A good paper on alluminium alloys for material selection
13
Materials perspective Creep resistant aluminium alloys and their applications J. S. Robinson, R. L. Cudd and J. T. Evans The CEC funded thematic network CREEPAL (BRRT± CT98 ± 5101) was established in 1998 to collect and disseminate information on the long term creep and thermal mechanical cycling behaviour of aluminium alloys. This paper presents some of the information gathered by consortium members and some additional industrial information related mainly to forging alloys. A short history of the use of aluminium alloys at elevated temperature is presented. The principal considerations required when evaluating aluminium alloys for use at temperatures in the 100 ± 350°C range are detailed. The important microstructural mechanisms of creep in aluminium alloys are reviewed and the physical metallurgy of Hiduminium± RR.58 (2618A) is examined. The alloys that have found commercial application at elevated temperature are listed. Recent developments are described and opportunities for further development considered. MST/5593 At the time this work was carried out Mr Robinson was in the Department of Materials Science and Technology, University of Limerick, Ireland ([email protected]), Dr Cudd was with HDA Forgings Ltd (now Mettis Aerospace Ltd), Redditch, Worcs B97 6EF, UK, and Professor Evans was in the Department of Mechanical, Materials and Manufacturing Engineering, University of Newcastle upon Tyne, Newcastle upon Tyne NE1 7RU, UK. Dr Cudd is now retired. Manuscript received 30 July 2002; accepted 21 October 2002. # 2003 IoM Communications Ltd. Published by Maney for the Institute of Materials, Minerals and Mining. Introduction It is just over 115 years since the discovery by C. M. Hall of a commercial relatively low cost method of extraction of aluminium from its oxide. 1 This extraction of the earth’s most abundant metallic element led to gradual widespread commercial use of this metal, primarily because of its low density and useful strength. One of its ® rst commercial uses, cast cooking utensils, also recognised another of its important characteristics: high thermal conductivity. This may be considered the ® rst elevated temperature applica- tion. In the intervening years the applications of aluminium alloys has been diverse, however the contribution the metal has made to the aerospace industry is dif® cult to over- estimate. The Wright brothers recognised the value of aluminium in reaching the goal of powered ¯ ight. They used an aluminium alloy to achieve critical weight reduction in the four cylinder 9 kW internal combustion petrol engine that powered their ® rst ¯ ight in 1903. 2 Aluminium alloys were developed for structural and skin materials operating at ambient temperatures and for engine applications where high temperature performance was an important consideration. In the UK, aeroengine manufac- turers such as Rolls ± Royce understandably took the lead in the development of alloys for high temperature applications in conjunction with companies such as High Duty Alloys, which at that time produced aluminium alloy castings, rolled products, extrusion and forgings. These high perfor- mance alloys for use at elevated temperatures were always based on the precipitation hardenable Al ± Cu system. The design of the Concorde supersonic transport (SST) aircraft in the 1950s pinpointed the need for a new creep resistant alloy for the skin of the aircraft. For example, the in ¯ ight temperature pro® le of the skin and structure of Concorde is shown in Fig. 1. The starting point was the alloy Hiduminium ± RR.58, which had originally been developed as an engine alloy for pistons (Hiduminium ± RR.59) and later for impellers in gas turbines that could operate at 175 ± 250°C for relatively short durations. Production of Hiduminium ± RR.58 in sheet form 4 met the requirements for the relatively high skin temperatures of 127°C at the nose and 100°C in the main structure generated at the cruising speed of Mach 2 . 04. 5,6 It is signi® cant that the chemistry of Hiduminium ± RR.58, which was very close to one for which Rolls ± Royce ® led a patent in 1928, 7 is still the alloy most commonly speci® ed for applications at elevated temperature. (The Aluminium Association, International Aluminium Alloy Designation System (IADS) composition closest to Hiduminium ± RR.58 is 2618A in the UK/Europe and 2618 in North America). Whilst other alloys have been developed with improved high temperature characteristics as will be detailed later, their use for high temperature applications has not been widespread to date. 1 Concorde skin and internal structure temperature: from Ref. 3 DOI 10.1179/026708303225009373 Materials Science and Technology February 2003 Vol. 19 143
Transcript
Materials perspectiveCreep resistant aluminium alloys and theirapplicationsJ S Robinson R L Cudd and J T Evans
The CEC funded thematic network CREEPAL (BRRT plusmn CT98 plusmn 5101) was established in 1998 to collect anddisseminate information on the long term creep and thermal mechanical cycling behaviour of aluminium alloys Thispaper presents some of the information gathered by consortium members and some additional industrial informationrelated mainly to forging alloys A short history of the use of aluminium alloys at elevated temperature is presentedThe principal considerations required when evaluating aluminium alloys for use at temperatures in the 100 plusmn 350degCrange are detailed The important microstructural mechanisms of creep in aluminium alloys are reviewed and thephysical metallurgy of Hiduminium plusmn RR58 (2618A) is examined The alloys that have found commercialapplication at elevated temperature are listed Recent developments are described and opportunities for furtherdevelopment considered MST5593
At the time this work was carried out Mr Robinson was in the Department of Materials Science and Technology Universityof Limerick Ireland (jeremyrobinsonulie) Dr Cudd was with HDA Forgings Ltd (now Mettis Aerospace Ltd) RedditchWorcs B97 6EF UK and Professor Evans was in the Department of Mechanical Materials and Manufacturing EngineeringUniversity of Newcastle upon Tyne Newcastle upon Tyne NE1 7RU UK Dr Cudd is now retired Manuscript received 30 July2002 accepted 21 October 2002 2003 IoM Communications Ltd Published by Maney for the Institute of Materials Minerals and Mining
Introduction
It is just over 115 years since the discovery by C M Hall ofa commercial relatively low cost method of extraction ofaluminium from its oxide1 This extraction of the earthrsquosmost abundant metallic element led to gradual widespreadcommercial use of this metal primarily because of its lowdensity and useful strength One of its reg rst commercialuses cast cooking utensils also recognised another of itsimportant characteristics high thermal conductivity Thismay be considered the reg rst elevated temperature applica-tion In the intervening years the applications of aluminiumalloys has been diverse however the contribution the metalhas made to the aerospace industry is difreg cult to over-estimate The Wright brothers recognised the value ofaluminium in reaching the goal of powered macr ight They usedan aluminium alloy to achieve critical weight reduction inthe four cylinder 9 kW internal combustion petrol enginethat powered their reg rst macr ight in 19032
Aluminium alloys were developed for structural and skinmaterials operating at ambient temperatures and for engineapplications where high temperature performance was animportant consideration In the UK aeroengine manufac-turers such as Rolls plusmn Royce understandably took the lead inthe development of alloys for high temperature applicationsin conjunction with companies such as High Duty Alloyswhich at that time produced aluminium alloy castingsrolled products extrusion and forgings These high perfor-mance alloys for use at elevated temperatures were alwaysbased on the precipitation hardenable Al plusmn Cu system
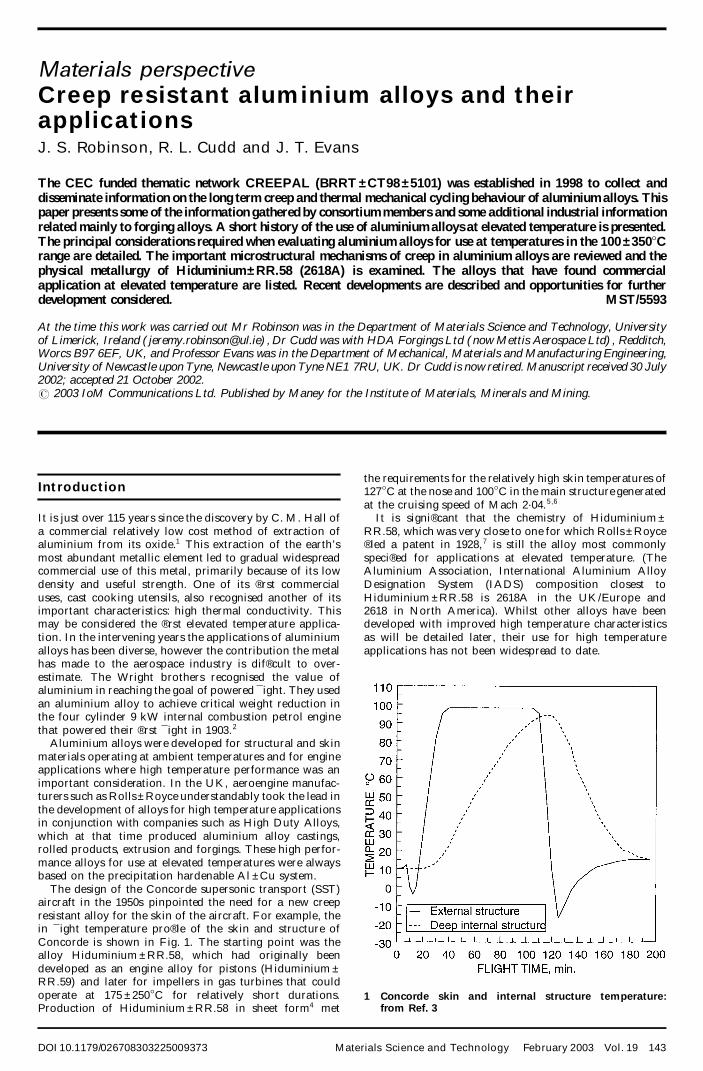
The design of the Concorde supersonic transport (SST)aircraft in the 1950s pinpointed the need for a new creepresistant alloy for the skin of the aircraft For example thein macr ight temperature proreg le of the skin and structure ofConcorde is shown in Fig 1 The starting point was thealloy Hiduminium plusmn RR58 which had originally beendeveloped as an engine alloy for pistons (Hiduminium plusmnRR59) and later for impellers in gas turbines that couldoperate at 175 plusmn 250degC for relatively short durationsProduction of Hiduminium plusmn RR58 in sheet form4 met
the requirements for the relatively high skin temperatures of127degC at the nose and 100degC in the main structure generatedat the cruising speed of Mach 2045 6
It is signireg cant that the chemistry of Hiduminium plusmnRR58 which was very close to one for which Rolls plusmn Roycereg led a patent in 19287 is still the alloy most commonlyspecireg ed for applications at elevated temperature (TheAluminium Association International Aluminium AlloyDesignation System (IADS) composition closest toHiduminium plusmn RR58 is 2618A in the UKEurope and2618 in North America) Whilst other alloys have beendeveloped with improved high temperature characteristicsas will be detailed later their use for high temperatureapplications has not been widespread to date
1 Concorde skin and internal structure temperaturefrom Ref 3
DOI 101179026708303225009373 Materials Science and Technology February 2003 Vol 19 143
Designs for a SST aircraft to succeed Concorde continueto be considered by a number of aerospace companies Thequestion of the alloy to be used for the skin material is oneof a number of details that arises and this was the mainreason for the initiation of the CEC funded thematic net-work Creepal (BRRT plusmn CT98 plusmn 5101) Creepal was a 3 yearprogramme established in 1998 8 The objectives were to
(i) increase the amount of creep data in the publicdomain
(ii) dereg ne rules for best practice testing and dataacquisition
(iii) assess the microstructural basis of the resistance tocreep and stress relaxation
(iv) quantify characterisation and microstructural model-ling of creep
This paper presents some of the information gathered byconsortium members related to skin alloys and additionalindustrial information related mainly to forging alloys
Elevated temperature use
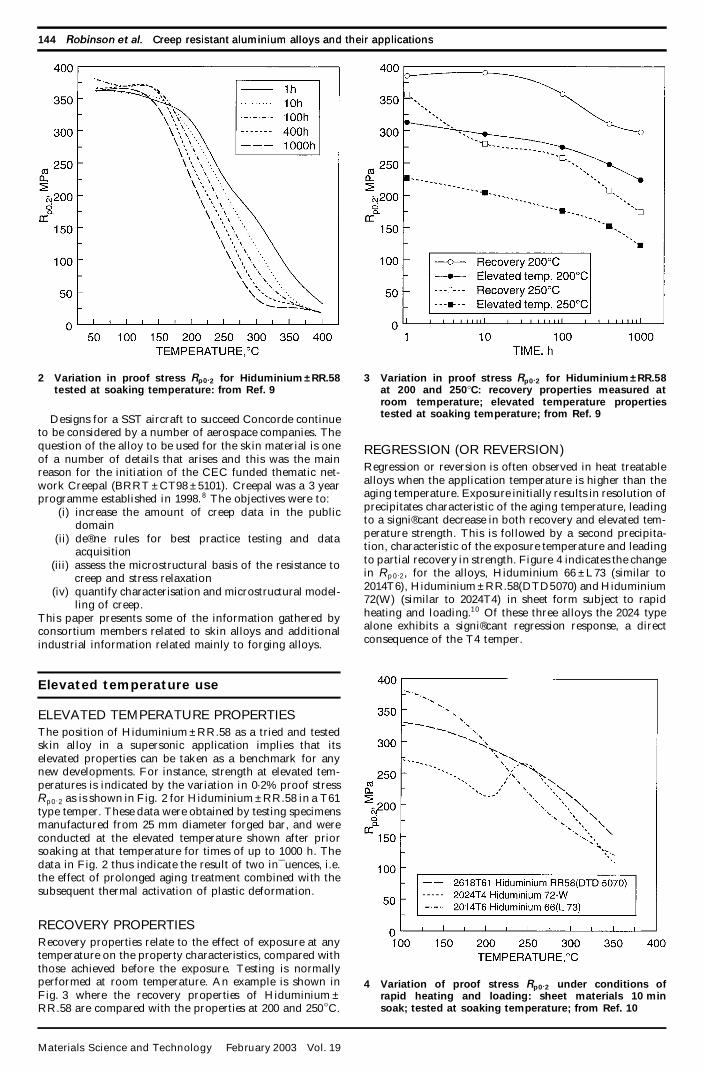
ELEVATED TEMPERATURE PROPERTIESThe position of Hiduminium plusmn RR58 as a tried and testedskin alloy in a supersonic application implies that itselevated properties can be taken as a benchmark for anynew developments For instance strength at elevated tem-peratures is indicated by the variation in 02 proof stressRp 0 2 as is shown in Fig 2 for Hiduminium plusmn RR58 in a T61type temper These data were obtained by testing specimensmanufactured from 25 mm diameter forged bar and wereconducted at the elevated temperature shown after priorsoaking at that temperature for times of up to 1000 h Thedata in Fig 2 thus indicate the result of two inmacr uences iethe effect of prolonged aging treatment combined with thesubsequent thermal activation of plastic deformation
RECOVERY PROPERTIESRecovery properties relate to the effect of exposure at anytemperature on the property characteristics compared withthose achieved before the exposure Testing is normallyperformed at room temperature An example is shown inFig 3 where the recovery properties of Hiduminium plusmnRR58 are compared with the properties at 200 and 250degC
REGRESSION (OR REVERSION)Regression or reversion is often observed in heat treatablealloys when the application temperature is higher than theaging temperature Exposure initially results in resolution ofprecipitates characteristic of the aging temperature leadingto a signireg cant decrease in both recovery and elevated tem-perature strength This is followed by a second precipita-tion characteristic of the exposure temperature and leadingto partial recovery in strength Figure 4 indicates the changein Rp 0 2 for the alloys Hiduminium 66 plusmn L73 (similar to2014T6) Hiduminium plusmn RR58(DTD5070) and Hiduminium72(W) (similar to 2024T4) in sheet form subject to rapidheating and loading1 0 Of these three alloys the 2024 typealone exhibits a signireg cant regression response a directconsequence of the T4 temper
2 Variation in proof stress Rp02 for Hiduminium plusmn RR58tested at soaking temperature from Ref 9
3 Variation in proof stress Rp02 for Hiduminium plusmn RR58at 200 and 250degC recovery properties measured atroom temperature elevated temperature propertiestested at soaking temperature from Ref 9
4 Variation of proof stress Rp02 under conditions ofrapid heating and loading sheet materials 10 minsoak tested at soaking temperature from Ref 10
144 Robinson et al Creep resistant aluminium alloys and their applications144 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
EXPANSION AND VOLUME CHANGESAluminium alloys have a comparatively high coefreg cient oflinear expansion in the range 16 plusmn 24610 shy 6 K shy 1 1 1 Depend-ing on the alloy system further precipitation at the exposuretemperature can lead to either small increases or decreasesin volume
CREEPCreep is the direct manifestation of the accumulation ofmany microplastic events occurring over a (nominally long)period of time The application of stress at the exposuretemperature leads to a permanent strain in the directionof the applied stress Under severe conditions this leadsto signireg cant damage accumulation and reg nally ruptureRecent reviews of creep are provided in Refs 12 and 13The rate of creep is a strong function of the applied stressand temperature and the resistance to this form of defor-mation is obviously of great importance when materials areused at elevated temperatures
Although creep is a phenomenon of major importancein aerospace applications there have been relatively fewsystematic studies to elucidate detailed mechanisms of creepin aluminium alloys The intrinsic thermodynamic insta-bility of the precipitation hardened microstructures in thesealloys means that creep is more complex than it is in simplemetals
The mechanism of creep in aluminium and its alloysremains a controversial subject For pure aluminium thewidely accepted view is that different creep mechanismscan occur depending on the combination of stress andtemperature Power law creep expressions adequatelydescribe the behaviour over a wide range of stress and tem-perature At high temperatures and low stresses Harper plusmnDorn creep involving dislocation processes is reported tooccur Diffusional macr ow of the Nabarro plusmn Herring type is alsopossible in reg ne grained material at high temperatures andlow stresses but has rarely been reported in the literatureThe exact microstructural events giving rise to these types ofcreep remain obscure and controversy still surrounds theevidence of these phenomena1 4 plusmn 1 6
For precipitation hardened alloys in the regimes ofstress and temperature of technological interest the mecha-nism of creep is believed to consist of glide and diffusionassisted climb with the associated development of adislocation substructure1 7 Unlike pure aluminium where
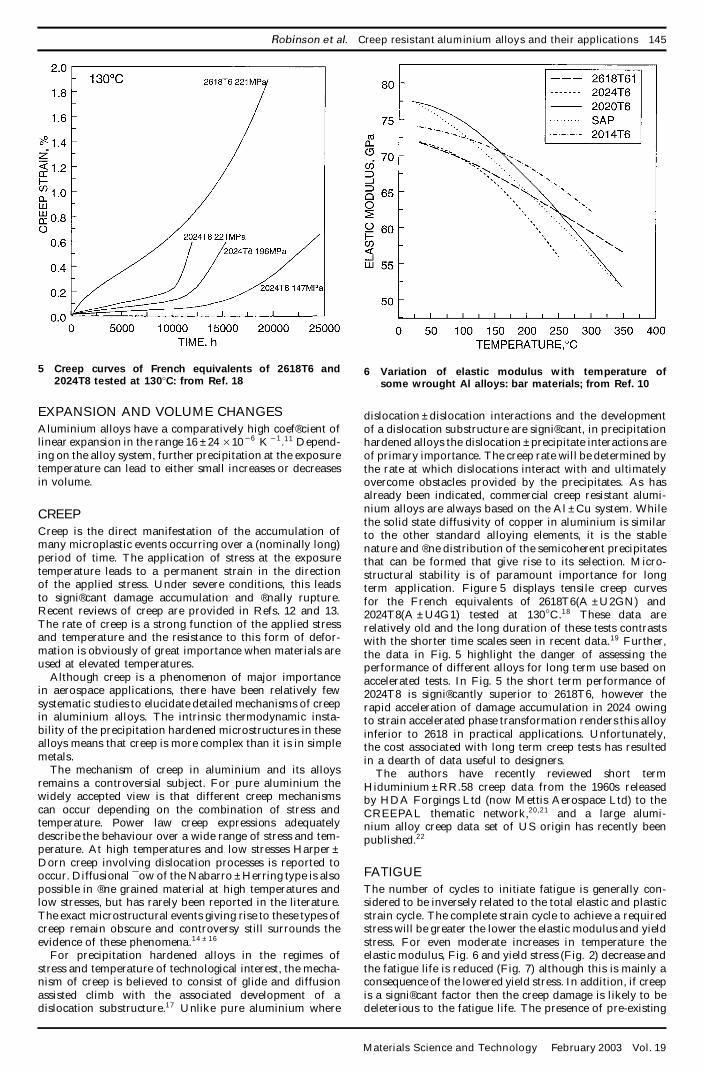
dislocation plusmn dislocation interactions and the developmentof a dislocation substructure are signireg cant in precipitationhardened alloys the dislocation plusmn precipitate interactions areof primary importance The creep rate will be determined bythe rate at which dislocations interact with and ultimatelyovercome obstacles provided by the precipitates As hasalready been indicated commercial creep resistant alumi-nium alloys are always based on the Al plusmn Cu system Whilethe solid state diffusivity of copper in aluminium is similarto the other standard alloying elements it is the stablenature and reg ne distribution of the semicoherent precipitatesthat can be formed that give rise to its selection Micro-structural stability is of paramount importance for longterm application Figure 5 displays tensile creep curvesfor the French equivalents of 2618T6(A plusmn U2GN) and2024T8(A plusmn U4G1) tested at 130degC1 8 These data arerelatively old and the long duration of these tests contrastswith the shorter time scales seen in recent data1 9 Furtherthe data in Fig 5 highlight the danger of assessing theperformance of different alloys for long term use based onaccelerated tests In Fig 5 the short term performance of2024T8 is signireg cantly superior to 2618T6 however therapid acceleration of damage accumulation in 2024 owingto strain accelerated phase transformation renders this alloyinferior to 2618 in practical applications Unfortunatelythe cost associated with long term creep tests has resultedin a dearth of data useful to designers
The authors have recently reviewed short termHiduminium plusmn RR58 creep data from the 1960s releasedby HDA Forgings Ltd (now Mettis Aerospace Ltd) to theCREEPAL thematic network2 0 2 1 and a large alumi-nium alloy creep data set of US origin has recently beenpublished2 2
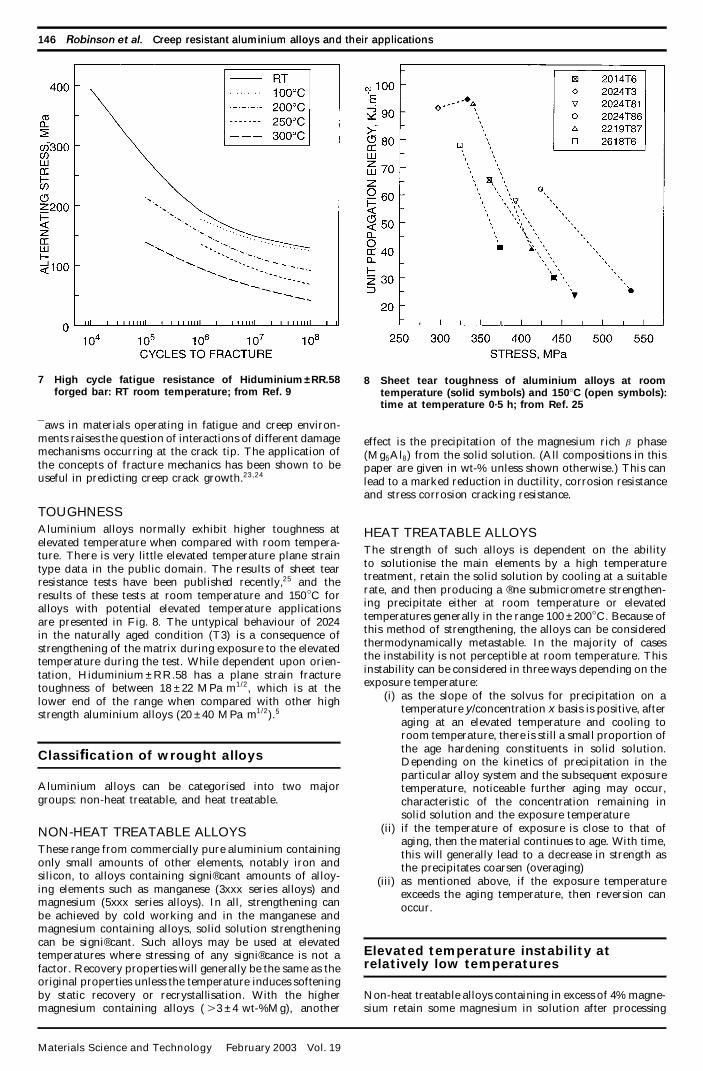
FATIGUEThe number of cycles to initiate fatigue is generally con-sidered to be inversely related to the total elastic and plasticstrain cycle The complete strain cycle to achieve a requiredstress will be greater the lower the elastic modulus and yieldstress For even moderate increases in temperature theelastic modulus Fig 6 and yield stress (Fig 2) decrease andthe fatigue life is reduced (Fig 7) although this is mainly aconsequence of the lowered yield stress In addition if creepis a signireg cant factor then the creep damage is likely to bedeleterious to the fatigue life The presence of pre-existing
5 Creep curves of French equivalents of 2618T6 and2024T8 tested at 130degC from Ref 18
6 Variation of elastic modulus with temperature ofsome wrought Al alloys bar materials from Ref 10
Robinson et al Creep resistant aluminium alloys and their applications 145
Materials Science and Technology February 2003 Vol 19
macr aws in materials operating in fatigue and creep environ-ments raises the question of interactions of different damagemechanisms occurring at the crack tip The application ofthe concepts of fracture mechanics has been shown to beuseful in predicting creep crack growth2 3 2 4
TOUGHNESSAluminium alloys normally exhibit higher toughness atelevated temperature when compared with room tempera-ture There is very little elevated temperature plane straintype data in the public domain The results of sheet tearresistance tests have been published recently2 5 and theresults of these tests at room temperature and 150degC foralloys with potential elevated temperature applicationsare presented in Fig 8 The untypical behaviour of 2024in the naturally aged condition (T3) is a consequence ofstrengthening of the matrix during exposure to the elevatedtemperature during the test While dependent upon orien-tation Hiduminium plusmn RR58 has a plane strain fracturetoughness of between 18 plusmn 22 MPa m1 2 which is at thelower end of the range when compared with other highstrength aluminium alloys (20 plusmn 40 MPa m1 2)5
Classi cation of wrought alloys
Aluminium alloys can be categorised into two majorgroups non-heat treatable and heat treatable
NON-HEAT TREATABLE ALLOYSThese range from commercially pure aluminium containingonly small amounts of other elements notably iron andsilicon to alloys containing signireg cant amounts of alloy-ing elements such as manganese (3xxx series alloys) andmagnesium (5xxx series alloys) In all strengthening canbe achieved by cold working and in the manganese andmagnesium containing alloys solid solution strengtheningcan be signireg cant Such alloys may be used at elevatedtemperatures where stressing of any signireg cance is not afactor Recovery properties will generally be the same as theoriginal properties unless the temperature induces softeningby static recovery or recrystallisation With the highermagnesium containing alloys (43 plusmn 4 wt-Mg) another
effect is the precipitation of the magnesium rich b phase(Mg5Al8) from the solid solution (All compositions in thispaper are given in wt- unless shown otherwise) This canlead to a marked reduction in ductility corrosion resistanceand stress corrosion cracking resistance
HEAT TREATABLE ALLOYSThe strength of such alloys is dependent on the abilityto solutionise the main elements by a high temperaturetreatment retain the solid solution by cooling at a suitablerate and then producing a reg ne submicrometre strengthen-ing precipitate either at room temperature or elevatedtemperatures generally in the range 100 plusmn 200degC Because ofthis method of strengthening the alloys can be consideredthermodynamically metastable In the majority of casesthe instability is not perceptible at room temperature Thisinstability can be considered in three ways depending on theexposure temperature
(i) as the slope of the solvus for precipitation on atemperature yconcentration x basis is positive afteraging at an elevated temperature and cooling toroom temperature there is still a small proportion ofthe age hardening constituents in solid solutionDepending on the kinetics of precipitation in theparticular alloy system and the subsequent exposuretemperature noticeable further aging may occurcharacteristic of the concentration remaining insolid solution and the exposure temperature
(ii) if the temperature of exposure is close to that ofaging then the material continues to age With timethis will generally lead to a decrease in strength asthe precipitates coarsen (overaging)
(iii) as mentioned above if the exposure temperatureexceeds the aging temperature then reversion canoccur
Elevated temperature instability atrelatively low temperatures
Non-heat treatable alloys containing in excess of 4 magne-sium retain some magnesium in solution after processing
7 High cycle fatigue resistance of Hiduminium plusmn RR58forged bar RT room temperature from Ref 9
8 Sheet tear toughness of aluminium alloys at roomtemperature (solid symbols) and 150degC (open symbols)time at temperature 05 h from Ref 25
146 Robinson et al Creep resistant aluminium alloys and their applications146 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
at elevated temperature Subsequent slightly elevatedtemperature exposure (466degC) can lead to preferentialprecipitation of Mg5 Al8 at the grain boundaries and inter-granular stress corrosion failure in service2 6 A similarphenomenon occurs with the medium strength weldableAl plusmn Zn plusmn Mg alloys although the effect can be mitigated bythe addition of small amounts of copper andor silver2 7
The high residual saturation of solute which is the drivingforce for this instability has also been reported for certainaged lithium containing aluminium alloys exposed for longtimes at temperatures of 60 plusmn 135degC the exposure resultingin an increase in strength and reduction in ductility andtoughness2 8 plusmn 3 0
Alloys used at elevated temperatures
CASTING ALLOYSIt is intended to give only a brief summary of casting alloysas the main concern is for the wrought form Wroughtalloys produced from conventional semicontinuous castingtechniques are limited to those that are amenable to thiscasting technique and to those that are subsequentlydeformable to produce the reg nished part This places anot inconsiderable limit on the alloy compositions thatcan be produced as wrought products Whilst castability isan obvious concern for cast alloys there is generally lesslimitation on the composition than for wrought alloys Oneexample of this compositional complexity is an early alloydeveloped for use up to 350degC which was described as anAl plusmn Cu plusmn Ni plusmn Co plusmn Sb plusmn Zr alloy9
A much simpler casting alloy Al plusmn 3Mn was developedfor use as a gas burner for domestic cookers9 This latteruse probably represents the highest application temperaturefor an aluminium alloy being of the order of 500degC Therelatively high manganese content compared with othercasting alloys whilst not giving a high strength capabilitydoes increase the stiffness at temperature In addition man-ganese has a much higher capacity for retaining hydrogenthan other alloying elements such as chromium iron cobaltor nickel3 1 This characteristic is instrumental in preventingin service blistering owing to hydrogen absorption
Most aluminium casting alloys are based on the Al plusmn Sisystem because the addition of silicon leads to high macr uiditygood feedability and high resistance to hot crackingAdditionally silicon is unique in signireg cantly reducing thecoefreg cient of linear expansion so that with hypereutecticcompositions values as low as 16610
shy 6K
shy 1can be
achieved1 1 With such levels of silicon wear resistance isvery good Alloys containing 12 plusmn 23Si in which the primarysilicon can be signireg cantly rereg ned by the addition of smallamounts of phosphorus have been used for pistons in petroland diesel engines
In the early stages of the development of motor vehiclesextensive use was made of cast aluminium alloys in internalcombustion engines but improvements in ferrous metal-lurgy with reduced costs compared with aluminium led toaluminium alloys taking a minor role for many years Withthe current emphasis on increasing fuel economy castaluminium alloys are again reg nding growing application asengine components and many modern vehicles have bothaluminium alloy cylinder heads and engine blocks
Heat treatable Al plusmn Si plusmn Cu plusmn Mg hypoeutectic alloys likeC355T61 (Al plusmn 5Si plusmn 13Cu plusmn 05Mg) can reg nd application inthe cold section of automotive turbo chargers as the cen-trifugal compressor wheels These components are normallymanufactured using vacuum assisted gravity casting intogypsum based moulds This alloy and others for exampleA357T6 (Al plusmn 7Si plusmn 05Mg) also have potential structuralaerospace applications with highly complex near net shapecomponents being manufactured using the investment
casting process known as Sophia developed by ThyssenUmformtechnik + Guss Gmbh3 2
WROUGHT ALLOYSThe chemical compositions of some of the alloys referredto in this section are given in Table 1 Where the highestperformance is required and the conreg guration allowsengineers still favour wrought product forms The pre-cipitation hardening alloys offer the best outright creepperformance but non-heat treatable wrought alloys do reg ndcertain applications an example being the use of 995aluminium and alloys containing either manganese ormagnesium as the main alloying elements for pressurevessels at temperatures up to 200degC2 6 The use of the highermagnesium compositions is not permitted in this applica-tion for the microstructural instability reasons describedearlier
For most elevated temperature applications the alloysemployed are developments of the reg rst age hardeningsystem Al plusmn Cu plusmn Mg discovered by Alfred Wilm just beforethe First World War3 3 Before the development ofConcorde aluminium alloys had been used successfullyin aeroengines in cast and wrought forms at temperaturesrarely below 200degC Short design lives up to 1000 h hadallowed this exploitation even up to temperatures approach-ing 350degC In the UK circa 1950 there were a number ofwrought alloys for use in the range 150 plusmn 350degC3 4 It islikely that some had characteristics suitable for specireg capplications but rationalisation led to two alloys being themost widely employed These were initially known asHiduminium plusmn RR58 originally referred to as Hiduminium plusmn59 low silicon and Hiduminium plusmn RR57 The initialdevelopment of Hiduminium plusmn RR58 arose from therequirement in the late 1930s and early 1940s for analuminium base alloy capable of operating in the 200 plusmn250degC range The target application at this time was coldsection components of the Whittle gas turbine and the reg rstforged impellers made in the alloy were reg tted to the GlosterMeteor Mk1 which reg rst macr ew in 1943 The actualcomposition of Hiduminium plusmn RR58 was developed as alow silicon variant of Hiduminium plusmn RR59 an aeroenginepiston alloy used extensively during the Second World WarThis low silicon alloy was difreg cult to cast consistently usingtraditional chill casting techniques however the intro-duction of semicontinuous casting processes enabled largediameter ingots to be made In the USA similar alloyswith slightly different compositional ranges were adoptedand designated 2618 and 2219 Notably 2219 intentionallycontains small additions of zirconium and vanadium
Mention should also be made of the 2014 alloy that in theUK was employed as a structural alloy for aerospace whilstin the USA 7075 (Al plusmn Zn plusmn Mg plusmn Cu) was preferred 2014also found favour for some elevated temperature usessuch as aircraft wheels where high strength good fatigueand resistance to the heating generated by braking wereimportant In this latter application when heating is onlyfor short periods it is the recovery properties that areimportant rather than those at elevated temperature andlong term creep is unlikely to be a consideration 2014 hasalso been used for impellers in diesel turbo chargers Alloysof the 4032 type (Al plusmn 12Si plusmn 1Cu plusmn 1Mg plusmn 1Ni) are used forforged pistons where engineers prefer the integrity of thewrought form to the equivalent cast alloys
In the late 1950s Alcoa introduced an Al plusmn Li alloy2020 containing copper magnesium and manganese havinggood elevated temperature properties allied to low densityimparted by the lithium addition Concerns for the fracturebehaviour of this alloy resulted in limited use Althoughconsidered for the supersonic Concorde and British Aircraft
Sophia is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 147
Materials Science and Technology February 2003 Vol 19
Corp TSR2 it was only used for skinning the wings on onelarge programme the US Navyrsquo s North American Rock-well A3JRA plusmn 5C Vigilante3 5 Production of the alloyceased in 1969 although the aircraft were not retired fromservice until 19793 6
Of the 2618 and 2219 type alloys the former has found byfar the most widespread use at elevated temperatures mainlyin aeroengines and turbo chargers The alloy 2618 wasextensively used for compressor blades in earlier generationaeroengines a use that has declined but not completelydisappeared with the increased compressor temperaturesnow employed It reg nds extensive current use for structuralengine parts (rings) bleed valves guide vanes enginecasings annulus reg llers and impellers The alloy 2219 is notsimilarly used however its weldability and good toughnessat cryogenic temperatures are the major reasons for itsselection in many of its applications
As mentioned earlier the alloy used for skinning theConcorde was developed from that of a Rolls Royce patentof 1928 7 This development was carried out at High DutyAlloys on the basic 2618 alloy to optimise its performancein sheet form at elevated temperatures4 In the early 1960smost of this work was complete and investigations were
being carried out on an alloy showing improved elevatedtemperature potential This alloy was based on the UKversion of 2219 but with a small addition of magnesium andsilicon
Both the UK and USA versions of 2219 did not exhibitparticularly useful strength unless subjected to cold workof 15 plusmn 3 between solution treatment and aging Theaddition of 015 plusmn 040Mg and 010 plusmn 020Si gave similarstrength values to the cold worked alloys without the appli-cation of any cold work3 7 Whilst the cold work requiredby the original variants can be applied quite easily withthe required precision to sheet and plate by stretching andto rectilinear forgings by cold compression or in somecircumstances stretching it is not so easily applied to dieforgings The application of plastic deformation does havethe added benereg t of reducing residual stresses induced bythe quenching stage of the heat treatment
Two versions were initially developed from the UKalloy one with a nominal magnesium content of 035 forsheet and rivet stock the other with a nominal magnesiumcontent of 020 being preferred for other wrought formsIt was postulated that the small additions of magnesium ledto a substantial increase in solutevacancy binding energy
Table 1 Chemical composition of wrought elevated temperature aluminium alloys
Period Alloy Value Si Fe Cu Mn Mg Cr Ni Zn Ti Ag Zr V Li Cd
148 Robinson et al Creep resistant aluminium alloys and their applications148 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
and retarded diffusion rates The density of precipitatenucleation was thus increased and precipitate growthlimited3 7
Two aging treatments were developed the reg rst higherstrength version being 12 h at 190degC the other 16 h at215degC The latter was based on a requirement for no furthernon-reversible volume changes to take place during use attemperature Besides there being no requirement to coldwork the alloy to achieve useful properties other advan-tages were that the alloy was not particularly cooling rate(quench) sensitive and could be boiling water quenched andin thin sections salt quenched (200degC) to reduce residualstresses and give stability during machining
Further developments on this alloy system involved theaddition of up to 05Ag (Ref 38) and separately the addi-tion of 012Zr to improve weldability The latter increasedthe sensitivity to cooling rate when compared with the basicalloy and led to an increase in quench induced stressesin product forms that were not easily mechanically stressrelieved eg forgings A further development by the FulmerResearch Institute in the UK was the addition of smallamounts of germanium which replaced the silicon in themagnesium silicide compound3 9 This led to increasedresponse to aging as evidenced by higher room temperaturestrength but it was less efreg cacious in retarding the coar-sening and transformation of the h rsquo precipitate and wascomparatively deleterious to the elevated temperatureproperties
Despite some of these developments showing signireg cantadvantages for use at elevated temperature and numerousproprietary specireg cations being raised for all but the silver
bearing alloy they found few applications and were neversubmitted for either national or international standardisa-tion It is interesting that although this type of alloy has notfound widespread use to date a similar alloy 2519 wasregistered by the USA in 1985 and that alloys containingsilver have been proposed for extending the elevatedtemperature range of aluminium alloys4 0 plusmn 4 3 A summaryof the development of alloys for use at elevated temperatureis given in Table 2 A list of some of the applications ofthese alloys is presented in Table 3
Physical metallurgy of Hiduminium plusmn RR58(2618A)During the 1960s after selection of Hiduminium plusmn RR58for Concorde the physical metallurgy of this alloy wasexamined extensively and the reasons determined for itscreep resistance When aged at temperatures below 200degCstrengthening in an Al plusmn 25Cu plusmn 12Mg alloy occurs fromformation of transition precipitates in the pseudo-binaryAl plusmn Cu plusmn Mg system4 4 4 5
a -Al reg GPB zones reg Srsquo reg S (Al2CuMg)
The GPB zones nucleate homogeneously and grow cylin-drically parallel to aacute 100 ntilde A l matrix directions while Srsquoparticles are lath like platelets with a long axis also parallelto the aacute 100 ntilde A l matrix Srsquo precipitates are semicoherentand are structurally very similar to the equilibrium phaseAl2CuMg which is orthorhombic and retains coherency inaacute 100 ntilde A l directions over a large range of particle sizes In theas quenched condition dislocation loops and helices areobserved in the matrix During artireg cial aging these helicaldislocations grow by a climb process but also act as sitesfor nucleation of Srsquo on 210 planes Elevated tempera-ture aging treatments will produce peak hardness when~25 of the Srsquo phase has formed and a large propor-tion of GPB zones remain
The controlled addition of 018 plusmn 025Si in Hidumi-nium plusmn RR58 retards the onset of hardening during naturalaging but increases the peak hardness and reduces thetime to peak properties during artireg cial aging4 6 Silicon alsopromotes a higher density of smaller Srsquo precipitates andmakes the alloy more resistant to overaging Silicon addi-tions reduce the size and number of dislocation loops andhelices a result of reduced vacancy mobility During artireg -cial aging the length of the Srsquo phase laths is noted to increasemore slowly compared with Si free alloys In Si bearing
Table 2 Summary of development of wrought aluminiumalloys for use at elevated temperature
Period Progress
1910 plusmn 1920 Duralumin (Al plusmn Cu) age hardening alloysdiscovered and development acceleratedby WWI
1920 plusmn 1930 Development of Al plusmn Cu system continues withnumerous alloying additions notably Mg SiNi and Fe for elevated temperature use
1930 plusmn 1950 Widespread use of wrought elevatedtemperature alloys particularly inaeroengines during WWII
1950 plusmn 1970 Majority of applications turn to useof 26182618A2219Development of clad 2618A for ConcordeDevelopment of Al plusmn 6 wt-Cu baseto meet possible requirement for secondgeneration supersonic transport aircraftby additions of Mg Si Ge and AgFirst commercial Al plusmn Li alloy 2020 havinghigh temperature capability but doesnot reg nd widespread use due to notchsensitivity and falls into disuse
1970 plusmn 1990 Experimental alloys based onAl plusmn 6 wt-Cu with Ag proposed byPolmear for turbo charger impellersFurther development of Al plusmn Li alloysRapid solidireg ed processing offers potentialbut no alloy makes full commercialisation
1990 plusmn 2000 Renewed interest in 2nd generationsupersonic transport aircraft Europeproposes cruising speed in line with useof aluminium USA propose higher speedrequiring use of titaniumNEWAL150 European collaborativedevelopment programme improves onhigh temperature properties and damagetolerance of 2618AAustralianFrench programme results inAl plusmn Cu plusmn Mg plusmn Ag becoming candidate forsupersonic transport aircraftAl plusmn Li based alloys registered by USA withvarious CuMg ratios plus Ag which do notrequire cold work to attain high strength
2000+ Al plusmn Li high Cu high CuMg + Ag alloydesigned for elevated temperature use
Table 3 Applications of elevated temperature alloys
Robinson et al Creep resistant aluminium alloys and their applications 149
Materials Science and Technology February 2003 Vol 19
alloys the distribution of Srsquo is more uniform owing to thelower dislocation density There is some evidence that025Si is the optimum addition level for this alloy
Hiduminium plusmn RR58 also has 1Ni and 1Fe con-trolled additions The inmacr uence of Fe and Ni on the struc-ture and properties of the basic Al plusmn 25Cu plusmn 12Mg alloyhas been investigated and the inmacr uence on the kinetics ofprecipitation hardening was found to be small Howeverwhen Fe and Ni are added separately the aging responseis diminished owing to the formation of insoluble inter-metallics AlCuNi or (CuFe)Al3 Combined Fe and Ni formFeNiAl9 and the age hardening response reverts to the basicalloy4 7 The FeNiAl9 intermetallic is usually dispersed intoclusters of particles associated with prior interdendriticareas in the cast material Individual intermetallic par-ticles are ~1 plusmn 3 mm in diameter Areas containing clustersare signireg cantly harder than the surrounding matrixThe other phase of note that can form in Hiduminium plusmnRR58 is Mg2Si and this phase is usually observed asrounded isolated particles with size similar to the FeNiAl9
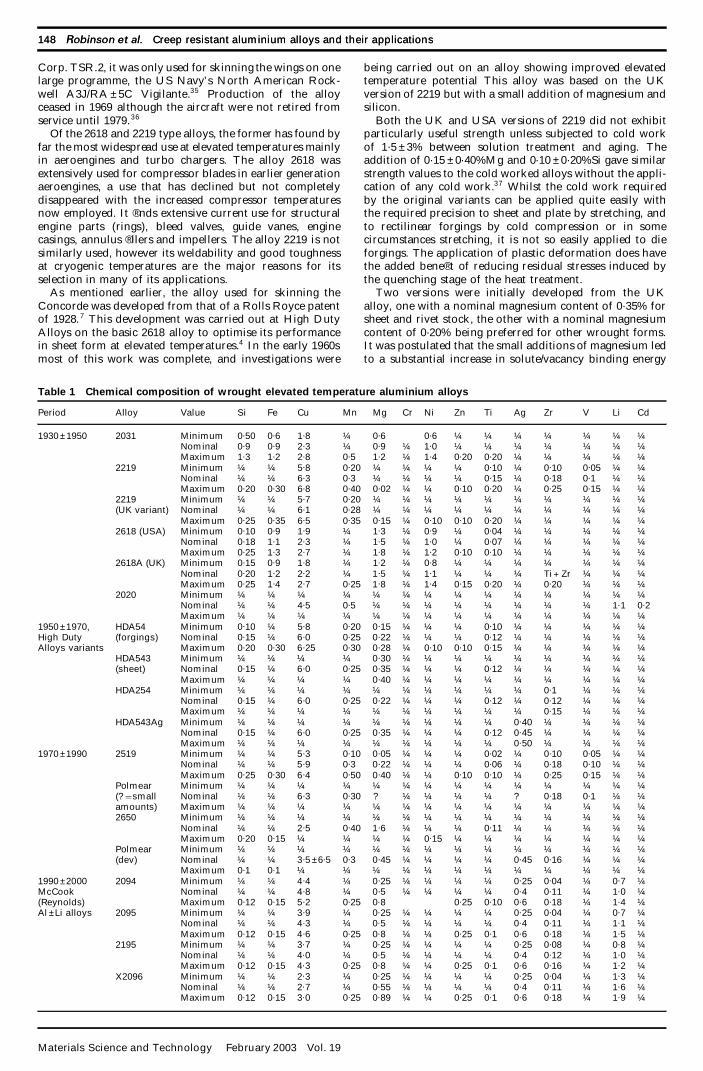
particles Figure 9a is a typical microstructure from forgedHiduminium plusmn RR58 This example demonstrates a fullyrecrystallised equiaxed microstructure with obvious cluster-ing of the intermetallic particles
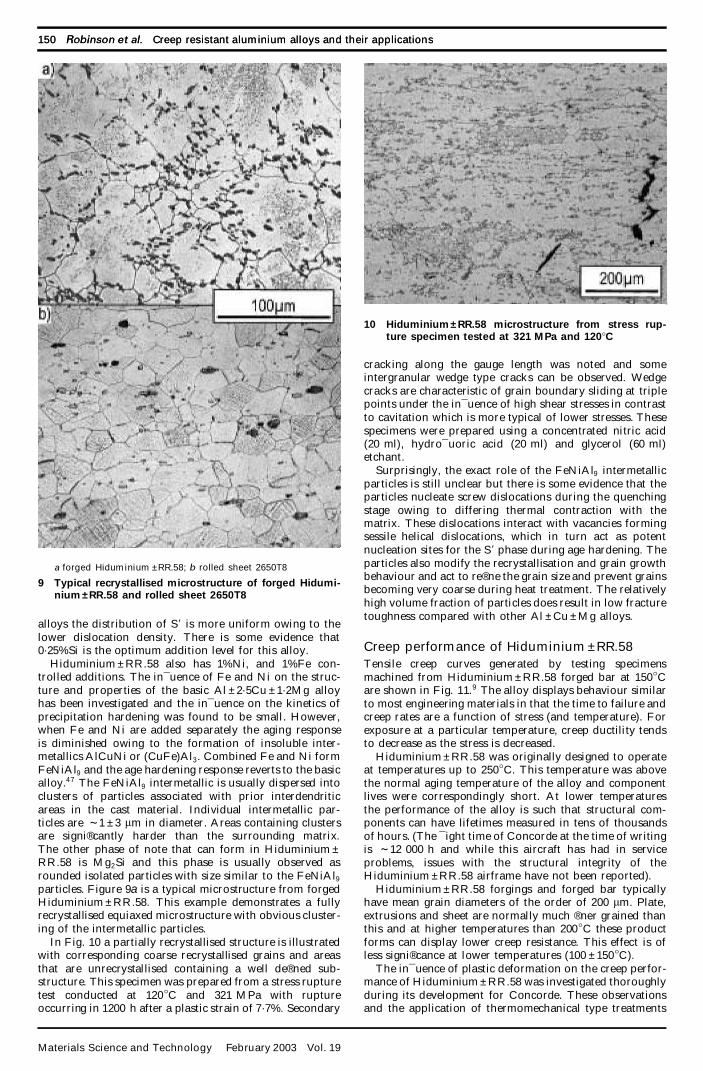
In Fig 10 a partially recrystallised structure is illustratedwith corresponding coarse recrystallised grains and areasthat are unrecrystallised containing a well dereg ned sub-structure This specimen was prepared from a stress rupturetest conducted at 120degC and 321 MPa with ruptureoccurring in 1200 h after a plastic strain of 77 Secondary
cracking along the gauge length was noted and someintergranular wedge type cracks can be observed Wedgecracks are characteristic of grain boundary sliding at triplepoints under the inmacr uence of high shear stresses in contrastto cavitation which is more typical of lower stresses Thesespecimens were prepared using a concentrated nitric acid(20 ml) hydromacr uoric acid (20 ml) and glycerol (60 ml)etchant
Surprisingly the exact role of the FeNiAl9 intermetallicparticles is still unclear but there is some evidence that theparticles nucleate screw dislocations during the quenchingstage owing to differing thermal contraction with thematrix These dislocations interact with vacancies formingsessile helical dislocations which in turn act as potentnucleation sites for the Srsquo phase during age hardening Theparticles also modify the recrystallisation and grain growthbehaviour and act to rereg ne the grain size and prevent grainsbecoming very coarse during heat treatment The relativelyhigh volume fraction of particles does result in low fracturetoughness compared with other Al plusmn Cu plusmn Mg alloys
Creep performance of Hiduminium plusmn RR58Tensile creep curves generated by testing specimensmachined from Hiduminium plusmn RR58 forged bar at 150degCare shown in Fig 119 The alloy displays behaviour similarto most engineering materials in that the time to failure andcreep rates are a function of stress (and temperature) Forexposure at a particular temperature creep ductility tendsto decrease as the stress is decreased
Hiduminium plusmn RR58 was originally designed to operateat temperatures up to 250degC This temperature was abovethe normal aging temperature of the alloy and componentlives were correspondingly short At lower temperaturesthe performance of the alloy is such that structural com-ponents can have lifetimes measured in tens of thousandsof hours (The macr ight time of Concorde at the time of writingis ~12 000 h and while this aircraft has had in serviceproblems issues with the structural integrity of theHiduminium plusmn RR58 airframe have not been reported)
Hiduminium plusmn RR58 forgings and forged bar typicallyhave mean grain diameters of the order of 200 mm Plateextrusions and sheet are normally much reg ner grained thanthis and at higher temperatures than 200degC these productforms can display lower creep resistance This effect is ofless signireg cance at lower temperatures (100 plusmn 150degC)
The inmacr uence of plastic deformation on the creep perfor-mance of Hiduminium plusmn RR58 was investigated thoroughlyduring its development for Concorde These observationsand the application of thermomechanical type treatments
a forged Hiduminium plusmn RR58 b rolled sheet 2650T8
9 Typical recrystallised microstructure of forged Hidumi-nium plusmn RR58 and rolled sheet 2650T8
10 Hiduminium plusmn RR58 microstructure from stress rup-ture specimen tested at 321 MPa and 120degC
150 Robinson et al Creep resistant aluminium alloys and their applications150 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
are reviewed in Ref 48 Any treatment that increases thedislocation density before creep loading appears to bedetrimental to the creep performance in terms of theminimum creep rates observed The origin of these dis-locations could be statically recovered regions resultingfrom forming at high temperatures or cold work introducedafter solution heat treatment but before aging (which is acommon procedure for the reduction of residual stress)While the minimum creep rate is adversely affected by coldwork there is evidence that the microstructural modireg ca-tion to the precipitate distribution is more stable and thiscan enhance the long term performance of the alloy4 8 4 9
Further developments
INGOT METALLURGYSince the development of Hiduminium plusmn RR58 for theConcorde and the environmental political and commercialproblems accompanying the introduction of this SST air-craft the interest in a second generation aircraft has beenintermittent on both sides of the Atlantic Many paperprojects have been proposed5 0 with speeds ranging fromMach 16 up to Mach 100 with Mach 24 appearing to befavoured by the recent High Speed Civil Transportprogramme funded by NASA5 1 This speed is above thatat which conventional ingot metallurgy aluminium alloyscan be used The speed requirement of the European Con-corde successor that emerged in the early 1990s was dereg nedas being Mach 20 plusmn 22 and this decision was taken toensure that aluminium alloys could be candidate materialsThe proposed aircraft would however have a macr ying lifetimeof four times that of Concorde From a creep perspectivethe requirements for the fuselage material of the futureEuropean supersonic aircraft were
(i) stress 130 to 170 MPa(ii) in service time 80 000 macr ight hours (20 000 cycles)
(iii) temperature 90 to 100degC with a maximum servicetemperature of 130degC
(iv) deformation501 total plastic strain within60 000 h at 130degC and 150 MPa
In addition improvements in damage tolerance and fatiguewith static properties 20 greater than subsonic aircraftwere expected5 2 For this aircraft new materials were
considered essential for the fuselage Advanced aluminiumalloys andor organic composites were both candidates5 3 5 4
The CEC funded BRITE plusmn EURAM `NEWAL150rsquo pro-gramme which terminated in 1996 sought to developimproved aluminium base alloys for this purpose with atemperature capability of 150degC The programme aimedto develop alloys that could demonstrate superior creepand damage tolerance performance compared with 2618AWhile the bulk of the data from NEWAL150 has yet toemerge into the public domain it has been reported thata modireg ed 2650 alloy could exhibit similar performancein creep in conjunction with greatly superior damagetolerance5 5 5 6 The alloy 2650 is itself a minor modireg cationof 2618A with lower iron and nickel but increased man-ganese The microstructure of 2650T8 sheet is shown inFig 9b Recent investigations into the mechanism of creepof 2650T8 at 150degC and high stresses have conreg rmed thatstrain enhanced particle instability and coarsening of the Srsquophase is a major factor in accounting for the accelerationof creep with the transition precipitates growing at theexpense of reg ne GPB zone type particles5 7 plusmn 5 9 The highmanganese content of this alloy will render it quenchsensitive and while this will not be a concern for sheet andplate the alloy will be problematical for die forgings thatcannot be cold compressed
At the same time as NEWAL150 a joint developmentprogramme was being carried out by Australia and Franceevaluating a series of Al plusmn Cu plusmn 045Mg plusmn 045Ag plusmn 030Mn plusmn015Zr alloys with Cu in the range 36 plusmn 65 The highcopper variant showed a marked improvement in creepperformance at 150degC (Fig 12) It should be stated thatthese tests were of relatively short duration The advantageof silver bearing alloys is the relative stability and coar-sening resistance of plates of the V strengthening phase6 1
OTHER MANUFACTURING ROUTESThe ingot metallurgy route for wrought products restrictscompositions to those that can be semicontinuously castand thereafter plastically deformed Cast products cansuffer owing to comparatively gross second phase particleswhilst with wrought products these can be advantageouslyfragmented Even so these second phase particles inwrought alloys are coarse (50 plusmn 100 mm) compared with theaging precipitate Other routes such as spray deposition plusmnOsprey6 2 6 3 and rapidly solidireg ed powder (RSP) metallurgy
11 Tensile creep curves from Hiduminium plusmn RR58 forgedbar tested at 150degC from Ref 9
12 Minimum creep rates at 150degC for some creep resis-tant aluminium alloys from Refs 9 41 59 and 60
Robinson et al Creep resistant aluminium alloys and their applications 151
Materials Science and Technology February 2003 Vol 19
(cooling rates up to 106
K sshy 1
) give opportunities toproduce alloys that cannot be produced by conventionalingot metallurgy and control the size and distribution ofsecondary phase particles Large volume fractions of lowdiffusivity transition metal based intermetallic dispersoidswhich resist coarsening at all but the highest elevatedtemperatures can be formed in the matrix during heattreatment Many alloys were investigated to try to raise theservice temperature above 300degC and most of the `betterrsquoalloys contained iron6 4 These alloys displayed good shortterm elevated temperature strength but there is less dataavailable detailing their long term creep resistance Possiblythe best materials of this type were the planar macr ow castAl plusmn Fe plusmn V plusmn Si series of alloys6 5 Unfortunately these alloysdid not reg nd commercial application and production ceasedin the early 1990s
A range of silver bearing spray deposited alloys wasdeveloped by Alusuisse plusmn Lonza in the late 1980s and early1990s6 6 6 7 Initial development centred on an Al plusmn Cu plusmn Mg plusmnAg base with signireg cant additions of transition metalelements intended to form small dispersoids The rates ofcooling during spray deposition were insufreg cient to preventthe formation of coarse constituent type particles and fur-ther alloys were developed with much lower concentrationsof dispersoid forming elements The elevated temperatureproperties of these alloys were better than 2618 and 2219but the alloys did not reg nd major application
These processes also facilitate the production of metalmatrix composites (MMCs) an early commercially exploitedexample of which was SAP (sintered aluminium powder)The very small oxide particles (10
shy 6plusmn 10
shy 8m) evenly dis-
tributed and epitaxially bonded to the aluminium matrixproduced signireg cant strengthening particularly at hightemperature6 8
The Osprey process has much to commend it in that if amarket for large volumes of material could be establishedthe price of stock may possibly become competitive withingot metallurgy routes The current major use of Ospreymaterial is for cylinder liners produced in an Al plusmn Si alloyfor Mercedes plusmn Benz vee conreg guration internal combustionengines6 9 The cooling rate of this process is not highenough to give the advantages offered with powder pro-duction by atomisation and other higher cooling rateprocesses as described above
Powder alloys and associated MMCs go through anenergy and labour intensive process to produce stock forfurther conventional processing and in small quantities thecost can be as much as 50 times that of ingot metallurgystock and is unlikely to fall below 25 times for the fore-seeable future even for large quantities Even at this pricethe product can be cost effective A current example is theuse of a 2124 + 25SiC MMC for potential replacementof titanium guide vanes in aeroengines7 0 A further exampleis the use of the same composition and an alternativecontaining boron carbide for pistons in Formula One racingengines replacing the ubiquitous 2618 The SiC increasesthe density very slightly whereas the boron carbide leads to areduction whilst both give a signireg cant increase in stiffnessfatigue strength and resistance to the elevated temperaturesexperienced These are specialised applications and onecould not anticipate the use of such pistons in other thanvery high cost vehicles
Discussion
The most widely used alloy for elevated temperature use is26182618A and even though in the past 30 years alloyshave been developed with improved high temperature pro-perties its position is still unchallenged
The reasons for this situation are numerous and includethe following
(i) conservatism its extensive use over the past 50 yearshas resulted in a sizeable data base on which engi-neers can call which is unmatched by competitivealloys
(ii) availability because of its extensive use the alloy iscommercially viable and hence readily available ata competitive price Small call off for other alloysleads to a disinclination for producers of the caststock to offer these in preference to 2618 and wherethey do to increase price and lead times This factorbecomes even more signireg cant as rationalisationproceeds in the industry and the small macr exiblecasting facility is replaced by facilities havingminimum casts of tens of tonnes
(iii) macr exibility the selection of one alloy to cover all partsrather than a number of alloys which may be theoptimum for different parts allows the purchaser ofparts a greater macr exibility for order changes
(iv) low residual stress the UK version of 2618 2618Aallows up to 025Mn compared with 005Mn in2618 Whilst this is not recorded as an intentionalalloying addition it is believed that a level of015Mn is benereg cial to the properties of plateHowever such `highrsquo manganese levels make thealloy sensitive to the cooling rate subsequent tosolution treatment Whilst there is not a problemwith plate that can be stress relieved by stretching itis not generally suitable for die forgings Restrictingthe manganese level to 5005 makes the alloymuch less cooling rate sensitive and allows forg-ings to be boiling water quenched This in turnsignireg cantly reduces the residual stresses and subse-quently the movement during machining Thicksections up to at least 200 mm can be boiling waterquenched without a signireg cant reduction in proper-ties when compared with the properties of 50 mmsection The absence of the need to stretch or coldcompress rolled rings to reduce residual stress andimprove properties as would be required for thecooling rate sensitive 2219 is a signireg cant costreduction factor
In the previous section mention has been made of recentdevelopments although these do not appear to be muchadvance on those of 30 years ago that were referred toearlier The major stimulus both then and now was a newgeneration SST aircraft but this is not likely to proceedeither in the USA or Europe in the foreseeable future7 1
In Europe the attention of the aviation industry isnow focused on the very large subsonic aircraft (AirbusA380) which has new aluminium alloy requirementsbut not at elevated temperature Having surrendered themarket for very large aircraft to Airbus Boeing is takinga more adventurous view of future aviation needs withthe announcement in March 2001 of the Sonic Cruiser7 2
In the short term this 200 plusmn 250 seat aircraft will macr y atMach 095 plusmn 098 but it may herald the start of a familythat could include a supersonic commercial transport7 3
This aircraft was due to macr y in 2006 but is now delayed toat least 2008 because of the general downturn in civilaviation7 4 Conventional aluminium alloys are obviouscandidate materials for the fuselage and at Mach 10 themaximum skin temperature will only be of the order ofshy 13degC
The extended delay of a new SST aircraft raises thequestion is there another signireg cant use to which creepresistant alloys can be put that can drive the developmentor exploitation of new materials on a commercial scale largeenough to make economic sense
In aeroengines it appears unlikely that the moderatelyhigher temperature capability of these ingot metallurgyalloys will be such to reverse the replacement of aluminiumbase with titanium base alloys although aluminium base
152 Robinson et al Creep resistant aluminium alloys and their applications152 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
MMC and RSP may give an alternative in some selectedapplications
Impellers for power generation turbo chargers are an areawhere substantial amounts of forgings in 2618 are used Thehigher performance versions use the titanium alloy Ti plusmn6Al plusmn 4V because of the higher temperatures There is apossibility at the lower end of this range where peripheraltemperatures reach up to 200degC that an improved ingotmetallurgy aluminium alloy could replace titanium ABBin Switzerland have investigated a medium copper alloyakin to those of Polmear mentioned earlier6 6 6 7 7 5 This wasproduced by the spray deposition Osprey process andforged This Al plusmn Cu plusmn Mg plusmn Ag base alloy was strengthenedthrough the coprecipitation of h rsquo and V phase This alloywas reported to have superior creep resistance to 2618A upto 180degC but at 200degC the improvement was minor leadingto its rejection as a candidate titanium replacement Withrotating parts such as impellers where the stressing of thepart is related to the rotational speed one avenue might beto reduce the mass by using an alloy of lower density andthis might be brought about by the use of lithium as analloying element
In general the developments in the past 40 years haveshown that high temperature performance is improved ingoing from the S type precipitates in alloys such as 2618(low CuMg ratio) to h type precipitate in high CuMgalloys (2219 type) to V type precipitates in high CuMgalloys containing silver This increased performance resultsfrom the morphological differences in the aging precipitatesand the increasing resistance to coarsening Other structuralfeatures are also of importance such as degree of recry-stallisation and grain size With the latter obtaining aconsistent grain structure can be difreg cult if not impossibleowing to the wide variation in deformation that may beexperienced in different areas of a die forging Other factorssuch as temperature gradients owing to relatively longcontact times with the die and die temperature consistencydo not help in this respect The relatively slow process ofcast stock breakdown exacerbates the situation whenextruded or rolled stock is not used In addition the grainmacr ow can be less well dereg ned in die forgings than the otherwrought forms
The alloy 2618 is particularly prone to variations inthermal history and variable deformation during forgingWithin a forging temperature range of 330 plusmn 460degC and withthe variable deformation characteristic of many conreg gura-tions the structure of a part may vary from unrecrystallisedcoarse recrystallised to reg ne recrystallised grains Each ofthese structures has different characteristics
(i) the unrecrystallised structure is sensitive to thecooling rate during heat treatment even when themanganese level is below 005 These areas have asignireg cantly lower strength than the recrystallisedareas if the part is boiling water quenched to keepthe residual stresses low
(ii) the coarse recrystallised structure has little effect onthe room temperature properties although it may bedetrimental to the fatigue life For creep at elevatedtemperature the performance judged by the mini-mum strain rate is the best of the three structures butthe overall ductility is poor and the material can benotch sensitive in creep rupture tests
(iii) the reg ne recrystallised structure generally has a higherminimum creep rate than the coarser structure butthe overall creep ductility is signireg cantly superiorand notch sensitivity in creep rupture tests is notapparent
(iv) forging the 6Cu alloy developed by High DutyAlloys in the 1960s in the same temperature rangehas not led to unrecrystallised structure There ishowever a signireg cant difference in grain size betweenmaterial processed at 460degC (coarse) and that
processed at 300degC (reg ne) The structural effect ofthe addition of zirconium was to give a grain sizewhen forged at 460degC comparable to that of thezirconium free alloy forged at 300degC The zirconiumcontaining alloy exhibited improved tensile ductilityat room temperature and vastly improved tensileductility at elevated temperatures
Recommendations for future alloydevelopment
Apart from the transitory period in the 1960s and 70s whena high temperature creep resistant alloy was required for theConcorde and was used for the skin and structural elementsthat were also subject to similar temperatures by conduction(Fig 1) the main market for such an alloy has been theaeroengine and turbo charger With the second generationSST aircraft currently on hold it seems probable that themarket for alloys with elevated temperature potential willremain the same as it has for the past 50 years or so Theproposals for a new SST aircraft in the 1980s and 90s didgenerate a renewed interest in development of alloys forelevated temperature use although they do not in generalappear to be signireg cantly different to those that were beinginvestigated in the 1960s Where commercially availablethe latter have not found widespread use at elevatedtemperature
It is considered that for any new alloy to be accepted forwidespread use it would need to be seen as a replacementfor 2618 in areas where this alloy is currently acceptable Todo this it must have some notable advantage other than itsimproved elevated temperature properties which in manycases would not be of signireg cance A prime considerationin all aircraft manufacture is weight so that a reduceddensity would be a signireg cant characteristic Another wouldbe good weldability as this would allow rolled or extrudedproreg les to be bent and joined to make rings It wassuggested earlier that a density reduction for impellermaterial would lead to the material being less highly stressedin operation This should mean that impeller temperaturescould be increased to at least the extent that the minimumstrain rate was not increased and creep rupture lifeenhanced in service even if the intrinsic creep performancewas not improved
From developments to date it appears likely that theoptimum elevated temperature performance is to be foundin the Al plusmn Cu plusmn Mg plusmn Ag system particularly with a highCuMg ratio Silver at an addition level of 04 plusmn 05 isexpensive and can increase the cast stock price by up to50 With regard to reducing the density additions oflithium appear to be the most promising option Here thecast stock price may be as much as 7 to 8 times that of acurrent alloy such as 2618 In terms of semireg nished andreg nished components the increased cost in percentage termswill of course normally be signireg cantly less than the reg guresquoted above The reduced thermal conductivity of lithiumcontaining alloys would be a negative characteristic withregard to elevated temperature use
Many of the aluminium plusmn lithium alloys currently avail-able are of the Al plusmn Li plusmn Cu plusmn Mg plusmn Ag family notably thoseoriginating from the Weldalite family of alloys originallymanufactured by Reynolds (formerly McCook Metals LLCnow Pechiney) Other than the formation of lithium contain-ing precipitates d rsquo (Al3Li) d (AlLi) and T1 (Al2CuLi) theprecipitation systems are similar to those in the lithiumfree aluminium base alloys ie h (Al2Cu) and V (related toAl2Cu) This family of alloys is of particular interest forforgings as the magnesium works in a similar manner to
Weldalite is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 153
Materials Science and Technology February 2003 Vol 19
when it is added to Al plusmn 6Cu alloys so that cold workingis not a prerequisite to obtain high strength as with someAl plusmn Li plusmn Cu alloys7 6 The chemical compositions of thisalloy range are given in Table 1 The general requirementsof an alloy that it is considered would reg nd widespreadapplications are presented in Table 4
Conclusions
Heat treatable and non-heat treatable aluminium alloys
reg nd application at elevated temperatures up to a maximumtemperature of around 500degC This temperature is repre-sentative of an extreme application and a more realistic
upper limit would be of the order of 350degC Even thistemperature is a severe requirement if signireg cant compo-nent loading or lifetime is required If a component is to
be structurally efreg cient and have a lifetime measured inthousands of hours 100 plusmn 175degC is a more realistic operatingregime
This relatively low temperature capability has resultedin limited successful development of creep resistant alumi-
nium base alloys This is remacr ected in the fact that the alloythat reg nds greatest application at elevated temperatureis Hiduminium plusmn RR582618 and the chemistry of thisalloy was reg rst arrived at in the 1920s Ingot and powder
metallurgy manufacturing routes have all demonstratedalloys with superior short term creep performance com-
pared with 2618 but none have gone on to successfulcommercialisation
The likelihood of the successful development and exploi-
tation of an improved high temperature alloy appears tobe dependent on the commitment to a second generation
large supersonic transport aircraft capable of macr ying atMach 20 plusmn 22 The alloy would be used for the fuselage ofthis aircraft
In the absence of a new SST aircraft the application ofa new alloy would be greatly improved if it could be usedas a direct replacement for 2618 Its replacement of 2618
in current applications would most probably depend onadvantages such as weight reductions improved fatigueand damage tolerance and weldability rather than
enhanced resistance to elevated temperature degradationOnce established its improved high temperature character-istics would extend its range of application beyond those
which 2618 satis reg es It is considered that the most likelycandidate alloy will be one based on the Al plusmn Li plusmn Cu plusmn Mg plusmnAg system
Acknowledgements
The authors wish to acknowledge the contribution of theCreepal partners and the European Commission for thesupport of this work through the thematic network(BRRT plusmn CT98 plusmn 5101) and HDA Forgings Ltd of MettisAerospace Group UK for supplying the mechanicalproperty data for Hiduminium plusmn RR58
References
1 c m hall `Process of reducing aluminium by electrolysisrsquo
Patent US400766 US Patent Ofreg ce Washington DC 18892 In `Aluminiumrsquo Vol 2 `In design and applicationrsquo (ed K R V
Horn) 16 1967 Metals Park OH American Society of
Metals3 k owen `Concorde new shape in the skyrsquo 1982 London
Janersquo s4 w m doyle `Improvements in or relating to sheets of
aluminium alloy and methods of manufacturing samersquo
Patent GB1069982 British Patent Ofreg ce London 19675 `The skin of concordersquo 1974 Milton Keynes Open University6 w m doyle Met Form August 1969 216 plusmn 220
7 `An improved aluminium alloyrsquo Patent GB300078 BritshPatent Ofreg ce London 1928
8 y girard j-c ehrstrOEgrave m and j c rantala Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 (ed R S Mishra et al) 409 plusmn 419 WarrendalePA TMS
9 `Hiduminium technical datarsquo 1967 Slough High Duty Alloys10 w m doyle J R Aeronautical Soc 1960 64 535 plusmn 548
11 `The properties of aluminium and its alloysrsquo 1993 BirminghamAluminium Federation
12 b wilshire Metall Mater Trans A 2002 33A (2) 241 plusmn 248
13 w blum p eisenlohr and f breutinger Metall MaterTrans A 2002 33A (2) 291 plusmn 303
14 k r mcnee h jones and g w greenwood Proc 9th Int
Conf on `Creep and fracture of engineering materials andstructuresrsquo University of Wales Swansea UK (ed J DParker) 185 plusmn 195 2001 London The Institute of Materials
15 w blum and w maier Phys Status Solidi (a) 1999 171 (2)467 plusmn 474
16 b wilshire and c j palmer Proc Symp on `Creep defor-
mation fundamentals and applicationsrsquo Seattle WA USA2002 (ed R S Mishra et al) 51 plusmn 60 TMS
17 w blum in `Hot deformation of aluminium alloysrsquo (ed T GLangdon et al) 181 plusmn 209 1991 Warrendale PA TMS
18 h martinod c renon and j calvet MeAcirc m Sci Rev MeAcirc tall1969 66 (4) 303 plusmn 310
19 b wilshire and h burt Proc 9th Int Conf on `Creep andfracture of engineering materials and structuresrsquo University of
Table 4 Elevated temperature aluminium alloy objectives
Aim Reason
At least equivalent properties to 2618at room and elevated temperature
Current parts in 2618 can be replaced without major redesign
Density between 5 and 10 lower than 2618 To encourage use in place of existing 2618 by weightreduction and to reduce stress in rotating parts
Properties independent of cold workingbetween solution treatment and aging
To alleviate the requirement to cold work die forgingsin order to achieve high strengthTo allow cold working of sheet plate and hand forgings for straightnessandor residual stress minimisation without signireg cant effect on properties
Minimum cooling rate sensitivity forquench after solution treatment
To allow use of water quench temperatures above 80degC to reduce residualstress in die forgings without recourse to cold compressionTo allow boiling water quenching for thick sections
Higher elastic modulus than 2618 To improve initiation fatigue resistance propertiesImproved damage tolerance compared with 2618 For aerostructural advantageGood weldability To give alternative method of manufacture In particular annular
components which would reduce input weight and help offsetprobable increased basic cost of the alloy
All of above To give one alloy suitable for widespread applications includingreplacement of 2618 so that volume production and optimum useof scrap would aid in cost reduction
154 Robinson et al Creep resistant aluminium alloys and their applications154 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical
Trans Tech76 b p huang and z q zheng Acta Mater 1998 46 (12)
4381 plusmn 4393
Robinson et al Creep resistant aluminium alloys and their applications 155
Materials Science and Technology February 2003 Vol 19
Designs for a SST aircraft to succeed Concorde continueto be considered by a number of aerospace companies Thequestion of the alloy to be used for the skin material is oneof a number of details that arises and this was the mainreason for the initiation of the CEC funded thematic net-work Creepal (BRRT plusmn CT98 plusmn 5101) Creepal was a 3 yearprogramme established in 1998 8 The objectives were to
(i) increase the amount of creep data in the publicdomain
(ii) dereg ne rules for best practice testing and dataacquisition
(iii) assess the microstructural basis of the resistance tocreep and stress relaxation
(iv) quantify characterisation and microstructural model-ling of creep
This paper presents some of the information gathered byconsortium members related to skin alloys and additionalindustrial information related mainly to forging alloys
Elevated temperature use
ELEVATED TEMPERATURE PROPERTIESThe position of Hiduminium plusmn RR58 as a tried and testedskin alloy in a supersonic application implies that itselevated properties can be taken as a benchmark for anynew developments For instance strength at elevated tem-peratures is indicated by the variation in 02 proof stressRp 0 2 as is shown in Fig 2 for Hiduminium plusmn RR58 in a T61type temper These data were obtained by testing specimensmanufactured from 25 mm diameter forged bar and wereconducted at the elevated temperature shown after priorsoaking at that temperature for times of up to 1000 h Thedata in Fig 2 thus indicate the result of two inmacr uences iethe effect of prolonged aging treatment combined with thesubsequent thermal activation of plastic deformation
RECOVERY PROPERTIESRecovery properties relate to the effect of exposure at anytemperature on the property characteristics compared withthose achieved before the exposure Testing is normallyperformed at room temperature An example is shown inFig 3 where the recovery properties of Hiduminium plusmnRR58 are compared with the properties at 200 and 250degC
REGRESSION (OR REVERSION)Regression or reversion is often observed in heat treatablealloys when the application temperature is higher than theaging temperature Exposure initially results in resolution ofprecipitates characteristic of the aging temperature leadingto a signireg cant decrease in both recovery and elevated tem-perature strength This is followed by a second precipita-tion characteristic of the exposure temperature and leadingto partial recovery in strength Figure 4 indicates the changein Rp 0 2 for the alloys Hiduminium 66 plusmn L73 (similar to2014T6) Hiduminium plusmn RR58(DTD5070) and Hiduminium72(W) (similar to 2024T4) in sheet form subject to rapidheating and loading1 0 Of these three alloys the 2024 typealone exhibits a signireg cant regression response a directconsequence of the T4 temper
2 Variation in proof stress Rp02 for Hiduminium plusmn RR58tested at soaking temperature from Ref 9
3 Variation in proof stress Rp02 for Hiduminium plusmn RR58at 200 and 250degC recovery properties measured atroom temperature elevated temperature propertiestested at soaking temperature from Ref 9
4 Variation of proof stress Rp02 under conditions ofrapid heating and loading sheet materials 10 minsoak tested at soaking temperature from Ref 10
144 Robinson et al Creep resistant aluminium alloys and their applications144 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
EXPANSION AND VOLUME CHANGESAluminium alloys have a comparatively high coefreg cient oflinear expansion in the range 16 plusmn 24610 shy 6 K shy 1 1 1 Depend-ing on the alloy system further precipitation at the exposuretemperature can lead to either small increases or decreasesin volume
CREEPCreep is the direct manifestation of the accumulation ofmany microplastic events occurring over a (nominally long)period of time The application of stress at the exposuretemperature leads to a permanent strain in the directionof the applied stress Under severe conditions this leadsto signireg cant damage accumulation and reg nally ruptureRecent reviews of creep are provided in Refs 12 and 13The rate of creep is a strong function of the applied stressand temperature and the resistance to this form of defor-mation is obviously of great importance when materials areused at elevated temperatures
Although creep is a phenomenon of major importancein aerospace applications there have been relatively fewsystematic studies to elucidate detailed mechanisms of creepin aluminium alloys The intrinsic thermodynamic insta-bility of the precipitation hardened microstructures in thesealloys means that creep is more complex than it is in simplemetals
The mechanism of creep in aluminium and its alloysremains a controversial subject For pure aluminium thewidely accepted view is that different creep mechanismscan occur depending on the combination of stress andtemperature Power law creep expressions adequatelydescribe the behaviour over a wide range of stress and tem-perature At high temperatures and low stresses Harper plusmnDorn creep involving dislocation processes is reported tooccur Diffusional macr ow of the Nabarro plusmn Herring type is alsopossible in reg ne grained material at high temperatures andlow stresses but has rarely been reported in the literatureThe exact microstructural events giving rise to these types ofcreep remain obscure and controversy still surrounds theevidence of these phenomena1 4 plusmn 1 6
For precipitation hardened alloys in the regimes ofstress and temperature of technological interest the mecha-nism of creep is believed to consist of glide and diffusionassisted climb with the associated development of adislocation substructure1 7 Unlike pure aluminium where
dislocation plusmn dislocation interactions and the developmentof a dislocation substructure are signireg cant in precipitationhardened alloys the dislocation plusmn precipitate interactions areof primary importance The creep rate will be determined bythe rate at which dislocations interact with and ultimatelyovercome obstacles provided by the precipitates As hasalready been indicated commercial creep resistant alumi-nium alloys are always based on the Al plusmn Cu system Whilethe solid state diffusivity of copper in aluminium is similarto the other standard alloying elements it is the stablenature and reg ne distribution of the semicoherent precipitatesthat can be formed that give rise to its selection Micro-structural stability is of paramount importance for longterm application Figure 5 displays tensile creep curvesfor the French equivalents of 2618T6(A plusmn U2GN) and2024T8(A plusmn U4G1) tested at 130degC1 8 These data arerelatively old and the long duration of these tests contrastswith the shorter time scales seen in recent data1 9 Furtherthe data in Fig 5 highlight the danger of assessing theperformance of different alloys for long term use based onaccelerated tests In Fig 5 the short term performance of2024T8 is signireg cantly superior to 2618T6 however therapid acceleration of damage accumulation in 2024 owingto strain accelerated phase transformation renders this alloyinferior to 2618 in practical applications Unfortunatelythe cost associated with long term creep tests has resultedin a dearth of data useful to designers
The authors have recently reviewed short termHiduminium plusmn RR58 creep data from the 1960s releasedby HDA Forgings Ltd (now Mettis Aerospace Ltd) to theCREEPAL thematic network2 0 2 1 and a large alumi-nium alloy creep data set of US origin has recently beenpublished2 2
FATIGUEThe number of cycles to initiate fatigue is generally con-sidered to be inversely related to the total elastic and plasticstrain cycle The complete strain cycle to achieve a requiredstress will be greater the lower the elastic modulus and yieldstress For even moderate increases in temperature theelastic modulus Fig 6 and yield stress (Fig 2) decrease andthe fatigue life is reduced (Fig 7) although this is mainly aconsequence of the lowered yield stress In addition if creepis a signireg cant factor then the creep damage is likely to bedeleterious to the fatigue life The presence of pre-existing
5 Creep curves of French equivalents of 2618T6 and2024T8 tested at 130degC from Ref 18
6 Variation of elastic modulus with temperature ofsome wrought Al alloys bar materials from Ref 10
Robinson et al Creep resistant aluminium alloys and their applications 145
Materials Science and Technology February 2003 Vol 19
macr aws in materials operating in fatigue and creep environ-ments raises the question of interactions of different damagemechanisms occurring at the crack tip The application ofthe concepts of fracture mechanics has been shown to beuseful in predicting creep crack growth2 3 2 4
TOUGHNESSAluminium alloys normally exhibit higher toughness atelevated temperature when compared with room tempera-ture There is very little elevated temperature plane straintype data in the public domain The results of sheet tearresistance tests have been published recently2 5 and theresults of these tests at room temperature and 150degC foralloys with potential elevated temperature applicationsare presented in Fig 8 The untypical behaviour of 2024in the naturally aged condition (T3) is a consequence ofstrengthening of the matrix during exposure to the elevatedtemperature during the test While dependent upon orien-tation Hiduminium plusmn RR58 has a plane strain fracturetoughness of between 18 plusmn 22 MPa m1 2 which is at thelower end of the range when compared with other highstrength aluminium alloys (20 plusmn 40 MPa m1 2)5
Classi cation of wrought alloys
Aluminium alloys can be categorised into two majorgroups non-heat treatable and heat treatable
NON-HEAT TREATABLE ALLOYSThese range from commercially pure aluminium containingonly small amounts of other elements notably iron andsilicon to alloys containing signireg cant amounts of alloy-ing elements such as manganese (3xxx series alloys) andmagnesium (5xxx series alloys) In all strengthening canbe achieved by cold working and in the manganese andmagnesium containing alloys solid solution strengtheningcan be signireg cant Such alloys may be used at elevatedtemperatures where stressing of any signireg cance is not afactor Recovery properties will generally be the same as theoriginal properties unless the temperature induces softeningby static recovery or recrystallisation With the highermagnesium containing alloys (43 plusmn 4 wt-Mg) another
effect is the precipitation of the magnesium rich b phase(Mg5Al8) from the solid solution (All compositions in thispaper are given in wt- unless shown otherwise) This canlead to a marked reduction in ductility corrosion resistanceand stress corrosion cracking resistance
HEAT TREATABLE ALLOYSThe strength of such alloys is dependent on the abilityto solutionise the main elements by a high temperaturetreatment retain the solid solution by cooling at a suitablerate and then producing a reg ne submicrometre strengthen-ing precipitate either at room temperature or elevatedtemperatures generally in the range 100 plusmn 200degC Because ofthis method of strengthening the alloys can be consideredthermodynamically metastable In the majority of casesthe instability is not perceptible at room temperature Thisinstability can be considered in three ways depending on theexposure temperature
(i) as the slope of the solvus for precipitation on atemperature yconcentration x basis is positive afteraging at an elevated temperature and cooling toroom temperature there is still a small proportion ofthe age hardening constituents in solid solutionDepending on the kinetics of precipitation in theparticular alloy system and the subsequent exposuretemperature noticeable further aging may occurcharacteristic of the concentration remaining insolid solution and the exposure temperature
(ii) if the temperature of exposure is close to that ofaging then the material continues to age With timethis will generally lead to a decrease in strength asthe precipitates coarsen (overaging)
(iii) as mentioned above if the exposure temperatureexceeds the aging temperature then reversion canoccur
Elevated temperature instability atrelatively low temperatures
Non-heat treatable alloys containing in excess of 4 magne-sium retain some magnesium in solution after processing
7 High cycle fatigue resistance of Hiduminium plusmn RR58forged bar RT room temperature from Ref 9
8 Sheet tear toughness of aluminium alloys at roomtemperature (solid symbols) and 150degC (open symbols)time at temperature 05 h from Ref 25
146 Robinson et al Creep resistant aluminium alloys and their applications146 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
at elevated temperature Subsequent slightly elevatedtemperature exposure (466degC) can lead to preferentialprecipitation of Mg5 Al8 at the grain boundaries and inter-granular stress corrosion failure in service2 6 A similarphenomenon occurs with the medium strength weldableAl plusmn Zn plusmn Mg alloys although the effect can be mitigated bythe addition of small amounts of copper andor silver2 7
The high residual saturation of solute which is the drivingforce for this instability has also been reported for certainaged lithium containing aluminium alloys exposed for longtimes at temperatures of 60 plusmn 135degC the exposure resultingin an increase in strength and reduction in ductility andtoughness2 8 plusmn 3 0
Alloys used at elevated temperatures
CASTING ALLOYSIt is intended to give only a brief summary of casting alloysas the main concern is for the wrought form Wroughtalloys produced from conventional semicontinuous castingtechniques are limited to those that are amenable to thiscasting technique and to those that are subsequentlydeformable to produce the reg nished part This places anot inconsiderable limit on the alloy compositions thatcan be produced as wrought products Whilst castability isan obvious concern for cast alloys there is generally lesslimitation on the composition than for wrought alloys Oneexample of this compositional complexity is an early alloydeveloped for use up to 350degC which was described as anAl plusmn Cu plusmn Ni plusmn Co plusmn Sb plusmn Zr alloy9
A much simpler casting alloy Al plusmn 3Mn was developedfor use as a gas burner for domestic cookers9 This latteruse probably represents the highest application temperaturefor an aluminium alloy being of the order of 500degC Therelatively high manganese content compared with othercasting alloys whilst not giving a high strength capabilitydoes increase the stiffness at temperature In addition man-ganese has a much higher capacity for retaining hydrogenthan other alloying elements such as chromium iron cobaltor nickel3 1 This characteristic is instrumental in preventingin service blistering owing to hydrogen absorption
Most aluminium casting alloys are based on the Al plusmn Sisystem because the addition of silicon leads to high macr uiditygood feedability and high resistance to hot crackingAdditionally silicon is unique in signireg cantly reducing thecoefreg cient of linear expansion so that with hypereutecticcompositions values as low as 16610
shy 6K
shy 1can be
achieved1 1 With such levels of silicon wear resistance isvery good Alloys containing 12 plusmn 23Si in which the primarysilicon can be signireg cantly rereg ned by the addition of smallamounts of phosphorus have been used for pistons in petroland diesel engines
In the early stages of the development of motor vehiclesextensive use was made of cast aluminium alloys in internalcombustion engines but improvements in ferrous metal-lurgy with reduced costs compared with aluminium led toaluminium alloys taking a minor role for many years Withthe current emphasis on increasing fuel economy castaluminium alloys are again reg nding growing application asengine components and many modern vehicles have bothaluminium alloy cylinder heads and engine blocks
Heat treatable Al plusmn Si plusmn Cu plusmn Mg hypoeutectic alloys likeC355T61 (Al plusmn 5Si plusmn 13Cu plusmn 05Mg) can reg nd application inthe cold section of automotive turbo chargers as the cen-trifugal compressor wheels These components are normallymanufactured using vacuum assisted gravity casting intogypsum based moulds This alloy and others for exampleA357T6 (Al plusmn 7Si plusmn 05Mg) also have potential structuralaerospace applications with highly complex near net shapecomponents being manufactured using the investment
casting process known as Sophia developed by ThyssenUmformtechnik + Guss Gmbh3 2
WROUGHT ALLOYSThe chemical compositions of some of the alloys referredto in this section are given in Table 1 Where the highestperformance is required and the conreg guration allowsengineers still favour wrought product forms The pre-cipitation hardening alloys offer the best outright creepperformance but non-heat treatable wrought alloys do reg ndcertain applications an example being the use of 995aluminium and alloys containing either manganese ormagnesium as the main alloying elements for pressurevessels at temperatures up to 200degC2 6 The use of the highermagnesium compositions is not permitted in this applica-tion for the microstructural instability reasons describedearlier
For most elevated temperature applications the alloysemployed are developments of the reg rst age hardeningsystem Al plusmn Cu plusmn Mg discovered by Alfred Wilm just beforethe First World War3 3 Before the development ofConcorde aluminium alloys had been used successfullyin aeroengines in cast and wrought forms at temperaturesrarely below 200degC Short design lives up to 1000 h hadallowed this exploitation even up to temperatures approach-ing 350degC In the UK circa 1950 there were a number ofwrought alloys for use in the range 150 plusmn 350degC3 4 It islikely that some had characteristics suitable for specireg capplications but rationalisation led to two alloys being themost widely employed These were initially known asHiduminium plusmn RR58 originally referred to as Hiduminium plusmn59 low silicon and Hiduminium plusmn RR57 The initialdevelopment of Hiduminium plusmn RR58 arose from therequirement in the late 1930s and early 1940s for analuminium base alloy capable of operating in the 200 plusmn250degC range The target application at this time was coldsection components of the Whittle gas turbine and the reg rstforged impellers made in the alloy were reg tted to the GlosterMeteor Mk1 which reg rst macr ew in 1943 The actualcomposition of Hiduminium plusmn RR58 was developed as alow silicon variant of Hiduminium plusmn RR59 an aeroenginepiston alloy used extensively during the Second World WarThis low silicon alloy was difreg cult to cast consistently usingtraditional chill casting techniques however the intro-duction of semicontinuous casting processes enabled largediameter ingots to be made In the USA similar alloyswith slightly different compositional ranges were adoptedand designated 2618 and 2219 Notably 2219 intentionallycontains small additions of zirconium and vanadium
Mention should also be made of the 2014 alloy that in theUK was employed as a structural alloy for aerospace whilstin the USA 7075 (Al plusmn Zn plusmn Mg plusmn Cu) was preferred 2014also found favour for some elevated temperature usessuch as aircraft wheels where high strength good fatigueand resistance to the heating generated by braking wereimportant In this latter application when heating is onlyfor short periods it is the recovery properties that areimportant rather than those at elevated temperature andlong term creep is unlikely to be a consideration 2014 hasalso been used for impellers in diesel turbo chargers Alloysof the 4032 type (Al plusmn 12Si plusmn 1Cu plusmn 1Mg plusmn 1Ni) are used forforged pistons where engineers prefer the integrity of thewrought form to the equivalent cast alloys
In the late 1950s Alcoa introduced an Al plusmn Li alloy2020 containing copper magnesium and manganese havinggood elevated temperature properties allied to low densityimparted by the lithium addition Concerns for the fracturebehaviour of this alloy resulted in limited use Althoughconsidered for the supersonic Concorde and British Aircraft
Sophia is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 147
Materials Science and Technology February 2003 Vol 19
Corp TSR2 it was only used for skinning the wings on onelarge programme the US Navyrsquo s North American Rock-well A3JRA plusmn 5C Vigilante3 5 Production of the alloyceased in 1969 although the aircraft were not retired fromservice until 19793 6
Of the 2618 and 2219 type alloys the former has found byfar the most widespread use at elevated temperatures mainlyin aeroengines and turbo chargers The alloy 2618 wasextensively used for compressor blades in earlier generationaeroengines a use that has declined but not completelydisappeared with the increased compressor temperaturesnow employed It reg nds extensive current use for structuralengine parts (rings) bleed valves guide vanes enginecasings annulus reg llers and impellers The alloy 2219 is notsimilarly used however its weldability and good toughnessat cryogenic temperatures are the major reasons for itsselection in many of its applications
As mentioned earlier the alloy used for skinning theConcorde was developed from that of a Rolls Royce patentof 1928 7 This development was carried out at High DutyAlloys on the basic 2618 alloy to optimise its performancein sheet form at elevated temperatures4 In the early 1960smost of this work was complete and investigations were
being carried out on an alloy showing improved elevatedtemperature potential This alloy was based on the UKversion of 2219 but with a small addition of magnesium andsilicon
Both the UK and USA versions of 2219 did not exhibitparticularly useful strength unless subjected to cold workof 15 plusmn 3 between solution treatment and aging Theaddition of 015 plusmn 040Mg and 010 plusmn 020Si gave similarstrength values to the cold worked alloys without the appli-cation of any cold work3 7 Whilst the cold work requiredby the original variants can be applied quite easily withthe required precision to sheet and plate by stretching andto rectilinear forgings by cold compression or in somecircumstances stretching it is not so easily applied to dieforgings The application of plastic deformation does havethe added benereg t of reducing residual stresses induced bythe quenching stage of the heat treatment
Two versions were initially developed from the UKalloy one with a nominal magnesium content of 035 forsheet and rivet stock the other with a nominal magnesiumcontent of 020 being preferred for other wrought formsIt was postulated that the small additions of magnesium ledto a substantial increase in solutevacancy binding energy
Table 1 Chemical composition of wrought elevated temperature aluminium alloys
Period Alloy Value Si Fe Cu Mn Mg Cr Ni Zn Ti Ag Zr V Li Cd
148 Robinson et al Creep resistant aluminium alloys and their applications148 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
and retarded diffusion rates The density of precipitatenucleation was thus increased and precipitate growthlimited3 7
Two aging treatments were developed the reg rst higherstrength version being 12 h at 190degC the other 16 h at215degC The latter was based on a requirement for no furthernon-reversible volume changes to take place during use attemperature Besides there being no requirement to coldwork the alloy to achieve useful properties other advan-tages were that the alloy was not particularly cooling rate(quench) sensitive and could be boiling water quenched andin thin sections salt quenched (200degC) to reduce residualstresses and give stability during machining
Further developments on this alloy system involved theaddition of up to 05Ag (Ref 38) and separately the addi-tion of 012Zr to improve weldability The latter increasedthe sensitivity to cooling rate when compared with the basicalloy and led to an increase in quench induced stressesin product forms that were not easily mechanically stressrelieved eg forgings A further development by the FulmerResearch Institute in the UK was the addition of smallamounts of germanium which replaced the silicon in themagnesium silicide compound3 9 This led to increasedresponse to aging as evidenced by higher room temperaturestrength but it was less efreg cacious in retarding the coar-sening and transformation of the h rsquo precipitate and wascomparatively deleterious to the elevated temperatureproperties
Despite some of these developments showing signireg cantadvantages for use at elevated temperature and numerousproprietary specireg cations being raised for all but the silver
bearing alloy they found few applications and were neversubmitted for either national or international standardisa-tion It is interesting that although this type of alloy has notfound widespread use to date a similar alloy 2519 wasregistered by the USA in 1985 and that alloys containingsilver have been proposed for extending the elevatedtemperature range of aluminium alloys4 0 plusmn 4 3 A summaryof the development of alloys for use at elevated temperatureis given in Table 2 A list of some of the applications ofthese alloys is presented in Table 3
Physical metallurgy of Hiduminium plusmn RR58(2618A)During the 1960s after selection of Hiduminium plusmn RR58for Concorde the physical metallurgy of this alloy wasexamined extensively and the reasons determined for itscreep resistance When aged at temperatures below 200degCstrengthening in an Al plusmn 25Cu plusmn 12Mg alloy occurs fromformation of transition precipitates in the pseudo-binaryAl plusmn Cu plusmn Mg system4 4 4 5
a -Al reg GPB zones reg Srsquo reg S (Al2CuMg)
The GPB zones nucleate homogeneously and grow cylin-drically parallel to aacute 100 ntilde A l matrix directions while Srsquoparticles are lath like platelets with a long axis also parallelto the aacute 100 ntilde A l matrix Srsquo precipitates are semicoherentand are structurally very similar to the equilibrium phaseAl2CuMg which is orthorhombic and retains coherency inaacute 100 ntilde A l directions over a large range of particle sizes In theas quenched condition dislocation loops and helices areobserved in the matrix During artireg cial aging these helicaldislocations grow by a climb process but also act as sitesfor nucleation of Srsquo on 210 planes Elevated tempera-ture aging treatments will produce peak hardness when~25 of the Srsquo phase has formed and a large propor-tion of GPB zones remain
The controlled addition of 018 plusmn 025Si in Hidumi-nium plusmn RR58 retards the onset of hardening during naturalaging but increases the peak hardness and reduces thetime to peak properties during artireg cial aging4 6 Silicon alsopromotes a higher density of smaller Srsquo precipitates andmakes the alloy more resistant to overaging Silicon addi-tions reduce the size and number of dislocation loops andhelices a result of reduced vacancy mobility During artireg -cial aging the length of the Srsquo phase laths is noted to increasemore slowly compared with Si free alloys In Si bearing
Table 2 Summary of development of wrought aluminiumalloys for use at elevated temperature
Period Progress
1910 plusmn 1920 Duralumin (Al plusmn Cu) age hardening alloysdiscovered and development acceleratedby WWI
1920 plusmn 1930 Development of Al plusmn Cu system continues withnumerous alloying additions notably Mg SiNi and Fe for elevated temperature use
1930 plusmn 1950 Widespread use of wrought elevatedtemperature alloys particularly inaeroengines during WWII
1950 plusmn 1970 Majority of applications turn to useof 26182618A2219Development of clad 2618A for ConcordeDevelopment of Al plusmn 6 wt-Cu baseto meet possible requirement for secondgeneration supersonic transport aircraftby additions of Mg Si Ge and AgFirst commercial Al plusmn Li alloy 2020 havinghigh temperature capability but doesnot reg nd widespread use due to notchsensitivity and falls into disuse
1970 plusmn 1990 Experimental alloys based onAl plusmn 6 wt-Cu with Ag proposed byPolmear for turbo charger impellersFurther development of Al plusmn Li alloysRapid solidireg ed processing offers potentialbut no alloy makes full commercialisation
1990 plusmn 2000 Renewed interest in 2nd generationsupersonic transport aircraft Europeproposes cruising speed in line with useof aluminium USA propose higher speedrequiring use of titaniumNEWAL150 European collaborativedevelopment programme improves onhigh temperature properties and damagetolerance of 2618AAustralianFrench programme results inAl plusmn Cu plusmn Mg plusmn Ag becoming candidate forsupersonic transport aircraftAl plusmn Li based alloys registered by USA withvarious CuMg ratios plus Ag which do notrequire cold work to attain high strength
2000+ Al plusmn Li high Cu high CuMg + Ag alloydesigned for elevated temperature use
Table 3 Applications of elevated temperature alloys
Robinson et al Creep resistant aluminium alloys and their applications 149
Materials Science and Technology February 2003 Vol 19
alloys the distribution of Srsquo is more uniform owing to thelower dislocation density There is some evidence that025Si is the optimum addition level for this alloy
Hiduminium plusmn RR58 also has 1Ni and 1Fe con-trolled additions The inmacr uence of Fe and Ni on the struc-ture and properties of the basic Al plusmn 25Cu plusmn 12Mg alloyhas been investigated and the inmacr uence on the kinetics ofprecipitation hardening was found to be small Howeverwhen Fe and Ni are added separately the aging responseis diminished owing to the formation of insoluble inter-metallics AlCuNi or (CuFe)Al3 Combined Fe and Ni formFeNiAl9 and the age hardening response reverts to the basicalloy4 7 The FeNiAl9 intermetallic is usually dispersed intoclusters of particles associated with prior interdendriticareas in the cast material Individual intermetallic par-ticles are ~1 plusmn 3 mm in diameter Areas containing clustersare signireg cantly harder than the surrounding matrixThe other phase of note that can form in Hiduminium plusmnRR58 is Mg2Si and this phase is usually observed asrounded isolated particles with size similar to the FeNiAl9
particles Figure 9a is a typical microstructure from forgedHiduminium plusmn RR58 This example demonstrates a fullyrecrystallised equiaxed microstructure with obvious cluster-ing of the intermetallic particles
In Fig 10 a partially recrystallised structure is illustratedwith corresponding coarse recrystallised grains and areasthat are unrecrystallised containing a well dereg ned sub-structure This specimen was prepared from a stress rupturetest conducted at 120degC and 321 MPa with ruptureoccurring in 1200 h after a plastic strain of 77 Secondary
cracking along the gauge length was noted and someintergranular wedge type cracks can be observed Wedgecracks are characteristic of grain boundary sliding at triplepoints under the inmacr uence of high shear stresses in contrastto cavitation which is more typical of lower stresses Thesespecimens were prepared using a concentrated nitric acid(20 ml) hydromacr uoric acid (20 ml) and glycerol (60 ml)etchant
Surprisingly the exact role of the FeNiAl9 intermetallicparticles is still unclear but there is some evidence that theparticles nucleate screw dislocations during the quenchingstage owing to differing thermal contraction with thematrix These dislocations interact with vacancies formingsessile helical dislocations which in turn act as potentnucleation sites for the Srsquo phase during age hardening Theparticles also modify the recrystallisation and grain growthbehaviour and act to rereg ne the grain size and prevent grainsbecoming very coarse during heat treatment The relativelyhigh volume fraction of particles does result in low fracturetoughness compared with other Al plusmn Cu plusmn Mg alloys
Creep performance of Hiduminium plusmn RR58Tensile creep curves generated by testing specimensmachined from Hiduminium plusmn RR58 forged bar at 150degCare shown in Fig 119 The alloy displays behaviour similarto most engineering materials in that the time to failure andcreep rates are a function of stress (and temperature) Forexposure at a particular temperature creep ductility tendsto decrease as the stress is decreased
Hiduminium plusmn RR58 was originally designed to operateat temperatures up to 250degC This temperature was abovethe normal aging temperature of the alloy and componentlives were correspondingly short At lower temperaturesthe performance of the alloy is such that structural com-ponents can have lifetimes measured in tens of thousandsof hours (The macr ight time of Concorde at the time of writingis ~12 000 h and while this aircraft has had in serviceproblems issues with the structural integrity of theHiduminium plusmn RR58 airframe have not been reported)
Hiduminium plusmn RR58 forgings and forged bar typicallyhave mean grain diameters of the order of 200 mm Plateextrusions and sheet are normally much reg ner grained thanthis and at higher temperatures than 200degC these productforms can display lower creep resistance This effect is ofless signireg cance at lower temperatures (100 plusmn 150degC)
The inmacr uence of plastic deformation on the creep perfor-mance of Hiduminium plusmn RR58 was investigated thoroughlyduring its development for Concorde These observationsand the application of thermomechanical type treatments
a forged Hiduminium plusmn RR58 b rolled sheet 2650T8
9 Typical recrystallised microstructure of forged Hidumi-nium plusmn RR58 and rolled sheet 2650T8
10 Hiduminium plusmn RR58 microstructure from stress rup-ture specimen tested at 321 MPa and 120degC
150 Robinson et al Creep resistant aluminium alloys and their applications150 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
are reviewed in Ref 48 Any treatment that increases thedislocation density before creep loading appears to bedetrimental to the creep performance in terms of theminimum creep rates observed The origin of these dis-locations could be statically recovered regions resultingfrom forming at high temperatures or cold work introducedafter solution heat treatment but before aging (which is acommon procedure for the reduction of residual stress)While the minimum creep rate is adversely affected by coldwork there is evidence that the microstructural modireg ca-tion to the precipitate distribution is more stable and thiscan enhance the long term performance of the alloy4 8 4 9
Further developments
INGOT METALLURGYSince the development of Hiduminium plusmn RR58 for theConcorde and the environmental political and commercialproblems accompanying the introduction of this SST air-craft the interest in a second generation aircraft has beenintermittent on both sides of the Atlantic Many paperprojects have been proposed5 0 with speeds ranging fromMach 16 up to Mach 100 with Mach 24 appearing to befavoured by the recent High Speed Civil Transportprogramme funded by NASA5 1 This speed is above thatat which conventional ingot metallurgy aluminium alloyscan be used The speed requirement of the European Con-corde successor that emerged in the early 1990s was dereg nedas being Mach 20 plusmn 22 and this decision was taken toensure that aluminium alloys could be candidate materialsThe proposed aircraft would however have a macr ying lifetimeof four times that of Concorde From a creep perspectivethe requirements for the fuselage material of the futureEuropean supersonic aircraft were
(i) stress 130 to 170 MPa(ii) in service time 80 000 macr ight hours (20 000 cycles)
(iii) temperature 90 to 100degC with a maximum servicetemperature of 130degC
(iv) deformation501 total plastic strain within60 000 h at 130degC and 150 MPa
In addition improvements in damage tolerance and fatiguewith static properties 20 greater than subsonic aircraftwere expected5 2 For this aircraft new materials were
considered essential for the fuselage Advanced aluminiumalloys andor organic composites were both candidates5 3 5 4
The CEC funded BRITE plusmn EURAM `NEWAL150rsquo pro-gramme which terminated in 1996 sought to developimproved aluminium base alloys for this purpose with atemperature capability of 150degC The programme aimedto develop alloys that could demonstrate superior creepand damage tolerance performance compared with 2618AWhile the bulk of the data from NEWAL150 has yet toemerge into the public domain it has been reported thata modireg ed 2650 alloy could exhibit similar performancein creep in conjunction with greatly superior damagetolerance5 5 5 6 The alloy 2650 is itself a minor modireg cationof 2618A with lower iron and nickel but increased man-ganese The microstructure of 2650T8 sheet is shown inFig 9b Recent investigations into the mechanism of creepof 2650T8 at 150degC and high stresses have conreg rmed thatstrain enhanced particle instability and coarsening of the Srsquophase is a major factor in accounting for the accelerationof creep with the transition precipitates growing at theexpense of reg ne GPB zone type particles5 7 plusmn 5 9 The highmanganese content of this alloy will render it quenchsensitive and while this will not be a concern for sheet andplate the alloy will be problematical for die forgings thatcannot be cold compressed
At the same time as NEWAL150 a joint developmentprogramme was being carried out by Australia and Franceevaluating a series of Al plusmn Cu plusmn 045Mg plusmn 045Ag plusmn 030Mn plusmn015Zr alloys with Cu in the range 36 plusmn 65 The highcopper variant showed a marked improvement in creepperformance at 150degC (Fig 12) It should be stated thatthese tests were of relatively short duration The advantageof silver bearing alloys is the relative stability and coar-sening resistance of plates of the V strengthening phase6 1
OTHER MANUFACTURING ROUTESThe ingot metallurgy route for wrought products restrictscompositions to those that can be semicontinuously castand thereafter plastically deformed Cast products cansuffer owing to comparatively gross second phase particleswhilst with wrought products these can be advantageouslyfragmented Even so these second phase particles inwrought alloys are coarse (50 plusmn 100 mm) compared with theaging precipitate Other routes such as spray deposition plusmnOsprey6 2 6 3 and rapidly solidireg ed powder (RSP) metallurgy
11 Tensile creep curves from Hiduminium plusmn RR58 forgedbar tested at 150degC from Ref 9
12 Minimum creep rates at 150degC for some creep resis-tant aluminium alloys from Refs 9 41 59 and 60
Robinson et al Creep resistant aluminium alloys and their applications 151
Materials Science and Technology February 2003 Vol 19
(cooling rates up to 106
K sshy 1
) give opportunities toproduce alloys that cannot be produced by conventionalingot metallurgy and control the size and distribution ofsecondary phase particles Large volume fractions of lowdiffusivity transition metal based intermetallic dispersoidswhich resist coarsening at all but the highest elevatedtemperatures can be formed in the matrix during heattreatment Many alloys were investigated to try to raise theservice temperature above 300degC and most of the `betterrsquoalloys contained iron6 4 These alloys displayed good shortterm elevated temperature strength but there is less dataavailable detailing their long term creep resistance Possiblythe best materials of this type were the planar macr ow castAl plusmn Fe plusmn V plusmn Si series of alloys6 5 Unfortunately these alloysdid not reg nd commercial application and production ceasedin the early 1990s
A range of silver bearing spray deposited alloys wasdeveloped by Alusuisse plusmn Lonza in the late 1980s and early1990s6 6 6 7 Initial development centred on an Al plusmn Cu plusmn Mg plusmnAg base with signireg cant additions of transition metalelements intended to form small dispersoids The rates ofcooling during spray deposition were insufreg cient to preventthe formation of coarse constituent type particles and fur-ther alloys were developed with much lower concentrationsof dispersoid forming elements The elevated temperatureproperties of these alloys were better than 2618 and 2219but the alloys did not reg nd major application
These processes also facilitate the production of metalmatrix composites (MMCs) an early commercially exploitedexample of which was SAP (sintered aluminium powder)The very small oxide particles (10
shy 6plusmn 10
shy 8m) evenly dis-
tributed and epitaxially bonded to the aluminium matrixproduced signireg cant strengthening particularly at hightemperature6 8
The Osprey process has much to commend it in that if amarket for large volumes of material could be establishedthe price of stock may possibly become competitive withingot metallurgy routes The current major use of Ospreymaterial is for cylinder liners produced in an Al plusmn Si alloyfor Mercedes plusmn Benz vee conreg guration internal combustionengines6 9 The cooling rate of this process is not highenough to give the advantages offered with powder pro-duction by atomisation and other higher cooling rateprocesses as described above
Powder alloys and associated MMCs go through anenergy and labour intensive process to produce stock forfurther conventional processing and in small quantities thecost can be as much as 50 times that of ingot metallurgystock and is unlikely to fall below 25 times for the fore-seeable future even for large quantities Even at this pricethe product can be cost effective A current example is theuse of a 2124 + 25SiC MMC for potential replacementof titanium guide vanes in aeroengines7 0 A further exampleis the use of the same composition and an alternativecontaining boron carbide for pistons in Formula One racingengines replacing the ubiquitous 2618 The SiC increasesthe density very slightly whereas the boron carbide leads to areduction whilst both give a signireg cant increase in stiffnessfatigue strength and resistance to the elevated temperaturesexperienced These are specialised applications and onecould not anticipate the use of such pistons in other thanvery high cost vehicles
Discussion
The most widely used alloy for elevated temperature use is26182618A and even though in the past 30 years alloyshave been developed with improved high temperature pro-perties its position is still unchallenged
The reasons for this situation are numerous and includethe following
(i) conservatism its extensive use over the past 50 yearshas resulted in a sizeable data base on which engi-neers can call which is unmatched by competitivealloys
(ii) availability because of its extensive use the alloy iscommercially viable and hence readily available ata competitive price Small call off for other alloysleads to a disinclination for producers of the caststock to offer these in preference to 2618 and wherethey do to increase price and lead times This factorbecomes even more signireg cant as rationalisationproceeds in the industry and the small macr exiblecasting facility is replaced by facilities havingminimum casts of tens of tonnes
(iii) macr exibility the selection of one alloy to cover all partsrather than a number of alloys which may be theoptimum for different parts allows the purchaser ofparts a greater macr exibility for order changes
(iv) low residual stress the UK version of 2618 2618Aallows up to 025Mn compared with 005Mn in2618 Whilst this is not recorded as an intentionalalloying addition it is believed that a level of015Mn is benereg cial to the properties of plateHowever such `highrsquo manganese levels make thealloy sensitive to the cooling rate subsequent tosolution treatment Whilst there is not a problemwith plate that can be stress relieved by stretching itis not generally suitable for die forgings Restrictingthe manganese level to 5005 makes the alloymuch less cooling rate sensitive and allows forg-ings to be boiling water quenched This in turnsignireg cantly reduces the residual stresses and subse-quently the movement during machining Thicksections up to at least 200 mm can be boiling waterquenched without a signireg cant reduction in proper-ties when compared with the properties of 50 mmsection The absence of the need to stretch or coldcompress rolled rings to reduce residual stress andimprove properties as would be required for thecooling rate sensitive 2219 is a signireg cant costreduction factor
In the previous section mention has been made of recentdevelopments although these do not appear to be muchadvance on those of 30 years ago that were referred toearlier The major stimulus both then and now was a newgeneration SST aircraft but this is not likely to proceedeither in the USA or Europe in the foreseeable future7 1
In Europe the attention of the aviation industry isnow focused on the very large subsonic aircraft (AirbusA380) which has new aluminium alloy requirementsbut not at elevated temperature Having surrendered themarket for very large aircraft to Airbus Boeing is takinga more adventurous view of future aviation needs withthe announcement in March 2001 of the Sonic Cruiser7 2
In the short term this 200 plusmn 250 seat aircraft will macr y atMach 095 plusmn 098 but it may herald the start of a familythat could include a supersonic commercial transport7 3
This aircraft was due to macr y in 2006 but is now delayed toat least 2008 because of the general downturn in civilaviation7 4 Conventional aluminium alloys are obviouscandidate materials for the fuselage and at Mach 10 themaximum skin temperature will only be of the order ofshy 13degC
The extended delay of a new SST aircraft raises thequestion is there another signireg cant use to which creepresistant alloys can be put that can drive the developmentor exploitation of new materials on a commercial scale largeenough to make economic sense
In aeroengines it appears unlikely that the moderatelyhigher temperature capability of these ingot metallurgyalloys will be such to reverse the replacement of aluminiumbase with titanium base alloys although aluminium base
152 Robinson et al Creep resistant aluminium alloys and their applications152 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
MMC and RSP may give an alternative in some selectedapplications
Impellers for power generation turbo chargers are an areawhere substantial amounts of forgings in 2618 are used Thehigher performance versions use the titanium alloy Ti plusmn6Al plusmn 4V because of the higher temperatures There is apossibility at the lower end of this range where peripheraltemperatures reach up to 200degC that an improved ingotmetallurgy aluminium alloy could replace titanium ABBin Switzerland have investigated a medium copper alloyakin to those of Polmear mentioned earlier6 6 6 7 7 5 This wasproduced by the spray deposition Osprey process andforged This Al plusmn Cu plusmn Mg plusmn Ag base alloy was strengthenedthrough the coprecipitation of h rsquo and V phase This alloywas reported to have superior creep resistance to 2618A upto 180degC but at 200degC the improvement was minor leadingto its rejection as a candidate titanium replacement Withrotating parts such as impellers where the stressing of thepart is related to the rotational speed one avenue might beto reduce the mass by using an alloy of lower density andthis might be brought about by the use of lithium as analloying element
In general the developments in the past 40 years haveshown that high temperature performance is improved ingoing from the S type precipitates in alloys such as 2618(low CuMg ratio) to h type precipitate in high CuMgalloys (2219 type) to V type precipitates in high CuMgalloys containing silver This increased performance resultsfrom the morphological differences in the aging precipitatesand the increasing resistance to coarsening Other structuralfeatures are also of importance such as degree of recry-stallisation and grain size With the latter obtaining aconsistent grain structure can be difreg cult if not impossibleowing to the wide variation in deformation that may beexperienced in different areas of a die forging Other factorssuch as temperature gradients owing to relatively longcontact times with the die and die temperature consistencydo not help in this respect The relatively slow process ofcast stock breakdown exacerbates the situation whenextruded or rolled stock is not used In addition the grainmacr ow can be less well dereg ned in die forgings than the otherwrought forms
The alloy 2618 is particularly prone to variations inthermal history and variable deformation during forgingWithin a forging temperature range of 330 plusmn 460degC and withthe variable deformation characteristic of many conreg gura-tions the structure of a part may vary from unrecrystallisedcoarse recrystallised to reg ne recrystallised grains Each ofthese structures has different characteristics
(i) the unrecrystallised structure is sensitive to thecooling rate during heat treatment even when themanganese level is below 005 These areas have asignireg cantly lower strength than the recrystallisedareas if the part is boiling water quenched to keepthe residual stresses low
(ii) the coarse recrystallised structure has little effect onthe room temperature properties although it may bedetrimental to the fatigue life For creep at elevatedtemperature the performance judged by the mini-mum strain rate is the best of the three structures butthe overall ductility is poor and the material can benotch sensitive in creep rupture tests
(iii) the reg ne recrystallised structure generally has a higherminimum creep rate than the coarser structure butthe overall creep ductility is signireg cantly superiorand notch sensitivity in creep rupture tests is notapparent
(iv) forging the 6Cu alloy developed by High DutyAlloys in the 1960s in the same temperature rangehas not led to unrecrystallised structure There ishowever a signireg cant difference in grain size betweenmaterial processed at 460degC (coarse) and that
processed at 300degC (reg ne) The structural effect ofthe addition of zirconium was to give a grain sizewhen forged at 460degC comparable to that of thezirconium free alloy forged at 300degC The zirconiumcontaining alloy exhibited improved tensile ductilityat room temperature and vastly improved tensileductility at elevated temperatures
Recommendations for future alloydevelopment
Apart from the transitory period in the 1960s and 70s whena high temperature creep resistant alloy was required for theConcorde and was used for the skin and structural elementsthat were also subject to similar temperatures by conduction(Fig 1) the main market for such an alloy has been theaeroengine and turbo charger With the second generationSST aircraft currently on hold it seems probable that themarket for alloys with elevated temperature potential willremain the same as it has for the past 50 years or so Theproposals for a new SST aircraft in the 1980s and 90s didgenerate a renewed interest in development of alloys forelevated temperature use although they do not in generalappear to be signireg cantly different to those that were beinginvestigated in the 1960s Where commercially availablethe latter have not found widespread use at elevatedtemperature
It is considered that for any new alloy to be accepted forwidespread use it would need to be seen as a replacementfor 2618 in areas where this alloy is currently acceptable Todo this it must have some notable advantage other than itsimproved elevated temperature properties which in manycases would not be of signireg cance A prime considerationin all aircraft manufacture is weight so that a reduceddensity would be a signireg cant characteristic Another wouldbe good weldability as this would allow rolled or extrudedproreg les to be bent and joined to make rings It wassuggested earlier that a density reduction for impellermaterial would lead to the material being less highly stressedin operation This should mean that impeller temperaturescould be increased to at least the extent that the minimumstrain rate was not increased and creep rupture lifeenhanced in service even if the intrinsic creep performancewas not improved
From developments to date it appears likely that theoptimum elevated temperature performance is to be foundin the Al plusmn Cu plusmn Mg plusmn Ag system particularly with a highCuMg ratio Silver at an addition level of 04 plusmn 05 isexpensive and can increase the cast stock price by up to50 With regard to reducing the density additions oflithium appear to be the most promising option Here thecast stock price may be as much as 7 to 8 times that of acurrent alloy such as 2618 In terms of semireg nished andreg nished components the increased cost in percentage termswill of course normally be signireg cantly less than the reg guresquoted above The reduced thermal conductivity of lithiumcontaining alloys would be a negative characteristic withregard to elevated temperature use
Many of the aluminium plusmn lithium alloys currently avail-able are of the Al plusmn Li plusmn Cu plusmn Mg plusmn Ag family notably thoseoriginating from the Weldalite family of alloys originallymanufactured by Reynolds (formerly McCook Metals LLCnow Pechiney) Other than the formation of lithium contain-ing precipitates d rsquo (Al3Li) d (AlLi) and T1 (Al2CuLi) theprecipitation systems are similar to those in the lithiumfree aluminium base alloys ie h (Al2Cu) and V (related toAl2Cu) This family of alloys is of particular interest forforgings as the magnesium works in a similar manner to
Weldalite is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 153
Materials Science and Technology February 2003 Vol 19
when it is added to Al plusmn 6Cu alloys so that cold workingis not a prerequisite to obtain high strength as with someAl plusmn Li plusmn Cu alloys7 6 The chemical compositions of thisalloy range are given in Table 1 The general requirementsof an alloy that it is considered would reg nd widespreadapplications are presented in Table 4
Conclusions
Heat treatable and non-heat treatable aluminium alloys
reg nd application at elevated temperatures up to a maximumtemperature of around 500degC This temperature is repre-sentative of an extreme application and a more realistic
upper limit would be of the order of 350degC Even thistemperature is a severe requirement if signireg cant compo-nent loading or lifetime is required If a component is to
be structurally efreg cient and have a lifetime measured inthousands of hours 100 plusmn 175degC is a more realistic operatingregime
This relatively low temperature capability has resultedin limited successful development of creep resistant alumi-
nium base alloys This is remacr ected in the fact that the alloythat reg nds greatest application at elevated temperatureis Hiduminium plusmn RR582618 and the chemistry of thisalloy was reg rst arrived at in the 1920s Ingot and powder
metallurgy manufacturing routes have all demonstratedalloys with superior short term creep performance com-
pared with 2618 but none have gone on to successfulcommercialisation
The likelihood of the successful development and exploi-
tation of an improved high temperature alloy appears tobe dependent on the commitment to a second generation
large supersonic transport aircraft capable of macr ying atMach 20 plusmn 22 The alloy would be used for the fuselage ofthis aircraft
In the absence of a new SST aircraft the application ofa new alloy would be greatly improved if it could be usedas a direct replacement for 2618 Its replacement of 2618
in current applications would most probably depend onadvantages such as weight reductions improved fatigueand damage tolerance and weldability rather than
enhanced resistance to elevated temperature degradationOnce established its improved high temperature character-istics would extend its range of application beyond those
which 2618 satis reg es It is considered that the most likelycandidate alloy will be one based on the Al plusmn Li plusmn Cu plusmn Mg plusmnAg system
Acknowledgements
The authors wish to acknowledge the contribution of theCreepal partners and the European Commission for thesupport of this work through the thematic network(BRRT plusmn CT98 plusmn 5101) and HDA Forgings Ltd of MettisAerospace Group UK for supplying the mechanicalproperty data for Hiduminium plusmn RR58
References
1 c m hall `Process of reducing aluminium by electrolysisrsquo
Patent US400766 US Patent Ofreg ce Washington DC 18892 In `Aluminiumrsquo Vol 2 `In design and applicationrsquo (ed K R V
Horn) 16 1967 Metals Park OH American Society of
Metals3 k owen `Concorde new shape in the skyrsquo 1982 London
Janersquo s4 w m doyle `Improvements in or relating to sheets of
aluminium alloy and methods of manufacturing samersquo
Patent GB1069982 British Patent Ofreg ce London 19675 `The skin of concordersquo 1974 Milton Keynes Open University6 w m doyle Met Form August 1969 216 plusmn 220
7 `An improved aluminium alloyrsquo Patent GB300078 BritshPatent Ofreg ce London 1928
8 y girard j-c ehrstrOEgrave m and j c rantala Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 (ed R S Mishra et al) 409 plusmn 419 WarrendalePA TMS
9 `Hiduminium technical datarsquo 1967 Slough High Duty Alloys10 w m doyle J R Aeronautical Soc 1960 64 535 plusmn 548
11 `The properties of aluminium and its alloysrsquo 1993 BirminghamAluminium Federation
12 b wilshire Metall Mater Trans A 2002 33A (2) 241 plusmn 248
13 w blum p eisenlohr and f breutinger Metall MaterTrans A 2002 33A (2) 291 plusmn 303
14 k r mcnee h jones and g w greenwood Proc 9th Int
Conf on `Creep and fracture of engineering materials andstructuresrsquo University of Wales Swansea UK (ed J DParker) 185 plusmn 195 2001 London The Institute of Materials
15 w blum and w maier Phys Status Solidi (a) 1999 171 (2)467 plusmn 474
16 b wilshire and c j palmer Proc Symp on `Creep defor-
mation fundamentals and applicationsrsquo Seattle WA USA2002 (ed R S Mishra et al) 51 plusmn 60 TMS
17 w blum in `Hot deformation of aluminium alloysrsquo (ed T GLangdon et al) 181 plusmn 209 1991 Warrendale PA TMS
18 h martinod c renon and j calvet MeAcirc m Sci Rev MeAcirc tall1969 66 (4) 303 plusmn 310
19 b wilshire and h burt Proc 9th Int Conf on `Creep andfracture of engineering materials and structuresrsquo University of
Table 4 Elevated temperature aluminium alloy objectives
Aim Reason
At least equivalent properties to 2618at room and elevated temperature
Current parts in 2618 can be replaced without major redesign
Density between 5 and 10 lower than 2618 To encourage use in place of existing 2618 by weightreduction and to reduce stress in rotating parts
Properties independent of cold workingbetween solution treatment and aging
To alleviate the requirement to cold work die forgingsin order to achieve high strengthTo allow cold working of sheet plate and hand forgings for straightnessandor residual stress minimisation without signireg cant effect on properties
Minimum cooling rate sensitivity forquench after solution treatment
To allow use of water quench temperatures above 80degC to reduce residualstress in die forgings without recourse to cold compressionTo allow boiling water quenching for thick sections
Higher elastic modulus than 2618 To improve initiation fatigue resistance propertiesImproved damage tolerance compared with 2618 For aerostructural advantageGood weldability To give alternative method of manufacture In particular annular
components which would reduce input weight and help offsetprobable increased basic cost of the alloy
All of above To give one alloy suitable for widespread applications includingreplacement of 2618 so that volume production and optimum useof scrap would aid in cost reduction
154 Robinson et al Creep resistant aluminium alloys and their applications154 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical
Trans Tech76 b p huang and z q zheng Acta Mater 1998 46 (12)
4381 plusmn 4393
Robinson et al Creep resistant aluminium alloys and their applications 155
Materials Science and Technology February 2003 Vol 19
EXPANSION AND VOLUME CHANGESAluminium alloys have a comparatively high coefreg cient oflinear expansion in the range 16 plusmn 24610 shy 6 K shy 1 1 1 Depend-ing on the alloy system further precipitation at the exposuretemperature can lead to either small increases or decreasesin volume
CREEPCreep is the direct manifestation of the accumulation ofmany microplastic events occurring over a (nominally long)period of time The application of stress at the exposuretemperature leads to a permanent strain in the directionof the applied stress Under severe conditions this leadsto signireg cant damage accumulation and reg nally ruptureRecent reviews of creep are provided in Refs 12 and 13The rate of creep is a strong function of the applied stressand temperature and the resistance to this form of defor-mation is obviously of great importance when materials areused at elevated temperatures
Although creep is a phenomenon of major importancein aerospace applications there have been relatively fewsystematic studies to elucidate detailed mechanisms of creepin aluminium alloys The intrinsic thermodynamic insta-bility of the precipitation hardened microstructures in thesealloys means that creep is more complex than it is in simplemetals
The mechanism of creep in aluminium and its alloysremains a controversial subject For pure aluminium thewidely accepted view is that different creep mechanismscan occur depending on the combination of stress andtemperature Power law creep expressions adequatelydescribe the behaviour over a wide range of stress and tem-perature At high temperatures and low stresses Harper plusmnDorn creep involving dislocation processes is reported tooccur Diffusional macr ow of the Nabarro plusmn Herring type is alsopossible in reg ne grained material at high temperatures andlow stresses but has rarely been reported in the literatureThe exact microstructural events giving rise to these types ofcreep remain obscure and controversy still surrounds theevidence of these phenomena1 4 plusmn 1 6
For precipitation hardened alloys in the regimes ofstress and temperature of technological interest the mecha-nism of creep is believed to consist of glide and diffusionassisted climb with the associated development of adislocation substructure1 7 Unlike pure aluminium where
dislocation plusmn dislocation interactions and the developmentof a dislocation substructure are signireg cant in precipitationhardened alloys the dislocation plusmn precipitate interactions areof primary importance The creep rate will be determined bythe rate at which dislocations interact with and ultimatelyovercome obstacles provided by the precipitates As hasalready been indicated commercial creep resistant alumi-nium alloys are always based on the Al plusmn Cu system Whilethe solid state diffusivity of copper in aluminium is similarto the other standard alloying elements it is the stablenature and reg ne distribution of the semicoherent precipitatesthat can be formed that give rise to its selection Micro-structural stability is of paramount importance for longterm application Figure 5 displays tensile creep curvesfor the French equivalents of 2618T6(A plusmn U2GN) and2024T8(A plusmn U4G1) tested at 130degC1 8 These data arerelatively old and the long duration of these tests contrastswith the shorter time scales seen in recent data1 9 Furtherthe data in Fig 5 highlight the danger of assessing theperformance of different alloys for long term use based onaccelerated tests In Fig 5 the short term performance of2024T8 is signireg cantly superior to 2618T6 however therapid acceleration of damage accumulation in 2024 owingto strain accelerated phase transformation renders this alloyinferior to 2618 in practical applications Unfortunatelythe cost associated with long term creep tests has resultedin a dearth of data useful to designers
The authors have recently reviewed short termHiduminium plusmn RR58 creep data from the 1960s releasedby HDA Forgings Ltd (now Mettis Aerospace Ltd) to theCREEPAL thematic network2 0 2 1 and a large alumi-nium alloy creep data set of US origin has recently beenpublished2 2
FATIGUEThe number of cycles to initiate fatigue is generally con-sidered to be inversely related to the total elastic and plasticstrain cycle The complete strain cycle to achieve a requiredstress will be greater the lower the elastic modulus and yieldstress For even moderate increases in temperature theelastic modulus Fig 6 and yield stress (Fig 2) decrease andthe fatigue life is reduced (Fig 7) although this is mainly aconsequence of the lowered yield stress In addition if creepis a signireg cant factor then the creep damage is likely to bedeleterious to the fatigue life The presence of pre-existing
5 Creep curves of French equivalents of 2618T6 and2024T8 tested at 130degC from Ref 18
6 Variation of elastic modulus with temperature ofsome wrought Al alloys bar materials from Ref 10
Robinson et al Creep resistant aluminium alloys and their applications 145
Materials Science and Technology February 2003 Vol 19
macr aws in materials operating in fatigue and creep environ-ments raises the question of interactions of different damagemechanisms occurring at the crack tip The application ofthe concepts of fracture mechanics has been shown to beuseful in predicting creep crack growth2 3 2 4
TOUGHNESSAluminium alloys normally exhibit higher toughness atelevated temperature when compared with room tempera-ture There is very little elevated temperature plane straintype data in the public domain The results of sheet tearresistance tests have been published recently2 5 and theresults of these tests at room temperature and 150degC foralloys with potential elevated temperature applicationsare presented in Fig 8 The untypical behaviour of 2024in the naturally aged condition (T3) is a consequence ofstrengthening of the matrix during exposure to the elevatedtemperature during the test While dependent upon orien-tation Hiduminium plusmn RR58 has a plane strain fracturetoughness of between 18 plusmn 22 MPa m1 2 which is at thelower end of the range when compared with other highstrength aluminium alloys (20 plusmn 40 MPa m1 2)5
Classi cation of wrought alloys
Aluminium alloys can be categorised into two majorgroups non-heat treatable and heat treatable
NON-HEAT TREATABLE ALLOYSThese range from commercially pure aluminium containingonly small amounts of other elements notably iron andsilicon to alloys containing signireg cant amounts of alloy-ing elements such as manganese (3xxx series alloys) andmagnesium (5xxx series alloys) In all strengthening canbe achieved by cold working and in the manganese andmagnesium containing alloys solid solution strengtheningcan be signireg cant Such alloys may be used at elevatedtemperatures where stressing of any signireg cance is not afactor Recovery properties will generally be the same as theoriginal properties unless the temperature induces softeningby static recovery or recrystallisation With the highermagnesium containing alloys (43 plusmn 4 wt-Mg) another
effect is the precipitation of the magnesium rich b phase(Mg5Al8) from the solid solution (All compositions in thispaper are given in wt- unless shown otherwise) This canlead to a marked reduction in ductility corrosion resistanceand stress corrosion cracking resistance
HEAT TREATABLE ALLOYSThe strength of such alloys is dependent on the abilityto solutionise the main elements by a high temperaturetreatment retain the solid solution by cooling at a suitablerate and then producing a reg ne submicrometre strengthen-ing precipitate either at room temperature or elevatedtemperatures generally in the range 100 plusmn 200degC Because ofthis method of strengthening the alloys can be consideredthermodynamically metastable In the majority of casesthe instability is not perceptible at room temperature Thisinstability can be considered in three ways depending on theexposure temperature
(i) as the slope of the solvus for precipitation on atemperature yconcentration x basis is positive afteraging at an elevated temperature and cooling toroom temperature there is still a small proportion ofthe age hardening constituents in solid solutionDepending on the kinetics of precipitation in theparticular alloy system and the subsequent exposuretemperature noticeable further aging may occurcharacteristic of the concentration remaining insolid solution and the exposure temperature
(ii) if the temperature of exposure is close to that ofaging then the material continues to age With timethis will generally lead to a decrease in strength asthe precipitates coarsen (overaging)
(iii) as mentioned above if the exposure temperatureexceeds the aging temperature then reversion canoccur
Elevated temperature instability atrelatively low temperatures
Non-heat treatable alloys containing in excess of 4 magne-sium retain some magnesium in solution after processing
7 High cycle fatigue resistance of Hiduminium plusmn RR58forged bar RT room temperature from Ref 9
8 Sheet tear toughness of aluminium alloys at roomtemperature (solid symbols) and 150degC (open symbols)time at temperature 05 h from Ref 25
146 Robinson et al Creep resistant aluminium alloys and their applications146 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
at elevated temperature Subsequent slightly elevatedtemperature exposure (466degC) can lead to preferentialprecipitation of Mg5 Al8 at the grain boundaries and inter-granular stress corrosion failure in service2 6 A similarphenomenon occurs with the medium strength weldableAl plusmn Zn plusmn Mg alloys although the effect can be mitigated bythe addition of small amounts of copper andor silver2 7
The high residual saturation of solute which is the drivingforce for this instability has also been reported for certainaged lithium containing aluminium alloys exposed for longtimes at temperatures of 60 plusmn 135degC the exposure resultingin an increase in strength and reduction in ductility andtoughness2 8 plusmn 3 0
Alloys used at elevated temperatures
CASTING ALLOYSIt is intended to give only a brief summary of casting alloysas the main concern is for the wrought form Wroughtalloys produced from conventional semicontinuous castingtechniques are limited to those that are amenable to thiscasting technique and to those that are subsequentlydeformable to produce the reg nished part This places anot inconsiderable limit on the alloy compositions thatcan be produced as wrought products Whilst castability isan obvious concern for cast alloys there is generally lesslimitation on the composition than for wrought alloys Oneexample of this compositional complexity is an early alloydeveloped for use up to 350degC which was described as anAl plusmn Cu plusmn Ni plusmn Co plusmn Sb plusmn Zr alloy9
A much simpler casting alloy Al plusmn 3Mn was developedfor use as a gas burner for domestic cookers9 This latteruse probably represents the highest application temperaturefor an aluminium alloy being of the order of 500degC Therelatively high manganese content compared with othercasting alloys whilst not giving a high strength capabilitydoes increase the stiffness at temperature In addition man-ganese has a much higher capacity for retaining hydrogenthan other alloying elements such as chromium iron cobaltor nickel3 1 This characteristic is instrumental in preventingin service blistering owing to hydrogen absorption
Most aluminium casting alloys are based on the Al plusmn Sisystem because the addition of silicon leads to high macr uiditygood feedability and high resistance to hot crackingAdditionally silicon is unique in signireg cantly reducing thecoefreg cient of linear expansion so that with hypereutecticcompositions values as low as 16610
shy 6K
shy 1can be
achieved1 1 With such levels of silicon wear resistance isvery good Alloys containing 12 plusmn 23Si in which the primarysilicon can be signireg cantly rereg ned by the addition of smallamounts of phosphorus have been used for pistons in petroland diesel engines
In the early stages of the development of motor vehiclesextensive use was made of cast aluminium alloys in internalcombustion engines but improvements in ferrous metal-lurgy with reduced costs compared with aluminium led toaluminium alloys taking a minor role for many years Withthe current emphasis on increasing fuel economy castaluminium alloys are again reg nding growing application asengine components and many modern vehicles have bothaluminium alloy cylinder heads and engine blocks
Heat treatable Al plusmn Si plusmn Cu plusmn Mg hypoeutectic alloys likeC355T61 (Al plusmn 5Si plusmn 13Cu plusmn 05Mg) can reg nd application inthe cold section of automotive turbo chargers as the cen-trifugal compressor wheels These components are normallymanufactured using vacuum assisted gravity casting intogypsum based moulds This alloy and others for exampleA357T6 (Al plusmn 7Si plusmn 05Mg) also have potential structuralaerospace applications with highly complex near net shapecomponents being manufactured using the investment
casting process known as Sophia developed by ThyssenUmformtechnik + Guss Gmbh3 2
WROUGHT ALLOYSThe chemical compositions of some of the alloys referredto in this section are given in Table 1 Where the highestperformance is required and the conreg guration allowsengineers still favour wrought product forms The pre-cipitation hardening alloys offer the best outright creepperformance but non-heat treatable wrought alloys do reg ndcertain applications an example being the use of 995aluminium and alloys containing either manganese ormagnesium as the main alloying elements for pressurevessels at temperatures up to 200degC2 6 The use of the highermagnesium compositions is not permitted in this applica-tion for the microstructural instability reasons describedearlier
For most elevated temperature applications the alloysemployed are developments of the reg rst age hardeningsystem Al plusmn Cu plusmn Mg discovered by Alfred Wilm just beforethe First World War3 3 Before the development ofConcorde aluminium alloys had been used successfullyin aeroengines in cast and wrought forms at temperaturesrarely below 200degC Short design lives up to 1000 h hadallowed this exploitation even up to temperatures approach-ing 350degC In the UK circa 1950 there were a number ofwrought alloys for use in the range 150 plusmn 350degC3 4 It islikely that some had characteristics suitable for specireg capplications but rationalisation led to two alloys being themost widely employed These were initially known asHiduminium plusmn RR58 originally referred to as Hiduminium plusmn59 low silicon and Hiduminium plusmn RR57 The initialdevelopment of Hiduminium plusmn RR58 arose from therequirement in the late 1930s and early 1940s for analuminium base alloy capable of operating in the 200 plusmn250degC range The target application at this time was coldsection components of the Whittle gas turbine and the reg rstforged impellers made in the alloy were reg tted to the GlosterMeteor Mk1 which reg rst macr ew in 1943 The actualcomposition of Hiduminium plusmn RR58 was developed as alow silicon variant of Hiduminium plusmn RR59 an aeroenginepiston alloy used extensively during the Second World WarThis low silicon alloy was difreg cult to cast consistently usingtraditional chill casting techniques however the intro-duction of semicontinuous casting processes enabled largediameter ingots to be made In the USA similar alloyswith slightly different compositional ranges were adoptedand designated 2618 and 2219 Notably 2219 intentionallycontains small additions of zirconium and vanadium
Mention should also be made of the 2014 alloy that in theUK was employed as a structural alloy for aerospace whilstin the USA 7075 (Al plusmn Zn plusmn Mg plusmn Cu) was preferred 2014also found favour for some elevated temperature usessuch as aircraft wheels where high strength good fatigueand resistance to the heating generated by braking wereimportant In this latter application when heating is onlyfor short periods it is the recovery properties that areimportant rather than those at elevated temperature andlong term creep is unlikely to be a consideration 2014 hasalso been used for impellers in diesel turbo chargers Alloysof the 4032 type (Al plusmn 12Si plusmn 1Cu plusmn 1Mg plusmn 1Ni) are used forforged pistons where engineers prefer the integrity of thewrought form to the equivalent cast alloys
In the late 1950s Alcoa introduced an Al plusmn Li alloy2020 containing copper magnesium and manganese havinggood elevated temperature properties allied to low densityimparted by the lithium addition Concerns for the fracturebehaviour of this alloy resulted in limited use Althoughconsidered for the supersonic Concorde and British Aircraft
Sophia is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 147
Materials Science and Technology February 2003 Vol 19
Corp TSR2 it was only used for skinning the wings on onelarge programme the US Navyrsquo s North American Rock-well A3JRA plusmn 5C Vigilante3 5 Production of the alloyceased in 1969 although the aircraft were not retired fromservice until 19793 6
Of the 2618 and 2219 type alloys the former has found byfar the most widespread use at elevated temperatures mainlyin aeroengines and turbo chargers The alloy 2618 wasextensively used for compressor blades in earlier generationaeroengines a use that has declined but not completelydisappeared with the increased compressor temperaturesnow employed It reg nds extensive current use for structuralengine parts (rings) bleed valves guide vanes enginecasings annulus reg llers and impellers The alloy 2219 is notsimilarly used however its weldability and good toughnessat cryogenic temperatures are the major reasons for itsselection in many of its applications
As mentioned earlier the alloy used for skinning theConcorde was developed from that of a Rolls Royce patentof 1928 7 This development was carried out at High DutyAlloys on the basic 2618 alloy to optimise its performancein sheet form at elevated temperatures4 In the early 1960smost of this work was complete and investigations were
being carried out on an alloy showing improved elevatedtemperature potential This alloy was based on the UKversion of 2219 but with a small addition of magnesium andsilicon
Both the UK and USA versions of 2219 did not exhibitparticularly useful strength unless subjected to cold workof 15 plusmn 3 between solution treatment and aging Theaddition of 015 plusmn 040Mg and 010 plusmn 020Si gave similarstrength values to the cold worked alloys without the appli-cation of any cold work3 7 Whilst the cold work requiredby the original variants can be applied quite easily withthe required precision to sheet and plate by stretching andto rectilinear forgings by cold compression or in somecircumstances stretching it is not so easily applied to dieforgings The application of plastic deformation does havethe added benereg t of reducing residual stresses induced bythe quenching stage of the heat treatment
Two versions were initially developed from the UKalloy one with a nominal magnesium content of 035 forsheet and rivet stock the other with a nominal magnesiumcontent of 020 being preferred for other wrought formsIt was postulated that the small additions of magnesium ledto a substantial increase in solutevacancy binding energy
Table 1 Chemical composition of wrought elevated temperature aluminium alloys
Period Alloy Value Si Fe Cu Mn Mg Cr Ni Zn Ti Ag Zr V Li Cd
148 Robinson et al Creep resistant aluminium alloys and their applications148 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
and retarded diffusion rates The density of precipitatenucleation was thus increased and precipitate growthlimited3 7
Two aging treatments were developed the reg rst higherstrength version being 12 h at 190degC the other 16 h at215degC The latter was based on a requirement for no furthernon-reversible volume changes to take place during use attemperature Besides there being no requirement to coldwork the alloy to achieve useful properties other advan-tages were that the alloy was not particularly cooling rate(quench) sensitive and could be boiling water quenched andin thin sections salt quenched (200degC) to reduce residualstresses and give stability during machining
Further developments on this alloy system involved theaddition of up to 05Ag (Ref 38) and separately the addi-tion of 012Zr to improve weldability The latter increasedthe sensitivity to cooling rate when compared with the basicalloy and led to an increase in quench induced stressesin product forms that were not easily mechanically stressrelieved eg forgings A further development by the FulmerResearch Institute in the UK was the addition of smallamounts of germanium which replaced the silicon in themagnesium silicide compound3 9 This led to increasedresponse to aging as evidenced by higher room temperaturestrength but it was less efreg cacious in retarding the coar-sening and transformation of the h rsquo precipitate and wascomparatively deleterious to the elevated temperatureproperties
Despite some of these developments showing signireg cantadvantages for use at elevated temperature and numerousproprietary specireg cations being raised for all but the silver
bearing alloy they found few applications and were neversubmitted for either national or international standardisa-tion It is interesting that although this type of alloy has notfound widespread use to date a similar alloy 2519 wasregistered by the USA in 1985 and that alloys containingsilver have been proposed for extending the elevatedtemperature range of aluminium alloys4 0 plusmn 4 3 A summaryof the development of alloys for use at elevated temperatureis given in Table 2 A list of some of the applications ofthese alloys is presented in Table 3
Physical metallurgy of Hiduminium plusmn RR58(2618A)During the 1960s after selection of Hiduminium plusmn RR58for Concorde the physical metallurgy of this alloy wasexamined extensively and the reasons determined for itscreep resistance When aged at temperatures below 200degCstrengthening in an Al plusmn 25Cu plusmn 12Mg alloy occurs fromformation of transition precipitates in the pseudo-binaryAl plusmn Cu plusmn Mg system4 4 4 5
a -Al reg GPB zones reg Srsquo reg S (Al2CuMg)
The GPB zones nucleate homogeneously and grow cylin-drically parallel to aacute 100 ntilde A l matrix directions while Srsquoparticles are lath like platelets with a long axis also parallelto the aacute 100 ntilde A l matrix Srsquo precipitates are semicoherentand are structurally very similar to the equilibrium phaseAl2CuMg which is orthorhombic and retains coherency inaacute 100 ntilde A l directions over a large range of particle sizes In theas quenched condition dislocation loops and helices areobserved in the matrix During artireg cial aging these helicaldislocations grow by a climb process but also act as sitesfor nucleation of Srsquo on 210 planes Elevated tempera-ture aging treatments will produce peak hardness when~25 of the Srsquo phase has formed and a large propor-tion of GPB zones remain
The controlled addition of 018 plusmn 025Si in Hidumi-nium plusmn RR58 retards the onset of hardening during naturalaging but increases the peak hardness and reduces thetime to peak properties during artireg cial aging4 6 Silicon alsopromotes a higher density of smaller Srsquo precipitates andmakes the alloy more resistant to overaging Silicon addi-tions reduce the size and number of dislocation loops andhelices a result of reduced vacancy mobility During artireg -cial aging the length of the Srsquo phase laths is noted to increasemore slowly compared with Si free alloys In Si bearing
Table 2 Summary of development of wrought aluminiumalloys for use at elevated temperature
Period Progress
1910 plusmn 1920 Duralumin (Al plusmn Cu) age hardening alloysdiscovered and development acceleratedby WWI
1920 plusmn 1930 Development of Al plusmn Cu system continues withnumerous alloying additions notably Mg SiNi and Fe for elevated temperature use
1930 plusmn 1950 Widespread use of wrought elevatedtemperature alloys particularly inaeroengines during WWII
1950 plusmn 1970 Majority of applications turn to useof 26182618A2219Development of clad 2618A for ConcordeDevelopment of Al plusmn 6 wt-Cu baseto meet possible requirement for secondgeneration supersonic transport aircraftby additions of Mg Si Ge and AgFirst commercial Al plusmn Li alloy 2020 havinghigh temperature capability but doesnot reg nd widespread use due to notchsensitivity and falls into disuse
1970 plusmn 1990 Experimental alloys based onAl plusmn 6 wt-Cu with Ag proposed byPolmear for turbo charger impellersFurther development of Al plusmn Li alloysRapid solidireg ed processing offers potentialbut no alloy makes full commercialisation
1990 plusmn 2000 Renewed interest in 2nd generationsupersonic transport aircraft Europeproposes cruising speed in line with useof aluminium USA propose higher speedrequiring use of titaniumNEWAL150 European collaborativedevelopment programme improves onhigh temperature properties and damagetolerance of 2618AAustralianFrench programme results inAl plusmn Cu plusmn Mg plusmn Ag becoming candidate forsupersonic transport aircraftAl plusmn Li based alloys registered by USA withvarious CuMg ratios plus Ag which do notrequire cold work to attain high strength
2000+ Al plusmn Li high Cu high CuMg + Ag alloydesigned for elevated temperature use
Table 3 Applications of elevated temperature alloys
Robinson et al Creep resistant aluminium alloys and their applications 149
Materials Science and Technology February 2003 Vol 19
alloys the distribution of Srsquo is more uniform owing to thelower dislocation density There is some evidence that025Si is the optimum addition level for this alloy
Hiduminium plusmn RR58 also has 1Ni and 1Fe con-trolled additions The inmacr uence of Fe and Ni on the struc-ture and properties of the basic Al plusmn 25Cu plusmn 12Mg alloyhas been investigated and the inmacr uence on the kinetics ofprecipitation hardening was found to be small Howeverwhen Fe and Ni are added separately the aging responseis diminished owing to the formation of insoluble inter-metallics AlCuNi or (CuFe)Al3 Combined Fe and Ni formFeNiAl9 and the age hardening response reverts to the basicalloy4 7 The FeNiAl9 intermetallic is usually dispersed intoclusters of particles associated with prior interdendriticareas in the cast material Individual intermetallic par-ticles are ~1 plusmn 3 mm in diameter Areas containing clustersare signireg cantly harder than the surrounding matrixThe other phase of note that can form in Hiduminium plusmnRR58 is Mg2Si and this phase is usually observed asrounded isolated particles with size similar to the FeNiAl9
particles Figure 9a is a typical microstructure from forgedHiduminium plusmn RR58 This example demonstrates a fullyrecrystallised equiaxed microstructure with obvious cluster-ing of the intermetallic particles
In Fig 10 a partially recrystallised structure is illustratedwith corresponding coarse recrystallised grains and areasthat are unrecrystallised containing a well dereg ned sub-structure This specimen was prepared from a stress rupturetest conducted at 120degC and 321 MPa with ruptureoccurring in 1200 h after a plastic strain of 77 Secondary
cracking along the gauge length was noted and someintergranular wedge type cracks can be observed Wedgecracks are characteristic of grain boundary sliding at triplepoints under the inmacr uence of high shear stresses in contrastto cavitation which is more typical of lower stresses Thesespecimens were prepared using a concentrated nitric acid(20 ml) hydromacr uoric acid (20 ml) and glycerol (60 ml)etchant
Surprisingly the exact role of the FeNiAl9 intermetallicparticles is still unclear but there is some evidence that theparticles nucleate screw dislocations during the quenchingstage owing to differing thermal contraction with thematrix These dislocations interact with vacancies formingsessile helical dislocations which in turn act as potentnucleation sites for the Srsquo phase during age hardening Theparticles also modify the recrystallisation and grain growthbehaviour and act to rereg ne the grain size and prevent grainsbecoming very coarse during heat treatment The relativelyhigh volume fraction of particles does result in low fracturetoughness compared with other Al plusmn Cu plusmn Mg alloys
Creep performance of Hiduminium plusmn RR58Tensile creep curves generated by testing specimensmachined from Hiduminium plusmn RR58 forged bar at 150degCare shown in Fig 119 The alloy displays behaviour similarto most engineering materials in that the time to failure andcreep rates are a function of stress (and temperature) Forexposure at a particular temperature creep ductility tendsto decrease as the stress is decreased
Hiduminium plusmn RR58 was originally designed to operateat temperatures up to 250degC This temperature was abovethe normal aging temperature of the alloy and componentlives were correspondingly short At lower temperaturesthe performance of the alloy is such that structural com-ponents can have lifetimes measured in tens of thousandsof hours (The macr ight time of Concorde at the time of writingis ~12 000 h and while this aircraft has had in serviceproblems issues with the structural integrity of theHiduminium plusmn RR58 airframe have not been reported)
Hiduminium plusmn RR58 forgings and forged bar typicallyhave mean grain diameters of the order of 200 mm Plateextrusions and sheet are normally much reg ner grained thanthis and at higher temperatures than 200degC these productforms can display lower creep resistance This effect is ofless signireg cance at lower temperatures (100 plusmn 150degC)
The inmacr uence of plastic deformation on the creep perfor-mance of Hiduminium plusmn RR58 was investigated thoroughlyduring its development for Concorde These observationsand the application of thermomechanical type treatments
a forged Hiduminium plusmn RR58 b rolled sheet 2650T8
9 Typical recrystallised microstructure of forged Hidumi-nium plusmn RR58 and rolled sheet 2650T8
10 Hiduminium plusmn RR58 microstructure from stress rup-ture specimen tested at 321 MPa and 120degC
150 Robinson et al Creep resistant aluminium alloys and their applications150 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
are reviewed in Ref 48 Any treatment that increases thedislocation density before creep loading appears to bedetrimental to the creep performance in terms of theminimum creep rates observed The origin of these dis-locations could be statically recovered regions resultingfrom forming at high temperatures or cold work introducedafter solution heat treatment but before aging (which is acommon procedure for the reduction of residual stress)While the minimum creep rate is adversely affected by coldwork there is evidence that the microstructural modireg ca-tion to the precipitate distribution is more stable and thiscan enhance the long term performance of the alloy4 8 4 9
Further developments
INGOT METALLURGYSince the development of Hiduminium plusmn RR58 for theConcorde and the environmental political and commercialproblems accompanying the introduction of this SST air-craft the interest in a second generation aircraft has beenintermittent on both sides of the Atlantic Many paperprojects have been proposed5 0 with speeds ranging fromMach 16 up to Mach 100 with Mach 24 appearing to befavoured by the recent High Speed Civil Transportprogramme funded by NASA5 1 This speed is above thatat which conventional ingot metallurgy aluminium alloyscan be used The speed requirement of the European Con-corde successor that emerged in the early 1990s was dereg nedas being Mach 20 plusmn 22 and this decision was taken toensure that aluminium alloys could be candidate materialsThe proposed aircraft would however have a macr ying lifetimeof four times that of Concorde From a creep perspectivethe requirements for the fuselage material of the futureEuropean supersonic aircraft were
(i) stress 130 to 170 MPa(ii) in service time 80 000 macr ight hours (20 000 cycles)
(iii) temperature 90 to 100degC with a maximum servicetemperature of 130degC
(iv) deformation501 total plastic strain within60 000 h at 130degC and 150 MPa
In addition improvements in damage tolerance and fatiguewith static properties 20 greater than subsonic aircraftwere expected5 2 For this aircraft new materials were
considered essential for the fuselage Advanced aluminiumalloys andor organic composites were both candidates5 3 5 4
The CEC funded BRITE plusmn EURAM `NEWAL150rsquo pro-gramme which terminated in 1996 sought to developimproved aluminium base alloys for this purpose with atemperature capability of 150degC The programme aimedto develop alloys that could demonstrate superior creepand damage tolerance performance compared with 2618AWhile the bulk of the data from NEWAL150 has yet toemerge into the public domain it has been reported thata modireg ed 2650 alloy could exhibit similar performancein creep in conjunction with greatly superior damagetolerance5 5 5 6 The alloy 2650 is itself a minor modireg cationof 2618A with lower iron and nickel but increased man-ganese The microstructure of 2650T8 sheet is shown inFig 9b Recent investigations into the mechanism of creepof 2650T8 at 150degC and high stresses have conreg rmed thatstrain enhanced particle instability and coarsening of the Srsquophase is a major factor in accounting for the accelerationof creep with the transition precipitates growing at theexpense of reg ne GPB zone type particles5 7 plusmn 5 9 The highmanganese content of this alloy will render it quenchsensitive and while this will not be a concern for sheet andplate the alloy will be problematical for die forgings thatcannot be cold compressed
At the same time as NEWAL150 a joint developmentprogramme was being carried out by Australia and Franceevaluating a series of Al plusmn Cu plusmn 045Mg plusmn 045Ag plusmn 030Mn plusmn015Zr alloys with Cu in the range 36 plusmn 65 The highcopper variant showed a marked improvement in creepperformance at 150degC (Fig 12) It should be stated thatthese tests were of relatively short duration The advantageof silver bearing alloys is the relative stability and coar-sening resistance of plates of the V strengthening phase6 1
OTHER MANUFACTURING ROUTESThe ingot metallurgy route for wrought products restrictscompositions to those that can be semicontinuously castand thereafter plastically deformed Cast products cansuffer owing to comparatively gross second phase particleswhilst with wrought products these can be advantageouslyfragmented Even so these second phase particles inwrought alloys are coarse (50 plusmn 100 mm) compared with theaging precipitate Other routes such as spray deposition plusmnOsprey6 2 6 3 and rapidly solidireg ed powder (RSP) metallurgy
11 Tensile creep curves from Hiduminium plusmn RR58 forgedbar tested at 150degC from Ref 9
12 Minimum creep rates at 150degC for some creep resis-tant aluminium alloys from Refs 9 41 59 and 60
Robinson et al Creep resistant aluminium alloys and their applications 151
Materials Science and Technology February 2003 Vol 19
(cooling rates up to 106
K sshy 1
) give opportunities toproduce alloys that cannot be produced by conventionalingot metallurgy and control the size and distribution ofsecondary phase particles Large volume fractions of lowdiffusivity transition metal based intermetallic dispersoidswhich resist coarsening at all but the highest elevatedtemperatures can be formed in the matrix during heattreatment Many alloys were investigated to try to raise theservice temperature above 300degC and most of the `betterrsquoalloys contained iron6 4 These alloys displayed good shortterm elevated temperature strength but there is less dataavailable detailing their long term creep resistance Possiblythe best materials of this type were the planar macr ow castAl plusmn Fe plusmn V plusmn Si series of alloys6 5 Unfortunately these alloysdid not reg nd commercial application and production ceasedin the early 1990s
A range of silver bearing spray deposited alloys wasdeveloped by Alusuisse plusmn Lonza in the late 1980s and early1990s6 6 6 7 Initial development centred on an Al plusmn Cu plusmn Mg plusmnAg base with signireg cant additions of transition metalelements intended to form small dispersoids The rates ofcooling during spray deposition were insufreg cient to preventthe formation of coarse constituent type particles and fur-ther alloys were developed with much lower concentrationsof dispersoid forming elements The elevated temperatureproperties of these alloys were better than 2618 and 2219but the alloys did not reg nd major application
These processes also facilitate the production of metalmatrix composites (MMCs) an early commercially exploitedexample of which was SAP (sintered aluminium powder)The very small oxide particles (10
shy 6plusmn 10
shy 8m) evenly dis-
tributed and epitaxially bonded to the aluminium matrixproduced signireg cant strengthening particularly at hightemperature6 8
The Osprey process has much to commend it in that if amarket for large volumes of material could be establishedthe price of stock may possibly become competitive withingot metallurgy routes The current major use of Ospreymaterial is for cylinder liners produced in an Al plusmn Si alloyfor Mercedes plusmn Benz vee conreg guration internal combustionengines6 9 The cooling rate of this process is not highenough to give the advantages offered with powder pro-duction by atomisation and other higher cooling rateprocesses as described above
Powder alloys and associated MMCs go through anenergy and labour intensive process to produce stock forfurther conventional processing and in small quantities thecost can be as much as 50 times that of ingot metallurgystock and is unlikely to fall below 25 times for the fore-seeable future even for large quantities Even at this pricethe product can be cost effective A current example is theuse of a 2124 + 25SiC MMC for potential replacementof titanium guide vanes in aeroengines7 0 A further exampleis the use of the same composition and an alternativecontaining boron carbide for pistons in Formula One racingengines replacing the ubiquitous 2618 The SiC increasesthe density very slightly whereas the boron carbide leads to areduction whilst both give a signireg cant increase in stiffnessfatigue strength and resistance to the elevated temperaturesexperienced These are specialised applications and onecould not anticipate the use of such pistons in other thanvery high cost vehicles
Discussion
The most widely used alloy for elevated temperature use is26182618A and even though in the past 30 years alloyshave been developed with improved high temperature pro-perties its position is still unchallenged
The reasons for this situation are numerous and includethe following
(i) conservatism its extensive use over the past 50 yearshas resulted in a sizeable data base on which engi-neers can call which is unmatched by competitivealloys
(ii) availability because of its extensive use the alloy iscommercially viable and hence readily available ata competitive price Small call off for other alloysleads to a disinclination for producers of the caststock to offer these in preference to 2618 and wherethey do to increase price and lead times This factorbecomes even more signireg cant as rationalisationproceeds in the industry and the small macr exiblecasting facility is replaced by facilities havingminimum casts of tens of tonnes
(iii) macr exibility the selection of one alloy to cover all partsrather than a number of alloys which may be theoptimum for different parts allows the purchaser ofparts a greater macr exibility for order changes
(iv) low residual stress the UK version of 2618 2618Aallows up to 025Mn compared with 005Mn in2618 Whilst this is not recorded as an intentionalalloying addition it is believed that a level of015Mn is benereg cial to the properties of plateHowever such `highrsquo manganese levels make thealloy sensitive to the cooling rate subsequent tosolution treatment Whilst there is not a problemwith plate that can be stress relieved by stretching itis not generally suitable for die forgings Restrictingthe manganese level to 5005 makes the alloymuch less cooling rate sensitive and allows forg-ings to be boiling water quenched This in turnsignireg cantly reduces the residual stresses and subse-quently the movement during machining Thicksections up to at least 200 mm can be boiling waterquenched without a signireg cant reduction in proper-ties when compared with the properties of 50 mmsection The absence of the need to stretch or coldcompress rolled rings to reduce residual stress andimprove properties as would be required for thecooling rate sensitive 2219 is a signireg cant costreduction factor
In the previous section mention has been made of recentdevelopments although these do not appear to be muchadvance on those of 30 years ago that were referred toearlier The major stimulus both then and now was a newgeneration SST aircraft but this is not likely to proceedeither in the USA or Europe in the foreseeable future7 1
In Europe the attention of the aviation industry isnow focused on the very large subsonic aircraft (AirbusA380) which has new aluminium alloy requirementsbut not at elevated temperature Having surrendered themarket for very large aircraft to Airbus Boeing is takinga more adventurous view of future aviation needs withthe announcement in March 2001 of the Sonic Cruiser7 2
In the short term this 200 plusmn 250 seat aircraft will macr y atMach 095 plusmn 098 but it may herald the start of a familythat could include a supersonic commercial transport7 3
This aircraft was due to macr y in 2006 but is now delayed toat least 2008 because of the general downturn in civilaviation7 4 Conventional aluminium alloys are obviouscandidate materials for the fuselage and at Mach 10 themaximum skin temperature will only be of the order ofshy 13degC
The extended delay of a new SST aircraft raises thequestion is there another signireg cant use to which creepresistant alloys can be put that can drive the developmentor exploitation of new materials on a commercial scale largeenough to make economic sense
In aeroengines it appears unlikely that the moderatelyhigher temperature capability of these ingot metallurgyalloys will be such to reverse the replacement of aluminiumbase with titanium base alloys although aluminium base
152 Robinson et al Creep resistant aluminium alloys and their applications152 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
MMC and RSP may give an alternative in some selectedapplications
Impellers for power generation turbo chargers are an areawhere substantial amounts of forgings in 2618 are used Thehigher performance versions use the titanium alloy Ti plusmn6Al plusmn 4V because of the higher temperatures There is apossibility at the lower end of this range where peripheraltemperatures reach up to 200degC that an improved ingotmetallurgy aluminium alloy could replace titanium ABBin Switzerland have investigated a medium copper alloyakin to those of Polmear mentioned earlier6 6 6 7 7 5 This wasproduced by the spray deposition Osprey process andforged This Al plusmn Cu plusmn Mg plusmn Ag base alloy was strengthenedthrough the coprecipitation of h rsquo and V phase This alloywas reported to have superior creep resistance to 2618A upto 180degC but at 200degC the improvement was minor leadingto its rejection as a candidate titanium replacement Withrotating parts such as impellers where the stressing of thepart is related to the rotational speed one avenue might beto reduce the mass by using an alloy of lower density andthis might be brought about by the use of lithium as analloying element
In general the developments in the past 40 years haveshown that high temperature performance is improved ingoing from the S type precipitates in alloys such as 2618(low CuMg ratio) to h type precipitate in high CuMgalloys (2219 type) to V type precipitates in high CuMgalloys containing silver This increased performance resultsfrom the morphological differences in the aging precipitatesand the increasing resistance to coarsening Other structuralfeatures are also of importance such as degree of recry-stallisation and grain size With the latter obtaining aconsistent grain structure can be difreg cult if not impossibleowing to the wide variation in deformation that may beexperienced in different areas of a die forging Other factorssuch as temperature gradients owing to relatively longcontact times with the die and die temperature consistencydo not help in this respect The relatively slow process ofcast stock breakdown exacerbates the situation whenextruded or rolled stock is not used In addition the grainmacr ow can be less well dereg ned in die forgings than the otherwrought forms
The alloy 2618 is particularly prone to variations inthermal history and variable deformation during forgingWithin a forging temperature range of 330 plusmn 460degC and withthe variable deformation characteristic of many conreg gura-tions the structure of a part may vary from unrecrystallisedcoarse recrystallised to reg ne recrystallised grains Each ofthese structures has different characteristics
(i) the unrecrystallised structure is sensitive to thecooling rate during heat treatment even when themanganese level is below 005 These areas have asignireg cantly lower strength than the recrystallisedareas if the part is boiling water quenched to keepthe residual stresses low
(ii) the coarse recrystallised structure has little effect onthe room temperature properties although it may bedetrimental to the fatigue life For creep at elevatedtemperature the performance judged by the mini-mum strain rate is the best of the three structures butthe overall ductility is poor and the material can benotch sensitive in creep rupture tests
(iii) the reg ne recrystallised structure generally has a higherminimum creep rate than the coarser structure butthe overall creep ductility is signireg cantly superiorand notch sensitivity in creep rupture tests is notapparent
(iv) forging the 6Cu alloy developed by High DutyAlloys in the 1960s in the same temperature rangehas not led to unrecrystallised structure There ishowever a signireg cant difference in grain size betweenmaterial processed at 460degC (coarse) and that
processed at 300degC (reg ne) The structural effect ofthe addition of zirconium was to give a grain sizewhen forged at 460degC comparable to that of thezirconium free alloy forged at 300degC The zirconiumcontaining alloy exhibited improved tensile ductilityat room temperature and vastly improved tensileductility at elevated temperatures
Recommendations for future alloydevelopment
Apart from the transitory period in the 1960s and 70s whena high temperature creep resistant alloy was required for theConcorde and was used for the skin and structural elementsthat were also subject to similar temperatures by conduction(Fig 1) the main market for such an alloy has been theaeroengine and turbo charger With the second generationSST aircraft currently on hold it seems probable that themarket for alloys with elevated temperature potential willremain the same as it has for the past 50 years or so Theproposals for a new SST aircraft in the 1980s and 90s didgenerate a renewed interest in development of alloys forelevated temperature use although they do not in generalappear to be signireg cantly different to those that were beinginvestigated in the 1960s Where commercially availablethe latter have not found widespread use at elevatedtemperature
It is considered that for any new alloy to be accepted forwidespread use it would need to be seen as a replacementfor 2618 in areas where this alloy is currently acceptable Todo this it must have some notable advantage other than itsimproved elevated temperature properties which in manycases would not be of signireg cance A prime considerationin all aircraft manufacture is weight so that a reduceddensity would be a signireg cant characteristic Another wouldbe good weldability as this would allow rolled or extrudedproreg les to be bent and joined to make rings It wassuggested earlier that a density reduction for impellermaterial would lead to the material being less highly stressedin operation This should mean that impeller temperaturescould be increased to at least the extent that the minimumstrain rate was not increased and creep rupture lifeenhanced in service even if the intrinsic creep performancewas not improved
From developments to date it appears likely that theoptimum elevated temperature performance is to be foundin the Al plusmn Cu plusmn Mg plusmn Ag system particularly with a highCuMg ratio Silver at an addition level of 04 plusmn 05 isexpensive and can increase the cast stock price by up to50 With regard to reducing the density additions oflithium appear to be the most promising option Here thecast stock price may be as much as 7 to 8 times that of acurrent alloy such as 2618 In terms of semireg nished andreg nished components the increased cost in percentage termswill of course normally be signireg cantly less than the reg guresquoted above The reduced thermal conductivity of lithiumcontaining alloys would be a negative characteristic withregard to elevated temperature use
Many of the aluminium plusmn lithium alloys currently avail-able are of the Al plusmn Li plusmn Cu plusmn Mg plusmn Ag family notably thoseoriginating from the Weldalite family of alloys originallymanufactured by Reynolds (formerly McCook Metals LLCnow Pechiney) Other than the formation of lithium contain-ing precipitates d rsquo (Al3Li) d (AlLi) and T1 (Al2CuLi) theprecipitation systems are similar to those in the lithiumfree aluminium base alloys ie h (Al2Cu) and V (related toAl2Cu) This family of alloys is of particular interest forforgings as the magnesium works in a similar manner to
Weldalite is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 153
Materials Science and Technology February 2003 Vol 19
when it is added to Al plusmn 6Cu alloys so that cold workingis not a prerequisite to obtain high strength as with someAl plusmn Li plusmn Cu alloys7 6 The chemical compositions of thisalloy range are given in Table 1 The general requirementsof an alloy that it is considered would reg nd widespreadapplications are presented in Table 4
Conclusions
Heat treatable and non-heat treatable aluminium alloys
reg nd application at elevated temperatures up to a maximumtemperature of around 500degC This temperature is repre-sentative of an extreme application and a more realistic
upper limit would be of the order of 350degC Even thistemperature is a severe requirement if signireg cant compo-nent loading or lifetime is required If a component is to
be structurally efreg cient and have a lifetime measured inthousands of hours 100 plusmn 175degC is a more realistic operatingregime
This relatively low temperature capability has resultedin limited successful development of creep resistant alumi-
nium base alloys This is remacr ected in the fact that the alloythat reg nds greatest application at elevated temperatureis Hiduminium plusmn RR582618 and the chemistry of thisalloy was reg rst arrived at in the 1920s Ingot and powder
metallurgy manufacturing routes have all demonstratedalloys with superior short term creep performance com-
pared with 2618 but none have gone on to successfulcommercialisation
The likelihood of the successful development and exploi-
tation of an improved high temperature alloy appears tobe dependent on the commitment to a second generation
large supersonic transport aircraft capable of macr ying atMach 20 plusmn 22 The alloy would be used for the fuselage ofthis aircraft
In the absence of a new SST aircraft the application ofa new alloy would be greatly improved if it could be usedas a direct replacement for 2618 Its replacement of 2618
in current applications would most probably depend onadvantages such as weight reductions improved fatigueand damage tolerance and weldability rather than
enhanced resistance to elevated temperature degradationOnce established its improved high temperature character-istics would extend its range of application beyond those
which 2618 satis reg es It is considered that the most likelycandidate alloy will be one based on the Al plusmn Li plusmn Cu plusmn Mg plusmnAg system
Acknowledgements
The authors wish to acknowledge the contribution of theCreepal partners and the European Commission for thesupport of this work through the thematic network(BRRT plusmn CT98 plusmn 5101) and HDA Forgings Ltd of MettisAerospace Group UK for supplying the mechanicalproperty data for Hiduminium plusmn RR58
References
1 c m hall `Process of reducing aluminium by electrolysisrsquo
Patent US400766 US Patent Ofreg ce Washington DC 18892 In `Aluminiumrsquo Vol 2 `In design and applicationrsquo (ed K R V
Horn) 16 1967 Metals Park OH American Society of
Metals3 k owen `Concorde new shape in the skyrsquo 1982 London
Janersquo s4 w m doyle `Improvements in or relating to sheets of
aluminium alloy and methods of manufacturing samersquo
Patent GB1069982 British Patent Ofreg ce London 19675 `The skin of concordersquo 1974 Milton Keynes Open University6 w m doyle Met Form August 1969 216 plusmn 220
7 `An improved aluminium alloyrsquo Patent GB300078 BritshPatent Ofreg ce London 1928
8 y girard j-c ehrstrOEgrave m and j c rantala Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 (ed R S Mishra et al) 409 plusmn 419 WarrendalePA TMS
9 `Hiduminium technical datarsquo 1967 Slough High Duty Alloys10 w m doyle J R Aeronautical Soc 1960 64 535 plusmn 548
11 `The properties of aluminium and its alloysrsquo 1993 BirminghamAluminium Federation
12 b wilshire Metall Mater Trans A 2002 33A (2) 241 plusmn 248
13 w blum p eisenlohr and f breutinger Metall MaterTrans A 2002 33A (2) 291 plusmn 303
14 k r mcnee h jones and g w greenwood Proc 9th Int
Conf on `Creep and fracture of engineering materials andstructuresrsquo University of Wales Swansea UK (ed J DParker) 185 plusmn 195 2001 London The Institute of Materials
15 w blum and w maier Phys Status Solidi (a) 1999 171 (2)467 plusmn 474
16 b wilshire and c j palmer Proc Symp on `Creep defor-
mation fundamentals and applicationsrsquo Seattle WA USA2002 (ed R S Mishra et al) 51 plusmn 60 TMS
17 w blum in `Hot deformation of aluminium alloysrsquo (ed T GLangdon et al) 181 plusmn 209 1991 Warrendale PA TMS
18 h martinod c renon and j calvet MeAcirc m Sci Rev MeAcirc tall1969 66 (4) 303 plusmn 310
19 b wilshire and h burt Proc 9th Int Conf on `Creep andfracture of engineering materials and structuresrsquo University of
Table 4 Elevated temperature aluminium alloy objectives
Aim Reason
At least equivalent properties to 2618at room and elevated temperature
Current parts in 2618 can be replaced without major redesign
Density between 5 and 10 lower than 2618 To encourage use in place of existing 2618 by weightreduction and to reduce stress in rotating parts
Properties independent of cold workingbetween solution treatment and aging
To alleviate the requirement to cold work die forgingsin order to achieve high strengthTo allow cold working of sheet plate and hand forgings for straightnessandor residual stress minimisation without signireg cant effect on properties
Minimum cooling rate sensitivity forquench after solution treatment
To allow use of water quench temperatures above 80degC to reduce residualstress in die forgings without recourse to cold compressionTo allow boiling water quenching for thick sections
Higher elastic modulus than 2618 To improve initiation fatigue resistance propertiesImproved damage tolerance compared with 2618 For aerostructural advantageGood weldability To give alternative method of manufacture In particular annular
components which would reduce input weight and help offsetprobable increased basic cost of the alloy
All of above To give one alloy suitable for widespread applications includingreplacement of 2618 so that volume production and optimum useof scrap would aid in cost reduction
154 Robinson et al Creep resistant aluminium alloys and their applications154 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical
Trans Tech76 b p huang and z q zheng Acta Mater 1998 46 (12)
4381 plusmn 4393
Robinson et al Creep resistant aluminium alloys and their applications 155
Materials Science and Technology February 2003 Vol 19
macr aws in materials operating in fatigue and creep environ-ments raises the question of interactions of different damagemechanisms occurring at the crack tip The application ofthe concepts of fracture mechanics has been shown to beuseful in predicting creep crack growth2 3 2 4
TOUGHNESSAluminium alloys normally exhibit higher toughness atelevated temperature when compared with room tempera-ture There is very little elevated temperature plane straintype data in the public domain The results of sheet tearresistance tests have been published recently2 5 and theresults of these tests at room temperature and 150degC foralloys with potential elevated temperature applicationsare presented in Fig 8 The untypical behaviour of 2024in the naturally aged condition (T3) is a consequence ofstrengthening of the matrix during exposure to the elevatedtemperature during the test While dependent upon orien-tation Hiduminium plusmn RR58 has a plane strain fracturetoughness of between 18 plusmn 22 MPa m1 2 which is at thelower end of the range when compared with other highstrength aluminium alloys (20 plusmn 40 MPa m1 2)5
Classi cation of wrought alloys
Aluminium alloys can be categorised into two majorgroups non-heat treatable and heat treatable
NON-HEAT TREATABLE ALLOYSThese range from commercially pure aluminium containingonly small amounts of other elements notably iron andsilicon to alloys containing signireg cant amounts of alloy-ing elements such as manganese (3xxx series alloys) andmagnesium (5xxx series alloys) In all strengthening canbe achieved by cold working and in the manganese andmagnesium containing alloys solid solution strengtheningcan be signireg cant Such alloys may be used at elevatedtemperatures where stressing of any signireg cance is not afactor Recovery properties will generally be the same as theoriginal properties unless the temperature induces softeningby static recovery or recrystallisation With the highermagnesium containing alloys (43 plusmn 4 wt-Mg) another
effect is the precipitation of the magnesium rich b phase(Mg5Al8) from the solid solution (All compositions in thispaper are given in wt- unless shown otherwise) This canlead to a marked reduction in ductility corrosion resistanceand stress corrosion cracking resistance
HEAT TREATABLE ALLOYSThe strength of such alloys is dependent on the abilityto solutionise the main elements by a high temperaturetreatment retain the solid solution by cooling at a suitablerate and then producing a reg ne submicrometre strengthen-ing precipitate either at room temperature or elevatedtemperatures generally in the range 100 plusmn 200degC Because ofthis method of strengthening the alloys can be consideredthermodynamically metastable In the majority of casesthe instability is not perceptible at room temperature Thisinstability can be considered in three ways depending on theexposure temperature
(i) as the slope of the solvus for precipitation on atemperature yconcentration x basis is positive afteraging at an elevated temperature and cooling toroom temperature there is still a small proportion ofthe age hardening constituents in solid solutionDepending on the kinetics of precipitation in theparticular alloy system and the subsequent exposuretemperature noticeable further aging may occurcharacteristic of the concentration remaining insolid solution and the exposure temperature
(ii) if the temperature of exposure is close to that ofaging then the material continues to age With timethis will generally lead to a decrease in strength asthe precipitates coarsen (overaging)
(iii) as mentioned above if the exposure temperatureexceeds the aging temperature then reversion canoccur
Elevated temperature instability atrelatively low temperatures
Non-heat treatable alloys containing in excess of 4 magne-sium retain some magnesium in solution after processing
7 High cycle fatigue resistance of Hiduminium plusmn RR58forged bar RT room temperature from Ref 9
8 Sheet tear toughness of aluminium alloys at roomtemperature (solid symbols) and 150degC (open symbols)time at temperature 05 h from Ref 25
146 Robinson et al Creep resistant aluminium alloys and their applications146 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
at elevated temperature Subsequent slightly elevatedtemperature exposure (466degC) can lead to preferentialprecipitation of Mg5 Al8 at the grain boundaries and inter-granular stress corrosion failure in service2 6 A similarphenomenon occurs with the medium strength weldableAl plusmn Zn plusmn Mg alloys although the effect can be mitigated bythe addition of small amounts of copper andor silver2 7
The high residual saturation of solute which is the drivingforce for this instability has also been reported for certainaged lithium containing aluminium alloys exposed for longtimes at temperatures of 60 plusmn 135degC the exposure resultingin an increase in strength and reduction in ductility andtoughness2 8 plusmn 3 0
Alloys used at elevated temperatures
CASTING ALLOYSIt is intended to give only a brief summary of casting alloysas the main concern is for the wrought form Wroughtalloys produced from conventional semicontinuous castingtechniques are limited to those that are amenable to thiscasting technique and to those that are subsequentlydeformable to produce the reg nished part This places anot inconsiderable limit on the alloy compositions thatcan be produced as wrought products Whilst castability isan obvious concern for cast alloys there is generally lesslimitation on the composition than for wrought alloys Oneexample of this compositional complexity is an early alloydeveloped for use up to 350degC which was described as anAl plusmn Cu plusmn Ni plusmn Co plusmn Sb plusmn Zr alloy9
A much simpler casting alloy Al plusmn 3Mn was developedfor use as a gas burner for domestic cookers9 This latteruse probably represents the highest application temperaturefor an aluminium alloy being of the order of 500degC Therelatively high manganese content compared with othercasting alloys whilst not giving a high strength capabilitydoes increase the stiffness at temperature In addition man-ganese has a much higher capacity for retaining hydrogenthan other alloying elements such as chromium iron cobaltor nickel3 1 This characteristic is instrumental in preventingin service blistering owing to hydrogen absorption
Most aluminium casting alloys are based on the Al plusmn Sisystem because the addition of silicon leads to high macr uiditygood feedability and high resistance to hot crackingAdditionally silicon is unique in signireg cantly reducing thecoefreg cient of linear expansion so that with hypereutecticcompositions values as low as 16610
shy 6K
shy 1can be
achieved1 1 With such levels of silicon wear resistance isvery good Alloys containing 12 plusmn 23Si in which the primarysilicon can be signireg cantly rereg ned by the addition of smallamounts of phosphorus have been used for pistons in petroland diesel engines
In the early stages of the development of motor vehiclesextensive use was made of cast aluminium alloys in internalcombustion engines but improvements in ferrous metal-lurgy with reduced costs compared with aluminium led toaluminium alloys taking a minor role for many years Withthe current emphasis on increasing fuel economy castaluminium alloys are again reg nding growing application asengine components and many modern vehicles have bothaluminium alloy cylinder heads and engine blocks
Heat treatable Al plusmn Si plusmn Cu plusmn Mg hypoeutectic alloys likeC355T61 (Al plusmn 5Si plusmn 13Cu plusmn 05Mg) can reg nd application inthe cold section of automotive turbo chargers as the cen-trifugal compressor wheels These components are normallymanufactured using vacuum assisted gravity casting intogypsum based moulds This alloy and others for exampleA357T6 (Al plusmn 7Si plusmn 05Mg) also have potential structuralaerospace applications with highly complex near net shapecomponents being manufactured using the investment
casting process known as Sophia developed by ThyssenUmformtechnik + Guss Gmbh3 2
WROUGHT ALLOYSThe chemical compositions of some of the alloys referredto in this section are given in Table 1 Where the highestperformance is required and the conreg guration allowsengineers still favour wrought product forms The pre-cipitation hardening alloys offer the best outright creepperformance but non-heat treatable wrought alloys do reg ndcertain applications an example being the use of 995aluminium and alloys containing either manganese ormagnesium as the main alloying elements for pressurevessels at temperatures up to 200degC2 6 The use of the highermagnesium compositions is not permitted in this applica-tion for the microstructural instability reasons describedearlier
For most elevated temperature applications the alloysemployed are developments of the reg rst age hardeningsystem Al plusmn Cu plusmn Mg discovered by Alfred Wilm just beforethe First World War3 3 Before the development ofConcorde aluminium alloys had been used successfullyin aeroengines in cast and wrought forms at temperaturesrarely below 200degC Short design lives up to 1000 h hadallowed this exploitation even up to temperatures approach-ing 350degC In the UK circa 1950 there were a number ofwrought alloys for use in the range 150 plusmn 350degC3 4 It islikely that some had characteristics suitable for specireg capplications but rationalisation led to two alloys being themost widely employed These were initially known asHiduminium plusmn RR58 originally referred to as Hiduminium plusmn59 low silicon and Hiduminium plusmn RR57 The initialdevelopment of Hiduminium plusmn RR58 arose from therequirement in the late 1930s and early 1940s for analuminium base alloy capable of operating in the 200 plusmn250degC range The target application at this time was coldsection components of the Whittle gas turbine and the reg rstforged impellers made in the alloy were reg tted to the GlosterMeteor Mk1 which reg rst macr ew in 1943 The actualcomposition of Hiduminium plusmn RR58 was developed as alow silicon variant of Hiduminium plusmn RR59 an aeroenginepiston alloy used extensively during the Second World WarThis low silicon alloy was difreg cult to cast consistently usingtraditional chill casting techniques however the intro-duction of semicontinuous casting processes enabled largediameter ingots to be made In the USA similar alloyswith slightly different compositional ranges were adoptedand designated 2618 and 2219 Notably 2219 intentionallycontains small additions of zirconium and vanadium
Mention should also be made of the 2014 alloy that in theUK was employed as a structural alloy for aerospace whilstin the USA 7075 (Al plusmn Zn plusmn Mg plusmn Cu) was preferred 2014also found favour for some elevated temperature usessuch as aircraft wheels where high strength good fatigueand resistance to the heating generated by braking wereimportant In this latter application when heating is onlyfor short periods it is the recovery properties that areimportant rather than those at elevated temperature andlong term creep is unlikely to be a consideration 2014 hasalso been used for impellers in diesel turbo chargers Alloysof the 4032 type (Al plusmn 12Si plusmn 1Cu plusmn 1Mg plusmn 1Ni) are used forforged pistons where engineers prefer the integrity of thewrought form to the equivalent cast alloys
In the late 1950s Alcoa introduced an Al plusmn Li alloy2020 containing copper magnesium and manganese havinggood elevated temperature properties allied to low densityimparted by the lithium addition Concerns for the fracturebehaviour of this alloy resulted in limited use Althoughconsidered for the supersonic Concorde and British Aircraft
Sophia is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 147
Materials Science and Technology February 2003 Vol 19
Corp TSR2 it was only used for skinning the wings on onelarge programme the US Navyrsquo s North American Rock-well A3JRA plusmn 5C Vigilante3 5 Production of the alloyceased in 1969 although the aircraft were not retired fromservice until 19793 6
Of the 2618 and 2219 type alloys the former has found byfar the most widespread use at elevated temperatures mainlyin aeroengines and turbo chargers The alloy 2618 wasextensively used for compressor blades in earlier generationaeroengines a use that has declined but not completelydisappeared with the increased compressor temperaturesnow employed It reg nds extensive current use for structuralengine parts (rings) bleed valves guide vanes enginecasings annulus reg llers and impellers The alloy 2219 is notsimilarly used however its weldability and good toughnessat cryogenic temperatures are the major reasons for itsselection in many of its applications
As mentioned earlier the alloy used for skinning theConcorde was developed from that of a Rolls Royce patentof 1928 7 This development was carried out at High DutyAlloys on the basic 2618 alloy to optimise its performancein sheet form at elevated temperatures4 In the early 1960smost of this work was complete and investigations were
being carried out on an alloy showing improved elevatedtemperature potential This alloy was based on the UKversion of 2219 but with a small addition of magnesium andsilicon
Both the UK and USA versions of 2219 did not exhibitparticularly useful strength unless subjected to cold workof 15 plusmn 3 between solution treatment and aging Theaddition of 015 plusmn 040Mg and 010 plusmn 020Si gave similarstrength values to the cold worked alloys without the appli-cation of any cold work3 7 Whilst the cold work requiredby the original variants can be applied quite easily withthe required precision to sheet and plate by stretching andto rectilinear forgings by cold compression or in somecircumstances stretching it is not so easily applied to dieforgings The application of plastic deformation does havethe added benereg t of reducing residual stresses induced bythe quenching stage of the heat treatment
Two versions were initially developed from the UKalloy one with a nominal magnesium content of 035 forsheet and rivet stock the other with a nominal magnesiumcontent of 020 being preferred for other wrought formsIt was postulated that the small additions of magnesium ledto a substantial increase in solutevacancy binding energy
Table 1 Chemical composition of wrought elevated temperature aluminium alloys
Period Alloy Value Si Fe Cu Mn Mg Cr Ni Zn Ti Ag Zr V Li Cd
148 Robinson et al Creep resistant aluminium alloys and their applications148 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
and retarded diffusion rates The density of precipitatenucleation was thus increased and precipitate growthlimited3 7
Two aging treatments were developed the reg rst higherstrength version being 12 h at 190degC the other 16 h at215degC The latter was based on a requirement for no furthernon-reversible volume changes to take place during use attemperature Besides there being no requirement to coldwork the alloy to achieve useful properties other advan-tages were that the alloy was not particularly cooling rate(quench) sensitive and could be boiling water quenched andin thin sections salt quenched (200degC) to reduce residualstresses and give stability during machining
Further developments on this alloy system involved theaddition of up to 05Ag (Ref 38) and separately the addi-tion of 012Zr to improve weldability The latter increasedthe sensitivity to cooling rate when compared with the basicalloy and led to an increase in quench induced stressesin product forms that were not easily mechanically stressrelieved eg forgings A further development by the FulmerResearch Institute in the UK was the addition of smallamounts of germanium which replaced the silicon in themagnesium silicide compound3 9 This led to increasedresponse to aging as evidenced by higher room temperaturestrength but it was less efreg cacious in retarding the coar-sening and transformation of the h rsquo precipitate and wascomparatively deleterious to the elevated temperatureproperties
Despite some of these developments showing signireg cantadvantages for use at elevated temperature and numerousproprietary specireg cations being raised for all but the silver
bearing alloy they found few applications and were neversubmitted for either national or international standardisa-tion It is interesting that although this type of alloy has notfound widespread use to date a similar alloy 2519 wasregistered by the USA in 1985 and that alloys containingsilver have been proposed for extending the elevatedtemperature range of aluminium alloys4 0 plusmn 4 3 A summaryof the development of alloys for use at elevated temperatureis given in Table 2 A list of some of the applications ofthese alloys is presented in Table 3
Physical metallurgy of Hiduminium plusmn RR58(2618A)During the 1960s after selection of Hiduminium plusmn RR58for Concorde the physical metallurgy of this alloy wasexamined extensively and the reasons determined for itscreep resistance When aged at temperatures below 200degCstrengthening in an Al plusmn 25Cu plusmn 12Mg alloy occurs fromformation of transition precipitates in the pseudo-binaryAl plusmn Cu plusmn Mg system4 4 4 5
a -Al reg GPB zones reg Srsquo reg S (Al2CuMg)
The GPB zones nucleate homogeneously and grow cylin-drically parallel to aacute 100 ntilde A l matrix directions while Srsquoparticles are lath like platelets with a long axis also parallelto the aacute 100 ntilde A l matrix Srsquo precipitates are semicoherentand are structurally very similar to the equilibrium phaseAl2CuMg which is orthorhombic and retains coherency inaacute 100 ntilde A l directions over a large range of particle sizes In theas quenched condition dislocation loops and helices areobserved in the matrix During artireg cial aging these helicaldislocations grow by a climb process but also act as sitesfor nucleation of Srsquo on 210 planes Elevated tempera-ture aging treatments will produce peak hardness when~25 of the Srsquo phase has formed and a large propor-tion of GPB zones remain
The controlled addition of 018 plusmn 025Si in Hidumi-nium plusmn RR58 retards the onset of hardening during naturalaging but increases the peak hardness and reduces thetime to peak properties during artireg cial aging4 6 Silicon alsopromotes a higher density of smaller Srsquo precipitates andmakes the alloy more resistant to overaging Silicon addi-tions reduce the size and number of dislocation loops andhelices a result of reduced vacancy mobility During artireg -cial aging the length of the Srsquo phase laths is noted to increasemore slowly compared with Si free alloys In Si bearing
Table 2 Summary of development of wrought aluminiumalloys for use at elevated temperature
Period Progress
1910 plusmn 1920 Duralumin (Al plusmn Cu) age hardening alloysdiscovered and development acceleratedby WWI
1920 plusmn 1930 Development of Al plusmn Cu system continues withnumerous alloying additions notably Mg SiNi and Fe for elevated temperature use
1930 plusmn 1950 Widespread use of wrought elevatedtemperature alloys particularly inaeroengines during WWII
1950 plusmn 1970 Majority of applications turn to useof 26182618A2219Development of clad 2618A for ConcordeDevelopment of Al plusmn 6 wt-Cu baseto meet possible requirement for secondgeneration supersonic transport aircraftby additions of Mg Si Ge and AgFirst commercial Al plusmn Li alloy 2020 havinghigh temperature capability but doesnot reg nd widespread use due to notchsensitivity and falls into disuse
1970 plusmn 1990 Experimental alloys based onAl plusmn 6 wt-Cu with Ag proposed byPolmear for turbo charger impellersFurther development of Al plusmn Li alloysRapid solidireg ed processing offers potentialbut no alloy makes full commercialisation
1990 plusmn 2000 Renewed interest in 2nd generationsupersonic transport aircraft Europeproposes cruising speed in line with useof aluminium USA propose higher speedrequiring use of titaniumNEWAL150 European collaborativedevelopment programme improves onhigh temperature properties and damagetolerance of 2618AAustralianFrench programme results inAl plusmn Cu plusmn Mg plusmn Ag becoming candidate forsupersonic transport aircraftAl plusmn Li based alloys registered by USA withvarious CuMg ratios plus Ag which do notrequire cold work to attain high strength
2000+ Al plusmn Li high Cu high CuMg + Ag alloydesigned for elevated temperature use
Table 3 Applications of elevated temperature alloys
Robinson et al Creep resistant aluminium alloys and their applications 149
Materials Science and Technology February 2003 Vol 19
alloys the distribution of Srsquo is more uniform owing to thelower dislocation density There is some evidence that025Si is the optimum addition level for this alloy
Hiduminium plusmn RR58 also has 1Ni and 1Fe con-trolled additions The inmacr uence of Fe and Ni on the struc-ture and properties of the basic Al plusmn 25Cu plusmn 12Mg alloyhas been investigated and the inmacr uence on the kinetics ofprecipitation hardening was found to be small Howeverwhen Fe and Ni are added separately the aging responseis diminished owing to the formation of insoluble inter-metallics AlCuNi or (CuFe)Al3 Combined Fe and Ni formFeNiAl9 and the age hardening response reverts to the basicalloy4 7 The FeNiAl9 intermetallic is usually dispersed intoclusters of particles associated with prior interdendriticareas in the cast material Individual intermetallic par-ticles are ~1 plusmn 3 mm in diameter Areas containing clustersare signireg cantly harder than the surrounding matrixThe other phase of note that can form in Hiduminium plusmnRR58 is Mg2Si and this phase is usually observed asrounded isolated particles with size similar to the FeNiAl9
particles Figure 9a is a typical microstructure from forgedHiduminium plusmn RR58 This example demonstrates a fullyrecrystallised equiaxed microstructure with obvious cluster-ing of the intermetallic particles
In Fig 10 a partially recrystallised structure is illustratedwith corresponding coarse recrystallised grains and areasthat are unrecrystallised containing a well dereg ned sub-structure This specimen was prepared from a stress rupturetest conducted at 120degC and 321 MPa with ruptureoccurring in 1200 h after a plastic strain of 77 Secondary
cracking along the gauge length was noted and someintergranular wedge type cracks can be observed Wedgecracks are characteristic of grain boundary sliding at triplepoints under the inmacr uence of high shear stresses in contrastto cavitation which is more typical of lower stresses Thesespecimens were prepared using a concentrated nitric acid(20 ml) hydromacr uoric acid (20 ml) and glycerol (60 ml)etchant
Surprisingly the exact role of the FeNiAl9 intermetallicparticles is still unclear but there is some evidence that theparticles nucleate screw dislocations during the quenchingstage owing to differing thermal contraction with thematrix These dislocations interact with vacancies formingsessile helical dislocations which in turn act as potentnucleation sites for the Srsquo phase during age hardening Theparticles also modify the recrystallisation and grain growthbehaviour and act to rereg ne the grain size and prevent grainsbecoming very coarse during heat treatment The relativelyhigh volume fraction of particles does result in low fracturetoughness compared with other Al plusmn Cu plusmn Mg alloys
Creep performance of Hiduminium plusmn RR58Tensile creep curves generated by testing specimensmachined from Hiduminium plusmn RR58 forged bar at 150degCare shown in Fig 119 The alloy displays behaviour similarto most engineering materials in that the time to failure andcreep rates are a function of stress (and temperature) Forexposure at a particular temperature creep ductility tendsto decrease as the stress is decreased
Hiduminium plusmn RR58 was originally designed to operateat temperatures up to 250degC This temperature was abovethe normal aging temperature of the alloy and componentlives were correspondingly short At lower temperaturesthe performance of the alloy is such that structural com-ponents can have lifetimes measured in tens of thousandsof hours (The macr ight time of Concorde at the time of writingis ~12 000 h and while this aircraft has had in serviceproblems issues with the structural integrity of theHiduminium plusmn RR58 airframe have not been reported)
Hiduminium plusmn RR58 forgings and forged bar typicallyhave mean grain diameters of the order of 200 mm Plateextrusions and sheet are normally much reg ner grained thanthis and at higher temperatures than 200degC these productforms can display lower creep resistance This effect is ofless signireg cance at lower temperatures (100 plusmn 150degC)
The inmacr uence of plastic deformation on the creep perfor-mance of Hiduminium plusmn RR58 was investigated thoroughlyduring its development for Concorde These observationsand the application of thermomechanical type treatments
a forged Hiduminium plusmn RR58 b rolled sheet 2650T8
9 Typical recrystallised microstructure of forged Hidumi-nium plusmn RR58 and rolled sheet 2650T8
10 Hiduminium plusmn RR58 microstructure from stress rup-ture specimen tested at 321 MPa and 120degC
150 Robinson et al Creep resistant aluminium alloys and their applications150 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
are reviewed in Ref 48 Any treatment that increases thedislocation density before creep loading appears to bedetrimental to the creep performance in terms of theminimum creep rates observed The origin of these dis-locations could be statically recovered regions resultingfrom forming at high temperatures or cold work introducedafter solution heat treatment but before aging (which is acommon procedure for the reduction of residual stress)While the minimum creep rate is adversely affected by coldwork there is evidence that the microstructural modireg ca-tion to the precipitate distribution is more stable and thiscan enhance the long term performance of the alloy4 8 4 9
Further developments
INGOT METALLURGYSince the development of Hiduminium plusmn RR58 for theConcorde and the environmental political and commercialproblems accompanying the introduction of this SST air-craft the interest in a second generation aircraft has beenintermittent on both sides of the Atlantic Many paperprojects have been proposed5 0 with speeds ranging fromMach 16 up to Mach 100 with Mach 24 appearing to befavoured by the recent High Speed Civil Transportprogramme funded by NASA5 1 This speed is above thatat which conventional ingot metallurgy aluminium alloyscan be used The speed requirement of the European Con-corde successor that emerged in the early 1990s was dereg nedas being Mach 20 plusmn 22 and this decision was taken toensure that aluminium alloys could be candidate materialsThe proposed aircraft would however have a macr ying lifetimeof four times that of Concorde From a creep perspectivethe requirements for the fuselage material of the futureEuropean supersonic aircraft were
(i) stress 130 to 170 MPa(ii) in service time 80 000 macr ight hours (20 000 cycles)
(iii) temperature 90 to 100degC with a maximum servicetemperature of 130degC
(iv) deformation501 total plastic strain within60 000 h at 130degC and 150 MPa
In addition improvements in damage tolerance and fatiguewith static properties 20 greater than subsonic aircraftwere expected5 2 For this aircraft new materials were
considered essential for the fuselage Advanced aluminiumalloys andor organic composites were both candidates5 3 5 4
The CEC funded BRITE plusmn EURAM `NEWAL150rsquo pro-gramme which terminated in 1996 sought to developimproved aluminium base alloys for this purpose with atemperature capability of 150degC The programme aimedto develop alloys that could demonstrate superior creepand damage tolerance performance compared with 2618AWhile the bulk of the data from NEWAL150 has yet toemerge into the public domain it has been reported thata modireg ed 2650 alloy could exhibit similar performancein creep in conjunction with greatly superior damagetolerance5 5 5 6 The alloy 2650 is itself a minor modireg cationof 2618A with lower iron and nickel but increased man-ganese The microstructure of 2650T8 sheet is shown inFig 9b Recent investigations into the mechanism of creepof 2650T8 at 150degC and high stresses have conreg rmed thatstrain enhanced particle instability and coarsening of the Srsquophase is a major factor in accounting for the accelerationof creep with the transition precipitates growing at theexpense of reg ne GPB zone type particles5 7 plusmn 5 9 The highmanganese content of this alloy will render it quenchsensitive and while this will not be a concern for sheet andplate the alloy will be problematical for die forgings thatcannot be cold compressed
At the same time as NEWAL150 a joint developmentprogramme was being carried out by Australia and Franceevaluating a series of Al plusmn Cu plusmn 045Mg plusmn 045Ag plusmn 030Mn plusmn015Zr alloys with Cu in the range 36 plusmn 65 The highcopper variant showed a marked improvement in creepperformance at 150degC (Fig 12) It should be stated thatthese tests were of relatively short duration The advantageof silver bearing alloys is the relative stability and coar-sening resistance of plates of the V strengthening phase6 1
OTHER MANUFACTURING ROUTESThe ingot metallurgy route for wrought products restrictscompositions to those that can be semicontinuously castand thereafter plastically deformed Cast products cansuffer owing to comparatively gross second phase particleswhilst with wrought products these can be advantageouslyfragmented Even so these second phase particles inwrought alloys are coarse (50 plusmn 100 mm) compared with theaging precipitate Other routes such as spray deposition plusmnOsprey6 2 6 3 and rapidly solidireg ed powder (RSP) metallurgy
11 Tensile creep curves from Hiduminium plusmn RR58 forgedbar tested at 150degC from Ref 9
12 Minimum creep rates at 150degC for some creep resis-tant aluminium alloys from Refs 9 41 59 and 60
Robinson et al Creep resistant aluminium alloys and their applications 151
Materials Science and Technology February 2003 Vol 19
(cooling rates up to 106
K sshy 1
) give opportunities toproduce alloys that cannot be produced by conventionalingot metallurgy and control the size and distribution ofsecondary phase particles Large volume fractions of lowdiffusivity transition metal based intermetallic dispersoidswhich resist coarsening at all but the highest elevatedtemperatures can be formed in the matrix during heattreatment Many alloys were investigated to try to raise theservice temperature above 300degC and most of the `betterrsquoalloys contained iron6 4 These alloys displayed good shortterm elevated temperature strength but there is less dataavailable detailing their long term creep resistance Possiblythe best materials of this type were the planar macr ow castAl plusmn Fe plusmn V plusmn Si series of alloys6 5 Unfortunately these alloysdid not reg nd commercial application and production ceasedin the early 1990s
A range of silver bearing spray deposited alloys wasdeveloped by Alusuisse plusmn Lonza in the late 1980s and early1990s6 6 6 7 Initial development centred on an Al plusmn Cu plusmn Mg plusmnAg base with signireg cant additions of transition metalelements intended to form small dispersoids The rates ofcooling during spray deposition were insufreg cient to preventthe formation of coarse constituent type particles and fur-ther alloys were developed with much lower concentrationsof dispersoid forming elements The elevated temperatureproperties of these alloys were better than 2618 and 2219but the alloys did not reg nd major application
These processes also facilitate the production of metalmatrix composites (MMCs) an early commercially exploitedexample of which was SAP (sintered aluminium powder)The very small oxide particles (10
shy 6plusmn 10
shy 8m) evenly dis-
tributed and epitaxially bonded to the aluminium matrixproduced signireg cant strengthening particularly at hightemperature6 8
The Osprey process has much to commend it in that if amarket for large volumes of material could be establishedthe price of stock may possibly become competitive withingot metallurgy routes The current major use of Ospreymaterial is for cylinder liners produced in an Al plusmn Si alloyfor Mercedes plusmn Benz vee conreg guration internal combustionengines6 9 The cooling rate of this process is not highenough to give the advantages offered with powder pro-duction by atomisation and other higher cooling rateprocesses as described above
Powder alloys and associated MMCs go through anenergy and labour intensive process to produce stock forfurther conventional processing and in small quantities thecost can be as much as 50 times that of ingot metallurgystock and is unlikely to fall below 25 times for the fore-seeable future even for large quantities Even at this pricethe product can be cost effective A current example is theuse of a 2124 + 25SiC MMC for potential replacementof titanium guide vanes in aeroengines7 0 A further exampleis the use of the same composition and an alternativecontaining boron carbide for pistons in Formula One racingengines replacing the ubiquitous 2618 The SiC increasesthe density very slightly whereas the boron carbide leads to areduction whilst both give a signireg cant increase in stiffnessfatigue strength and resistance to the elevated temperaturesexperienced These are specialised applications and onecould not anticipate the use of such pistons in other thanvery high cost vehicles
Discussion
The most widely used alloy for elevated temperature use is26182618A and even though in the past 30 years alloyshave been developed with improved high temperature pro-perties its position is still unchallenged
The reasons for this situation are numerous and includethe following
(i) conservatism its extensive use over the past 50 yearshas resulted in a sizeable data base on which engi-neers can call which is unmatched by competitivealloys
(ii) availability because of its extensive use the alloy iscommercially viable and hence readily available ata competitive price Small call off for other alloysleads to a disinclination for producers of the caststock to offer these in preference to 2618 and wherethey do to increase price and lead times This factorbecomes even more signireg cant as rationalisationproceeds in the industry and the small macr exiblecasting facility is replaced by facilities havingminimum casts of tens of tonnes
(iii) macr exibility the selection of one alloy to cover all partsrather than a number of alloys which may be theoptimum for different parts allows the purchaser ofparts a greater macr exibility for order changes
(iv) low residual stress the UK version of 2618 2618Aallows up to 025Mn compared with 005Mn in2618 Whilst this is not recorded as an intentionalalloying addition it is believed that a level of015Mn is benereg cial to the properties of plateHowever such `highrsquo manganese levels make thealloy sensitive to the cooling rate subsequent tosolution treatment Whilst there is not a problemwith plate that can be stress relieved by stretching itis not generally suitable for die forgings Restrictingthe manganese level to 5005 makes the alloymuch less cooling rate sensitive and allows forg-ings to be boiling water quenched This in turnsignireg cantly reduces the residual stresses and subse-quently the movement during machining Thicksections up to at least 200 mm can be boiling waterquenched without a signireg cant reduction in proper-ties when compared with the properties of 50 mmsection The absence of the need to stretch or coldcompress rolled rings to reduce residual stress andimprove properties as would be required for thecooling rate sensitive 2219 is a signireg cant costreduction factor
In the previous section mention has been made of recentdevelopments although these do not appear to be muchadvance on those of 30 years ago that were referred toearlier The major stimulus both then and now was a newgeneration SST aircraft but this is not likely to proceedeither in the USA or Europe in the foreseeable future7 1
In Europe the attention of the aviation industry isnow focused on the very large subsonic aircraft (AirbusA380) which has new aluminium alloy requirementsbut not at elevated temperature Having surrendered themarket for very large aircraft to Airbus Boeing is takinga more adventurous view of future aviation needs withthe announcement in March 2001 of the Sonic Cruiser7 2
In the short term this 200 plusmn 250 seat aircraft will macr y atMach 095 plusmn 098 but it may herald the start of a familythat could include a supersonic commercial transport7 3
This aircraft was due to macr y in 2006 but is now delayed toat least 2008 because of the general downturn in civilaviation7 4 Conventional aluminium alloys are obviouscandidate materials for the fuselage and at Mach 10 themaximum skin temperature will only be of the order ofshy 13degC
The extended delay of a new SST aircraft raises thequestion is there another signireg cant use to which creepresistant alloys can be put that can drive the developmentor exploitation of new materials on a commercial scale largeenough to make economic sense
In aeroengines it appears unlikely that the moderatelyhigher temperature capability of these ingot metallurgyalloys will be such to reverse the replacement of aluminiumbase with titanium base alloys although aluminium base
152 Robinson et al Creep resistant aluminium alloys and their applications152 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
MMC and RSP may give an alternative in some selectedapplications
Impellers for power generation turbo chargers are an areawhere substantial amounts of forgings in 2618 are used Thehigher performance versions use the titanium alloy Ti plusmn6Al plusmn 4V because of the higher temperatures There is apossibility at the lower end of this range where peripheraltemperatures reach up to 200degC that an improved ingotmetallurgy aluminium alloy could replace titanium ABBin Switzerland have investigated a medium copper alloyakin to those of Polmear mentioned earlier6 6 6 7 7 5 This wasproduced by the spray deposition Osprey process andforged This Al plusmn Cu plusmn Mg plusmn Ag base alloy was strengthenedthrough the coprecipitation of h rsquo and V phase This alloywas reported to have superior creep resistance to 2618A upto 180degC but at 200degC the improvement was minor leadingto its rejection as a candidate titanium replacement Withrotating parts such as impellers where the stressing of thepart is related to the rotational speed one avenue might beto reduce the mass by using an alloy of lower density andthis might be brought about by the use of lithium as analloying element
In general the developments in the past 40 years haveshown that high temperature performance is improved ingoing from the S type precipitates in alloys such as 2618(low CuMg ratio) to h type precipitate in high CuMgalloys (2219 type) to V type precipitates in high CuMgalloys containing silver This increased performance resultsfrom the morphological differences in the aging precipitatesand the increasing resistance to coarsening Other structuralfeatures are also of importance such as degree of recry-stallisation and grain size With the latter obtaining aconsistent grain structure can be difreg cult if not impossibleowing to the wide variation in deformation that may beexperienced in different areas of a die forging Other factorssuch as temperature gradients owing to relatively longcontact times with the die and die temperature consistencydo not help in this respect The relatively slow process ofcast stock breakdown exacerbates the situation whenextruded or rolled stock is not used In addition the grainmacr ow can be less well dereg ned in die forgings than the otherwrought forms
The alloy 2618 is particularly prone to variations inthermal history and variable deformation during forgingWithin a forging temperature range of 330 plusmn 460degC and withthe variable deformation characteristic of many conreg gura-tions the structure of a part may vary from unrecrystallisedcoarse recrystallised to reg ne recrystallised grains Each ofthese structures has different characteristics
(i) the unrecrystallised structure is sensitive to thecooling rate during heat treatment even when themanganese level is below 005 These areas have asignireg cantly lower strength than the recrystallisedareas if the part is boiling water quenched to keepthe residual stresses low
(ii) the coarse recrystallised structure has little effect onthe room temperature properties although it may bedetrimental to the fatigue life For creep at elevatedtemperature the performance judged by the mini-mum strain rate is the best of the three structures butthe overall ductility is poor and the material can benotch sensitive in creep rupture tests
(iii) the reg ne recrystallised structure generally has a higherminimum creep rate than the coarser structure butthe overall creep ductility is signireg cantly superiorand notch sensitivity in creep rupture tests is notapparent
(iv) forging the 6Cu alloy developed by High DutyAlloys in the 1960s in the same temperature rangehas not led to unrecrystallised structure There ishowever a signireg cant difference in grain size betweenmaterial processed at 460degC (coarse) and that
processed at 300degC (reg ne) The structural effect ofthe addition of zirconium was to give a grain sizewhen forged at 460degC comparable to that of thezirconium free alloy forged at 300degC The zirconiumcontaining alloy exhibited improved tensile ductilityat room temperature and vastly improved tensileductility at elevated temperatures
Recommendations for future alloydevelopment
Apart from the transitory period in the 1960s and 70s whena high temperature creep resistant alloy was required for theConcorde and was used for the skin and structural elementsthat were also subject to similar temperatures by conduction(Fig 1) the main market for such an alloy has been theaeroengine and turbo charger With the second generationSST aircraft currently on hold it seems probable that themarket for alloys with elevated temperature potential willremain the same as it has for the past 50 years or so Theproposals for a new SST aircraft in the 1980s and 90s didgenerate a renewed interest in development of alloys forelevated temperature use although they do not in generalappear to be signireg cantly different to those that were beinginvestigated in the 1960s Where commercially availablethe latter have not found widespread use at elevatedtemperature
It is considered that for any new alloy to be accepted forwidespread use it would need to be seen as a replacementfor 2618 in areas where this alloy is currently acceptable Todo this it must have some notable advantage other than itsimproved elevated temperature properties which in manycases would not be of signireg cance A prime considerationin all aircraft manufacture is weight so that a reduceddensity would be a signireg cant characteristic Another wouldbe good weldability as this would allow rolled or extrudedproreg les to be bent and joined to make rings It wassuggested earlier that a density reduction for impellermaterial would lead to the material being less highly stressedin operation This should mean that impeller temperaturescould be increased to at least the extent that the minimumstrain rate was not increased and creep rupture lifeenhanced in service even if the intrinsic creep performancewas not improved
From developments to date it appears likely that theoptimum elevated temperature performance is to be foundin the Al plusmn Cu plusmn Mg plusmn Ag system particularly with a highCuMg ratio Silver at an addition level of 04 plusmn 05 isexpensive and can increase the cast stock price by up to50 With regard to reducing the density additions oflithium appear to be the most promising option Here thecast stock price may be as much as 7 to 8 times that of acurrent alloy such as 2618 In terms of semireg nished andreg nished components the increased cost in percentage termswill of course normally be signireg cantly less than the reg guresquoted above The reduced thermal conductivity of lithiumcontaining alloys would be a negative characteristic withregard to elevated temperature use
Many of the aluminium plusmn lithium alloys currently avail-able are of the Al plusmn Li plusmn Cu plusmn Mg plusmn Ag family notably thoseoriginating from the Weldalite family of alloys originallymanufactured by Reynolds (formerly McCook Metals LLCnow Pechiney) Other than the formation of lithium contain-ing precipitates d rsquo (Al3Li) d (AlLi) and T1 (Al2CuLi) theprecipitation systems are similar to those in the lithiumfree aluminium base alloys ie h (Al2Cu) and V (related toAl2Cu) This family of alloys is of particular interest forforgings as the magnesium works in a similar manner to
Weldalite is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 153
Materials Science and Technology February 2003 Vol 19
when it is added to Al plusmn 6Cu alloys so that cold workingis not a prerequisite to obtain high strength as with someAl plusmn Li plusmn Cu alloys7 6 The chemical compositions of thisalloy range are given in Table 1 The general requirementsof an alloy that it is considered would reg nd widespreadapplications are presented in Table 4
Conclusions
Heat treatable and non-heat treatable aluminium alloys
reg nd application at elevated temperatures up to a maximumtemperature of around 500degC This temperature is repre-sentative of an extreme application and a more realistic
upper limit would be of the order of 350degC Even thistemperature is a severe requirement if signireg cant compo-nent loading or lifetime is required If a component is to
be structurally efreg cient and have a lifetime measured inthousands of hours 100 plusmn 175degC is a more realistic operatingregime
This relatively low temperature capability has resultedin limited successful development of creep resistant alumi-
nium base alloys This is remacr ected in the fact that the alloythat reg nds greatest application at elevated temperatureis Hiduminium plusmn RR582618 and the chemistry of thisalloy was reg rst arrived at in the 1920s Ingot and powder
metallurgy manufacturing routes have all demonstratedalloys with superior short term creep performance com-
pared with 2618 but none have gone on to successfulcommercialisation
The likelihood of the successful development and exploi-
tation of an improved high temperature alloy appears tobe dependent on the commitment to a second generation
large supersonic transport aircraft capable of macr ying atMach 20 plusmn 22 The alloy would be used for the fuselage ofthis aircraft
In the absence of a new SST aircraft the application ofa new alloy would be greatly improved if it could be usedas a direct replacement for 2618 Its replacement of 2618
in current applications would most probably depend onadvantages such as weight reductions improved fatigueand damage tolerance and weldability rather than
enhanced resistance to elevated temperature degradationOnce established its improved high temperature character-istics would extend its range of application beyond those
which 2618 satis reg es It is considered that the most likelycandidate alloy will be one based on the Al plusmn Li plusmn Cu plusmn Mg plusmnAg system
Acknowledgements
The authors wish to acknowledge the contribution of theCreepal partners and the European Commission for thesupport of this work through the thematic network(BRRT plusmn CT98 plusmn 5101) and HDA Forgings Ltd of MettisAerospace Group UK for supplying the mechanicalproperty data for Hiduminium plusmn RR58
References
1 c m hall `Process of reducing aluminium by electrolysisrsquo
Patent US400766 US Patent Ofreg ce Washington DC 18892 In `Aluminiumrsquo Vol 2 `In design and applicationrsquo (ed K R V
Horn) 16 1967 Metals Park OH American Society of
Metals3 k owen `Concorde new shape in the skyrsquo 1982 London
Janersquo s4 w m doyle `Improvements in or relating to sheets of
aluminium alloy and methods of manufacturing samersquo
Patent GB1069982 British Patent Ofreg ce London 19675 `The skin of concordersquo 1974 Milton Keynes Open University6 w m doyle Met Form August 1969 216 plusmn 220
7 `An improved aluminium alloyrsquo Patent GB300078 BritshPatent Ofreg ce London 1928
8 y girard j-c ehrstrOEgrave m and j c rantala Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 (ed R S Mishra et al) 409 plusmn 419 WarrendalePA TMS
9 `Hiduminium technical datarsquo 1967 Slough High Duty Alloys10 w m doyle J R Aeronautical Soc 1960 64 535 plusmn 548
11 `The properties of aluminium and its alloysrsquo 1993 BirminghamAluminium Federation
12 b wilshire Metall Mater Trans A 2002 33A (2) 241 plusmn 248
13 w blum p eisenlohr and f breutinger Metall MaterTrans A 2002 33A (2) 291 plusmn 303
14 k r mcnee h jones and g w greenwood Proc 9th Int
Conf on `Creep and fracture of engineering materials andstructuresrsquo University of Wales Swansea UK (ed J DParker) 185 plusmn 195 2001 London The Institute of Materials
15 w blum and w maier Phys Status Solidi (a) 1999 171 (2)467 plusmn 474
16 b wilshire and c j palmer Proc Symp on `Creep defor-
mation fundamentals and applicationsrsquo Seattle WA USA2002 (ed R S Mishra et al) 51 plusmn 60 TMS
17 w blum in `Hot deformation of aluminium alloysrsquo (ed T GLangdon et al) 181 plusmn 209 1991 Warrendale PA TMS
18 h martinod c renon and j calvet MeAcirc m Sci Rev MeAcirc tall1969 66 (4) 303 plusmn 310
19 b wilshire and h burt Proc 9th Int Conf on `Creep andfracture of engineering materials and structuresrsquo University of
Table 4 Elevated temperature aluminium alloy objectives
Aim Reason
At least equivalent properties to 2618at room and elevated temperature
Current parts in 2618 can be replaced without major redesign
Density between 5 and 10 lower than 2618 To encourage use in place of existing 2618 by weightreduction and to reduce stress in rotating parts
Properties independent of cold workingbetween solution treatment and aging
To alleviate the requirement to cold work die forgingsin order to achieve high strengthTo allow cold working of sheet plate and hand forgings for straightnessandor residual stress minimisation without signireg cant effect on properties
Minimum cooling rate sensitivity forquench after solution treatment
To allow use of water quench temperatures above 80degC to reduce residualstress in die forgings without recourse to cold compressionTo allow boiling water quenching for thick sections
Higher elastic modulus than 2618 To improve initiation fatigue resistance propertiesImproved damage tolerance compared with 2618 For aerostructural advantageGood weldability To give alternative method of manufacture In particular annular
components which would reduce input weight and help offsetprobable increased basic cost of the alloy
All of above To give one alloy suitable for widespread applications includingreplacement of 2618 so that volume production and optimum useof scrap would aid in cost reduction
154 Robinson et al Creep resistant aluminium alloys and their applications154 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical
Trans Tech76 b p huang and z q zheng Acta Mater 1998 46 (12)
4381 plusmn 4393
Robinson et al Creep resistant aluminium alloys and their applications 155
Materials Science and Technology February 2003 Vol 19
at elevated temperature Subsequent slightly elevatedtemperature exposure (466degC) can lead to preferentialprecipitation of Mg5 Al8 at the grain boundaries and inter-granular stress corrosion failure in service2 6 A similarphenomenon occurs with the medium strength weldableAl plusmn Zn plusmn Mg alloys although the effect can be mitigated bythe addition of small amounts of copper andor silver2 7
The high residual saturation of solute which is the drivingforce for this instability has also been reported for certainaged lithium containing aluminium alloys exposed for longtimes at temperatures of 60 plusmn 135degC the exposure resultingin an increase in strength and reduction in ductility andtoughness2 8 plusmn 3 0
Alloys used at elevated temperatures
CASTING ALLOYSIt is intended to give only a brief summary of casting alloysas the main concern is for the wrought form Wroughtalloys produced from conventional semicontinuous castingtechniques are limited to those that are amenable to thiscasting technique and to those that are subsequentlydeformable to produce the reg nished part This places anot inconsiderable limit on the alloy compositions thatcan be produced as wrought products Whilst castability isan obvious concern for cast alloys there is generally lesslimitation on the composition than for wrought alloys Oneexample of this compositional complexity is an early alloydeveloped for use up to 350degC which was described as anAl plusmn Cu plusmn Ni plusmn Co plusmn Sb plusmn Zr alloy9
A much simpler casting alloy Al plusmn 3Mn was developedfor use as a gas burner for domestic cookers9 This latteruse probably represents the highest application temperaturefor an aluminium alloy being of the order of 500degC Therelatively high manganese content compared with othercasting alloys whilst not giving a high strength capabilitydoes increase the stiffness at temperature In addition man-ganese has a much higher capacity for retaining hydrogenthan other alloying elements such as chromium iron cobaltor nickel3 1 This characteristic is instrumental in preventingin service blistering owing to hydrogen absorption
Most aluminium casting alloys are based on the Al plusmn Sisystem because the addition of silicon leads to high macr uiditygood feedability and high resistance to hot crackingAdditionally silicon is unique in signireg cantly reducing thecoefreg cient of linear expansion so that with hypereutecticcompositions values as low as 16610
shy 6K
shy 1can be
achieved1 1 With such levels of silicon wear resistance isvery good Alloys containing 12 plusmn 23Si in which the primarysilicon can be signireg cantly rereg ned by the addition of smallamounts of phosphorus have been used for pistons in petroland diesel engines
In the early stages of the development of motor vehiclesextensive use was made of cast aluminium alloys in internalcombustion engines but improvements in ferrous metal-lurgy with reduced costs compared with aluminium led toaluminium alloys taking a minor role for many years Withthe current emphasis on increasing fuel economy castaluminium alloys are again reg nding growing application asengine components and many modern vehicles have bothaluminium alloy cylinder heads and engine blocks
Heat treatable Al plusmn Si plusmn Cu plusmn Mg hypoeutectic alloys likeC355T61 (Al plusmn 5Si plusmn 13Cu plusmn 05Mg) can reg nd application inthe cold section of automotive turbo chargers as the cen-trifugal compressor wheels These components are normallymanufactured using vacuum assisted gravity casting intogypsum based moulds This alloy and others for exampleA357T6 (Al plusmn 7Si plusmn 05Mg) also have potential structuralaerospace applications with highly complex near net shapecomponents being manufactured using the investment
casting process known as Sophia developed by ThyssenUmformtechnik + Guss Gmbh3 2
WROUGHT ALLOYSThe chemical compositions of some of the alloys referredto in this section are given in Table 1 Where the highestperformance is required and the conreg guration allowsengineers still favour wrought product forms The pre-cipitation hardening alloys offer the best outright creepperformance but non-heat treatable wrought alloys do reg ndcertain applications an example being the use of 995aluminium and alloys containing either manganese ormagnesium as the main alloying elements for pressurevessels at temperatures up to 200degC2 6 The use of the highermagnesium compositions is not permitted in this applica-tion for the microstructural instability reasons describedearlier
For most elevated temperature applications the alloysemployed are developments of the reg rst age hardeningsystem Al plusmn Cu plusmn Mg discovered by Alfred Wilm just beforethe First World War3 3 Before the development ofConcorde aluminium alloys had been used successfullyin aeroengines in cast and wrought forms at temperaturesrarely below 200degC Short design lives up to 1000 h hadallowed this exploitation even up to temperatures approach-ing 350degC In the UK circa 1950 there were a number ofwrought alloys for use in the range 150 plusmn 350degC3 4 It islikely that some had characteristics suitable for specireg capplications but rationalisation led to two alloys being themost widely employed These were initially known asHiduminium plusmn RR58 originally referred to as Hiduminium plusmn59 low silicon and Hiduminium plusmn RR57 The initialdevelopment of Hiduminium plusmn RR58 arose from therequirement in the late 1930s and early 1940s for analuminium base alloy capable of operating in the 200 plusmn250degC range The target application at this time was coldsection components of the Whittle gas turbine and the reg rstforged impellers made in the alloy were reg tted to the GlosterMeteor Mk1 which reg rst macr ew in 1943 The actualcomposition of Hiduminium plusmn RR58 was developed as alow silicon variant of Hiduminium plusmn RR59 an aeroenginepiston alloy used extensively during the Second World WarThis low silicon alloy was difreg cult to cast consistently usingtraditional chill casting techniques however the intro-duction of semicontinuous casting processes enabled largediameter ingots to be made In the USA similar alloyswith slightly different compositional ranges were adoptedand designated 2618 and 2219 Notably 2219 intentionallycontains small additions of zirconium and vanadium
Mention should also be made of the 2014 alloy that in theUK was employed as a structural alloy for aerospace whilstin the USA 7075 (Al plusmn Zn plusmn Mg plusmn Cu) was preferred 2014also found favour for some elevated temperature usessuch as aircraft wheels where high strength good fatigueand resistance to the heating generated by braking wereimportant In this latter application when heating is onlyfor short periods it is the recovery properties that areimportant rather than those at elevated temperature andlong term creep is unlikely to be a consideration 2014 hasalso been used for impellers in diesel turbo chargers Alloysof the 4032 type (Al plusmn 12Si plusmn 1Cu plusmn 1Mg plusmn 1Ni) are used forforged pistons where engineers prefer the integrity of thewrought form to the equivalent cast alloys
In the late 1950s Alcoa introduced an Al plusmn Li alloy2020 containing copper magnesium and manganese havinggood elevated temperature properties allied to low densityimparted by the lithium addition Concerns for the fracturebehaviour of this alloy resulted in limited use Althoughconsidered for the supersonic Concorde and British Aircraft
Sophia is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 147
Materials Science and Technology February 2003 Vol 19
Corp TSR2 it was only used for skinning the wings on onelarge programme the US Navyrsquo s North American Rock-well A3JRA plusmn 5C Vigilante3 5 Production of the alloyceased in 1969 although the aircraft were not retired fromservice until 19793 6
Of the 2618 and 2219 type alloys the former has found byfar the most widespread use at elevated temperatures mainlyin aeroengines and turbo chargers The alloy 2618 wasextensively used for compressor blades in earlier generationaeroengines a use that has declined but not completelydisappeared with the increased compressor temperaturesnow employed It reg nds extensive current use for structuralengine parts (rings) bleed valves guide vanes enginecasings annulus reg llers and impellers The alloy 2219 is notsimilarly used however its weldability and good toughnessat cryogenic temperatures are the major reasons for itsselection in many of its applications
As mentioned earlier the alloy used for skinning theConcorde was developed from that of a Rolls Royce patentof 1928 7 This development was carried out at High DutyAlloys on the basic 2618 alloy to optimise its performancein sheet form at elevated temperatures4 In the early 1960smost of this work was complete and investigations were
being carried out on an alloy showing improved elevatedtemperature potential This alloy was based on the UKversion of 2219 but with a small addition of magnesium andsilicon
Both the UK and USA versions of 2219 did not exhibitparticularly useful strength unless subjected to cold workof 15 plusmn 3 between solution treatment and aging Theaddition of 015 plusmn 040Mg and 010 plusmn 020Si gave similarstrength values to the cold worked alloys without the appli-cation of any cold work3 7 Whilst the cold work requiredby the original variants can be applied quite easily withthe required precision to sheet and plate by stretching andto rectilinear forgings by cold compression or in somecircumstances stretching it is not so easily applied to dieforgings The application of plastic deformation does havethe added benereg t of reducing residual stresses induced bythe quenching stage of the heat treatment
Two versions were initially developed from the UKalloy one with a nominal magnesium content of 035 forsheet and rivet stock the other with a nominal magnesiumcontent of 020 being preferred for other wrought formsIt was postulated that the small additions of magnesium ledto a substantial increase in solutevacancy binding energy
Table 1 Chemical composition of wrought elevated temperature aluminium alloys
Period Alloy Value Si Fe Cu Mn Mg Cr Ni Zn Ti Ag Zr V Li Cd
148 Robinson et al Creep resistant aluminium alloys and their applications148 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
and retarded diffusion rates The density of precipitatenucleation was thus increased and precipitate growthlimited3 7
Two aging treatments were developed the reg rst higherstrength version being 12 h at 190degC the other 16 h at215degC The latter was based on a requirement for no furthernon-reversible volume changes to take place during use attemperature Besides there being no requirement to coldwork the alloy to achieve useful properties other advan-tages were that the alloy was not particularly cooling rate(quench) sensitive and could be boiling water quenched andin thin sections salt quenched (200degC) to reduce residualstresses and give stability during machining
Further developments on this alloy system involved theaddition of up to 05Ag (Ref 38) and separately the addi-tion of 012Zr to improve weldability The latter increasedthe sensitivity to cooling rate when compared with the basicalloy and led to an increase in quench induced stressesin product forms that were not easily mechanically stressrelieved eg forgings A further development by the FulmerResearch Institute in the UK was the addition of smallamounts of germanium which replaced the silicon in themagnesium silicide compound3 9 This led to increasedresponse to aging as evidenced by higher room temperaturestrength but it was less efreg cacious in retarding the coar-sening and transformation of the h rsquo precipitate and wascomparatively deleterious to the elevated temperatureproperties
Despite some of these developments showing signireg cantadvantages for use at elevated temperature and numerousproprietary specireg cations being raised for all but the silver
bearing alloy they found few applications and were neversubmitted for either national or international standardisa-tion It is interesting that although this type of alloy has notfound widespread use to date a similar alloy 2519 wasregistered by the USA in 1985 and that alloys containingsilver have been proposed for extending the elevatedtemperature range of aluminium alloys4 0 plusmn 4 3 A summaryof the development of alloys for use at elevated temperatureis given in Table 2 A list of some of the applications ofthese alloys is presented in Table 3
Physical metallurgy of Hiduminium plusmn RR58(2618A)During the 1960s after selection of Hiduminium plusmn RR58for Concorde the physical metallurgy of this alloy wasexamined extensively and the reasons determined for itscreep resistance When aged at temperatures below 200degCstrengthening in an Al plusmn 25Cu plusmn 12Mg alloy occurs fromformation of transition precipitates in the pseudo-binaryAl plusmn Cu plusmn Mg system4 4 4 5
a -Al reg GPB zones reg Srsquo reg S (Al2CuMg)
The GPB zones nucleate homogeneously and grow cylin-drically parallel to aacute 100 ntilde A l matrix directions while Srsquoparticles are lath like platelets with a long axis also parallelto the aacute 100 ntilde A l matrix Srsquo precipitates are semicoherentand are structurally very similar to the equilibrium phaseAl2CuMg which is orthorhombic and retains coherency inaacute 100 ntilde A l directions over a large range of particle sizes In theas quenched condition dislocation loops and helices areobserved in the matrix During artireg cial aging these helicaldislocations grow by a climb process but also act as sitesfor nucleation of Srsquo on 210 planes Elevated tempera-ture aging treatments will produce peak hardness when~25 of the Srsquo phase has formed and a large propor-tion of GPB zones remain
The controlled addition of 018 plusmn 025Si in Hidumi-nium plusmn RR58 retards the onset of hardening during naturalaging but increases the peak hardness and reduces thetime to peak properties during artireg cial aging4 6 Silicon alsopromotes a higher density of smaller Srsquo precipitates andmakes the alloy more resistant to overaging Silicon addi-tions reduce the size and number of dislocation loops andhelices a result of reduced vacancy mobility During artireg -cial aging the length of the Srsquo phase laths is noted to increasemore slowly compared with Si free alloys In Si bearing
Table 2 Summary of development of wrought aluminiumalloys for use at elevated temperature
Period Progress
1910 plusmn 1920 Duralumin (Al plusmn Cu) age hardening alloysdiscovered and development acceleratedby WWI
1920 plusmn 1930 Development of Al plusmn Cu system continues withnumerous alloying additions notably Mg SiNi and Fe for elevated temperature use
1930 plusmn 1950 Widespread use of wrought elevatedtemperature alloys particularly inaeroengines during WWII
1950 plusmn 1970 Majority of applications turn to useof 26182618A2219Development of clad 2618A for ConcordeDevelopment of Al plusmn 6 wt-Cu baseto meet possible requirement for secondgeneration supersonic transport aircraftby additions of Mg Si Ge and AgFirst commercial Al plusmn Li alloy 2020 havinghigh temperature capability but doesnot reg nd widespread use due to notchsensitivity and falls into disuse
1970 plusmn 1990 Experimental alloys based onAl plusmn 6 wt-Cu with Ag proposed byPolmear for turbo charger impellersFurther development of Al plusmn Li alloysRapid solidireg ed processing offers potentialbut no alloy makes full commercialisation
1990 plusmn 2000 Renewed interest in 2nd generationsupersonic transport aircraft Europeproposes cruising speed in line with useof aluminium USA propose higher speedrequiring use of titaniumNEWAL150 European collaborativedevelopment programme improves onhigh temperature properties and damagetolerance of 2618AAustralianFrench programme results inAl plusmn Cu plusmn Mg plusmn Ag becoming candidate forsupersonic transport aircraftAl plusmn Li based alloys registered by USA withvarious CuMg ratios plus Ag which do notrequire cold work to attain high strength
2000+ Al plusmn Li high Cu high CuMg + Ag alloydesigned for elevated temperature use
Table 3 Applications of elevated temperature alloys
Robinson et al Creep resistant aluminium alloys and their applications 149
Materials Science and Technology February 2003 Vol 19
alloys the distribution of Srsquo is more uniform owing to thelower dislocation density There is some evidence that025Si is the optimum addition level for this alloy
Hiduminium plusmn RR58 also has 1Ni and 1Fe con-trolled additions The inmacr uence of Fe and Ni on the struc-ture and properties of the basic Al plusmn 25Cu plusmn 12Mg alloyhas been investigated and the inmacr uence on the kinetics ofprecipitation hardening was found to be small Howeverwhen Fe and Ni are added separately the aging responseis diminished owing to the formation of insoluble inter-metallics AlCuNi or (CuFe)Al3 Combined Fe and Ni formFeNiAl9 and the age hardening response reverts to the basicalloy4 7 The FeNiAl9 intermetallic is usually dispersed intoclusters of particles associated with prior interdendriticareas in the cast material Individual intermetallic par-ticles are ~1 plusmn 3 mm in diameter Areas containing clustersare signireg cantly harder than the surrounding matrixThe other phase of note that can form in Hiduminium plusmnRR58 is Mg2Si and this phase is usually observed asrounded isolated particles with size similar to the FeNiAl9
particles Figure 9a is a typical microstructure from forgedHiduminium plusmn RR58 This example demonstrates a fullyrecrystallised equiaxed microstructure with obvious cluster-ing of the intermetallic particles
In Fig 10 a partially recrystallised structure is illustratedwith corresponding coarse recrystallised grains and areasthat are unrecrystallised containing a well dereg ned sub-structure This specimen was prepared from a stress rupturetest conducted at 120degC and 321 MPa with ruptureoccurring in 1200 h after a plastic strain of 77 Secondary
cracking along the gauge length was noted and someintergranular wedge type cracks can be observed Wedgecracks are characteristic of grain boundary sliding at triplepoints under the inmacr uence of high shear stresses in contrastto cavitation which is more typical of lower stresses Thesespecimens were prepared using a concentrated nitric acid(20 ml) hydromacr uoric acid (20 ml) and glycerol (60 ml)etchant
Surprisingly the exact role of the FeNiAl9 intermetallicparticles is still unclear but there is some evidence that theparticles nucleate screw dislocations during the quenchingstage owing to differing thermal contraction with thematrix These dislocations interact with vacancies formingsessile helical dislocations which in turn act as potentnucleation sites for the Srsquo phase during age hardening Theparticles also modify the recrystallisation and grain growthbehaviour and act to rereg ne the grain size and prevent grainsbecoming very coarse during heat treatment The relativelyhigh volume fraction of particles does result in low fracturetoughness compared with other Al plusmn Cu plusmn Mg alloys
Creep performance of Hiduminium plusmn RR58Tensile creep curves generated by testing specimensmachined from Hiduminium plusmn RR58 forged bar at 150degCare shown in Fig 119 The alloy displays behaviour similarto most engineering materials in that the time to failure andcreep rates are a function of stress (and temperature) Forexposure at a particular temperature creep ductility tendsto decrease as the stress is decreased
Hiduminium plusmn RR58 was originally designed to operateat temperatures up to 250degC This temperature was abovethe normal aging temperature of the alloy and componentlives were correspondingly short At lower temperaturesthe performance of the alloy is such that structural com-ponents can have lifetimes measured in tens of thousandsof hours (The macr ight time of Concorde at the time of writingis ~12 000 h and while this aircraft has had in serviceproblems issues with the structural integrity of theHiduminium plusmn RR58 airframe have not been reported)
Hiduminium plusmn RR58 forgings and forged bar typicallyhave mean grain diameters of the order of 200 mm Plateextrusions and sheet are normally much reg ner grained thanthis and at higher temperatures than 200degC these productforms can display lower creep resistance This effect is ofless signireg cance at lower temperatures (100 plusmn 150degC)
The inmacr uence of plastic deformation on the creep perfor-mance of Hiduminium plusmn RR58 was investigated thoroughlyduring its development for Concorde These observationsand the application of thermomechanical type treatments
a forged Hiduminium plusmn RR58 b rolled sheet 2650T8
9 Typical recrystallised microstructure of forged Hidumi-nium plusmn RR58 and rolled sheet 2650T8
10 Hiduminium plusmn RR58 microstructure from stress rup-ture specimen tested at 321 MPa and 120degC
150 Robinson et al Creep resistant aluminium alloys and their applications150 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
are reviewed in Ref 48 Any treatment that increases thedislocation density before creep loading appears to bedetrimental to the creep performance in terms of theminimum creep rates observed The origin of these dis-locations could be statically recovered regions resultingfrom forming at high temperatures or cold work introducedafter solution heat treatment but before aging (which is acommon procedure for the reduction of residual stress)While the minimum creep rate is adversely affected by coldwork there is evidence that the microstructural modireg ca-tion to the precipitate distribution is more stable and thiscan enhance the long term performance of the alloy4 8 4 9
Further developments
INGOT METALLURGYSince the development of Hiduminium plusmn RR58 for theConcorde and the environmental political and commercialproblems accompanying the introduction of this SST air-craft the interest in a second generation aircraft has beenintermittent on both sides of the Atlantic Many paperprojects have been proposed5 0 with speeds ranging fromMach 16 up to Mach 100 with Mach 24 appearing to befavoured by the recent High Speed Civil Transportprogramme funded by NASA5 1 This speed is above thatat which conventional ingot metallurgy aluminium alloyscan be used The speed requirement of the European Con-corde successor that emerged in the early 1990s was dereg nedas being Mach 20 plusmn 22 and this decision was taken toensure that aluminium alloys could be candidate materialsThe proposed aircraft would however have a macr ying lifetimeof four times that of Concorde From a creep perspectivethe requirements for the fuselage material of the futureEuropean supersonic aircraft were
(i) stress 130 to 170 MPa(ii) in service time 80 000 macr ight hours (20 000 cycles)
(iii) temperature 90 to 100degC with a maximum servicetemperature of 130degC
(iv) deformation501 total plastic strain within60 000 h at 130degC and 150 MPa
In addition improvements in damage tolerance and fatiguewith static properties 20 greater than subsonic aircraftwere expected5 2 For this aircraft new materials were
considered essential for the fuselage Advanced aluminiumalloys andor organic composites were both candidates5 3 5 4
The CEC funded BRITE plusmn EURAM `NEWAL150rsquo pro-gramme which terminated in 1996 sought to developimproved aluminium base alloys for this purpose with atemperature capability of 150degC The programme aimedto develop alloys that could demonstrate superior creepand damage tolerance performance compared with 2618AWhile the bulk of the data from NEWAL150 has yet toemerge into the public domain it has been reported thata modireg ed 2650 alloy could exhibit similar performancein creep in conjunction with greatly superior damagetolerance5 5 5 6 The alloy 2650 is itself a minor modireg cationof 2618A with lower iron and nickel but increased man-ganese The microstructure of 2650T8 sheet is shown inFig 9b Recent investigations into the mechanism of creepof 2650T8 at 150degC and high stresses have conreg rmed thatstrain enhanced particle instability and coarsening of the Srsquophase is a major factor in accounting for the accelerationof creep with the transition precipitates growing at theexpense of reg ne GPB zone type particles5 7 plusmn 5 9 The highmanganese content of this alloy will render it quenchsensitive and while this will not be a concern for sheet andplate the alloy will be problematical for die forgings thatcannot be cold compressed
At the same time as NEWAL150 a joint developmentprogramme was being carried out by Australia and Franceevaluating a series of Al plusmn Cu plusmn 045Mg plusmn 045Ag plusmn 030Mn plusmn015Zr alloys with Cu in the range 36 plusmn 65 The highcopper variant showed a marked improvement in creepperformance at 150degC (Fig 12) It should be stated thatthese tests were of relatively short duration The advantageof silver bearing alloys is the relative stability and coar-sening resistance of plates of the V strengthening phase6 1
OTHER MANUFACTURING ROUTESThe ingot metallurgy route for wrought products restrictscompositions to those that can be semicontinuously castand thereafter plastically deformed Cast products cansuffer owing to comparatively gross second phase particleswhilst with wrought products these can be advantageouslyfragmented Even so these second phase particles inwrought alloys are coarse (50 plusmn 100 mm) compared with theaging precipitate Other routes such as spray deposition plusmnOsprey6 2 6 3 and rapidly solidireg ed powder (RSP) metallurgy
11 Tensile creep curves from Hiduminium plusmn RR58 forgedbar tested at 150degC from Ref 9
12 Minimum creep rates at 150degC for some creep resis-tant aluminium alloys from Refs 9 41 59 and 60
Robinson et al Creep resistant aluminium alloys and their applications 151
Materials Science and Technology February 2003 Vol 19
(cooling rates up to 106
K sshy 1
) give opportunities toproduce alloys that cannot be produced by conventionalingot metallurgy and control the size and distribution ofsecondary phase particles Large volume fractions of lowdiffusivity transition metal based intermetallic dispersoidswhich resist coarsening at all but the highest elevatedtemperatures can be formed in the matrix during heattreatment Many alloys were investigated to try to raise theservice temperature above 300degC and most of the `betterrsquoalloys contained iron6 4 These alloys displayed good shortterm elevated temperature strength but there is less dataavailable detailing their long term creep resistance Possiblythe best materials of this type were the planar macr ow castAl plusmn Fe plusmn V plusmn Si series of alloys6 5 Unfortunately these alloysdid not reg nd commercial application and production ceasedin the early 1990s
A range of silver bearing spray deposited alloys wasdeveloped by Alusuisse plusmn Lonza in the late 1980s and early1990s6 6 6 7 Initial development centred on an Al plusmn Cu plusmn Mg plusmnAg base with signireg cant additions of transition metalelements intended to form small dispersoids The rates ofcooling during spray deposition were insufreg cient to preventthe formation of coarse constituent type particles and fur-ther alloys were developed with much lower concentrationsof dispersoid forming elements The elevated temperatureproperties of these alloys were better than 2618 and 2219but the alloys did not reg nd major application
These processes also facilitate the production of metalmatrix composites (MMCs) an early commercially exploitedexample of which was SAP (sintered aluminium powder)The very small oxide particles (10
shy 6plusmn 10
shy 8m) evenly dis-
tributed and epitaxially bonded to the aluminium matrixproduced signireg cant strengthening particularly at hightemperature6 8
The Osprey process has much to commend it in that if amarket for large volumes of material could be establishedthe price of stock may possibly become competitive withingot metallurgy routes The current major use of Ospreymaterial is for cylinder liners produced in an Al plusmn Si alloyfor Mercedes plusmn Benz vee conreg guration internal combustionengines6 9 The cooling rate of this process is not highenough to give the advantages offered with powder pro-duction by atomisation and other higher cooling rateprocesses as described above
Powder alloys and associated MMCs go through anenergy and labour intensive process to produce stock forfurther conventional processing and in small quantities thecost can be as much as 50 times that of ingot metallurgystock and is unlikely to fall below 25 times for the fore-seeable future even for large quantities Even at this pricethe product can be cost effective A current example is theuse of a 2124 + 25SiC MMC for potential replacementof titanium guide vanes in aeroengines7 0 A further exampleis the use of the same composition and an alternativecontaining boron carbide for pistons in Formula One racingengines replacing the ubiquitous 2618 The SiC increasesthe density very slightly whereas the boron carbide leads to areduction whilst both give a signireg cant increase in stiffnessfatigue strength and resistance to the elevated temperaturesexperienced These are specialised applications and onecould not anticipate the use of such pistons in other thanvery high cost vehicles
Discussion
The most widely used alloy for elevated temperature use is26182618A and even though in the past 30 years alloyshave been developed with improved high temperature pro-perties its position is still unchallenged
The reasons for this situation are numerous and includethe following
(i) conservatism its extensive use over the past 50 yearshas resulted in a sizeable data base on which engi-neers can call which is unmatched by competitivealloys
(ii) availability because of its extensive use the alloy iscommercially viable and hence readily available ata competitive price Small call off for other alloysleads to a disinclination for producers of the caststock to offer these in preference to 2618 and wherethey do to increase price and lead times This factorbecomes even more signireg cant as rationalisationproceeds in the industry and the small macr exiblecasting facility is replaced by facilities havingminimum casts of tens of tonnes
(iii) macr exibility the selection of one alloy to cover all partsrather than a number of alloys which may be theoptimum for different parts allows the purchaser ofparts a greater macr exibility for order changes
(iv) low residual stress the UK version of 2618 2618Aallows up to 025Mn compared with 005Mn in2618 Whilst this is not recorded as an intentionalalloying addition it is believed that a level of015Mn is benereg cial to the properties of plateHowever such `highrsquo manganese levels make thealloy sensitive to the cooling rate subsequent tosolution treatment Whilst there is not a problemwith plate that can be stress relieved by stretching itis not generally suitable for die forgings Restrictingthe manganese level to 5005 makes the alloymuch less cooling rate sensitive and allows forg-ings to be boiling water quenched This in turnsignireg cantly reduces the residual stresses and subse-quently the movement during machining Thicksections up to at least 200 mm can be boiling waterquenched without a signireg cant reduction in proper-ties when compared with the properties of 50 mmsection The absence of the need to stretch or coldcompress rolled rings to reduce residual stress andimprove properties as would be required for thecooling rate sensitive 2219 is a signireg cant costreduction factor
In the previous section mention has been made of recentdevelopments although these do not appear to be muchadvance on those of 30 years ago that were referred toearlier The major stimulus both then and now was a newgeneration SST aircraft but this is not likely to proceedeither in the USA or Europe in the foreseeable future7 1
In Europe the attention of the aviation industry isnow focused on the very large subsonic aircraft (AirbusA380) which has new aluminium alloy requirementsbut not at elevated temperature Having surrendered themarket for very large aircraft to Airbus Boeing is takinga more adventurous view of future aviation needs withthe announcement in March 2001 of the Sonic Cruiser7 2
In the short term this 200 plusmn 250 seat aircraft will macr y atMach 095 plusmn 098 but it may herald the start of a familythat could include a supersonic commercial transport7 3
This aircraft was due to macr y in 2006 but is now delayed toat least 2008 because of the general downturn in civilaviation7 4 Conventional aluminium alloys are obviouscandidate materials for the fuselage and at Mach 10 themaximum skin temperature will only be of the order ofshy 13degC
The extended delay of a new SST aircraft raises thequestion is there another signireg cant use to which creepresistant alloys can be put that can drive the developmentor exploitation of new materials on a commercial scale largeenough to make economic sense
In aeroengines it appears unlikely that the moderatelyhigher temperature capability of these ingot metallurgyalloys will be such to reverse the replacement of aluminiumbase with titanium base alloys although aluminium base
152 Robinson et al Creep resistant aluminium alloys and their applications152 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
MMC and RSP may give an alternative in some selectedapplications
Impellers for power generation turbo chargers are an areawhere substantial amounts of forgings in 2618 are used Thehigher performance versions use the titanium alloy Ti plusmn6Al plusmn 4V because of the higher temperatures There is apossibility at the lower end of this range where peripheraltemperatures reach up to 200degC that an improved ingotmetallurgy aluminium alloy could replace titanium ABBin Switzerland have investigated a medium copper alloyakin to those of Polmear mentioned earlier6 6 6 7 7 5 This wasproduced by the spray deposition Osprey process andforged This Al plusmn Cu plusmn Mg plusmn Ag base alloy was strengthenedthrough the coprecipitation of h rsquo and V phase This alloywas reported to have superior creep resistance to 2618A upto 180degC but at 200degC the improvement was minor leadingto its rejection as a candidate titanium replacement Withrotating parts such as impellers where the stressing of thepart is related to the rotational speed one avenue might beto reduce the mass by using an alloy of lower density andthis might be brought about by the use of lithium as analloying element
In general the developments in the past 40 years haveshown that high temperature performance is improved ingoing from the S type precipitates in alloys such as 2618(low CuMg ratio) to h type precipitate in high CuMgalloys (2219 type) to V type precipitates in high CuMgalloys containing silver This increased performance resultsfrom the morphological differences in the aging precipitatesand the increasing resistance to coarsening Other structuralfeatures are also of importance such as degree of recry-stallisation and grain size With the latter obtaining aconsistent grain structure can be difreg cult if not impossibleowing to the wide variation in deformation that may beexperienced in different areas of a die forging Other factorssuch as temperature gradients owing to relatively longcontact times with the die and die temperature consistencydo not help in this respect The relatively slow process ofcast stock breakdown exacerbates the situation whenextruded or rolled stock is not used In addition the grainmacr ow can be less well dereg ned in die forgings than the otherwrought forms
The alloy 2618 is particularly prone to variations inthermal history and variable deformation during forgingWithin a forging temperature range of 330 plusmn 460degC and withthe variable deformation characteristic of many conreg gura-tions the structure of a part may vary from unrecrystallisedcoarse recrystallised to reg ne recrystallised grains Each ofthese structures has different characteristics
(i) the unrecrystallised structure is sensitive to thecooling rate during heat treatment even when themanganese level is below 005 These areas have asignireg cantly lower strength than the recrystallisedareas if the part is boiling water quenched to keepthe residual stresses low
(ii) the coarse recrystallised structure has little effect onthe room temperature properties although it may bedetrimental to the fatigue life For creep at elevatedtemperature the performance judged by the mini-mum strain rate is the best of the three structures butthe overall ductility is poor and the material can benotch sensitive in creep rupture tests
(iii) the reg ne recrystallised structure generally has a higherminimum creep rate than the coarser structure butthe overall creep ductility is signireg cantly superiorand notch sensitivity in creep rupture tests is notapparent
(iv) forging the 6Cu alloy developed by High DutyAlloys in the 1960s in the same temperature rangehas not led to unrecrystallised structure There ishowever a signireg cant difference in grain size betweenmaterial processed at 460degC (coarse) and that
processed at 300degC (reg ne) The structural effect ofthe addition of zirconium was to give a grain sizewhen forged at 460degC comparable to that of thezirconium free alloy forged at 300degC The zirconiumcontaining alloy exhibited improved tensile ductilityat room temperature and vastly improved tensileductility at elevated temperatures
Recommendations for future alloydevelopment
Apart from the transitory period in the 1960s and 70s whena high temperature creep resistant alloy was required for theConcorde and was used for the skin and structural elementsthat were also subject to similar temperatures by conduction(Fig 1) the main market for such an alloy has been theaeroengine and turbo charger With the second generationSST aircraft currently on hold it seems probable that themarket for alloys with elevated temperature potential willremain the same as it has for the past 50 years or so Theproposals for a new SST aircraft in the 1980s and 90s didgenerate a renewed interest in development of alloys forelevated temperature use although they do not in generalappear to be signireg cantly different to those that were beinginvestigated in the 1960s Where commercially availablethe latter have not found widespread use at elevatedtemperature
It is considered that for any new alloy to be accepted forwidespread use it would need to be seen as a replacementfor 2618 in areas where this alloy is currently acceptable Todo this it must have some notable advantage other than itsimproved elevated temperature properties which in manycases would not be of signireg cance A prime considerationin all aircraft manufacture is weight so that a reduceddensity would be a signireg cant characteristic Another wouldbe good weldability as this would allow rolled or extrudedproreg les to be bent and joined to make rings It wassuggested earlier that a density reduction for impellermaterial would lead to the material being less highly stressedin operation This should mean that impeller temperaturescould be increased to at least the extent that the minimumstrain rate was not increased and creep rupture lifeenhanced in service even if the intrinsic creep performancewas not improved
From developments to date it appears likely that theoptimum elevated temperature performance is to be foundin the Al plusmn Cu plusmn Mg plusmn Ag system particularly with a highCuMg ratio Silver at an addition level of 04 plusmn 05 isexpensive and can increase the cast stock price by up to50 With regard to reducing the density additions oflithium appear to be the most promising option Here thecast stock price may be as much as 7 to 8 times that of acurrent alloy such as 2618 In terms of semireg nished andreg nished components the increased cost in percentage termswill of course normally be signireg cantly less than the reg guresquoted above The reduced thermal conductivity of lithiumcontaining alloys would be a negative characteristic withregard to elevated temperature use
Many of the aluminium plusmn lithium alloys currently avail-able are of the Al plusmn Li plusmn Cu plusmn Mg plusmn Ag family notably thoseoriginating from the Weldalite family of alloys originallymanufactured by Reynolds (formerly McCook Metals LLCnow Pechiney) Other than the formation of lithium contain-ing precipitates d rsquo (Al3Li) d (AlLi) and T1 (Al2CuLi) theprecipitation systems are similar to those in the lithiumfree aluminium base alloys ie h (Al2Cu) and V (related toAl2Cu) This family of alloys is of particular interest forforgings as the magnesium works in a similar manner to
Weldalite is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 153
Materials Science and Technology February 2003 Vol 19
when it is added to Al plusmn 6Cu alloys so that cold workingis not a prerequisite to obtain high strength as with someAl plusmn Li plusmn Cu alloys7 6 The chemical compositions of thisalloy range are given in Table 1 The general requirementsof an alloy that it is considered would reg nd widespreadapplications are presented in Table 4
Conclusions
Heat treatable and non-heat treatable aluminium alloys
reg nd application at elevated temperatures up to a maximumtemperature of around 500degC This temperature is repre-sentative of an extreme application and a more realistic
upper limit would be of the order of 350degC Even thistemperature is a severe requirement if signireg cant compo-nent loading or lifetime is required If a component is to
be structurally efreg cient and have a lifetime measured inthousands of hours 100 plusmn 175degC is a more realistic operatingregime
This relatively low temperature capability has resultedin limited successful development of creep resistant alumi-
nium base alloys This is remacr ected in the fact that the alloythat reg nds greatest application at elevated temperatureis Hiduminium plusmn RR582618 and the chemistry of thisalloy was reg rst arrived at in the 1920s Ingot and powder
metallurgy manufacturing routes have all demonstratedalloys with superior short term creep performance com-
pared with 2618 but none have gone on to successfulcommercialisation
The likelihood of the successful development and exploi-
tation of an improved high temperature alloy appears tobe dependent on the commitment to a second generation
large supersonic transport aircraft capable of macr ying atMach 20 plusmn 22 The alloy would be used for the fuselage ofthis aircraft
In the absence of a new SST aircraft the application ofa new alloy would be greatly improved if it could be usedas a direct replacement for 2618 Its replacement of 2618
in current applications would most probably depend onadvantages such as weight reductions improved fatigueand damage tolerance and weldability rather than
enhanced resistance to elevated temperature degradationOnce established its improved high temperature character-istics would extend its range of application beyond those
which 2618 satis reg es It is considered that the most likelycandidate alloy will be one based on the Al plusmn Li plusmn Cu plusmn Mg plusmnAg system
Acknowledgements
The authors wish to acknowledge the contribution of theCreepal partners and the European Commission for thesupport of this work through the thematic network(BRRT plusmn CT98 plusmn 5101) and HDA Forgings Ltd of MettisAerospace Group UK for supplying the mechanicalproperty data for Hiduminium plusmn RR58
References
1 c m hall `Process of reducing aluminium by electrolysisrsquo
Patent US400766 US Patent Ofreg ce Washington DC 18892 In `Aluminiumrsquo Vol 2 `In design and applicationrsquo (ed K R V
Horn) 16 1967 Metals Park OH American Society of
Metals3 k owen `Concorde new shape in the skyrsquo 1982 London
Janersquo s4 w m doyle `Improvements in or relating to sheets of
aluminium alloy and methods of manufacturing samersquo
Patent GB1069982 British Patent Ofreg ce London 19675 `The skin of concordersquo 1974 Milton Keynes Open University6 w m doyle Met Form August 1969 216 plusmn 220
7 `An improved aluminium alloyrsquo Patent GB300078 BritshPatent Ofreg ce London 1928
8 y girard j-c ehrstrOEgrave m and j c rantala Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 (ed R S Mishra et al) 409 plusmn 419 WarrendalePA TMS
9 `Hiduminium technical datarsquo 1967 Slough High Duty Alloys10 w m doyle J R Aeronautical Soc 1960 64 535 plusmn 548
11 `The properties of aluminium and its alloysrsquo 1993 BirminghamAluminium Federation
12 b wilshire Metall Mater Trans A 2002 33A (2) 241 plusmn 248
13 w blum p eisenlohr and f breutinger Metall MaterTrans A 2002 33A (2) 291 plusmn 303
14 k r mcnee h jones and g w greenwood Proc 9th Int
Conf on `Creep and fracture of engineering materials andstructuresrsquo University of Wales Swansea UK (ed J DParker) 185 plusmn 195 2001 London The Institute of Materials
15 w blum and w maier Phys Status Solidi (a) 1999 171 (2)467 plusmn 474
16 b wilshire and c j palmer Proc Symp on `Creep defor-
mation fundamentals and applicationsrsquo Seattle WA USA2002 (ed R S Mishra et al) 51 plusmn 60 TMS
17 w blum in `Hot deformation of aluminium alloysrsquo (ed T GLangdon et al) 181 plusmn 209 1991 Warrendale PA TMS
18 h martinod c renon and j calvet MeAcirc m Sci Rev MeAcirc tall1969 66 (4) 303 plusmn 310
19 b wilshire and h burt Proc 9th Int Conf on `Creep andfracture of engineering materials and structuresrsquo University of
Table 4 Elevated temperature aluminium alloy objectives
Aim Reason
At least equivalent properties to 2618at room and elevated temperature
Current parts in 2618 can be replaced without major redesign
Density between 5 and 10 lower than 2618 To encourage use in place of existing 2618 by weightreduction and to reduce stress in rotating parts
Properties independent of cold workingbetween solution treatment and aging
To alleviate the requirement to cold work die forgingsin order to achieve high strengthTo allow cold working of sheet plate and hand forgings for straightnessandor residual stress minimisation without signireg cant effect on properties
Minimum cooling rate sensitivity forquench after solution treatment
To allow use of water quench temperatures above 80degC to reduce residualstress in die forgings without recourse to cold compressionTo allow boiling water quenching for thick sections
Higher elastic modulus than 2618 To improve initiation fatigue resistance propertiesImproved damage tolerance compared with 2618 For aerostructural advantageGood weldability To give alternative method of manufacture In particular annular
components which would reduce input weight and help offsetprobable increased basic cost of the alloy
All of above To give one alloy suitable for widespread applications includingreplacement of 2618 so that volume production and optimum useof scrap would aid in cost reduction
154 Robinson et al Creep resistant aluminium alloys and their applications154 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical
Trans Tech76 b p huang and z q zheng Acta Mater 1998 46 (12)
4381 plusmn 4393
Robinson et al Creep resistant aluminium alloys and their applications 155
Materials Science and Technology February 2003 Vol 19
Corp TSR2 it was only used for skinning the wings on onelarge programme the US Navyrsquo s North American Rock-well A3JRA plusmn 5C Vigilante3 5 Production of the alloyceased in 1969 although the aircraft were not retired fromservice until 19793 6
Of the 2618 and 2219 type alloys the former has found byfar the most widespread use at elevated temperatures mainlyin aeroengines and turbo chargers The alloy 2618 wasextensively used for compressor blades in earlier generationaeroengines a use that has declined but not completelydisappeared with the increased compressor temperaturesnow employed It reg nds extensive current use for structuralengine parts (rings) bleed valves guide vanes enginecasings annulus reg llers and impellers The alloy 2219 is notsimilarly used however its weldability and good toughnessat cryogenic temperatures are the major reasons for itsselection in many of its applications
As mentioned earlier the alloy used for skinning theConcorde was developed from that of a Rolls Royce patentof 1928 7 This development was carried out at High DutyAlloys on the basic 2618 alloy to optimise its performancein sheet form at elevated temperatures4 In the early 1960smost of this work was complete and investigations were
being carried out on an alloy showing improved elevatedtemperature potential This alloy was based on the UKversion of 2219 but with a small addition of magnesium andsilicon
Both the UK and USA versions of 2219 did not exhibitparticularly useful strength unless subjected to cold workof 15 plusmn 3 between solution treatment and aging Theaddition of 015 plusmn 040Mg and 010 plusmn 020Si gave similarstrength values to the cold worked alloys without the appli-cation of any cold work3 7 Whilst the cold work requiredby the original variants can be applied quite easily withthe required precision to sheet and plate by stretching andto rectilinear forgings by cold compression or in somecircumstances stretching it is not so easily applied to dieforgings The application of plastic deformation does havethe added benereg t of reducing residual stresses induced bythe quenching stage of the heat treatment
Two versions were initially developed from the UKalloy one with a nominal magnesium content of 035 forsheet and rivet stock the other with a nominal magnesiumcontent of 020 being preferred for other wrought formsIt was postulated that the small additions of magnesium ledto a substantial increase in solutevacancy binding energy
Table 1 Chemical composition of wrought elevated temperature aluminium alloys
Period Alloy Value Si Fe Cu Mn Mg Cr Ni Zn Ti Ag Zr V Li Cd
148 Robinson et al Creep resistant aluminium alloys and their applications148 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
and retarded diffusion rates The density of precipitatenucleation was thus increased and precipitate growthlimited3 7
Two aging treatments were developed the reg rst higherstrength version being 12 h at 190degC the other 16 h at215degC The latter was based on a requirement for no furthernon-reversible volume changes to take place during use attemperature Besides there being no requirement to coldwork the alloy to achieve useful properties other advan-tages were that the alloy was not particularly cooling rate(quench) sensitive and could be boiling water quenched andin thin sections salt quenched (200degC) to reduce residualstresses and give stability during machining
Further developments on this alloy system involved theaddition of up to 05Ag (Ref 38) and separately the addi-tion of 012Zr to improve weldability The latter increasedthe sensitivity to cooling rate when compared with the basicalloy and led to an increase in quench induced stressesin product forms that were not easily mechanically stressrelieved eg forgings A further development by the FulmerResearch Institute in the UK was the addition of smallamounts of germanium which replaced the silicon in themagnesium silicide compound3 9 This led to increasedresponse to aging as evidenced by higher room temperaturestrength but it was less efreg cacious in retarding the coar-sening and transformation of the h rsquo precipitate and wascomparatively deleterious to the elevated temperatureproperties
Despite some of these developments showing signireg cantadvantages for use at elevated temperature and numerousproprietary specireg cations being raised for all but the silver
bearing alloy they found few applications and were neversubmitted for either national or international standardisa-tion It is interesting that although this type of alloy has notfound widespread use to date a similar alloy 2519 wasregistered by the USA in 1985 and that alloys containingsilver have been proposed for extending the elevatedtemperature range of aluminium alloys4 0 plusmn 4 3 A summaryof the development of alloys for use at elevated temperatureis given in Table 2 A list of some of the applications ofthese alloys is presented in Table 3
Physical metallurgy of Hiduminium plusmn RR58(2618A)During the 1960s after selection of Hiduminium plusmn RR58for Concorde the physical metallurgy of this alloy wasexamined extensively and the reasons determined for itscreep resistance When aged at temperatures below 200degCstrengthening in an Al plusmn 25Cu plusmn 12Mg alloy occurs fromformation of transition precipitates in the pseudo-binaryAl plusmn Cu plusmn Mg system4 4 4 5
a -Al reg GPB zones reg Srsquo reg S (Al2CuMg)
The GPB zones nucleate homogeneously and grow cylin-drically parallel to aacute 100 ntilde A l matrix directions while Srsquoparticles are lath like platelets with a long axis also parallelto the aacute 100 ntilde A l matrix Srsquo precipitates are semicoherentand are structurally very similar to the equilibrium phaseAl2CuMg which is orthorhombic and retains coherency inaacute 100 ntilde A l directions over a large range of particle sizes In theas quenched condition dislocation loops and helices areobserved in the matrix During artireg cial aging these helicaldislocations grow by a climb process but also act as sitesfor nucleation of Srsquo on 210 planes Elevated tempera-ture aging treatments will produce peak hardness when~25 of the Srsquo phase has formed and a large propor-tion of GPB zones remain
The controlled addition of 018 plusmn 025Si in Hidumi-nium plusmn RR58 retards the onset of hardening during naturalaging but increases the peak hardness and reduces thetime to peak properties during artireg cial aging4 6 Silicon alsopromotes a higher density of smaller Srsquo precipitates andmakes the alloy more resistant to overaging Silicon addi-tions reduce the size and number of dislocation loops andhelices a result of reduced vacancy mobility During artireg -cial aging the length of the Srsquo phase laths is noted to increasemore slowly compared with Si free alloys In Si bearing
Table 2 Summary of development of wrought aluminiumalloys for use at elevated temperature
Period Progress
1910 plusmn 1920 Duralumin (Al plusmn Cu) age hardening alloysdiscovered and development acceleratedby WWI
1920 plusmn 1930 Development of Al plusmn Cu system continues withnumerous alloying additions notably Mg SiNi and Fe for elevated temperature use
1930 plusmn 1950 Widespread use of wrought elevatedtemperature alloys particularly inaeroengines during WWII
1950 plusmn 1970 Majority of applications turn to useof 26182618A2219Development of clad 2618A for ConcordeDevelopment of Al plusmn 6 wt-Cu baseto meet possible requirement for secondgeneration supersonic transport aircraftby additions of Mg Si Ge and AgFirst commercial Al plusmn Li alloy 2020 havinghigh temperature capability but doesnot reg nd widespread use due to notchsensitivity and falls into disuse
1970 plusmn 1990 Experimental alloys based onAl plusmn 6 wt-Cu with Ag proposed byPolmear for turbo charger impellersFurther development of Al plusmn Li alloysRapid solidireg ed processing offers potentialbut no alloy makes full commercialisation
1990 plusmn 2000 Renewed interest in 2nd generationsupersonic transport aircraft Europeproposes cruising speed in line with useof aluminium USA propose higher speedrequiring use of titaniumNEWAL150 European collaborativedevelopment programme improves onhigh temperature properties and damagetolerance of 2618AAustralianFrench programme results inAl plusmn Cu plusmn Mg plusmn Ag becoming candidate forsupersonic transport aircraftAl plusmn Li based alloys registered by USA withvarious CuMg ratios plus Ag which do notrequire cold work to attain high strength
2000+ Al plusmn Li high Cu high CuMg + Ag alloydesigned for elevated temperature use
Table 3 Applications of elevated temperature alloys
Robinson et al Creep resistant aluminium alloys and their applications 149
Materials Science and Technology February 2003 Vol 19
alloys the distribution of Srsquo is more uniform owing to thelower dislocation density There is some evidence that025Si is the optimum addition level for this alloy
Hiduminium plusmn RR58 also has 1Ni and 1Fe con-trolled additions The inmacr uence of Fe and Ni on the struc-ture and properties of the basic Al plusmn 25Cu plusmn 12Mg alloyhas been investigated and the inmacr uence on the kinetics ofprecipitation hardening was found to be small Howeverwhen Fe and Ni are added separately the aging responseis diminished owing to the formation of insoluble inter-metallics AlCuNi or (CuFe)Al3 Combined Fe and Ni formFeNiAl9 and the age hardening response reverts to the basicalloy4 7 The FeNiAl9 intermetallic is usually dispersed intoclusters of particles associated with prior interdendriticareas in the cast material Individual intermetallic par-ticles are ~1 plusmn 3 mm in diameter Areas containing clustersare signireg cantly harder than the surrounding matrixThe other phase of note that can form in Hiduminium plusmnRR58 is Mg2Si and this phase is usually observed asrounded isolated particles with size similar to the FeNiAl9
particles Figure 9a is a typical microstructure from forgedHiduminium plusmn RR58 This example demonstrates a fullyrecrystallised equiaxed microstructure with obvious cluster-ing of the intermetallic particles
In Fig 10 a partially recrystallised structure is illustratedwith corresponding coarse recrystallised grains and areasthat are unrecrystallised containing a well dereg ned sub-structure This specimen was prepared from a stress rupturetest conducted at 120degC and 321 MPa with ruptureoccurring in 1200 h after a plastic strain of 77 Secondary
cracking along the gauge length was noted and someintergranular wedge type cracks can be observed Wedgecracks are characteristic of grain boundary sliding at triplepoints under the inmacr uence of high shear stresses in contrastto cavitation which is more typical of lower stresses Thesespecimens were prepared using a concentrated nitric acid(20 ml) hydromacr uoric acid (20 ml) and glycerol (60 ml)etchant
Surprisingly the exact role of the FeNiAl9 intermetallicparticles is still unclear but there is some evidence that theparticles nucleate screw dislocations during the quenchingstage owing to differing thermal contraction with thematrix These dislocations interact with vacancies formingsessile helical dislocations which in turn act as potentnucleation sites for the Srsquo phase during age hardening Theparticles also modify the recrystallisation and grain growthbehaviour and act to rereg ne the grain size and prevent grainsbecoming very coarse during heat treatment The relativelyhigh volume fraction of particles does result in low fracturetoughness compared with other Al plusmn Cu plusmn Mg alloys
Creep performance of Hiduminium plusmn RR58Tensile creep curves generated by testing specimensmachined from Hiduminium plusmn RR58 forged bar at 150degCare shown in Fig 119 The alloy displays behaviour similarto most engineering materials in that the time to failure andcreep rates are a function of stress (and temperature) Forexposure at a particular temperature creep ductility tendsto decrease as the stress is decreased
Hiduminium plusmn RR58 was originally designed to operateat temperatures up to 250degC This temperature was abovethe normal aging temperature of the alloy and componentlives were correspondingly short At lower temperaturesthe performance of the alloy is such that structural com-ponents can have lifetimes measured in tens of thousandsof hours (The macr ight time of Concorde at the time of writingis ~12 000 h and while this aircraft has had in serviceproblems issues with the structural integrity of theHiduminium plusmn RR58 airframe have not been reported)
Hiduminium plusmn RR58 forgings and forged bar typicallyhave mean grain diameters of the order of 200 mm Plateextrusions and sheet are normally much reg ner grained thanthis and at higher temperatures than 200degC these productforms can display lower creep resistance This effect is ofless signireg cance at lower temperatures (100 plusmn 150degC)
The inmacr uence of plastic deformation on the creep perfor-mance of Hiduminium plusmn RR58 was investigated thoroughlyduring its development for Concorde These observationsand the application of thermomechanical type treatments
a forged Hiduminium plusmn RR58 b rolled sheet 2650T8
9 Typical recrystallised microstructure of forged Hidumi-nium plusmn RR58 and rolled sheet 2650T8
10 Hiduminium plusmn RR58 microstructure from stress rup-ture specimen tested at 321 MPa and 120degC
150 Robinson et al Creep resistant aluminium alloys and their applications150 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
are reviewed in Ref 48 Any treatment that increases thedislocation density before creep loading appears to bedetrimental to the creep performance in terms of theminimum creep rates observed The origin of these dis-locations could be statically recovered regions resultingfrom forming at high temperatures or cold work introducedafter solution heat treatment but before aging (which is acommon procedure for the reduction of residual stress)While the minimum creep rate is adversely affected by coldwork there is evidence that the microstructural modireg ca-tion to the precipitate distribution is more stable and thiscan enhance the long term performance of the alloy4 8 4 9
Further developments
INGOT METALLURGYSince the development of Hiduminium plusmn RR58 for theConcorde and the environmental political and commercialproblems accompanying the introduction of this SST air-craft the interest in a second generation aircraft has beenintermittent on both sides of the Atlantic Many paperprojects have been proposed5 0 with speeds ranging fromMach 16 up to Mach 100 with Mach 24 appearing to befavoured by the recent High Speed Civil Transportprogramme funded by NASA5 1 This speed is above thatat which conventional ingot metallurgy aluminium alloyscan be used The speed requirement of the European Con-corde successor that emerged in the early 1990s was dereg nedas being Mach 20 plusmn 22 and this decision was taken toensure that aluminium alloys could be candidate materialsThe proposed aircraft would however have a macr ying lifetimeof four times that of Concorde From a creep perspectivethe requirements for the fuselage material of the futureEuropean supersonic aircraft were
(i) stress 130 to 170 MPa(ii) in service time 80 000 macr ight hours (20 000 cycles)
(iii) temperature 90 to 100degC with a maximum servicetemperature of 130degC
(iv) deformation501 total plastic strain within60 000 h at 130degC and 150 MPa
In addition improvements in damage tolerance and fatiguewith static properties 20 greater than subsonic aircraftwere expected5 2 For this aircraft new materials were
considered essential for the fuselage Advanced aluminiumalloys andor organic composites were both candidates5 3 5 4
The CEC funded BRITE plusmn EURAM `NEWAL150rsquo pro-gramme which terminated in 1996 sought to developimproved aluminium base alloys for this purpose with atemperature capability of 150degC The programme aimedto develop alloys that could demonstrate superior creepand damage tolerance performance compared with 2618AWhile the bulk of the data from NEWAL150 has yet toemerge into the public domain it has been reported thata modireg ed 2650 alloy could exhibit similar performancein creep in conjunction with greatly superior damagetolerance5 5 5 6 The alloy 2650 is itself a minor modireg cationof 2618A with lower iron and nickel but increased man-ganese The microstructure of 2650T8 sheet is shown inFig 9b Recent investigations into the mechanism of creepof 2650T8 at 150degC and high stresses have conreg rmed thatstrain enhanced particle instability and coarsening of the Srsquophase is a major factor in accounting for the accelerationof creep with the transition precipitates growing at theexpense of reg ne GPB zone type particles5 7 plusmn 5 9 The highmanganese content of this alloy will render it quenchsensitive and while this will not be a concern for sheet andplate the alloy will be problematical for die forgings thatcannot be cold compressed
At the same time as NEWAL150 a joint developmentprogramme was being carried out by Australia and Franceevaluating a series of Al plusmn Cu plusmn 045Mg plusmn 045Ag plusmn 030Mn plusmn015Zr alloys with Cu in the range 36 plusmn 65 The highcopper variant showed a marked improvement in creepperformance at 150degC (Fig 12) It should be stated thatthese tests were of relatively short duration The advantageof silver bearing alloys is the relative stability and coar-sening resistance of plates of the V strengthening phase6 1
OTHER MANUFACTURING ROUTESThe ingot metallurgy route for wrought products restrictscompositions to those that can be semicontinuously castand thereafter plastically deformed Cast products cansuffer owing to comparatively gross second phase particleswhilst with wrought products these can be advantageouslyfragmented Even so these second phase particles inwrought alloys are coarse (50 plusmn 100 mm) compared with theaging precipitate Other routes such as spray deposition plusmnOsprey6 2 6 3 and rapidly solidireg ed powder (RSP) metallurgy
11 Tensile creep curves from Hiduminium plusmn RR58 forgedbar tested at 150degC from Ref 9
12 Minimum creep rates at 150degC for some creep resis-tant aluminium alloys from Refs 9 41 59 and 60
Robinson et al Creep resistant aluminium alloys and their applications 151
Materials Science and Technology February 2003 Vol 19
(cooling rates up to 106
K sshy 1
) give opportunities toproduce alloys that cannot be produced by conventionalingot metallurgy and control the size and distribution ofsecondary phase particles Large volume fractions of lowdiffusivity transition metal based intermetallic dispersoidswhich resist coarsening at all but the highest elevatedtemperatures can be formed in the matrix during heattreatment Many alloys were investigated to try to raise theservice temperature above 300degC and most of the `betterrsquoalloys contained iron6 4 These alloys displayed good shortterm elevated temperature strength but there is less dataavailable detailing their long term creep resistance Possiblythe best materials of this type were the planar macr ow castAl plusmn Fe plusmn V plusmn Si series of alloys6 5 Unfortunately these alloysdid not reg nd commercial application and production ceasedin the early 1990s
A range of silver bearing spray deposited alloys wasdeveloped by Alusuisse plusmn Lonza in the late 1980s and early1990s6 6 6 7 Initial development centred on an Al plusmn Cu plusmn Mg plusmnAg base with signireg cant additions of transition metalelements intended to form small dispersoids The rates ofcooling during spray deposition were insufreg cient to preventthe formation of coarse constituent type particles and fur-ther alloys were developed with much lower concentrationsof dispersoid forming elements The elevated temperatureproperties of these alloys were better than 2618 and 2219but the alloys did not reg nd major application
These processes also facilitate the production of metalmatrix composites (MMCs) an early commercially exploitedexample of which was SAP (sintered aluminium powder)The very small oxide particles (10
shy 6plusmn 10
shy 8m) evenly dis-
tributed and epitaxially bonded to the aluminium matrixproduced signireg cant strengthening particularly at hightemperature6 8
The Osprey process has much to commend it in that if amarket for large volumes of material could be establishedthe price of stock may possibly become competitive withingot metallurgy routes The current major use of Ospreymaterial is for cylinder liners produced in an Al plusmn Si alloyfor Mercedes plusmn Benz vee conreg guration internal combustionengines6 9 The cooling rate of this process is not highenough to give the advantages offered with powder pro-duction by atomisation and other higher cooling rateprocesses as described above
Powder alloys and associated MMCs go through anenergy and labour intensive process to produce stock forfurther conventional processing and in small quantities thecost can be as much as 50 times that of ingot metallurgystock and is unlikely to fall below 25 times for the fore-seeable future even for large quantities Even at this pricethe product can be cost effective A current example is theuse of a 2124 + 25SiC MMC for potential replacementof titanium guide vanes in aeroengines7 0 A further exampleis the use of the same composition and an alternativecontaining boron carbide for pistons in Formula One racingengines replacing the ubiquitous 2618 The SiC increasesthe density very slightly whereas the boron carbide leads to areduction whilst both give a signireg cant increase in stiffnessfatigue strength and resistance to the elevated temperaturesexperienced These are specialised applications and onecould not anticipate the use of such pistons in other thanvery high cost vehicles
Discussion
The most widely used alloy for elevated temperature use is26182618A and even though in the past 30 years alloyshave been developed with improved high temperature pro-perties its position is still unchallenged
The reasons for this situation are numerous and includethe following
(i) conservatism its extensive use over the past 50 yearshas resulted in a sizeable data base on which engi-neers can call which is unmatched by competitivealloys
(ii) availability because of its extensive use the alloy iscommercially viable and hence readily available ata competitive price Small call off for other alloysleads to a disinclination for producers of the caststock to offer these in preference to 2618 and wherethey do to increase price and lead times This factorbecomes even more signireg cant as rationalisationproceeds in the industry and the small macr exiblecasting facility is replaced by facilities havingminimum casts of tens of tonnes
(iii) macr exibility the selection of one alloy to cover all partsrather than a number of alloys which may be theoptimum for different parts allows the purchaser ofparts a greater macr exibility for order changes
(iv) low residual stress the UK version of 2618 2618Aallows up to 025Mn compared with 005Mn in2618 Whilst this is not recorded as an intentionalalloying addition it is believed that a level of015Mn is benereg cial to the properties of plateHowever such `highrsquo manganese levels make thealloy sensitive to the cooling rate subsequent tosolution treatment Whilst there is not a problemwith plate that can be stress relieved by stretching itis not generally suitable for die forgings Restrictingthe manganese level to 5005 makes the alloymuch less cooling rate sensitive and allows forg-ings to be boiling water quenched This in turnsignireg cantly reduces the residual stresses and subse-quently the movement during machining Thicksections up to at least 200 mm can be boiling waterquenched without a signireg cant reduction in proper-ties when compared with the properties of 50 mmsection The absence of the need to stretch or coldcompress rolled rings to reduce residual stress andimprove properties as would be required for thecooling rate sensitive 2219 is a signireg cant costreduction factor
In the previous section mention has been made of recentdevelopments although these do not appear to be muchadvance on those of 30 years ago that were referred toearlier The major stimulus both then and now was a newgeneration SST aircraft but this is not likely to proceedeither in the USA or Europe in the foreseeable future7 1
In Europe the attention of the aviation industry isnow focused on the very large subsonic aircraft (AirbusA380) which has new aluminium alloy requirementsbut not at elevated temperature Having surrendered themarket for very large aircraft to Airbus Boeing is takinga more adventurous view of future aviation needs withthe announcement in March 2001 of the Sonic Cruiser7 2
In the short term this 200 plusmn 250 seat aircraft will macr y atMach 095 plusmn 098 but it may herald the start of a familythat could include a supersonic commercial transport7 3
This aircraft was due to macr y in 2006 but is now delayed toat least 2008 because of the general downturn in civilaviation7 4 Conventional aluminium alloys are obviouscandidate materials for the fuselage and at Mach 10 themaximum skin temperature will only be of the order ofshy 13degC
The extended delay of a new SST aircraft raises thequestion is there another signireg cant use to which creepresistant alloys can be put that can drive the developmentor exploitation of new materials on a commercial scale largeenough to make economic sense
In aeroengines it appears unlikely that the moderatelyhigher temperature capability of these ingot metallurgyalloys will be such to reverse the replacement of aluminiumbase with titanium base alloys although aluminium base
152 Robinson et al Creep resistant aluminium alloys and their applications152 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
MMC and RSP may give an alternative in some selectedapplications
Impellers for power generation turbo chargers are an areawhere substantial amounts of forgings in 2618 are used Thehigher performance versions use the titanium alloy Ti plusmn6Al plusmn 4V because of the higher temperatures There is apossibility at the lower end of this range where peripheraltemperatures reach up to 200degC that an improved ingotmetallurgy aluminium alloy could replace titanium ABBin Switzerland have investigated a medium copper alloyakin to those of Polmear mentioned earlier6 6 6 7 7 5 This wasproduced by the spray deposition Osprey process andforged This Al plusmn Cu plusmn Mg plusmn Ag base alloy was strengthenedthrough the coprecipitation of h rsquo and V phase This alloywas reported to have superior creep resistance to 2618A upto 180degC but at 200degC the improvement was minor leadingto its rejection as a candidate titanium replacement Withrotating parts such as impellers where the stressing of thepart is related to the rotational speed one avenue might beto reduce the mass by using an alloy of lower density andthis might be brought about by the use of lithium as analloying element
In general the developments in the past 40 years haveshown that high temperature performance is improved ingoing from the S type precipitates in alloys such as 2618(low CuMg ratio) to h type precipitate in high CuMgalloys (2219 type) to V type precipitates in high CuMgalloys containing silver This increased performance resultsfrom the morphological differences in the aging precipitatesand the increasing resistance to coarsening Other structuralfeatures are also of importance such as degree of recry-stallisation and grain size With the latter obtaining aconsistent grain structure can be difreg cult if not impossibleowing to the wide variation in deformation that may beexperienced in different areas of a die forging Other factorssuch as temperature gradients owing to relatively longcontact times with the die and die temperature consistencydo not help in this respect The relatively slow process ofcast stock breakdown exacerbates the situation whenextruded or rolled stock is not used In addition the grainmacr ow can be less well dereg ned in die forgings than the otherwrought forms
The alloy 2618 is particularly prone to variations inthermal history and variable deformation during forgingWithin a forging temperature range of 330 plusmn 460degC and withthe variable deformation characteristic of many conreg gura-tions the structure of a part may vary from unrecrystallisedcoarse recrystallised to reg ne recrystallised grains Each ofthese structures has different characteristics
(i) the unrecrystallised structure is sensitive to thecooling rate during heat treatment even when themanganese level is below 005 These areas have asignireg cantly lower strength than the recrystallisedareas if the part is boiling water quenched to keepthe residual stresses low
(ii) the coarse recrystallised structure has little effect onthe room temperature properties although it may bedetrimental to the fatigue life For creep at elevatedtemperature the performance judged by the mini-mum strain rate is the best of the three structures butthe overall ductility is poor and the material can benotch sensitive in creep rupture tests
(iii) the reg ne recrystallised structure generally has a higherminimum creep rate than the coarser structure butthe overall creep ductility is signireg cantly superiorand notch sensitivity in creep rupture tests is notapparent
(iv) forging the 6Cu alloy developed by High DutyAlloys in the 1960s in the same temperature rangehas not led to unrecrystallised structure There ishowever a signireg cant difference in grain size betweenmaterial processed at 460degC (coarse) and that
processed at 300degC (reg ne) The structural effect ofthe addition of zirconium was to give a grain sizewhen forged at 460degC comparable to that of thezirconium free alloy forged at 300degC The zirconiumcontaining alloy exhibited improved tensile ductilityat room temperature and vastly improved tensileductility at elevated temperatures
Recommendations for future alloydevelopment
Apart from the transitory period in the 1960s and 70s whena high temperature creep resistant alloy was required for theConcorde and was used for the skin and structural elementsthat were also subject to similar temperatures by conduction(Fig 1) the main market for such an alloy has been theaeroengine and turbo charger With the second generationSST aircraft currently on hold it seems probable that themarket for alloys with elevated temperature potential willremain the same as it has for the past 50 years or so Theproposals for a new SST aircraft in the 1980s and 90s didgenerate a renewed interest in development of alloys forelevated temperature use although they do not in generalappear to be signireg cantly different to those that were beinginvestigated in the 1960s Where commercially availablethe latter have not found widespread use at elevatedtemperature
It is considered that for any new alloy to be accepted forwidespread use it would need to be seen as a replacementfor 2618 in areas where this alloy is currently acceptable Todo this it must have some notable advantage other than itsimproved elevated temperature properties which in manycases would not be of signireg cance A prime considerationin all aircraft manufacture is weight so that a reduceddensity would be a signireg cant characteristic Another wouldbe good weldability as this would allow rolled or extrudedproreg les to be bent and joined to make rings It wassuggested earlier that a density reduction for impellermaterial would lead to the material being less highly stressedin operation This should mean that impeller temperaturescould be increased to at least the extent that the minimumstrain rate was not increased and creep rupture lifeenhanced in service even if the intrinsic creep performancewas not improved
From developments to date it appears likely that theoptimum elevated temperature performance is to be foundin the Al plusmn Cu plusmn Mg plusmn Ag system particularly with a highCuMg ratio Silver at an addition level of 04 plusmn 05 isexpensive and can increase the cast stock price by up to50 With regard to reducing the density additions oflithium appear to be the most promising option Here thecast stock price may be as much as 7 to 8 times that of acurrent alloy such as 2618 In terms of semireg nished andreg nished components the increased cost in percentage termswill of course normally be signireg cantly less than the reg guresquoted above The reduced thermal conductivity of lithiumcontaining alloys would be a negative characteristic withregard to elevated temperature use
Many of the aluminium plusmn lithium alloys currently avail-able are of the Al plusmn Li plusmn Cu plusmn Mg plusmn Ag family notably thoseoriginating from the Weldalite family of alloys originallymanufactured by Reynolds (formerly McCook Metals LLCnow Pechiney) Other than the formation of lithium contain-ing precipitates d rsquo (Al3Li) d (AlLi) and T1 (Al2CuLi) theprecipitation systems are similar to those in the lithiumfree aluminium base alloys ie h (Al2Cu) and V (related toAl2Cu) This family of alloys is of particular interest forforgings as the magnesium works in a similar manner to
Weldalite is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 153
Materials Science and Technology February 2003 Vol 19
when it is added to Al plusmn 6Cu alloys so that cold workingis not a prerequisite to obtain high strength as with someAl plusmn Li plusmn Cu alloys7 6 The chemical compositions of thisalloy range are given in Table 1 The general requirementsof an alloy that it is considered would reg nd widespreadapplications are presented in Table 4
Conclusions
Heat treatable and non-heat treatable aluminium alloys
reg nd application at elevated temperatures up to a maximumtemperature of around 500degC This temperature is repre-sentative of an extreme application and a more realistic
upper limit would be of the order of 350degC Even thistemperature is a severe requirement if signireg cant compo-nent loading or lifetime is required If a component is to
be structurally efreg cient and have a lifetime measured inthousands of hours 100 plusmn 175degC is a more realistic operatingregime
This relatively low temperature capability has resultedin limited successful development of creep resistant alumi-
nium base alloys This is remacr ected in the fact that the alloythat reg nds greatest application at elevated temperatureis Hiduminium plusmn RR582618 and the chemistry of thisalloy was reg rst arrived at in the 1920s Ingot and powder
metallurgy manufacturing routes have all demonstratedalloys with superior short term creep performance com-
pared with 2618 but none have gone on to successfulcommercialisation
The likelihood of the successful development and exploi-
tation of an improved high temperature alloy appears tobe dependent on the commitment to a second generation
large supersonic transport aircraft capable of macr ying atMach 20 plusmn 22 The alloy would be used for the fuselage ofthis aircraft
In the absence of a new SST aircraft the application ofa new alloy would be greatly improved if it could be usedas a direct replacement for 2618 Its replacement of 2618
in current applications would most probably depend onadvantages such as weight reductions improved fatigueand damage tolerance and weldability rather than
enhanced resistance to elevated temperature degradationOnce established its improved high temperature character-istics would extend its range of application beyond those
which 2618 satis reg es It is considered that the most likelycandidate alloy will be one based on the Al plusmn Li plusmn Cu plusmn Mg plusmnAg system
Acknowledgements
The authors wish to acknowledge the contribution of theCreepal partners and the European Commission for thesupport of this work through the thematic network(BRRT plusmn CT98 plusmn 5101) and HDA Forgings Ltd of MettisAerospace Group UK for supplying the mechanicalproperty data for Hiduminium plusmn RR58
References
1 c m hall `Process of reducing aluminium by electrolysisrsquo
Patent US400766 US Patent Ofreg ce Washington DC 18892 In `Aluminiumrsquo Vol 2 `In design and applicationrsquo (ed K R V
Horn) 16 1967 Metals Park OH American Society of
Metals3 k owen `Concorde new shape in the skyrsquo 1982 London
Janersquo s4 w m doyle `Improvements in or relating to sheets of
aluminium alloy and methods of manufacturing samersquo
Patent GB1069982 British Patent Ofreg ce London 19675 `The skin of concordersquo 1974 Milton Keynes Open University6 w m doyle Met Form August 1969 216 plusmn 220
7 `An improved aluminium alloyrsquo Patent GB300078 BritshPatent Ofreg ce London 1928
8 y girard j-c ehrstrOEgrave m and j c rantala Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 (ed R S Mishra et al) 409 plusmn 419 WarrendalePA TMS
9 `Hiduminium technical datarsquo 1967 Slough High Duty Alloys10 w m doyle J R Aeronautical Soc 1960 64 535 plusmn 548
11 `The properties of aluminium and its alloysrsquo 1993 BirminghamAluminium Federation
12 b wilshire Metall Mater Trans A 2002 33A (2) 241 plusmn 248
13 w blum p eisenlohr and f breutinger Metall MaterTrans A 2002 33A (2) 291 plusmn 303
14 k r mcnee h jones and g w greenwood Proc 9th Int
Conf on `Creep and fracture of engineering materials andstructuresrsquo University of Wales Swansea UK (ed J DParker) 185 plusmn 195 2001 London The Institute of Materials
15 w blum and w maier Phys Status Solidi (a) 1999 171 (2)467 plusmn 474
16 b wilshire and c j palmer Proc Symp on `Creep defor-
mation fundamentals and applicationsrsquo Seattle WA USA2002 (ed R S Mishra et al) 51 plusmn 60 TMS
17 w blum in `Hot deformation of aluminium alloysrsquo (ed T GLangdon et al) 181 plusmn 209 1991 Warrendale PA TMS
18 h martinod c renon and j calvet MeAcirc m Sci Rev MeAcirc tall1969 66 (4) 303 plusmn 310
19 b wilshire and h burt Proc 9th Int Conf on `Creep andfracture of engineering materials and structuresrsquo University of
Table 4 Elevated temperature aluminium alloy objectives
Aim Reason
At least equivalent properties to 2618at room and elevated temperature
Current parts in 2618 can be replaced without major redesign
Density between 5 and 10 lower than 2618 To encourage use in place of existing 2618 by weightreduction and to reduce stress in rotating parts
Properties independent of cold workingbetween solution treatment and aging
To alleviate the requirement to cold work die forgingsin order to achieve high strengthTo allow cold working of sheet plate and hand forgings for straightnessandor residual stress minimisation without signireg cant effect on properties
Minimum cooling rate sensitivity forquench after solution treatment
To allow use of water quench temperatures above 80degC to reduce residualstress in die forgings without recourse to cold compressionTo allow boiling water quenching for thick sections
Higher elastic modulus than 2618 To improve initiation fatigue resistance propertiesImproved damage tolerance compared with 2618 For aerostructural advantageGood weldability To give alternative method of manufacture In particular annular
components which would reduce input weight and help offsetprobable increased basic cost of the alloy
All of above To give one alloy suitable for widespread applications includingreplacement of 2618 so that volume production and optimum useof scrap would aid in cost reduction
154 Robinson et al Creep resistant aluminium alloys and their applications154 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical
Trans Tech76 b p huang and z q zheng Acta Mater 1998 46 (12)
4381 plusmn 4393
Robinson et al Creep resistant aluminium alloys and their applications 155
Materials Science and Technology February 2003 Vol 19
and retarded diffusion rates The density of precipitatenucleation was thus increased and precipitate growthlimited3 7
Two aging treatments were developed the reg rst higherstrength version being 12 h at 190degC the other 16 h at215degC The latter was based on a requirement for no furthernon-reversible volume changes to take place during use attemperature Besides there being no requirement to coldwork the alloy to achieve useful properties other advan-tages were that the alloy was not particularly cooling rate(quench) sensitive and could be boiling water quenched andin thin sections salt quenched (200degC) to reduce residualstresses and give stability during machining
Further developments on this alloy system involved theaddition of up to 05Ag (Ref 38) and separately the addi-tion of 012Zr to improve weldability The latter increasedthe sensitivity to cooling rate when compared with the basicalloy and led to an increase in quench induced stressesin product forms that were not easily mechanically stressrelieved eg forgings A further development by the FulmerResearch Institute in the UK was the addition of smallamounts of germanium which replaced the silicon in themagnesium silicide compound3 9 This led to increasedresponse to aging as evidenced by higher room temperaturestrength but it was less efreg cacious in retarding the coar-sening and transformation of the h rsquo precipitate and wascomparatively deleterious to the elevated temperatureproperties
Despite some of these developments showing signireg cantadvantages for use at elevated temperature and numerousproprietary specireg cations being raised for all but the silver
bearing alloy they found few applications and were neversubmitted for either national or international standardisa-tion It is interesting that although this type of alloy has notfound widespread use to date a similar alloy 2519 wasregistered by the USA in 1985 and that alloys containingsilver have been proposed for extending the elevatedtemperature range of aluminium alloys4 0 plusmn 4 3 A summaryof the development of alloys for use at elevated temperatureis given in Table 2 A list of some of the applications ofthese alloys is presented in Table 3
Physical metallurgy of Hiduminium plusmn RR58(2618A)During the 1960s after selection of Hiduminium plusmn RR58for Concorde the physical metallurgy of this alloy wasexamined extensively and the reasons determined for itscreep resistance When aged at temperatures below 200degCstrengthening in an Al plusmn 25Cu plusmn 12Mg alloy occurs fromformation of transition precipitates in the pseudo-binaryAl plusmn Cu plusmn Mg system4 4 4 5
a -Al reg GPB zones reg Srsquo reg S (Al2CuMg)
The GPB zones nucleate homogeneously and grow cylin-drically parallel to aacute 100 ntilde A l matrix directions while Srsquoparticles are lath like platelets with a long axis also parallelto the aacute 100 ntilde A l matrix Srsquo precipitates are semicoherentand are structurally very similar to the equilibrium phaseAl2CuMg which is orthorhombic and retains coherency inaacute 100 ntilde A l directions over a large range of particle sizes In theas quenched condition dislocation loops and helices areobserved in the matrix During artireg cial aging these helicaldislocations grow by a climb process but also act as sitesfor nucleation of Srsquo on 210 planes Elevated tempera-ture aging treatments will produce peak hardness when~25 of the Srsquo phase has formed and a large propor-tion of GPB zones remain
The controlled addition of 018 plusmn 025Si in Hidumi-nium plusmn RR58 retards the onset of hardening during naturalaging but increases the peak hardness and reduces thetime to peak properties during artireg cial aging4 6 Silicon alsopromotes a higher density of smaller Srsquo precipitates andmakes the alloy more resistant to overaging Silicon addi-tions reduce the size and number of dislocation loops andhelices a result of reduced vacancy mobility During artireg -cial aging the length of the Srsquo phase laths is noted to increasemore slowly compared with Si free alloys In Si bearing
Table 2 Summary of development of wrought aluminiumalloys for use at elevated temperature
Period Progress
1910 plusmn 1920 Duralumin (Al plusmn Cu) age hardening alloysdiscovered and development acceleratedby WWI
1920 plusmn 1930 Development of Al plusmn Cu system continues withnumerous alloying additions notably Mg SiNi and Fe for elevated temperature use
1930 plusmn 1950 Widespread use of wrought elevatedtemperature alloys particularly inaeroengines during WWII
1950 plusmn 1970 Majority of applications turn to useof 26182618A2219Development of clad 2618A for ConcordeDevelopment of Al plusmn 6 wt-Cu baseto meet possible requirement for secondgeneration supersonic transport aircraftby additions of Mg Si Ge and AgFirst commercial Al plusmn Li alloy 2020 havinghigh temperature capability but doesnot reg nd widespread use due to notchsensitivity and falls into disuse
1970 plusmn 1990 Experimental alloys based onAl plusmn 6 wt-Cu with Ag proposed byPolmear for turbo charger impellersFurther development of Al plusmn Li alloysRapid solidireg ed processing offers potentialbut no alloy makes full commercialisation
1990 plusmn 2000 Renewed interest in 2nd generationsupersonic transport aircraft Europeproposes cruising speed in line with useof aluminium USA propose higher speedrequiring use of titaniumNEWAL150 European collaborativedevelopment programme improves onhigh temperature properties and damagetolerance of 2618AAustralianFrench programme results inAl plusmn Cu plusmn Mg plusmn Ag becoming candidate forsupersonic transport aircraftAl plusmn Li based alloys registered by USA withvarious CuMg ratios plus Ag which do notrequire cold work to attain high strength
2000+ Al plusmn Li high Cu high CuMg + Ag alloydesigned for elevated temperature use
Table 3 Applications of elevated temperature alloys
Robinson et al Creep resistant aluminium alloys and their applications 149
Materials Science and Technology February 2003 Vol 19
alloys the distribution of Srsquo is more uniform owing to thelower dislocation density There is some evidence that025Si is the optimum addition level for this alloy
Hiduminium plusmn RR58 also has 1Ni and 1Fe con-trolled additions The inmacr uence of Fe and Ni on the struc-ture and properties of the basic Al plusmn 25Cu plusmn 12Mg alloyhas been investigated and the inmacr uence on the kinetics ofprecipitation hardening was found to be small Howeverwhen Fe and Ni are added separately the aging responseis diminished owing to the formation of insoluble inter-metallics AlCuNi or (CuFe)Al3 Combined Fe and Ni formFeNiAl9 and the age hardening response reverts to the basicalloy4 7 The FeNiAl9 intermetallic is usually dispersed intoclusters of particles associated with prior interdendriticareas in the cast material Individual intermetallic par-ticles are ~1 plusmn 3 mm in diameter Areas containing clustersare signireg cantly harder than the surrounding matrixThe other phase of note that can form in Hiduminium plusmnRR58 is Mg2Si and this phase is usually observed asrounded isolated particles with size similar to the FeNiAl9
particles Figure 9a is a typical microstructure from forgedHiduminium plusmn RR58 This example demonstrates a fullyrecrystallised equiaxed microstructure with obvious cluster-ing of the intermetallic particles
In Fig 10 a partially recrystallised structure is illustratedwith corresponding coarse recrystallised grains and areasthat are unrecrystallised containing a well dereg ned sub-structure This specimen was prepared from a stress rupturetest conducted at 120degC and 321 MPa with ruptureoccurring in 1200 h after a plastic strain of 77 Secondary
cracking along the gauge length was noted and someintergranular wedge type cracks can be observed Wedgecracks are characteristic of grain boundary sliding at triplepoints under the inmacr uence of high shear stresses in contrastto cavitation which is more typical of lower stresses Thesespecimens were prepared using a concentrated nitric acid(20 ml) hydromacr uoric acid (20 ml) and glycerol (60 ml)etchant
Surprisingly the exact role of the FeNiAl9 intermetallicparticles is still unclear but there is some evidence that theparticles nucleate screw dislocations during the quenchingstage owing to differing thermal contraction with thematrix These dislocations interact with vacancies formingsessile helical dislocations which in turn act as potentnucleation sites for the Srsquo phase during age hardening Theparticles also modify the recrystallisation and grain growthbehaviour and act to rereg ne the grain size and prevent grainsbecoming very coarse during heat treatment The relativelyhigh volume fraction of particles does result in low fracturetoughness compared with other Al plusmn Cu plusmn Mg alloys
Creep performance of Hiduminium plusmn RR58Tensile creep curves generated by testing specimensmachined from Hiduminium plusmn RR58 forged bar at 150degCare shown in Fig 119 The alloy displays behaviour similarto most engineering materials in that the time to failure andcreep rates are a function of stress (and temperature) Forexposure at a particular temperature creep ductility tendsto decrease as the stress is decreased
Hiduminium plusmn RR58 was originally designed to operateat temperatures up to 250degC This temperature was abovethe normal aging temperature of the alloy and componentlives were correspondingly short At lower temperaturesthe performance of the alloy is such that structural com-ponents can have lifetimes measured in tens of thousandsof hours (The macr ight time of Concorde at the time of writingis ~12 000 h and while this aircraft has had in serviceproblems issues with the structural integrity of theHiduminium plusmn RR58 airframe have not been reported)
Hiduminium plusmn RR58 forgings and forged bar typicallyhave mean grain diameters of the order of 200 mm Plateextrusions and sheet are normally much reg ner grained thanthis and at higher temperatures than 200degC these productforms can display lower creep resistance This effect is ofless signireg cance at lower temperatures (100 plusmn 150degC)
The inmacr uence of plastic deformation on the creep perfor-mance of Hiduminium plusmn RR58 was investigated thoroughlyduring its development for Concorde These observationsand the application of thermomechanical type treatments
a forged Hiduminium plusmn RR58 b rolled sheet 2650T8
9 Typical recrystallised microstructure of forged Hidumi-nium plusmn RR58 and rolled sheet 2650T8
10 Hiduminium plusmn RR58 microstructure from stress rup-ture specimen tested at 321 MPa and 120degC
150 Robinson et al Creep resistant aluminium alloys and their applications150 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
are reviewed in Ref 48 Any treatment that increases thedislocation density before creep loading appears to bedetrimental to the creep performance in terms of theminimum creep rates observed The origin of these dis-locations could be statically recovered regions resultingfrom forming at high temperatures or cold work introducedafter solution heat treatment but before aging (which is acommon procedure for the reduction of residual stress)While the minimum creep rate is adversely affected by coldwork there is evidence that the microstructural modireg ca-tion to the precipitate distribution is more stable and thiscan enhance the long term performance of the alloy4 8 4 9
Further developments
INGOT METALLURGYSince the development of Hiduminium plusmn RR58 for theConcorde and the environmental political and commercialproblems accompanying the introduction of this SST air-craft the interest in a second generation aircraft has beenintermittent on both sides of the Atlantic Many paperprojects have been proposed5 0 with speeds ranging fromMach 16 up to Mach 100 with Mach 24 appearing to befavoured by the recent High Speed Civil Transportprogramme funded by NASA5 1 This speed is above thatat which conventional ingot metallurgy aluminium alloyscan be used The speed requirement of the European Con-corde successor that emerged in the early 1990s was dereg nedas being Mach 20 plusmn 22 and this decision was taken toensure that aluminium alloys could be candidate materialsThe proposed aircraft would however have a macr ying lifetimeof four times that of Concorde From a creep perspectivethe requirements for the fuselage material of the futureEuropean supersonic aircraft were
(i) stress 130 to 170 MPa(ii) in service time 80 000 macr ight hours (20 000 cycles)
(iii) temperature 90 to 100degC with a maximum servicetemperature of 130degC
(iv) deformation501 total plastic strain within60 000 h at 130degC and 150 MPa
In addition improvements in damage tolerance and fatiguewith static properties 20 greater than subsonic aircraftwere expected5 2 For this aircraft new materials were
considered essential for the fuselage Advanced aluminiumalloys andor organic composites were both candidates5 3 5 4
The CEC funded BRITE plusmn EURAM `NEWAL150rsquo pro-gramme which terminated in 1996 sought to developimproved aluminium base alloys for this purpose with atemperature capability of 150degC The programme aimedto develop alloys that could demonstrate superior creepand damage tolerance performance compared with 2618AWhile the bulk of the data from NEWAL150 has yet toemerge into the public domain it has been reported thata modireg ed 2650 alloy could exhibit similar performancein creep in conjunction with greatly superior damagetolerance5 5 5 6 The alloy 2650 is itself a minor modireg cationof 2618A with lower iron and nickel but increased man-ganese The microstructure of 2650T8 sheet is shown inFig 9b Recent investigations into the mechanism of creepof 2650T8 at 150degC and high stresses have conreg rmed thatstrain enhanced particle instability and coarsening of the Srsquophase is a major factor in accounting for the accelerationof creep with the transition precipitates growing at theexpense of reg ne GPB zone type particles5 7 plusmn 5 9 The highmanganese content of this alloy will render it quenchsensitive and while this will not be a concern for sheet andplate the alloy will be problematical for die forgings thatcannot be cold compressed
At the same time as NEWAL150 a joint developmentprogramme was being carried out by Australia and Franceevaluating a series of Al plusmn Cu plusmn 045Mg plusmn 045Ag plusmn 030Mn plusmn015Zr alloys with Cu in the range 36 plusmn 65 The highcopper variant showed a marked improvement in creepperformance at 150degC (Fig 12) It should be stated thatthese tests were of relatively short duration The advantageof silver bearing alloys is the relative stability and coar-sening resistance of plates of the V strengthening phase6 1
OTHER MANUFACTURING ROUTESThe ingot metallurgy route for wrought products restrictscompositions to those that can be semicontinuously castand thereafter plastically deformed Cast products cansuffer owing to comparatively gross second phase particleswhilst with wrought products these can be advantageouslyfragmented Even so these second phase particles inwrought alloys are coarse (50 plusmn 100 mm) compared with theaging precipitate Other routes such as spray deposition plusmnOsprey6 2 6 3 and rapidly solidireg ed powder (RSP) metallurgy
11 Tensile creep curves from Hiduminium plusmn RR58 forgedbar tested at 150degC from Ref 9
12 Minimum creep rates at 150degC for some creep resis-tant aluminium alloys from Refs 9 41 59 and 60
Robinson et al Creep resistant aluminium alloys and their applications 151
Materials Science and Technology February 2003 Vol 19
(cooling rates up to 106
K sshy 1
) give opportunities toproduce alloys that cannot be produced by conventionalingot metallurgy and control the size and distribution ofsecondary phase particles Large volume fractions of lowdiffusivity transition metal based intermetallic dispersoidswhich resist coarsening at all but the highest elevatedtemperatures can be formed in the matrix during heattreatment Many alloys were investigated to try to raise theservice temperature above 300degC and most of the `betterrsquoalloys contained iron6 4 These alloys displayed good shortterm elevated temperature strength but there is less dataavailable detailing their long term creep resistance Possiblythe best materials of this type were the planar macr ow castAl plusmn Fe plusmn V plusmn Si series of alloys6 5 Unfortunately these alloysdid not reg nd commercial application and production ceasedin the early 1990s
A range of silver bearing spray deposited alloys wasdeveloped by Alusuisse plusmn Lonza in the late 1980s and early1990s6 6 6 7 Initial development centred on an Al plusmn Cu plusmn Mg plusmnAg base with signireg cant additions of transition metalelements intended to form small dispersoids The rates ofcooling during spray deposition were insufreg cient to preventthe formation of coarse constituent type particles and fur-ther alloys were developed with much lower concentrationsof dispersoid forming elements The elevated temperatureproperties of these alloys were better than 2618 and 2219but the alloys did not reg nd major application
These processes also facilitate the production of metalmatrix composites (MMCs) an early commercially exploitedexample of which was SAP (sintered aluminium powder)The very small oxide particles (10
shy 6plusmn 10
shy 8m) evenly dis-
tributed and epitaxially bonded to the aluminium matrixproduced signireg cant strengthening particularly at hightemperature6 8
The Osprey process has much to commend it in that if amarket for large volumes of material could be establishedthe price of stock may possibly become competitive withingot metallurgy routes The current major use of Ospreymaterial is for cylinder liners produced in an Al plusmn Si alloyfor Mercedes plusmn Benz vee conreg guration internal combustionengines6 9 The cooling rate of this process is not highenough to give the advantages offered with powder pro-duction by atomisation and other higher cooling rateprocesses as described above
Powder alloys and associated MMCs go through anenergy and labour intensive process to produce stock forfurther conventional processing and in small quantities thecost can be as much as 50 times that of ingot metallurgystock and is unlikely to fall below 25 times for the fore-seeable future even for large quantities Even at this pricethe product can be cost effective A current example is theuse of a 2124 + 25SiC MMC for potential replacementof titanium guide vanes in aeroengines7 0 A further exampleis the use of the same composition and an alternativecontaining boron carbide for pistons in Formula One racingengines replacing the ubiquitous 2618 The SiC increasesthe density very slightly whereas the boron carbide leads to areduction whilst both give a signireg cant increase in stiffnessfatigue strength and resistance to the elevated temperaturesexperienced These are specialised applications and onecould not anticipate the use of such pistons in other thanvery high cost vehicles
Discussion
The most widely used alloy for elevated temperature use is26182618A and even though in the past 30 years alloyshave been developed with improved high temperature pro-perties its position is still unchallenged
The reasons for this situation are numerous and includethe following
(i) conservatism its extensive use over the past 50 yearshas resulted in a sizeable data base on which engi-neers can call which is unmatched by competitivealloys
(ii) availability because of its extensive use the alloy iscommercially viable and hence readily available ata competitive price Small call off for other alloysleads to a disinclination for producers of the caststock to offer these in preference to 2618 and wherethey do to increase price and lead times This factorbecomes even more signireg cant as rationalisationproceeds in the industry and the small macr exiblecasting facility is replaced by facilities havingminimum casts of tens of tonnes
(iii) macr exibility the selection of one alloy to cover all partsrather than a number of alloys which may be theoptimum for different parts allows the purchaser ofparts a greater macr exibility for order changes
(iv) low residual stress the UK version of 2618 2618Aallows up to 025Mn compared with 005Mn in2618 Whilst this is not recorded as an intentionalalloying addition it is believed that a level of015Mn is benereg cial to the properties of plateHowever such `highrsquo manganese levels make thealloy sensitive to the cooling rate subsequent tosolution treatment Whilst there is not a problemwith plate that can be stress relieved by stretching itis not generally suitable for die forgings Restrictingthe manganese level to 5005 makes the alloymuch less cooling rate sensitive and allows forg-ings to be boiling water quenched This in turnsignireg cantly reduces the residual stresses and subse-quently the movement during machining Thicksections up to at least 200 mm can be boiling waterquenched without a signireg cant reduction in proper-ties when compared with the properties of 50 mmsection The absence of the need to stretch or coldcompress rolled rings to reduce residual stress andimprove properties as would be required for thecooling rate sensitive 2219 is a signireg cant costreduction factor
In the previous section mention has been made of recentdevelopments although these do not appear to be muchadvance on those of 30 years ago that were referred toearlier The major stimulus both then and now was a newgeneration SST aircraft but this is not likely to proceedeither in the USA or Europe in the foreseeable future7 1
In Europe the attention of the aviation industry isnow focused on the very large subsonic aircraft (AirbusA380) which has new aluminium alloy requirementsbut not at elevated temperature Having surrendered themarket for very large aircraft to Airbus Boeing is takinga more adventurous view of future aviation needs withthe announcement in March 2001 of the Sonic Cruiser7 2
In the short term this 200 plusmn 250 seat aircraft will macr y atMach 095 plusmn 098 but it may herald the start of a familythat could include a supersonic commercial transport7 3
This aircraft was due to macr y in 2006 but is now delayed toat least 2008 because of the general downturn in civilaviation7 4 Conventional aluminium alloys are obviouscandidate materials for the fuselage and at Mach 10 themaximum skin temperature will only be of the order ofshy 13degC
The extended delay of a new SST aircraft raises thequestion is there another signireg cant use to which creepresistant alloys can be put that can drive the developmentor exploitation of new materials on a commercial scale largeenough to make economic sense
In aeroengines it appears unlikely that the moderatelyhigher temperature capability of these ingot metallurgyalloys will be such to reverse the replacement of aluminiumbase with titanium base alloys although aluminium base
152 Robinson et al Creep resistant aluminium alloys and their applications152 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
MMC and RSP may give an alternative in some selectedapplications
Impellers for power generation turbo chargers are an areawhere substantial amounts of forgings in 2618 are used Thehigher performance versions use the titanium alloy Ti plusmn6Al plusmn 4V because of the higher temperatures There is apossibility at the lower end of this range where peripheraltemperatures reach up to 200degC that an improved ingotmetallurgy aluminium alloy could replace titanium ABBin Switzerland have investigated a medium copper alloyakin to those of Polmear mentioned earlier6 6 6 7 7 5 This wasproduced by the spray deposition Osprey process andforged This Al plusmn Cu plusmn Mg plusmn Ag base alloy was strengthenedthrough the coprecipitation of h rsquo and V phase This alloywas reported to have superior creep resistance to 2618A upto 180degC but at 200degC the improvement was minor leadingto its rejection as a candidate titanium replacement Withrotating parts such as impellers where the stressing of thepart is related to the rotational speed one avenue might beto reduce the mass by using an alloy of lower density andthis might be brought about by the use of lithium as analloying element
In general the developments in the past 40 years haveshown that high temperature performance is improved ingoing from the S type precipitates in alloys such as 2618(low CuMg ratio) to h type precipitate in high CuMgalloys (2219 type) to V type precipitates in high CuMgalloys containing silver This increased performance resultsfrom the morphological differences in the aging precipitatesand the increasing resistance to coarsening Other structuralfeatures are also of importance such as degree of recry-stallisation and grain size With the latter obtaining aconsistent grain structure can be difreg cult if not impossibleowing to the wide variation in deformation that may beexperienced in different areas of a die forging Other factorssuch as temperature gradients owing to relatively longcontact times with the die and die temperature consistencydo not help in this respect The relatively slow process ofcast stock breakdown exacerbates the situation whenextruded or rolled stock is not used In addition the grainmacr ow can be less well dereg ned in die forgings than the otherwrought forms
The alloy 2618 is particularly prone to variations inthermal history and variable deformation during forgingWithin a forging temperature range of 330 plusmn 460degC and withthe variable deformation characteristic of many conreg gura-tions the structure of a part may vary from unrecrystallisedcoarse recrystallised to reg ne recrystallised grains Each ofthese structures has different characteristics
(i) the unrecrystallised structure is sensitive to thecooling rate during heat treatment even when themanganese level is below 005 These areas have asignireg cantly lower strength than the recrystallisedareas if the part is boiling water quenched to keepthe residual stresses low
(ii) the coarse recrystallised structure has little effect onthe room temperature properties although it may bedetrimental to the fatigue life For creep at elevatedtemperature the performance judged by the mini-mum strain rate is the best of the three structures butthe overall ductility is poor and the material can benotch sensitive in creep rupture tests
(iii) the reg ne recrystallised structure generally has a higherminimum creep rate than the coarser structure butthe overall creep ductility is signireg cantly superiorand notch sensitivity in creep rupture tests is notapparent
(iv) forging the 6Cu alloy developed by High DutyAlloys in the 1960s in the same temperature rangehas not led to unrecrystallised structure There ishowever a signireg cant difference in grain size betweenmaterial processed at 460degC (coarse) and that
processed at 300degC (reg ne) The structural effect ofthe addition of zirconium was to give a grain sizewhen forged at 460degC comparable to that of thezirconium free alloy forged at 300degC The zirconiumcontaining alloy exhibited improved tensile ductilityat room temperature and vastly improved tensileductility at elevated temperatures
Recommendations for future alloydevelopment
Apart from the transitory period in the 1960s and 70s whena high temperature creep resistant alloy was required for theConcorde and was used for the skin and structural elementsthat were also subject to similar temperatures by conduction(Fig 1) the main market for such an alloy has been theaeroengine and turbo charger With the second generationSST aircraft currently on hold it seems probable that themarket for alloys with elevated temperature potential willremain the same as it has for the past 50 years or so Theproposals for a new SST aircraft in the 1980s and 90s didgenerate a renewed interest in development of alloys forelevated temperature use although they do not in generalappear to be signireg cantly different to those that were beinginvestigated in the 1960s Where commercially availablethe latter have not found widespread use at elevatedtemperature
It is considered that for any new alloy to be accepted forwidespread use it would need to be seen as a replacementfor 2618 in areas where this alloy is currently acceptable Todo this it must have some notable advantage other than itsimproved elevated temperature properties which in manycases would not be of signireg cance A prime considerationin all aircraft manufacture is weight so that a reduceddensity would be a signireg cant characteristic Another wouldbe good weldability as this would allow rolled or extrudedproreg les to be bent and joined to make rings It wassuggested earlier that a density reduction for impellermaterial would lead to the material being less highly stressedin operation This should mean that impeller temperaturescould be increased to at least the extent that the minimumstrain rate was not increased and creep rupture lifeenhanced in service even if the intrinsic creep performancewas not improved
From developments to date it appears likely that theoptimum elevated temperature performance is to be foundin the Al plusmn Cu plusmn Mg plusmn Ag system particularly with a highCuMg ratio Silver at an addition level of 04 plusmn 05 isexpensive and can increase the cast stock price by up to50 With regard to reducing the density additions oflithium appear to be the most promising option Here thecast stock price may be as much as 7 to 8 times that of acurrent alloy such as 2618 In terms of semireg nished andreg nished components the increased cost in percentage termswill of course normally be signireg cantly less than the reg guresquoted above The reduced thermal conductivity of lithiumcontaining alloys would be a negative characteristic withregard to elevated temperature use
Many of the aluminium plusmn lithium alloys currently avail-able are of the Al plusmn Li plusmn Cu plusmn Mg plusmn Ag family notably thoseoriginating from the Weldalite family of alloys originallymanufactured by Reynolds (formerly McCook Metals LLCnow Pechiney) Other than the formation of lithium contain-ing precipitates d rsquo (Al3Li) d (AlLi) and T1 (Al2CuLi) theprecipitation systems are similar to those in the lithiumfree aluminium base alloys ie h (Al2Cu) and V (related toAl2Cu) This family of alloys is of particular interest forforgings as the magnesium works in a similar manner to
Weldalite is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 153
Materials Science and Technology February 2003 Vol 19
when it is added to Al plusmn 6Cu alloys so that cold workingis not a prerequisite to obtain high strength as with someAl plusmn Li plusmn Cu alloys7 6 The chemical compositions of thisalloy range are given in Table 1 The general requirementsof an alloy that it is considered would reg nd widespreadapplications are presented in Table 4
Conclusions
Heat treatable and non-heat treatable aluminium alloys
reg nd application at elevated temperatures up to a maximumtemperature of around 500degC This temperature is repre-sentative of an extreme application and a more realistic
upper limit would be of the order of 350degC Even thistemperature is a severe requirement if signireg cant compo-nent loading or lifetime is required If a component is to
be structurally efreg cient and have a lifetime measured inthousands of hours 100 plusmn 175degC is a more realistic operatingregime
This relatively low temperature capability has resultedin limited successful development of creep resistant alumi-
nium base alloys This is remacr ected in the fact that the alloythat reg nds greatest application at elevated temperatureis Hiduminium plusmn RR582618 and the chemistry of thisalloy was reg rst arrived at in the 1920s Ingot and powder
metallurgy manufacturing routes have all demonstratedalloys with superior short term creep performance com-
pared with 2618 but none have gone on to successfulcommercialisation
The likelihood of the successful development and exploi-
tation of an improved high temperature alloy appears tobe dependent on the commitment to a second generation
large supersonic transport aircraft capable of macr ying atMach 20 plusmn 22 The alloy would be used for the fuselage ofthis aircraft
In the absence of a new SST aircraft the application ofa new alloy would be greatly improved if it could be usedas a direct replacement for 2618 Its replacement of 2618
in current applications would most probably depend onadvantages such as weight reductions improved fatigueand damage tolerance and weldability rather than
enhanced resistance to elevated temperature degradationOnce established its improved high temperature character-istics would extend its range of application beyond those
which 2618 satis reg es It is considered that the most likelycandidate alloy will be one based on the Al plusmn Li plusmn Cu plusmn Mg plusmnAg system
Acknowledgements
The authors wish to acknowledge the contribution of theCreepal partners and the European Commission for thesupport of this work through the thematic network(BRRT plusmn CT98 plusmn 5101) and HDA Forgings Ltd of MettisAerospace Group UK for supplying the mechanicalproperty data for Hiduminium plusmn RR58
References
1 c m hall `Process of reducing aluminium by electrolysisrsquo
Patent US400766 US Patent Ofreg ce Washington DC 18892 In `Aluminiumrsquo Vol 2 `In design and applicationrsquo (ed K R V
Horn) 16 1967 Metals Park OH American Society of
Metals3 k owen `Concorde new shape in the skyrsquo 1982 London
Janersquo s4 w m doyle `Improvements in or relating to sheets of
aluminium alloy and methods of manufacturing samersquo
Patent GB1069982 British Patent Ofreg ce London 19675 `The skin of concordersquo 1974 Milton Keynes Open University6 w m doyle Met Form August 1969 216 plusmn 220
7 `An improved aluminium alloyrsquo Patent GB300078 BritshPatent Ofreg ce London 1928
8 y girard j-c ehrstrOEgrave m and j c rantala Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 (ed R S Mishra et al) 409 plusmn 419 WarrendalePA TMS
9 `Hiduminium technical datarsquo 1967 Slough High Duty Alloys10 w m doyle J R Aeronautical Soc 1960 64 535 plusmn 548
11 `The properties of aluminium and its alloysrsquo 1993 BirminghamAluminium Federation
12 b wilshire Metall Mater Trans A 2002 33A (2) 241 plusmn 248
13 w blum p eisenlohr and f breutinger Metall MaterTrans A 2002 33A (2) 291 plusmn 303
14 k r mcnee h jones and g w greenwood Proc 9th Int
Conf on `Creep and fracture of engineering materials andstructuresrsquo University of Wales Swansea UK (ed J DParker) 185 plusmn 195 2001 London The Institute of Materials
15 w blum and w maier Phys Status Solidi (a) 1999 171 (2)467 plusmn 474
16 b wilshire and c j palmer Proc Symp on `Creep defor-
mation fundamentals and applicationsrsquo Seattle WA USA2002 (ed R S Mishra et al) 51 plusmn 60 TMS
17 w blum in `Hot deformation of aluminium alloysrsquo (ed T GLangdon et al) 181 plusmn 209 1991 Warrendale PA TMS
18 h martinod c renon and j calvet MeAcirc m Sci Rev MeAcirc tall1969 66 (4) 303 plusmn 310
19 b wilshire and h burt Proc 9th Int Conf on `Creep andfracture of engineering materials and structuresrsquo University of
Table 4 Elevated temperature aluminium alloy objectives
Aim Reason
At least equivalent properties to 2618at room and elevated temperature
Current parts in 2618 can be replaced without major redesign
Density between 5 and 10 lower than 2618 To encourage use in place of existing 2618 by weightreduction and to reduce stress in rotating parts
Properties independent of cold workingbetween solution treatment and aging
To alleviate the requirement to cold work die forgingsin order to achieve high strengthTo allow cold working of sheet plate and hand forgings for straightnessandor residual stress minimisation without signireg cant effect on properties
Minimum cooling rate sensitivity forquench after solution treatment
To allow use of water quench temperatures above 80degC to reduce residualstress in die forgings without recourse to cold compressionTo allow boiling water quenching for thick sections
Higher elastic modulus than 2618 To improve initiation fatigue resistance propertiesImproved damage tolerance compared with 2618 For aerostructural advantageGood weldability To give alternative method of manufacture In particular annular
components which would reduce input weight and help offsetprobable increased basic cost of the alloy
All of above To give one alloy suitable for widespread applications includingreplacement of 2618 so that volume production and optimum useof scrap would aid in cost reduction
154 Robinson et al Creep resistant aluminium alloys and their applications154 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical
Trans Tech76 b p huang and z q zheng Acta Mater 1998 46 (12)
4381 plusmn 4393
Robinson et al Creep resistant aluminium alloys and their applications 155
Materials Science and Technology February 2003 Vol 19
alloys the distribution of Srsquo is more uniform owing to thelower dislocation density There is some evidence that025Si is the optimum addition level for this alloy
Hiduminium plusmn RR58 also has 1Ni and 1Fe con-trolled additions The inmacr uence of Fe and Ni on the struc-ture and properties of the basic Al plusmn 25Cu plusmn 12Mg alloyhas been investigated and the inmacr uence on the kinetics ofprecipitation hardening was found to be small Howeverwhen Fe and Ni are added separately the aging responseis diminished owing to the formation of insoluble inter-metallics AlCuNi or (CuFe)Al3 Combined Fe and Ni formFeNiAl9 and the age hardening response reverts to the basicalloy4 7 The FeNiAl9 intermetallic is usually dispersed intoclusters of particles associated with prior interdendriticareas in the cast material Individual intermetallic par-ticles are ~1 plusmn 3 mm in diameter Areas containing clustersare signireg cantly harder than the surrounding matrixThe other phase of note that can form in Hiduminium plusmnRR58 is Mg2Si and this phase is usually observed asrounded isolated particles with size similar to the FeNiAl9
particles Figure 9a is a typical microstructure from forgedHiduminium plusmn RR58 This example demonstrates a fullyrecrystallised equiaxed microstructure with obvious cluster-ing of the intermetallic particles
In Fig 10 a partially recrystallised structure is illustratedwith corresponding coarse recrystallised grains and areasthat are unrecrystallised containing a well dereg ned sub-structure This specimen was prepared from a stress rupturetest conducted at 120degC and 321 MPa with ruptureoccurring in 1200 h after a plastic strain of 77 Secondary
cracking along the gauge length was noted and someintergranular wedge type cracks can be observed Wedgecracks are characteristic of grain boundary sliding at triplepoints under the inmacr uence of high shear stresses in contrastto cavitation which is more typical of lower stresses Thesespecimens were prepared using a concentrated nitric acid(20 ml) hydromacr uoric acid (20 ml) and glycerol (60 ml)etchant
Surprisingly the exact role of the FeNiAl9 intermetallicparticles is still unclear but there is some evidence that theparticles nucleate screw dislocations during the quenchingstage owing to differing thermal contraction with thematrix These dislocations interact with vacancies formingsessile helical dislocations which in turn act as potentnucleation sites for the Srsquo phase during age hardening Theparticles also modify the recrystallisation and grain growthbehaviour and act to rereg ne the grain size and prevent grainsbecoming very coarse during heat treatment The relativelyhigh volume fraction of particles does result in low fracturetoughness compared with other Al plusmn Cu plusmn Mg alloys
Creep performance of Hiduminium plusmn RR58Tensile creep curves generated by testing specimensmachined from Hiduminium plusmn RR58 forged bar at 150degCare shown in Fig 119 The alloy displays behaviour similarto most engineering materials in that the time to failure andcreep rates are a function of stress (and temperature) Forexposure at a particular temperature creep ductility tendsto decrease as the stress is decreased
Hiduminium plusmn RR58 was originally designed to operateat temperatures up to 250degC This temperature was abovethe normal aging temperature of the alloy and componentlives were correspondingly short At lower temperaturesthe performance of the alloy is such that structural com-ponents can have lifetimes measured in tens of thousandsof hours (The macr ight time of Concorde at the time of writingis ~12 000 h and while this aircraft has had in serviceproblems issues with the structural integrity of theHiduminium plusmn RR58 airframe have not been reported)
Hiduminium plusmn RR58 forgings and forged bar typicallyhave mean grain diameters of the order of 200 mm Plateextrusions and sheet are normally much reg ner grained thanthis and at higher temperatures than 200degC these productforms can display lower creep resistance This effect is ofless signireg cance at lower temperatures (100 plusmn 150degC)
The inmacr uence of plastic deformation on the creep perfor-mance of Hiduminium plusmn RR58 was investigated thoroughlyduring its development for Concorde These observationsand the application of thermomechanical type treatments
a forged Hiduminium plusmn RR58 b rolled sheet 2650T8
9 Typical recrystallised microstructure of forged Hidumi-nium plusmn RR58 and rolled sheet 2650T8
10 Hiduminium plusmn RR58 microstructure from stress rup-ture specimen tested at 321 MPa and 120degC
150 Robinson et al Creep resistant aluminium alloys and their applications150 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
are reviewed in Ref 48 Any treatment that increases thedislocation density before creep loading appears to bedetrimental to the creep performance in terms of theminimum creep rates observed The origin of these dis-locations could be statically recovered regions resultingfrom forming at high temperatures or cold work introducedafter solution heat treatment but before aging (which is acommon procedure for the reduction of residual stress)While the minimum creep rate is adversely affected by coldwork there is evidence that the microstructural modireg ca-tion to the precipitate distribution is more stable and thiscan enhance the long term performance of the alloy4 8 4 9
Further developments
INGOT METALLURGYSince the development of Hiduminium plusmn RR58 for theConcorde and the environmental political and commercialproblems accompanying the introduction of this SST air-craft the interest in a second generation aircraft has beenintermittent on both sides of the Atlantic Many paperprojects have been proposed5 0 with speeds ranging fromMach 16 up to Mach 100 with Mach 24 appearing to befavoured by the recent High Speed Civil Transportprogramme funded by NASA5 1 This speed is above thatat which conventional ingot metallurgy aluminium alloyscan be used The speed requirement of the European Con-corde successor that emerged in the early 1990s was dereg nedas being Mach 20 plusmn 22 and this decision was taken toensure that aluminium alloys could be candidate materialsThe proposed aircraft would however have a macr ying lifetimeof four times that of Concorde From a creep perspectivethe requirements for the fuselage material of the futureEuropean supersonic aircraft were
(i) stress 130 to 170 MPa(ii) in service time 80 000 macr ight hours (20 000 cycles)
(iii) temperature 90 to 100degC with a maximum servicetemperature of 130degC
(iv) deformation501 total plastic strain within60 000 h at 130degC and 150 MPa
In addition improvements in damage tolerance and fatiguewith static properties 20 greater than subsonic aircraftwere expected5 2 For this aircraft new materials were
considered essential for the fuselage Advanced aluminiumalloys andor organic composites were both candidates5 3 5 4
The CEC funded BRITE plusmn EURAM `NEWAL150rsquo pro-gramme which terminated in 1996 sought to developimproved aluminium base alloys for this purpose with atemperature capability of 150degC The programme aimedto develop alloys that could demonstrate superior creepand damage tolerance performance compared with 2618AWhile the bulk of the data from NEWAL150 has yet toemerge into the public domain it has been reported thata modireg ed 2650 alloy could exhibit similar performancein creep in conjunction with greatly superior damagetolerance5 5 5 6 The alloy 2650 is itself a minor modireg cationof 2618A with lower iron and nickel but increased man-ganese The microstructure of 2650T8 sheet is shown inFig 9b Recent investigations into the mechanism of creepof 2650T8 at 150degC and high stresses have conreg rmed thatstrain enhanced particle instability and coarsening of the Srsquophase is a major factor in accounting for the accelerationof creep with the transition precipitates growing at theexpense of reg ne GPB zone type particles5 7 plusmn 5 9 The highmanganese content of this alloy will render it quenchsensitive and while this will not be a concern for sheet andplate the alloy will be problematical for die forgings thatcannot be cold compressed
At the same time as NEWAL150 a joint developmentprogramme was being carried out by Australia and Franceevaluating a series of Al plusmn Cu plusmn 045Mg plusmn 045Ag plusmn 030Mn plusmn015Zr alloys with Cu in the range 36 plusmn 65 The highcopper variant showed a marked improvement in creepperformance at 150degC (Fig 12) It should be stated thatthese tests were of relatively short duration The advantageof silver bearing alloys is the relative stability and coar-sening resistance of plates of the V strengthening phase6 1
OTHER MANUFACTURING ROUTESThe ingot metallurgy route for wrought products restrictscompositions to those that can be semicontinuously castand thereafter plastically deformed Cast products cansuffer owing to comparatively gross second phase particleswhilst with wrought products these can be advantageouslyfragmented Even so these second phase particles inwrought alloys are coarse (50 plusmn 100 mm) compared with theaging precipitate Other routes such as spray deposition plusmnOsprey6 2 6 3 and rapidly solidireg ed powder (RSP) metallurgy
11 Tensile creep curves from Hiduminium plusmn RR58 forgedbar tested at 150degC from Ref 9
12 Minimum creep rates at 150degC for some creep resis-tant aluminium alloys from Refs 9 41 59 and 60
Robinson et al Creep resistant aluminium alloys and their applications 151
Materials Science and Technology February 2003 Vol 19
(cooling rates up to 106
K sshy 1
) give opportunities toproduce alloys that cannot be produced by conventionalingot metallurgy and control the size and distribution ofsecondary phase particles Large volume fractions of lowdiffusivity transition metal based intermetallic dispersoidswhich resist coarsening at all but the highest elevatedtemperatures can be formed in the matrix during heattreatment Many alloys were investigated to try to raise theservice temperature above 300degC and most of the `betterrsquoalloys contained iron6 4 These alloys displayed good shortterm elevated temperature strength but there is less dataavailable detailing their long term creep resistance Possiblythe best materials of this type were the planar macr ow castAl plusmn Fe plusmn V plusmn Si series of alloys6 5 Unfortunately these alloysdid not reg nd commercial application and production ceasedin the early 1990s
A range of silver bearing spray deposited alloys wasdeveloped by Alusuisse plusmn Lonza in the late 1980s and early1990s6 6 6 7 Initial development centred on an Al plusmn Cu plusmn Mg plusmnAg base with signireg cant additions of transition metalelements intended to form small dispersoids The rates ofcooling during spray deposition were insufreg cient to preventthe formation of coarse constituent type particles and fur-ther alloys were developed with much lower concentrationsof dispersoid forming elements The elevated temperatureproperties of these alloys were better than 2618 and 2219but the alloys did not reg nd major application
These processes also facilitate the production of metalmatrix composites (MMCs) an early commercially exploitedexample of which was SAP (sintered aluminium powder)The very small oxide particles (10
shy 6plusmn 10
shy 8m) evenly dis-
tributed and epitaxially bonded to the aluminium matrixproduced signireg cant strengthening particularly at hightemperature6 8
The Osprey process has much to commend it in that if amarket for large volumes of material could be establishedthe price of stock may possibly become competitive withingot metallurgy routes The current major use of Ospreymaterial is for cylinder liners produced in an Al plusmn Si alloyfor Mercedes plusmn Benz vee conreg guration internal combustionengines6 9 The cooling rate of this process is not highenough to give the advantages offered with powder pro-duction by atomisation and other higher cooling rateprocesses as described above
Powder alloys and associated MMCs go through anenergy and labour intensive process to produce stock forfurther conventional processing and in small quantities thecost can be as much as 50 times that of ingot metallurgystock and is unlikely to fall below 25 times for the fore-seeable future even for large quantities Even at this pricethe product can be cost effective A current example is theuse of a 2124 + 25SiC MMC for potential replacementof titanium guide vanes in aeroengines7 0 A further exampleis the use of the same composition and an alternativecontaining boron carbide for pistons in Formula One racingengines replacing the ubiquitous 2618 The SiC increasesthe density very slightly whereas the boron carbide leads to areduction whilst both give a signireg cant increase in stiffnessfatigue strength and resistance to the elevated temperaturesexperienced These are specialised applications and onecould not anticipate the use of such pistons in other thanvery high cost vehicles
Discussion
The most widely used alloy for elevated temperature use is26182618A and even though in the past 30 years alloyshave been developed with improved high temperature pro-perties its position is still unchallenged
The reasons for this situation are numerous and includethe following
(i) conservatism its extensive use over the past 50 yearshas resulted in a sizeable data base on which engi-neers can call which is unmatched by competitivealloys
(ii) availability because of its extensive use the alloy iscommercially viable and hence readily available ata competitive price Small call off for other alloysleads to a disinclination for producers of the caststock to offer these in preference to 2618 and wherethey do to increase price and lead times This factorbecomes even more signireg cant as rationalisationproceeds in the industry and the small macr exiblecasting facility is replaced by facilities havingminimum casts of tens of tonnes
(iii) macr exibility the selection of one alloy to cover all partsrather than a number of alloys which may be theoptimum for different parts allows the purchaser ofparts a greater macr exibility for order changes
(iv) low residual stress the UK version of 2618 2618Aallows up to 025Mn compared with 005Mn in2618 Whilst this is not recorded as an intentionalalloying addition it is believed that a level of015Mn is benereg cial to the properties of plateHowever such `highrsquo manganese levels make thealloy sensitive to the cooling rate subsequent tosolution treatment Whilst there is not a problemwith plate that can be stress relieved by stretching itis not generally suitable for die forgings Restrictingthe manganese level to 5005 makes the alloymuch less cooling rate sensitive and allows forg-ings to be boiling water quenched This in turnsignireg cantly reduces the residual stresses and subse-quently the movement during machining Thicksections up to at least 200 mm can be boiling waterquenched without a signireg cant reduction in proper-ties when compared with the properties of 50 mmsection The absence of the need to stretch or coldcompress rolled rings to reduce residual stress andimprove properties as would be required for thecooling rate sensitive 2219 is a signireg cant costreduction factor
In the previous section mention has been made of recentdevelopments although these do not appear to be muchadvance on those of 30 years ago that were referred toearlier The major stimulus both then and now was a newgeneration SST aircraft but this is not likely to proceedeither in the USA or Europe in the foreseeable future7 1
In Europe the attention of the aviation industry isnow focused on the very large subsonic aircraft (AirbusA380) which has new aluminium alloy requirementsbut not at elevated temperature Having surrendered themarket for very large aircraft to Airbus Boeing is takinga more adventurous view of future aviation needs withthe announcement in March 2001 of the Sonic Cruiser7 2
In the short term this 200 plusmn 250 seat aircraft will macr y atMach 095 plusmn 098 but it may herald the start of a familythat could include a supersonic commercial transport7 3
This aircraft was due to macr y in 2006 but is now delayed toat least 2008 because of the general downturn in civilaviation7 4 Conventional aluminium alloys are obviouscandidate materials for the fuselage and at Mach 10 themaximum skin temperature will only be of the order ofshy 13degC
The extended delay of a new SST aircraft raises thequestion is there another signireg cant use to which creepresistant alloys can be put that can drive the developmentor exploitation of new materials on a commercial scale largeenough to make economic sense
In aeroengines it appears unlikely that the moderatelyhigher temperature capability of these ingot metallurgyalloys will be such to reverse the replacement of aluminiumbase with titanium base alloys although aluminium base
152 Robinson et al Creep resistant aluminium alloys and their applications152 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
MMC and RSP may give an alternative in some selectedapplications
Impellers for power generation turbo chargers are an areawhere substantial amounts of forgings in 2618 are used Thehigher performance versions use the titanium alloy Ti plusmn6Al plusmn 4V because of the higher temperatures There is apossibility at the lower end of this range where peripheraltemperatures reach up to 200degC that an improved ingotmetallurgy aluminium alloy could replace titanium ABBin Switzerland have investigated a medium copper alloyakin to those of Polmear mentioned earlier6 6 6 7 7 5 This wasproduced by the spray deposition Osprey process andforged This Al plusmn Cu plusmn Mg plusmn Ag base alloy was strengthenedthrough the coprecipitation of h rsquo and V phase This alloywas reported to have superior creep resistance to 2618A upto 180degC but at 200degC the improvement was minor leadingto its rejection as a candidate titanium replacement Withrotating parts such as impellers where the stressing of thepart is related to the rotational speed one avenue might beto reduce the mass by using an alloy of lower density andthis might be brought about by the use of lithium as analloying element
In general the developments in the past 40 years haveshown that high temperature performance is improved ingoing from the S type precipitates in alloys such as 2618(low CuMg ratio) to h type precipitate in high CuMgalloys (2219 type) to V type precipitates in high CuMgalloys containing silver This increased performance resultsfrom the morphological differences in the aging precipitatesand the increasing resistance to coarsening Other structuralfeatures are also of importance such as degree of recry-stallisation and grain size With the latter obtaining aconsistent grain structure can be difreg cult if not impossibleowing to the wide variation in deformation that may beexperienced in different areas of a die forging Other factorssuch as temperature gradients owing to relatively longcontact times with the die and die temperature consistencydo not help in this respect The relatively slow process ofcast stock breakdown exacerbates the situation whenextruded or rolled stock is not used In addition the grainmacr ow can be less well dereg ned in die forgings than the otherwrought forms
The alloy 2618 is particularly prone to variations inthermal history and variable deformation during forgingWithin a forging temperature range of 330 plusmn 460degC and withthe variable deformation characteristic of many conreg gura-tions the structure of a part may vary from unrecrystallisedcoarse recrystallised to reg ne recrystallised grains Each ofthese structures has different characteristics
(i) the unrecrystallised structure is sensitive to thecooling rate during heat treatment even when themanganese level is below 005 These areas have asignireg cantly lower strength than the recrystallisedareas if the part is boiling water quenched to keepthe residual stresses low
(ii) the coarse recrystallised structure has little effect onthe room temperature properties although it may bedetrimental to the fatigue life For creep at elevatedtemperature the performance judged by the mini-mum strain rate is the best of the three structures butthe overall ductility is poor and the material can benotch sensitive in creep rupture tests
(iii) the reg ne recrystallised structure generally has a higherminimum creep rate than the coarser structure butthe overall creep ductility is signireg cantly superiorand notch sensitivity in creep rupture tests is notapparent
(iv) forging the 6Cu alloy developed by High DutyAlloys in the 1960s in the same temperature rangehas not led to unrecrystallised structure There ishowever a signireg cant difference in grain size betweenmaterial processed at 460degC (coarse) and that
processed at 300degC (reg ne) The structural effect ofthe addition of zirconium was to give a grain sizewhen forged at 460degC comparable to that of thezirconium free alloy forged at 300degC The zirconiumcontaining alloy exhibited improved tensile ductilityat room temperature and vastly improved tensileductility at elevated temperatures
Recommendations for future alloydevelopment
Apart from the transitory period in the 1960s and 70s whena high temperature creep resistant alloy was required for theConcorde and was used for the skin and structural elementsthat were also subject to similar temperatures by conduction(Fig 1) the main market for such an alloy has been theaeroengine and turbo charger With the second generationSST aircraft currently on hold it seems probable that themarket for alloys with elevated temperature potential willremain the same as it has for the past 50 years or so Theproposals for a new SST aircraft in the 1980s and 90s didgenerate a renewed interest in development of alloys forelevated temperature use although they do not in generalappear to be signireg cantly different to those that were beinginvestigated in the 1960s Where commercially availablethe latter have not found widespread use at elevatedtemperature
It is considered that for any new alloy to be accepted forwidespread use it would need to be seen as a replacementfor 2618 in areas where this alloy is currently acceptable Todo this it must have some notable advantage other than itsimproved elevated temperature properties which in manycases would not be of signireg cance A prime considerationin all aircraft manufacture is weight so that a reduceddensity would be a signireg cant characteristic Another wouldbe good weldability as this would allow rolled or extrudedproreg les to be bent and joined to make rings It wassuggested earlier that a density reduction for impellermaterial would lead to the material being less highly stressedin operation This should mean that impeller temperaturescould be increased to at least the extent that the minimumstrain rate was not increased and creep rupture lifeenhanced in service even if the intrinsic creep performancewas not improved
From developments to date it appears likely that theoptimum elevated temperature performance is to be foundin the Al plusmn Cu plusmn Mg plusmn Ag system particularly with a highCuMg ratio Silver at an addition level of 04 plusmn 05 isexpensive and can increase the cast stock price by up to50 With regard to reducing the density additions oflithium appear to be the most promising option Here thecast stock price may be as much as 7 to 8 times that of acurrent alloy such as 2618 In terms of semireg nished andreg nished components the increased cost in percentage termswill of course normally be signireg cantly less than the reg guresquoted above The reduced thermal conductivity of lithiumcontaining alloys would be a negative characteristic withregard to elevated temperature use
Many of the aluminium plusmn lithium alloys currently avail-able are of the Al plusmn Li plusmn Cu plusmn Mg plusmn Ag family notably thoseoriginating from the Weldalite family of alloys originallymanufactured by Reynolds (formerly McCook Metals LLCnow Pechiney) Other than the formation of lithium contain-ing precipitates d rsquo (Al3Li) d (AlLi) and T1 (Al2CuLi) theprecipitation systems are similar to those in the lithiumfree aluminium base alloys ie h (Al2Cu) and V (related toAl2Cu) This family of alloys is of particular interest forforgings as the magnesium works in a similar manner to
Weldalite is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 153
Materials Science and Technology February 2003 Vol 19
when it is added to Al plusmn 6Cu alloys so that cold workingis not a prerequisite to obtain high strength as with someAl plusmn Li plusmn Cu alloys7 6 The chemical compositions of thisalloy range are given in Table 1 The general requirementsof an alloy that it is considered would reg nd widespreadapplications are presented in Table 4
Conclusions
Heat treatable and non-heat treatable aluminium alloys
reg nd application at elevated temperatures up to a maximumtemperature of around 500degC This temperature is repre-sentative of an extreme application and a more realistic
upper limit would be of the order of 350degC Even thistemperature is a severe requirement if signireg cant compo-nent loading or lifetime is required If a component is to
be structurally efreg cient and have a lifetime measured inthousands of hours 100 plusmn 175degC is a more realistic operatingregime
This relatively low temperature capability has resultedin limited successful development of creep resistant alumi-
nium base alloys This is remacr ected in the fact that the alloythat reg nds greatest application at elevated temperatureis Hiduminium plusmn RR582618 and the chemistry of thisalloy was reg rst arrived at in the 1920s Ingot and powder
metallurgy manufacturing routes have all demonstratedalloys with superior short term creep performance com-
pared with 2618 but none have gone on to successfulcommercialisation
The likelihood of the successful development and exploi-
tation of an improved high temperature alloy appears tobe dependent on the commitment to a second generation
large supersonic transport aircraft capable of macr ying atMach 20 plusmn 22 The alloy would be used for the fuselage ofthis aircraft
In the absence of a new SST aircraft the application ofa new alloy would be greatly improved if it could be usedas a direct replacement for 2618 Its replacement of 2618
in current applications would most probably depend onadvantages such as weight reductions improved fatigueand damage tolerance and weldability rather than
enhanced resistance to elevated temperature degradationOnce established its improved high temperature character-istics would extend its range of application beyond those
which 2618 satis reg es It is considered that the most likelycandidate alloy will be one based on the Al plusmn Li plusmn Cu plusmn Mg plusmnAg system
Acknowledgements
The authors wish to acknowledge the contribution of theCreepal partners and the European Commission for thesupport of this work through the thematic network(BRRT plusmn CT98 plusmn 5101) and HDA Forgings Ltd of MettisAerospace Group UK for supplying the mechanicalproperty data for Hiduminium plusmn RR58
References
1 c m hall `Process of reducing aluminium by electrolysisrsquo
Patent US400766 US Patent Ofreg ce Washington DC 18892 In `Aluminiumrsquo Vol 2 `In design and applicationrsquo (ed K R V
Horn) 16 1967 Metals Park OH American Society of
Metals3 k owen `Concorde new shape in the skyrsquo 1982 London
Janersquo s4 w m doyle `Improvements in or relating to sheets of
aluminium alloy and methods of manufacturing samersquo
Patent GB1069982 British Patent Ofreg ce London 19675 `The skin of concordersquo 1974 Milton Keynes Open University6 w m doyle Met Form August 1969 216 plusmn 220
7 `An improved aluminium alloyrsquo Patent GB300078 BritshPatent Ofreg ce London 1928
8 y girard j-c ehrstrOEgrave m and j c rantala Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 (ed R S Mishra et al) 409 plusmn 419 WarrendalePA TMS
9 `Hiduminium technical datarsquo 1967 Slough High Duty Alloys10 w m doyle J R Aeronautical Soc 1960 64 535 plusmn 548
11 `The properties of aluminium and its alloysrsquo 1993 BirminghamAluminium Federation
12 b wilshire Metall Mater Trans A 2002 33A (2) 241 plusmn 248
13 w blum p eisenlohr and f breutinger Metall MaterTrans A 2002 33A (2) 291 plusmn 303
14 k r mcnee h jones and g w greenwood Proc 9th Int
Conf on `Creep and fracture of engineering materials andstructuresrsquo University of Wales Swansea UK (ed J DParker) 185 plusmn 195 2001 London The Institute of Materials
15 w blum and w maier Phys Status Solidi (a) 1999 171 (2)467 plusmn 474
16 b wilshire and c j palmer Proc Symp on `Creep defor-
mation fundamentals and applicationsrsquo Seattle WA USA2002 (ed R S Mishra et al) 51 plusmn 60 TMS
17 w blum in `Hot deformation of aluminium alloysrsquo (ed T GLangdon et al) 181 plusmn 209 1991 Warrendale PA TMS
18 h martinod c renon and j calvet MeAcirc m Sci Rev MeAcirc tall1969 66 (4) 303 plusmn 310
19 b wilshire and h burt Proc 9th Int Conf on `Creep andfracture of engineering materials and structuresrsquo University of
Table 4 Elevated temperature aluminium alloy objectives
Aim Reason
At least equivalent properties to 2618at room and elevated temperature
Current parts in 2618 can be replaced without major redesign
Density between 5 and 10 lower than 2618 To encourage use in place of existing 2618 by weightreduction and to reduce stress in rotating parts
Properties independent of cold workingbetween solution treatment and aging
To alleviate the requirement to cold work die forgingsin order to achieve high strengthTo allow cold working of sheet plate and hand forgings for straightnessandor residual stress minimisation without signireg cant effect on properties
Minimum cooling rate sensitivity forquench after solution treatment
To allow use of water quench temperatures above 80degC to reduce residualstress in die forgings without recourse to cold compressionTo allow boiling water quenching for thick sections
Higher elastic modulus than 2618 To improve initiation fatigue resistance propertiesImproved damage tolerance compared with 2618 For aerostructural advantageGood weldability To give alternative method of manufacture In particular annular
components which would reduce input weight and help offsetprobable increased basic cost of the alloy
All of above To give one alloy suitable for widespread applications includingreplacement of 2618 so that volume production and optimum useof scrap would aid in cost reduction
154 Robinson et al Creep resistant aluminium alloys and their applications154 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical
Trans Tech76 b p huang and z q zheng Acta Mater 1998 46 (12)
4381 plusmn 4393
Robinson et al Creep resistant aluminium alloys and their applications 155
Materials Science and Technology February 2003 Vol 19
are reviewed in Ref 48 Any treatment that increases thedislocation density before creep loading appears to bedetrimental to the creep performance in terms of theminimum creep rates observed The origin of these dis-locations could be statically recovered regions resultingfrom forming at high temperatures or cold work introducedafter solution heat treatment but before aging (which is acommon procedure for the reduction of residual stress)While the minimum creep rate is adversely affected by coldwork there is evidence that the microstructural modireg ca-tion to the precipitate distribution is more stable and thiscan enhance the long term performance of the alloy4 8 4 9
Further developments
INGOT METALLURGYSince the development of Hiduminium plusmn RR58 for theConcorde and the environmental political and commercialproblems accompanying the introduction of this SST air-craft the interest in a second generation aircraft has beenintermittent on both sides of the Atlantic Many paperprojects have been proposed5 0 with speeds ranging fromMach 16 up to Mach 100 with Mach 24 appearing to befavoured by the recent High Speed Civil Transportprogramme funded by NASA5 1 This speed is above thatat which conventional ingot metallurgy aluminium alloyscan be used The speed requirement of the European Con-corde successor that emerged in the early 1990s was dereg nedas being Mach 20 plusmn 22 and this decision was taken toensure that aluminium alloys could be candidate materialsThe proposed aircraft would however have a macr ying lifetimeof four times that of Concorde From a creep perspectivethe requirements for the fuselage material of the futureEuropean supersonic aircraft were
(i) stress 130 to 170 MPa(ii) in service time 80 000 macr ight hours (20 000 cycles)
(iii) temperature 90 to 100degC with a maximum servicetemperature of 130degC
(iv) deformation501 total plastic strain within60 000 h at 130degC and 150 MPa
In addition improvements in damage tolerance and fatiguewith static properties 20 greater than subsonic aircraftwere expected5 2 For this aircraft new materials were
considered essential for the fuselage Advanced aluminiumalloys andor organic composites were both candidates5 3 5 4
The CEC funded BRITE plusmn EURAM `NEWAL150rsquo pro-gramme which terminated in 1996 sought to developimproved aluminium base alloys for this purpose with atemperature capability of 150degC The programme aimedto develop alloys that could demonstrate superior creepand damage tolerance performance compared with 2618AWhile the bulk of the data from NEWAL150 has yet toemerge into the public domain it has been reported thata modireg ed 2650 alloy could exhibit similar performancein creep in conjunction with greatly superior damagetolerance5 5 5 6 The alloy 2650 is itself a minor modireg cationof 2618A with lower iron and nickel but increased man-ganese The microstructure of 2650T8 sheet is shown inFig 9b Recent investigations into the mechanism of creepof 2650T8 at 150degC and high stresses have conreg rmed thatstrain enhanced particle instability and coarsening of the Srsquophase is a major factor in accounting for the accelerationof creep with the transition precipitates growing at theexpense of reg ne GPB zone type particles5 7 plusmn 5 9 The highmanganese content of this alloy will render it quenchsensitive and while this will not be a concern for sheet andplate the alloy will be problematical for die forgings thatcannot be cold compressed
At the same time as NEWAL150 a joint developmentprogramme was being carried out by Australia and Franceevaluating a series of Al plusmn Cu plusmn 045Mg plusmn 045Ag plusmn 030Mn plusmn015Zr alloys with Cu in the range 36 plusmn 65 The highcopper variant showed a marked improvement in creepperformance at 150degC (Fig 12) It should be stated thatthese tests were of relatively short duration The advantageof silver bearing alloys is the relative stability and coar-sening resistance of plates of the V strengthening phase6 1
OTHER MANUFACTURING ROUTESThe ingot metallurgy route for wrought products restrictscompositions to those that can be semicontinuously castand thereafter plastically deformed Cast products cansuffer owing to comparatively gross second phase particleswhilst with wrought products these can be advantageouslyfragmented Even so these second phase particles inwrought alloys are coarse (50 plusmn 100 mm) compared with theaging precipitate Other routes such as spray deposition plusmnOsprey6 2 6 3 and rapidly solidireg ed powder (RSP) metallurgy
11 Tensile creep curves from Hiduminium plusmn RR58 forgedbar tested at 150degC from Ref 9
12 Minimum creep rates at 150degC for some creep resis-tant aluminium alloys from Refs 9 41 59 and 60
Robinson et al Creep resistant aluminium alloys and their applications 151
Materials Science and Technology February 2003 Vol 19
(cooling rates up to 106
K sshy 1
) give opportunities toproduce alloys that cannot be produced by conventionalingot metallurgy and control the size and distribution ofsecondary phase particles Large volume fractions of lowdiffusivity transition metal based intermetallic dispersoidswhich resist coarsening at all but the highest elevatedtemperatures can be formed in the matrix during heattreatment Many alloys were investigated to try to raise theservice temperature above 300degC and most of the `betterrsquoalloys contained iron6 4 These alloys displayed good shortterm elevated temperature strength but there is less dataavailable detailing their long term creep resistance Possiblythe best materials of this type were the planar macr ow castAl plusmn Fe plusmn V plusmn Si series of alloys6 5 Unfortunately these alloysdid not reg nd commercial application and production ceasedin the early 1990s
A range of silver bearing spray deposited alloys wasdeveloped by Alusuisse plusmn Lonza in the late 1980s and early1990s6 6 6 7 Initial development centred on an Al plusmn Cu plusmn Mg plusmnAg base with signireg cant additions of transition metalelements intended to form small dispersoids The rates ofcooling during spray deposition were insufreg cient to preventthe formation of coarse constituent type particles and fur-ther alloys were developed with much lower concentrationsof dispersoid forming elements The elevated temperatureproperties of these alloys were better than 2618 and 2219but the alloys did not reg nd major application
These processes also facilitate the production of metalmatrix composites (MMCs) an early commercially exploitedexample of which was SAP (sintered aluminium powder)The very small oxide particles (10
shy 6plusmn 10
shy 8m) evenly dis-
tributed and epitaxially bonded to the aluminium matrixproduced signireg cant strengthening particularly at hightemperature6 8
The Osprey process has much to commend it in that if amarket for large volumes of material could be establishedthe price of stock may possibly become competitive withingot metallurgy routes The current major use of Ospreymaterial is for cylinder liners produced in an Al plusmn Si alloyfor Mercedes plusmn Benz vee conreg guration internal combustionengines6 9 The cooling rate of this process is not highenough to give the advantages offered with powder pro-duction by atomisation and other higher cooling rateprocesses as described above
Powder alloys and associated MMCs go through anenergy and labour intensive process to produce stock forfurther conventional processing and in small quantities thecost can be as much as 50 times that of ingot metallurgystock and is unlikely to fall below 25 times for the fore-seeable future even for large quantities Even at this pricethe product can be cost effective A current example is theuse of a 2124 + 25SiC MMC for potential replacementof titanium guide vanes in aeroengines7 0 A further exampleis the use of the same composition and an alternativecontaining boron carbide for pistons in Formula One racingengines replacing the ubiquitous 2618 The SiC increasesthe density very slightly whereas the boron carbide leads to areduction whilst both give a signireg cant increase in stiffnessfatigue strength and resistance to the elevated temperaturesexperienced These are specialised applications and onecould not anticipate the use of such pistons in other thanvery high cost vehicles
Discussion
The most widely used alloy for elevated temperature use is26182618A and even though in the past 30 years alloyshave been developed with improved high temperature pro-perties its position is still unchallenged
The reasons for this situation are numerous and includethe following
(i) conservatism its extensive use over the past 50 yearshas resulted in a sizeable data base on which engi-neers can call which is unmatched by competitivealloys
(ii) availability because of its extensive use the alloy iscommercially viable and hence readily available ata competitive price Small call off for other alloysleads to a disinclination for producers of the caststock to offer these in preference to 2618 and wherethey do to increase price and lead times This factorbecomes even more signireg cant as rationalisationproceeds in the industry and the small macr exiblecasting facility is replaced by facilities havingminimum casts of tens of tonnes
(iii) macr exibility the selection of one alloy to cover all partsrather than a number of alloys which may be theoptimum for different parts allows the purchaser ofparts a greater macr exibility for order changes
(iv) low residual stress the UK version of 2618 2618Aallows up to 025Mn compared with 005Mn in2618 Whilst this is not recorded as an intentionalalloying addition it is believed that a level of015Mn is benereg cial to the properties of plateHowever such `highrsquo manganese levels make thealloy sensitive to the cooling rate subsequent tosolution treatment Whilst there is not a problemwith plate that can be stress relieved by stretching itis not generally suitable for die forgings Restrictingthe manganese level to 5005 makes the alloymuch less cooling rate sensitive and allows forg-ings to be boiling water quenched This in turnsignireg cantly reduces the residual stresses and subse-quently the movement during machining Thicksections up to at least 200 mm can be boiling waterquenched without a signireg cant reduction in proper-ties when compared with the properties of 50 mmsection The absence of the need to stretch or coldcompress rolled rings to reduce residual stress andimprove properties as would be required for thecooling rate sensitive 2219 is a signireg cant costreduction factor
In the previous section mention has been made of recentdevelopments although these do not appear to be muchadvance on those of 30 years ago that were referred toearlier The major stimulus both then and now was a newgeneration SST aircraft but this is not likely to proceedeither in the USA or Europe in the foreseeable future7 1
In Europe the attention of the aviation industry isnow focused on the very large subsonic aircraft (AirbusA380) which has new aluminium alloy requirementsbut not at elevated temperature Having surrendered themarket for very large aircraft to Airbus Boeing is takinga more adventurous view of future aviation needs withthe announcement in March 2001 of the Sonic Cruiser7 2
In the short term this 200 plusmn 250 seat aircraft will macr y atMach 095 plusmn 098 but it may herald the start of a familythat could include a supersonic commercial transport7 3
This aircraft was due to macr y in 2006 but is now delayed toat least 2008 because of the general downturn in civilaviation7 4 Conventional aluminium alloys are obviouscandidate materials for the fuselage and at Mach 10 themaximum skin temperature will only be of the order ofshy 13degC
The extended delay of a new SST aircraft raises thequestion is there another signireg cant use to which creepresistant alloys can be put that can drive the developmentor exploitation of new materials on a commercial scale largeenough to make economic sense
In aeroengines it appears unlikely that the moderatelyhigher temperature capability of these ingot metallurgyalloys will be such to reverse the replacement of aluminiumbase with titanium base alloys although aluminium base
152 Robinson et al Creep resistant aluminium alloys and their applications152 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
MMC and RSP may give an alternative in some selectedapplications
Impellers for power generation turbo chargers are an areawhere substantial amounts of forgings in 2618 are used Thehigher performance versions use the titanium alloy Ti plusmn6Al plusmn 4V because of the higher temperatures There is apossibility at the lower end of this range where peripheraltemperatures reach up to 200degC that an improved ingotmetallurgy aluminium alloy could replace titanium ABBin Switzerland have investigated a medium copper alloyakin to those of Polmear mentioned earlier6 6 6 7 7 5 This wasproduced by the spray deposition Osprey process andforged This Al plusmn Cu plusmn Mg plusmn Ag base alloy was strengthenedthrough the coprecipitation of h rsquo and V phase This alloywas reported to have superior creep resistance to 2618A upto 180degC but at 200degC the improvement was minor leadingto its rejection as a candidate titanium replacement Withrotating parts such as impellers where the stressing of thepart is related to the rotational speed one avenue might beto reduce the mass by using an alloy of lower density andthis might be brought about by the use of lithium as analloying element
In general the developments in the past 40 years haveshown that high temperature performance is improved ingoing from the S type precipitates in alloys such as 2618(low CuMg ratio) to h type precipitate in high CuMgalloys (2219 type) to V type precipitates in high CuMgalloys containing silver This increased performance resultsfrom the morphological differences in the aging precipitatesand the increasing resistance to coarsening Other structuralfeatures are also of importance such as degree of recry-stallisation and grain size With the latter obtaining aconsistent grain structure can be difreg cult if not impossibleowing to the wide variation in deformation that may beexperienced in different areas of a die forging Other factorssuch as temperature gradients owing to relatively longcontact times with the die and die temperature consistencydo not help in this respect The relatively slow process ofcast stock breakdown exacerbates the situation whenextruded or rolled stock is not used In addition the grainmacr ow can be less well dereg ned in die forgings than the otherwrought forms
The alloy 2618 is particularly prone to variations inthermal history and variable deformation during forgingWithin a forging temperature range of 330 plusmn 460degC and withthe variable deformation characteristic of many conreg gura-tions the structure of a part may vary from unrecrystallisedcoarse recrystallised to reg ne recrystallised grains Each ofthese structures has different characteristics
(i) the unrecrystallised structure is sensitive to thecooling rate during heat treatment even when themanganese level is below 005 These areas have asignireg cantly lower strength than the recrystallisedareas if the part is boiling water quenched to keepthe residual stresses low
(ii) the coarse recrystallised structure has little effect onthe room temperature properties although it may bedetrimental to the fatigue life For creep at elevatedtemperature the performance judged by the mini-mum strain rate is the best of the three structures butthe overall ductility is poor and the material can benotch sensitive in creep rupture tests
(iii) the reg ne recrystallised structure generally has a higherminimum creep rate than the coarser structure butthe overall creep ductility is signireg cantly superiorand notch sensitivity in creep rupture tests is notapparent
(iv) forging the 6Cu alloy developed by High DutyAlloys in the 1960s in the same temperature rangehas not led to unrecrystallised structure There ishowever a signireg cant difference in grain size betweenmaterial processed at 460degC (coarse) and that
processed at 300degC (reg ne) The structural effect ofthe addition of zirconium was to give a grain sizewhen forged at 460degC comparable to that of thezirconium free alloy forged at 300degC The zirconiumcontaining alloy exhibited improved tensile ductilityat room temperature and vastly improved tensileductility at elevated temperatures
Recommendations for future alloydevelopment
Apart from the transitory period in the 1960s and 70s whena high temperature creep resistant alloy was required for theConcorde and was used for the skin and structural elementsthat were also subject to similar temperatures by conduction(Fig 1) the main market for such an alloy has been theaeroengine and turbo charger With the second generationSST aircraft currently on hold it seems probable that themarket for alloys with elevated temperature potential willremain the same as it has for the past 50 years or so Theproposals for a new SST aircraft in the 1980s and 90s didgenerate a renewed interest in development of alloys forelevated temperature use although they do not in generalappear to be signireg cantly different to those that were beinginvestigated in the 1960s Where commercially availablethe latter have not found widespread use at elevatedtemperature
It is considered that for any new alloy to be accepted forwidespread use it would need to be seen as a replacementfor 2618 in areas where this alloy is currently acceptable Todo this it must have some notable advantage other than itsimproved elevated temperature properties which in manycases would not be of signireg cance A prime considerationin all aircraft manufacture is weight so that a reduceddensity would be a signireg cant characteristic Another wouldbe good weldability as this would allow rolled or extrudedproreg les to be bent and joined to make rings It wassuggested earlier that a density reduction for impellermaterial would lead to the material being less highly stressedin operation This should mean that impeller temperaturescould be increased to at least the extent that the minimumstrain rate was not increased and creep rupture lifeenhanced in service even if the intrinsic creep performancewas not improved
From developments to date it appears likely that theoptimum elevated temperature performance is to be foundin the Al plusmn Cu plusmn Mg plusmn Ag system particularly with a highCuMg ratio Silver at an addition level of 04 plusmn 05 isexpensive and can increase the cast stock price by up to50 With regard to reducing the density additions oflithium appear to be the most promising option Here thecast stock price may be as much as 7 to 8 times that of acurrent alloy such as 2618 In terms of semireg nished andreg nished components the increased cost in percentage termswill of course normally be signireg cantly less than the reg guresquoted above The reduced thermal conductivity of lithiumcontaining alloys would be a negative characteristic withregard to elevated temperature use
Many of the aluminium plusmn lithium alloys currently avail-able are of the Al plusmn Li plusmn Cu plusmn Mg plusmn Ag family notably thoseoriginating from the Weldalite family of alloys originallymanufactured by Reynolds (formerly McCook Metals LLCnow Pechiney) Other than the formation of lithium contain-ing precipitates d rsquo (Al3Li) d (AlLi) and T1 (Al2CuLi) theprecipitation systems are similar to those in the lithiumfree aluminium base alloys ie h (Al2Cu) and V (related toAl2Cu) This family of alloys is of particular interest forforgings as the magnesium works in a similar manner to
Weldalite is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 153
Materials Science and Technology February 2003 Vol 19
when it is added to Al plusmn 6Cu alloys so that cold workingis not a prerequisite to obtain high strength as with someAl plusmn Li plusmn Cu alloys7 6 The chemical compositions of thisalloy range are given in Table 1 The general requirementsof an alloy that it is considered would reg nd widespreadapplications are presented in Table 4
Conclusions
Heat treatable and non-heat treatable aluminium alloys
reg nd application at elevated temperatures up to a maximumtemperature of around 500degC This temperature is repre-sentative of an extreme application and a more realistic
upper limit would be of the order of 350degC Even thistemperature is a severe requirement if signireg cant compo-nent loading or lifetime is required If a component is to
be structurally efreg cient and have a lifetime measured inthousands of hours 100 plusmn 175degC is a more realistic operatingregime
This relatively low temperature capability has resultedin limited successful development of creep resistant alumi-
nium base alloys This is remacr ected in the fact that the alloythat reg nds greatest application at elevated temperatureis Hiduminium plusmn RR582618 and the chemistry of thisalloy was reg rst arrived at in the 1920s Ingot and powder
metallurgy manufacturing routes have all demonstratedalloys with superior short term creep performance com-
pared with 2618 but none have gone on to successfulcommercialisation
The likelihood of the successful development and exploi-
tation of an improved high temperature alloy appears tobe dependent on the commitment to a second generation
large supersonic transport aircraft capable of macr ying atMach 20 plusmn 22 The alloy would be used for the fuselage ofthis aircraft
In the absence of a new SST aircraft the application ofa new alloy would be greatly improved if it could be usedas a direct replacement for 2618 Its replacement of 2618
in current applications would most probably depend onadvantages such as weight reductions improved fatigueand damage tolerance and weldability rather than
enhanced resistance to elevated temperature degradationOnce established its improved high temperature character-istics would extend its range of application beyond those
which 2618 satis reg es It is considered that the most likelycandidate alloy will be one based on the Al plusmn Li plusmn Cu plusmn Mg plusmnAg system
Acknowledgements
The authors wish to acknowledge the contribution of theCreepal partners and the European Commission for thesupport of this work through the thematic network(BRRT plusmn CT98 plusmn 5101) and HDA Forgings Ltd of MettisAerospace Group UK for supplying the mechanicalproperty data for Hiduminium plusmn RR58
References
1 c m hall `Process of reducing aluminium by electrolysisrsquo
Patent US400766 US Patent Ofreg ce Washington DC 18892 In `Aluminiumrsquo Vol 2 `In design and applicationrsquo (ed K R V
Horn) 16 1967 Metals Park OH American Society of
Metals3 k owen `Concorde new shape in the skyrsquo 1982 London
Janersquo s4 w m doyle `Improvements in or relating to sheets of
aluminium alloy and methods of manufacturing samersquo
Patent GB1069982 British Patent Ofreg ce London 19675 `The skin of concordersquo 1974 Milton Keynes Open University6 w m doyle Met Form August 1969 216 plusmn 220
7 `An improved aluminium alloyrsquo Patent GB300078 BritshPatent Ofreg ce London 1928
8 y girard j-c ehrstrOEgrave m and j c rantala Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 (ed R S Mishra et al) 409 plusmn 419 WarrendalePA TMS
9 `Hiduminium technical datarsquo 1967 Slough High Duty Alloys10 w m doyle J R Aeronautical Soc 1960 64 535 plusmn 548
11 `The properties of aluminium and its alloysrsquo 1993 BirminghamAluminium Federation
12 b wilshire Metall Mater Trans A 2002 33A (2) 241 plusmn 248
13 w blum p eisenlohr and f breutinger Metall MaterTrans A 2002 33A (2) 291 plusmn 303
14 k r mcnee h jones and g w greenwood Proc 9th Int
Conf on `Creep and fracture of engineering materials andstructuresrsquo University of Wales Swansea UK (ed J DParker) 185 plusmn 195 2001 London The Institute of Materials
15 w blum and w maier Phys Status Solidi (a) 1999 171 (2)467 plusmn 474
16 b wilshire and c j palmer Proc Symp on `Creep defor-
mation fundamentals and applicationsrsquo Seattle WA USA2002 (ed R S Mishra et al) 51 plusmn 60 TMS
17 w blum in `Hot deformation of aluminium alloysrsquo (ed T GLangdon et al) 181 plusmn 209 1991 Warrendale PA TMS
18 h martinod c renon and j calvet MeAcirc m Sci Rev MeAcirc tall1969 66 (4) 303 plusmn 310
19 b wilshire and h burt Proc 9th Int Conf on `Creep andfracture of engineering materials and structuresrsquo University of
Table 4 Elevated temperature aluminium alloy objectives
Aim Reason
At least equivalent properties to 2618at room and elevated temperature
Current parts in 2618 can be replaced without major redesign
Density between 5 and 10 lower than 2618 To encourage use in place of existing 2618 by weightreduction and to reduce stress in rotating parts
Properties independent of cold workingbetween solution treatment and aging
To alleviate the requirement to cold work die forgingsin order to achieve high strengthTo allow cold working of sheet plate and hand forgings for straightnessandor residual stress minimisation without signireg cant effect on properties
Minimum cooling rate sensitivity forquench after solution treatment
To allow use of water quench temperatures above 80degC to reduce residualstress in die forgings without recourse to cold compressionTo allow boiling water quenching for thick sections
Higher elastic modulus than 2618 To improve initiation fatigue resistance propertiesImproved damage tolerance compared with 2618 For aerostructural advantageGood weldability To give alternative method of manufacture In particular annular
components which would reduce input weight and help offsetprobable increased basic cost of the alloy
All of above To give one alloy suitable for widespread applications includingreplacement of 2618 so that volume production and optimum useof scrap would aid in cost reduction
154 Robinson et al Creep resistant aluminium alloys and their applications154 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical
Trans Tech76 b p huang and z q zheng Acta Mater 1998 46 (12)
4381 plusmn 4393
Robinson et al Creep resistant aluminium alloys and their applications 155
Materials Science and Technology February 2003 Vol 19
(cooling rates up to 106
K sshy 1
) give opportunities toproduce alloys that cannot be produced by conventionalingot metallurgy and control the size and distribution ofsecondary phase particles Large volume fractions of lowdiffusivity transition metal based intermetallic dispersoidswhich resist coarsening at all but the highest elevatedtemperatures can be formed in the matrix during heattreatment Many alloys were investigated to try to raise theservice temperature above 300degC and most of the `betterrsquoalloys contained iron6 4 These alloys displayed good shortterm elevated temperature strength but there is less dataavailable detailing their long term creep resistance Possiblythe best materials of this type were the planar macr ow castAl plusmn Fe plusmn V plusmn Si series of alloys6 5 Unfortunately these alloysdid not reg nd commercial application and production ceasedin the early 1990s
A range of silver bearing spray deposited alloys wasdeveloped by Alusuisse plusmn Lonza in the late 1980s and early1990s6 6 6 7 Initial development centred on an Al plusmn Cu plusmn Mg plusmnAg base with signireg cant additions of transition metalelements intended to form small dispersoids The rates ofcooling during spray deposition were insufreg cient to preventthe formation of coarse constituent type particles and fur-ther alloys were developed with much lower concentrationsof dispersoid forming elements The elevated temperatureproperties of these alloys were better than 2618 and 2219but the alloys did not reg nd major application
These processes also facilitate the production of metalmatrix composites (MMCs) an early commercially exploitedexample of which was SAP (sintered aluminium powder)The very small oxide particles (10
shy 6plusmn 10
shy 8m) evenly dis-
tributed and epitaxially bonded to the aluminium matrixproduced signireg cant strengthening particularly at hightemperature6 8
The Osprey process has much to commend it in that if amarket for large volumes of material could be establishedthe price of stock may possibly become competitive withingot metallurgy routes The current major use of Ospreymaterial is for cylinder liners produced in an Al plusmn Si alloyfor Mercedes plusmn Benz vee conreg guration internal combustionengines6 9 The cooling rate of this process is not highenough to give the advantages offered with powder pro-duction by atomisation and other higher cooling rateprocesses as described above
Powder alloys and associated MMCs go through anenergy and labour intensive process to produce stock forfurther conventional processing and in small quantities thecost can be as much as 50 times that of ingot metallurgystock and is unlikely to fall below 25 times for the fore-seeable future even for large quantities Even at this pricethe product can be cost effective A current example is theuse of a 2124 + 25SiC MMC for potential replacementof titanium guide vanes in aeroengines7 0 A further exampleis the use of the same composition and an alternativecontaining boron carbide for pistons in Formula One racingengines replacing the ubiquitous 2618 The SiC increasesthe density very slightly whereas the boron carbide leads to areduction whilst both give a signireg cant increase in stiffnessfatigue strength and resistance to the elevated temperaturesexperienced These are specialised applications and onecould not anticipate the use of such pistons in other thanvery high cost vehicles
Discussion
The most widely used alloy for elevated temperature use is26182618A and even though in the past 30 years alloyshave been developed with improved high temperature pro-perties its position is still unchallenged
The reasons for this situation are numerous and includethe following
(i) conservatism its extensive use over the past 50 yearshas resulted in a sizeable data base on which engi-neers can call which is unmatched by competitivealloys
(ii) availability because of its extensive use the alloy iscommercially viable and hence readily available ata competitive price Small call off for other alloysleads to a disinclination for producers of the caststock to offer these in preference to 2618 and wherethey do to increase price and lead times This factorbecomes even more signireg cant as rationalisationproceeds in the industry and the small macr exiblecasting facility is replaced by facilities havingminimum casts of tens of tonnes
(iii) macr exibility the selection of one alloy to cover all partsrather than a number of alloys which may be theoptimum for different parts allows the purchaser ofparts a greater macr exibility for order changes
(iv) low residual stress the UK version of 2618 2618Aallows up to 025Mn compared with 005Mn in2618 Whilst this is not recorded as an intentionalalloying addition it is believed that a level of015Mn is benereg cial to the properties of plateHowever such `highrsquo manganese levels make thealloy sensitive to the cooling rate subsequent tosolution treatment Whilst there is not a problemwith plate that can be stress relieved by stretching itis not generally suitable for die forgings Restrictingthe manganese level to 5005 makes the alloymuch less cooling rate sensitive and allows forg-ings to be boiling water quenched This in turnsignireg cantly reduces the residual stresses and subse-quently the movement during machining Thicksections up to at least 200 mm can be boiling waterquenched without a signireg cant reduction in proper-ties when compared with the properties of 50 mmsection The absence of the need to stretch or coldcompress rolled rings to reduce residual stress andimprove properties as would be required for thecooling rate sensitive 2219 is a signireg cant costreduction factor
In the previous section mention has been made of recentdevelopments although these do not appear to be muchadvance on those of 30 years ago that were referred toearlier The major stimulus both then and now was a newgeneration SST aircraft but this is not likely to proceedeither in the USA or Europe in the foreseeable future7 1
In Europe the attention of the aviation industry isnow focused on the very large subsonic aircraft (AirbusA380) which has new aluminium alloy requirementsbut not at elevated temperature Having surrendered themarket for very large aircraft to Airbus Boeing is takinga more adventurous view of future aviation needs withthe announcement in March 2001 of the Sonic Cruiser7 2
In the short term this 200 plusmn 250 seat aircraft will macr y atMach 095 plusmn 098 but it may herald the start of a familythat could include a supersonic commercial transport7 3
This aircraft was due to macr y in 2006 but is now delayed toat least 2008 because of the general downturn in civilaviation7 4 Conventional aluminium alloys are obviouscandidate materials for the fuselage and at Mach 10 themaximum skin temperature will only be of the order ofshy 13degC
The extended delay of a new SST aircraft raises thequestion is there another signireg cant use to which creepresistant alloys can be put that can drive the developmentor exploitation of new materials on a commercial scale largeenough to make economic sense
In aeroengines it appears unlikely that the moderatelyhigher temperature capability of these ingot metallurgyalloys will be such to reverse the replacement of aluminiumbase with titanium base alloys although aluminium base
152 Robinson et al Creep resistant aluminium alloys and their applications152 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
MMC and RSP may give an alternative in some selectedapplications
Impellers for power generation turbo chargers are an areawhere substantial amounts of forgings in 2618 are used Thehigher performance versions use the titanium alloy Ti plusmn6Al plusmn 4V because of the higher temperatures There is apossibility at the lower end of this range where peripheraltemperatures reach up to 200degC that an improved ingotmetallurgy aluminium alloy could replace titanium ABBin Switzerland have investigated a medium copper alloyakin to those of Polmear mentioned earlier6 6 6 7 7 5 This wasproduced by the spray deposition Osprey process andforged This Al plusmn Cu plusmn Mg plusmn Ag base alloy was strengthenedthrough the coprecipitation of h rsquo and V phase This alloywas reported to have superior creep resistance to 2618A upto 180degC but at 200degC the improvement was minor leadingto its rejection as a candidate titanium replacement Withrotating parts such as impellers where the stressing of thepart is related to the rotational speed one avenue might beto reduce the mass by using an alloy of lower density andthis might be brought about by the use of lithium as analloying element
In general the developments in the past 40 years haveshown that high temperature performance is improved ingoing from the S type precipitates in alloys such as 2618(low CuMg ratio) to h type precipitate in high CuMgalloys (2219 type) to V type precipitates in high CuMgalloys containing silver This increased performance resultsfrom the morphological differences in the aging precipitatesand the increasing resistance to coarsening Other structuralfeatures are also of importance such as degree of recry-stallisation and grain size With the latter obtaining aconsistent grain structure can be difreg cult if not impossibleowing to the wide variation in deformation that may beexperienced in different areas of a die forging Other factorssuch as temperature gradients owing to relatively longcontact times with the die and die temperature consistencydo not help in this respect The relatively slow process ofcast stock breakdown exacerbates the situation whenextruded or rolled stock is not used In addition the grainmacr ow can be less well dereg ned in die forgings than the otherwrought forms
The alloy 2618 is particularly prone to variations inthermal history and variable deformation during forgingWithin a forging temperature range of 330 plusmn 460degC and withthe variable deformation characteristic of many conreg gura-tions the structure of a part may vary from unrecrystallisedcoarse recrystallised to reg ne recrystallised grains Each ofthese structures has different characteristics
(i) the unrecrystallised structure is sensitive to thecooling rate during heat treatment even when themanganese level is below 005 These areas have asignireg cantly lower strength than the recrystallisedareas if the part is boiling water quenched to keepthe residual stresses low
(ii) the coarse recrystallised structure has little effect onthe room temperature properties although it may bedetrimental to the fatigue life For creep at elevatedtemperature the performance judged by the mini-mum strain rate is the best of the three structures butthe overall ductility is poor and the material can benotch sensitive in creep rupture tests
(iii) the reg ne recrystallised structure generally has a higherminimum creep rate than the coarser structure butthe overall creep ductility is signireg cantly superiorand notch sensitivity in creep rupture tests is notapparent
(iv) forging the 6Cu alloy developed by High DutyAlloys in the 1960s in the same temperature rangehas not led to unrecrystallised structure There ishowever a signireg cant difference in grain size betweenmaterial processed at 460degC (coarse) and that
processed at 300degC (reg ne) The structural effect ofthe addition of zirconium was to give a grain sizewhen forged at 460degC comparable to that of thezirconium free alloy forged at 300degC The zirconiumcontaining alloy exhibited improved tensile ductilityat room temperature and vastly improved tensileductility at elevated temperatures
Recommendations for future alloydevelopment
Apart from the transitory period in the 1960s and 70s whena high temperature creep resistant alloy was required for theConcorde and was used for the skin and structural elementsthat were also subject to similar temperatures by conduction(Fig 1) the main market for such an alloy has been theaeroengine and turbo charger With the second generationSST aircraft currently on hold it seems probable that themarket for alloys with elevated temperature potential willremain the same as it has for the past 50 years or so Theproposals for a new SST aircraft in the 1980s and 90s didgenerate a renewed interest in development of alloys forelevated temperature use although they do not in generalappear to be signireg cantly different to those that were beinginvestigated in the 1960s Where commercially availablethe latter have not found widespread use at elevatedtemperature
It is considered that for any new alloy to be accepted forwidespread use it would need to be seen as a replacementfor 2618 in areas where this alloy is currently acceptable Todo this it must have some notable advantage other than itsimproved elevated temperature properties which in manycases would not be of signireg cance A prime considerationin all aircraft manufacture is weight so that a reduceddensity would be a signireg cant characteristic Another wouldbe good weldability as this would allow rolled or extrudedproreg les to be bent and joined to make rings It wassuggested earlier that a density reduction for impellermaterial would lead to the material being less highly stressedin operation This should mean that impeller temperaturescould be increased to at least the extent that the minimumstrain rate was not increased and creep rupture lifeenhanced in service even if the intrinsic creep performancewas not improved
From developments to date it appears likely that theoptimum elevated temperature performance is to be foundin the Al plusmn Cu plusmn Mg plusmn Ag system particularly with a highCuMg ratio Silver at an addition level of 04 plusmn 05 isexpensive and can increase the cast stock price by up to50 With regard to reducing the density additions oflithium appear to be the most promising option Here thecast stock price may be as much as 7 to 8 times that of acurrent alloy such as 2618 In terms of semireg nished andreg nished components the increased cost in percentage termswill of course normally be signireg cantly less than the reg guresquoted above The reduced thermal conductivity of lithiumcontaining alloys would be a negative characteristic withregard to elevated temperature use
Many of the aluminium plusmn lithium alloys currently avail-able are of the Al plusmn Li plusmn Cu plusmn Mg plusmn Ag family notably thoseoriginating from the Weldalite family of alloys originallymanufactured by Reynolds (formerly McCook Metals LLCnow Pechiney) Other than the formation of lithium contain-ing precipitates d rsquo (Al3Li) d (AlLi) and T1 (Al2CuLi) theprecipitation systems are similar to those in the lithiumfree aluminium base alloys ie h (Al2Cu) and V (related toAl2Cu) This family of alloys is of particular interest forforgings as the magnesium works in a similar manner to
Weldalite is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 153
Materials Science and Technology February 2003 Vol 19
when it is added to Al plusmn 6Cu alloys so that cold workingis not a prerequisite to obtain high strength as with someAl plusmn Li plusmn Cu alloys7 6 The chemical compositions of thisalloy range are given in Table 1 The general requirementsof an alloy that it is considered would reg nd widespreadapplications are presented in Table 4
Conclusions
Heat treatable and non-heat treatable aluminium alloys
reg nd application at elevated temperatures up to a maximumtemperature of around 500degC This temperature is repre-sentative of an extreme application and a more realistic
upper limit would be of the order of 350degC Even thistemperature is a severe requirement if signireg cant compo-nent loading or lifetime is required If a component is to
be structurally efreg cient and have a lifetime measured inthousands of hours 100 plusmn 175degC is a more realistic operatingregime
This relatively low temperature capability has resultedin limited successful development of creep resistant alumi-
nium base alloys This is remacr ected in the fact that the alloythat reg nds greatest application at elevated temperatureis Hiduminium plusmn RR582618 and the chemistry of thisalloy was reg rst arrived at in the 1920s Ingot and powder
metallurgy manufacturing routes have all demonstratedalloys with superior short term creep performance com-
pared with 2618 but none have gone on to successfulcommercialisation
The likelihood of the successful development and exploi-
tation of an improved high temperature alloy appears tobe dependent on the commitment to a second generation
large supersonic transport aircraft capable of macr ying atMach 20 plusmn 22 The alloy would be used for the fuselage ofthis aircraft
In the absence of a new SST aircraft the application ofa new alloy would be greatly improved if it could be usedas a direct replacement for 2618 Its replacement of 2618
in current applications would most probably depend onadvantages such as weight reductions improved fatigueand damage tolerance and weldability rather than
enhanced resistance to elevated temperature degradationOnce established its improved high temperature character-istics would extend its range of application beyond those
which 2618 satis reg es It is considered that the most likelycandidate alloy will be one based on the Al plusmn Li plusmn Cu plusmn Mg plusmnAg system
Acknowledgements
The authors wish to acknowledge the contribution of theCreepal partners and the European Commission for thesupport of this work through the thematic network(BRRT plusmn CT98 plusmn 5101) and HDA Forgings Ltd of MettisAerospace Group UK for supplying the mechanicalproperty data for Hiduminium plusmn RR58
References
1 c m hall `Process of reducing aluminium by electrolysisrsquo
Patent US400766 US Patent Ofreg ce Washington DC 18892 In `Aluminiumrsquo Vol 2 `In design and applicationrsquo (ed K R V
Horn) 16 1967 Metals Park OH American Society of
Metals3 k owen `Concorde new shape in the skyrsquo 1982 London
Janersquo s4 w m doyle `Improvements in or relating to sheets of
aluminium alloy and methods of manufacturing samersquo
Patent GB1069982 British Patent Ofreg ce London 19675 `The skin of concordersquo 1974 Milton Keynes Open University6 w m doyle Met Form August 1969 216 plusmn 220
7 `An improved aluminium alloyrsquo Patent GB300078 BritshPatent Ofreg ce London 1928
8 y girard j-c ehrstrOEgrave m and j c rantala Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 (ed R S Mishra et al) 409 plusmn 419 WarrendalePA TMS
9 `Hiduminium technical datarsquo 1967 Slough High Duty Alloys10 w m doyle J R Aeronautical Soc 1960 64 535 plusmn 548
11 `The properties of aluminium and its alloysrsquo 1993 BirminghamAluminium Federation
12 b wilshire Metall Mater Trans A 2002 33A (2) 241 plusmn 248
13 w blum p eisenlohr and f breutinger Metall MaterTrans A 2002 33A (2) 291 plusmn 303
14 k r mcnee h jones and g w greenwood Proc 9th Int
Conf on `Creep and fracture of engineering materials andstructuresrsquo University of Wales Swansea UK (ed J DParker) 185 plusmn 195 2001 London The Institute of Materials
15 w blum and w maier Phys Status Solidi (a) 1999 171 (2)467 plusmn 474
16 b wilshire and c j palmer Proc Symp on `Creep defor-
mation fundamentals and applicationsrsquo Seattle WA USA2002 (ed R S Mishra et al) 51 plusmn 60 TMS
17 w blum in `Hot deformation of aluminium alloysrsquo (ed T GLangdon et al) 181 plusmn 209 1991 Warrendale PA TMS
18 h martinod c renon and j calvet MeAcirc m Sci Rev MeAcirc tall1969 66 (4) 303 plusmn 310
19 b wilshire and h burt Proc 9th Int Conf on `Creep andfracture of engineering materials and structuresrsquo University of
Table 4 Elevated temperature aluminium alloy objectives
Aim Reason
At least equivalent properties to 2618at room and elevated temperature
Current parts in 2618 can be replaced without major redesign
Density between 5 and 10 lower than 2618 To encourage use in place of existing 2618 by weightreduction and to reduce stress in rotating parts
Properties independent of cold workingbetween solution treatment and aging
To alleviate the requirement to cold work die forgingsin order to achieve high strengthTo allow cold working of sheet plate and hand forgings for straightnessandor residual stress minimisation without signireg cant effect on properties
Minimum cooling rate sensitivity forquench after solution treatment
To allow use of water quench temperatures above 80degC to reduce residualstress in die forgings without recourse to cold compressionTo allow boiling water quenching for thick sections
Higher elastic modulus than 2618 To improve initiation fatigue resistance propertiesImproved damage tolerance compared with 2618 For aerostructural advantageGood weldability To give alternative method of manufacture In particular annular
components which would reduce input weight and help offsetprobable increased basic cost of the alloy
All of above To give one alloy suitable for widespread applications includingreplacement of 2618 so that volume production and optimum useof scrap would aid in cost reduction
154 Robinson et al Creep resistant aluminium alloys and their applications154 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical
Trans Tech76 b p huang and z q zheng Acta Mater 1998 46 (12)
4381 plusmn 4393
Robinson et al Creep resistant aluminium alloys and their applications 155
Materials Science and Technology February 2003 Vol 19
MMC and RSP may give an alternative in some selectedapplications
Impellers for power generation turbo chargers are an areawhere substantial amounts of forgings in 2618 are used Thehigher performance versions use the titanium alloy Ti plusmn6Al plusmn 4V because of the higher temperatures There is apossibility at the lower end of this range where peripheraltemperatures reach up to 200degC that an improved ingotmetallurgy aluminium alloy could replace titanium ABBin Switzerland have investigated a medium copper alloyakin to those of Polmear mentioned earlier6 6 6 7 7 5 This wasproduced by the spray deposition Osprey process andforged This Al plusmn Cu plusmn Mg plusmn Ag base alloy was strengthenedthrough the coprecipitation of h rsquo and V phase This alloywas reported to have superior creep resistance to 2618A upto 180degC but at 200degC the improvement was minor leadingto its rejection as a candidate titanium replacement Withrotating parts such as impellers where the stressing of thepart is related to the rotational speed one avenue might beto reduce the mass by using an alloy of lower density andthis might be brought about by the use of lithium as analloying element
In general the developments in the past 40 years haveshown that high temperature performance is improved ingoing from the S type precipitates in alloys such as 2618(low CuMg ratio) to h type precipitate in high CuMgalloys (2219 type) to V type precipitates in high CuMgalloys containing silver This increased performance resultsfrom the morphological differences in the aging precipitatesand the increasing resistance to coarsening Other structuralfeatures are also of importance such as degree of recry-stallisation and grain size With the latter obtaining aconsistent grain structure can be difreg cult if not impossibleowing to the wide variation in deformation that may beexperienced in different areas of a die forging Other factorssuch as temperature gradients owing to relatively longcontact times with the die and die temperature consistencydo not help in this respect The relatively slow process ofcast stock breakdown exacerbates the situation whenextruded or rolled stock is not used In addition the grainmacr ow can be less well dereg ned in die forgings than the otherwrought forms
The alloy 2618 is particularly prone to variations inthermal history and variable deformation during forgingWithin a forging temperature range of 330 plusmn 460degC and withthe variable deformation characteristic of many conreg gura-tions the structure of a part may vary from unrecrystallisedcoarse recrystallised to reg ne recrystallised grains Each ofthese structures has different characteristics
(i) the unrecrystallised structure is sensitive to thecooling rate during heat treatment even when themanganese level is below 005 These areas have asignireg cantly lower strength than the recrystallisedareas if the part is boiling water quenched to keepthe residual stresses low
(ii) the coarse recrystallised structure has little effect onthe room temperature properties although it may bedetrimental to the fatigue life For creep at elevatedtemperature the performance judged by the mini-mum strain rate is the best of the three structures butthe overall ductility is poor and the material can benotch sensitive in creep rupture tests
(iii) the reg ne recrystallised structure generally has a higherminimum creep rate than the coarser structure butthe overall creep ductility is signireg cantly superiorand notch sensitivity in creep rupture tests is notapparent
(iv) forging the 6Cu alloy developed by High DutyAlloys in the 1960s in the same temperature rangehas not led to unrecrystallised structure There ishowever a signireg cant difference in grain size betweenmaterial processed at 460degC (coarse) and that
processed at 300degC (reg ne) The structural effect ofthe addition of zirconium was to give a grain sizewhen forged at 460degC comparable to that of thezirconium free alloy forged at 300degC The zirconiumcontaining alloy exhibited improved tensile ductilityat room temperature and vastly improved tensileductility at elevated temperatures
Recommendations for future alloydevelopment
Apart from the transitory period in the 1960s and 70s whena high temperature creep resistant alloy was required for theConcorde and was used for the skin and structural elementsthat were also subject to similar temperatures by conduction(Fig 1) the main market for such an alloy has been theaeroengine and turbo charger With the second generationSST aircraft currently on hold it seems probable that themarket for alloys with elevated temperature potential willremain the same as it has for the past 50 years or so Theproposals for a new SST aircraft in the 1980s and 90s didgenerate a renewed interest in development of alloys forelevated temperature use although they do not in generalappear to be signireg cantly different to those that were beinginvestigated in the 1960s Where commercially availablethe latter have not found widespread use at elevatedtemperature
It is considered that for any new alloy to be accepted forwidespread use it would need to be seen as a replacementfor 2618 in areas where this alloy is currently acceptable Todo this it must have some notable advantage other than itsimproved elevated temperature properties which in manycases would not be of signireg cance A prime considerationin all aircraft manufacture is weight so that a reduceddensity would be a signireg cant characteristic Another wouldbe good weldability as this would allow rolled or extrudedproreg les to be bent and joined to make rings It wassuggested earlier that a density reduction for impellermaterial would lead to the material being less highly stressedin operation This should mean that impeller temperaturescould be increased to at least the extent that the minimumstrain rate was not increased and creep rupture lifeenhanced in service even if the intrinsic creep performancewas not improved
From developments to date it appears likely that theoptimum elevated temperature performance is to be foundin the Al plusmn Cu plusmn Mg plusmn Ag system particularly with a highCuMg ratio Silver at an addition level of 04 plusmn 05 isexpensive and can increase the cast stock price by up to50 With regard to reducing the density additions oflithium appear to be the most promising option Here thecast stock price may be as much as 7 to 8 times that of acurrent alloy such as 2618 In terms of semireg nished andreg nished components the increased cost in percentage termswill of course normally be signireg cantly less than the reg guresquoted above The reduced thermal conductivity of lithiumcontaining alloys would be a negative characteristic withregard to elevated temperature use
Many of the aluminium plusmn lithium alloys currently avail-able are of the Al plusmn Li plusmn Cu plusmn Mg plusmn Ag family notably thoseoriginating from the Weldalite family of alloys originallymanufactured by Reynolds (formerly McCook Metals LLCnow Pechiney) Other than the formation of lithium contain-ing precipitates d rsquo (Al3Li) d (AlLi) and T1 (Al2CuLi) theprecipitation systems are similar to those in the lithiumfree aluminium base alloys ie h (Al2Cu) and V (related toAl2Cu) This family of alloys is of particular interest forforgings as the magnesium works in a similar manner to
Weldalite is a registered trademark
Robinson et al Creep resistant aluminium alloys and their applications 153
Materials Science and Technology February 2003 Vol 19
when it is added to Al plusmn 6Cu alloys so that cold workingis not a prerequisite to obtain high strength as with someAl plusmn Li plusmn Cu alloys7 6 The chemical compositions of thisalloy range are given in Table 1 The general requirementsof an alloy that it is considered would reg nd widespreadapplications are presented in Table 4
Conclusions
Heat treatable and non-heat treatable aluminium alloys
reg nd application at elevated temperatures up to a maximumtemperature of around 500degC This temperature is repre-sentative of an extreme application and a more realistic
upper limit would be of the order of 350degC Even thistemperature is a severe requirement if signireg cant compo-nent loading or lifetime is required If a component is to
be structurally efreg cient and have a lifetime measured inthousands of hours 100 plusmn 175degC is a more realistic operatingregime
This relatively low temperature capability has resultedin limited successful development of creep resistant alumi-
nium base alloys This is remacr ected in the fact that the alloythat reg nds greatest application at elevated temperatureis Hiduminium plusmn RR582618 and the chemistry of thisalloy was reg rst arrived at in the 1920s Ingot and powder
metallurgy manufacturing routes have all demonstratedalloys with superior short term creep performance com-
pared with 2618 but none have gone on to successfulcommercialisation
The likelihood of the successful development and exploi-
tation of an improved high temperature alloy appears tobe dependent on the commitment to a second generation
large supersonic transport aircraft capable of macr ying atMach 20 plusmn 22 The alloy would be used for the fuselage ofthis aircraft
In the absence of a new SST aircraft the application ofa new alloy would be greatly improved if it could be usedas a direct replacement for 2618 Its replacement of 2618
in current applications would most probably depend onadvantages such as weight reductions improved fatigueand damage tolerance and weldability rather than
enhanced resistance to elevated temperature degradationOnce established its improved high temperature character-istics would extend its range of application beyond those
which 2618 satis reg es It is considered that the most likelycandidate alloy will be one based on the Al plusmn Li plusmn Cu plusmn Mg plusmnAg system
Acknowledgements
The authors wish to acknowledge the contribution of theCreepal partners and the European Commission for thesupport of this work through the thematic network(BRRT plusmn CT98 plusmn 5101) and HDA Forgings Ltd of MettisAerospace Group UK for supplying the mechanicalproperty data for Hiduminium plusmn RR58
References
1 c m hall `Process of reducing aluminium by electrolysisrsquo
Patent US400766 US Patent Ofreg ce Washington DC 18892 In `Aluminiumrsquo Vol 2 `In design and applicationrsquo (ed K R V
Horn) 16 1967 Metals Park OH American Society of
Metals3 k owen `Concorde new shape in the skyrsquo 1982 London
Janersquo s4 w m doyle `Improvements in or relating to sheets of
aluminium alloy and methods of manufacturing samersquo
Patent GB1069982 British Patent Ofreg ce London 19675 `The skin of concordersquo 1974 Milton Keynes Open University6 w m doyle Met Form August 1969 216 plusmn 220
7 `An improved aluminium alloyrsquo Patent GB300078 BritshPatent Ofreg ce London 1928
8 y girard j-c ehrstrOEgrave m and j c rantala Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 (ed R S Mishra et al) 409 plusmn 419 WarrendalePA TMS
9 `Hiduminium technical datarsquo 1967 Slough High Duty Alloys10 w m doyle J R Aeronautical Soc 1960 64 535 plusmn 548
11 `The properties of aluminium and its alloysrsquo 1993 BirminghamAluminium Federation
12 b wilshire Metall Mater Trans A 2002 33A (2) 241 plusmn 248
13 w blum p eisenlohr and f breutinger Metall MaterTrans A 2002 33A (2) 291 plusmn 303
14 k r mcnee h jones and g w greenwood Proc 9th Int
Conf on `Creep and fracture of engineering materials andstructuresrsquo University of Wales Swansea UK (ed J DParker) 185 plusmn 195 2001 London The Institute of Materials
15 w blum and w maier Phys Status Solidi (a) 1999 171 (2)467 plusmn 474
16 b wilshire and c j palmer Proc Symp on `Creep defor-
mation fundamentals and applicationsrsquo Seattle WA USA2002 (ed R S Mishra et al) 51 plusmn 60 TMS
17 w blum in `Hot deformation of aluminium alloysrsquo (ed T GLangdon et al) 181 plusmn 209 1991 Warrendale PA TMS
18 h martinod c renon and j calvet MeAcirc m Sci Rev MeAcirc tall1969 66 (4) 303 plusmn 310
19 b wilshire and h burt Proc 9th Int Conf on `Creep andfracture of engineering materials and structuresrsquo University of
Table 4 Elevated temperature aluminium alloy objectives
Aim Reason
At least equivalent properties to 2618at room and elevated temperature
Current parts in 2618 can be replaced without major redesign
Density between 5 and 10 lower than 2618 To encourage use in place of existing 2618 by weightreduction and to reduce stress in rotating parts
Properties independent of cold workingbetween solution treatment and aging
To alleviate the requirement to cold work die forgingsin order to achieve high strengthTo allow cold working of sheet plate and hand forgings for straightnessandor residual stress minimisation without signireg cant effect on properties
Minimum cooling rate sensitivity forquench after solution treatment
To allow use of water quench temperatures above 80degC to reduce residualstress in die forgings without recourse to cold compressionTo allow boiling water quenching for thick sections
Higher elastic modulus than 2618 To improve initiation fatigue resistance propertiesImproved damage tolerance compared with 2618 For aerostructural advantageGood weldability To give alternative method of manufacture In particular annular
components which would reduce input weight and help offsetprobable increased basic cost of the alloy
All of above To give one alloy suitable for widespread applications includingreplacement of 2618 so that volume production and optimum useof scrap would aid in cost reduction
154 Robinson et al Creep resistant aluminium alloys and their applications154 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical
Trans Tech76 b p huang and z q zheng Acta Mater 1998 46 (12)
4381 plusmn 4393
Robinson et al Creep resistant aluminium alloys and their applications 155
Materials Science and Technology February 2003 Vol 19
when it is added to Al plusmn 6Cu alloys so that cold workingis not a prerequisite to obtain high strength as with someAl plusmn Li plusmn Cu alloys7 6 The chemical compositions of thisalloy range are given in Table 1 The general requirementsof an alloy that it is considered would reg nd widespreadapplications are presented in Table 4
Conclusions
Heat treatable and non-heat treatable aluminium alloys
reg nd application at elevated temperatures up to a maximumtemperature of around 500degC This temperature is repre-sentative of an extreme application and a more realistic
upper limit would be of the order of 350degC Even thistemperature is a severe requirement if signireg cant compo-nent loading or lifetime is required If a component is to
be structurally efreg cient and have a lifetime measured inthousands of hours 100 plusmn 175degC is a more realistic operatingregime
This relatively low temperature capability has resultedin limited successful development of creep resistant alumi-
nium base alloys This is remacr ected in the fact that the alloythat reg nds greatest application at elevated temperatureis Hiduminium plusmn RR582618 and the chemistry of thisalloy was reg rst arrived at in the 1920s Ingot and powder
metallurgy manufacturing routes have all demonstratedalloys with superior short term creep performance com-
pared with 2618 but none have gone on to successfulcommercialisation
The likelihood of the successful development and exploi-
tation of an improved high temperature alloy appears tobe dependent on the commitment to a second generation
large supersonic transport aircraft capable of macr ying atMach 20 plusmn 22 The alloy would be used for the fuselage ofthis aircraft
In the absence of a new SST aircraft the application ofa new alloy would be greatly improved if it could be usedas a direct replacement for 2618 Its replacement of 2618
in current applications would most probably depend onadvantages such as weight reductions improved fatigueand damage tolerance and weldability rather than
enhanced resistance to elevated temperature degradationOnce established its improved high temperature character-istics would extend its range of application beyond those
which 2618 satis reg es It is considered that the most likelycandidate alloy will be one based on the Al plusmn Li plusmn Cu plusmn Mg plusmnAg system
Acknowledgements
The authors wish to acknowledge the contribution of theCreepal partners and the European Commission for thesupport of this work through the thematic network(BRRT plusmn CT98 plusmn 5101) and HDA Forgings Ltd of MettisAerospace Group UK for supplying the mechanicalproperty data for Hiduminium plusmn RR58
References
1 c m hall `Process of reducing aluminium by electrolysisrsquo
Patent US400766 US Patent Ofreg ce Washington DC 18892 In `Aluminiumrsquo Vol 2 `In design and applicationrsquo (ed K R V
Horn) 16 1967 Metals Park OH American Society of
Metals3 k owen `Concorde new shape in the skyrsquo 1982 London
Janersquo s4 w m doyle `Improvements in or relating to sheets of
aluminium alloy and methods of manufacturing samersquo
Patent GB1069982 British Patent Ofreg ce London 19675 `The skin of concordersquo 1974 Milton Keynes Open University6 w m doyle Met Form August 1969 216 plusmn 220
7 `An improved aluminium alloyrsquo Patent GB300078 BritshPatent Ofreg ce London 1928
8 y girard j-c ehrstrOEgrave m and j c rantala Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 (ed R S Mishra et al) 409 plusmn 419 WarrendalePA TMS
9 `Hiduminium technical datarsquo 1967 Slough High Duty Alloys10 w m doyle J R Aeronautical Soc 1960 64 535 plusmn 548
11 `The properties of aluminium and its alloysrsquo 1993 BirminghamAluminium Federation
12 b wilshire Metall Mater Trans A 2002 33A (2) 241 plusmn 248
13 w blum p eisenlohr and f breutinger Metall MaterTrans A 2002 33A (2) 291 plusmn 303
14 k r mcnee h jones and g w greenwood Proc 9th Int
Conf on `Creep and fracture of engineering materials andstructuresrsquo University of Wales Swansea UK (ed J DParker) 185 plusmn 195 2001 London The Institute of Materials
15 w blum and w maier Phys Status Solidi (a) 1999 171 (2)467 plusmn 474
16 b wilshire and c j palmer Proc Symp on `Creep defor-
mation fundamentals and applicationsrsquo Seattle WA USA2002 (ed R S Mishra et al) 51 plusmn 60 TMS
17 w blum in `Hot deformation of aluminium alloysrsquo (ed T GLangdon et al) 181 plusmn 209 1991 Warrendale PA TMS
18 h martinod c renon and j calvet MeAcirc m Sci Rev MeAcirc tall1969 66 (4) 303 plusmn 310
19 b wilshire and h burt Proc 9th Int Conf on `Creep andfracture of engineering materials and structuresrsquo University of
Table 4 Elevated temperature aluminium alloy objectives
Aim Reason
At least equivalent properties to 2618at room and elevated temperature
Current parts in 2618 can be replaced without major redesign
Density between 5 and 10 lower than 2618 To encourage use in place of existing 2618 by weightreduction and to reduce stress in rotating parts
Properties independent of cold workingbetween solution treatment and aging
To alleviate the requirement to cold work die forgingsin order to achieve high strengthTo allow cold working of sheet plate and hand forgings for straightnessandor residual stress minimisation without signireg cant effect on properties
Minimum cooling rate sensitivity forquench after solution treatment
To allow use of water quench temperatures above 80degC to reduce residualstress in die forgings without recourse to cold compressionTo allow boiling water quenching for thick sections
Higher elastic modulus than 2618 To improve initiation fatigue resistance propertiesImproved damage tolerance compared with 2618 For aerostructural advantageGood weldability To give alternative method of manufacture In particular annular
components which would reduce input weight and help offsetprobable increased basic cost of the alloy
All of above To give one alloy suitable for widespread applications includingreplacement of 2618 so that volume production and optimum useof scrap would aid in cost reduction
154 Robinson et al Creep resistant aluminium alloys and their applications154 Robinson et al Creep resistant aluminium alloys and their applications
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical
Trans Tech76 b p huang and z q zheng Acta Mater 1998 46 (12)
4381 plusmn 4393
Robinson et al Creep resistant aluminium alloys and their applications 155
Materials Science and Technology February 2003 Vol 19
Wales Swansea UK 2001 (ed J D Parker) 261 plusmn 268 2001London The Institute of Materials
20 j t evans j s robinson and r l cudd Proc Symp on
`Creep deformation fundamentals and applicationsrsquo SeattleWA USA 2002 TMS (ed R S Mishra et al) 289 plusmn 298
21 j s robinson j t evans and j l lammas Proc 9th Int Conf
on `Creep and fracture of engineering materials and structuresrsquo University of Wales Swansea UK 2001 (ed J D Parker)251 plusmn 259 2001 London The Institute of Materials
22 j g kaufman (Ed) `Properties of aluminum alloys tensilecreep and fatigue data at high and low temperaturesrsquo 1999Materials Park OH ASM International
23 b c hamilton and a saxena Eng Fract Mech 1999 62 (1)1 plusmn 22
24 g a webster in `Engineering approaches to high temperaturedesignrsquo Vol 2 (ed B Wilshire and D R J Owen) 1 plusmn 551983 Swansea Pineridge
25 j g kaufman (Ed) `Fracture resistance of aluminium alloysrsquo 2001 Materials Park OH ASM International
26 j e bowers and r d s lushey J Inst Met 1972 100 257 plusmn 267
27 j busby j f cleave and r l cudd J Inst Met 1971 9941 plusmn 49
28 m j kerr e d sweet c g bennett and b c muddle in
`Aluminium alloys their physical and mechanical propertiesrsquo Vol 217 1079 plusmn 1084 1996 Zurich plusmn Uetikon Trans Tech
29 b noble s j harris and k dinsdale Acta Mater 1997 45
(5) 2069 plusmn 207830 b noble s j harris and k dinsdale in `Aluminium alloys
their physical and mechanical propertiesrsquo Vol 331 plusmn 3331353 plusmn 1358 2002 Zurich plusmn Uetikon Trans Tech
31 m v lanker `Metallurgy of aluminium alloysrsquo 1967 London
Chapman and Hall32 httpwwwthyssen-feingusscom Thyssen Umformtechnik +
Guss Gmbh Soest Germany33 a wilm `Process for the improvement of aluminium alloys
containing magnesiumrsquo Patent 244554 Klasse 48d Gruppe 5German Patent Ofreg ce Berlin 1909
34 p l thorpe g r tremain and r w ridley J Inst Met1950 77 111 plusmn 140
35 e s balmuth and r schmidt Proc 1st Int AluminiumLithium Conf Stone Mountain GA USA 1980 MetallurgicalSociety of AIME
36 B Gunston (Ed) `Chronicle of aviationrsquo 758 1992 MO JLInternational
37 w k armitage J Inst Met 1970 98 46 plusmn 51
38 w m doyle and s j ashton `Improvements in or relatingto aluminium alloys and articles made therefromrsquo Patent
GB1089454 196739 Fulmer Aluminium base alloy Patent GB1211563 British
Patent Ofreg ce London 1970
40 i j polmear J Aust Acad Technol Sci Eng JulyAugust1996 93
41 i j polmear g pons y barbaux h octor c sanchez
a j morton w e borbidge and s rogers Mater SciTechnol 1999 15 (8) 861 plusmn 868
42 i j polmear g pons h octor c sanchez a morton
w borbidge and s rogers in `Aluminium alloys theirphysical and mechanical propertiesrsquo Vol 217 1759 plusmn 1764
2002 Zurich plusmn Uetikon Trans Tech43 s m kazanjian n wang and e a starke Mater Sci Eng A
1997 A234 571 plusmn 574
44 j m silcock J Inst Met 1960 plusmn 61 89 203 plusmn 21045 r n wilson and p g partridge Acta Metall 1965 13
1321 plusmn 1326
46 r n wilson d m moore and p j e forsyth J Inst Met1967 95 177 plusmn 182
47 r n wilson and p j e forsyth J Inst Met 1966 94 8 plusmn 13
48 r singer and w blum Z Metallkd 1977 68 328 plusmn 33649 e a fell and w m doyle J Inst Met 1964 plusmn 65 93 316 plusmn
318
50 k owen `Concorde story of a supersonic pioneerrsquo 2001
London Science Museum51 g endres `Concordersquo 2001 St Paul MN MBI Publishing Co
52 Final report BRRT CT98 plusmn 5101 Creepal Thematic Network
1999
53 y barbaux g pons and g lapasset Proc Eur Conf on
`Advanced materials processes and applicationsrsquo PadovaVenice
Italy September 1995 Associazione Italiana di Metalurgia
54 y barbaux d guedra-degeorges j cinquin p fournier and
g lapaset Proc ICAS Conference Sorrento Italy September
1996 ICAS 937 plusmn 942
55 y barbaux Proc 5th Eur Conf on `Advanced materials
processes and applicationsrsquo Maastricht The Netherlands
April 1997 Vol 4 559 plusmn 566 1997
56 s pantelakis a kyrsanidi e el-magd j dunnwald
y barbaux and g pons Theor Appl Fract Mech 1999
31 (1) 31 plusmn 39
57 j majimel g molEAcirc nat m j casanove d schuster
a denquin and g lapasset Scr Mater 2002 46 (2) 113 plusmn
119
58 j majimel g molenat f danoix d blavette g lapassetand m j casanove in `Aluminum alloys 2002 their physical