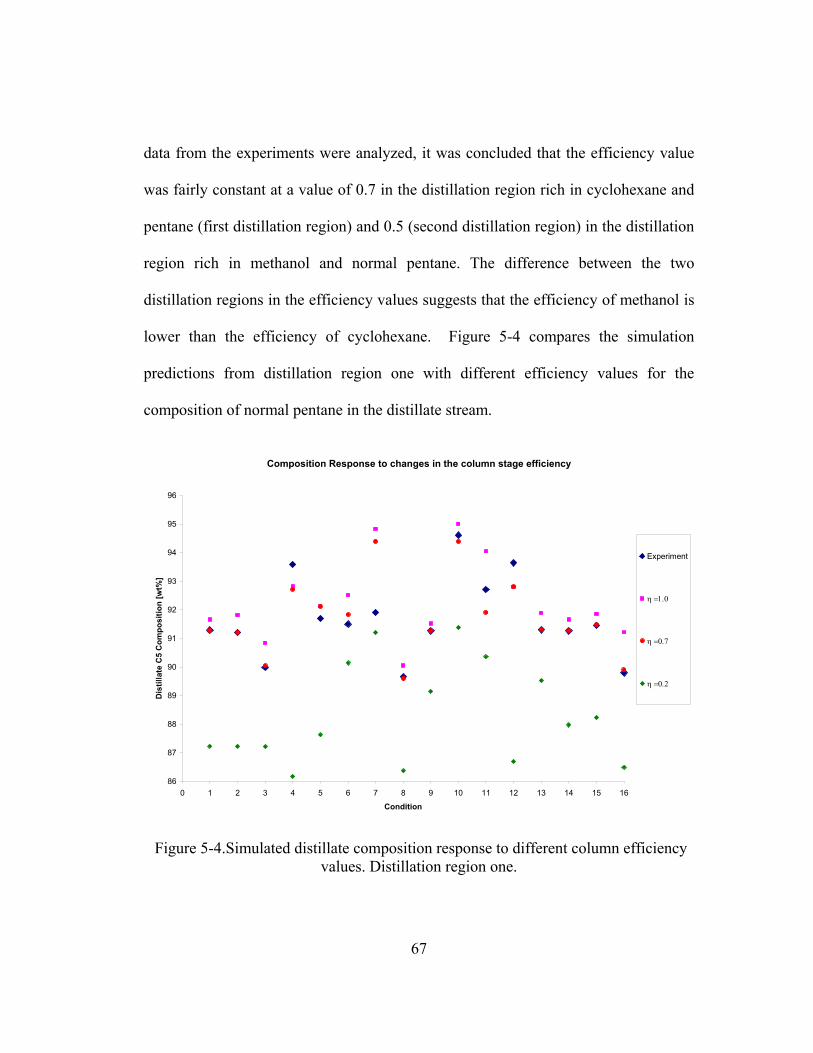
67
data from the experiments were analyzed, it was concluded that the efficiency value
was fairly constant at a value of 0.7 in the distillation region rich in cyclohexane and
pentane (first distillation region) and 0.5 (second distillation region) in the distillation
region rich in methanol and normal pentane. The difference between the two
distillation regions in the efficiency values suggests that the efficiency of methanol is
lower than the efficiency of cyclohexane. Figure 5-4 compares the simulation
predictions from distillation region one with different efficiency values for the
composition of normal pentane in the distillate stream.
Composition Response to changes in the column stage efficiency
86
87
88
89
90
91
92
93
94
95
96
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Condition
Dis
tilla
te C
5 C
ompo
sitio
n [w
t%]
Experiment
η =1.0
η =0.7
η =0.2
Figure 5-4.Simulated distillate composition response to different column efficiency values. Distillation region one.

68
Figure 5-4 indicated two conditions (4 and 12) where the simulation did not
reach the experimental value, even with an efficiency of one. These conditions were
characterized by higher reboiler duties and therefore higher distillate flow rates than
the other conditions. The difference between the simulated composition at 0.7 column
efficiency and the composition obtained from the experiment is still lower than 3%.
The difference between predicted and experimental data is also due to the
error presented in the experimental data which is observed by the difference in the
material balance (see Table 5-1).
Table 5-1. Experimental data material balance error. First distillation region.
Condition #
Feed w%
MeOH
Feed w% C5
Feed w% C6
Distillate w%
MeOH
Distillate w% C5
Distillate w% C6
1 3.67 44.15 52.18 8.65 91.29 0.06 2 3.49 43.12 53.39 8.73 91.21 0.06 3 2.98 40.59 56.43 9.98 89.99 0.03 4 3.94 51.86 44.20 6.33 93.59 0.08 5 4.00 51.50 44.50 8.10 91.70 0.20 6 3.90 51.00 45.10 8.30 91.50 0.20 7 4.47 41.00 54.53 8.09 91.91 0.00 8 2.77 40.58 56.66 10.16 89.65 0.18 9 3.13 42.56 54.30 8.46 91.26 0.28
10 3.11 48.26 48.64 5.20 94.61 0.19 11 3.05 45.46 51.49 7.15 92.71 0.14 12 3.02 48.06 48.92 6.33 93.64 0.03 13 3.23 44.90 51.87 8.62 91.30 0.08 14 3.14 42.56 54.30 8.46 91.26 0.28 15 3.75 43.82 52.43 8.49 91.46 0.05 16 5.41 48.29 46.30 10.17 89.79 0.04

69
Mass Balance Difference MeOH C5 C6
Condition #
Bottom w%
MeOH
Bottom w% C5
Bottom w% C6 (PPH) (PPH) (PPH)
1 0.87 17.63 81.50 0.74 6.99 -7.73 2 0.02 22.69 77.29 2.76 1.12 -3.89 3 0.00 24.15 75.85 1.31 -1.01 -0.30 4 0.00 11.80 88.20 2.29 -2.92 0.62 5 0.00 12.70 87.30 0.05 -0.11 0.06 6 0.00 14.10 85.90 -0.18 -0.10 0.29 7 3.19 23.05 73.76 -0.26 -3.72 3.98 8 0.04 23.72 76.25 -0.61 -5.84 6.46 9 0.16 23.06 76.79 1.72 -0.67 -1.05
10 0.04 16.74 83.22 1.90 -0.82 -1.08 11 0.06 18.28 81.66 0.96 1.62 -2.57 12 0.00 15.06 84.94 1.05 -0.41 -0.64 13 0.15 19.87 79.98 1.08 6.27 -7.35 14 0.15 23.06 76.79 1.93 0.70 -2.62 15 0.00 22.28 77.72 3.71 3.20 -6.92 16 0.00 24.07 75.93 5.02 0.20 -5.22
The mass balance difference in Table 5-1 is calculated by subtracting from the
amount of each component in the feed the amounts of each component in the distillate
and bottom streams. The mass balance difference is explained by the error introduced
in the compositions analysis which was estimated to be ±3%. The error introduced by
the flow measurement was negligible.
During the model validation analysis it was determine that the different
combinations of heat transfer coefficient and efficiency values gave the same
composition outputs. For this reason the efficiency value was held constant at a value
of 0.7 in the first region and 0.5 in the second region, while the heat transfer
coefficient was modified to match the mass balance of the model with the process.

70
After heat transfer coefficient was modified it was held constant while the efficiency
value was modified to achieve the desire composition.
5.2 Control configuration.
The process was operated initially using a traditional control configuration
without advanced control implementation. Table 5-2 describes the pairing of
manipulated and control variables. This configuration was selected based on previous
experimentation [44].
Table 5-2. Pairing of Manipulated Variables with Controlled Variables.
Manipulated Variables Controlled Variables Control Strategy
Feed flow valve position Feed Flow PID
Reflux flow valve position Reflux Flow PID
Reboiler steam flow valve position Steam Flow PID
Preheater steam flow valve position Feed Temperature PID
Nitrogen flow valve position Pressure PID
Distillate flow Accumulator Level PID - Cascade
Bottom flow Bottom Level PID – Cascade

71
5.3 Step change responses.
Binary distillation of cyclohexane and normal heptane [44] was performed
previously to test the equipment. The results of this study indicated that temperature
measurements from stages 9 and 16 were the best fit for inferential control of
composition. However, after the first series of step changes were performed in the
azeotropic system, comparisons between experimental and simulated temperatures in
the column indicated that the temperature measurements from the overhead and stage
16 gave the best match with the simulation results for the temperature in the
rectifying section. The overhead temperature was the fastest temperature to arrive at
steady state. Likewise, the temperature measurement from stage 22 provided the best
match of the bottom temperatures.
Using the control configuration described in the previous section, a series of
closed loop step changes were performed in the system to validate the dynamic
model. The variables manipulated during the test were: feed flow rate, feed
temperature, reflux flow rate, and reboiler duty. Each variable was changed while all
the other variables in the system were held constant by their controllers. The hold-ups
in the bottom of the column and reflux drum as well as the pressure in the column
were maintained at a constant set-point by their individual control loops. The
manipulated variables set points for each condition in the test are listed in Table 5-3
for the first and Table 5-4 for the second distillation region. The data collected from
the experiments are included in the Appendix as well as the simulated data.

72
Table 5-3. Dynamic test process variables set points. First Distillation Region
Condition #
Feed Flow Rate
[lb/hr]
Bottom Flow Rate
[lb/hr]
Distillate flow Rate
[lb/hr]
Reflux Flow Rate
[lb/hr]
Feed Temp [F]
Steam Flow Rate
[lb/hr]
Reboiler Duty
[MMBTU/hr] 1 300 201.48 98.52 90 95 65 68.35 2 300 212.19 87.81 110 95 65 69.10 3 300 223.55 76.45 150 95 72 76.43 4 300 149.50 150.50 75 95 72 75.21 5 300 152.52 147.48 75 95 72 75.44 6 300 156.84 143.16 75 95 65 68.11 7 200 142.46 57.54 150 90 65 69.30 8 200 140.00 60.00 150 90 72 75.81 9 300 213.22 86.78 110 90 65 69.22
10 200 118.10 81.90 110 90 65 68.69 11 200 129.14 70.86 150 90 72 75.50 12 300 173.49 126.51 150 95 72 76.61 13 300 203.65 96.35 110 110 65 68.70 14 300 215.24 84.76 110 90 65 69.11 15 300 211.22 88.78 110 95 65 69.05 16 300 189.75 110.25 110 110 65 68.98
Table 5-4. Dynamic test process variables set points. Second Distillation Region
Condition #
Feed Flow Rate
[lb/hr]
Bottom Flow Rate
[lb/hr]
Distillate flow Rate
[lb/hr]
Reflux Flow Rate
[lb/hr]
Feed Temp [F]
Steam Flow Rate
[lb/hr]
Reboiler Duty
[MMBTU/hr]
1 300.00 89.55 210.45 150.00 95.00 105.00 111.56 2 300.00 62.56 237.44 100.00 95.00 105.00 111.64 3 300.00 169.27 130.73 75.00 95.00 58.00 62.51 4 300.00 200.09 99.91 100.00 95.00 58.00 62.80 5 300.00 71.47 228.53 100.00 95.00 100.00 105.88 6 300.00 199.88 100.12 100.00 95.00 55.00 60.98 7 300.00 199.88 100.12 100.00 95.00 55.00 60.98 8 300.00 127.20 172.80 100.00 95.00 75.00 80.09 9 300.00 184.59 115.41 100.00 95.00 58.00 62.76
10 200.00 90.41 109.59 100.00 95.00 58.00 61.99 11 200.00 90.15 109.85 100.00 95.00 58.00 62.04 12 200.00 136.97 63.03 100.00 95.00 58.00 62.06 13 350.00 199.92 150.08 100.00 110.00 58.00 62.89 14 350.00 239.95 110.05 100.00 95.00 58.00 62.38 15 300.00 188.46 111.54 100.00 95.00 58.00 62.88 16 300.00 149.97 150.03 100.00 115.00 58.00 62.31
Each condition in Tables 5-3 and 5-4 represents the steady state values from before
and after a step change was performed.

73
The following sections contain the most relevant experimental and simulated
data from the series of step changes performed on the system, other data are provided
in the Appendix. First, the experimental results for the temperature responses in the
column are presented. These results are divided into two plots, one with temperatures
from the rectifying section (overhead and stages 6, 8, 9 11, 13, 15 and 16) and the
other with the temperatures from the stripping section (stages 21 and 22 and column
bottoms and boilup stream). After presenting the experimental data, a temperature
measurement from the rectifying section and a temperature measurement from the
stripping section (temperatures from stages 16 and 22) are plotted separately with
their respective simulated value. Following the model validation a figure with the
simulated compositions is presented. A table with a summary of the experimental and
simulated conditions before and after the step change is included.
5.3.1 Changes in reflux flow rate:
5.3.1.1 First Distillation Region
Reflux flow changes were performed, seeking to move the operating point in
and out of the azeotropic region. The series of step changes in the reflux flow rate
started at low flow rates (75 lb/hr) and ended at high flow rates (150 lb/hr), where the
normal-pentane / methanol azeotrope was recovered in the distillate product. The
results from a positive step change in the reflux flow rate from 90 to 110 lb/hr are
presented below. Figure 5-5 illustrates the temperatures responses from the rectifying

74
section and Figure 5-6 illustrates the responses from the stripping section. Figure 5-7
presents a comparison between the predicted and experimental temperatures and
Figure 5-8 shows the predicted composition profile. Table 5-5 includes a summary of
the conditions before and after the test was performed.
Table 5-5. Step change in Reflux Flow Rate 90 to 110 lb/hr. Simulation and Process Results. First Distillation Region.
Before (90 lb/hr) After (110 lb/hr) FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Mass Flow [lb/hr] 300.00 98.52 201.48 300.00 87.81 212.19
Experimental Mass Fraction Composition FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Methanol 0.0367 0.0865 0.0087 0.0349 0.0873 0.0002 n-Pentane 0.4415 0.9129 0.1763 0.4312 0.9121 0.2269
Cyclohexane 0.5218 0.0006 0.8150 0.5339 0.0006 0.7729
Simulated Mass Fraction Composition FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Methanol 0.0367 0.0863 0.0124 0.0349 0.0870 0.0133 n-Pentane 0.4415 0.9129 0.2110 0.4312 0.9121 0.2322
Cyclohexane 0.5218 0.0008 0.7776 0.5339 0.0009 0.7545

75
Figure 5-5. Rectifying Zone Temperature Response to a Positive Step Change (90 to 110 lb/hr) in the Reflux Flow Rate. First Distillation Region.
Rec
tifyi
ng Z
one
Tem
pera
ture
Res
pons
e to
Pos
itive
Ste
p C
hang
e in
Ref
lux
Flow
Rat
e
102
103
104
105
106
107
108
109
110
111
112
020
4060
8010
0
Tim
e [m
in]
Temperature [F]
708090100
110
120
130
140
150
160
Reflux Flow Rate [lb/hr]
Tem
pera
ture
Ove
rhea
d va
pTe
mpe
ratu
re T
op S
tage
6Te
mpe
ratu
re S
tage
8Te
mpe
ratu
re S
tage
9Te
mpe
ratu
re S
tage
11
Tem
pera
ture
Sta
ge 1
3Te
mpe
ratu
re S
tage
15
Tem
pera
ture
Sta
ge 1
6R
eflu
x Fl
ow R
ate
Feed
Flo
w =
300
lb/h
rR
eflu
x Fl
ow =
90-
110
lb/h
rS
team
Flo
w =
65
lb/h
rD
uty
= 69
KB
TU/h
r

76
Figure 5-6. Stripping Zone Temperature Response to a Positive Step Change (90 to 110 lb/hr) in the Reflux Flow Rate. First Distillation Region.
Strip
ping
Zon
e Te
mpe
ratu
re R
espo
nse
to P
ositi
ve S
tep
Cha
nge
in R
eflu
x Fl
ow R
ate
120
125
130
135
140
145
150
155
160
165
170
020
4060
8010
0
Tim
e [m
in]
Temperature [F]
708090100
110
120
130
140
150
160
Reflux Flow Rate [lb/hr]
Tem
pera
ture
Sta
ge 2
1Te
mpe
ratu
re S
tage
22
Tem
pera
ture
boi
l up
Tem
pera
ture
Bot
t col
Ref
lux
Flow
Rat
e
Feed
Flo
w =
300
lb/h
rR
eflu
x Fl
ow =
90-
110
lb/h
rS
team
Flo
w =
65
lb/h
rD
uty
= 69
KB
TU/h
r

77
Figure 5-7. Simulated and Experimental Temperature Responses to a Positive Step Change (90 to 110 lb/hr) in the Reflux Flow Rate. First Distillation Region.
Mod
el T
empe
ratu
re R
espo
nse
Valid
atio
n
020406080100
120
010
2030
4050
6070
8090
100
Tim
e (m
in)
Reflux Flow Rate (lb/hr)
100
110
120
130
140
150
160
170
180
190
200
Temperature (F)
Ref
lux
Flow
Rat
eSi
mul
ated
Ref
lux
Flow
Rat
e
Tem
pera
ture
Sta
ge 1
6Si
mul
atio
n Te
mpe
ratu
re S
tage
16
Tem
pera
ture
Sta
ge 2
2S
imul
atio
n Te
mpe
ratu
re S
tage
22
Col
umn
Effic
ienc
y =
0.7
Col
umn
Hea
t Tra
nsfe
r Coe
ffici
ent =
5.78
- 5.
48 B
TU/h
r*ft2
*FFe
ed F
low
Rat
e=30
0 lb
/hr
Ref
lux
Flow
Rat
e= 9
0-11
0 lb
/hr
Ste
am F
low
Rat
e =
65 lb
/hr
Dis
tilla
te F
low
Rat
e=98
.52
- 87.
81 lb
/hr
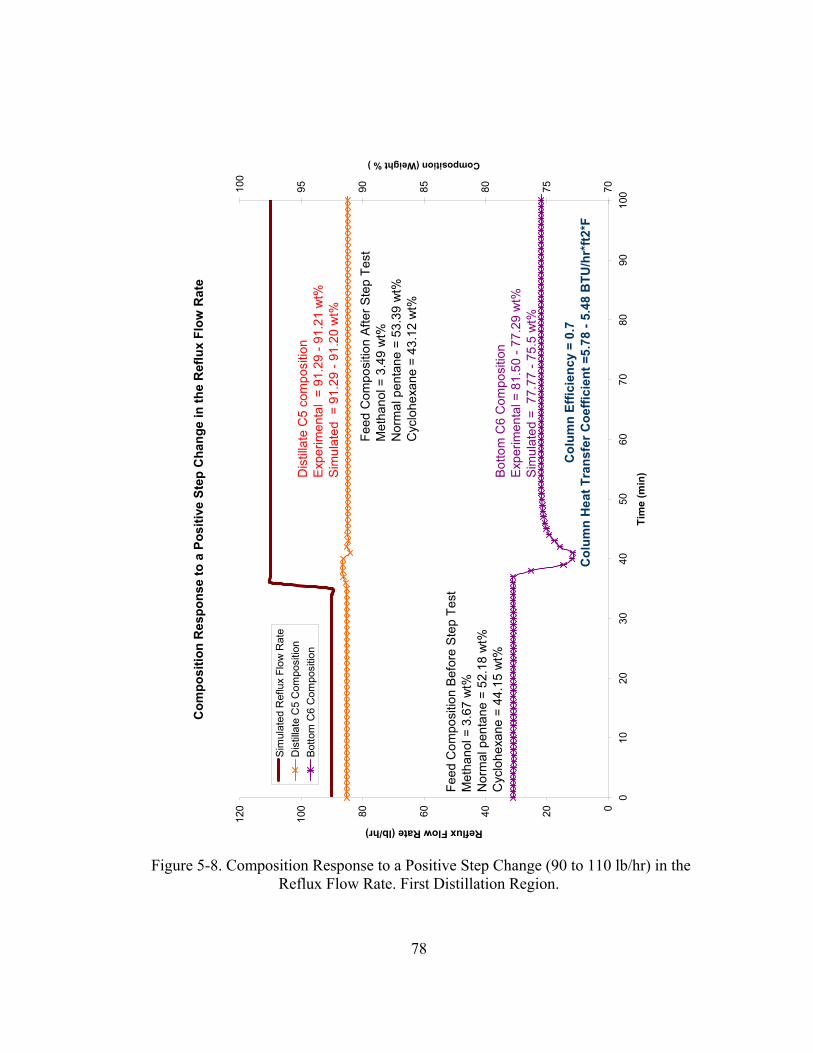
78
Figure 5-8. Composition Response to a Positive Step Change (90 to 110 lb/hr) in the Reflux Flow Rate. First Distillation Region.
Com
posi
tion
Res
pons
e to
a P
ositi
ve S
tep
Cha
nge
in th
e R
eflu
x Fl
ow R
ate
020406080100
120
010
2030
4050
6070
8090
100
Tim
e (m
in)
Reflux Flow Rate (lb/hr)
707580859095100
Composition (Weight % )
Sim
ulat
ed R
eflu
x Fl
ow R
ate
Dis
tilla
te C
5 C
ompo
sitio
nBo
ttom
C6
Com
posi
tion
Dis
tilla
te C
5 co
mpo
sitio
nE
xper
imen
tal
= 91
.29
- 91.
21 w
t%S
imul
ated
= 9
1.29
- 91
.20
wt%
Bot
tom
C6
Com
posi
tion
Exp
erim
enta
l = 8
1.50
- 77
.29
wt%
Sim
ulat
ed =
77.
77 -
75.5
wt%
Feed
Com
posi
tion
Bef
ore
Ste
p Te
stM
etha
nol =
3.6
7 w
t%N
orm
al p
enta
ne =
52.
18 w
t%C
yclo
hexa
ne =
44.
15 w
t%
Feed
Com
posi
tion
Afte
r Ste
p Te
stM
etha
nol =
3.4
9 w
t%N
orm
al p
enta
ne =
53.
39 w
t%C
yclo
hexa
ne =
43.
12 w
t%
Col
umn
Effic
ienc
y =
0.7
Col
umn
Hea
t Tra
nsfe
r Coe
ffici
ent =
5.78
- 5.
48 B
TU/h
r*ft2
*F
79
Temperatures from the rectifying section increased with the reflux flow rate.
This is not a typical response; in ordinary distillation, temperatures are expected to
decrease as the reflux flow rate is increased. The simulation was repeated without the
feed composition disturbance and it was determined that the increase in the
temperature response was introduced by the disturbance. Figure 5-9 illustrates the
simulation results after the step change was performed without introducing the feed
concentration disturbances.
The distillate compositions predicted by the model gave very close agreement
with the distillate compositions measured in the experiment. There is a 4% error in
the initial condition measured compositions in the bottom stream, which is reflected
in the experiments difference in the material balance. This was the largest difference
presented between the predicted simulation and the experimental data in the model
validation. The heat transfer coefficient was maintained fairly constant during the
experiment, it changed from 5.78 to 5.48 BTU/hr*ft2*F after the step change was
performed. The efficiency value was set at 0.7.

80
Figure 5-9. Simulation Temperature Response to a Positive Step Change (90 to 110 lb/hr) in the Reflux Flow Rate without feed composition disturbance. First Distillation
Region.
708090100
110
120
130
140
150 80
081
082
083
084
085
086
087
088
089
090
0
Tim
e [m
in]
Flow Rate [lb/hr]
9499104
109
114
119
Temperature [F]
Ref
lux
Flow
Sim
ulat
ion
Ove
rhea
d
Sim
ulat
ion
Stag
e 3
Sim
ulat
ion
Stag
e 4
Feed
Flo
w =
300
lb/h
rR
eflu
x Fl
ow =
90-
110
lb/h
rS
team
Flo
w =
65
lb/h
rD
uty
= 69
- 69
KB
TU/h
rFe
ed C
ompo
sitio
nM
etha
nol 2
.99%
n-P
enta
ne 4
0.59
%C
yclo
hexa
ne 5
6.43
%

81
5.3.1.2 Second Distillation Region
The experimental results for temperature responses in the column’s rectifying
and stripping sections to a negative step change in the reflux flow rate are presented
in Figure 5-10 and Figure 5-11 respectively. Figure 5-12 illustrates a comparison
between the predicted and the experimental responses and Figure 5-13 presents the
predicted composition profile. Table 5-6 includes a summary of the conditions before
and after the test.
The efficiency in the column was maintained at 0.5 during the test. The heat
transfer coefficient decreased from 5.5 to 5.53 BTU/hr*ft2*F after the reflux flow
rate was decreased. The difference between the compositions predicted by the model
and the compositions measured in the experiment were less than 1%.
Table 5-6. Step change in Reflux Flow Rate 150 to 100 lb/hr. Simulation and Process Results. Second Distillation Region.
Before (150 lb/hr) After (100 lb/hr) FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Mass Flow [lb/hr] 300.00 210.45 89.55 300.00 237.44 62.56
Experimental Mass Fraction Composition FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Methanol 0.3799 0.1556 0.8970 0.3618 0.1946 0.9957 n-Pentane 0.5371 0.7609 0.0028 0.5389 0.6809 0.0031
Cyclohexane 0.0830 0.0835 0.1002 0.0994 0.1245 0.0012
Simulated Mass Fraction Composition FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Methanol 0.3799 0.1601 0.8964 0.3618 0.1955 0.9929 n-Pentane 0.5371 0.7656 0.0002 0.5389 0.6800 0.0032
Cyclohexane 0.0830 0.0743 0.1034 0.0994 0.1245 0.0039

82
Figure 5-10. Rectifying Zone Temperature Responses to a Negative Step Change (150-100 lb/hr) in the Reflux Flow Rate. Second Distillation Region.
Rec
tifyi
ng Z
one
Tem
pera
ture
Res
pons
e to
Neg
ativ
e St
ep C
hang
e in
Ref
lux
Flow
Rat
e
100.
00
105.
00
110.
00
115.
00
120.
00
125.
00
130.
00
135.
00
140.
00
020
4060
8010
012
014
016
018
020
0
Tim
e [m
in]
Temperature [F]
708090100
110
120
130
140
150
160
Reflux Flow Rate [lb/hr]
Tem
pera
ture
Ove
rhea
d va
pTe
mpe
ratu
re T
op S
tage
6Te
mpe
ratu
re S
tage
8Te
mpe
ratu
re S
tage
9Te
mpe
ratu
re S
tage
11
Tem
pera
ture
Sta
ge 1
3Te
mpe
ratu
re S
tage
15
Tem
pera
ture
Sta
ge 1
6R
eflu
x Fl
ow R
ate
Feed
Flo
w =
300
lb/h
rR
eflu
x Fl
ow =
150
-100
lb/h
rS
team
Flo
w =
105
lb/h
rD
uty
= 1
11 K
BTU
/hr
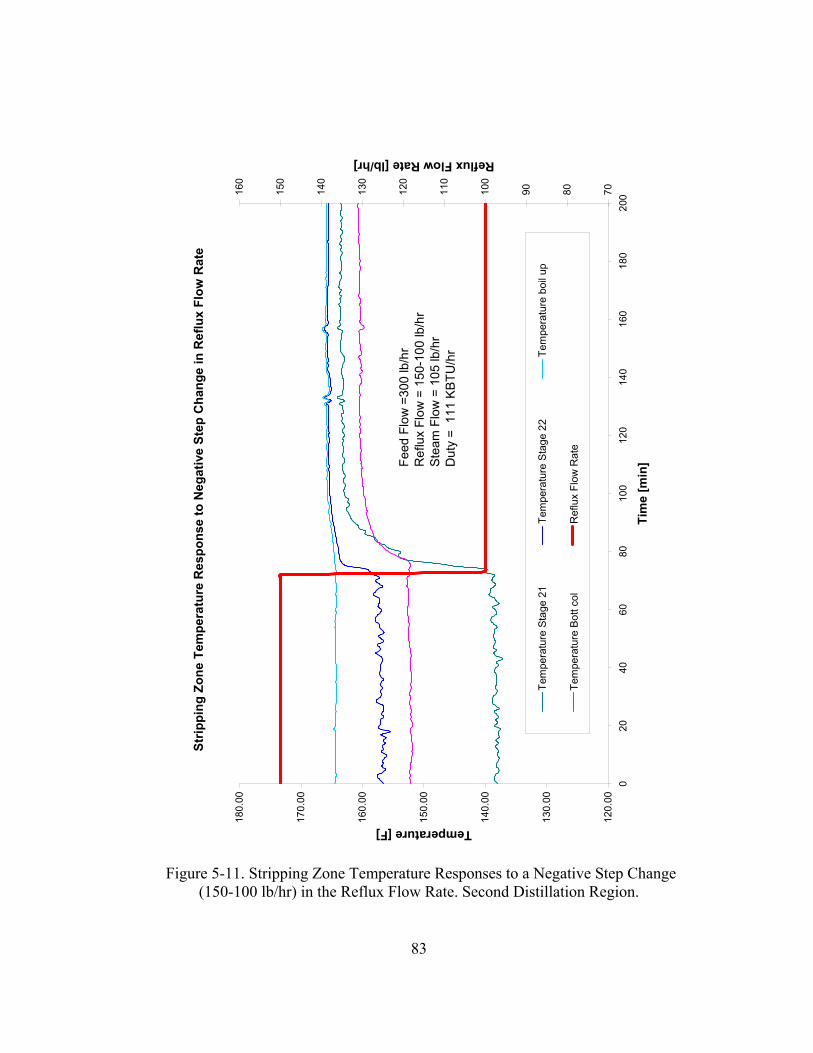
83
Figure 5-11. Stripping Zone Temperature Responses to a Negative Step Change (150-100 lb/hr) in the Reflux Flow Rate. Second Distillation Region.
Strip
ping
Zon
e Te
mpe
ratu
re R
espo
nse
to N
egat
ive
Step
Cha
nge
in R
eflu
x Fl
ow R
ate
120.
00
130.
00
140.
00
150.
00
160.
00
170.
00
180.
00
020
4060
8010
012
014
016
018
020
0
Tim
e [m
in]
Temperature [F]
708090100
110
120
130
140
150
160
Reflux Flow Rate [lb/hr]
Tem
pera
ture
Sta
ge 2
1Te
mpe
ratu
re S
tage
22
Tem
pera
ture
boi
l up
Tem
pera
ture
Bot
t col
Ref
lux
Flow
Rat
e
Feed
Flo
w =
300
lb/h
rR
eflu
x Fl
ow =
150
-100
lb/h
rS
team
Flo
w =
105
lb/h
rD
uty
= 1
11 K
BTU
/hr

84
Figure 5-12. Simulated and Experimental Temperature Responses to a Negative Step Change (150 to100 lb/hr) in the Reflux Flow Rate. Second Distillation Region.
Mod
el T
empe
ratu
re R
espo
nse
Valid
atio
n
80.0
0
90.0
0
100.
00
110.
00
120.
00
130.
00
140.
00
150.
00
160.
00
170.
00
180.
00
020
4060
8010
012
014
016
018
020
0
Tim
e (m
in)
Temperature (F)
90100
110
120
130
140
150
160
Reflux Flow Rate (lb/hr)
Tem
pera
ture
Sta
ge 1
6
Sim
ulat
ion
Tem
pera
ture
Sta
ge 1
6
Tem
pera
ture
Sta
ge 2
2
Sim
ulat
ion
Tem
pera
ture
Sta
ge 2
2
Ref
lux
Flow
Rat
e
Sim
ulat
ion
Ref
lux
Flow
Rat
e
Col
umn
Effic
ienc
y =
0.5
Col
umn
Hea
t Tra
nsfe
r Coe
ffici
ent =
5.5
- 5.5
3 B
TU/h
r*ft2
*F
Feed
Flo
w R
ate
=300
lb/h
rR
eflu
x Fl
ow R
ate
= 15
0-10
0 lb
/hr
Ste
am F
low
Rat
e =
105
lb/h
rR
eboi
ler D
uty
Rat
e =
111
KB
TU/h
r

85
Figure 5-13. Composition Responses to a Negative Step Change (150 to100 lb/hr) in the Reflux Flow Rate. Second Distillation Region.
Com
posi
tion
Res
pons
e to
a N
egat
ive
Step
Cha
nge
in th
e R
eflu
x Fl
ow R
ate
0102030405060708090100
020
4060
8010
012
014
0
Tim
e (m
in)
Composition (wt%)
6080100
120
140
160
180
200
Reflux Flow Rate (lb/hr)
Dis
tilla
te C
5 C
ompo
sitio
n
Botto
m C
6 C
ompo
sitio
n
Botto
m M
eOH
Com
posi
tion
Sim
ulat
ion
Ref
lux
Flow
Rat
e
Dis
tilla
te C
5 co
mpo
sitio
nE
xper
imen
tal
= 76
.09
- 68.
09 w
t%S
imul
ated
= 7
6.56
- 68
.00
wt%
Bot
tom
C6
Com
posi
tion
Exp
erim
enta
l = 1
0.20
- 0.
12 w
t%S
imul
ated
= 1
0.34
- 0.
39 w
t%
Feed
Com
posi
tion
Bef
ore
Ste
p Te
stM
etha
nol =
37.
99 w
t%N
orm
al p
enta
ne =
53.
71 w
t%C
yclo
hexa
ne =
8.3
0 w
t%Fe
ed C
ompo
sitio
n A
fter S
tep
Test
Met
hano
l = 3
6.18
wt%
Nor
mal
pen
tane
= 5
3.89
wt%
Cyc
lohe
xane
= 9
.94
wt%
Bot
tom
MeO
H C
ompo
sitio
n E
xper
imen
tal =
89.
70 -
99.5
7 w
t%S
imul
ated
= 8
9.64
- 99
.29
wt%

86
The reflux step change was performed at a high reboiler duty rate which
moved some of the methanol and all the normal pentane recovery to the top of the
column. These conditions were used to study the columns behavior when the
azeotropic composition is not recovered in the top of the column.
Temperature values decreased with the increase in the reflux flow rate. The
temperature response was not affected by the feed composition disturbance because
the gain is larger in the second region than in the first region.
5.3.2 Changes in reboiler duty rate:
The reboiler duty was manipulated in the experiments by changing the steam
flow rate through the reboiler. The results presented in this section indicate both
steam and duty values.
5.3.2.1 First Distillation Region
The results from a negative step change performed in the reboiler duty are
presented below. Temperatures from the rectifying and stripping zones of the column
are presented in Figures 5-14 and 5-15 respectively. Figure 5-16 illustrates a
comparison between the predicted and experimental results and Figure 5-17 shows
the predicted composition profile. Table 5-7 includes a summary of the conditions
before and after the test.

87
Table 5-7. Step change in Reboiler Duty Rate 75 to 68 kBTU/hr. Simulation and Process Results. First Distillation Region.
Before (75 kBTU/hr) After (68 kBTU/hr) FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Mass Flow [lb/hr] 300.00 147.48 152.52 300.00 143.16 156.84
Experimental Mass Fraction Composition FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Methanol 0.0400 0.0810 0.0000 0.0390 0.0830 0.0000 n-Pentane 0.5150 0.9170 0.1270 0.5100 0.9150 0.1410
Cyclohexane 0.4450 0.0020 0.8730 0.4510 0.0020 0.8590
Simulated Mass Fraction Composition FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Methanol 0.0397 0.0805 0.0002 0.0399 0.0833 0.0002 n-Pentane 0.5152 0.9191 0.1245 0.5061 0.9163 0.1317
Cyclohexane 0.4452 0.0003 0.8753 0.4540 0.0004 0.8681

88
Figure 5-14. Rectifying Zone Temperature Response to a Negative Step Change (75 to 68 kBTU/hr) in the Reboiler Duty Rate. First Distillation Region.
Rec
tifyi
ng Z
one
Tem
pera
ture
Res
pons
e to
Pos
itive
Ste
p C
hang
e in
Reb
oile
r Dut
y
103
105
107
109
111
113
115
117
020
4060
8010
0
Tim
e [m
in]
Temperature [F]
6065707580859095100
Reboiler Duty [kBTU/hr]
Tem
pera
ture
Ove
rhea
d va
pTe
mpe
ratu
re T
op S
tage
6Te
mpe
ratu
re S
tage
8
Tem
pera
ture
Sta
ge 9
Tem
pera
ture
Sta
ge 1
1Te
mpe
ratu
re S
tage
13
Tem
pera
ture
Sta
ge 1
5Te
mpe
ratu
re S
tage
16
Reb
oile
r Dut
y
Feed
Flo
w =
300
lb/h
rR
eflu
x Fl
ow =
75
lb/h
rS
team
Flo
w =
72.
5-65
lb/h
r

89
Figure 5-15. Stripping Zone Temperature Response to a Negative Step Change (75 to 68 kBTU/hr) in the Reboiler Duty Rate. First Distillation Region.
Strip
ping
Zon
e Te
mpe
ratu
re R
espo
nse
to N
egat
ive
Step
Cha
nge
in R
eboi
ler D
uty
120
130
140
150
160
170
180
020
4060
8010
0
Tim
e [m
in]
Temperature [F]
6065707580859095100
Reboiler Duty [kBTU/hr]
Tem
pera
ture
Sta
ge 2
1Te
mpe
ratu
re S
tage
22
Tem
pera
ture
boi
l up
Tem
pera
ture
Bot
t col
Reb
oile
r Dut
y
Feed
Flo
w =
300
lb/h
rR
eflu
x Fl
ow =
75
lb/h
rS
team
Flo
w =
72.
5-65
lb/h
r

90
Figure 5-16. Simulated and Experimental Temperature Response to a Negative Step Change (75 to 68 kBTU/hr) in the Reboiler Duty Rate. First Distillation Region.
Mod
el T
empe
ratu
re R
espo
nse
Valid
atio
n
6065707580859095100
010
2030
4050
6070
8090
100
Tim
e (m
in)
Reboiler Duty (KBTU/hr)
8090100
110
120
130
140
Temperature (F)
Reb
oile
r Dut
ySi
mul
atio
n R
eboi
ler D
uty
Tem
pera
ture
Sta
ge 1
6Si
mul
atio
n Te
mpe
ratu
re S
tage
16
Tem
pera
ture
Sta
ge 2
2Si
mul
atio
n Te
mpe
ratu
re S
tage
22
Col
umn
Effic
ienc
y =
0.5
Col
umn
Hea
t Tra
nsfe
r Coe
ffici
ent =
5.1
0 B
TU/h
r*ft2
*F
Feed
Flo
w R
ate
=300
lb/h
rR
eflu
x Fl
ow R
ate
= 75
lb/h
rS
team
Flo
w R
ate
= 72
.5-6
5 lb
/hr
Dut
y R
ate
Rat
e =
75-6
8 K
BTU
/hr

91
Figure 5-17. Composition Response to a Negative Step Change (75 to 68 kBTU/hr) in the Reboiler Duty Rate. First Distillation Region.
Com
posi
tion
Res
pons
e to
a N
egat
ive
Step
Cha
nge
in th
e R
eboi
ler D
uty
6065707580859095100
010
2030
4050
6070
8090
100
Tim
e (m
in)
Reboiler Duty (KBTU/hr)
8384858687888990919293
Composition (wt%)
Sim
ulat
ion
Reb
oile
r Dut
yD
istil
late
C5
Com
posi
tion
Botto
m C
6 C
ompo
sitio
n
Dis
tilla
te C
5 co
mpo
sitio
nE
xper
imen
tal
= 91
.70
- 91.
50 w
t%S
imul
ated
= 9
1.91
- 91
.63
wt%
Bot
tom
C6
Com
posi
tion
Exp
erim
enta
l = 8
7.30
- 85
.90
wt%
Sim
ulat
ed =
87.
53 -
86.8
1 w
t%
Feed
Com
posi
tion
Bef
ore
Ste
p Te
stM
etha
nol =
3.9
7 w
t%N
orm
al p
enta
ne =
51.
52 w
t%C
yclo
hexa
ne =
44.
52 w
t%
Feed
Com
posi
tion
Afte
r Ste
p Te
stM
etha
nol =
3.9
9 w
t%N
orm
al p
enta
ne =
50.
61 w
t%C
yclo
hexa
ne =
45.
40 w
t%
Col
umn
Effic
ienc
y =
0.5
Col
umn
Hea
t Tra
nsfe
r Coe
ffici
ent =
5.1
0 B
TU/h
r*ft2
*F

92
The results obtained with the model were very close to the results from the
experiment. The error was less than 1% which is validated by the small material
balance difference in the experimental data. The heat transfer coefficient in the
column was held constant at 5.1 BTU/hr*ft2*F. The efficiency was set at a value of
0.5.
5.3.2.2 Second Distillation Region
Results from a negative step change in the reboiler duty are presented below.
Figure 5-18 illustrates the temperature results from the column’s rectifying section
and Figure 5-19 illustrates the temperature results from the column’s stripping
section. Figure 5-20 presents a comparison between the predicted and experimental
results and Figure 5-21 shows the predicted composition profile. Table 5-8 includes a
summary of the variable before and after the step test.
Table 5-8. Step change in Reboiler Duty Rate 106 to 61 kBTU/hr. Simulation and Process Results. Second Distillation Region. Before (106 kBTU/hr) After (61 kBTU/hr)
FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Mass Flow [lb/hr] 300.00 228.53 71.47 300.00 100.12 199.88
Experimental Mass Fraction Composition FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Methanol 0.3557 0.1505 0.9927 0.4243 0.1141 0.5945 n-Pentane 0.5491 0.7206 0.0004 0.4967 0.8857 0.2834
Cyclohexane 0.0952 0.1290 0.0069 0.0791 0.0002 0.1221
Simulated Mass Fraction Composition FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Methanol 0.3557 0.1543 0.9998 0.4243 0.0987 0.5873 n-Pentane 0.5491 0.7208 0.0000 0.4967 0.8961 0.2966
Cyclohexane 0.0952 0.1249 0.0002 0.0791 0.0052 0.1161

93
Figure 5-18. Rectifying Zone Temperature Responses to a Negative Step Change (106 to 61 kBTU/hr) in the Reboiler Duty Rate. Second Distillation Region.
Rec
tifyi
ng Z
one
Tem
pera
ture
Res
pons
e to
Neg
ativ
e St
ep C
hang
e in
Reb
oile
r Dut
y
100.
0
105.
0
110.
0
115.
0
120.
0
125.
0
020
4060
80
Tim
e [m
in]
Temperature [F]
20.0
40.0
60.0
80.0
100.
0
120.
0
140.
0
Reboiler Duty [kBTU/hr]
Tem
pera
ture
Ove
rhea
d va
pTe
mpe
ratu
re T
op S
tage
6Te
mpe
ratu
re S
tage
8
Tem
pera
ture
Sta
ge 9
Tem
pera
ture
Sta
ge 1
1Te
mpe
ratu
re S
tage
13
Tem
pera
ture
Sta
ge 1
5Te
mpe
ratu
re S
tage
16
Reb
oile
r Dut
y
Feed
Flo
w =
300
lb/h
rR
eflu
x Fl
ow =
100
lb/h
rS
team
Flo
w =
100
-55
lb/h
rD
uty
= 1
06 -
61 K
BTU
/hr
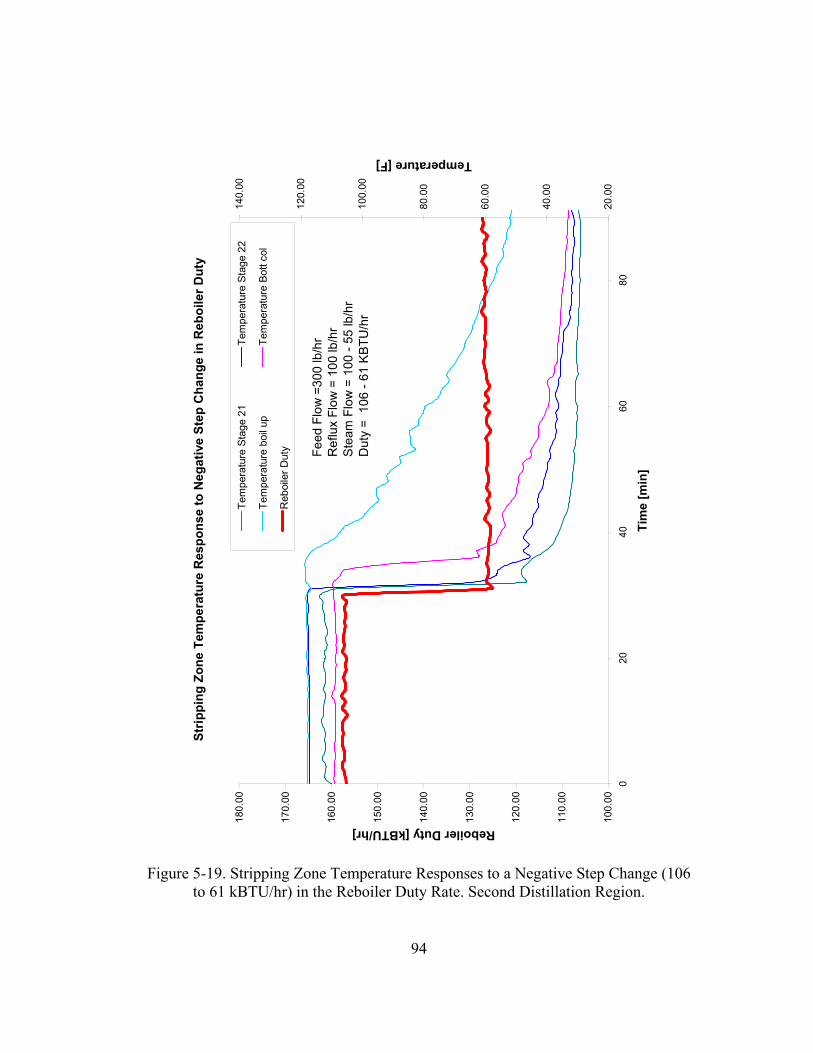
94
Figure 5-19. Stripping Zone Temperature Responses to a Negative Step Change (106 to 61 kBTU/hr) in the Reboiler Duty Rate. Second Distillation Region.
Strip
ping
Zon
e Te
mpe
ratu
re R
espo
nse
to N
egat
ive
Step
Cha
nge
in R
eboi
ler D
uty
100.
00
110.
00
120.
00
130.
00
140.
00
150.
00
160.
00
170.
00
180.
00
020
4060
80
Tim
e [m
in]
Reboiler Duty [kBTU/hr]
20.0
0
40.0
0
60.0
0
80.0
0
100.
00
120.
00
140.
00
Temperature [F]
Tem
pera
ture
Sta
ge 2
1Te
mpe
ratu
re S
tage
22
Tem
pera
ture
boi
l up
Tem
pera
ture
Bot
t col
Reb
oile
r Dut
y Feed
Flo
w =
300
lb/h
rR
eflu
x Fl
ow =
100
lb/h
rS
team
Flo
w =
100
- 55
lb/h
rD
uty
= 1
06 -
61 K
BTU
/hr

95
Figure 5-20. Simulated and Experimental Temperature Responses to a Negative Step Change (106 to 61 kBTU/hr) in the Reboiler Duty Rate. Second Distillation Region.
Mod
el T
empe
ratu
re R
espo
nse
Valid
atio
n
50.0
0
70.0
0
90.0
0
110.
00
130.
00
150.
00
170.
00
020
4060
8010
012
014
0
Tim
e (m
in)
Temperature (F)
0.00
20.0
0
40.0
0
60.0
0
80.0
0
100.
00
120.
00
140.
00
160.
00
180.
00
200.
00
Reboiler Duty (kBTU/hr)
Sim
ulat
ion
Tem
pera
ture
Sta
ge 2
2Te
mpe
ratu
re S
tage
22
Sim
ulat
ion
Tem
pera
ture
Sta
ge 1
6Te
mpe
ratu
re S
tage
16
Sim
ulat
ion
Reb
oile
r Dut
yR
eboi
ler D
uty
Col
umn
Effic
ienc
y =
0.6
Col
umn
Hea
t Tra
nsfe
r Coe
ffici
ent =
5.72
- 5.
63 B
TU/h
r*ft2
*F
Feed
Flo
w R
ate
=300
lb/h
rR
eflu
x Fl
ow R
ate
= 10
0 lb
/hr
Ste
am F
low
Rat
e =
100
- 55
lb/h
rR
eboi
ler D
uty
Rat
e =
106
- 61
KB
TU/h
r
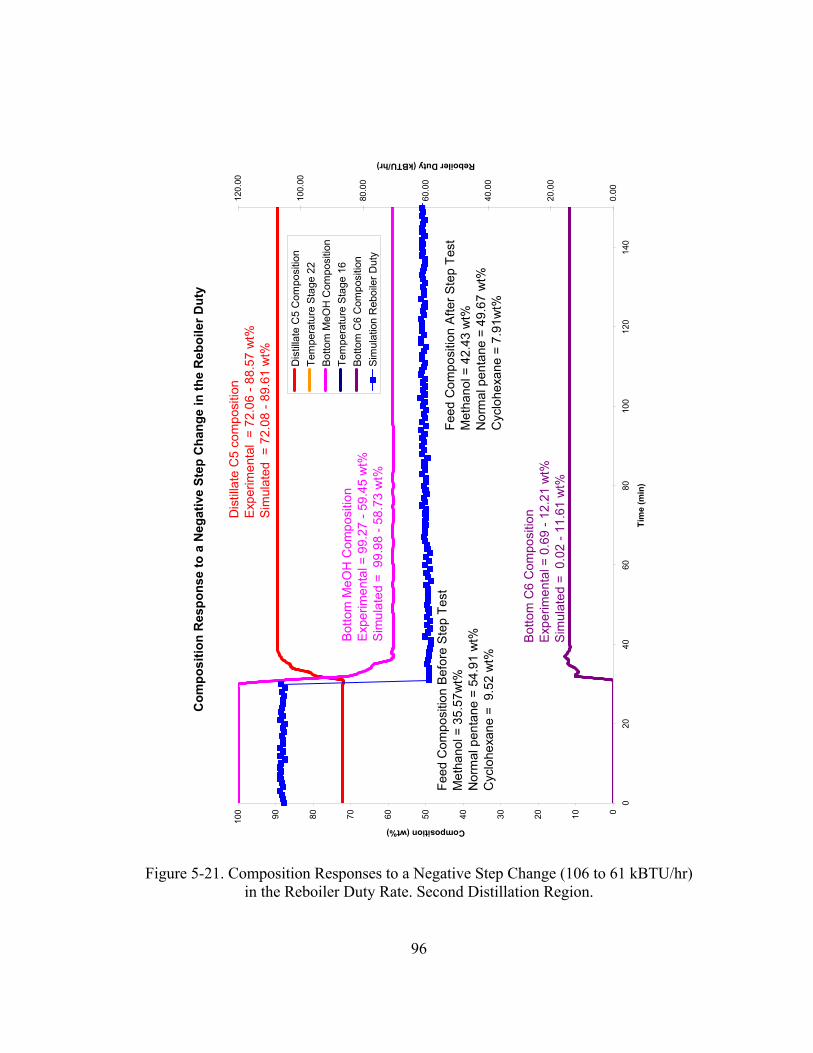
96
Figure 5-21. Composition Responses to a Negative Step Change (106 to 61 kBTU/hr) in the Reboiler Duty Rate. Second Distillation Region.
Com
posi
tion
Res
pons
e to
a N
egat
ive
Step
Cha
nge
in th
e R
eboi
ler D
uty
0102030405060708090100
020
4060
8010
012
014
0
Tim
e (m
in)
Composition (wt%)
0.00
20.0
0
40.0
0
60.0
0
80.0
0
100.
00
120.
00
Reboiler Duty (kBTU/hr)
Dis
tilla
te C
5 C
ompo
sitio
nTe
mpe
ratu
re S
tage
22
Botto
m M
eOH
Com
posi
tion
Tem
pera
ture
Sta
ge 1
6Bo
ttom
C6
Com
posi
tion
Sim
ulat
ion
Reb
oile
r Dut
y
Dis
tilla
te C
5 co
mpo
sitio
nE
xper
imen
tal
= 72
.06
- 88.
57 w
t%S
imul
ated
= 7
2.08
- 89
.61
wt%
Bot
tom
C6
Com
posi
tion
Exp
erim
enta
l = 0
.69
- 12.
21 w
t%S
imul
ated
= 0
.02
- 11.
61 w
t%
Bot
tom
MeO
H C
ompo
sitio
n E
xper
imen
tal =
99.
27 -
59.4
5 w
t%S
imul
ated
= 9
9.98
- 58
.73
wt%
Feed
Com
posi
tion
Bef
ore
Ste
p Te
stM
etha
nol =
35.
57w
t%N
orm
al p
enta
ne =
54.
91 w
t%C
yclo
hexa
ne =
9.5
2 w
t%
Feed
Com
posi
tion
Afte
r Ste
p Te
stM
etha
nol =
42.
43 w
t%N
orm
al p
enta
ne =
49.
67 w
t%C
yclo
hexa
ne =
7.9
1wt%

97
The results from the model gave a close agreement with the results from the
experimental data before the step test was performed. After the change in the reboiler
duty the difference between the predicted and actual data differed in 1% which was
obtained with a constant efficiency value of 0.6. The heat transfer coefficient before
the experiment was 5.72 BTU/hr*ft2*F and decreased with the reboiler duty to 5.63
BTU/hr*ft2*F.
5.3.3 Changes in feed flow rate:
5.3.3.1 First Distillation Region
Experimental results for temperatures from the top and bottom of the column
for a negative step change in the feed flow from 300 to 200 lb/hr are plotted in
Figures 5-22 and 5-23 respectively. From these figures, it was observed that the
overhead temperature response had an apparent first order response, and was less
affected by the process noise than were temperatures from the top stages. In the
stripping section temperatures from bottom, boil-up and stage 22 also displayed an
apparent first order response while temperature from stage 21 did not display a
noticeable response to the step change. Simulated and experimental results for
temperatures from stages 16 and 22 are presented in Figure 5-24. The composition
response from the model is presented in Figure 5-25. The heat transfer coefficient
before the step change was 6.1 BTU/hr*ft2*F and decreased to 5.6 BTU/hr*ft2*F

98
after the feed flow was reduced. The predicted composition before the step change
was the same composition given by the experiment but the composition after the step
test was off by 2%. The column efficiency was maintained at 0.7 to match the
simulated distillate composition with the experimental value. The difference between
the experiment and the model could be explained by the error in the measurement as
indicated by the material balance difference in the experiment.
Table 5-9. Step change in Feed Flow Rate 300 to 200 lb/hr. Simulation and Process Results. First Distillation Region. Before (300 lb/hr) After (200 lb/hr)
FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Mass Flow [lb/hr] 300.00 86.78 213.22 200.00 81.90 118.10
Experimental Mass Fraction Composition FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Methanol 0.0313 0.0846 0.0016 0.0311 0.0520 0.0004 n-Pentane 0.4256 0.9126 0.2306 0.4826 0.9461 0.1674
Cyclohexane 0.5430 0.0028 0.7679 0.4864 0.0019 0.8322
Simulated Mass Fraction Composition FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Methanol 0.0313 0.0863 0.0090 0.0311 0.0758 0.0000 n-Pentane 0.4256 0.9126 0.2274 0.4826 0.9239 0.1766
Cyclohexane 0.5430 0.0011 0.7636 0.4864 0.0003 0.8234

99
Figure 5-22. Rectifying Zone Temperature Responses to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. First Distillation Region.
Rec
tifyi
ng Z
one
Tem
pera
ture
Res
pons
e to
Neg
ativ
e St
ep C
hang
e in
Fee
d Fl
ow R
ate
100
105
110
115
120
125
020
4060
8010
012
014
0
Tim
e [m
in]
Temperature [F]
150
170
190
210
230
250
270
290
310
330
350
Feed Flow Rate [lb/hr]
Tem
pera
ture
Ove
rhea
d va
pTe
mpe
ratu
re T
op S
tage
6Te
mpe
ratu
re S
tage
8
Tem
pera
ture
Sta
ge 9
Tem
pera
ture
Sta
ge 1
1Te
mpe
ratu
re S
tage
13
Tem
pera
ture
Sta
ge 1
5Te
mpe
ratu
re S
tage
16
Feed
Flo
w R
ate
Feed
Flo
w =
300-
200
lb/h
rR
eflu
x Fl
ow =
110
lb/h
rS
team
Flo
w =
65
lb/h
rR
eboi
ler D
uty
= 69
kB
TU/h
r

100
Figure 5-23. Stripping Zone Temperature Responses to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. First Distillation Region.
Strip
ping
Zon
e Te
mpe
ratu
re R
espo
nse
to N
egat
ive
Step
Cha
nge
in F
eed
Flow
Rat
e
120
130
140
150
160
170
180
190
020
4060
8010
012
014
0
Tim
e [m
in]
Temperature [F]
150
170
190
210
230
250
270
290
310
330
350
Feed Flow Rate [lb/hr]
Tem
pera
ture
Sta
ge 2
1Te
mpe
ratu
re S
tage
22
Tem
pera
ture
boi
l up
Tem
pera
ture
Bot
t col
Feed
Flo
w R
ate
Feed
Flo
w =
300-
200
lb/h
rR
eflu
x Fl
ow =
110
lb/h
rS
team
Flo
w =
65
lb/h
rR
eboi
ler D
uty
= 69
kB
TU/h
r

101
Figure 5-24. Simulated and Experimental Temperature Responses to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. First Distillation Region.
Mod
el T
empe
ratu
re R
espo
nse
Valid
atio
n
150
170
190
210
230
250
270
290
310
330
350
010
2030
4050
6070
8090
100
Tim
e (m
in)
Feed Flow Rate (lb/hr)
8090100
110
120
130
140
150
160
170
Temperature (F)
Feed
Flo
w R
ate
Sim
ulat
ion
Feed
Flo
w R
ate
Tem
pera
ture
Sta
ge 1
6Si
mul
atio
n Te
mpe
ratu
re S
tage
16
Tem
pera
ture
Sta
ge 2
2Si
mul
atio
n Te
mpe
ratu
re S
tage
22
Col
umn
Effic
ienc
y =
0.7
Col
umn
Hea
t Tra
nsfe
r Coe
ffici
ent =
6.1
- 5.
96 B
TU/h
r*ft2
*F
Feed
Flo
w R
ate
=300
-200
lb/h
rR
eflu
x Fl
ow R
ate
= 11
0 lb
/hr
Ste
am F
low
Rat
e =
65 lb
/hr
Reb
oile
r Dut
y R
ate
= 69
kB
TU/h
r

102
Figure 5-25. Composition Response to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. First Distillation Region.
Com
posi
tion
Res
pons
e to
a N
egat
ive
Step
Cha
nge
in th
e Fe
ed F
low
Rat
e
150
170
190
210
230
250
270
290
310
330
350
010
2030
4050
6070
8090
100
Tim
e (m
in)
Feed Flow Rate (lb/hr)
707580859095
Composition (wt%)
Sim
ulat
ion
Feed
Flo
w R
ate
Dis
tilla
te C
5 C
ompo
sitio
nBo
ttom
C6
Com
posi
tion
Dis
tilla
te C
5 co
mpo
sitio
nE
xper
imen
tal
= 91
.26
- 94.
61 w
t%S
imul
ated
= 9
1.26
- 92
.39
wt%
Bot
tom
C6
Com
posi
tion
Exp
erim
enta
l = 7
6.79
- 83
.22
wt%
Sim
ulat
ed =
76.
36 -
82.3
4 w
t%
Feed
Com
posi
tion
Bef
ore
Ste
p Te
stM
etha
nol =
3.1
3 w
t%N
orm
al p
enta
ne =
42.
56 w
t%C
yclo
hexa
ne =
54.
30 w
t%
Feed
Com
posi
tion
Afte
r Ste
p Te
stM
etha
nol =
3.1
1 w
t%N
orm
al p
enta
ne =
48.
26 w
t%C
yclo
hexa
ne =
48.
64 w
t%Fe
ed F
low
Rat
e =3
00-2
00 lb
/hr
Ref
lux
Flow
Rat
e =
110
lb/h
rS
team
Flo
w R
ate
= 65
lb/h
rR
eboi
ler D
uty
Rat
e =
69 k
BTU
/hr

103
5.3.3.2 Second Distillation Region
Experimental results for temperatures from rectifying and stripping sections
for a negative step change in the feed flow from 300 to 200 lb/hr are plotted in
Figures 5-26 and 5-27 respectively. Simulated results for the temperatures from
stages 16 and 22 are compared with the experimental values in Figure 5-28. Figure
5-29 presents the simulation composition response. Table 5-10 summarizes the results
from the experiment and the simulation before and after the step change.
Table 5-10. Step change in Feed Flow Rate 300 to 200 lb/hr. Simulation and Process Results. Before (300 lb/hr) After (200 lb/hr)
FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM Mass Flow
[lb/hr] 300.00 115.41 184.59 200.00 109.59 90.41
Experimental Mass Fraction Composition FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Methanol 0.3928 0.1343 0.5735 0.3920 0.1365 0.7157 n-Pentane 0.5116 0.8655 0.2847 0.5160 0.8631 0.1020
Cyclohexane 0.0957 0.0002 0.1419 0.0920 0.0004 0.1823
Simulated Mass Fraction Composition FEED DISTILLATE BOTTOM FEED DISTILLATE BOTTOM
Methanol 0.3927 0.1015 0.5748 0.3928 0.1095 0.7359 n-Pentane 0.5116 0.8908 0.2745 0.5160 0.8742 0.0818
Cyclohexane 0.0957 0.0077 0.1507 0.0912 0.0161 0.1823
The heat transfer coefficient before the step test was 5.72 kBTU/hr and
increased with the decrease in feed flow to 5.80 kBTU/hr. The efficiency was
maintained constant at 0.5 during the test.

104
Figure 5-26. Rectifying Zone Temperature Responses to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. Second Distillation Region.
Rec
tifyi
ng Z
one
Tem
pera
ture
Res
pons
e to
a N
egat
ive
Step
Cha
nge
in F
eed
Flow
Rat
e
102.
00
102.
50
103.
00
103.
50
104.
00
104.
50
105.
00
105.
50
106.
00
106.
50
107.
00
020
4060
8010
012
014
016
018
020
022
024
026
028
030
0
Tim
e [m
in]
Temperature [F]
150
200
250
300
350
400
Feed Flow Rate [lb/hr]
Tem
pera
ture
Ove
rhea
d va
pTe
mpe
ratu
re T
op S
tage
6Te
mpe
ratu
re S
tage
9
Tem
pera
ture
Sta
ge 1
1Te
mpe
ratu
re S
tage
13
Tem
pera
ture
Sta
ge 1
5
Tem
pera
ture
Sta
ge 1
6Fe
ed F
low
Rat
eTe
mpe
ratu
re S
tage
8
Feed
Flo
w R
ate
=300
-200
lb/h
rR
eflu
x Fl
ow R
ate
= 10
0 lb
/hr
Ste
am F
low
Rat
e =
58 lb
/hr
Dut
y R
ate
= 6
3 K
BTU
/hr
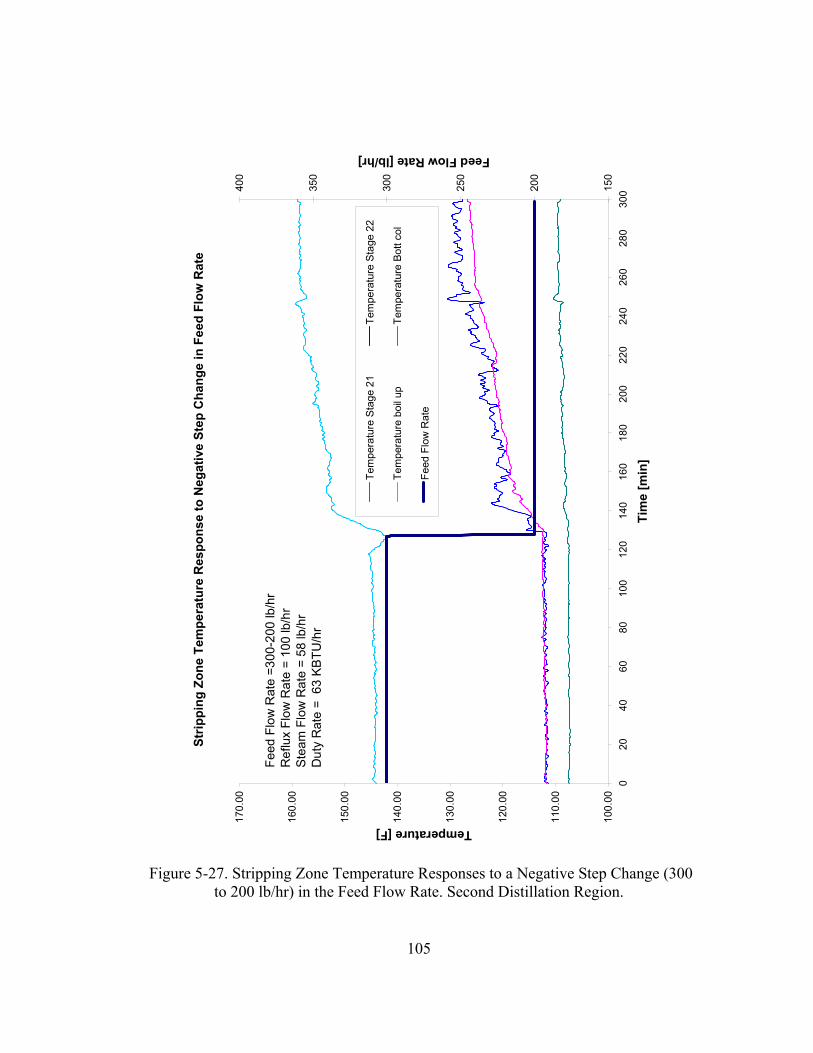
105
Figure 5-27. Stripping Zone Temperature Responses to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. Second Distillation Region.
Strip
ping
Zon
e Te
mpe
ratu
re R
espo
nse
to N
egat
ive
Step
Cha
nge
in F
eed
Flow
Rat
e
100.
00
110.
00
120.
00
130.
00
140.
00
150.
00
160.
00
170.
00
020
4060
8010
012
014
016
018
020
022
024
026
028
030
0
Tim
e [m
in]
Temperature [F]
150
200
250
300
350
400
Feed Flow Rate [lb/hr]
Tem
pera
ture
Sta
ge 2
1Te
mpe
ratu
re S
tage
22
Tem
pera
ture
boi
l up
Tem
pera
ture
Bot
t col
Feed
Flo
w R
ate
Feed
Flo
w R
ate
=300
-200
lb/h
rR
eflu
x Fl
ow R
ate
= 10
0 lb
/hr
Ste
am F
low
Rat
e =
58 lb
/hr
Dut
y R
ate
= 6
3 K
BTU
/hr
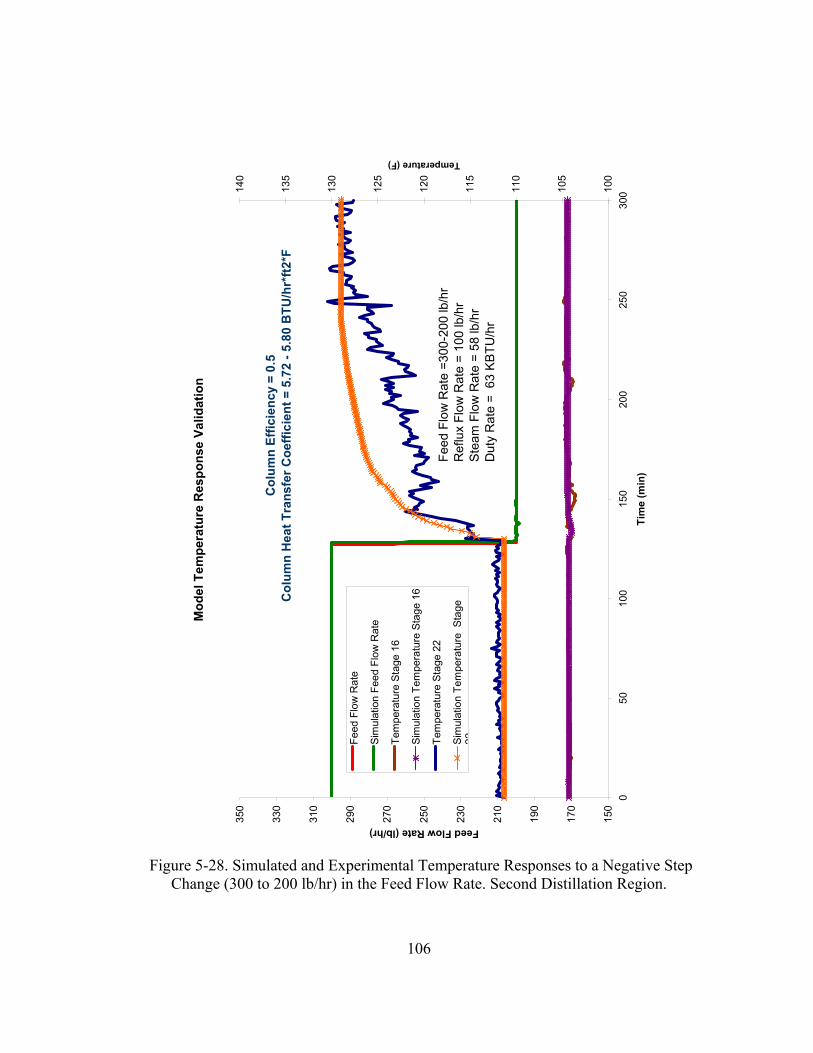
106
Figure 5-28. Simulated and Experimental Temperature Responses to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. Second Distillation Region.
Mod
el T
empe
ratu
re R
espo
nse
Valid
atio
n
150
170
190
210
230
250
270
290
310
330
350
050
100
150
200
250
300
Tim
e (m
in)
Feed Flow Rate (lb/hr)
100
105
110
115
120
125
130
135
140
Temperature (F)
Feed
Flo
w R
ate
Sim
ulat
ion
Feed
Flo
w R
ate
Tem
pera
ture
Sta
ge 1
6
Sim
ulat
ion
Tem
pera
ture
Sta
ge 1
6
Tem
pera
ture
Sta
ge 2
2
Sim
ulat
ion
Tem
pera
ture
Sta
ge22
Feed
Flo
w R
ate
=300
-200
lb/h
rR
eflu
x Fl
ow R
ate
= 10
0 lb
/hr
Ste
am F
low
Rat
e =
58 lb
/hr
Dut
y R
ate
= 6
3 K
BTU
/hr
Col
umn
Effic
ienc
y =
0.5
Col
umn
Hea
t Tra
nsfe
r Coe
ffici
ent =
5.7
2 - 5
.80
BTU
/hr*
ft2*F

107
Figure 5-29. Composition Response to a Negative Step Change (300 to 200 lb/hr) in the Feed Flow Rate. Second Distillation Region.
Com
posi
tion
Res
pons
e to
a N
egat
ive
Step
Cha
nge
in th
e Fe
ed F
low
Rat
e
150
170
190
210
230
250
270
290
310
330
350
050
100
150
200
250
300
Tim
e (m
in)
Feed Flow Rate (lb/hr)
0102030405060708090100
Composition (wt%)
Sim
ulat
ion
Feed
Flo
w R
ate
Dis
tilla
te C
5 C
ompo
sitio
n
Botto
m C
6 C
ompo
sitio
n
Botto
m M
eOH
Com
posi
tion
Dis
tilla
te C
5 co
mpo
sitio
nE
xper
imen
tal
= 86
.55
- 86.
31 w
t%S
imul
ated
= 8
9.08
. - 8
7.41
wt%
Bot
tom
C6
Com
posi
tion
Exp
erim
enta
l = 1
4.19
- 18
.23
wt%
Sim
ulat
ed =
15.
02 -
18.2
7 w
t%
Feed
Com
posi
tion
Bef
ore
Ste
p Te
stM
etha
nol =
39.
28 w
t%N
orm
al p
enta
ne =
51.
16 w
t%C
yclo
hexa
ne =
9.5
7 w
t%Fe
ed C
ompo
sitio
n A
fter S
tep
Test
Met
hano
l = 3
9.20
wt%
Nor
mal
pen
tane
= 5
1.60
wt%
Cyc
lohe
xane
= 9
.12
wt%
Bot
tom
MeO
H C
ompo
sitio
n E
xper
imen
tal =
57.
35 -7
1.57
wt%
Sim
ulat
ed =
57.
53 -
73.5
5 w
t%
Feed
Flo
w R
ate
=300
-200
lb/h
rR
eflu
x Fl
ow R
ate
= 10
0 lb
/hr
Ste
am F
low
Rat
e =
58 lb
/hr
Dut
y R
ate
= 6
3 K
BTU
/hr
108
Although the responses in both distillation regions were symmetric for the
negative step changes in the feed flow, the top temperatures in the second region
increased when feed flow decreased but the gain was one order of magnitude smaller
than the gain in the first region. It was observed in both regions that the feed
temperature was disturbed with feed flow changes but the controller responded fast to
bring the temperature value back to the set point.
Temperatures from the very bottom in the second distillation region responded
with longer time constant than temperatures from the middle. Temperatures from
stages 15 and 16 were held almost constant. Compared with the first distillation
region, temperatures below stage 21 responded with higher gain to changes in the
feed flow in the second distillation region.
5.3.4 Feed Composition Step Test
A feed composition step test, which changed the operation from the second
distillation region (feed composition rich in methanol) to the first distillation region
(feed composition rich in cyclohexane), was performed in the experimental system
and the results used to validate the model dynamic predictions. The results from the
test and the predictions given by the simulation are presented in this section. Figure
5-30 illustrates the model validation using the temperature responses from the
experimental data and Figure 5-31 presents the predicted composition profile
obtained from the simulation.
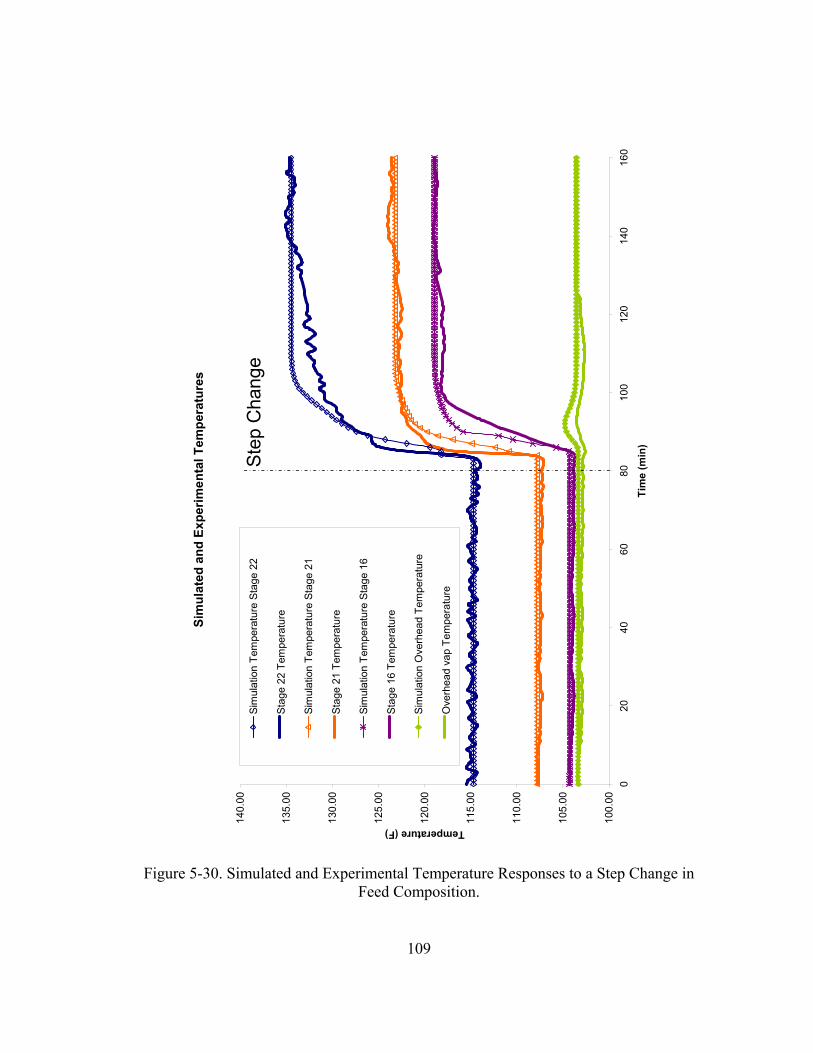
109
Figure 5-30. Simulated and Experimental Temperature Responses to a Step Change in Feed Composition.
Sim
ulat
ed a
nd E
xper
imen
tal T
empe
ratu
res
100.
00
105.
00
110.
00
115.
00
120.
00
125.
00
130.
00
135.
00
140.
00
020
4060
8010
012
014
016
0
Tim
e (m
in)
Temperature (F)
Sim
ulat
ion
Tem
pera
ture
Sta
ge 2
2
Stag
e 22
Tem
pera
ture
Sim
ulat
ion
Tem
pera
ture
Sta
ge 2
1
Stag
e 21
Tem
pera
ture
Sim
ulat
ion
Tem
pera
ture
Sta
ge 1
6
Stag
e 16
Tem
pera
ture
Sim
ulat
ion
Ove
rhea
d Te
mpe
ratu
re
Ove
rhea
d va
p Te
mpe
ratu
re
Step
Cha
nge

110
Figure 5-31. Composition Responses to a Step Change in Feed Composition.
Mod
el C
ompo
sitio
ns
0102030405060708090100
020
4060
8010
012
014
016
0
Tim
e (m
in)
Composition (Wt %)
MeO
H D
istil
late
Com
posi
tion
C5
Dis
tilla
te C
ompo
sitio
nC
6 D
istil
late
Com
posi
tion
MeO
H B
otto
m C
ompo
sitio
nC
5 Bo
ttom
Com
posi
tion
C6
Botto
m C
ompo
sitio
nM
eOH
Fee
d C
ompo
sitio
nC
5 Fe
ed C
ompo
sitio
nC
6 Fe
ed C
ompo
sitio
n
Ste
p C
hang
e
Exp
erim
enta
l Com
posi
tions
Bef
ore
Step
Tes
t.:
Dis
tilla
te:
MEO
H =
11.
250
C5
= 88
.682
C
6 =
0.06
8
Botto
mM
EOH
= 6
1.90
4 C
5 =
20.9
93
C6
= 17
.103
Feed
: M
EOH
= 4
1.43
1 C
5 =
48.5
19
C6
= 10
.05
Expe
rimen
tal C
ompo
sitio
ns A
fter S
tep
Test
.:
Dis
tilla
te:
MEO
H =
10.
664
C5
= 86
.151
C
6 =
3.15
4
Botto
mM
EOH
= 0
.882
C
5 =
18.1
7 C
6 =
80.9
48
Feed
: M
EOH
= 3
.55
C5
= 36
.711
C
6 =
59.7
39
Hea
t tra
nsfe
r coe
ffici
ent:
Befo
re: 7
.65
Afte
r: 8.
65

111
From the results it was observed that the model closely followed the experimental
data. The temperatures in the model followed the experimental data and the dynamic
response gave very good agreement, having very similar gains and time constants.
The composition predicted by the model was also accurate; however there was an
important difference in the time constants. The model reached the compositions
steady state values faster than the experiment.
5.4 Summary and Discussion
A dynamic simulation of an azeotropic distillation system was carried out and
the results compared with experimental data from a real plant. The model developed
was an equilibrium model. Although the results at steady state, before and after each
step change, had very good agreement with the experimental data, the model transient
response did not always follow the experimental transient response. This effect might
be a result of the equilibrium assumption, which is not a valid assumption when the
system is not at steady state.
Two model parameters, column’s heat transfer coefficient and dynamic
efficiency, were modified to match the model and experiment results. It was
concluded that the column behavior in each distillation region is different. This
behavior is produced by the different interactions between the system components.
Since the distillation regions have demonstrated a very different behavior among
112
them, each region could be considered as a separate system for operation and control
purposes.
The heat transfer coefficient is a good parameter to perform model
reconciliation, because by directly modifying the heat loss in the column adjusts the
material balance in the system. The efficiency in the column also demonstrated to be
a good parameter to fit the model with the experimental data. However, for this
particular system, where the error in the measurements is comparable with the range
of change in the output parameter, it may give the same result to keep the parameter
at a constant value. Based on the results from this work, it is concluded that the
efficiency is a very good parameter to perform model reconciliation in systems with
an accurate and fast measurement of composition.
The temperatures did not change significantly after the step changes were
performed while the compositions did. This behavior impedes the use of temperature
measurements as control variables; therefore other alternatives must be considered.

113
Chapter 6. Online Model Reconciliation and Control
Azeotropic distillation processes display a highly non-ideal behavior which, as
presented in previous chapters, is also reflected in their nonlinear dynamic responses.
Except for some studies that used PID controllers where the control structure does not
follow traditional distillation schemes, azeotropic distillation has been usually
controlled with similar configurations as ordinary distillation. A literature review of
control of azeotropic distillation was included in Chapter 2. In the absence of online
measurements of composition, temperature is the variable of choice for controlling
the separation in a distillation column. However, composition of multicomponent,
non-ideal mixtures can not be inferred only based on temperature measurements. This
chapter describes an online model reconciliation technique used to minimize the error
between the process and the model predictions. The model is used to obtain an
inferential control solution for control schemes for azeotropic distillation using PID
and model-based control algorithms.
6.1 Model Reconciliation Approach
Traditionally, model reconciliation is performed using a steady-state model and
the parameter estimates are obtained offline using an optimization algorithm, such as
the weighted least square (WLS) formulation, where the objective is to find estimates

114
that minimize the squared error in the measurements, normalized by the measurement
covariance. Usually before the parameters are estimated, the measurement data are
first validated with some conservation equations, and then adjusted such that the
model parameters and the adjusted data satisfy the process model equations.
Although the present work approach uses a reconciliation module to calculate
the model parameters that minimize the error between plant measurement and model
variables, it is not based on a traditional data reconciliation / parameter estimation
configuration. The method tunes a dynamic model seeking to match data from the
process while using traditional blocks presented in a process control software for a
computer control system.
a)

115
b)
Figure 6-1. a) Block diagram of a model-reference adaptive system. b) Block diagram of the current model reconciliation approach.
The algorithm used in the reconciliation module is based on the gradient
approach for model-reference adaptive control [2]. The objective is to modify the
parameters in the model so that the error between the outputs of process and reference
model is driven to zero (see Figure 6.1.a). In the gradient approach the parameter is
obtained as the output of an integrator. A potentially quicker adaptation could also be
achieved by adding a proportional adjustment to the integral action. The control law
then takes the form of (6-1), which can be implemented in the plant using PI
controller software where the constants 1γ and 2γ represent the proportional and
integral gains respectively [2].
116
∫+=t
detetu0
21 )()()( ττγγ ; (6-1)
The proposed reconciliation method applies the same concept but instead of
having the model as the reference to drive the plant outputs to a desire condition, the
plant is used as the reference and the model outputs are driven to a desire condition
(See Figure 6.1.b).
6.1.1 Parameter selection for reconciliation
The approach introduced in the previous section was implemented in the
distillation process described in Chapter 3 using the dynamic model described in
Chapter 5. The dynamic response analysis was used to identify the outputs to be
matched between the process measurements and the model. The reconciliation started
by connecting the model to the same inputs as the process. In order to do that, seven
process inputs were introduced to the model: feed flow rate, feed temperature, feed
composition, reflux flow rate, column pressure and condenser temperature. Figure 6-2
indicates the configuration and the process input variables also introduced to the
model.
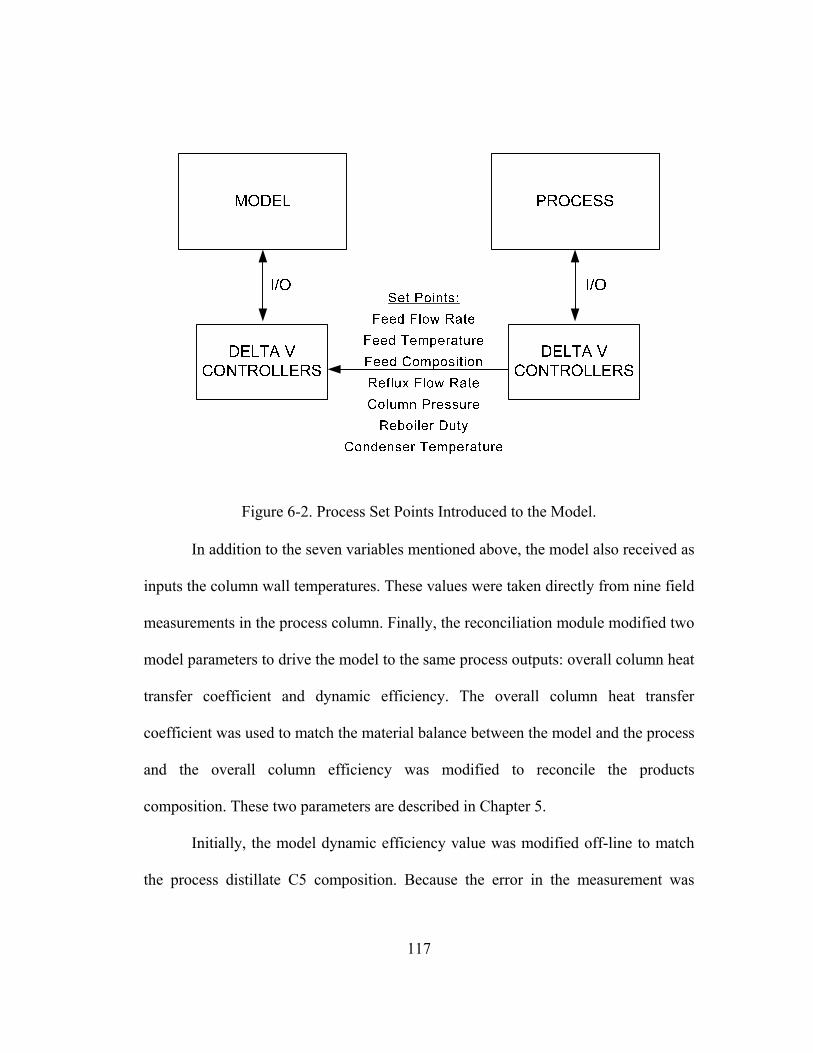
117
Figure 6-2. Process Set Points Introduced to the Model.
In addition to the seven variables mentioned above, the model also received as
inputs the column wall temperatures. These values were taken directly from nine field
measurements in the process column. Finally, the reconciliation module modified two
model parameters to drive the model to the same process outputs: overall column heat
transfer coefficient and dynamic efficiency. The overall column heat transfer
coefficient was used to match the material balance between the model and the process
and the overall column efficiency was modified to reconcile the products
composition. These two parameters are described in Chapter 5.
Initially, the model dynamic efficiency value was modified off-line to match
the process distillate C5 composition. Because the error in the measurement was

118
about 3%, the parameter was modified if the model output was off by more than 3%
from the process output. After data from the experiments were analyzed, it was
concluded that the efficiency value was best described by value of 0.7 in the
distillation region rich in cyclohexane and pentane and 0.5 in the distillation region
rich in methanol and normal pentane.
The column’s heat transfer coefficient directly influences the heat loss
experienced by the column. The model developed in this work used a simple heat loss
model described by Equation (5-3). The heat transfer coefficient was updated online
using the reconciliation module during the control experiments described in this
chapter. Its value increased up to 5% as the liquid flow in the column decreased and
vice versa. The heat transfer coefficient depends on the physical properties of the
fluid and the physical conditions of the experiment. As both fluid composition and
process conditions changed with the operation region, the heat transfer coefficient
also changed. In addition, the heat transfer coefficient reflects the variations in the
ambient temperature given that this value was not measured continuously nor
automatically upgraded during the experiments. Although, this variation was found to
be small, it shifted the model from the process outputs.
Since there was not an online measurement of composition, the reconciliation
module was only used online to modify the efficiency value during steady state
conditions, after the process samples were analyzed. The heat transfer coefficient was
continuously modified during the dynamic changes and reached a constant value at

119
steady state conditions. The average heat transfer coefficient value in the first
distillation region was 5.7 BTU/hr*ft2*F and 5.6 BTU/hr*ft2*F in the second
distillation region.
6.1.2 Implementation results During the experiments the model was set to follow the process set points
from the variables illustrated in Figure 6-3.
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
0 50 100 150 200
Time (min)
Flow
Rat
e (lb
/hr)
/ R
eboi
ler D
uty
(kB
TU/h
r)
Reboiler Duty Simulation Reboiler Duty
Feed Temperature Simulation Feed Temperature
Overhead Liquid Temperature Simulation Overhead Liquid Temperature
Reflux Flow Simulation Reflux Flow
Column Pressure Simulation Column Pressure
Feed Flow Simulation Feed Flow
Figure 6-3. Model Outputs Determined by the Process Set Points.
During the dynamic model validation presented in Chapter 5 it was observed
that different combinations of heat transfer coefficient and dynamic efficiency values
gave the same combination of composition and material balance in the column.

120
Although there should be a unique minimum in the squared error, the final parameter
values were influenced by the module initial conditions. It was determined that
limiting the parameter values to a tight range around the average value did not always
force the parameter values to their desired values. For these reasons the reconciliation
module algorithm was modified to perform the parameter reconciliation using a batch
data approach rather than a sequential approach. First the heat transfer coefficient was
modified until the model material balance was reconciled with the process data and
then the dynamic efficiency value was modified if necessary to obtain the desire
composition in the distillate stream. Figure 6-4 illustrates the approach. The operation
of each reconciliation module was determined by the logic block presented in Figure
6-5. The block works as follow: The error signal (e1(t)) from the material balance
activates module 1 through an AND gate (Gate 1) which drives the error to zero. The
other input to Gate 1 is the negation of the status of module 2; this assures that
module 1 is not activated while module 2 is active. After the material balance is
reconciled, module 2 is activated through Gate 2 which reconciles the composition in
the distillate stream. Module 2 is not activated if module 1 is active. After the
distillate composition is reconcile, module 1 could be activated again if necessary,
that is, if the material balance error is different from zero and the cycle starts again.
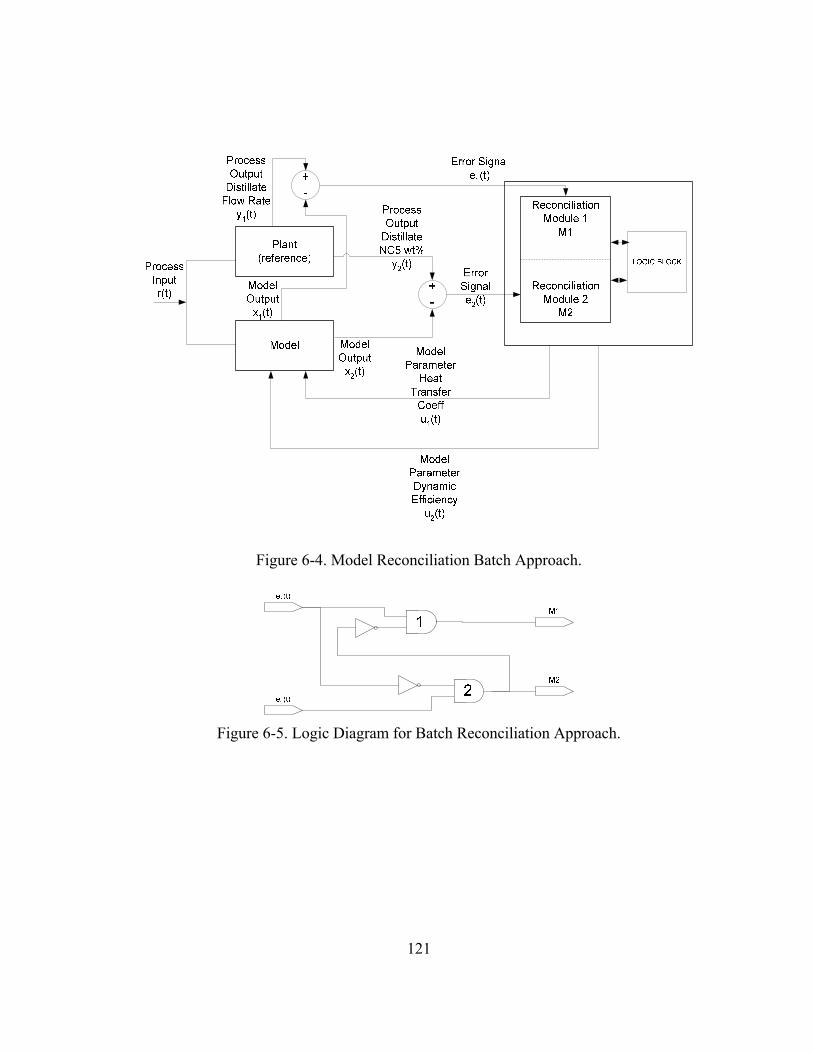
121
Figure 6-4. Model Reconciliation Batch Approach.
Figure 6-5. Logic Diagram for Batch Reconciliation Approach.
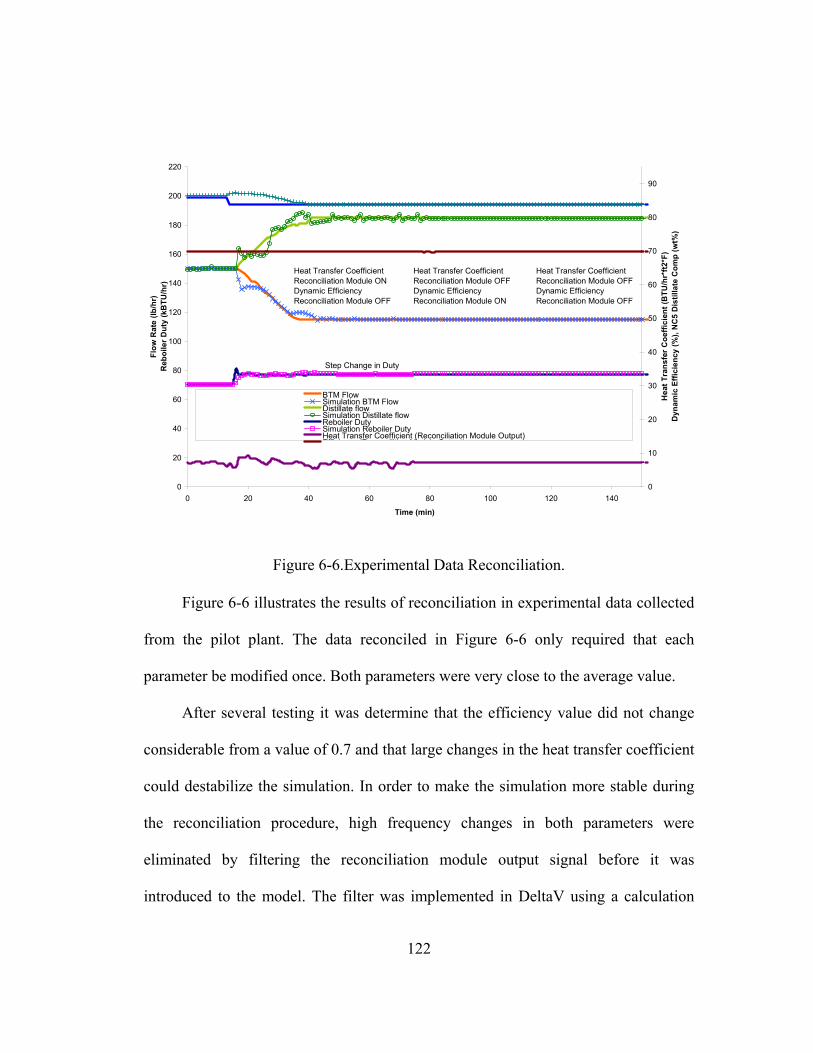
122
0
20
40
60
80
100
120
140
160
180
200
220
0 20 40 60 80 100 120 140
Time (min)
Flow
Rat
e (lb
/hr)
R
eboi
ler D
uty
(kB
TU/h
r)
0
10
20
30
40
50
60
70
80
90
Hea
t Tra
nsfe
r Coe
ffici
ent (
BTU
/hr*
ft2*F
)D
ynam
ic E
ffici
ency
(%),
NC
5 D
istil
late
Com
p (w
t%)
BTM FlowSimulation BTM FlowDistillate flowSimulation Distillate flowReboiler DutySimulation Reboiler DutyHeat Transfer Coefficient (Reconciliation Module Output)Effi i (R iliti M d l O t t)
Heat Transfer Coefficient Reconciliation Module ONDynamic Efficiency Reconciliation Module OFF
Step Change in Duty
Heat Transfer Coefficient Reconciliation Module OFFDynamic Efficiency Reconciliation Module ON
Heat Transfer Coefficient Reconciliation Module OFFDynamic Efficiency Reconciliation Module OFF
Figure 6-6.Experimental Data Reconciliation.
Figure 6-6 illustrates the results of reconciliation in experimental data collected
from the pilot plant. The data reconciled in Figure 6-6 only required that each
parameter be modified once. Both parameters were very close to the average value.
After several testing it was determine that the efficiency value did not change
considerable from a value of 0.7 and that large changes in the heat transfer coefficient
could destabilize the simulation. In order to make the simulation more stable during
the reconciliation procedure, high frequency changes in both parameters were
eliminated by filtering the reconciliation module output signal before it was
introduced to the model. The filter was implemented in DeltaV using a calculation

123
block that calculated and upgraded the parameter’s average value during time
intervals of two minutes. Each variable was sampled every second in DeltaV.
Figure 6-7 illustrates the results from model reconciliation with experimental
data, during the reconciliation the heat transfer coefficient was modified while the
dynamic efficiency was maintained at 0.7.
0
20
40
60
80
100
120
140
160
180
200
220
0 50 100 150 200 250
Time (min)
Flow
Rat
e (lb
/hr)
0
2
4
6
8
10
12
14
Hea
t Tra
nsfe
r Coe
ffici
ent (
BTU
/hr*
ft2*F
)
Experiment SP BTM Flow RateSimulation BTM Flow RateExperiment SP Distillate Flow RateSimulation Distillate Flow RateHeat Transfer Coefficient (Reconciliation Module Output)
Heat Transfer Coefficient Reconciliation Module ONDynamic Efficiency = 0.7
Heat Transfer Coefficient Reconciliation Module ONDynamic Efficiency = 0.7
Heat Transfer Coefficient Reconciliation Module OFF
Heat Transfer Coefficient Reconciliation Module OFF
Average ambient temperature 100 F Average ambient temperature 68 F
Figure 6-7.Experimental Data Reconciliation Filtering the Heat Transfer Coefficient Signal.
The experimental data used in Figure 6-7 was collected from two experiments
performed under different ambient conditions using a feed composition from the first
distillation region. Data from 0 to 150 min was collected during the summer where

124
the ambient temperature reached 100 F; the heat transfer coefficient during these
conditions was close to 5 Btu/hr*ft2*F. The first part of the plot (time 0 to 50 min)
illustrates the model behavior before the reconciliation module was turned ON. The
initial heat transfer coefficient value was set arbitrary at 9.8 Btu/hr*ft2*F. In this time
interval, the model distillate flow rate is 120 lb/hr while the experiment distillate flow
rate is 140 lb/hr. This means that the heat loss in the model is larger than the heat loss
in the process and the heat transfer coefficient value should be smaller. At time 50
min the reconciliation module is turned ON and the heat transfer coefficient is
decreased by the module to a steady state value of 4.8 Btu/hr*ft2*F. The filter in the
parameter estimation eliminated the oscillation after the change at time 65 min.
Before the filter was implemented, it was necessary to have a good initial guess for
the parameter value. The filter introduced a delay in the reconciliation module
response; this delay is proportional to the difference between the parameter’s initial
guess and final value. The second set of data (150 to 250 min) was collected with
average ambient temperature of 68 F. The initial heat transfer coefficient value was
set to 5 Btu/hr*ft2*F, which was close to the final value found with the reconciliation
module. The heat transfer coefficient at t=250 min was close to 6 Btu/hr*ft2*F. It was
observed that the reconciliation module followed very well the experimental data in
both data sets.

125
6.2 Controllability Analysis
Composition inferred by temperature measurements is a common practice in
distillation control. Although temperature has been the measurement of choice in
monitoring and controlling the separation due to its fast response and low cost, for
highly non-ideal systems holding the temperature constant does not imply that
composition will also be constant. In such cases direct measurements of composition
using online analyzers should be considered. However, online analyzers involve high
capital and maintenance cost and slow response, especially for multiplexed sample
points. In order to overcome these issues, this work introduced the use of a high
fidelity dynamic model as a soft sensor for product composition.
The process control strategy was configured in two levels:
1) Stabilize the basic operation of the column. This included inventory (level), flow
and pressure controls. The control loops in this level (see Table 6-1) were configured
with independent PID controllers.
Table 6-1. Basic Operation Process Variables
Manipulated Variable Controlled Variables Feed Flow Valve Position Feed Flow Rate Preheater Steam Flow Valve Position Feed Temperature Reflux Flow Valve Position Reflux Flow Rate Distillate Flow Valve Position Distillate Flow Rate Bottom Flow Valve Position Bottom Flow Rate Reboiler Steam Flow Valve Position Steam Flow Rate / Reboiler Duty Rate Nitrogen Flow Splitter Valve Position Column Pressure
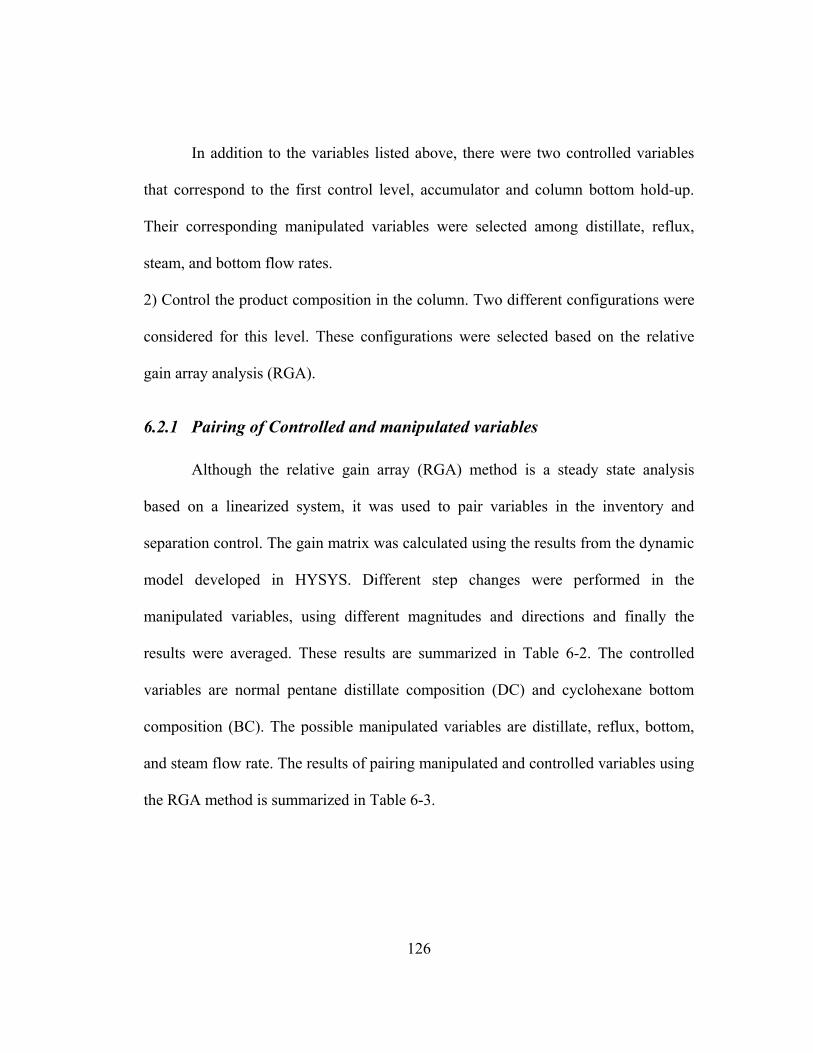
126
In addition to the variables listed above, there were two controlled variables
that correspond to the first control level, accumulator and column bottom hold-up.
Their corresponding manipulated variables were selected among distillate, reflux,
steam, and bottom flow rates.
2) Control the product composition in the column. Two different configurations were
considered for this level. These configurations were selected based on the relative
gain array analysis (RGA).
6.2.1 Pairing of Controlled and manipulated variables
Although the relative gain array (RGA) method is a steady state analysis
based on a linearized system, it was used to pair variables in the inventory and
separation control. The gain matrix was calculated using the results from the dynamic
model developed in HYSYS. Different step changes were performed in the
manipulated variables, using different magnitudes and directions and finally the
results were averaged. These results are summarized in Table 6-2. The controlled
variables are normal pentane distillate composition (DC) and cyclohexane bottom
composition (BC). The possible manipulated variables are distillate, reflux, bottom,
and steam flow rate. The results of pairing manipulated and controlled variables using
the RGA method is summarized in Table 6-3.

127
Table 6-2. Gain Matrices for Different Combinations of Manipulated and Controlled Variables.
Manipulated Variable
Gain Matrix DC BC
0.0144 -0.2497 1
Reflux Flow Rate
Steam Flow Rate 0.0024 1.4333
0.0059 0.0024 2
Reflux Flow Rate
Bottom Flow Rate -0.0089 -0.2014
0.0072 0.3354 3
Distillate Flow Rate
Steam Flow Rate 0.0878 0.0175
-0.0029 0.3441 4
Distillate Flow Rate
Bottom Flow Rate 0.0030 -0.3432
Table 6-3. Pairing of Controlled and manipulated Variables Using RGA Manipulated Variable Controlled Variable RGA Suggested Pairing
Reflux Flow Rate (R) DC 0.972 0.028 DC – R 1
Steam Flow Rate (Q) BC 0.028 0.972 BC – Q
Reflux Flow Rate (R) DC 1.018 -0.018 DC – R 2
Bottom Flow Rate (B) BC -0.018 1.018 BC – B
Distillate Flow Rate (D) DC -0.004 1.004 DC – Q 3
Steam Flow Rate (Q) BC 1.004 -0.004 BC – D
Distillate Flow Rate (D) DC -26.885 27.885 DC – B 4
Bottom Flow Rate (B) BC 27.885 -26.885 BC – D
DC = Distillate composition; BC = Bottom Composition

128
Since the gains in the system varied with different step changes, the RGA
elements also changed. In spite of this the relative gains were maintained around the
values in Table 6-3. The first two variable pairings in the RGA analysis generated
relative gain numbers very close to one, which indicated that the composition in the
distillate should be paired with the reflux flow rate. The bottom composition could be
paired with either the bottom flow rate or the reboiler duty, but configuration #1 was
selected because the relative gain was higher (Table 6-3). The results from the third
pairing in the RGA analysis are consistent with the results from studies where the
opposite pairing gave less loop interaction than the traditional variable pairing used in
distillation [13], [57]. Although the condition numbers are negative, their values are
very close to zero; therefore no interaction between the two loops or only one way
interaction is expected. The last configuration, when the distillate and bottom flow
rates were used as the manipulated variables, gave very large and negative diagonal
elements of the RGA. Because serious interaction between the two control loops is
expected, this configuration was not considered. The analysis indicated that two
configurations were viable (see Table 6-4).
Table 6-4. Composition Manipulated and Controlled Variable Configurations.
Manipulated Variable Controlled Variables Reflux Flow Rate (R) DC – R 1 Steam Flow Rate (Q) BC – Q
Distillate Flow Rate (D) DC – Q 2 Steam Flow Rate (Q) BC – D DC = Distillate composition; BC = Bottom Composition

129
As mentioned previously, the process had two feasible distillation regions.
The data presented in this chapter includes experimental data only from region one
(feed composition with high concentration of cyclohexane and normal pentane). The
control objective was to maintain the pentane/methanol azeotrope in the distillate and
maximum recovery of cyclohexane in the bottom stream. For this reason the key
components selected for control were normal pentane for the distillate stream and
cyclohexane for the bottom stream. The manipulated variables were selected between
the same options as for inventory control: distillate, reflux, steam, and bottom flow
rate. The level in the reflux drum was paired with the distillate flow rate in the first
configuration (pairing 1) and with the reflux flow rate in the second configuration
(pairing 2). The column level was paired with the bottom flow in the two control
configurations.
6.2.2 Controller Configuration
The dynamic model was connected online to the DCS and provided estimates
for variables where instrumentation was not available. Since the plant did not have an
online measurement of composition, this configuration provided the controlled
variable estimates. During experimentation, samples of distillate and bottom products
were collected after mass balance was achieved in the process and compared with the
values provided by the simulation. The difference between measured and estimated

130
values was with ± 3% range. Samples of the feed were collected every half hour and
the values introduced in the model.
6.2.2.1 PID Controller
PID controllers were configured in the experimental plant to control the
composition in the distillate and bottom streams using the pairings described in Table
6-3. The tuning of the PID controller was performed using the advanced control
module DeltaV Tune, which implements a relay oscillation test based on the Aström-
Hägglund algorithm for calculating the tuning parameters of a process control loop.
The results are given in Table 6-5.
Table 6-5 . Composition Controller Tuning.
Pairing 1 Pairing 2
Distillate
Composition – Reflux Flow
Rate
Bottom Composition – Reboiler Duty
Distillate Composition – Reboiler Duty
Bottom Composition – Distillate Flow
Rate Ultimate
Gain 10.90 10.55 6.42 4.98
Ultimate Period 207.00 699.50 663.50 277.50
Process Dead Time
28.45 85.91 99.46 42.98
Process Gain 0.72 0.82 1.14 1.43
Process Time
Constant 257.42 957.85 766.61 311.92

131
Suggested Tuning Parameters:
PID P: 2.31 I: 191.1 D: 30.58
P: 1.66 I: 654.16 D: 104.67
P: 0.86 I: 369.39 D: 59.1
P: 1.15 I: 227.13 D: 36.34
Dead Time
Dominant
P: 2.72 I: 52.78
P: 2.64 I: 178.37
P: 0.79 I: 165.24
P: 1.25 I: 70.76
Implemented Tuning Parameters:
P: 2
I: 191 D: 30
P: 2 I: 654 D: 104
P: 0.5 I: 369 D: 59
P: 1 I: 227 D: 36
Although the steam loop exhibited a considerable dead time that could limit
the effectiveness of the controllers it was determined that the best PID tuning
parameters were close to values suggested in the literature. The response with the
dead time dominant configuration was more aggressive and exhibited oscillatory
behavior.
6.2.2.1.1 PID Controller Performance
Figure 6-8 illustrates the PID controller performance after a series of step
changes in the distillate and bottoms composition set points. It is observed from the
figure that both controllers drove the controlled variables to the desired set point.
Pairing 2 gave fast responses but presented poor rejection of the disturbances
introduced by the other loop. Figure 6-9 illustrates the closed-loop responses to
disturbances in the feed temperature.

132
70
717273747576
777879
8081
828384
8586
8788
89
9091
0 20 40 60 80 100 120 140 160 180
Time (min)
Nor
mal
Pen
tane
Dis
tilla
te C
ompo
sitio
n (w
t%)
58
60
62
64
66
68
70
72
74
76
78
80
Cyc
lohe
xane
Bot
tom
Com
posi
tion
[wt%
]
DC PID Pairing 1
DC PID Pairing 2
DC SP
BC PID Pairing 1
BC PID Pairing 2
BC SP
Figure 6-8. Closed-loop composition control using PID controllers. Controller
response to set point changes in the distillate and bottom composition.
70
7172
7374757677
7879
808182
8384
8586878889
9091
30 50 70 90 110 130 150
Time (min)
Com
posi
tion
(wt%
)
50
70
90
110
130
150
170
190
Feed
Tem
pera
ture
[F]
DC PID Pairing 1
DC PID Pairing 2
BC PID Pairing 1
BC PID Pairing 2
BC SP
DC SP
Feed Temperature
Figure 6-9. PID controller response to disturbances in the feed temperature.

133
6.2.2.2 Linear Model Predictive Control
Linear MPC was implemented using the commercial advanced control module
Predict Pro from DeltaV. The process model used by the controller was identified
online using the process model identification tool included in the module. Although
with DeltaV PredictPro it is possible to run an automated test on the process, a
manual test was performed for each input variable to generate the data for model
identification. DeltaV PredictPro uses step response modeling for the generation of
the MPCPro controller.
Table 6-6. Model Predictive Control Variables
Manipulated Variable
Controlled Variables
Measured Disturbances
Reflux Flow Rate Steam Flow Rate
Distillate Flow Rate
Steam Flow Rate
Feed Temperature Feed Flow
The step responses are generated using two types of models: Finite Impulse
Response (FIR) and Auto-Regressive (ARX). The FIR model is used to identify the
process delay used in the ARX model. The initial variable configuration used in the
MPC controller is presented in Table 6-6 while the identified step responses are
presented in Table 6-7. The MPC variables were selected based on best result from
the PID study.
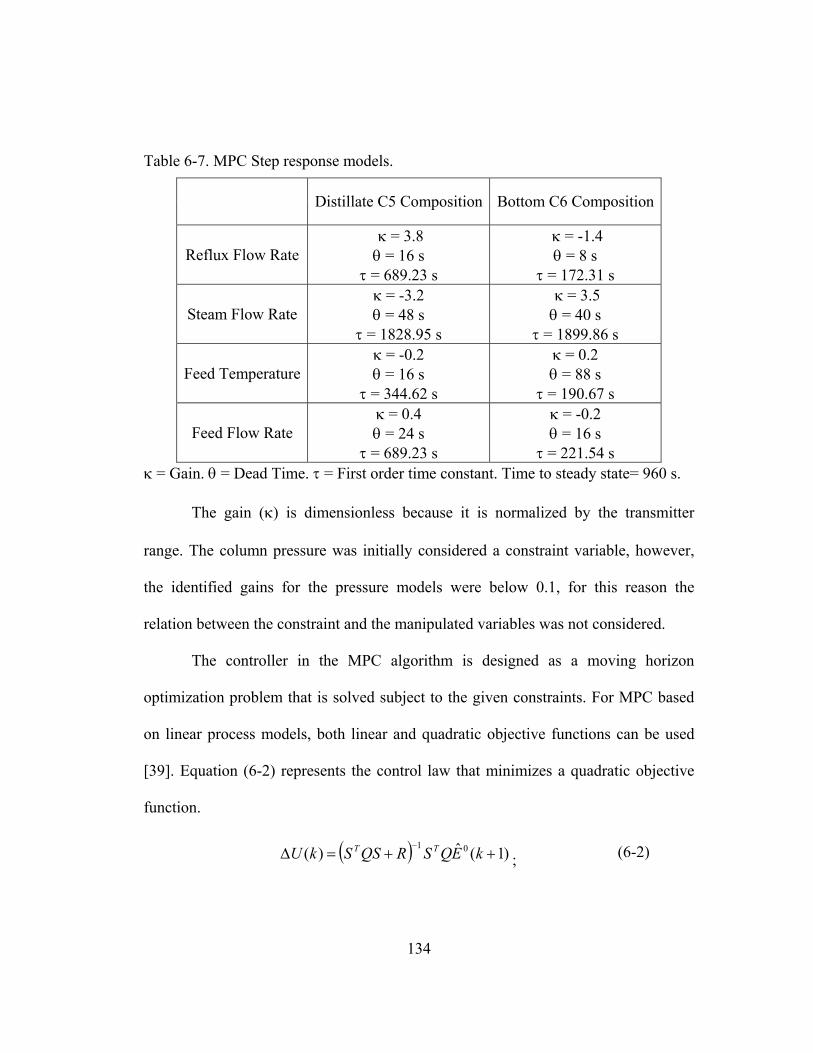
134
Table 6-7. MPC Step response models.
Distillate C5 Composition Bottom C6 Composition
Reflux Flow Rate κ = 3.8 θ = 16 s
τ = 689.23 s
κ = -1.4 θ = 8 s
τ = 172.31 s
Steam Flow Rate κ = -3.2 θ = 48 s
τ = 1828.95 s
κ = 3.5 θ = 40 s
τ = 1899.86 s
Feed Temperature κ = -0.2 θ = 16 s
τ = 344.62 s
κ = 0.2 θ = 88 s
τ = 190.67 s
Feed Flow Rate κ = 0.4 θ = 24 s
τ = 689.23 s
κ = -0.2 θ = 16 s
τ = 221.54 s κ = Gain. θ = Dead Time. τ = First order time constant. Time to steady state= 960 s.
The gain (κ) is dimensionless because it is normalized by the transmitter
range. The column pressure was initially considered a constraint variable, however,
the identified gains for the pressure models were below 0.1, for this reason the
relation between the constraint and the manipulated variables was not considered.
The controller in the MPC algorithm is designed as a moving horizon
optimization problem that is solved subject to the given constraints. For MPC based
on linear process models, both linear and quadratic objective functions can be used
[39]. Equation (6-2) represents the control law that minimizes a quadratic objective
function.
( ) )1(ˆ)( 01++=Δ
− kEQSRQSSkU TT; (6-2)

135
The vector )1(ˆ 0 +kE corresponds to the predicted deviations from the
reference trajectory when no further control action is taken; this vector is known as
the predicted unforced error vector. The matrices Q and R are weighting matrices
used to weight the most important components of the predicted error and control
move, vectors respectively [47]. In DeltaV Predict Pro the elements of Q are known
as penalty on error while the entries of R are the “penalty on move”. The MPC
controller is tuned by modifying the values of the matrices Q and R.
Q allows the output variables to be weighted according to their relative
importance. For implementation R offers convenient tuning parameters because
increasing the values of its elements reduces the magnitude of the input moves
providing a more conservative controller.
Figure 6-10 illustrates the linear MPC performance after a series of step
changes in the distillate and bottoms composition set points. Both output variables
were assigned a penalty on error of one. The penalty on move was set to 25 for the
steam flow rate and 20 for the reflux flow rate. In the experiment the optimizer was
also configured to maximize the concentration of C5 in the distillate. The SP was
allowed to change 0.5% for both controlled variables.

136
58
63
68
73
78
83
88
0 20 40 60 80 100 120 140 160 180 200
Time [min]
Com
posi
tion
[wt%
]
-40
10
60
110
160
210
260
310
360
Flow
Rat
e [lb
/hr]
. Dut
y [B
TU/h
r]
Distillate C5 Composition
Bottom C6 Composition
SP Bottom C6 Composition
SP Distillate C5 Composition
Reboiler Duty
Reflux Flow Rate
SP range = 0.5%
Optimization On Max C5. SP range = 0.5%
Figure 6-10. Composition control using linear MPC.
Given that the system is nonlinear, the tuning parameters in the multivariable
controller were set up to provide robustness and eliminate oscillation in the response.
The main difficulty occurred due to the different gains in the process. The gains
related to the distillate composition were smaller when the azeotropic composition
was reached in the distillate composition than in other regions with lower pentane
recovery in the overhead product. Figure 6-11 illustrates MPC responses inside and
outside the azeotropic region with different tuning parameters. Controller tuning 1 has
a higher penalty on move (PM) for both manipulated variables than controller tuning
2. The parameters used in controller tuning 2 were the values suggested by DeltaV

137
Predict Pro. These values are calculated based on the assumption that the system is
linear. A higher penalty on move improved system stability in the region with higher
gains. The penalty on error was set to 1 for both controlled variables.
68
73
78
83
88
0 20 40 60 80 100 120 140 160
Time [min]
Com
posi
tion
[wt%
]
250
270
290
310
330
350
370
390
Flow
Rat
e [lb
/hr]
. Dut
y [B
TU/h
r]
Distillate C5 Composition Tuning 1 Bottom C6 Composition Tuning 1
SP Bottom C6 Composition SP Distillate C5 Composition
Distillate C5 Composition Tuning 2 Bottom C6 Composition Tuning 2
Feed Flow Rate
Max. C6. SP range = 0.5%
Optimization On Max C5. SP range = 0.5%
PM Tuning 1 Duty=25Reflux=20
PM Tuning 2 Duty=12.5Reflux=9.5
Figure 6-11. MPC behavior using different tuning parameters.
6.2.2.2.1 MPC Response to Measured disturbances
Because instrumentation was available to measure feed temperature and feed
flow rate, these two variables were configured as measured disturbances in the MPC
controller (4X2 configuration). A similar disturbance to the one introduced in the PID

138
controller (see Figure 6-9) was used with the MPC controller under the same
conditions; the results are presented in Figure 6-12.
MPC Control Response to Disturbances in the Feed Temperature
70717273747576777879808182838485868788899091
0 20 40 60 80 100 120
Time (min)
Com
posi
tion
(wt%
)
50
70
90
110
130
150
170
190
Tem
pera
ture
(F)
SP BTT C6
SP BTT C6
Bottom C6
Distillate C5
Feed Temp
Figure 6-12. MPC closed loop response to changes in the feed temperature. PM Tuning: Duty=25, Reflux=20. Data collected from the experiment.
In order to have a fair comparison between the single loop and the
multivariable control strategies, the model predictive control was configured as a 2X2
system without the benefits of disturbance measurements, using reflux flow rate and
steam flow rate as manipulated variables and distillate pentane composition and
bottom’s cyclohexane composition as controlled variables. The MPC responses to
unmeasured disturbances in feed temperature are illustrated in Figure 6-13. The
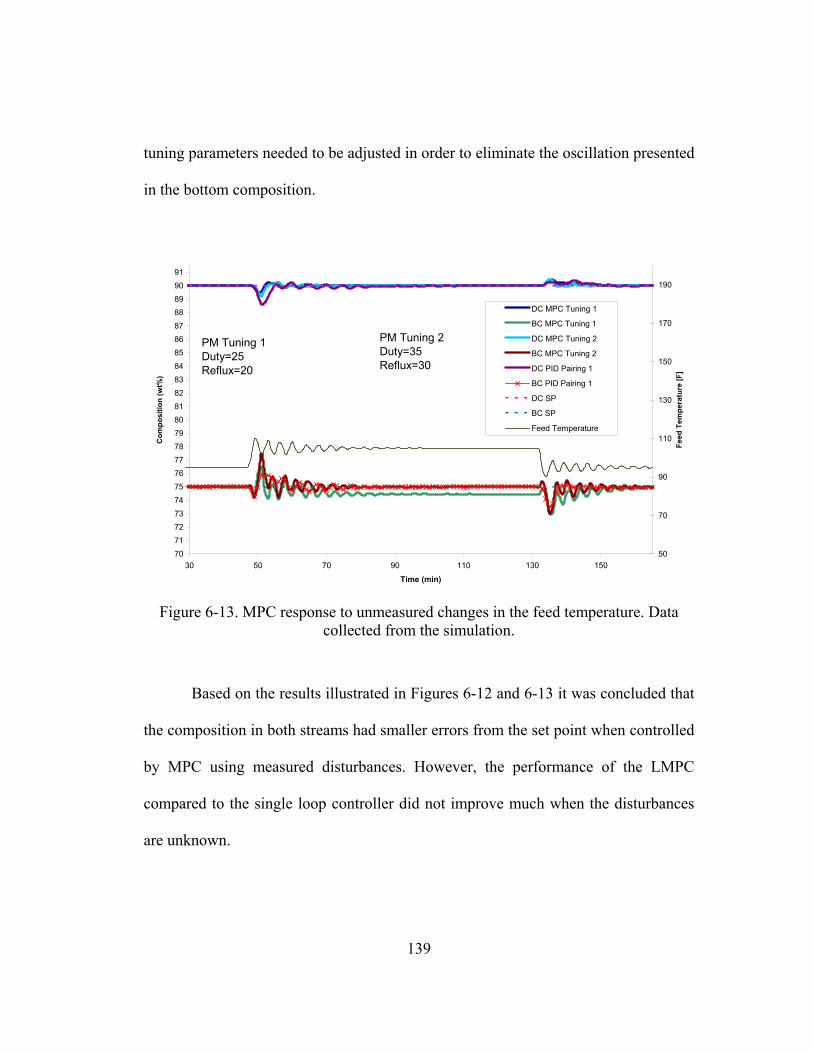
139
tuning parameters needed to be adjusted in order to eliminate the oscillation presented
in the bottom composition.
70717273
74757677787980818283
84858687888990
91
30 50 70 90 110 130 150
Time (min)
Com
posi
tion
(wt%
)
50
70
90
110
130
150
170
190
Feed
Tem
pera
ture
[F]
DC MPC Tuning 1
BC MPC Tuning 1
DC MPC Tuning 2
BC MPC Tuning 2
DC PID Pairing 1
BC PID Pairing 1
DC SP
BC SP
Feed Temperature
PM Tuning 1 Duty=25Reflux=20
PM Tuning 2 Duty=35Reflux=30
Figure 6-13. MPC response to unmeasured changes in the feed temperature. Data
collected from the simulation.
Based on the results illustrated in Figures 6-12 and 6-13 it was concluded that
the composition in both streams had smaller errors from the set point when controlled
by MPC using measured disturbances. However, the performance of the LMPC
compared to the single loop controller did not improve much when the disturbances
are unknown.

140
6.2.2.2.2 MPC Response to Unmeasured disturbances
Besides feed temperature and flow rate, there are other variables that
introduce perturbations to the process such as feed composition, ambient temperature,
steam pressure and temperature, etc. The plant does not have instruments to measure
these variables so they are included in the model predictive control nor are their
values upgraded online in the fundamental dynamic model used in the inferential
control strategy.
The effects of changes in ambient conditions and heating/cooling streams are
reflected in the material distribution in the column which directly affects the
throughput. The online model reconciliation is intended to maintain unaffected the
inferential composition configuration because the model material balance is matched
with the process outputs. For this reason the heat transfer coefficient was one of the
parameters selected for model reconciliation as explained earlier in the chapter.
Figure 6-14 illustrates the controller response under simulation conditions to ambient
temperature unmeasured disturbances. The ambient temperature was increased from
58 F to 77 F, which increased the distillate flow rate from 125lb/hr to 150lb/hr. In
the experiments abrupt changes in the temperature were observed but occurred during
a longer period of time as illustrated in Figure 6-15. The ramp input in the ambient
temperature reflects the actual conditions of the experiment. The controller corrected
very accurately the composition changes due to the temperature disturbances; the
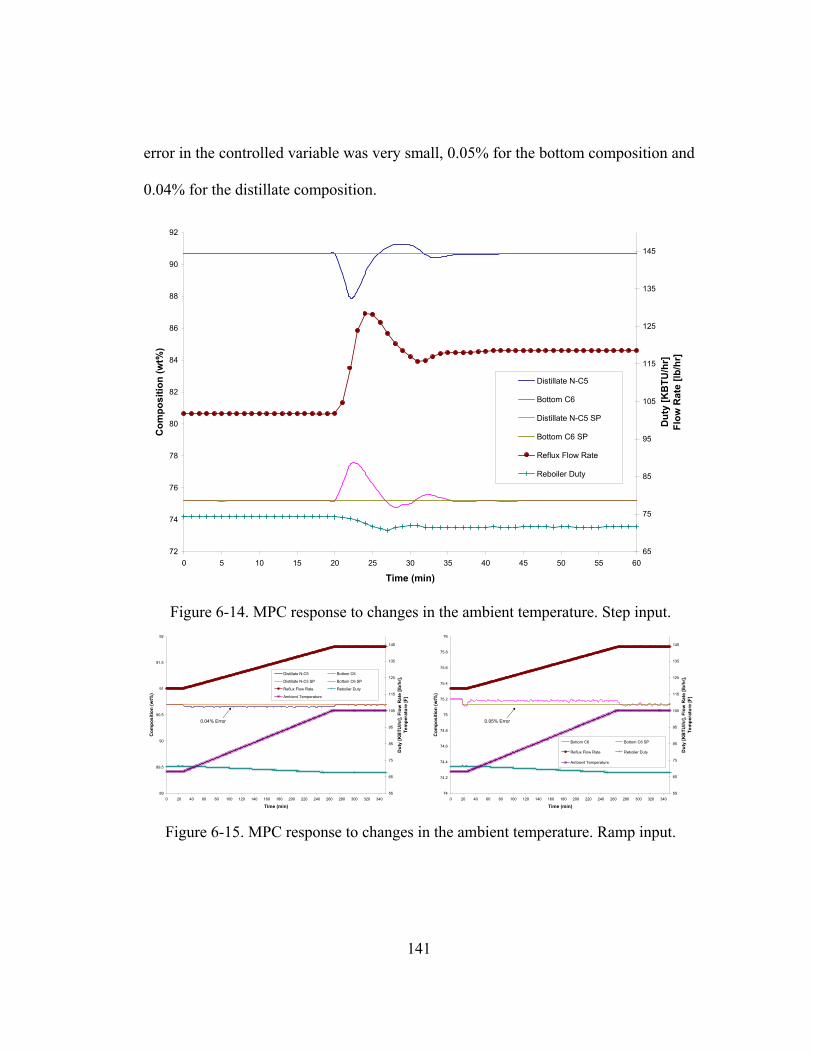
141
error in the controlled variable was very small, 0.05% for the bottom composition and
0.04% for the distillate composition.
72
74
76
78
80
82
84
86
88
90
92
0 5 10 15 20 25 30 35 40 45 50 55 60
Time (min)
Com
posi
tion
(wt%
)
65
75
85
95
105
115
125
135
145
Dut
y [K
BTU
/hr]
Flow
Rat
e [lb
/hr]
Distillate N-C5
Bottom C6
Distillate N-C5 SP
Bottom C6 SP
Reflux Flow Rate
Reboiler Duty
Figure 6-14. MPC response to changes in the ambient temperature. Step input.
89
89.5
90
90.5
91
91.5
92
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340
Time (min)
Com
posi
tion
(wt%
)
55
65
75
85
95
105
115
125
135
145
Dut
y [K
BTU
/hr]
, Flo
w R
ate
[lb/h
r],
Tem
pera
ture
[F]
Distillate N-C5 Bottom C6
Distillate N-C5 SP Bottom C6 SP
Reflux Flow Rate Reboiler Duty
Ambient Temperature
0.04% Error
74
74.2
74.4
74.6
74.8
75
75.2
75.4
75.6
75.8
76
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340
Time (min)
Com
posi
tion
(wt%
)
55
65
75
85
95
105
115
125
135
145
Dut
y [K
BTU
/hr]
, Flo
w R
ate
[lb/h
r],
Tem
pera
ture
[F]
Bottom C6 Bottom C6 SP
Reflux Flow Rate Reboiler Duty
Ambient Temperature
0.05% Error
Figure 6-15. MPC response to changes in the ambient temperature. Ramp input.

142
Changes in the feed composition are more difficult to handle not only because
the challenges imposed in the controller but also because these changes cannot be
upgraded instantaneously in the fundamental dynamic model used to infer
composition. In order to overcome this problem, the feedback loop that introduced the
feed composition disturbance was included in the fundamental model and feed
samples were collected every 20 minutes during the experiments. The controller
response to composition disturbance was studied in a simulation environment; the
results are presented in Figure 6-16. During the test the controller optimizer was set to
maximize the distillate n-pentane and the bottoms cyclohexane composition. This test
introduced larger step changes in the feed composition than the ones observed during
the experiments. The cyclohexane composition did not change more than 5% in the
experiments (see Chapter 5). In the second step change, the methanol composition in
the feed was increased; the controller cannot longer maintain the distillate
composition set point at 90 wt% so it is decreased by the optimizer to 89.5 wt%, in
the same way the set point for the cyclohexane composition in the bottom stream was
decreased from 74.86 wt% to 84.16 wt%.
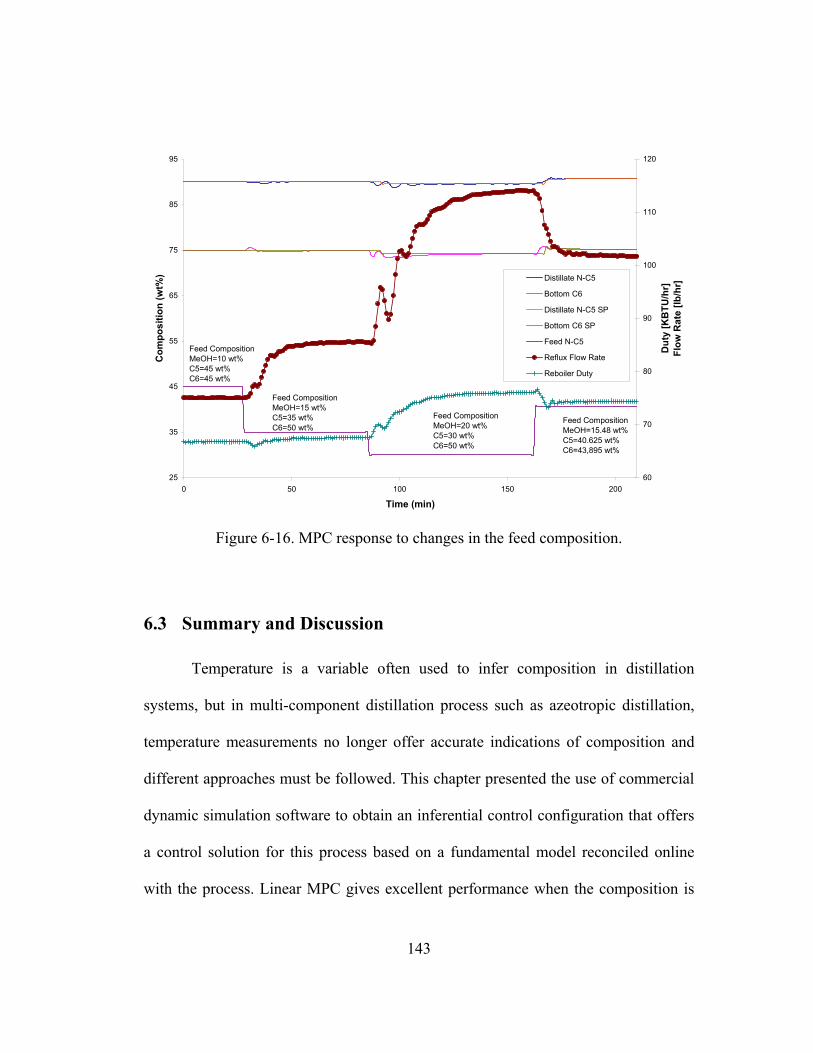
143
25
35
45
55
65
75
85
95
0 50 100 150 200
Time (min)
Com
posi
tion
(wt%
)
60
70
80
90
100
110
120
Dut
y [K
BTU
/hr]
Flow
Rat
e [lb
/hr]
Distillate N-C5
Bottom C6
Distillate N-C5 SP
Bottom C6 SP
Feed N-C5
Reflux Flow Rate
Reboiler Duty
Feed CompositionMeOH=10 wt%C5=45 wt%C6=45 wt%
Feed CompositionMeOH=15 wt%C5=35 wt%C6=50 wt%
Feed CompositionMeOH=20 wt%C5=30 wt%C6=50 wt%
Feed CompositionMeOH=15.48 wt%C5=40.625 wt%C6=43,895 wt%
Figure 6-16. MPC response to changes in the feed composition.
6.3 Summary and Discussion
Temperature is a variable often used to infer composition in distillation
systems, but in multi-component distillation process such as azeotropic distillation,
temperature measurements no longer offer accurate indications of composition and
different approaches must be followed. This chapter presented the use of commercial
dynamic simulation software to obtain an inferential control configuration that offers
a control solution for this process based on a fundamental model reconciled online
with the process. Linear MPC gives excellent performance when the composition is
144
used directly as a controlled variable and the appropriate tuning is used. A
multivariable controller gave better performance when compared with the traditional
single loop control configuration since there is less interaction between the control
loops.
145
Chapter 7.
Conclusions and Recommendations
Open and closed loop experiments were carried out in a pilot scale azeotropic
distillation system of methanol, normal pentane and cyclohexane. The experimental
data were used to validate steady state and dynamic equilibrium and non-equilibrium
models. It was concluded that equilibrium models accurately described the process
steady state behavior. Although the process displayed a highly non-ideal and
nonlinear behavior, multiple steady states were not observed in the simulations nor
found experimentally. Contrary to some reports on rate-based models, it was
concluded that the results predicted by the equilibrium model were similar to those
predicted by the non-equilibrium model.
The ternary system studied in this research exhibited a distillation boundary that
divided the system into two distillation regions. Experiments were carried out in both
distillation regions and a feed composition step change that moved the operation from
one region to the other was studied. The dynamic equilibrium model accurately
described the system behavior during the feed composition step change.
Two model parameters were modified to reconcile the model with the process
data: overall column heat transfer coefficient and dynamic efficiency. It was
determined that the heat transfer coefficient directly impacted the mass balance in the

146
system since it modified the heat loss in the column. For these reason it was used to
reconcile the distillate flow rate in the model with process output. The dynamic
efficiency parameter used in HYSYS is defined differently from the Murphree
efficiency used in the steady state models and was used to account for the non-
equilibrium generated by the dynamic changes in the column. These two parameters
were found to have fairly similar values in the two distillation regions.
The dynamic model was used to obtain an inferential control solution based on
an online model reconciliation configuration that matched the model predictions with
the process outputs. Temperature has been the variable of choice when controlling
composition in a distillation column, but in multicomponent distillation temperature
measurements do not offer accurate indications of composition, hence commercial
dynamic simulation software was used to obtain an inferential control solution.
Multivariable control strategies were studied by analyzing the performance of
PID controllers using two different variable pairings and model-based control. Linear
MPC based on Emerson Process Management PredictPro achieved improves
performance when the composition was used directly as a controlled variable with the
appropriate tuning.
7.1 Contributions
The major contributions of this research are summarized below:

147
1. A large pilot-scale distillation column was configured with instrumentation and
automated control system to run multicomponent distillation experiments.
2. Dynamic and steady-state multicomponent distillation experiments were carried
out and experimental process data were collected using a pilot scale experimental
set-up. Available published distillation data predominantly comes from
experiments on lab scale equipment.
3. Equilibrium and non-equilibrium steady state models for azeotropic distillation
were developed and validated.
4. In comparing equilibrium and non-equilibrium models performance, it was
demonstrated that the results predicted by the equilibrium model were similar to
those of the non-equilibrium model. Equilibrium models accurately describe
azeotropic behavior and more research needs to be done in developing good mass
and heat transfer coefficient models for non-equilibrium models.
5. Fundamental dynamic model was validated based on dynamic testing of an
azeotropic distillation column.
6. An online model reconciliation module was designed and validated for dynamic
distillation models.
7. A new approach of inferential control of composition was proposed and validated
experimentally.
8. Different control approaches were studied and compared for the azeotropic
distillation process including different variable pairing with PID controllers.
148
9. Linear model predictive control with appropriate tuning provided excellent
experimental control of multicomponent distillation when the composition is used
directly as a controlled variable.
7.2 Future Work
The experimental system used in this research was a highly non-ideal
multicomponent system whose results could be applied to azeotropic distillation.
Published experimental data on industrial applications of azeotropic distillation is
scarce. By performing some modifications to the pilot plant an industrial application
using an entrainer and including phase separation using the accumulator as decanter
could be studied in the system.
The experimental set-up was originally designed as a reactive distillation
system and models developed for this system are still pending to be validated. During
this research it was determined that the recycle loop needs to be eliminated in order
for the reactive distillation experiments to be successful. The tools and configuration
developed in this research could be used in the validation of such models.
149
Appendix A. Analytical Procedure for Methanol, Normal Pentane
and Cyclohexane
An analytical procedure for the analysis of the samples collected from the
system was developed and implemented in two HP 5890 gas chromatographs. The
basic setup and calibration as well as the procedure to analyze the samples are
described in the following sections.
A.1 Basic Chromatograph Set Up The HP 5890 gas chromatographs used for the composition analysis operated
with a capillary column and a flame ion detector (FID). This type of detector only
identifies carbon molecules; it gives a voltage proportional to the flow of ions that are
formed when carbon molecules are combusted.
The analysis was developed using ultra high purity helium as the carrier gas,
and ultra high purity hydrogen and zero grade air for the combustion. The gas
chromatograph elements and operating conditions are listed in Table A- 1.

150
Table A- 1 Gas Chromatograph Conditions
GC column :
BP-PONA, 20m long, 0.15mm diameter,
film thickness: 0.25um
BP-PONA, 8m long, 0.15mm diameter,
film thickness: 0.25um
Carrier Gas Helium Flow: 0.75ml/min Cylinder regulator pressure: 40 psig
FID Gases Hydrogen Flow: 30ml/min Cylinder regulator pressure: 15 psig
Air Flow: 350ml/min Cylinder regulator pressure: 40 psig
Injector Split ratio 100:1 Septa purge 75ml/min
Detector Flame ion detector Column Pressure
#1 22 psig #2 5 psig
The readings from the instruments were collected digitally using the
EZChrom Elite data system from SCIENTIFIC Software. The gas chromatographs
were interfaced to a computer (EZserver) through a SS420X module designed to
collect the analog data from the instrument and to send it to the controlling computer
via a standard RS-232C serial interface.
The application in the computer was divided into two areas. One used to
access to the chromatographs real time data and the other used for offline processing.

151
One method was developed for each gas chromatograph using the response calculated
with linear curve fitting, and used for every data file acquired in the respective
instrument. The data files could be processed offline using different methods if desire.
A.2 Oven Program Six quantities must be introduced to the gas chromatograph in order to
configure the oven program: initial temperature, initial time, rate, final temperature,
final time, and injector temperature. The following procedure describes the oven
algorithm when a sample is analyzed:
1) Oven is at the initial temperature value. The sample is injected for the
analytical procedure to start.
2) The oven maintains the initial temperature for the amount of time given by
the initial time value.
3) The temperature in the oven is increased at the rate value; this value is given
in units of temperature per time unit (i.e. °C/min).
4) The oven temperature reaches the final temperature value.
5) The oven holds the final temperature value for a time interval given by the
final time value and the detection is terminated.
Secondary temperature ramps can be also configured to start and stop at specific
temperatures. The injector temperature should be set very high to ensure all the
components vaporize. The detector’s maximum temperature for the HP 5890 gas
chromatographs is 320°C. The oven program is summarized in Table A- 2.

152
Table A- 2. Oven Program
Initial Temperature 40oC
Initial Time 2 min
Rate 10 oC/min
Final Temperature 100 oC
Final Time 2 min
Detector Temperature FID set at 320oC
A.3 Calibration The procedure followed in the calibration of the instruments consisted in
standard preparation, sample detection, and linear calibration curve elaboration to
determine response factors. Every different component had its own response factor
that was calculated to give the component weigh percent after multiplied by the area
count collected from the gas chromatograph.
A.3.1 Preparation of Samples Since it was necessary to have single phase samples a solvent was used to
make homogeneous one phase solutions. The solvent was selected to ensure no
chemical reaction in the solution that would modify the original amount of materials
in the mixture. The samples were made based on weight percent because the
composition analysis needed was weight based.

153
Standards representing the total concentration range under evaluation were
developed by weighing out the components added to a vial on a high fidelity
laboratory scale. Vials were sealed with a septum and used within short periods of
time.
A.3.2 Shooting the Samples The injection size used was 1 micro liter. A syringe with a repeating adapter
was used to ensure repeatability. The following injection procedure was followed:
1) Insert the needle into the sample and pump the plunger a few times. Pumping
the plunger ensures no vapor is left in the syringe.
2) Insert the needle into the chromatograph’s injector and immediately inject the
sample and press start.
3) Leave the needle in the injection port for about two or three seconds after the
plunger has been pushed.
A.3.3 Determining the Response Factors
In order to determine the response factors the retention time of each
component was first identified by shutting samples containing only one pure
component into each gas chromatograph. This operation also provided the individual
components peak forms. After the retention times and peaks were determined three
test samples were analyzed five times each to obtain the instrument precision in the
area count measurement. It was concluded that the repeatability of the sample was
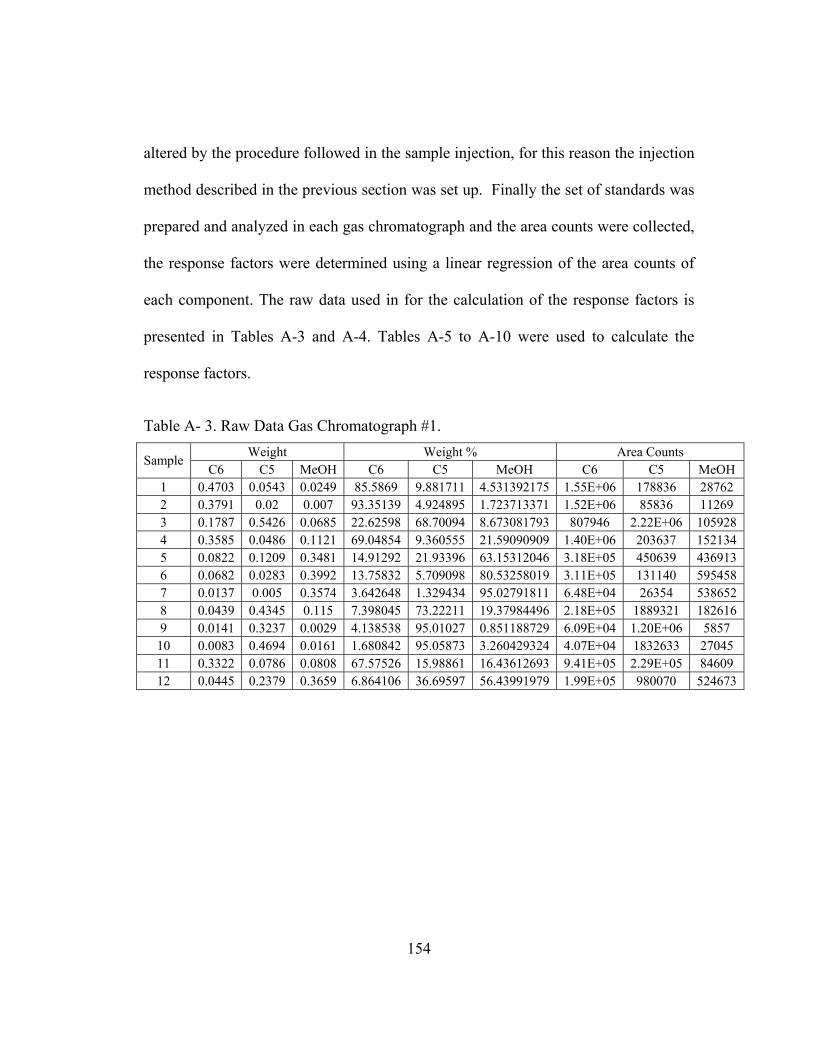
154
altered by the procedure followed in the sample injection, for this reason the injection
method described in the previous section was set up. Finally the set of standards was
prepared and analyzed in each gas chromatograph and the area counts were collected,
the response factors were determined using a linear regression of the area counts of
each component. The raw data used in for the calculation of the response factors is
presented in Tables A-3 and A-4. Tables A-5 to A-10 were used to calculate the
response factors.
Table A- 3. Raw Data Gas Chromatograph #1. Weight Weight % Area Counts Sample
C6 C5 MeOH C6 C5 MeOH C6 C5 MeOH 1 0.4703 0.0543 0.0249 85.5869 9.881711 4.531392175 1.55E+06 178836 28762 2 0.3791 0.02 0.007 93.35139 4.924895 1.723713371 1.52E+06 85836 11269 3 0.1787 0.5426 0.0685 22.62598 68.70094 8.673081793 807946 2.22E+06 105928 4 0.3585 0.0486 0.1121 69.04854 9.360555 21.59090909 1.40E+06 203637 152134 5 0.0822 0.1209 0.3481 14.91292 21.93396 63.15312046 3.18E+05 450639 436913 6 0.0682 0.0283 0.3992 13.75832 5.709098 80.53258019 3.11E+05 131140 595458 7 0.0137 0.005 0.3574 3.642648 1.329434 95.02791811 6.48E+04 26354 538652 8 0.0439 0.4345 0.115 7.398045 73.22211 19.37984496 2.18E+05 1889321 182616 9 0.0141 0.3237 0.0029 4.138538 95.01027 0.851188729 6.09E+04 1.20E+06 5857
10 0.0083 0.4694 0.0161 1.680842 95.05873 3.260429324 4.07E+04 1832633 27045 11 0.3322 0.0786 0.0808 67.57526 15.98861 16.43612693 9.41E+05 2.29E+05 84609 12 0.0445 0.2379 0.3659 6.864106 36.69597 56.43991979 1.99E+05 980070 524673

155
Table A- 4. Raw Data Gas Chromatograph #2. Weight Weight % Area Counts
Sample C6 C5 MeOH C6 C5 MeOH C6 C5 MeOH
1 0.4703 0.0543 0.0249 85.5869 9.881711 4.531392175 6.51E+05 75038 11549 2 0.3791 0.02 0.007 93.35139 4.924895 1.723713371 5.80E+05 32338 4216 3 0.1787 0.5426 0.0685 22.62598 68.70094 8.673081793 335640 9.41E+05 40729 4 0.3585 0.0486 0.1121 69.04854 9.360555 21.59090909 5.87E+05 85615 59509 5 0.0822 0.1209 0.3481 14.91292 21.93396 63.15312046 1.36E+05 192803 176658 6 0.0682 0.0283 0.3992 13.75832 5.709098 80.53258019 1.31E+05 55495 237504 7 0.0137 0.005 0.3574 3.642648 1.329434 95.02791811 2.49E+04 10022 190323 8 0.0439 0.4345 0.115 7.398045 73.22211 19.37984496 9.32E+04 809645 72272 9 0.0141 0.3237 0.0029 4.138538 95.01027 0.851188729 2.77E+04 5.44E+05 2401
10 0.0083 0.4694 0.0161 1.680842 95.05873 3.260429324 1.39E+04 754053 9924 11 0.3322 0.0786 0.0808 67.57526 15.98861 16.43612693 4.23E+05 1.03E+05 34607 12 0.0445 0.2379 0.3659 6.864106 36.69597 56.43991979 7.63E+04 377120 189915
Table A- 5. Linear Regression Analysis for Cyclohexane. GC #1.
Sample Actual wt. Actual area Calculated wt. 1 0.4703 1.55E+06 0.4323 2 0.3791 1.52E+06 0.4258 3 0.1787 8.08E+05 0.2256 4 0.3585 1.40E+06 0.3911 5 0.0822 3.18E+05 0.0889 6 0.0682 3.11E+05 0.0869 7 0.0137 6.48E+04 0.0181 8 0.0439 2.18E+05 0.0610 9 0.0141 6.09E+04 0.0170
10 0.0083 4.07E+04 0.0114 11 0.3322 9.41E+05 0.2627 12 0.0445 1.99E+05 0.0555
Linear Regression analysis (line slop) 3581723.1729
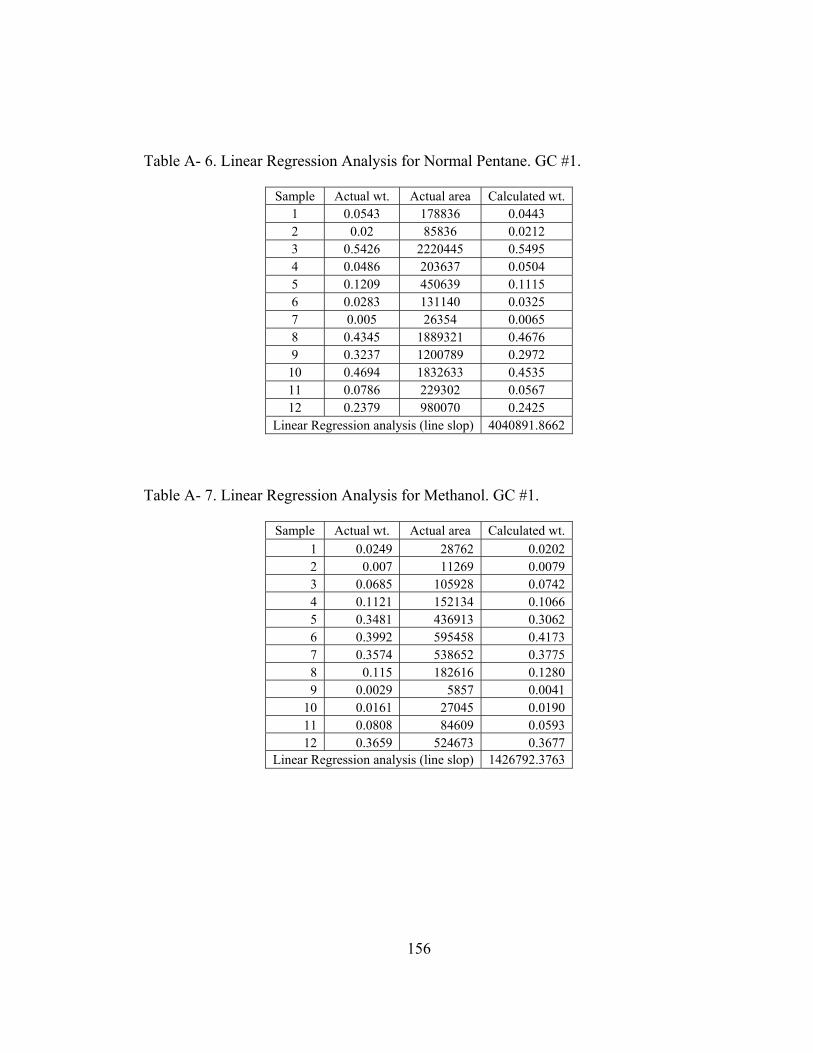
156
Table A- 6. Linear Regression Analysis for Normal Pentane. GC #1.
Sample Actual wt. Actual area Calculated wt. 1 0.0543 178836 0.0443 2 0.02 85836 0.0212 3 0.5426 2220445 0.5495 4 0.0486 203637 0.0504 5 0.1209 450639 0.1115 6 0.0283 131140 0.0325 7 0.005 26354 0.0065 8 0.4345 1889321 0.4676 9 0.3237 1200789 0.2972
10 0.4694 1832633 0.4535 11 0.0786 229302 0.0567 12 0.2379 980070 0.2425
Linear Regression analysis (line slop) 4040891.8662
Table A- 7. Linear Regression Analysis for Methanol. GC #1.
Sample Actual wt. Actual area Calculated wt. 1 0.0249 28762 0.0202 2 0.007 11269 0.0079 3 0.0685 105928 0.0742 4 0.1121 152134 0.1066 5 0.3481 436913 0.3062 6 0.3992 595458 0.4173 7 0.3574 538652 0.3775 8 0.115 182616 0.1280 9 0.0029 5857 0.0041
10 0.0161 27045 0.0190 11 0.0808 84609 0.0593 12 0.3659 524673 0.3677
Linear Regression analysis (line slop) 1426792.3763

157
Table A- 8. Linear Regression Analysis for Cyclohexane. GC #2.
Sample Actual wt. Actual area Calculated wt. 1 0.4703 6.51E+05 0.4392 2 0.3791 5.80E+05 0.3913 3 0.1787 3.36E+05 0.2264 4 0.3585 5.87E+05 0.3962 5 0.0822 1.36E+05 0.0918 6 0.0682 1.31E+05 0.0886 7 0.0137 2.49E+04 0.0168 8 0.0439 9.32E+04 0.0628 9 0.0141 2.77E+04 0.0187
10 0.0083 1.39E+04 0.0094 11 0.3322 4.23E+05 0.2856 12 0.0445 7.63E+04 0.0515
Linear Regression analysis (line slop) 1482544.3751
Table A- 9. Linear Regression Analysis for Pentane. GC #2.
Sample Actual wt. Actual area Calculated wt. 1 0.0543 75038 0.0439 2 0.02 32338 0.0189 3 0.5426 940504 0.5507 4 0.0486 85615 0.0501 5 0.1209 192803 0.1129 6 0.0283 55495 0.0325 7 0.005 10022 0.0059 8 0.4345 809645 0.4741 9 0.3237 543743 0.3184
10 0.4694 754053 0.4416 11 0.0786 102878 0.0602 12 0.2379 377120 0.2208
Linear Regression analysis (line slop) 1707688.5314
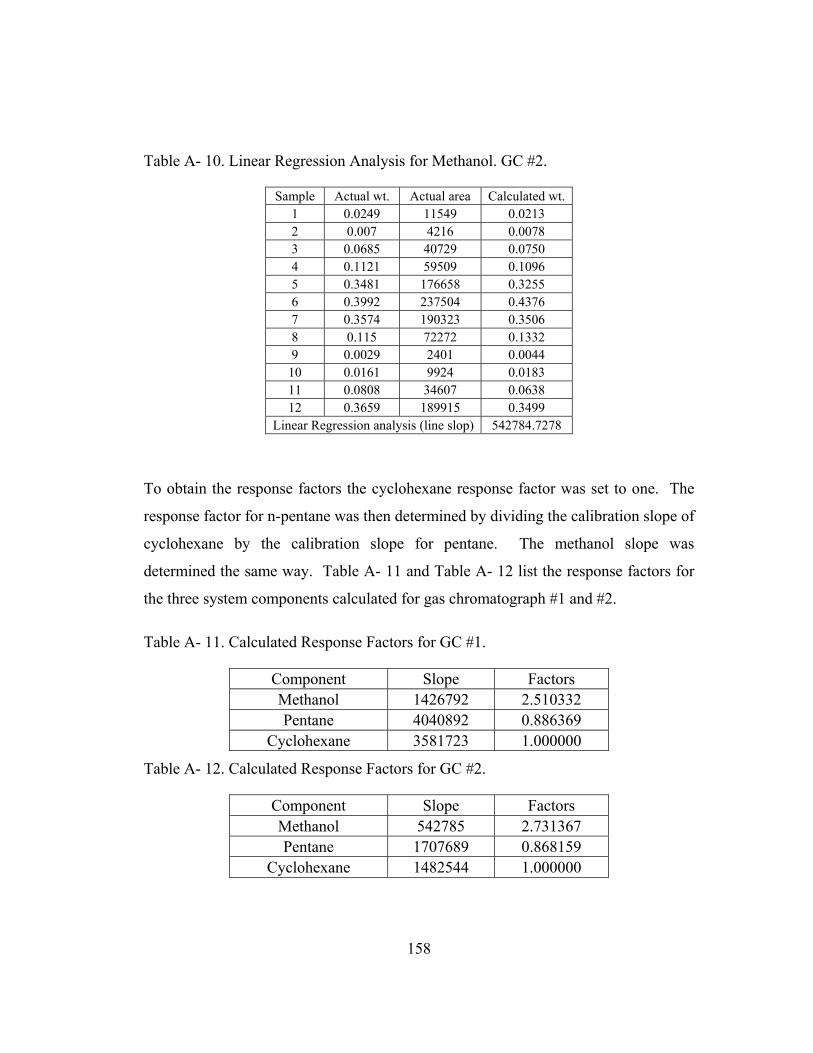
158
Table A- 10. Linear Regression Analysis for Methanol. GC #2.
Sample Actual wt. Actual area Calculated wt. 1 0.0249 11549 0.0213 2 0.007 4216 0.0078 3 0.0685 40729 0.0750 4 0.1121 59509 0.1096 5 0.3481 176658 0.3255 6 0.3992 237504 0.4376 7 0.3574 190323 0.3506 8 0.115 72272 0.1332 9 0.0029 2401 0.0044
10 0.0161 9924 0.0183 11 0.0808 34607 0.0638 12 0.3659 189915 0.3499
Linear Regression analysis (line slop) 542784.7278
To obtain the response factors the cyclohexane response factor was set to one. The
response factor for n-pentane was then determined by dividing the calibration slope of
cyclohexane by the calibration slope for pentane. The methanol slope was
determined the same way. Table A- 11 and Table A- 12 list the response factors for
the three system components calculated for gas chromatograph #1 and #2.
Table A- 11. Calculated Response Factors for GC #1.
Component Slope Factors Methanol 1426792 2.510332 Pentane 4040892 0.886369
Cyclohexane 3581723 1.000000
Table A- 12. Calculated Response Factors for GC #2.
Component Slope Factors Methanol 542785 2.731367 Pentane 1707689 0.868159
Cyclohexane 1482544 1.000000

159
The calculated and actual data were compared with another linear regression to
validate the analytical procedure.
Methanol
y = 1.0266xR2 = 0.9994
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70 80 90 100
Calculated wt%
Act
ual w
t%
wt% MethanolLinear (wt% Methanol)
Figure A- 1. Linear Regression Actual vs. Calculated Methanol Concentration in GC #1.

160
Pentane
y = 1.0245xR2 = 0.9994
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70 80 90 100
Calculated wt%
Act
ual w
t%
wt% PentaneLinear (wt% Pentane)
Figure A- 2. Linear Regression Actual vs. Calculated Pentane Concentration in GC #1.
Cyclohexane
y = 0.9759xR2 = 0.9977
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Calculated wt%
Act
ual w
t%
wt% CyclohexaneLinear (wt% Cyclohexane)
Figure A- 3. Linear Regression Actual vs. Calculated Cyclohexane Concentration in GC #1.
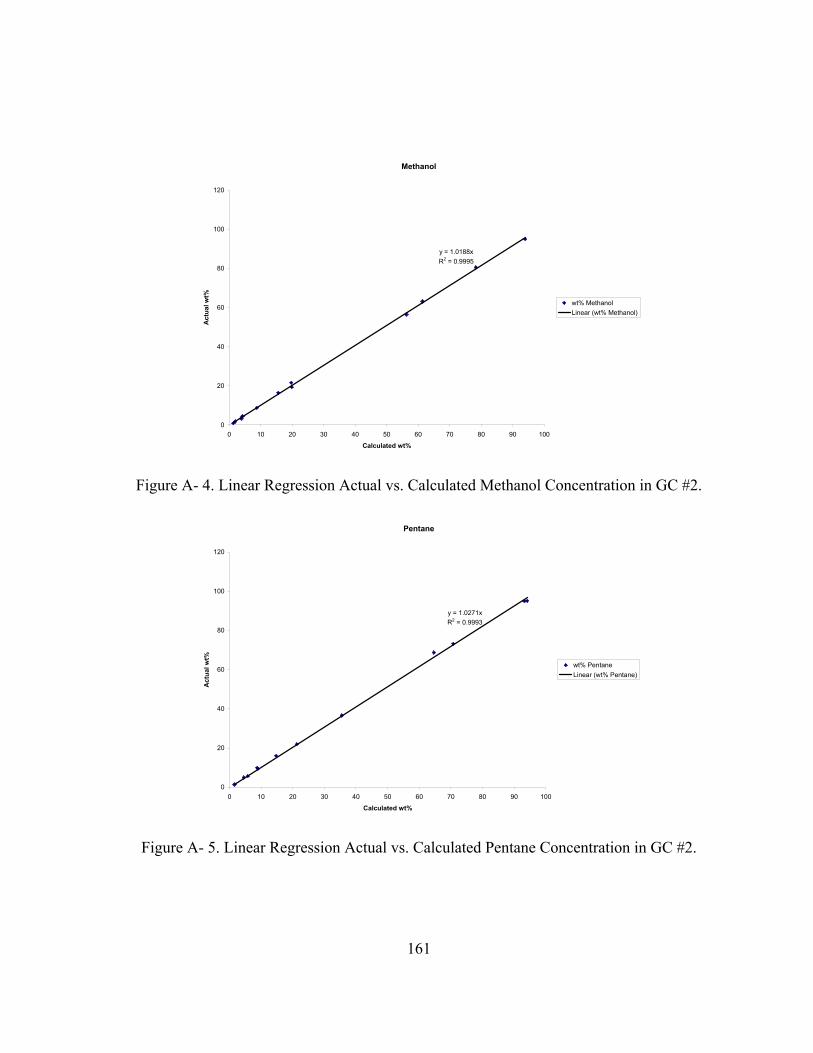
161
Methanol
y = 1.0188xR2 = 0.9995
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70 80 90 100
Calculated wt%
Act
ual w
t%
wt% MethanolLinear (wt% Methanol)
Figure A- 4. Linear Regression Actual vs. Calculated Methanol Concentration in GC #2.
Pentane
y = 1.0271xR2 = 0.9993
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70 80 90 100
Calculated wt%
Act
ual w
t%
wt% PentaneLinear (wt% Pentane)
Figure A- 5. Linear Regression Actual vs. Calculated Pentane Concentration in GC #2.
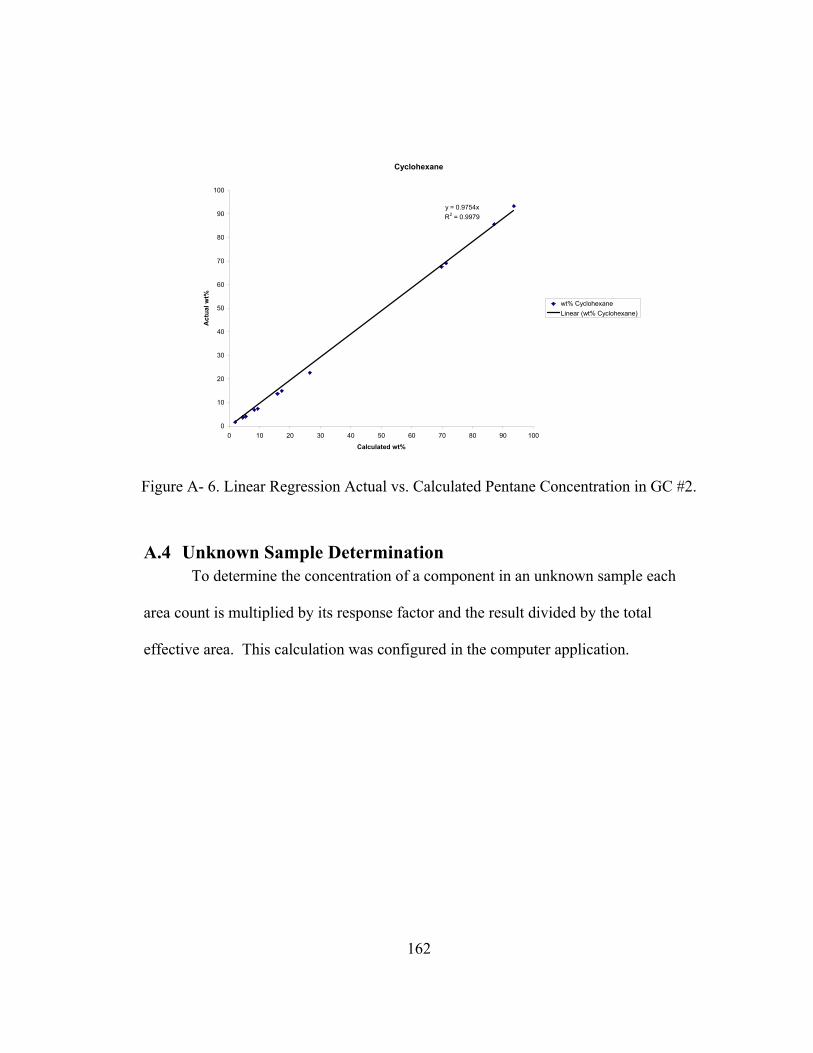
162
Cyclohexane
y = 0.9754xR2 = 0.9979
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Calculated wt%
Act
ual w
t%
wt% CyclohexaneLinear (wt% Cyclohexane)
Figure A- 6. Linear Regression Actual vs. Calculated Pentane Concentration in GC #2.
A.4 Unknown Sample Determination To determine the concentration of a component in an unknown sample each
area count is multiplied by its response factor and the result divided by the total
effective area. This calculation was configured in the computer application.

163
Appendix B. Data from Experiments and Models
B.1 Steady State Experimental Data
Table B- 1. Steady State First Distillation region.
# Overhead
Vapor Temp.
Stage 6 Temp.
Stage 8 Temp.
Stage 9 Tempe.
Stage 11 Temp.
Stage 13 Temp.
Stage 15 Temp.
Stage 16 Temp.
Stage 21 Temp.
Stage 22 Temp.
TT621 TT6079 TT6078 TT6077 TT6076 TT6075 TT6074 TT6073 TT6072 TT6071 (F) (F) (F) (F) (F) (F) (F) (F) (F) (F) 1 105.56 107.61 107.78 108.73 108.66 110.04 112.97 115.14 132.55 147.14 2 105.93 107.91 108.21 109.24 109.42 111.00 114.07 115.91 132.80 149.99 3 104.00 108.80 108.84 109.57 109.07 109.42 110.20 110.96 132.31 140.84 4 104.44 107.87 108.11 108.70 108.32 108.82 109.71 110.65 132.38 142.25 5 103.58 108.73 109.30 110.10 109.69 109.94 110.51 110.93 131.84 138.98 6 107.40 111.04 111.20 111.83 111.28 111.58 112.02 112.22 130.04 145.21 7 107.49 111.77 111.92 112.44 111.96 112.23 112.64 112.68 129.94 144.11 8 106.26 108.21 108.33 109.25 109.19 110.48 113.45 115.59 132.65 147.55
# Boil up Temp.
Column Bottom's Temp.
Feed Temp.
Overhead Liquid Temp.
Cold Water In
Cold Water Out
Steam Temp.
Steam Cond. Temp.
Level Column's Bottom
Level Reboiler
TT605 TT604 TT610 TT625 TT624 TT626 TT602 TT603 LT601 LT602 (F) (F) (F) (F) (F) (F) (F) (F) (in) (in) 1 172.96 165.87 94.79 90.16 62.13 76.11 326.18 179.90 15.00 11.80 2 175.24 173.47 94.79 95.33 63.70 78.41 325.99 182.77 15.23 11.56 3 162.06 158.43 95.25 89.70 63.78 77.02 326.85 169.45 14.67 11.65 4 164.56 160.00 95.60 86.42 63.15 76.16 334.03 171.89 14.67 11.74 5 158.64 157.91 90.28 73.86 52.87 66.16 343.58 168.89 15.45 11.78 6 173.03 171.41 89.55 74.68 53.36 66.95 343.41 168.55 15.12 11.94 7 171.39 169.43 89.89 79.40 54.71 69.98 338.15 177.86 15.49 11.69 8 172.48 171.28 94.98 79.02 56.19 70.16 337.88 180.23 14.83 11.17
# Reboiler Duty
Steam Pressure
Column Pressure
Column Pressure
Drop
Feed Flow Rate
Bottom Flow Rate
Steam Flow Rate
Reflux Flow Rate
Distillate flow Rate
Cold Water Flow Rate
QIC602 PT202 PT615 PDT610 FT600 FT601 FT602 FT603 FT604 FT605 (MMBTU/hr) (psia) (psi) (inH20) (PPH) (PPH) (PPH) (PPH) (PPH) (PPH) 1 69.04 106.05 6.00 2.97 299.96 156.03 67.26 74.87 144.05 4.86 2 77.42 106.22 5.97 3.36 299.74 139.42 75.14 75.41 160.62 4.86 3 68.84 107.05 5.97 2.74 300.02 201.28 65.21 100.14 99.13 4.86 4 68.50 116.15 5.99 2.80 299.30 191.97 64.75 90.82 107.65 4.86 5 69.33 129.97 6.00 2.80 300.12 220.35 65.07 109.74 79.32 4.86 6 69.00 129.79 5.98 2.69 200.39 100.00 65.18 120.64 100.00 4.86 7 75.49 121.77 5.88 4.01 200.60 111.88 71.75 149.90 88.46 4.86 8 69.78 120.79 5.97 2.88 300.83 148.70 66.76 75.56 151.42 4.86 # Feed Feed Feed Distillate Distillate Distillate Bottom Bottom Bottom Level Acc.
Weight Percent
Weight Percent
Weight Percent
Weight Percent
Weight Percent
Weight Percent
Weight Percent
Weight Percent
Weight Percent LT603
MeOH C5 C6 MeOH C5 C6 MeOH C5 C6 (in) 1 4.06 49.34 46.60 6.74 93.08 0.18 0.13 15.37 84.50 13.08 2 3.96 51.52 44.52 6.85 92.96 0.19 0.16 12.47 87.37 13.05 3 3.27 43.65 53.09 8.92 90.83 0.25 0.13 22.03 77.84 13.45 4 3.67 44.15 52.18 8.66 91.29 0.06 0.00 20.70 79.30 13.01 5 2.95 41.77 55.29 8.75 90.92 0.33 0.05 24.35 75.60 12.79 6 3.28 51.10 45.62 4.34 95.26 0.40 0.08 13.34 86.57 12.27 7 3.02 48.06 48.92 6.33 93.64 0.03 0.00 15.06 84.94 12.97 8 4.06 52.11 43.83 5.99 93.84 0.17 0.06 11.13 88.81 13.12
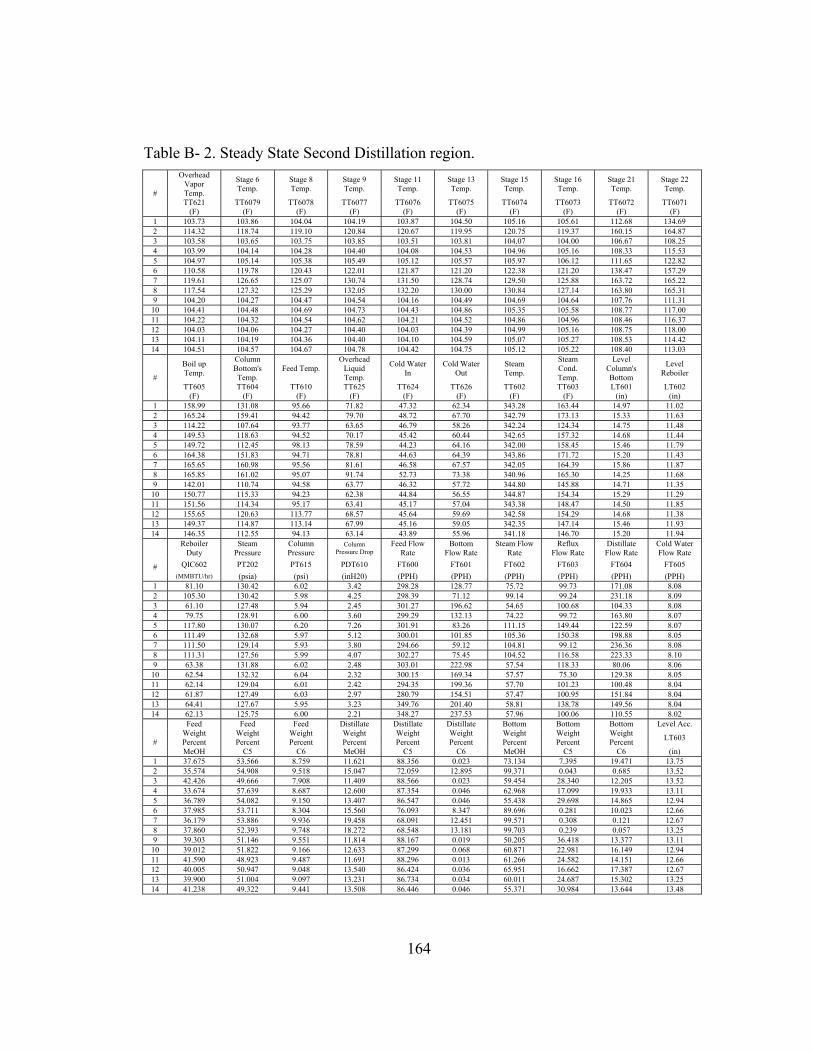
164
Table B- 2. Steady State Second Distillation region.
#
Overhead Vapor Temp.
Stage 6 Temp.
Stage 8 Temp.
Stage 9 Temp.
Stage 11 Temp.
Stage 13 Temp.
Stage 15 Temp.
Stage 16 Temp.
Stage 21 Temp.
Stage 22 Temp.
TT621 TT6079 TT6078 TT6077 TT6076 TT6075 TT6074 TT6073 TT6072 TT6071 (F) (F) (F) (F) (F) (F) (F) (F) (F) (F) 1 103.73 103.86 104.04 104.19 103.87 104.50 105.16 105.61 112.68 134.69 2 114.32 118.74 119.10 120.84 120.67 119.95 120.75 119.37 160.15 164.87 3 103.58 103.65 103.75 103.85 103.51 103.81 104.07 104.00 106.67 108.25 4 103.99 104.14 104.28 104.40 104.08 104.53 104.96 105.16 108.33 115.53 5 104.97 105.14 105.38 105.49 105.12 105.57 105.97 106.12 111.65 122.82 6 110.58 119.78 120.43 122.01 121.87 121.20 122.38 121.20 138.47 157.29 7 119.61 126.65 125.07 130.74 131.50 128.74 129.50 125.88 163.72 165.22 8 117.54 127.32 125.29 132.05 132.20 130.00 130.84 127.14 163.80 165.31 9 104.20 104.27 104.47 104.54 104.16 104.49 104.69 104.64 107.76 111.31 10 104.41 104.48 104.69 104.73 104.43 104.86 105.35 105.58 108.77 117.00 11 104.22 104.32 104.54 104.62 104.21 104.52 104.86 104.96 108.46 116.37 12 104.03 104.06 104.27 104.40 104.03 104.39 104.99 105.16 108.75 118.00 13 104.11 104.19 104.36 104.40 104.10 104.59 105.07 105.27 108.53 114.42 14 104.51 104.57 104.67 104.78 104.42 104.75 105.12 105.22 108.40 113.03
#
Boil up Temp.
Column Bottom's Temp.
Feed Temp. Overhead
Liquid Temp.
Cold Water In
Cold Water Out
Steam Temp.
Steam Cond. Temp.
Level Column's Bottom
Level Reboiler
TT605 TT604 TT610 TT625 TT624 TT626 TT602 TT603 LT601 LT602 (F) (F) (F) (F) (F) (F) (F) (F) (in) (in) 1 158.99 131.08 95.66 71.82 47.32 62.34 343.28 163.44 14.97 11.02 2 165.24 159.41 94.42 79.70 48.72 67.70 342.79 173.13 15.33 11.63 3 114.22 107.64 93.77 63.65 46.79 58.26 342.24 124.34 14.75 11.48 4 149.53 118.63 94.52 70.17 45.42 60.44 342.65 157.32 14.68 11.44 5 149.72 112.45 98.13 78.59 44.23 64.16 342.00 158.45 15.46 11.79 6 164.38 151.83 94.71 78.81 44.63 64.39 343.86 171.72 15.20 11.43 7 165.65 160.98 95.56 81.61 46.58 67.57 342.05 164.39 15.86 11.87 8 165.85 161.02 95.07 91.74 52.73 73.38 340.96 165.30 14.25 11.68 9 142.01 110.74 94.58 63.77 46.32 57.72 344.80 145.88 14.71 11.35 10 150.77 115.33 94.23 62.38 44.84 56.55 344.87 154.34 15.29 11.29 11 151.56 114.34 95.17 63.41 45.17 57.04 343.38 148.47 14.50 11.85 12 155.65 120.63 113.77 68.57 45.64 59.69 342.58 154.29 14.68 11.38 13 149.37 114.87 113.14 67.99 45.16 59.05 342.35 147.14 15.46 11.93 14 146.35 112.55 94.13 63.14 43.89 55.96 341.18 146.70 15.20 11.94
Reboiler
Duty Steam
Pressure Column Pressure
Column Pressure Drop
Feed Flow Rate
Bottom Flow Rate
Steam Flow Rate
Reflux Flow Rate
Distillate Flow Rate
Cold Water Flow Rate
# QIC602 PT202 PT615 PDT610 FT600 FT601 FT602 FT603 FT604 FT605 (MMBTU/hr) (psia) (psi) (inH20) (PPH) (PPH) (PPH) (PPH) (PPH) (PPH) 1 81.10 130.42 6.02 3.42 298.28 128.77 75.72 99.73 171.08 8.08 2 105.30 130.42 5.98 4.25 298.39 71.12 99.14 99.24 231.18 8.09 3 61.10 127.48 5.94 2.45 301.27 196.62 54.65 100.68 104.33 8.08 4 79.75 128.91 6.00 3.60 299.29 132.13 74.22 99.72 163.80 8.07 5 117.80 130.07 6.20 7.26 301.91 83.26 111.15 149.44 122.59 8.07 6 111.49 132.68 5.97 5.12 300.01 101.85 105.36 150.38 198.88 8.05 7 111.50 129.14 5.93 3.80 294.66 59.12 104.81 99.12 236.36 8.08 8 111.31 127.56 5.99 4.07 302.27 75.45 104.52 116.58 223.33 8.10 9 63.38 131.88 6.02 2.48 303.01 222.98 57.54 118.33 80.06 8.06 10 62.54 132.32 6.04 2.32 300.15 169.34 57.57 75.30 129.38 8.05 11 62.14 129.04 6.01 2.42 294.35 199.36 57.70 101.23 100.48 8.04 12 61.87 127.49 6.03 2.97 280.79 154.51 57.47 100.95 151.84 8.04 13 64.41 127.67 5.95 3.23 349.76 201.40 58.81 138.78 149.56 8.04 14 62.13 125.75 6.00 2.21 348.27 237.53 57.96 100.06 110.55 8.02 Feed Feed Feed Distillate Distillate Distillate Bottom Bottom Bottom Level Acc.
# Weight Percent
Weight Percent
Weight Percent
Weight Percent
Weight Percent
Weight Percent
Weight Percent
Weight Percent
Weight Percent LT603
MeOH C5 C6 MeOH C5 C6 MeOH C5 C6 (in) 1 37.675 53.566 8.759 11.621 88.356 0.023 73.134 7.395 19.471 13.75 2 35.574 54.908 9.518 15.047 72.059 12.895 99.371 0.043 0.685 13.52 3 42.426 49.666 7.908 11.409 88.566 0.023 59.454 28.340 12.205 13.52 4 33.674 57.639 8.687 12.600 87.354 0.046 62.968 17.099 19.933 13.11 5 36.789 54.082 9.150 13.407 86.547 0.046 55.438 29.698 14.865 12.94 6 37.985 53.711 8.304 15.560 76.093 8.347 89.696 0.281 10.023 12.66 7 36.179 53.886 9.936 19.458 68.091 12.451 99.571 0.308 0.121 12.67 8 37.860 52.393 9.748 18.272 68.548 13.181 99.703 0.239 0.057 13.25 9 39.303 51.146 9.551 11.814 88.167 0.019 50.205 36.418 13.377 13.11 10 39.012 51.822 9.166 12.633 87.299 0.068 60.871 22.981 16.149 12.94 11 41.590 48.923 9.487 11.691 88.296 0.013 61.266 24.582 14.151 12.66 12 40.005 50.947 9.048 13.540 86.424 0.036 65.951 16.662 17.387 12.67 13 39.900 51.004 9.097 13.231 86.734 0.034 60.011 24.687 15.302 13.25 14 41.238 49.322 9.441 13.508 86.446 0.046 55.371 30.984 13.644 13.48

165
B.2 Steady State Simulated Data Table B-3. Composition data [wt%] from Aspen Plus equilibrium model. First distillation region.
# Distillate Bottom MeOH C5 C6 MeOH C5 C6 1 8.458 91.537 0.005 0.000 10.389 89.611 2 7.397 92.566 0.037 0.000 4.232 95.768 3 9.908 90.092 0.000 0.000 20.769 79.231 4 10.194 89.806 0.000 0.000 18.469 81.531 5 11.061 88.939 0.000 0.000 24.612 75.388 6 6.560 93.440 0.000 0.000 8.760 91.240 7 6.864 93.136 0.000 0.000 12.643 87.357 8 8.050 91.943 0.007 0.000 11.581 88.419
Average Error % -1.489 1.296 0.194 1.143 -0.994 -0.150 Error Standard Deviation 0.720 0.650 0.125 0.721 0.646 0.115
Table B-4. Composition data [Wt%] from Aspen Plus rate-based model. First distillation region. (26 segments – Onda et al. model)
# Distillate Bottom MeOH C5 C6 MeOH C5 C6 1 8.458 88.685 2.856 0.000 13.021 86.979 2 8.250 89.739 2.011 0.000 16.241 83.759 3 11.069 88.862 0.069 0.000 22.095 77.904 4 10.194 89.641 0.165 0.000 18.562 81.438 5 11.061 88.908 0.031 0.000 24.623 75.377 6 6.560 93.388 0.052 0.000 8.812 91.188 7 6.864 93.115 0.021 0.000 12.660 87.340 8 8.050 89.259 2.691 0.000 14.312 85.688
Average Error % -1.741 2.528 -0.787 1.143 -3.353 2.209 Error Standard Deviation 0.588 1.412 1.316 0.721 3.991 4.054
Table B-5. Composition data [Wt%] from Aspen Plus rate-based model. First distillation region. (52 segments – Onda et al. model)
# Distillate Bottom MeOH C5 C6 MeOH C5 C6 1 8.458 90.202 1.340 0.000 11.622 88.378 2 8.250 90.346 1.404 0.000 15.681 84.319 3 9.908 90.092 0.000 0.000 20.769 79.231 4 10.194 89.805 0.001 0.000 18.469 81.531 5 11.061 88.939 0.000 0.000 24.612 75.388 6 6.560 93.440 0.000 0.000 8.760 91.240 7 6.864 93.136 0.000 0.000 12.643 87.357 8 8.050 90.014 1.936 0.000 13.543 86.457
Average Error % -1.489 2.098 -0.609 1.143 -1.848 0.704 Error Standard Deviation 0.720 1.228 1.245 0.721 1.535 1.338
Table B- 6. Composition Data [Wt%] from Aspen Plus Rate-based Model. First Distillation Region. (52 segments – Billet & Schultes model)
# Distillate Bottom MeOH C5 C6 MeOH C5 C6 1 8.458 89.716 1.826 0.000 12.070 87.930 2 7.397 89.635 2.968 0.000 7.608 92.392 3 9.908 90.092 0.000 0.000 20.769 79.231 4 10.194 89.806 0.000 0.000 18.469 81.531 5 11.061 88.939 0.000 0.000 24.612 75.388 6 6.560 93.440 0.000 0.000 8.760 91.240 7 6.864 93.136 0.000 0.000 12.643 87.357 8 8.050 90.065 1.885 0.000 13.492 86.508
Average Error % -1.489 2.123 -0.634 1.143 -1.863 0.720 Error Standard Deviation 0.720 1.238 1.220 0.721 1.514 1.283

166
B-7. Composition data [Wt%] from Aspen Plus non-equilibrium model. First distillation region. Onda et al. correlation. No interfacial heat transfer.
# Distillate Bottom MeOH C5 C6 MeOH C5 C6 1 8.458 91.438 0.104 0.000 10.481 89.519 2 7.397 89.600 3.003 0.000 7.649 92.351 3 9.908 90.092 0.000 0.000 20.769 79.231 4 10.194 89.806 0.000 0.000 18.469 81.531 5 11.061 88.939 0.000 0.000 24.612 75.388 6 6.560 93.440 0.000 0.000 8.760 91.240 7 6.864 93.136 0.000 0.000 12.643 87.357 8 8.050 89.951 1.998 0.000 13.607 86.393
Average Error % -1.489 1.928 -0.438 1.143 -1.686 0.542 Error Standard Deviation 0.720 1.173 1.199 0.721 1.468 1.296
Table B-8. Composition data [Wt%] from Aspen Plus non-equilibrium model. First distillation region. Billet & Schultes correlation. No interfacial heat transfer.
# Distillate Bottom MeOH C5 C6 MeOH C5 C6 1 8.458 91.540 0.002 0.000 10.387 89.613 2 7.397 89.384 3.219 0.000 7.897 92.103 3 9.908 90.092 0.000 0.000 20.769 79.231 4 10.194 89.805 0.001 0.000 18.469 81.531 5 11.061 88.939 0.000 0.000 24.612 75.388 6 6.560 93.440 0.000 0.000 8.760 91.240 7 6.864 93.136 0.000 0.000 12.643 87.357 8 8.050 90.035 1.914 0.000 13.522 86.478
Average Error % -1.489 1.932 -0.442 1.143 -1.694 0.551 Error Standard Deviation 0.720 1.197 1.254 0.721 1.506 1.366
Table B- 9. Composition data [Wt%] from Aspen Plus equilibrium model. Second distillation region.
# Distillate Bottom MeOH C5 C6 MeOH C5 C6 1 12.698 87.298 0.004 70.784 8.851 20.364 2 17.100 71.617 11.282 96.274 0.006 3.721 3 12.696 87.304 0.000 58.434 29.400 12.166 4 12.697 87.3 0.003 60.371 19.889 19.74 5 12.696 87.304 0.000 52.834 31.916 15.25 6 15.671 76.724 7.605 90.05 0.014 9.935 7 20.224 67.356 12.42 100.00 0.000 0.000 8 17.594 69.855 12.551 98.66 0.002 1.339 9 12.696 87.304 0.000 48.978 37.998 13.024 10 12.699 87.296 0.006 59.134 24.695 16.171 11 12.696 87.304 0.000 56.037 29.733 14.230 12 12.697 87.301 0.002 67.313 14.593 18.094 13 12.697 87.301 0.002 60.302 23.782 15.916 14 12.696 87.304 0.000 54.320 31.914 13.767
Average Error % -0.269 0.029 0.240 1.394 -0.934 -0.453 Error Standard Deviation 0.922 0.863 0.461 1.727 1.795 0.878
Table B- 10. Composition data [Wt%] from Aspen Plus rate-based model. Second distillation region, (26 segments – Onda et al. model)
# Distillate Bottom MeOH C5 C6 MeOH C5 C6 1 12.746 87.222 0.032 70.720 8.952 20.328 2 17.163 71.583 11.254 96.067 0.118 3.815 3 12.718 87.281 0.001 58.422 29.412 12.166 4 12.737 87.243 0.020 60.322 19.961 19.718 5 12.718 87.282 0.000 52.820 31.930 15.250 6 15.828 76.625 7.547 89.684 0.024 10.072 7 20.226 67.356 12.418 99.991 0.003 0.006 8 17.614 69.840 12.546 98.599 0.052 1.349 9 12.718 87.282 0.000 48.970 38.006 13.024 10 12.745 87.225 0.030 59.098 24.749 16.152 11 12.718 87.281 0.001 56.026 29.744 14.230 12 12.763 87.185 0.005 67.247 14.709 18.043

167
13 12.765 87.180 0.055 60.251 23.870 15.878 14 12.719 87.280 0.001 54.309 31.923 13.768
Average Error % -0.313 0.080 0.241 1.463 -0.981 -0.459 Error Standard Deviation 0.920 0.851 0.475 1.711 1.779 0.893
Table B- 11. Composition data [Wt%] from Aspen Plus rate-based model. Second distillation region, (26 segments – Billet & Schultes model)
# Distillate Bottom MeOH C5 C6 MeOH C5 C6 1 12.781 87.137 0.082 70.674 9.065 20.261 2 17.081 71.597 11.322 96.337 0.071 3.592 3 12.721 87.274 0.004 58.421 29.415 12.164 4 12.761 87.186 0.054 60.291 20.034 19.675 5 12.719 87.280 0.001 52.819 31.932 15.249 6 15.744 76.660 7.596 89.882 0.163 9.956 7 20.225 67.356 12.419 99.995 0.001 0.004 8 17.526 69.849 12.625 98.862 0.025 1.112 9 12.718 87.281 0.001 48.970 38.006 13.024 10 12.779 87.142 0.079 59.073 24.813 16.115 11 12.721 87.274 0.004 56.024 29.747 14.228 12 12.815 87.048 0.136 67.195 14.846 17.960 13 12.817 87.044 0.139 60.212 23.973 15.815 14 12.723 87.270 0.007 54.307 31.928 13.765
Average Error % -0.310 0.113 0.197 1.425 -1.022 -0.396 Error Standard Deviation 0.909 0.847 0.467 1.705 1.762 0.830
Table B- 12. Composition data [Wt%] from Aspen Plus rate-based model. Second distillation region, (52 segments – Onda et al. model)
# Distillate Bottom MeOH C5 C6 MeOH C5 C6 1 12.739 87.233 0.028 70.729 8.938 20.333 2 17.011 71.619 11.370 96.565 0.001 3.433 3 12.718 87.281 0.001 58.422 29.412 12.166 4 12.718 87.281 0.001 44.958 41.678 13.364 5 12.718 87.282 0.000 52.824 31.930 15.247 6 15.689 76.719 7.592 90.010 0.026 9.964 7 20.226 67.356 12.418 99.995 0.001 0.004 8 17.484 69.855 12.661 98.986 0.005 1.009 9 12.718 87.282 0.000 48.970 38.006 13.024 10 12.745 87.219 0.036 59.098 24.754 16.148 11 12.718 87.281 0.001 56.026 29.744 14.230 12 12.726 87.263 0.011 67.284 14.631 18.085 13 12.727 87.262 0.011 60.279 23.810 15.911 14 12.719 87.280 0.002 54.309 31.924 13.767
Average Error % -0.276 0.055 0.221 2.468 -2.510 0.049 Error Standard Deviation 0.916 0.866 0.438 4.776 6.579 2.028
Table B- 13. Composition data [Wt%] from Aspen Plus rate-based model. Second distillation region, (52 segments – Billet & Schultes model)
# Distillate Bottom MeOH C5 C6 MeOH C5 C6 1 12.736 87.240 0.024 70.734 8.928 20.338 2 17.041 71.616 11.344 96.469 0.011 3.519 3 12.718 87.281 0.001 58.423 29.412 12.166 4 12.732 87.249 0.019 60.327 19.954 19.719 5 12.718 87.282 0.000 52.824 31.930 15.247 6 15.656 76.729 7.615 90.085 0.003 9.912 7 20.225 67.356 12.419 99.995 0.001 0.004 8 17.451 69.857 12.692 99.085 0.000 0.915 9 12.718 87.282 0.000 48.970 38.006 13.024 10 12.743 87.224 0.033 59.100 24.750 16.150 11 12.718 87.281 0.001 56.026 29.744 14.230 12 12.725 87.265 0.010 67.285 14.629 18.086 13 12.725 87.265 0.010 60.280 23.807 15.912 14 12.719 87.280 0.001 54.309 31.924 13.767
Average Error % -0.274 0.055 0.219 1.364 -0.956 -0.401 Error Standard Deviation 0.923 0.867 0.440 1.728 1.801 0.808
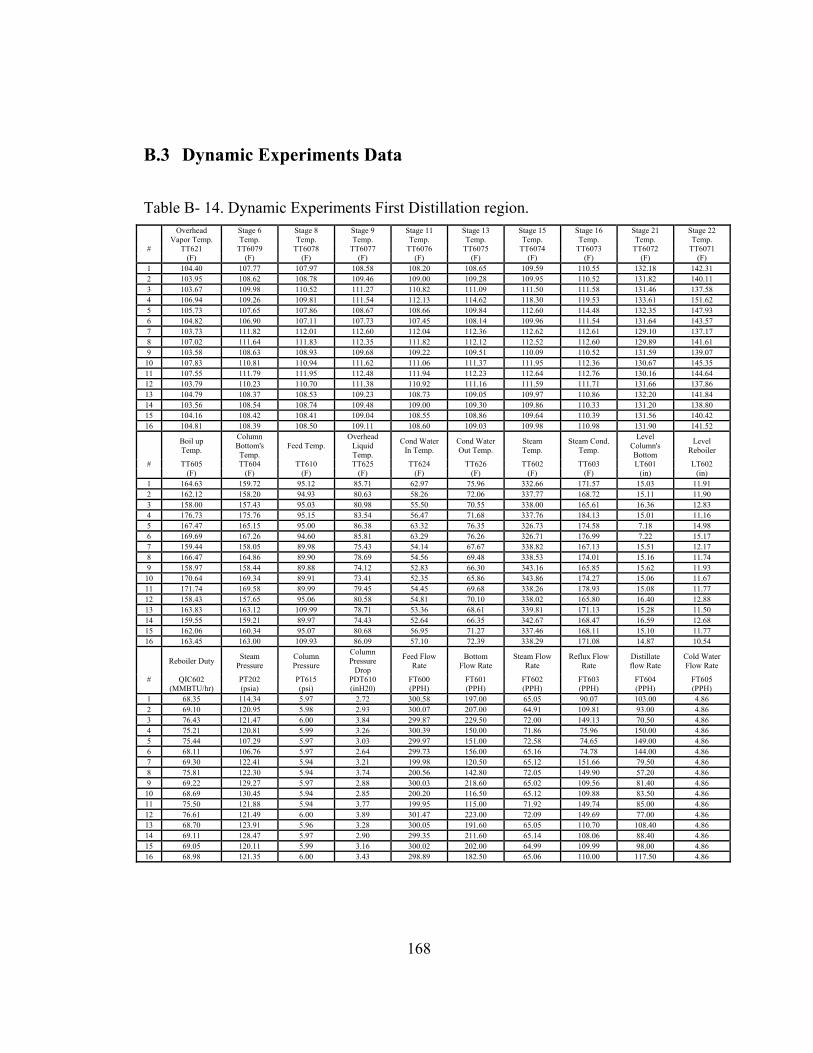
168
B.3 Dynamic Experiments Data
Table B- 14. Dynamic Experiments First Distillation region. Overhead
Vapor Temp. Stage 6 Temp.
Stage 8 Temp.
Stage 9 Temp.
Stage 11 Temp.
Stage 13 Temp.
Stage 15 Temp.
Stage 16 Temp.
Stage 21 Temp.
Stage 22 Temp.
# TT621 TT6079 TT6078 TT6077 TT6076 TT6075 TT6074 TT6073 TT6072 TT6071 (F) (F) (F) (F) (F) (F) (F) (F) (F) (F) 1 104.40 107.77 107.97 108.58 108.20 108.65 109.59 110.55 132.18 142.31 2 103.95 108.62 108.78 109.46 109.00 109.28 109.95 110.52 131.82 140.11 3 103.67 109.98 110.52 111.27 110.82 111.09 111.50 111.58 131.46 137.58 4 106.94 109.26 109.81 111.54 112.13 114.62 118.30 119.53 133.61 151.62 5 105.73 107.65 107.86 108.67 108.66 109.84 112.60 114.48 132.35 147.93 6 104.82 106.90 107.11 107.73 107.45 108.14 109.96 111.54 131.64 143.57 7 103.73 111.82 112.01 112.60 112.04 112.36 112.62 112.61 129.10 137.17 8 107.02 111.64 111.83 112.35 111.82 112.12 112.52 112.60 129.89 141.61 9 103.58 108.63 108.93 109.68 109.22 109.51 110.09 110.52 131.59 139.07 10 107.83 110.81 110.94 111.62 111.06 111.37 111.95 112.36 130.67 145.35 11 107.55 111.79 111.95 112.48 111.94 112.23 112.64 112.76 130.16 144.64 12 103.79 110.23 110.70 111.38 110.92 111.16 111.59 111.71 131.66 137.86 13 104.79 108.37 108.53 109.23 108.73 109.05 109.97 110.86 132.20 141.84 14 103.56 108.54 108.74 109.48 109.00 109.30 109.86 110.33 131.20 138.80 15 104.16 108.42 108.41 109.04 108.55 108.86 109.64 110.39 131.56 140.42 16 104.81 108.39 108.50 109.11 108.60 109.03 109.98 110.98 131.90 141.52
Boil up Temp.
Column Bottom's Temp.
Feed Temp. Overhead
Liquid Temp.
Cond Water In Temp.
Cond Water Out Temp.
Steam Temp.
Steam Cond. Temp.
Level Column's Bottom
Level Reboiler
# TT605 TT604 TT610 TT625 TT624 TT626 TT602 TT603 LT601 LT602 (F) (F) (F) (F) (F) (F) (F) (F) (in) (in) 1 164.63 159.72 95.12 85.71 62.97 75.96 332.66 171.57 15.03 11.91 2 162.12 158.20 94.93 80.63 58.26 72.06 337.77 168.72 15.11 11.90 3 158.00 157.43 95.03 80.98 55.50 70.55 338.00 165.61 16.36 12.83 4 176.73 175.76 95.15 83.54 56.47 71.68 337.76 184.13 15.01 11.16 5 167.47 165.15 95.00 86.38 63.32 76.35 326.73 174.58 7.18 14.98 6 169.69 167.26 94.60 85.81 63.29 76.26 326.71 176.99 7.22 15.17 7 159.44 158.05 89.98 75.43 54.14 67.67 338.82 167.13 15.51 12.17 8 166.47 164.86 89.90 78.69 54.56 69.48 338.53 174.01 15.16 11.74 9 158.97 158.44 89.88 74.12 52.83 66.30 343.16 165.85 15.62 11.93 10 170.64 169.34 89.91 73.41 52.35 65.86 343.86 174.27 15.06 11.67 11 171.74 169.58 89.99 79.45 54.45 69.68 338.26 178.93 15.08 11.77 12 158.43 157.65 95.06 80.58 54.81 70.10 338.02 165.80 16.40 12.88 13 163.83 163.12 109.99 78.71 53.36 68.61 339.81 171.13 15.28 11.50 14 159.55 159.21 89.97 74.43 52.64 66.35 342.67 168.47 16.59 12.68 15 162.06 160.34 95.07 80.68 56.95 71.27 337.46 168.11 15.10 11.77 16 163.45 163.00 109.93 86.09 57.10 72.39 338.29 171.08 14.87 10.54
Reboiler Duty Steam Pressure
Column Pressure
Column Pressure
Drop
Feed Flow Rate
Bottom Flow Rate
Steam Flow Rate
Reflux Flow Rate
Distillate flow Rate
Cold Water Flow Rate
# QIC602 PT202 PT615 PDT610 FT600 FT601 FT602 FT603 FT604 FT605 (MMBTU/hr) (psia) (psi) (inH20) (PPH) (PPH) (PPH) (PPH) (PPH) (PPH) 1 68.35 114.34 5.97 2.72 300.58 197.00 65.05 90.07 103.00 4.86 2 69.10 120.95 5.98 2.93 300.07 207.00 64.91 109.81 93.00 4.86 3 76.43 121.47 6.00 3.84 299.87 229.50 72.00 149.13 70.50 4.86 4 75.21 120.81 5.99 3.26 300.39 150.00 71.86 75.96 150.00 4.86 5 75.44 107.29 5.97 3.03 299.97 151.00 72.58 74.65 149.00 4.86 6 68.11 106.76 5.97 2.64 299.73 156.00 65.16 74.78 144.00 4.86 7 69.30 122.41 5.94 3.21 199.98 120.50 65.12 151.66 79.50 4.86 8 75.81 122.30 5.94 3.74 200.56 142.80 72.05 149.90 57.20 4.86 9 69.22 129.27 5.97 2.88 300.03 218.60 65.02 109.56 81.40 4.86 10 68.69 130.45 5.94 2.85 200.20 116.50 65.12 109.88 83.50 4.86 11 75.50 121.88 5.94 3.77 199.95 115.00 71.92 149.74 85.00 4.86 12 76.61 121.49 6.00 3.89 301.47 223.00 72.09 149.69 77.00 4.86 13 68.70 123.91 5.96 3.28 300.05 191.60 65.05 110.70 108.40 4.86 14 69.11 128.47 5.97 2.90 299.35 211.60 65.14 108.06 88.40 4.86 15 69.05 120.11 5.99 3.16 300.02 202.00 64.99 109.99 98.00 4.86 16 68.98 121.35 6.00 3.43 298.89 182.50 65.06 110.00 117.50 4.86

169
Feed Feed Feed Distillate Distillate Distillate Bottom Bottom Bottom Level Acc. # Weight Weight Weight Weight Weight Weight Weight Weight Weight LT603 Percent Percent Percent Percent Percent Percent Percent Percent Percent MeOH C5 C6 MeOH C5 C6 MeOH C5 C6 (in) 1 3.67 44.15 52.18 8.65 91.29 0.06 0.87 17.63 81.50 13.02 2 3.49 43.12 53.39 8.73 91.21 0.06 0.02 22.69 77.29 13.12 3 2.98 40.59 56.43 9.98 89.99 0.03 0.00 24.15 75.85 12.97 4 3.94 51.86 44.20 6.33 93.59 0.08 0.00 11.80 88.20 12.96 5 4.00 51.50 44.50 8.10 91.70 0.20 0.00 12.70 87.30 14.09 6 3.90 51.00 45.10 8.30 91.50 0.20 0.00 14.10 85.90 13.26 7 4.47 41.00 54.53 8.09 91.91 0.00 3.19 23.05 73.76 13.02 8 2.77 40.58 56.66 10.16 89.65 0.18 0.04 23.72 76.25 13.17 9 3.13 42.56 54.30 8.46 91.26 0.28 0.16 23.06 76.79 12.87 10 3.11 48.26 48.64 5.20 94.61 0.19 0.04 16.74 83.22 13.03 11 3.05 45.46 51.49 7.15 92.71 0.14 0.06 18.28 81.66 12.96 12 3.02 48.06 48.92 6.33 93.64 0.03 0.00 15.06 84.94 12.87 13 3.23 44.90 51.87 8.62 91.30 0.08 0.15 19.87 79.98 12.99 14 3.14 42.56 54.30 8.46 91.26 0.28 0.15 23.06 76.79 12.93 15 3.75 43.82 52.43 8.49 91.46 0.05 0.00 22.28 77.72 13.09 16 5.41 48.29 46.30 10.17 89.79 0.04 0.00 24.07 75.93 13.03
Table B- 15. Dynamic Experiments Second Distillation region.
Overhead Vapor Temp.
Stage 6 Temp.
Stage 8 Temp.
Stage 9 Temp.
Stage 11 Temp.
Stage 13 Temp.
Stage 15 Temp.
Stage 16 Temp.
Stage 21 Temp.
Stage 22 Temp.
# TT621 TT6079 TT6078 TT6077 TT6076 TT6075 TT6074 TT6073 TT6072 TT6071 (F) (F) (F) (F) (F) (F) (F) (F) (F) (F) 1 110.76 120.22 120.78 122.39 122.34 121.69 122.72 121.44 138.32 157.04 2 118.77 125.89 126.57 129.80 132.54 130.17 129.63 126.12 163.44 165.54 3 104.36 104.43 104.59 104.69 104.36 104.79 105.27 105.48 108.64 116.34 4 104.38 104.43 104.55 104.64 104.29 104.62 104.92 104.98 108.40 115.68 5 114.13 118.57 119.05 120.72 120.53 119.80 120.67 119.83 161.52 164.94 6 103.71 103.79 103.93 103.99 103.63 103.96 104.21 104.32 106.84 108.34 7 103.71 103.79 103.93 103.99 103.63 103.96 104.21 104.20 106.84 108.28 8 104.12 104.25 104.42 104.50 104.19 104.63 105.06 105.24 108.91 119.29 9 103.66 103.74 103.89 103.96 103.59 103.92 104.23 104.26 107.43 111.88 10 103.83 103.91 104.06 104.12 103.74 104.11 104.45 104.53 109.51 128.71 11 103.84 103.93 104.08 104.14 103.77 104.13 104.47 104.55 109.52 128.57 12 103.81 103.90 104.04 104.11 103.73 104.09 104.44 104.52 109.49 128.71 13 104.06 104.16 104.32 104.39 104.07 104.52 105.00 105.21 108.50 114.73 14 104.62 104.72 104.85 104.93 104.56 104.89 105.23 105.28 108.54 112.89 15 104.29 104.37 104.51 104.59 104.22 104.54 104.86 104.94 108.42 115.94 16 104.06 104.16 104.32 104.41 104.09 104.53 105.04 105.30 108.93 118.70
Boil up Temp.
Column Bottom's Temp. Feed Temp.
Overhead Liquid Temp. Reboiler Duty
Feed Flow Rate
Bottom Flow Rate
Distillate flow Rate
Reflux Flow Rate
Steam Flow Rate
# TT605 TT604 TT610 TT625 QIC602 FT600 FT601 FT604 FT603 FT602 (F) (F) (F) (F) (MMBTU/hr) (PPH) (PPH) (PPH) (PPH) (PPH) 1 164.35 152.25 94.90 78.89 111.56 300.00 89.55 210.45 148.91 105.07 2 165.85 160.65 94.83 78.20 111.64 300.00 62.56 237.44 99.90 105.07 3 149.96 115.49 94.92 63.15 62.51 300.00 169.27 130.73 74.36 58.05 4 151.10 114.27 95.02 63.02 62.80 300.00 200.09 99.91 100.09 57.99 5 165.28 159.29 95.02 172.96 105.88 300.00 71.47 228.53 99.46 99.99 6 114.10 107.65 94.90 125.10 60.98 300.00 199.88 100.12 99.97 55.01 7 114.10 107.65 94.90 125.10 60.98 300.00 199.88 100.12 99.97 55.01 8 155.12 120.53 94.89 66.24 80.09 300.00 127.20 172.80 112.98 75.02 9 144.35 112.10 95.04 66.44 62.76 300.00 184.59 115.41 99.80 57.96 10 158.63 126.11 94.91 67.43 61.99 200.00 90.41 109.59 98.60 57.90 11 158.46 125.64 94.97 67.46 62.04 200.00 90.15 109.85 99.54 57.89 12 158.64 126.30 94.92 67.41 62.06 200.00 136.97 63.03 97.67 57.74 13 149.74 115.03 111.71 68.00 62.89 350.00 199.92 150.08 100.64 58.02 14 146.23 112.44 94.96 62.98 62.38 350.00 239.95 110.05 100.22 57.61 15 151.60 114.46 95.10 63.21 62.88 300.00 188.46 111.54 100.07 57.99 16 154.96 120.11 113.13 68.68 62.31 300.00 149.97 150.03 100.41 57.93
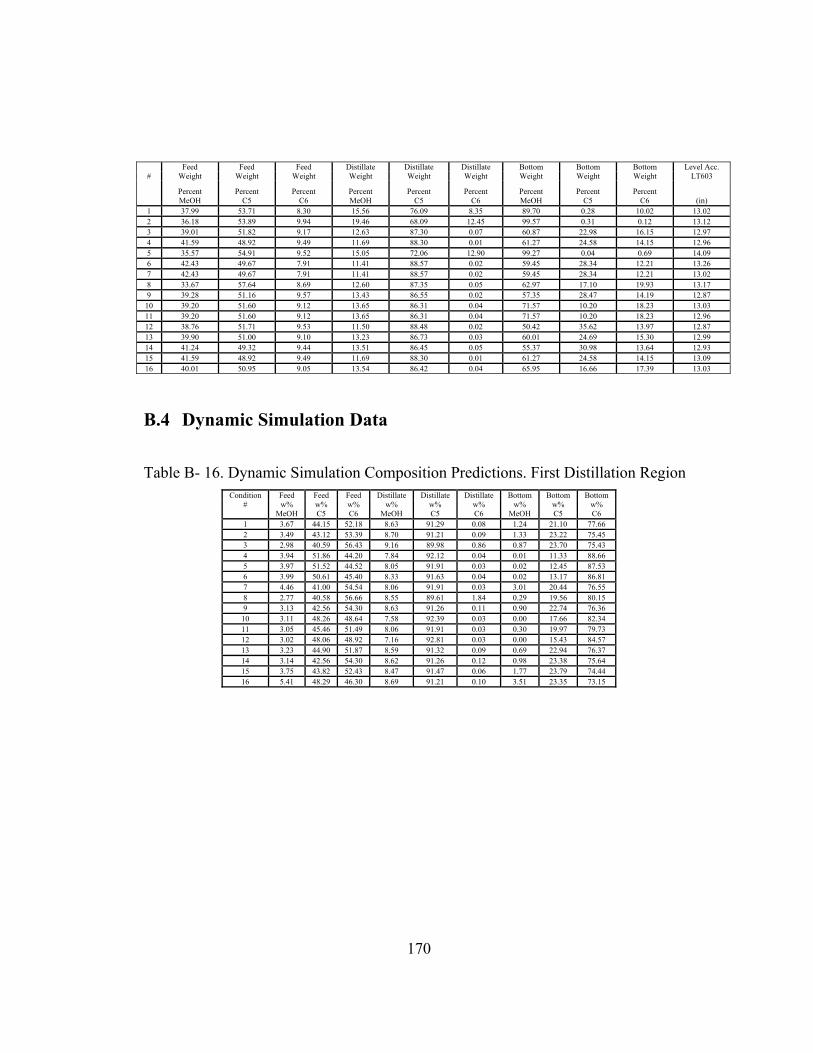
170
Feed Feed Feed Distillate Distillate Distillate Bottom Bottom Bottom Level Acc. # Weight Weight Weight Weight Weight Weight Weight Weight Weight LT603
Percent Percent Percent Percent Percent Percent Percent Percent Percent MeOH C5 C6 MeOH C5 C6 MeOH C5 C6 (in) 1 37.99 53.71 8.30 15.56 76.09 8.35 89.70 0.28 10.02 13.02 2 36.18 53.89 9.94 19.46 68.09 12.45 99.57 0.31 0.12 13.12 3 39.01 51.82 9.17 12.63 87.30 0.07 60.87 22.98 16.15 12.97 4 41.59 48.92 9.49 11.69 88.30 0.01 61.27 24.58 14.15 12.96 5 35.57 54.91 9.52 15.05 72.06 12.90 99.27 0.04 0.69 14.09 6 42.43 49.67 7.91 11.41 88.57 0.02 59.45 28.34 12.21 13.26 7 42.43 49.67 7.91 11.41 88.57 0.02 59.45 28.34 12.21 13.02 8 33.67 57.64 8.69 12.60 87.35 0.05 62.97 17.10 19.93 13.17 9 39.28 51.16 9.57 13.43 86.55 0.02 57.35 28.47 14.19 12.87 10 39.20 51.60 9.12 13.65 86.31 0.04 71.57 10.20 18.23 13.03 11 39.20 51.60 9.12 13.65 86.31 0.04 71.57 10.20 18.23 12.96 12 38.76 51.71 9.53 11.50 88.48 0.02 50.42 35.62 13.97 12.87 13 39.90 51.00 9.10 13.23 86.73 0.03 60.01 24.69 15.30 12.99 14 41.24 49.32 9.44 13.51 86.45 0.05 55.37 30.98 13.64 12.93 15 41.59 48.92 9.49 11.69 88.30 0.01 61.27 24.58 14.15 13.09 16 40.01 50.95 9.05 13.54 86.42 0.04 65.95 16.66 17.39 13.03
B.4 Dynamic Simulation Data
Table B- 16. Dynamic Simulation Composition Predictions. First Distillation Region Condition Feed Feed Feed Distillate Distillate Distillate Bottom Bottom Bottom
# w% w% w% w% w% w% w% w% w% MeOH C5 C6 MeOH C5 C6 MeOH C5 C6 1 3.67 44.15 52.18 8.63 91.29 0.08 1.24 21.10 77.66 2 3.49 43.12 53.39 8.70 91.21 0.09 1.33 23.22 75.45 3 2.98 40.59 56.43 9.16 89.98 0.86 0.87 23.70 75.43 4 3.94 51.86 44.20 7.84 92.12 0.04 0.01 11.33 88.66 5 3.97 51.52 44.52 8.05 91.91 0.03 0.02 12.45 87.53 6 3.99 50.61 45.40 8.33 91.63 0.04 0.02 13.17 86.81 7 4.46 41.00 54.54 8.06 91.91 0.03 3.01 20.44 76.55 8 2.77 40.58 56.66 8.55 89.61 1.84 0.29 19.56 80.15 9 3.13 42.56 54.30 8.63 91.26 0.11 0.90 22.74 76.36 10 3.11 48.26 48.64 7.58 92.39 0.03 0.00 17.66 82.34 11 3.05 45.46 51.49 8.06 91.91 0.03 0.30 19.97 79.73 12 3.02 48.06 48.92 7.16 92.81 0.03 0.00 15.43 84.57 13 3.23 44.90 51.87 8.59 91.32 0.09 0.69 22.94 76.37 14 3.14 42.56 54.30 8.62 91.26 0.12 0.98 23.38 75.64 15 3.75 43.82 52.43 8.47 91.47 0.06 1.77 23.79 74.44 16 5.41 48.29 46.30 8.69 91.21 0.10 3.51 23.35 73.15

171
Table B- 17. Dynamic Simulation Composition Predictions. Second Distillation Region
Condition Feed Feed Feed Distillate Distillate Distillate Bottom Bottom Bottom # w% w% w% w% w% w% w% w% w% MeOH C5 C6 MeOH C5 C6 MeOH C5 C6 1 37.99 53.71 8.30 16.01 76.56 7.43 89.64 0.02 10.34 2 36.18 53.89 9.94 19.55 68.00 12.45 99.29 0.32 0.39 3 39.01 51.82 9.17 10.76 87.99 1.25 60.83 23.88 15.29 4 41.59 48.92 9.49 9.97 89.39 0.63 57.38 28.71 13.91 5 35.57 54.91 9.52 15.43 72.08 12.49 99.98 0.00 0.02 6 42.43 49.67 7.91 9.87 89.61 0.52 58.73 29.66 11.61 7 42.43 49.67 7.91 9.87 89.61 0.52 58.73 29.66 11.61 8 33.67 57.64 8.69 11.12 87.20 1.68 64.31 17.48 18.21 9 39.27 51.16 9.57 10.15 89.08 0.77 57.48 27.45 15.07 10 39.28 51.60 9.12 10.97 87.42 1.61 73.59 8.18 18.23 11 39.28 51.60 9.12 10.97 87.42 1.61 73.59 8.18 18.23 12 38.76 51.71 9.53 9.97 89.39 0.63 52.01 34.37 13.62 13 41.60 48.90 9.50 10.94 87.60 1.46 64.61 19.85 15.54 14 41.24 49.32 9.44 10.64 89.31 0.05 55.27 30.98 13.75 15 41.59 48.92 9.49 10.20 89.00 0.80 60.17 25.20 14.63 16 40.00 50.95 9.05 11.12 87.20 1.68 68.89 14.69 16.43
Table B- 18. Experimental data material balance error. Second Distillation Region Mass Balance Difference
MeOH C5 C6 Condition
#
Feed w%
MeOH
Feed w% C5
Feed w% C6
Distillate w%
MeOH
Distillate w% C5
Distillate w% C6
Bottom w%
MeOH
Bottom w% C5
Bottom w% C6 (PPH) (PPH) (PPH)
1 37.99 53.71 8.30 15.56 76.09 8.35 89.70 0.28 10.02 0.88 0.75 -1.63 2 36.18 53.89 9.94 19.46 68.09 12.45 99.57 0.31 0.12 0.04 -0.21 0.17 3 39.01 51.82 9.17 12.63 87.30 0.07 60.87 22.98 16.15 -2.51 2.44 0.08 4 41.59 48.92 9.49 11.69 88.30 0.01 61.27 24.58 14.15 -9.50 9.36 0.13 5 35.57 54.91 9.52 15.05 72.06 12.89 99.27 0.04 0.69 1.39 0.02 -1.40 6 42.43 49.67 7.91 11.41 88.57 0.02 59.45 28.34 12.21 -2.98 3.68 -0.70 7 42.43 49.67 7.91 11.41 88.57 0.02 59.45 28.34 12.21 -2.98 3.68 -0.70 8 33.67 57.64 8.69 12.60 87.35 0.05 62.97 17.10 19.93 -0.84 0.22 0.63 9 39.28 51.16 9.57 13.43 86.55 0.02 57.35 28.47 14.19 -3.53 1.05 2.49 10 39.20 51.60 9.20 13.65 86.31 0.04 71.57 10.20 18.23 -1.26 -0.60 1.87 11 39.20 51.60 9.20 13.65 86.31 0.04 71.57 10.20 18.23 -1.11 -0.80 1.92 12 38.76 51.71 9.53 11.50 88.48 0.02 50.42 35.62 13.97 1.21 -1.13 -0.08 13 39.90 51.00 9.10 13.23 86.73 0.04 60.01 24.69 15.30 -0.18 -1.01 1.19 14 41.24 49.32 9.44 13.51 86.45 0.05 55.37 30.98 13.65 -3.39 3.15 0.25 15 41.59 48.92 9.49 11.69 88.30 0.01 61.27 24.58 14.15 -3.73 1.96 1.78 16 40.01 50.95 9.05 13.54 86.42 0.04 65.95 16.66 17.39 0.79 -1.81 1.01

172
Appendix C. NRTL Model for Multicomponent Systems
For multicomponent systems, the NRTL equation for the molar Excess Gibbs
energy is
∑
∑∑
=
=
=
= m
llli
m
jjjijim
ii
Em
xG
xGx
RTG
1
1
1
τ
( )ijijijG τα−= exp
The activity coefficient for a component i is given by
∑∑
∑
∑∑
∑=
=
=
==
=
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
−+=m
jm
llli
m
rririr
ijm
lllj
ijjm
llli
m
jjjiji
i
xG
Gx
xG
Gx
xG
xG
1
1
1
11
1lnτ
ττ
γ
There are three parameters for each pair of components, ijτ , jiτ , and jiij αα = ,
and no new parameters for interactions on three different species.

173
Appendix D. 6” Distillation Column Start-Up Standard Operation
Procedure
1. Enable the feed pump [P600] and start it manually. Be sure the gate valve for
the recycle back to the feed tank is open so the sampling system will work.
2. Put the sampling devices, to enable the recycle loop for the bottom. Take
sample to determine feed values.
3. Turn on chilled water pump [P-101CW] and make sure the chilled water flow
meter [FT605] reads between 5-7 gpm.
4. Determine whether 18” Distillation Column needs to be isolated from the
steam flow.
5. Set pressure control valve output [PC615] to 0 psig (to stop wasting nitrogen)
and put the controller in AUTO. The vent valve will open to its maximum
allowable point during startup.
6. Put all flow control loops in MANUAL and set the outputs to 0%.
a. FC600
b. FC601
c. FC602
d. FC603
e. FC604

174
f. TC610
7. Master loops for level control in the accumulator [LC603] and the column
[LC601] may be left in AUTO. LC603 should be set to 13 inches of level and
LC601 should be set to 15 inches of level.
8. Open ball valves around FCV600 and FCV601, bottom of the tank, two
bottoms valves (before the filter). Follow the flow path.
9. Open nitrogen line (ball valve) and set backpressure on feed tank to 20 psig.
10. Make sure the purges are set between 20 – 30.
11. Open the feed flow valve to 50 %. After reaching a stable flow, set the feed
flow controller [FC600] to AUTO and provide a set point of 300 lb/hr.
12. Observe the column level [LT601]. When it reaches 13 inches, check the
level in the glass. If it is above the middle, start the bottom pump [P601].
13. Open the bottom valve [FC601] a little, to make sure there is a flow, hence all
ball valves are open.
14. After this check, if there is a level of 15 inch in the column, close the valves
[FC600] and [FC601].
15. Recheck if the other columns need to be isolated. (Steve and Chris)
16. Check that the isolation valve is open.
17. Gradually open steam gate valve located on the wall outside the SRP Control
Room. Make sure the condensate return line is open as well (next to steam
line).
175
18. Adjust FC602 output manually to achieve steam flow to the reboiler. Pay
close attention to the column pressure [PT615]. If the duty causes the
pressure to increase too rapidly (greater than 2 psi/min), reduce the steam flow
to the column by reducing valve output.
19. Check the temperature [TT602] and [TT603], to see if a condensation takes
place.
20. After the reboiler is heated up a little ([TT602] is above 340°F), fully open up
the steam gate valve, and put the steam control valve [FC602] to AUTO.
21. Watch column temperatures. The pressure [PT615] will continue to rise,
when it passes the required pressure value (6 psig), set the pressure control
[PC615] set-point to the desired value (6 psig). The pressure will continue to
rise, until the column heats up (internal reflux is minimized) and the vapor
goes through the condenser. At this point, the pressure should decrease
quickly.
22. Once the vapor goes overhead, check the level in the accumulator [LT603].
When it reaches 5 inches, open reflux valve [FCV603] 10%. Then enable the
reflux pump [P-603] from the screen and manually start it from outside.
Check that all the manual valves around [FCV603] and [FCV604] are opened.
23. Set reflux flow controller [FC603] to AUTO and enter the desire set-point.
24. Allow the accumulator level to reach 10 inch and set the distillate flow
controller [FC604] into CASCADE.

176
25. Set the feed flow controller [FC600] to AUTO and set the set-point to 300
lb/hr.
26. Set the bottoms flow controller [FC601] to CASCADE and set the set-point
[LC602] to 15 inches. After the level set point for the bottom column is
reached, close the bottom sample loop, to achieve a greater flowrate in the
bottom.
27. Check the level of the column. If the bottom flow rate is not able to control
the level in the bottom of the column, the steam flow may need to be adjusted.
(increase if level is too high, decrease if level is too low).
28. Check the output limits for the pre-heater. Make sure the output high limit is
around 75%. Set the feed pre-heater controller [TC610] to AUTO and input
the desire set point.
29. Allow the column to reach a steady state (approximately 4 hours).

177
Appendix E. 6” Distillation Column Shut Down Standard
Operation Procedure
1. Set the steam flow controller [FC602] to MANUAL and set the valve position
to 0% [FV602]. Close the steam gate valve or isolate the column from the
steam-flow, if steam is needed in another process.
2. Set the feed flow controller [FC600] to MANUAL and set the valve position
to 0% [FV600].
3. Set the distillate flow controller [FC604] to MANUAL and set the valve
position to 0% [FV604].
4. Set the reflux flow controller [FC603] to MANUAL and set the valve position
to 50% [FV603].
5. Set the bottom flow controller [FC601] to MANUAL and set the valve
position to 100% [FV601].
6. Set the Column pressure controller to the set-point of 0 psig
7. Monitor the accumulator level and the reflux flow rate. When both are less
than zero turn off the overhead pump P603.
8. Monitor columns level and bottoms flow rate, when both indicate less than
zero turn the bottoms pump P601 off.
9. Turn off feed pump P600 .
178
10. Close manual valves after control valves (FV600, FV601, FV603, FV604).
11. Close manual valves in bottoms loop (pump recycle, column line, filter
isolation, feed tank return).
12. Stop cold water pump.

179
Bibliography [1] Abouelhassan M., Simard A. (2003). The Scoop on Tray Efficiency. Distillation
Series, Aspentech Documentation. [2] Åström K.J, Wittenmark B. Adaptive Control (1995). Addison-Wesley
Publishing Co. Boston, MA. [3] Baur, R., Taylor, R., Krishna, R. and Copati, J. A. (1999). Influence of mass
transfer in distillation of mixtures with a distillation boundary, Trans IchemE, Part A, Chem Eng Res Des. 77, 561–565.
[4] Bekiaris, N. and M. Morari (1996). Multiple Steady States in Distillation: 1=1 Predictions, Extensions, and Implications for Design, Synthesis, and Simulation. Ind. End. Chem. Res .35, 4264–4280.
[5] Bekiaris, N., G.A. Meski, G.A. Raudu and M.Morari (1993).Multiple Steady States in Homogeneous Azeotropic Distillation. Ind. Eng. Chem. Res. 32(9), 2023–2038.
[6] Bekiaris, N., G.A. Meski, G.A. Raudu and M.Morari (1996).Multiple Steady States in Heterogeneous Azeotropic Distillation. Ind. Eng. Chem. Res. 35(1), 207-27.
[7] Billet, R., Schultes, M. (1999). Prediction of mass transfer columns with dumped and arranged packings. Updated summary of the calculation method of Billet and Schultes. Chemical Engineering Research and Design, 77(A6), 498-504.
[8] Bequette B.W. and Edgar T.F. (1989), Non-interacting control system design methods in distillation. Computers Chem. Eng. 13, pp. 641–650.
[9] Bristol E. (1966). On a new measure of interaction for multivariable process control. IEEE Trans. Automat. Contr., vol. 11, p. 133.
[10] Bulletin DC-11. (1977). Norton Co., Akron, OH. [11] Buckley, Page S., Luyben, William L., and Shunta, Joseph P. (1985) Design of
Distillation Column Control Systems. Research Triangle Park, N.C., Edward Arnold, Instrument Society of America, 1985.
[12] Chien, I-Lung; Chao, Huan-Yi; Teng, Yao-Pin. Design and control of a complete heterogeneous azeotropic distillation column system. (2003) Computer-Aided Chemical Engineering, 15B (Process Systems Engineering 2003, Part B), 760-765.
[13] Chien, I-L.; Wang, C. J.; Wong, D. S. H.; Lee, C.-H.; Cheng, S.-H.; Shih, R. F.; Liu, W. T.; Tsai, C. S. (2000). Experimental investigation of conventional control strategies for a heterogeneous azeotropic distillation column. Journal of Process Control, 10(4), 333-340.
[14] Chien, I-Lung; Zeng, Kai-Luen; Chao, Huan-Yi. (2004). Design and Control of a Complete Heterogeneous Azeotropic Distillation Column System. Ind. Eng. Chem. Res. 43(9), 2160-2174.

180
[15] Doherty, Michael F.; Caldarola Glenn A. (1985). Sequencing of Columns for Azeotropic and Extractive Distillation. Ind. Eng. Chem. Fundam. 24, 474-485.
[16] Doherty, Michael F.; Malone M.F. (2001). Conceptual Design of Distilaltion Systems. McGraw-Hill, New York.
[17] De Villiers, Waldo E.; French, Raymond N.; Koplos, George J.. (2002). Navigate phase equilibria via residue curve maps. Chemical Engineering Progress. 98(11), 66-71.
[18] Elliott, Richard and Lira Carl T. (1999). Introductory Chemical Engineering Thermodynamics. Upper Saddle River, N.J.: Prentice Hall PTR.
[19] Hilmen, E.K. (2000). Separation of Azeotropic Mixtures: Tools for Analysis and Studies on Batch Distillation Operation. PhD thesis. Norwegian University of Science and Technology, Department of Chemical Engineering.
[20] Joseph, B.; Brosilow, C. B.; Howell, J. C.; Kerr, W. R. D. (1975) Multi-temps give better control. Hydrocarbon Processing (1966-2001), 55(3), 127-31.
[21] King, C. J. (1980). Separation Processes. McGraw-Hill Company. [22] Kiva V.N., Hilmen E.K. and Skogestad S. (2003). Azeotropic Phase Equilibrium
Diagrams: A Survey. Chemical Engineering Science, 58, 1903-1953. [23] Krishna, R and Taylor, R. (1985) A Nonequilibrium Stage Model of
Multicomponent Separation Processes. Part I: Model Description and Method of Solution, AIChE J., 31(3), 449.
[24] Krishna, R and Taylor, R. (1985) A Nonequilibrium Stage Model of Multicomponent Separation Processes. Part II: Comparison with Experiment, AIChE J., 31(3), 456.
[25] Krishna, R and Taylor, R. (1985) Simulation of Packed Distillation and Absorption Columns, Ind. Eng. Chem. Process Des. Dev., 24(3), 513.
[26] Kumar, S.; Wright, J. D.; Taylor, P. A. (1984). Modeling and dynamics of an extractive distillation column. Canadian Journal of Chemical Engineering. 62(6), 780-9.
[27] Kurooka, Taketoshi; Yamashita, Yuh; Nishitani, Hirokazu; Hashimoto, Yoshihiro; Yoshida, Masatoshi; Numata, Motoki.(2000).Dynamic simulation and nonlinear control system design of a heterogeneous azeotropic distillation column. Computers & Chemical Engineering 24(2-7), 887-892.
[28] Luyben, William L. (2005). Guides for the Selection of Control Structures for Ternary Distillation Columns. Industrial & Engineering Chemistry Research, 44(18), 7113-7119.
[29] Luyben, William L.; Vinante, Carols D. (1972). Experimental studies of distillation decoupling. Kemian Teollisuus, 29(8), 499-514.
[30] Maciel, M. R. Wolf; Brito, R. P. (1995). Evaluation of the dynamic behavior of an extractive distillation column for dehydration of aqueous ethanol mixtures. Computers & Chemical Engineering. 19(Suppl., European Symposium on Computer Aided Process Engineering--5), S405-S408.

181
[31] Mathijssen, A. (2005). Experimental validation of the steady-state simulation of an industry-sized distillation column, Studienarbeit, Lehrstuhl für Prozesstechnik, RWTH Aachen.
[32] McAvoy, T. (1983). Interaction Analysis, ISA, Research Triangle Park. [33] Müller, D.; Marquardt, W. (1997). Experimental Verification of Multiple Steady
States in Heterogeneous Azeotropic Distillation. Ind. Eng. Chem. Res. 36, 5410-5418
[34] Onda, K., Takeuchi, H., and Okumoto, Y.. (1968) "Mass Transfer Coefficients between Gas and Liquid Phases in Packed Columns," J. Chem. Eng., Japan. 1, 56.
[35] Parrish, J. R.; Brosilow, C. B. Nonlinear inferential control. (1982) AIChE Journal (1988), 34(4), 633-44.
[36] Patke, N. G.; Deshpande, P. B. (1982). Experimental evaluation of the inferential system for distillation control. Chemical Engineering Communications, 13(4-6), 343-59.
[37] Peng, JJ. (2003). Modeling and Control of Packed Reactive Distillation Columns. PhD thesis, University of Texas at Austin.
[38] Renon H., Prausnitz J. M. (1968). Local compositions in thermodynamics excess functions for liquid mixtures. AIChE J. 14, 135-144.
[39] Qin, S. J. and Badgwell, T. A. (1997). An overview of industrial model predictive control technology. In Proc. Chemical Process Control - V, 232–256.
[40] Redlich, O. and Kwong, J.N.S. (1949). On the Thermodynamics of Solutions. Chem. Rev. 44, 233-244.
[41] Repke, Jens-Uwe; Villain, Olivier; Wozny, Gunter. (2004). A nonequilibrium model for three-phase distillation in a packed column: modelling and experiments. Computers & Chemical Engineering. 28(5), 775-780.
[42] Robbins, Lanny A. (1991). Improve pressure-drop prediction with a new correlation. Dow Chem. Co., USA. Chemical Engineering Progress. 87(5), 87-91.
[43] Rovaglio, M.; Faravelli, T.; Gaffuri, P.; Di Palo, C.; Dorigo, A. (1995). Controllability and operability of azeotropic heterogeneous distillation systems. Computers & Chemical Engineering. 19(Suppl., European Symposium on Computer Aided Process Engineering--5), S525-S530.
[44] Rueda, L.M.; Edgar, T.F.; Eldridge R.B. (2004). On-line Parameter Estimation and Control for a Pilot Scale Distillation Column, AIChE Annual Meeting, Austin,TX.
[45] Seader, J. D. (1985). The B.C. (before computers) and A.D. of equilibrium-stage operations. Chemical Engineering Education, 19(2), 88-103.
[46] Seader, J. D. and Henley, E. J. (1998). Separation Process Principles. Wiley, New York.

182
[47] Seborg, D. E., T. F. Edgar, and D. A. Mellichamp (2003). Process Dynamics and Control, Wiley, New York.
[48] Skogestad S. and Morari M.(1987). Implications of large RGA-elements on control performance. Industrial & Engineering Chemistry Research, 26(11), 2323-30.
[49] Skogestad S. and Morari M.(1987). A new criterion for the pairing of control and manipulated variables. Comments. AIChE Journal, 33(4), 701-2.
[50] Skogestad S. and Morari M.(1987). Control configuration selection for distillation columns. AIChE J. 33, pp. 1620–1635.
[51] Skogestad, Sigurd; Morari, Manfred. (1988).Understanding the dynamic behavior of distillation columns. Industrial & Engineering Chemistry Research, 27(10), 1848-62.
[52] Springer, P. A. M. and Krishna, R. (2001). Crossing of boundaries in ternary azeotropic distillation: Influence of interphase mass transfer, Int Commun Heat Mass. 28, 347–356.
[53] Stichlmair, J. (1989). "General Model for Prediction of Pressure Drop and Capacity of Countercurrent Gas/Liquid Packed Columns," Gas Separation and Purification, Vol. 3, p. 22.
[54] Stringle, R. F. (1987). Random Packings and Packed Towers. Gulf Publishing, Houston.
[55] Taylor, Ross; Krishna, Rajamani (1993). Multicomponent Mass Transfer. Wiley, New York.
[56] Taylor, Ross; Krishna, Rajamani; Kooijman, Harry (2003). Real-world modeling of distillation. Chemical Engineering Progress. 99(7), 28-39.
[57] Tonelli, S. M.; Brignole, N. B.; Brignole, E. A. (1997). Modeling and control of an industrial azeotropic train. Computers & Chemical Engineering 21(Suppl., Joint 6th International Symposium on Process Systems Engineering and 30th European Symposium on Computer Aided Process Engineering, 1997), S559-S564.
[58] Ulrich, Jan; Morari, Manfred. (2002). Influence of Impurities on the Control of Heterogeneous Azeotropic Distillation Columns. Industrial & Engineering Chemistry Research, 41(2), 230-250.
[59] Wang C. J.; Wong D. S. H.; Chien I-L.; Shih, R. F.; Liu W. T.; Tsai C. S. (1998) Critical Reflux, Parametric Sensitivity, and Hysteresis in Azeotropic Distillation of Isopropyl Alcohol + Water + Cyclohexane. Ind. Eng. Chem. Res. 37, 2835-2843.
[60] Wang, C. J.; Wong, D. S. H.; Chien, I.-L.; Shih, R. F.; Wang, S. J.; Tsai, C. S. (1997). Experimental investigation of multiple steady states and parametric sensitivity in azeotropic distillation. Computers & Chemical Engineering. 21(Suppl., Joint 6th International Symposium on Process Systems Engineering
183
and 30th European Symposium on Computer Aided Process Engineering, 1997), S535-S540.
[61] Weber, Richard; Mosler, Henry A. (1973) Temperature control of distillation. (Esso Research and Engineering Co.). U.S. 7 PP.
[62] Widagdo, S. and W.D. Seider (1990). Journal Review: Azeotropic Distillation. AIChE J. 42(1), 96–128.
[63] Witcher M.F., McAvoy T.J. (1977). Interacting control systems: steady-state and dynamic measurement of interaction. ISA Trans., 16 (3), 35-41.
[64] Yamamoto, Shoushi; Yoneda, Minoru; Yabuki, Yasuaki. (2003).The control of heterogeneous azeotropic distillation column in industry considering entrainer ratio in reflux. Computer-Aided Chemical Engineering. 15B(Process Systems Engineering 2003, Part B), 1094-1099.
[65] Yu, Cheng Ching; Luyben, William L. (1984). Use of multiple temperatures for the control of multicomponent distillation columns. Industrial & Engineering Chemistry Process Design and Development , 23(3), 590-7
184
Vita
Lina María Rueda Velandia was born on July 9, 1977 in Barrancabermeja,
Santander, Colombia as the youngest of four children of Gladys Velandia de Rueda
and Guillermo Rueda Rueda. Lina attended high school in her home town and
graduated from El Colegio El Rosario in December 1994 after receiving the national
prize Andrés Bello for being one of the best high school graduates in the country.
On January 1995, Lina began her engineering studies at Pontificia Universidad
Javeriana (PUJ) where she received her bachelor’s degree in Electrical Engineering in
May 2000. Her graduate project was nominee to best graduate project. In 1999 when
she was still attending school, Lina worked as support engineer for the Y2K transition
in the Colombian National Petroleum Company (ECOPETROL) and in 2000 she
worked as designed engineer for the Colombian-Italian company Tipiel S.A. Later
that year she enrolled PUJ as instructor of different Electrical Engineering courses
and laboratory assistant. In spring 2002, Lina moved to Austin, TX and entered the
graduate school at The University of Texas at Austin. She received a Master of
Science degree in Engineering from The University of Texas at Austin in May 2004.
Upon graduation with her PhD degree, she has accepted employment with Pavilion
Technologies in Austin, TX.
Permanent Address: 1632 W 6th St. Apt. K Austin, TX. 78703
This dissertation was typed by the author.

















