TATA STEEL STANDARD S3105601 V 6.0 PAGE 1 OF 30 CORROSION CONTROL BY PROTECTIVE COATINGS Tata Steel Standard S3105601 Author(s): D.A. de Vreugd PO Box 10 000 Tata Steel Strip Products Mainland Europe 1970 CA IJmuiden Projects & Technical Consultancy The Netherlands Published: 11 October 2011 Version: 6.0 CONCEPT / FINAL Intended for: Tata Steel site IJmuiden This is an uncontrolled document. Future modifications will not be sent to you. The most recent version can be downloaded from http://www.tatasteel.nl/veiligheid/. Information and Modifications Contents Document: ℡ +31 (0)251 - 49 04 86 [email protected]Standardization Office: ℡ +31 (0)251 - 49 xx xx Responsibility Name Function Signature Date Made by D.A. de Vreugd Senior Corrosion Engineer xx-xx-2012 Checked by M.B. Wijngaarden S.A. Hepworth Corrosion Engineer Protective Coatings Specialist xx-xx-2012 Approved by P.C.H. Ament Manager Quality Department xx-xx-2012
Transcript
TATA STEEL STANDARD S3105601 V 6.0
PAGE 1 OF 30
CORROSION CONTROL BY PROTECTIVE COATINGS
Tata Steel Standard S3105601
Author(s): D.A. de Vreugd PO Box 10 000
Tata Steel Strip Products Mainland Europe 1970 CA IJmuiden
Projects & Technical Consultancy The Netherlands
Published: 11 October 2011
Version: 6.0 CONCEPT / FINAL
Intended for: Tata Steel site IJmuiden
This is an uncontrolled document. Future modifications will not be sent to you.
The most recent version can be downloaded from http://www.tatasteel.nl/veiligheid/.
The abrasive grade (particle size range ±1 mm for recyclable and 0.2 mm? for eenmalig) shall be chosen
to obtain the specified surface roughness. Mixtures are allowed. In all blast shops where abrasives are
recycled, the abrasive mixture shall be continuously cleaned (dust, paint and mill scale) and worn
abrasives shall be continuously renewed. Mixtures shall be measured every month (zeefanalyse); elke 2
TATA STEEL STANDARD S3105601 V 6.0
PAGE 18 OF 30
maanden grit soupleren. Eén testex tape per 100 m2 met een min. van 2. Mask off all areas not to be
blast cleaned. Abrasive cleanliness test -> see NACE CIP 1 p. 29 chapter 2.9.
During dry abrasive blast cleaning until the application of the priming coat the relative humidity of the air
shall be lower than 85% and the steel surface temperature shall be at least 3 °C above the dew point of
the air according to ISO 8502-4. After dry abrasive blast cleaning, all loose dust and debris shall be
completely removed by vacuum cleaning or by using compressed air or a clean brush. The compressed
air used for dry abrasive blast cleaning or removing dust shall be free from moisture and oil. After dry
abrasive blast cleaning and prior to application of the priming coat:
- all surface imperfections shall be corrected to preparation grade P3 according to ISO 8501-3;
- the visual surface cleanliness shall fulfil preparation grade Sa 2½ according to ISO 8501-1;
- the visual surface cleanliness shall fulfil dust quantity rating 1 or 2 and dust size class 0, 1 or 2
according to ISO 8502-3;
- the surface shall be completely free from all mill scale;
- the total amount of water soluble salts shall be less than 50 mg m-2 according to ISO 8502-9;
- the visual and tactile surface profile shall be angular and fulfil grade medium (G) according to ISO
8503-2;
- the surface roughness shall be 50-100 µm as measured according to ISO 8503-4 or ISO 8503-5.
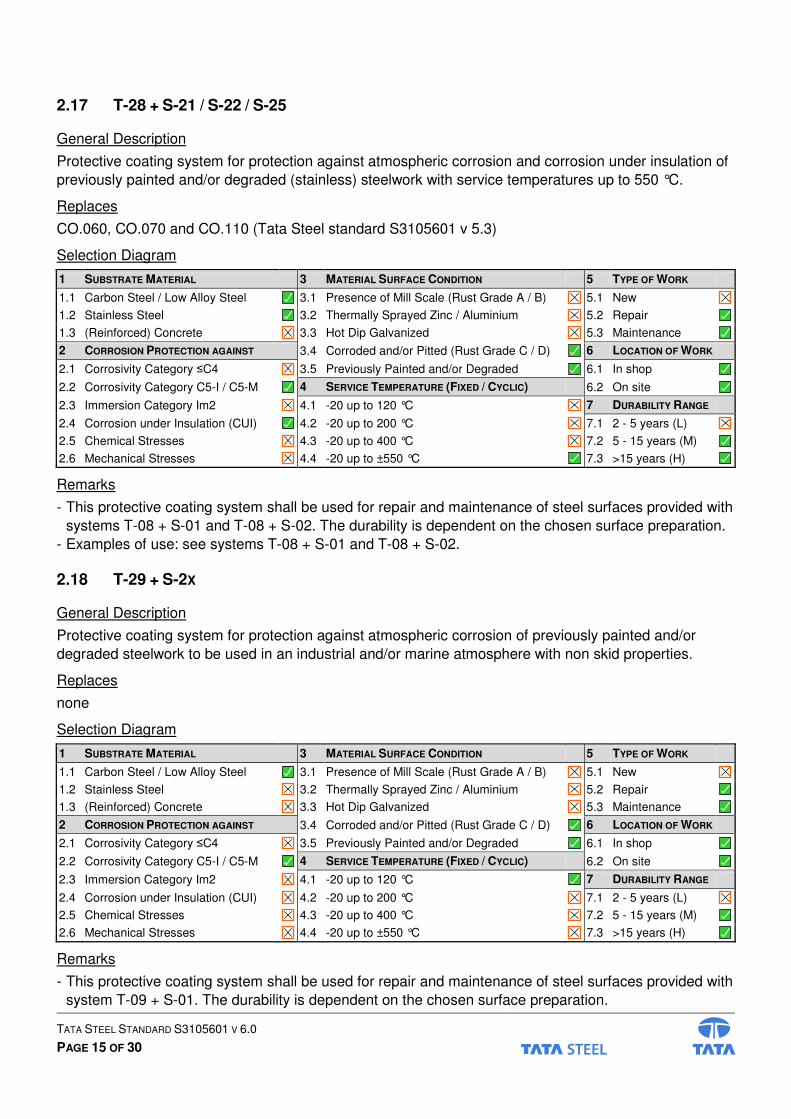
3.2 S-02 (SWEEP BLASTING - NEW STAINLESS OR NEW METAL COATED STEELWORK)
General Description
Full surface preparation by dry abrasive sweep blast cleaning for new stainless steelwork or new metal
coated steelwork.
Initial Surface Condition
Only new stainless steelwork shall be used or new steelwork with an 80 µm (125 mu / 900 g/m2 in
NORSOK) zinc or aluminium coat applied by thermal spray according to ISO 2063 or by hot-dip
galvanizing according to ISO 1461 (én ISO 14713?). Before application of the metal coat, the surface
shall be prepared according to surface preparation code S-01.
Initial Surface Preparation
All surface imperfections shall be corrected to preparation grade P3 according to ISO 8501-3. The
contractor responsible for manufacturing of the steel part(s) or structure shall perform preparation grade
P3 "welds" and "edges". The paint contractor shall perform preparation grade P3 "surfaces generally"
after the surface preparation. Note: this shall be done prior to applying the metal coat.
Defective areas in the metal coated steel shall be repaired by Sa 2½ and thermal zinc/aluminium
spraying according to ISO 2063.
TSA coatings shall be immediately painted with the primer after thermal spray before condensation takes
place.
Surface Pre-Cleaning
All detrimental contaminants such as oil, grease, dirt and water soluble salts shall be completely
removed from the steel surface using hot tap water with a suitable and biodegradable cleaning agent
detergent according to § 6.1 of ISO 12944-4. The cleaned surface shall be thoroughly rinsed with clean
and fresh tap water to remove any remaining degreasing agents and dried.
Surface Preparation
* Sweep blast using a non-metallic abrasives (aluminium oxides (corundum)/silicates/olivine sand) to
prevent rust staining / bimetallic corrosion that meet the requirements of the ISO 11126 series of
standards.
TATA STEEL STANDARD S3105601 V 6.0
PAGE 19 OF 30
* Abrasion by light blasting using a non-ferrous abrasive or by carborondum disking (small areas) for
galvanized and stainless steel.
* For this purpose the hardness and particle size of abrasive, attack angle, distance nozzle substrate,
low air pressure and fine grt is used.
No metal shall be removed.
[ Sweep blast; Rz 35±15 µm NEN 5254 ]
(surface roughness should be in between N9-B-a and N9-B-b of Rugotest no. 3) corrund / vasil
TATA STEEL STANDARD S3105601 V 6.0
PAGE 20 OF 30
4 REFERENCES
INTERNATIONAL STANDARDS HTTP://WWW.ISO.ORG/
[1] ISO 1461:2009 HOT DIP GALVANIZED COATINGS ON FABRICATED IRON AND STEEL ARTICLES - SPECIFICATIONS AND TEST METHODS
[2] ISO 2063:2005 THERMAL SPRAYING - METALLIC AND OTHER INORGANIC COATINGS - ZINC, ALUMINIUM AND THEIR ALLOYS
[3] ISO 2178:1982 NON-MAGNETIC COATINGS ON MAGNETIC SUBSTRATES - MEASUREMENT OF COATING THICKNESS - MAGNETIC
METHOD
[4] ISO 2409:2007 PAINTS AND VARNISHES - CROSS-CUT TEST
[5] ISO 2808:2007 PAINTS AND VARNISHES - DETERMINATION OF FILM THICKNESS
[6] ISO 4618:2006 PAINTS AND VARNISHES - TERMS AND DEFINITIONS
[7] ISO 4628-1:2003 PAINTS AND VARNISHES - EVALUATION OF DEGRADATION OF COATINGS - DESIGNATION OF QUANTITY AND SIZE OF
DEFECTS, AND OF INTENSITY OF UNIFORM CHANGES IN APPEARANCE - PART 1: GENERAL INTRODUCTION AND DESIGNATION SYSTEM
[8] ISO 4628-2:2003 PAINTS AND VARNISHES - EVALUATION OF DEGRADATION OF COATINGS - DESIGNATION OF QUANTITY AND SIZE OF
DEFECTS, AND OF INTENSITY OF UNIFORM CHANGES IN APPEARANCE - PART 2: ASSESSMENT OF DEGREE OF BLISTERING
[9] ISO 4628-3:2003 PAINTS AND VARNISHES - EVALUATION OF DEGRADATION OF COATINGS - DESIGNATION OF QUANTITY AND SIZE OF
DEFECTS, AND OF INTENSITY OF UNIFORM CHANGES IN APPEARANCE - PART 3: ASSESSMENT OF DEGREE OF RUSTING
[10] ISO 4628-4:2003 PAINTS AND VARNISHES - EVALUATION OF DEGRADATION OF COATINGS - DESIGNATION OF QUANTITY AND SIZE OF
DEFECTS, AND OF INTENSITY OF UNIFORM CHANGES IN APPEARANCE - PART 4: ASSESSMENT OF DEGREE OF CRACKING
[11] ISO 4628-5:2003 PAINTS AND VARNISHES - EVALUATION OF DEGRADATION OF COATINGS - DESIGNATION OF QUANTITY AND SIZE OF
DEFECTS, AND OF INTENSITY OF UNIFORM CHANGES IN APPEARANCE - PART 5: ASSESSMENT OF DEGREE OF FLAKING
[12] ISO 4628-6:2007 PAINTS AND VARNISHES - EVALUATION OF DEGRADATION OF COATINGS - DESIGNATION OF QUANTITY AND SIZE OF
DEFECTS, AND OF INTENSITY OF UNIFORM CHANGES IN APPEARANCE - PART 6: ASSESSMENT OF DEGREE OF CHALKING BY TAPE
METHOD
[13] ISO 4628-7:2003 PAINTS AND VARNISHES - EVALUATION OF DEGRADATION OF COATINGS - DESIGNATION OF QUANTITY AND SIZE OF
DEFECTS, AND OF INTENSITY OF UNIFORM CHANGES IN APPEARANCE - PART 7: ASSESSMENT OF DEGREE OF CHALKING BY VELVET
METHOD
[14] ISO 4628-8:2005 PAINTS AND VARNISHES - EVALUATION OF DEGRADATION OF COATINGS - DESIGNATION OF QUANTITY AND SIZE OF
DEFECTS, AND OF INTENSITY OF UNIFORM CHANGES IN APPEARANCE - PART 8: ASSESSMENT OF DEGREE OF DELAMINATION AND
CORROSION AROUND A SCRIBE
[15] ISO 4628-10:2003 PAINTS AND VARNISHES - EVALUATION OF DEGRADATION OF COATINGS - DESIGNATION OF QUANTITY AND SIZE OF
DEFECTS, AND OF INTENSITY OF UNIFORM CHANGES IN APPEARANCE - PART 10: ASSESSMENT OF DEGREE OF FILIFORM CORROSION
[16] ISO 4677-1:1985 ATMOSPHERES FOR CONDITIONING AND TESTING - DETERMINATION OF RELATIVE HUMIDITY - PART 1: ASPIRATED
PSYCHROMETER METHOD
[17] ISO 4677-2:1985 ATMOSPHERES FOR CONDITIONING AND TESTING - DETERMINATION OF RELATIVE HUMIDITY - PART 2: WHIRLING
PSYCHROMETER METHOD
[18] ISO 8501-1:2007 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - VISUAL
ASSESSMENT OF SURFACE CLEANLINESS - PART 1: RUST GRADES AND PREPARATION GRADES OF UNCOATED STEEL SUBSTRATES AND
OF STEEL SUBSTRATES AFTER OVERALL REMOVAL OF PREVIOUS COATINGS
[19] ISO 8501-2:1994 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - VISUAL
ASSESSMENT OF SURFACE CLEANLINESS - PART 2: PREPARATION GRADES OF PREVIOUSLY COATED STEEL SUBSTRATES AFTER
LOCALIZED REMOVAL OF PREVIOUS COATINGS
[20] ISO 8501-3:2006 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - VISUAL
ASSESSMENT OF SURFACE CLEANLINESS - PART 3: PREPARATION GRADES OF WELDS, EDGES AND OTHER AREAS WITH SURFACE
IMPERFECTIONS
[21] ISO 8501-4:2006 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - VISUAL
ASSESSMENT OF SURFACE CLEANLINESS - PART 4: INITIAL SURFACE CONDITIONS, PREPARATION GRADES AND FLASH RUST GRADES IN
CONNECTION WITH HIGH-PRESSURE WATER JETTING
[22] ISO 8502-2:2005 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TESTS FOR THE
ASSESSMENT OF SURFACE CLEANLINESS - PART 2: LABORATORY DETERMINATION OF CHLORIDE ON CLEANED SURFACES
[23] ISO 8502-3:1992 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TESTS FOR THE
ASSESSMENT OF SURFACE CLEANLINESS - PART 3: ASSESSMENT OF DUST ON STEEL SURFACES PREPARED FOR PAINTING (PRESSURE-
SENSITIVE TAPE METHOD)
[24] ISO 8502-4:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TESTS FOR THE
ASSESSMENT OF SURFACE CLEANLINESS - PART 4: GUIDANCE ON THE ESTIMATION OF THE PROBABILITY OF CONDENSATION PRIOR TO
TATA STEEL STANDARD S3105601 V 6.0
PAGE 21 OF 30
PAINT APPLICATION
[25] ISO 8502-5:1998 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TESTS FOR THE
ASSESSMENT OF SURFACE CLEANLINESS - PART 5: MEASUREMENT OF CHLORIDE ON STEEL SURFACES PREPARED FOR PAINTING (ION
DETECTION TUBE METHOD)
[26] ISO 8502-6:2006 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TESTS FOR THE
ASSESSMENT OF SURFACE CLEANLINESS - PART 6: EXTRACTION OF SOLUBLE CONTAMINANTS FOR ANALYSIS - THE BRESLE METHOD
[27] ISO 8502-8:2001 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TESTS FOR THE
ASSESSMENT OF SURFACE CLEANLINESS - PART 8: FIELD METHOD FOR THE REFRACTOMETRIC DETERMINATION OF MOISTURE
[28] ISO 8502-9:1998 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TESTS FOR THE
ASSESSMENT OF SURFACE CLEANLINESS - PART 9: FIELD METHOD FOR THE CONDUCTOMETRIC DETERMINATION OF WATER-SOLUBLE
SALTS
[29] ISO 8502-11:2006 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TESTS FOR
THE ASSESSMENT OF SURFACE CLEANLINESS - PART 11: FIELD METHOD FOR THE TURBIDIMETRIC DETERMINATION OF WATER-SOLUBLE
SULFATE
[30] ISO 8502-12:2003 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TESTS FOR
THE ASSESSMENT OF SURFACE CLEANLINESS - PART 12 (2003): FIELD METHOD FOR THE TITRIMETRIC DETERMINATION OF WATER-
SOLUBLE FERROUS IONS
[31] ISO 8503-1:1988 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - SURFACE
ROUGHNESS CHARACTERISTICS OF BLAST-CLEANED STEEL SUBSTRATES - PART 1: SPECIFICATIONS AND DEFINITIONS FOR ISO
SURFACE PROFILE COMPARATORS FOR THE ASSESSMENT OF ABRASIVE BLAST-CLEANED SURFACES
[32] ISO 8503-2:1988 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - SURFACE
ROUGHNESS CHARACTERISTICS OF BLAST-CLEANED STEEL SUBSTRATES - PART 2: METHOD FOR THE GRADING OF SURFACE PROFILE
OF ABRASIVE BLAST-CLEANED STEEL - COMPARATOR PROCEDURE
[33] ISO 8503-3:1988 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - SURFACE
ROUGHNESS CHARACTERISTICS OF BLAST-CLEANED STEEL SUBSTRATES - PART 3: METHOD FOR THE CALIBRATION OF ISO SURFACE
PROFILE COMPARATORS AND FOR THE DETERMINATION OF SURFACE PROFILE - FOCUSING MICROSCOPE PROCEDURE
[34] ISO 8503-4:1988 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - SURFACE
ROUGHNESS CHARACTERISTICS OF BLAST-CLEANED STEEL SUBSTRATES - PART 4: METHOD FOR THE CALIBRATION OF ISO SURFACE
PROFILE COMPARATORS AND FOR THE DETERMINATION OF SURFACE PROFILE - STYLUS INSTRUMENT PROCEDURE
[35] ISO 8503-5:2003 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - SURFACE
ROUGHNESS CHARACTERISTICS OF BLAST-CLEANED STEEL SUBSTRATES - PART 5 (2003): REPLICA TAPE METHOD FOR THE
DETERMINATION OF THE SURFACE PROFILE
[36] ISO 8504-1:2000 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - SURFACE
PREPARATION METHODS - PART 1: GENERAL PRINCIPLES
[37] ISO 8504-2:2000 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - SURFACE
PREPARATION METHODS - PART 2: ABRASIVE BLAST-CLEANING
[38] ISO 8504-3:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - SURFACE
PREPARATION METHODS - PART 3: HAND- AND POWER-TOOL CLEANING
[39] ISO 11124-1:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS -
SPECIFICATIONS FOR METALLIC BLAST-CLEANING ABRASIVES - PART 1: GENERAL INTRODUCTION AND CLASSIFICATION
[40] ISO 11124-2:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS -
SPECIFICATIONS FOR METALLIC BLAST-CLEANING ABRASIVES - PART 2: CHILLED-IRON GRIT
[41] ISO 11124-3:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS -
SPECIFICATIONS FOR METALLIC BLAST-CLEANING ABRASIVES - PART 3: HIGH-CARBON CAST-STEEL SHOT AND GRIT
[42] ISO 11124-4:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS -
SPECIFICATIONS FOR METALLIC BLAST-CLEANING ABRASIVES - PART 4: LOW-CARBON CAST-STEEL SHOT
[43] ISO 11125-1:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR METALLIC BLAST-CLEANING ABRASIVES - PART 1: SAMPLING
[44] ISO 11125-2:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR METALLIC BLAST-CLEANING ABRASIVES - PART 2: DETERMINATION OF PARTICLE SIZE DISTRIBUTION
[45] ISO 11125-3:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR METALLIC BLAST-CLEANING ABRASIVES - PART 3: DETERMINATION OF HARDNESS
[46] ISO 11125-4:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR METALLIC BLAST-CLEANING ABRASIVES - PART 4: DETERMINATION OF APPARENT DENSITY
[47] ISO 11125-5:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR METALLIC BLAST-CLEANING ABRASIVES - PART 5: DETERMINATION OF PERCENTAGE DEFECTIVE PARTICLES AND OF
TATA STEEL STANDARD S3105601 V 6.0
PAGE 22 OF 30
MICROSTRUCTURE
[48] ISO 11125-6:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR METALLIC BLAST-CLEANING ABRASIVES - PART 6: DETERMINATION OF FOREIGN MATTER
[49] ISO 11125-7:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR METALLIC BLAST-CLEANING ABRASIVES - PART 7 (1993): DETERMINATION OF MOISTURE
[50] ISO 11126 -1:1993 + ISO 11126-1:1993/COR.1:1997 + ISO 11126-1:1993/COR.2:1997 PREPARATION OF STEEL SUBSTRATES
BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - SPECIFICATIONS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART
1: GENERAL INTRODUCTION AND CLASSIFICATION
[51] ISO 11126 -3:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS -
SPECIFICATIONS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 3: COPPER REFINERY SLAG
[52] ISO 11126 -4:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS -
SPECIFICATIONS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 4: COAL FURNACE SLAG
[53] ISO 11126 -5:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS -
SPECIFICATIONS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 5: NICKEL REFINERY SLAG
[54] ISO 11126 -6:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS -
SPECIFICATIONS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 6: IRON FURNACE SLAG
[55] ISO 11126 -7:1995 + ISO 11126-7:1995/COR.1:1999 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND
RELATED PRODUCTS - SPECIFICATIONS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 7: FUSED ALUMINIUM OXIDE
[56] ISO 11126 -8:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS -
SPECIFICATIONS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 8: OLIVINE SAND
[57] ISO 11126 -9:1999 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS -
SPECIFICATIONS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 9: STAUROLITE
[58] ISO 11126 -10:2000 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS -
SPECIFICATIONS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 10 (2000): ALMANDITE GARNET
[59] ISO 11127-1:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 1: SAMPLING
[60] ISO 11127-2:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 2: DETERMINATION OF PARTICLE SIZE DISTRIBUTION
[61] ISO 11127-3:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 3: DETERMINATION OF APPARENT DENSITY
[62] ISO 11127-4:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 4: ASSESSMENT OF HARDNESS BY A GLASS SLIDE TEST
[63] ISO 11127-5:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 5: DETERMINATION OF MOISTURE
[64] ISO 11127-6:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 6: DETERMINATION OF WATER-SOLUBLE CONTAMINANTS BY
CONDUCTIVITY MEASUREMENT
[65] ISO 11127-7:1993 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - TEST
METHODS FOR NON-METALLIC BLAST-CLEANING ABRASIVES - PART 7: DETERMINATION OF WATER-SOLUBLE CHLORIDES
[66] ISO 12944-1:1998 PAINTS AND VARNISHES - CORROSION PROTECTION OF STEEL STRUCTURES BY PROTECTIVE PAINT SYSTEMS -
PART 1: GENERAL INTRODUCTION
[67] ISO 12944-2:1998 PAINTS AND VARNISHES - CORROSION PROTECTION OF STEEL STRUCTURES BY PROTECTIVE PAINT SYSTEMS -
PART 2: CLASSIFICATION OF ENVIRONMENTS
[68] ISO 12944-3:1998 PAINTS AND VARNISHES - CORROSION PROTECTION OF STEEL STRUCTURES BY PROTECTIVE PAINT SYSTEMS -
PART 3: DESIGN CONSIDERATIONS
[69] ISO 12944-4:1998 PAINTS AND VARNISHES - CORROSION PROTECTION OF STEEL STRUCTURES BY PROTECTIVE PAINT SYSTEMS -
PART 4: TYPES OF SURFACE AND SURFACE PREPARATION
[70] ISO 12944-5:2007 PAINTS AND VARNISHES - CORROSION PROTECTION OF STEEL STRUCTURES BY PROTECTIVE PAINT SYSTEMS -
PART 5: PROTECTIVE PAINT SYSTEMS
[71] ISO 12944-6:1998 PAINTS AND VARNISHES - CORROSION PROTECTION OF STEEL STRUCTURES BY PROTECTIVE PAINT SYSTEMS -
PART 6: LABORATORY PERFORMANCE TEST METHODS
[72] ISO 12944-7:1998 PAINTS AND VARNISHES - CORROSION PROTECTION OF STEEL STRUCTURES BY PROTECTIVE PAINT SYSTEMS -
PART 7: EXECUTION AND SUPERVISION OF PAINT WORK
[73] ISO 12944-8:1998 PAINTS AND VARNISHES - CORROSION PROTECTION OF STEEL STRUCTURES BY PROTECTIVE PAINT SYSTEMS -
PART 8: DEVELOPMENT OF SPECIFICATIONS FOR NEW WORK AND MAINTENANCE
TATA STEEL STANDARD S3105601 V 6.0
PAGE 23 OF 30
[74] ISO/TR 15235:2001 PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION OF PAINTS AND RELATED PRODUCTS - COLLECTED
INFORMATION ON THE EFFECT OF LEVELS OF WATER-SOLUBLE SALT CONTAMINATION
TATA STEEL STANDARD S3105601 V 6.0
PAGE 24 OF 30
5 APPROVED COATING MATERIALS FOR PAINT SYSTEMS CODES IN § ERROR! REFERENCE SOURCE NOT FOUND.
T-01a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 68 µm Interzinc 52HS green matt 73 vol.% 14,60 m² / l 84 g / kg 3,06 kg / l ≥4 h (15 °C) extended B:H=4:1 vol. ½ y (25 °C) 2 h (15 °C) GTA220/415 GTA822/415
Buildcoat 125 µm 156 µm Intergard 475HS MIO light grey matt 80 vol.% 6,40 m² / l 92 g / kg 2,10 kg / l ≥10 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 1 h (15 °C) GTA007 GTA822/415
Buildcoat 100 µm 125 µm Intergard 475HS off white matt 80 vol.% 8,00 m² / l 92 g / kg 2,10 kg / l ≥10 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 1 h (15 °C) GTA007 GTA822/415
Finish 75 µm 112 µm Interthane 990S RAL xxxx semi gloss 67 vol.% 8,93 m² / l 236 g / kg 1,47 kg / l ≥10 h (15 °C) extended B:H=6:1 vol. 1 y (25 °C) 3½ h (15 °C) GTA713/733 GTA713/733
350 µm 111 g / m² lead time (15 °C) ≥5 d
T-01b dft wft PPG Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 76 µm SigmaZinc 109 HS red grey flat 66 vol.% 13,20 m² / l 106 g / kg 2,8 kg / l ≥4 h (20 °C) ≤ 3 m B:H=4:1 vol. 1 y (5-35 °C) 8 h (20 °C) 91-92 90-53
Buildcoat 125 µm 167 µm SigmaCover 410 MIO light grey flat 75 vol.% 6,00 m² / l 126 g / kg 1,9 kg / l ≥8 h (20 °C) unlimited B:H=4:1 vol. 1 y (5-35 °C) 6 h (20 °C) 91-92 90-53
Buildcoat 100 µm 133 µm SigmaCover 410 off white flat 75 vol.% 7,50 m² / l 126 g / kg 1,5 kg / l ≥8 h (20 °C) unlimited B:H=4:1 vol. 1 y (5-35 °C) 6 h (20 °C) 91-92 90-53
Finish 75 µm 100 µm SigmaDur 580 RAL xxxx semi gloss 75 vol.% 10,00 m² / l 191 g / kg 1,4 kg / l ≥12 h (20 °C) unlimited B:H=41:9 vol. 1 y (5-35 °C) 5 h (20 °C) 21-06 90-53
350 µm 114 g / m² lead time (20 °C) ≥5 d
T-01c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 82 µm Barrier 80 grey flat 61 vol.% 12,20 m² / l 365 g / l - kg / l 1½ h (23 °C) - B:H=3:1 vol. 2 y (≤30 °C) 12 h (23 °C) No. 17 No. 17
Buildcoat 125 µm 152 µm Penguard Midcoat MIO grey flat 82 vol.% 6,56 m² / l 180 g / l - kg / l ≥6 h (23 °C) no limit B:H=4:1 vol. 1 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Buildcoat 100 µm 122 µm Penguard Midcoat off white semi flat 82 vol.% 8,20 m² / l 170 g / l - kg / l ≥6 h (23 °C) no limit B:H=4:1 vol. 1 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Finish 75 µm 119 µm Hardtop XP RAL xxxx glossy 63 vol.% 8,40 m² / l 320 g / l - kg / l ≥7 h (23 °C) - B:H=10:1 vol. 4 y (≤30 °C) 1½ h (23 °C) No. 10 No. 10
350 µm 116 g / m² lead time (23 °C) ≥5 d
T-02a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 106 µm Intergard 269 red matt 47 vol.% 9,40 m² / l 293 g / kg 1,53 kg / l ≥12 h (15 °C) extended B:H=4:1 vol. 1 y (25 °C) 12 h (15 °C) GTA220/415 GTA822/415
Buildcoat 125 µm 156 µm Intergard 475HS MIO light grey matt 80 vol.% 6,40 m² / l 92 g / kg 2,10 kg / l ≥10 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 1 h (15 °C) GTA007 GTA822/415
Buildcoat 100 µm 125 µm Intergard 475HS off white matt 80 vol.% 8,00 m² / l 92 g / kg 2,10 kg / l ≥10 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 1 h (15 °C) GTA007 GTA822/415
Finish 75 µm 112 µm Interthane 990S RAL xxxx semi gloss 67 vol.% 8,93 m² / l 236 g / kg 1,47 kg / l ≥10 h (15 °C) extended B:H=6:1 vol. 1 y (25 °C) 3½ h (15 °C) GTA713/733 GTA713/733
350 µm 141 g / m² lead time (15 °C) ≥5 d
T-02b dft wft PPG Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 83 µm SigmaCover 522 red brown low sheen 60 vol.% 12,00 m² / l 210 g / kg 1,8 kg / l ≥8 h (20 °C) ≤28 d (20 °C) B:H=41:9 vol. 2 y (5-35 °C) 8 h (20 °C) 91-92 90-53
Buildcoat 125 µm 167 µm SigmaCover 410 MIO light grey flat 75 vol.% 6,00 m² / l 126 g / kg 1,9 kg / l ≥8 h (20 °C) unlimited B:H=4:1 vol. 1 y (5-35 °C) 6 h (20 °C) 91-92 90-53
Buildcoat 100 µm 133 µm SigmaCover 410 off white flat 75 vol.% 7,50 m² / l 126 g / kg 1,5 kg / l ≥8 h (20 °C) unlimited B:H=4:1 vol. 1 y (5-35 °C) 6 h (20 °C) 91-92 90-53
Finish 75 µm 100 µm SigmaDur 580 RAL xxxx semi gloss 75 vol.% 10,00 m² / l 191 g / kg 1,4 kg / l ≥12 h (20 °C) unlimited B:H=41:9 vol. 1 y (5-35 °C) 5 h (20 °C) 21-06 90-53
350 µm 123 g / m² lead time (20 °C) ≥5 d
T-02c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 119 µm Pengard Tie Coat 100 red semi gloss 42 vol.% 8,40 m² / l 480 g / l - kg / l ≥6 h (23 °C) - B:H=2:1 vol. 1 y (≤30 °C) 4 h (23 °C) No. 17 No. 17
Buildcoat 125 µm 152 µm Penguard Midcoat MIO grey flat 82 vol.% 6,56 m² / l 180 g / l - kg / l ≥6 h (23 °C) no limit B:H=4:1 vol. 1 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Buildcoat 100 µm 122 µm Penguard Midcoat off white semi flat 82 vol.% 8,20 m² / l 170 g / l - kg / l ≥6 h (23 °C) no limit B:H=4:1 vol. 1 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Finish 75 µm 119 µm Hardtop XP RAL xxxx glossy 63 vol.% 8,40 m² / l 320 g / l - kg / l ≥7 h (23 °C) - B:H=10:1 vol. 4 y (≤30 °C) 1½ h (23 °C) No. 10 No. 10
350 µm 143 g / m² lead time (23 °C) ≥5 d
TATA STEEL STANDARD S3105601 V 6.0
PAGE 25 OF 30
T-03a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 100 µm 149 µm Intertherm 228 white eggshell 67 vol.% 6,70 m² / l 199 g / kg 1,86 kg / l ≥24 h (15 °C) ≤4 d (15 °C) B:H=5:1 vol. ½ y (25 °C) 4 h (15 °C) GTA220/415 GTA822/220
Finish 100 µm 149 µm Intertherm 228 grey eggshell 67 vol.% 6,70 m² / l 199 g / kg 1,86 kg / l ≥24 h (15 °C) ≤4 d (15 °C) B:H=5:1 vol. ½ y (25 °C) 4 h (15 °C) GTA220/415 GTA822/220
200 µm 110 g / m² lead time (15 °C) ≥3 d
T-03b dft wft PPG Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 100 µm 147 µm SigmaTherm 230 pink eggshell 68 vol.% 6,80 m² / l 195 g / kg 1,7 kg / l ≥8 h (20 °C) ≤14 d (20 °C) B:H=87:13 vol. 1 y (25 °C) 2 h (20 °C) 91-92 90-53
Finish 100 µm 147 µm SigmaTherm 230 grey eggshell 68 vol.% 6,80 m² / l 195 g / kg 1,7 kg / l ≥8 h (20 °C) ≤14 d (20 °C) B:H=87:13 vol. 1 y (25 °C) 2 h (20 °C) 91-92 90-53
200 µm 98 g / m² lead time (20 °C) ≥3 d
T-03c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 100 µm 159 µm Epoxy HR aluminium flat 63 vol.% 6,30 m² / l 310 g / l - kg / l ≥10 h (23 °C) ≤7 d (23 °C) B:H=13:2 vol. 1 y (≤30 °C) 4 h (23 °C) No. 23 No. 23
Finish 100 µm 159 µm Epoxy HR light grey flat 63 vol.% 6,30 m² / l 310 g / l - kg / l ≥10 h (23 °C) ≤7 d (23 °C) B:H=13:2 vol. 2 y (≤30 °C) 4 h (23 °C) No. 23 No. 23
200 µm 98 g / m² lead time (23 °C) ≥3 d
T-04a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 79 µm Interzinc 22 green grey matt 63 vol.% 12,60 m² / l 216 g / kg 2,44 kg / l ≥9 h (15 °C) extended B:P=31:10 vol. ½ y (25 °C) 8 h (15 °C) GTA803/415 GTA803/415
Sealer 25 µm 56 µm Intertherm 50 aluminium - 45 vol.% 18,00 m² / l 509 g / kg 1,13 kg / l ≥16 h (15 °C) extended - 1 y (25 °C) - GTA007 GTA007
Finish 25 µm 56 µm Intertherm 50 aluminium - 45 vol.% 18,00 m² / l 509 g / kg 1,13 kg / l ≥16 h (15 °C) extended - 1 y (25 °C) - GTA007 GTA007
100 µm 106 g / m² lead time (15 °C) ≥4 d
T-04b dft wft PPG Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 77 µm SigmaZinc 170 grey flat 65 vol.% 13,00 m² / l 221 g / kg 2,4 kg / l ≥32 h (20 °C) unlimited B:P=39:11 vol. ¾ y (5-35 °C) 8 h (20 °C) 90-53 90-53
Sealer 25 µm 56 µm SigmaTherm 540 aluminium eggshell 45 vol.% 18,00 m² / l 427 g / kg 1,1 kg / l ≥16 h - - ½ y (5-35 °C) - - 21-06
Finish 25 µm 56 µm SigmaTherm 540 aluminium eggshell 45 vol.% 18,00 m² / l 427 g / kg 1,1 kg / l ≥16 h - - ½ y (5-35 °C) - - 21-06
100 µm 93 g / m² lead time (20 °C) ≥5 d
T-04c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 75 µm Resist 86 green grey flat 67 vol.% 13,40 m² / l 465 g / l - kg / l ≥4 h (23 °C) - B:P=40:13 vol. ½ y (≤30 °C) 10 h (23 °C) No. 4/25 No. 4/25
Sealer 25 µm 63 µm Solvalitt aluminium alu sheen 40 vol.% 16,00 m² / l 500 g / l - kg / l ≥4 h (23 °C) - - 2 y (≤30 °C) - No. 7 No. 7
Finish 25 µm 63 µm Solvalitt aluminium alu sheen 40 vol.% 16,00 m² / l 500 g / l - kg / l ≥4 h (23 °C) - - 2 y (≤30 °C) - No. 7 No. 7
100 µm 97 g / m² lead time (23 °C) ≥3 d
T-06a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 68 µm Interzinc 52HS green matt 73 vol.% 14,60 m² / l 84 g / kg 3,06 kg / l ≥4 h (15 °C) extended B:H=4:1 vol. ½ y (25 °C) 2 h (15 °C) GTA220/415 GTA822/415
Buildcoat 125 µm 156 µm Intergard 475HS off white matt 80 vol.% 6,40 m² / l 92 g / kg 2,10 kg / l ≥10 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 1 h (15 °C) GTA007 GTA822/415
Finish 75 µm 112 µm Interthane 990S RAL xxxx semi gloss 67 vol.% 8,93 m² / l 236 g / kg 1,47 kg / l ≥10 h (15 °C) extended B:H=6:1 vol. 1 y (25 °C) 3½ h (15 °C) GTA713/733 GTA713/733
250 µm 87 g / m² lead time (15 °C) ≥4 d
T-06b dft wft PPG Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 76 µm SigmaZinc 109 HS red grey flat 66 vol.% 13,20 m² / l 106 g / kg 2,8 kg / l ≥4 h (20 °C) ≤ 3 m B:H=4:1 vol. 1 y (5-35 °C) 8 h (20 °C) 91-92 90-53
Buildcoat 125 µm 167 µm SigmaCover 410 off white flat 75 vol.% 6,00 m² / l 126 g / kg 1,5 kg / l ≥8 h (20 °C) unlimited B:H=4:1 vol. 1 y (5-35 °C) 6 h (20 °C) 91-92 90-53
Finish 75 µm 100 µm SigmaDur 580 RAL xxxx semi gloss 75 vol.% 10,00 m² / l 191 g / kg 1,4 kg / l ≥12 h (20 °C) unlimited B:H=41:9 vol. 1 y (5-35 °C) 5 h (20 °C) 21-06 90-53
250 µm 81 g / m² lead time (20 °C) ≥4 d
T-06c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 82 µm Barrier 80 grey flat 61 vol.% 12,20 m² / l 365 g / l - kg / l 1½ h (23 °C) - B:H=3:1 vol. 2 y (≤30 °C) 12 h (23 °C) No. 17 No. 17
Buildcoat 125 µm 152 µm Penguard Midcoat off white semi flat 82 vol.% 6,56 m² / l 170 g / l - kg / l ≥6 h (23 °C) no limit B:H=4:1 vol. 1 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Finish 75 µm 119 µm Hardtop XP RAL xxxx glossy 63 vol.% 8,40 m² / l 320 g / l - kg / l ≥7 h (23 °C) - B:H=10:1 vol. 4 y (≤30 °C) 1½ h (23 °C) No. 10 No. 10
250 µm 94 g / m² lead time (23 °C) ≥4 d
TATA STEEL STANDARD S3105601 V 6.0
PAGE 26 OF 30
T-07a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 250 µm 294 µm Interzone 954 RAL 9001 gloss 85 vol.% 3,40 m² / l 151 g / kg 1,62 kg / l ≥18 h (15 °C) ≤10 d (15 °C) B:H=4:1 vol. 1 y (25 °C) 2 h (15 °C) GTA220/415 GTA822/415
Finish 250 µm 294 µm Interzone 954 RAL xxxx gloss 85 vol.% 3,40 m² / l 151 g / kg 1,62 kg / l ≥18 h (15 °C) ≤10 d (15 °C) B:H=4:1 vol. 1 y (25 °C) 2 h (15 °C) GTA220/415 GTA822/415
500 µm 144 g / m² lead time (15 °C) ≥3 d
T-07b dft wft PPG Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 250 µm 305 µm SigmaCover 805 RAL 9001 gloss 82 vol.% 3,28 m² / l 158 g / kg 1,6 kg / l ≥16 h (20 °C) ≤28 d (20 °C) B:H=3:1 vol. 1 y (5-35 °C) 2 h (20 °C) 91-92 90-53
Finish 250 µm 305 µm SigmaCover 805 RAL xxxx gloss 82 vol.% 3,28 m² / l 158 g / kg 1,6 kg / l ≥16 h (20 °C) ≤28 d (20 °C) B:H=3:1 vol. 1 y (5-35 °C) 2 h (20 °C) 91-92 90-53
500 µm 154 g / m² lead time (20 °C) ≥3 d
T-07c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 250 µm 347 µm Jotacote Universal RAL 9001 semi gloss 72 vol.% 2,88 m² / l 240 g / l - kg / l ≥4 h (23 °C) no limit B:H=3:1 vol. 2 y (≤30 °C) 1½ h (23 °C) No. 17 No. 17
Finish 250 µm 347 µm Jotacote Universal RAL xxxx semi gloss 72 vol.% 2,88 m² / l 240 g / l - kg / l ≥4 h (23 °C) no limit B:H=3:1 vol. 2 y (≤30 °C) 1½ h (23 °C) No. 17 No. 17
500 µm 167 g / m² lead time (23 °C) ≥3 d
T-08a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 200 µm 313 µm Intertherm 898 CSA metallic matt 64 vol.% 3,20 m² / l 332 g / kg 1,28 kg / l ≥16 h (15 °C) ≤7 d (15 °C) B:H=71:1 vol. 1 y (25 °C) 1½ h (15 °C) GTA007 GTA007
200 µm 133 g / m² lead time (15 °C) ≥2 d
T-09a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 68 µm Interzinc 52HS green matt 73 vol.% 14,60 m² / l 84 g / kg 3,06 kg / l ≥4 h (15 °C) extended B:H=4:1 vol. ½ y (25 °C) 2 h (15 °C) GTA220/415 GTA822/415
Buildcoat 125 µm 156 µm Intergard 475HS MIO light grey matt 80 vol.% 6,40 m² / l 92 g / kg 2,10 kg / l ≥10 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 1 h (15 °C) GTA007 GTA822/415
Buildcoat 1000 µm 1111 µm Interzone 954 + GPA900 off white gloss 90 vol.% 0,90 m² / l 68 g / kg 2,41 kg / l ≥18 h (15 °C) ≤10 d (15 °C) B:H:A=8:2:5 vol. 1 y (25 °C) 2 h (15 °C) GTA220/415 GTA822/415
Finish 75 µm 112 µm Interthane 990S RAL xxxx semi gloss 67 vol.% 8,93 m² / l 236 g / kg 1,47 kg / l ≥10 h (15 °C) extended B:H=6:1 vol. 1 y (25 °C) 3½ h (15 °C) GTA713/733 GTA713/733
1250 µm 269 g / m² lead time (15 °C) ≥5 d
T-09b not available
T-09c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 82 µm Barrier 80 grey flat 61 vol.% 12,20 m² / l 365 g / l - kg / l 1½ h (23 °C) - B:H=3:1 vol. 2 y (≤30 °C) 12 h (23 °C) No. 17 No. 17
Buildcoat 125 µm 152 µm Penguard Midcoat MIO red flat 82 vol.% 6,56 m² / l 180 g / l - kg / l ≥6 h (23 °C) no limit B:H=4:1 vol. 1 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Buildcoat 1000 µm 1111 µm Jota Armour grey 38 semi gloss 90 vol.% 0,90 m² / l 70 g / l - kg / l ≥14 h (23 °C) - B:H=6:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Finish 75 µm 119 µm Hardtop XP RAL xxxx glossy 63 vol.% 8,40 m² / l 320 g / l - kg / l ≥7 h (23 °C) - B:H=10:1 vol. 4 y (≤30 °C) 1½ h (23 °C) No. 10 No. 10
1250 µm 173 g / m² lead time (23 °C) ≥5 d
TATA STEEL STANDARD S3105601 V 6.0
PAGE 27 OF 30
T-21a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 90 µm 113 µm Interplus 256 aluminium eggshell 80 vol.% 8,89 m² / l 188 g / kg 1,39 kg / l ≥16 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 1½ h (15 °C) GTA220 GTA822/415
Buildcoat 90 µm 113 µm Interplus 256 alu pink eggshell 80 vol.% 8,89 m² / l 188 g / kg 1,39 kg / l ≥16 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 1½ h (15 °C) GTA220 GTA822/415
Buildcoat 90 µm 110 µm Interseal 670HS RAL 9001 semi gloss 82 vol.% 9,11 m² / l 175 g / kg 1,6 kg / l ≥14 h (15 °C) ≤8 w (15 °C) B:H=17:3 vol. 1 y (25 °C) 3 h (15 °C) GTA220/415 GTA822/415
Finish 80 µm 119 µm Interthane 990S RAL xxxx semi gloss 67 vol.% 8,38 m² / l 236 g / kg 1,47 kg / l ≥10 h (15 °C) extended B:H=6:1 vol. 1 y (25 °C) 3½ h (15 °C) GTA713/733 GTA713/733
350 µm 131 g / m² lead time (15 °C) ≥5 d
T-21b dft wft PPG Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 90 µm 106 µm SigmaCover 640 Aluminium aluminium semi gloss 85 vol.% 9,44 m² / l 157 g / kg 1,3 kg / l ≥16 h (20 °C) extended B:H=1:1 vol. 1 y (5-35 °C) 4 h (20 °C) 91-83 90-58
Buildcoat 90 µm 106 µm SigmaCover 640 Aluminium alu dark semi gloss 85 vol.% 9,44 m² / l 157 g / kg 1,3 kg / l ≥16 h (20 °C) extended B:H=1:1 vol. 1 y (5-35 °C) 4 h (20 °C) 91-83 90-58
Buildcoat 90 µm 103 µm SigmaCover 640 RAL 9001 semi gloss 87 vol.% 9,67 m² / l 114 g / kg 1,4 kg / l ≥16 h (20 °C) extended B:H=1:1 vol. 1 y (5-35 °C) 2 h (20 °C) 91-92 90-58
Finish 80 µm 107 µm SigmaDur 580 RAL xxxx semi gloss 75 vol.% 9,38 m² / l 191 g / kg 1,4 kg / l ≥12 h (20 °C) unlimited B:H=41:9 vol. 1 y (5-35 °C) 5 h (20 °C) 21-06 90-53
350 µm 88 g / m² lead time (20 °C) ≥5 d
T-21c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 90 µm 113 µm Jotamastic 80 aluminium semi gloss 80 vol.% 8,89 m² / l 145 g / l - kg / l ≥10 h (23 °C) no limit B:H=7:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Buildcoat 90 µm 113 µm Jotamastic 80 alu red semi gloss 80 vol.% 8,89 m² / l 145 g / l - kg / l ≥10 h (23 °C) no limit B:H=7:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Buildcoat 90 µm 113 µm Jotamastic 80 RAL 9001 semi gloss 80 vol.% 8,89 m² / l 145 g / l - kg / l ≥10 h (23 °C) no limit B:H=7:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Finish 80 µm 127 µm Hardtop XP RAL xxxx glossy 63 vol.% 7,88 m² / l 320 g / l - kg / l ≥7 h (23 °C) - B:H=10:1 vol. 4 y (≤30 °C) 1½ h (23 °C) No. 10 No. 10
350 µm 90 g / m² lead time (23 °C) ≥5 d
T-21d dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 90 µm 129 µm Interplus 356 aluminium matt 70 vol.% 7,78 m² / l 198 g / kg 1,51 kg / l ≥6 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 4 h (15 °C) GTA220/415 GTA822/415
Buildcoat 90 µm 129 µm Interplus 356 alu pink matt 70 vol.% 7,78 m² / l 198 g / kg 1,51 kg / l ≥6 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 4 h (15 °C) GTA220/415 GTA822/415
Buildcoat 90 µm 110 µm Interseal 670HS LT RAL 9001 semi gloss 82 vol.% 9,11 m² / l 175 g / kg 1,6 kg / l ≥16 h (10 °C) ≤6 w (10 °C) B:H=17:3 vol. 1 y (25 °C) 3 h (15 °C) GTA220/415 GTA822/415
Finish 80 µm 119 µm Interthane 990S RAL xxxx semi gloss 67 vol.% 8,38 m² / l 236 g / kg 1,47 kg / l ≥10 h (15 °C) extended B:H=6:1 vol. 1 y (25 °C) 3½ h (15 °C) GTA713/733 GTA713/733
350 µm 149 g / m² lead time (15 °C) ≥5 d
T-21e dft wft PPG Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 90 µm 114 µm SigmaCover 640 Aluminium LT aluminium semi gloss 79 vol.% 8,78 m² / l 197 g / kg 1,3 kg / l ≥8 h (20 °C) extended B:H=1:1 vol. 1 y (5-35 °C) 2½ h (10 °C) 91-83 90-58
Buildcoat 90 µm 114 µm SigmaCover 640 Aluminium LT alu dark semi gloss 79 vol.% 8,78 m² / l 197 g / kg 1,3 kg / l ≥8 h (20 °C) extended B:H=1:1 vol. 1 y (5-35 °C) 2½ h (10 °C) 91-83 90-58
Buildcoat 90 µm 102 µm SigmaCover 640 LT RAL 9001 semi gloss 88 vol.% 9,78 m² / l 114 g / kg 1,4 kg / l ≥6 h (20 °C) extended B:H=1:1 vol. 1 y (5-35 °C) 1 h (20 °C) 21-06 90-58
Finish 80 µm 107 µm SigmaDur 580 RAL xxxx semi gloss 75 vol.% 9,38 m² / l 191 g / kg 1,4 kg / l ≥12 h (20 °C) unlimited B:H=41:9 vol. 1 y (5-35 °C) 5 h (20 °C) 21-06 90-53
350 µm 103 g / m² lead time (20 °C) ≥5 d
T-21f dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 90 µm 125 µm Jotamastic 80 WG aluminium semi gloss 72 vol.% 8,00 m² / l 210 g / l - kg / l ≥5 h (23 °C) no limit B:H=4:1 vol. 4 y (≤30 °C) 1 h (23 °C) No. 17 No. 17
Buildcoat 90 µm 125 µm Jotamastic 80 WG alu red semi gloss 72 vol.% 8,00 m² / l 210 g / l - kg / l ≥5 h (23 °C) no limit B:H=4:1 vol. 4 y (≤30 °C) 1 h (23 °C) No. 17 No. 17
Buildcoat 90 µm 125 µm Jotamastic 80 WG RAL 9001 semi gloss 72 vol.% 8,00 m² / l 210 g / l - kg / l ≥5 h (23 °C) no limit B:H=4:1 vol. 4 y (≤30 °C) 1 h (23 °C) No. 17 No. 17
Finish 80 µm 127 µm Hardtop XP RAL xxxx glossy 63 vol.% 7,88 m² / l 320 g / l - kg / l ≥7 h (23 °C) - B:H=10:1 vol. 4 y (≤30 °C) 1½ h (23 °C) No. 10 No. 10
350 µm 119 g / m² lead time (23 °C) ≥5 d
TATA STEEL STANDARD S3105601 V 6.0
PAGE 28 OF 30
T-23a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 100 µm 149 µm Intertherm 228 white eggshell 67 vol.% 6,70 m² / l 199 g / kg 1,86 kg / l ≥24 h (15 °C) ≤4 d (15 °C) B:H=5:1 vol. ½ y (25 °C) 4 h (15 °C) GTA220/415 GTA822/220
Finish 100 µm 149 µm Intertherm 228 grey eggshell 67 vol.% 6,70 m² / l 199 g / kg 1,86 kg / l ≥24 h (15 °C) ≤4 d (15 °C) B:H=5:1 vol. ½ y (25 °C) 4 h (15 °C) GTA220/415 GTA822/220
200 µm 110 g / m² lead time (15 °C) ≥3 d
T-23b dft wft PPG Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 100 µm 147 µm SigmaTherm 230 pink eggshell 68 vol.% 6,80 m² / l 195 g / kg 1,7 kg / l ≥8 h (20 °C) ≤14 d (20 °C) B:H=87:13 vol. 1 y (25 °C) 2 h (20 °C) 91-92 90-53
Finish 100 µm 147 µm SigmaTherm 230 grey eggshell 68 vol.% 6,80 m² / l 195 g / kg 1,7 kg / l ≥8 h (20 °C) ≤14 d (20 °C) B:H=87:13 vol. 1 y (25 °C) 2 h (20 °C) 91-92 90-53
200 µm 98 g / m² lead time (20 °C) ≥3 d
T-23c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 100 µm 159 µm Epoxy HR aluminium flat 63 vol.% 6,30 m² / l 310 g / l - kg / l ≥10 h (23 °C) ≤7 d (23 °C) B:H=13:2 vol. 1 y (≤30 °C) 4 h (23 °C) No. 23 No. 23
Finish 100 µm 159 µm Epoxy HR light grey flat 63 vol.% 6,30 m² / l 310 g / l - kg / l ≥10 h (23 °C) ≤7 d (23 °C) B:H=13:2 vol. 2 y (≤30 °C) 4 h (23 °C) No. 23 No. 23
200 µm 98 g / m² lead time (23 °C) ≥3 d
T-24a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 83 µm Interzinc 553 grey green matt 60 vol.% 12,00 m² / l 229 g / kg 2,45 kg / l ≥12 h (20 °C) ≤1 y (20 °C) - ½ y (25 °C) - GTA007 GTA007
Sealer 25 µm 56 µm Intertherm 50 aluminium - 45 vol.% 18,00 m² / l 509 g / kg 1,13 kg / l ≥16 h (15 °C) extended - 1 y (25 °C) - GTA007 GTA007
Finish 25 µm 56 µm Intertherm 50 aluminium - 45 vol.% 18,00 m² / l 509 g / kg 1,13 kg / l ≥16 h (15 °C) extended - 1 y (25 °C) - GTA007 GTA007
100 µm 111 g / m² lead time (15 °C) ≥4 d
T-24b dft wft PPG Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 86 µm SigmaZinc 11 grey flat 58 vol.% 11,60 m² / l 263 g / kg 2,1 kg / l ≥16 h (20 °C) ≤¼ y (20 °C) - 1 y (5-35 °C) - 21-06 21-06
Sealer 25 µm 56 µm SigmaTherm 540 aluminium eggshell 45 vol.% 18,00 m² / l 427 g / kg 1,1 kg / l ≥16 h - - ½ y (5-35 °C) - - 21-06
Finish 25 µm 56 µm SigmaTherm 540 aluminium eggshell 45 vol.% 18,00 m² / l 427 g / kg 1,1 kg / l ≥16 h - - ½ y (5-35 °C) - - 21-06
100 µm 100 g / m² lead time (20 °C) ≥4 d
T-24c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 50 µm 75 µm Tanguard Zinc grey flat 67 vol.% 13,40 m² / l 463 g / l - kg / l ≥3 h (23 °C) - B:P=3:1 vol. ½ y (≤30 °C) 10 h (23 °C) No. 4/25 No. 4/25
Sealer 25 µm 63 µm Solvalitt aluminium alu sheen 40 vol.% 16,00 m² / l 500 g / l - kg / l ≥4 h (23 °C) - - 2 y (≤30 °C) - No. 7 No. 7
Finish 25 µm 63 µm Solvalitt aluminium alu sheen 40 vol.% 16,00 m² / l 500 g / l - kg / l ≥4 h (23 °C) - - 2 y (≤30 °C) - No. 7 No. 7
100 µm 97 g / m² lead time (23 °C) ≥3 d
T-26a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 85 µm 106 µm Interplus 256 aluminium eggshell 80 vol.% 9,41 m² / l 188 g / kg 1,39 kg / l ≥16 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 1½ h (15 °C) GTA220 GTA822/415
Buildcoat 85 µm 104 µm Interseal 670HS RAL 9001 semi gloss 82 vol.% 9,65 m² / l 175 g / kg 1,6 kg / l ≥14 h (15 °C) ≤8 w (15 °C) B:H=17:3 vol. 1 y (25 °C) 3 h (15 °C) GTA220/415 GTA822/415
Finish 80 µm 119 µm Interthane 990S RAL xxxx semi gloss 67 vol.% 8,38 m² / l 236 g / kg 1,47 kg / l ≥10 h (15 °C) extended B:H=6:1 vol. 1 y (25 °C) 3½ h (15 °C) GTA713/733 GTA713/733
250 µm 98 g / m² lead time (15 °C) ≥4 d
T-26b dft wft PPG Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 85 µm 100 µm SigmaCover 640 Aluminium aluminium semi gloss 85 vol.% 10,00 m² / l 157 g / kg 1,3 kg / l ≥16 h (20 °C) extended B:H=1:1 vol. 1 y (5-35 °C) 4 h (20 °C) 91-83 90-58
Buildcoat 85 µm 98 µm SigmaCover 640 RAL 9001 semi gloss 87 vol.% 10,24 m² / l 114 g / kg 1,4 kg / l ≥16 h (20 °C) extended B:H=1:1 vol. 1 y (5-35 °C) 2 h (20 °C) 91-92 90-58
Finish 80 µm 107 µm SigmaDur 580 RAL xxxx semi gloss 75 vol.% 9,38 m² / l 191 g / kg 1,4 kg / l ≥12 h (20 °C) unlimited B:H=41:9 vol. 1 y (5-35 °C) 5 h (20 °C) 21-06 90-53
250 µm 65 g / m² lead time (20 °C) ≥4 d
T-26c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 85 µm 106 µm Jotamastic 80 aluminium semi gloss 80 vol.% 9,41 m² / l 145 g / l - kg / l ≥10 h (23 °C) no limit B:H=7:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Buildcoat 85 µm 106 µm Jotamastic 80 RAL 9001 semi gloss 80 vol.% 9,41 m² / l 145 g / l - kg / l ≥10 h (23 °C) no limit B:H=7:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Finish 80 µm 127 µm Hardtop XP RAL xxxx glossy 63 vol.% 7,88 m² / l 320 g / l - kg / l ≥7 h (23 °C) - B:H=10:1 vol. 4 y (≤30 °C) 1½ h (23 °C) No. 10 No. 10
250 µm 71 g / m² lead time (23 °C) ≥4 d
TATA STEEL STANDARD S3105601 V 6.0
PAGE 29 OF 30
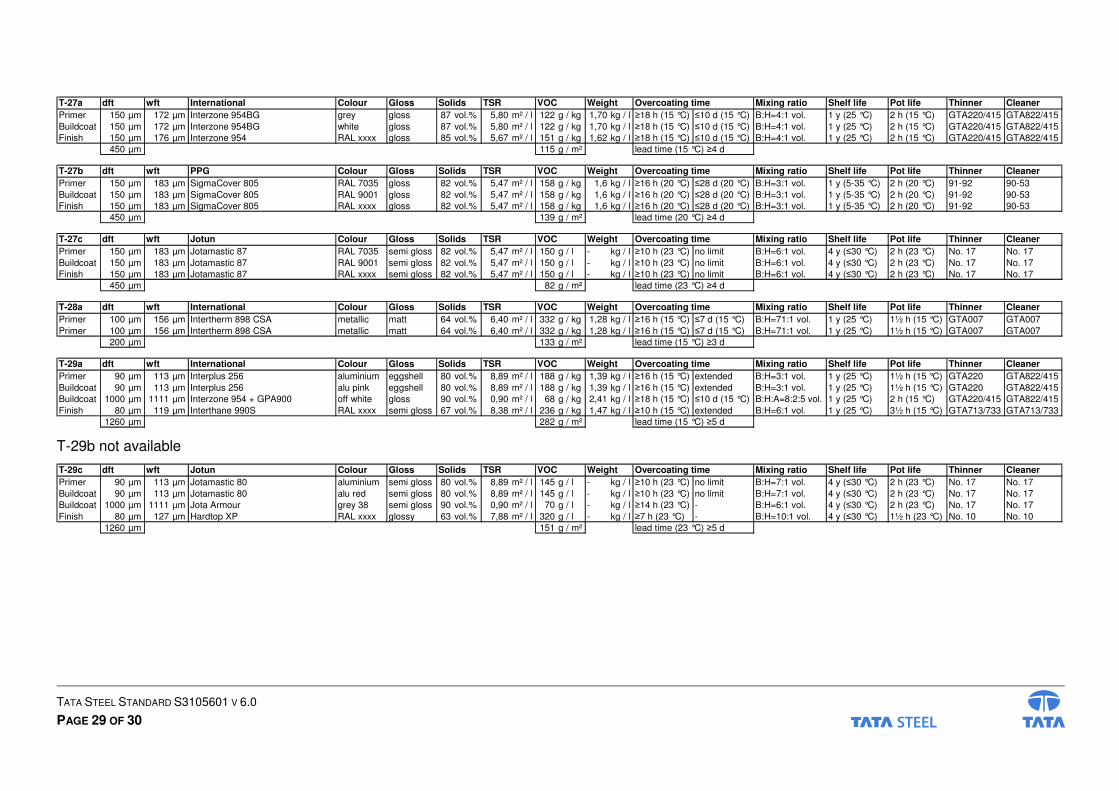
T-27a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 150 µm 172 µm Interzone 954BG grey gloss 87 vol.% 5,80 m² / l 122 g / kg 1,70 kg / l ≥18 h (15 °C) ≤10 d (15 °C) B:H=4:1 vol. 1 y (25 °C) 2 h (15 °C) GTA220/415 GTA822/415
Buildcoat 150 µm 172 µm Interzone 954BG white gloss 87 vol.% 5,80 m² / l 122 g / kg 1,70 kg / l ≥18 h (15 °C) ≤10 d (15 °C) B:H=4:1 vol. 1 y (25 °C) 2 h (15 °C) GTA220/415 GTA822/415
Finish 150 µm 176 µm Interzone 954 RAL xxxx gloss 85 vol.% 5,67 m² / l 151 g / kg 1,62 kg / l ≥18 h (15 °C) ≤10 d (15 °C) B:H=4:1 vol. 1 y (25 °C) 2 h (15 °C) GTA220/415 GTA822/415
450 µm 115 g / m² lead time (15 °C) ≥4 d
T-27b dft wft PPG Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 150 µm 183 µm SigmaCover 805 RAL 7035 gloss 82 vol.% 5,47 m² / l 158 g / kg 1,6 kg / l ≥16 h (20 °C) ≤28 d (20 °C) B:H=3:1 vol. 1 y (5-35 °C) 2 h (20 °C) 91-92 90-53
Buildcoat 150 µm 183 µm SigmaCover 805 RAL 9001 gloss 82 vol.% 5,47 m² / l 158 g / kg 1,6 kg / l ≥16 h (20 °C) ≤28 d (20 °C) B:H=3:1 vol. 1 y (5-35 °C) 2 h (20 °C) 91-92 90-53
Finish 150 µm 183 µm SigmaCover 805 RAL xxxx gloss 82 vol.% 5,47 m² / l 158 g / kg 1,6 kg / l ≥16 h (20 °C) ≤28 d (20 °C) B:H=3:1 vol. 1 y (5-35 °C) 2 h (20 °C) 91-92 90-53
450 µm 139 g / m² lead time (20 °C) ≥4 d
T-27c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 150 µm 183 µm Jotamastic 87 RAL 7035 semi gloss 82 vol.% 5,47 m² / l 150 g / l - kg / l ≥10 h (23 °C) no limit B:H=6:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Buildcoat 150 µm 183 µm Jotamastic 87 RAL 9001 semi gloss 82 vol.% 5,47 m² / l 150 g / l - kg / l ≥10 h (23 °C) no limit B:H=6:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Finish 150 µm 183 µm Jotamastic 87 RAL xxxx semi gloss 82 vol.% 5,47 m² / l 150 g / l - kg / l ≥10 h (23 °C) no limit B:H=6:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
450 µm 82 g / m² lead time (23 °C) ≥4 d
T-28a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 100 µm 156 µm Intertherm 898 CSA metallic matt 64 vol.% 6,40 m² / l 332 g / kg 1,28 kg / l ≥16 h (15 °C) ≤7 d (15 °C) B:H=71:1 vol. 1 y (25 °C) 1½ h (15 °C) GTA007 GTA007
Primer 100 µm 156 µm Intertherm 898 CSA metallic matt 64 vol.% 6,40 m² / l 332 g / kg 1,28 kg / l ≥16 h (15 °C) ≤7 d (15 °C) B:H=71:1 vol. 1 y (25 °C) 1½ h (15 °C) GTA007 GTA007
200 µm 133 g / m² lead time (15 °C) ≥3 d
T-29a dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 90 µm 113 µm Interplus 256 aluminium eggshell 80 vol.% 8,89 m² / l 188 g / kg 1,39 kg / l ≥16 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 1½ h (15 °C) GTA220 GTA822/415
Buildcoat 90 µm 113 µm Interplus 256 alu pink eggshell 80 vol.% 8,89 m² / l 188 g / kg 1,39 kg / l ≥16 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 1½ h (15 °C) GTA220 GTA822/415
Buildcoat 1000 µm 1111 µm Interzone 954 + GPA900 off white gloss 90 vol.% 0,90 m² / l 68 g / kg 2,41 kg / l ≥18 h (15 °C) ≤10 d (15 °C) B:H:A=8:2:5 vol. 1 y (25 °C) 2 h (15 °C) GTA220/415 GTA822/415
Finish 80 µm 119 µm Interthane 990S RAL xxxx semi gloss 67 vol.% 8,38 m² / l 236 g / kg 1,47 kg / l ≥10 h (15 °C) extended B:H=6:1 vol. 1 y (25 °C) 3½ h (15 °C) GTA713/733 GTA713/733
1260 µm 282 g / m² lead time (15 °C) ≥5 d
T-29b not available
T-29c dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 90 µm 113 µm Jotamastic 80 aluminium semi gloss 80 vol.% 8,89 m² / l 145 g / l - kg / l ≥10 h (23 °C) no limit B:H=7:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Buildcoat 90 µm 113 µm Jotamastic 80 alu red semi gloss 80 vol.% 8,89 m² / l 145 g / l - kg / l ≥10 h (23 °C) no limit B:H=7:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Buildcoat 1000 µm 1111 µm Jota Armour grey 38 semi gloss 90 vol.% 0,90 m² / l 70 g / l - kg / l ≥14 h (23 °C) - B:H=6:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Finish 80 µm 127 µm Hardtop XP RAL xxxx glossy 63 vol.% 7,88 m² / l 320 g / l - kg / l ≥7 h (23 °C) - B:H=10:1 vol. 4 y (≤30 °C) 1½ h (23 °C) No. 10 No. 10
1260 µm 151 g / m² lead time (23 °C) ≥5 d
TATA STEEL STANDARD S3105601 V 6.0
PAGE 30 OF 30
T-29d dft wft International Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 90 µm 129 µm Interplus 356 aluminium matt 70 vol.% 7,78 m² / l 198 g / kg 1,51 kg / l ≥6 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 4 h (15 °C) GTA220/415 GTA822/415
Buildcoat 90 µm 129 µm Interplus 356 alu pink matt 70 vol.% 7,78 m² / l 198 g / kg 1,51 kg / l ≥6 h (15 °C) extended B:H=3:1 vol. 1 y (25 °C) 4 h (15 °C) GTA220/415 GTA822/415
Buildcoat 1000 µm 1111 µm Interzone 954 + GPA900 off white gloss 90 vol.% 0,90 m² / l 68 g / kg 2,41 kg / l ≥18 h (15 °C) ≤10 d (15 °C) B:H:A=8:2:5 vol. 1 y (25 °C) 2 h (15 °C) GTA220/415 GTA822/415
Finish 80 µm 119 µm Interthane 990S RAL xxxx semi gloss 67 vol.% 8,38 m² / l 236 g / kg 1,47 kg / l ≥10 h (15 °C) extended B:H=6:1 vol. 1 y (25 °C) 3½ h (15 °C) GTA713/733 GTA713/733
1260 µm 300 g / m² lead time (15 °C) ≥5 d
T-29e not available
T-29f dft wft Jotun Colour Gloss Solids TSR VOC Weight Overcoating time Mixing ratio Shelf life Pot life Thinner Cleaner
Primer 90 µm 125 µm Jotamastic 80 WG aluminium semi gloss 72 vol.% 8,00 m² / l 210 g / l - kg / l ≥5 h (23 °C) no limit B:H=4:1 vol. 4 y (≤30 °C) 1 h (23 °C) No. 17 No. 17
Buildcoat 90 µm 125 µm Jotamastic 80 WG alu red semi gloss 72 vol.% 8,00 m² / l 210 g / l - kg / l ≥5 h (23 °C) no limit B:H=4:1 vol. 4 y (≤30 °C) 1 h (23 °C) No. 17 No. 17
Buildcoat 1000 µm 1111 µm Jota Armour grey 38 semi gloss 90 vol.% 0,90 m² / l 70 g / l - kg / l ≥14 h (23 °C) - B:H=6:1 vol. 4 y (≤30 °C) 2 h (23 °C) No. 17 No. 17
Finish 80 µm 127 µm Hardtop XP RAL xxxx glossy 63 vol.% 7,88 m² / l 320 g / l - kg / l ≥7 h (23 °C) - B:H=10:1 vol. 4 y (≤30 °C) 1½ h (23 °C) No. 10 No. 10