8
CHOOSING THE RIGHT DUST AND FUME COLLECTOR CONSIDERATIONS WHEN CUTTING THROUGH THE SMOKE - LASER CUTTING
| Date post: | 13-Feb-2017 |
| Category: |
Engineering |
| Upload: | camfil-apc |
| View: | 223 times |
| Download: | 0 times |

CHOOSING THE RIGHTDUST AND FUME COLLECTOR
C O N S I D E R A T I O N S W H E NC U T T I N G T H R O U G H T H E S M O K E -
LASER CUTTING


The airborne “smoke” generated during the laser cutting process is actually a fume cloud comprised of very fine dust particles that can harm workers and equipment. These particulate contaminants, however, can be properly controlled through high- efficiency dust and fume collection.
Fortunately, today’s laser cutting machinery typically is designed to allow plug-and-play installation of fume collection equipment. A good fume collector should be as reliable as the lighting in a facility: You should be able to turn it on and not have to think about it, allowing you to concentrate instead on people, processes and production schedules.

Health and safety issuesA range of health and safety hazards are associated with laser cutting fumes, and the nature and severity of the hazard varies with the type of material being cut. Whether working with mild steel, aluminum, galvanized or another material, a material safety data sheet is a good starting point for identifying health risks. Air quality concerns: OSHA has established permissible exposure limits based on an 8-hour time-weighted average (TWA) for hundreds of dusts, including the numerous metal dusts generated in laser cutting. Fire and explosion risks: Fire prevention is a big issue with lasers due to the nature of the raw material and the abundant use of potentially flammable oil in the process.

Design considerationsIf a fume collector is undersized – which sometimes happens in an attempt to minimize capital investment – it can’t perform its job properly; if oversized, it may be prohibitively costly to purchase and operate while hogging valuable floor space. Correct sizing: Sizing is critical and is a function of the open area on the table zones, the thickness and type of material being cut, the laser wattage (power) being used, the feet per minute of cut and the hours of operation. Proper noise control: This must be designed into the system, as well. Fan exhaust from fume collection systems can be very noisy, creating a fatiguing and hazardous environment. An exhaust silencer reduces the noise level and can often be customized to meet varying needs. Filter mounting: A fume collector designed with vertically mounted filter cartridges helps minimize fire and explosion risks.
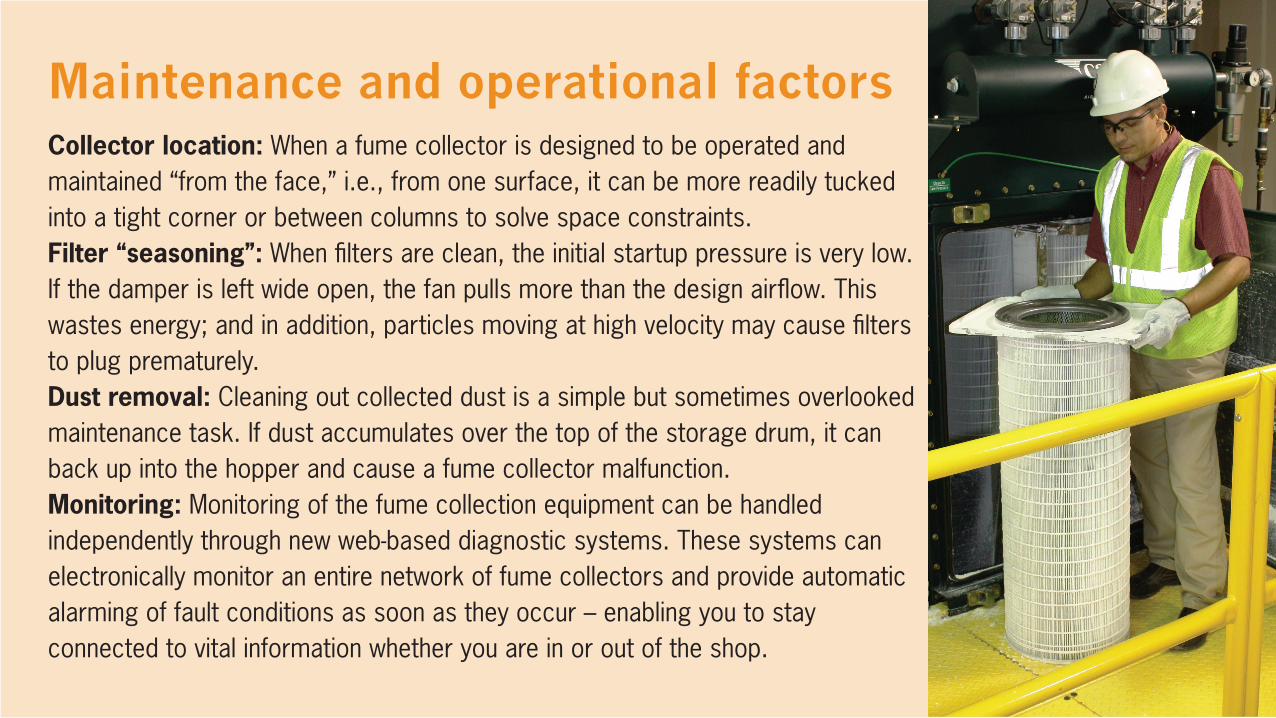
Maintenance and operational factorsCollector location: When a fume collector is designed to be operated and maintained “from the face,” i.e., from one surface, it can be more readily tucked into a tight corner or between columns to solve space constraints. Filter “seasoning”: When filters are clean, the initial startup pressure is very low. If the damper is left wide open, the fan pulls more than the design airflow. This wastes energy; and in addition, particles moving at high velocity may cause filters to plug prematurely. Dust removal: Cleaning out collected dust is a simple but sometimes overlooked maintenance task. If dust accumulates over the top of the storage drum, it can back up into the hopper and cause a fume collector malfunction. Monitoring: Monitoring of the fume collection equipment can be handled independently through new web-based diagnostic systems. These systems can electronically monitor an entire network of fume collectors and provide automatic alarming of fault conditions as soon as they occur – enabling you to stay connected to vital information whether you are in or out of the shop.

Air recirculationAir recirculation is the single best way to save energy and maximize return
on investment with a fume collector. By recirculating heated or cooled air
back through the plant instead of venting it outdoors, the cost to replace
that conditioned air is eliminated. When recirculating air downstream of the
fume collector, a HEPA after-filter (sometimes called a safety monitoring
filter) is recommended and, when filtering hazardous dusts, it may be
required. These high-efficiency filters provide backup protection and a final
scrub of the air before it returns to the facility.

READ THE ENTIRE ARTICLE!https://www.camfilapc.com/industry_articles/cutting-through-the-smoke-considerations-when-choosing-the-right-dust-and-fume-collector








![FUME EXTRACTION SOLUTIONSFume Extraction System 3 Fume is smoke, vapor, or gas, especially if irritating, harmful, or smelly. [1] Welding fume is one of the most common sources of](https://static.documents.pub/doc/80x56/5e8d4b7872030145c9216dc1/fume-extraction-solutions-fume-extraction-system-3-fume-is-smoke-vapor-or-gas.jpg)








