78
Designing a company-specific Production System: Developing an appropriate operating approach DENNIS KALLIN JOHAN MEINHARDT Master of Science Thesis Stockholm, Sweden 2013

Designing a company-specific Production System:
Developing an appropriate operating approach
DENNIS KALLIN JOHAN MEINHARDT
Master of Science Thesis
Stockholm, Sweden 2013

Designing a company-specific Production System:
Developing an appropriate operating approach
Dennis Kallin Johan Meinhardt
Master of Science Thesis INDEK 2013:77
KTH Industrial Engineering and Management
Industrial Management
SE-100 44 STOCKHOLM

Master of Science Thesis INDEK 2013:77
Designing a company-specific production system: Developing an appropriate operating
approach
Dennis Kallin
Johan Meinhardt
Approved
2013-06-11
Examiner
Mats Engwall
Supervisor
Jannis Angelis
Commissioner
Anonymous
Contact person
Anonymous
Abstracts
To boost operational performance and ultimately competitiveness, firms choose to develop
company-specific Production Systems (XPS). Developing such production systems the
management literature suggests that a XPS must be tailored to the firm operating context to yield
full effect. This explorative case study examines how to design a XPS that provides an
appropriate operating approach. Clarifying terminological confusion, the study proposes a XPS
framework derived from the literature that encompasses three levels of operating elements -
philosophical, principle, and practice. Investigating how to prioritize among these elements the
study empirically validate the importance of tailoring firm operating approaches. In particular,
categorizing practices as technical or socio-technical, and internal or external, the study
contradicts existing research and posit that (1) socio-technical practices are a prerequisite for the
adoption of technical practices and (2), practice classified as internal also have an external
dimension. In addition, the results indicate that a XPS must evolve as contextual requirements
and prerequisites change – thus making the design of a XPS dynamic. Finally, this study
proposes a case-specific production system, tailored to the requirements of the research objects
market-, organizational- and process context.
Key-words: Production System, Lean, Continuous Improvement, Operating system

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
1 I
TABLE OF CONTENT
CHAPTER 1
1 Introduction 4
1.1 Background 5
1.2 Problem definition 6
1.3 Research objectives 7
1.4 Research questions 7
1.5 Delimitations 8
1.6 Abbreviations and acronyms 8
CHAPTER 2 9
2 Method 9
2.1 Developing the theoretical framework 10
2.2 Case study 10
Interviews 11 2.2.1
Focus groups 14 2.2.2
Observations 14 2.2.3
Internal documents 15 2.2.4
2.3 Cases study governance 15
Steer Group and Project Group governance 15 2.3.1
Workshop 16 2.3.2
2.4 Validity and reliability 16
CHAPTER 3 18
3 Theory 18
3.1 Facilitating long term improvements 18
Operating principles – a review of the terminology 19 3.1.1
3.2 The common foundation of XPSs 20
Understanding the XPS foundation 22 3.2.1
3.3 Implications when tailoring a XPS 25
The importance of having a direction 26 3.3.1
Implications when prioritizing amongst practices 26 3.3.2
Work force aspects – generating commitment 32 3.3.3
3.4 A supporting framework – dimensions to consider when designing a XPS 35
CHAPTER 4 37
4 Results and discussion 37
4.1 Market Context 38
Current state 39 4.1.1
Market requirements for an appropriate operating approach 43 4.1.2
4.2 Organizational Context 44
Current state 45 4.2.1

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
2 II
Organisational requirements for an appropriate operating approach 52 4.2.2
4.3 Service delivery 52
Current state 52 4.3.1
Process requirements for an appropriate operating approach 56 4.3.2
4.4 Proposed XPS at the FSO 57
The vision 57 4.4.1
The Principles 57 4.4.2
The Practices 59 4.4.3
CHAPTER 5 66
5 Conclusion 66
5.1 Research findings 66
5.2 Conceptual contribution 68
5.3 Empirical contribution 69
5.4 Limitations and further research 70
CHAPTER 6 72
6 References 72

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
3 III
LIST OF FIGURES
FIGURE 1 – THE PROCESS OF TAILORING A XPS ................................................................................... 6 FIGURE 2 – THE RESEARCH METHOD UTILIZED IN THIS STUDY ........................................................ 9 FIGURE 3 – THE THEORETICAL FLOW ...................................................................................................... 18 FIGURE 4 – TRADITIONAL VS. LP OPERATING APPROACH ................................................................ 21 FIGURE 5 – THE DIFFERENT LEVELS WITHIN LP ................................................................................... 24 FIGURE 6 – REVISED LP LEVELS BASED ON THE BUNDLING OF PRACTICE ................................ 25 FIGURE 7 – BUNDLING OF PRACTICES – SHAH AND WARD (2003) .................................................. 29 FIGURE 8 – INTEGRATED FRAMEWORK OF PRACTICES – CUA ET AL. (2001) .............................. 31 FIGURE 9 – DYNAMIC PRIORITIZATION – ANGELIS AND JOHNSON (2010) .................................... 31 FIGURE 10 – SUGGESTED XPS FRAMEWORK ........................................................................................ 36 FIGURE 11 – THE EMPIRICAL FRAMEWORK ............................................................................................ 38 FIGURE 12 – THE INTERFACE BETWEEN THE TO AND THE TNO GRID........................................... 39 FIGURE 13 – THE FSO VALUE CHAIN ......................................................................................................... 40 FIGURE 14 – THE FLUCTUATING DEMANDS IN THE FSO MARKET ................................................... 43 FIGURE 15 – FSO ORGANIZATIONAL STRUCTURE ................................................................................ 45 FIGURE 16 – THE DIFFERENCE BETWEEN AN EFFICIENT ROUTE AND AN INEFFICIENT ......... 46 FIGURE 17 – THE INTERFACE BETWEEN THE DIFFERENT FSO FUNCTIONS ............................... 47 FIGURE 18 – THE MANAGEMENT OF FLUCTUATING DEMANDS........................................................ 51 FIGURE 19 – SERVICE DELIVERY ELEMENTS ......................................................................................... 54 FIGURE 20 – THE FSO WORK MODEL - GUIDED BY PRINCIPLES ...................................................... 58 FIGURE 21 – IMPROVEMENT PROGRAMME MODEL ............................................................................. 61 FIGURE 22 – JOB ROTATION ........................................................................................................................ 63 FIGURE 23 – COMMUNICATIONS INFRASTRUCTURE ........................................................................... 64
LIST OF TABLES
TABLE 1 – DATABASES IN THE LITERATURE SURVEY ......................................................................... 10 TABLE 2 – LIST OF RESPONDENTS, INITIAL INTERVIEW ROUND ..................................................... 12 TABLE 3 - LIST OF RESPONDENTS ............................................................................................................. 13 TABLE 4 – FOCUS GROUPS .......................................................................................................................... 14 TABLE 5 – PROJECT GOVERNANCE .......................................................................................................... 16 TABLE 6 – LP PRACTICES ............................................................................................................................. 29 TABLE 7 – PRACTICES HAVING A NEGATIVE/POSITIVE IMPACT ON COMMITMENT ................... 34 TABLE 8 – EVALUATION OF SUGGESTED XPS AGAINST CONTEXT REQUIREMENTS ................ 64

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
4
CHAPTER 1
1 INTRODUCTION
The introducing chapter describe the background of the issues investigated in this study.
Further, it provides a short description of the company under research, and how its
experienced problems matches into to the general problem area. Finally a summary of the
research objectives and questions are presented.
This study set out to contribute in the area of how companies improve their operations
through a systematic adoption of operating practices, ultimately boosting competiveness.
It is important for firms to be competitive. To do so, firms have to continuously develop their
operational strategy ( Mackelprang and Nair, 2010; Fullerton and McWatters, 2001; Lay et
al., 2010). As a consequence of this and inspired by successful competitors, managers seek to
identify and develop different “one-best-way” to operate, commonly known as operating
practices – or principles (Netland, 2012; Voss, 2005). Systemizing such initiatives, a recent
trend amongst firms has been to group operating practices into company-specific Production
Systems (XPSs), providing operational guidance. The reason being that XPSs provide
continuity and direction to improvement initiatives, thus enabling companies to realize long-
term benefits and synergies (Towill, 2007; Netland, 2012).
Deciding which practices to adopt and how to design an appropriate XPS, existing research
suggests that each firm must tailor its approach to the requirements defined by the operating
context (Shah and Ward, 2003; Bartezzaghi, 1999; Pettersen, 2009). For instance, the
universality of some practices is limited, i.e. certain practices are not applicable, or do not
have constant effect in different company context (e.g. Pettersen, 2009). In addition, existing
research show that certain practices are interdependent and therefore should not be adopted in
isolation from each other (Cua et al., 2001; Shah and Ward, 2003; 2007). Consequently, how
well the tailoring is executed will determine the outcome and applicability of the XPS.
Further, the research on individual operating practices and their respective performance
effects is exhaustive (Pil and MacDuffie, 1996; Treville and Antonakis, 2006). In a more
limited scale, joint effect of multiple practices has been subject for research (Cua et al., 2001,

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
5
Shah and Ward, 2003). Many of these practices have proved to provide firms with efficient
tools to manage today’s complex business environment (Gupta and Heragu, 1991; Hofer et
al., 2012; Demeter and Matyusz, 2011; Biggart and Gargeya, 2002). All of this has provided
managers with a wide array of practices to choose from when developing their operational
approach. However, there is a major shortcoming in the current discourse in terms of
understanding on how these operating practices should be combined and systemized, which is
necessary in order to secure their “promised” performance effects.
Summarizing, research indicates that certain operating practices have a positive effect on
operational performance. As a consequence, the application and adoption of appropriate
operating practices is an imperative in today’s increasingly competitive environment (Voss,
2005; Netland, 2012). However, some of the existing practices are not universally applicable.
As a result, the process of tailoring and prioritizing amongst practices is critical when
designing a XPS. Unfortunately, this area is lacking from the discourse, which constitutes a
major problem for operations managers that are in the process of developing a XPS.
Providing understanding in this area will enable practitioners to develop more accurate XPSs,
better suited for their company context.
1.1 Background
This study is part of a larger initiative at a Global Telecom Company (GTC). More precisely,
the study focused on their Swedish Field Service Organization (FSO). FSO operates within a
highly competitive environment; facing aggressive price levels together with increasingly
complex delivery requirements. As a consequence, FSO management have been forced to re-
evaluate their operational approach in order to boost competitiveness.
Inspired by the success of contemporary production systems, mostly from the manufacturing
industry, GTC and FSO management had decided to investigate the possibility to develop and
implement an own XPS. Supporting this process, a collaboration between the FSO and us was
established. In particular our task was related to investigating, specifying and designing the
content of an appropriate operating approach. That is, the implementation phase was planned
to succeed the development phase, and to be executed internally by FSO personnel.
After further discussions with the operational manager at the GTC and the CEO of the FSO,
and an initial literature review, the purpose and research questions started to evolve.
DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
6
1.2 Problem definition
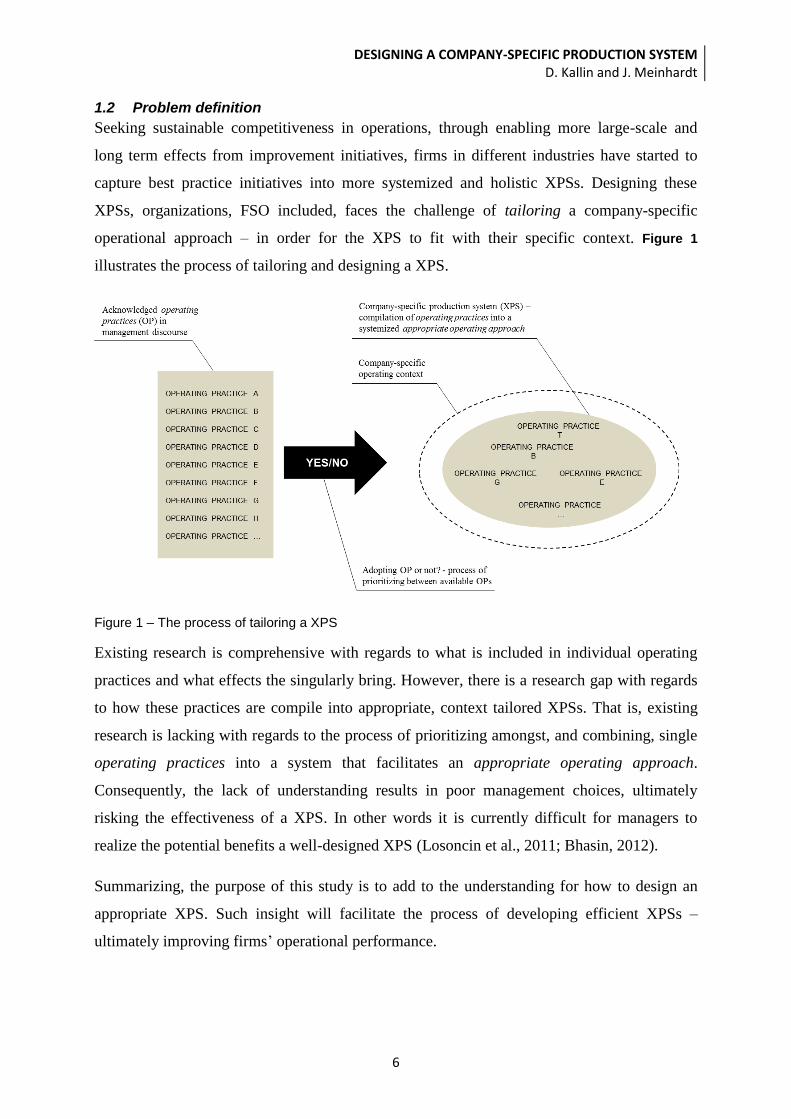
Seeking sustainable competitiveness in operations, through enabling more large-scale and
long term effects from improvement initiatives, firms in different industries have started to
capture best practice initiatives into more systemized and holistic XPSs. Designing these
XPSs, organizations, FSO included, faces the challenge of tailoring a company-specific
operational approach – in order for the XPS to fit with their specific context. Figure 1
illustrates the process of tailoring and designing a XPS.
Figure 1 – The process of tailoring a XPS
Existing research is comprehensive with regards to what is included in individual operating
practices and what effects the singularly bring. However, there is a research gap with regards
to how these practices are compile into appropriate, context tailored XPSs. That is, existing
research is lacking with regards to the process of prioritizing amongst, and combining, single
operating practices into a system that facilitates an appropriate operating approach.
Consequently, the lack of understanding results in poor management choices, ultimately
risking the effectiveness of a XPS. In other words it is currently difficult for managers to
realize the potential benefits a well-designed XPS (Losoncin et al., 2011; Bhasin, 2012).
Summarizing, the purpose of this study is to add to the understanding for how to design an
appropriate XPS. Such insight will facilitate the process of developing efficient XPSs –
ultimately improving firms’ operational performance.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
7
1.3 Research objectives
To fulfil the purpose, the objective of this study is twofold. The first part is to add insight and
understanding for how to design a XPS that facilitates an appropriate operating
approach. This is done through reviewing previous research and conducting a case study. The
second part is to generate recommendations, supporting the XPS development at the case
company, the FSO.
By answering the research questions presented in section 1.4 develops conclusions and
recommendations for the given objectives.
1.4 Research questions
In realizing the objectives this study set out to answer the following overarching question:
How is a production system (XPS) designed that facilitates an improved operating approach,
given company-specific context?
To answer the overarching research question, the following three – case specific – sub
questions are investigated. The first question provides an understanding of the current
operational approach. The second question provides understanding for the demands, which a
new operating approach need to fulfil to be appropriate. The third question provides
implications for the design of a XPS given the demands.
Research Question 1 - How is operations currently managed at the FSO – (including main
controlling factors, perceived shortages, etc.)?
This question is imperative in order to understand how the practice elements should be chosen
and tailored in order to generate best possible outcome.
Research Question 2 – Given RQ1, which requirements need to be addressed in order for the
operating approach to be appropriate – (i.e. market, organizational and process
requirements)?
By answering RQ2 we obtained an understanding of what criteria the XPS need to fulfil in
order to provide the FSO with an appropriate operating approach.
Research Question 3 – How should an appropriate XPS at the studied FSO be designed, given
the implications from literature and RQ1- RQ2?
The answer to RQ3 defined an appropriate operating approach for the FSO.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
8
1.5 Delimitations
As described in section 1.4, this study addresses the question of how to design an appropriate,
company-specific production system (XPS). Following that focus, this project does not
address the question of how to implement such an operating approach. I.e. implementation
aspects, such as suitable project management, change management, financial requirements,
necessary timeframe, etc. are left out for further research. Neither is this study aimed at
finding an optimal operating approach, instead a suitable, appropriate or better operating
approach is pursued.
In addition, this study only investigates the service operation of one field service organization.
1.6 Abbreviations and acronyms
XPS – company-specific Production System
LP – Lean Production
ERP – Enterprise Resource Planning
TO – Telecom Operator
TNO – Telecom Network Owner
FSO – Field Service Organization
GTC – Global Telecom Company
DO – Delivery Organization
TQM – Total Quality Management
TPM – Total Preventive Maintenance
JIT – Just In Time
HRM – Human Resource Management
SLA – Service Level Agreement
Bundle – interrelated and internally consistent practices

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
9
CHAPTER 2
2 METHOD
Following chapter describes the research method used to conduct this study. In particular,
the process of gathering both primary and secondary data is presented. In addition, this
chapter provides a high level flow chart describing the four main elements in the research
process – (1) Theory, (2) Empery, (3) Analysis, and (4) Reporting (see Figure 2).
Figure 2 – The research method utilized in this study

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
10
2.1 Developing the theoretical framework
To investigate the research questions a literature study compiling relevant research on the
field of designing a XPS was conducted. In particular, this stage compromises (1) the XPS
concept and the terminology related to it, (2) existing frameworks regarding what generally is
acknowledged to be appropriate operating practices, and (3) how to prioritize among
operating practices when developing a XPS. The purpose of this research phase was to
establish a body of knowledge, in the form of a theoretical framework that, facilitated the
analysis of empirical data – ultimately strengthening the internal validity of the case study.
More specific, the gathering of secondary data was conducted by scanning four databases and
one scientific search engine (Table 1). We argue that these sources capture the majority of
acknowledged and relevant literature within the field of operational management and that they
therefore provide a sufficient base for the literature study. Specifically, each database has
been searched using an iterative semi-structured approach. Initial search phrases were
developed based on the three previously presented areas of interest.
DATABASE DESCRIPTION TYPE OF REFERENCES COVERAGE
Business Source
Elite
Full-text coverage for 1,100 business
periodicals (general magazines, trade
publications, top management journals)
Bibliographic database,
E-journal collection 1985-
Web of
Knowledge
Interdisciplinary database with access to
literature within sciences, social
sciences, arts, and humanities
Bibliographic database,
Citation database 1966 -
Scopus
Abstract and citation database of peer-
reviewed literature (scientific, medical,
technical and social science
Bibliographic database,
Citation database 1960-
Science Direct Scientific database covering journal
articles and books
E-journal collection,
E-book collection 1900-
Primo Search engine for KTHs online and print
collections Books, Journals, Reports N/A
Table 1 – Databases in the literature survey
2.2 Case study
The theoretical framework was in a second phase supplemented by a case study, conducted at
a firm in the process of developing a XPS. Serving as research object for this phase was a
Field Service Organisation (FSO), operating in the Nordic telecom market. Chapter 4
provides a comprehensive description of the research object and its operations.
In short, the reasoning behind the choice of research object was that (1) the FSO currently
faces the challenges described in section 1.1, (2) management at the FSO has decided to

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
11
design and deploy a XPS and (3), the FSO has limited knowledge of what constitutes an
appropriate operating approach (e.g. knowledge of operating practices). In addition, the scale
of the operations (i.e. FSOs size encompass a wide variety of operational aspects and allows
for a comprehensive study given the timeframe) and the high level of data access further
support the choice. Conclusively, it is our opinion that the FSO served as a relevant and
feasible research object given the constraints of this study (e.g. time, financial, etc.).
The purpose of conducting a case study was to add empirical insight to the theoretical
framework initial developed from secondary data. More precisely, the aim was to investigate
operating context since it – as identified in section 3.3.2 – impacts the prioritization among
operating practices. Further, supporting the objective of providing the FSO with
recommendations, research suggests that case studies are ideally when developing manager
recommendations due to their close interaction with practitioners and the situations they faces
(Amabile et al., 2001, Leonard-Barton, 1990). In addition, case studies are regarded most
appropriate when previous knowledge on the research area is limited, as in this study - e.g.
investigating key variables and their relationships (Yin, 1994).
Specifically, case data was collected over a period of 4 months, through a combination of
interviews, focus group sessions and observations. Each of these data sources are described
further in section 2.2.1- 2.2.3.
Interviews 2.2.1
At an initial stage, a number of semi-structured interviews were conducted to provide
understanding of the general business context – e.g. product offerings, organisational
structure, customers, financials, etc. In particular, choosing a partly unstructured setup under
an interpretive paradigm, interviews were able to explore understandings, opinions, attitudes
and feelings among the respondents (Collins and Hussey, 2009). Further, respondents were
suggested by our main contact at the FSO, with the starting point of providing a
comprehensive context description – e.g. respondents represented different regions, all central
functions and all organisational levels. Also, in order to increase the response rate,
interviewees had the opportunity to freely choose a meeting time that suited them. Interviews
were on average 60 minutes long and conducted by an interview pair – one interviewer led the
questioning while the other documented the responses in writing. Table 2 presents a list of the
respondents and the main interview topic for respective

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
12
TITLE INTERVIEW TOPICS
Head of FSO Strategic direction, organisational set-up, general market understanding
Head of Production Product offerings, current operating approach in service production
Contract owner Customer relations and product offerings.
Head of Finances Historical and current financial performance. Current cost structure.
Head of Dispatch Operations in support functions (e.g. dispatch and back-office).
Head of Sales Competition, customer relations, product offerings.
Customer Customer perspective on the FSOs operations.
Field Technician 1(region A) Work conditions, company culture, work tasks, operating routines.
Field Technician 2 (region A) As above.
Field Technician 3 (region B) As above.
Field Technician 4 (region B) As above.
Table 2 – List of respondents, initial interview round
Once an understanding of the general operating context was established, a larger number of
semi-structured interviews were held, directed at understanding problem specific context.
Specifically, current operating approach was studied to identify opportunities and challenges
at the FSO. On a high level, the purpose with these interviews was to identify requirements
for an appropriate production system at the FSO. In addition to interviews with management
this phase focused largely at collecting data from field technicians and employees at the
support functions (e.g. dispatch, back-office, etc.). The reasoning for this focus was that (1)
they constitute the majority of employees in the FSO and (2), they are the once mainly
realizing the principles of a future production system.
Interviews were planned and setup to capture a holistic understanding on aspects relating to
geographical-, functional- and work role differences. Further, in order to strengthen the
study’s validity, interview results were verified using multiple respondents from the same
role/function/region/etc. In total 42 respondents from 3 geographical regions were
interviewed, representing all internal functions as well as customers and competitors.
Questioning and documentation was setup as with the general interviews. On average
interviews were held for 60-90 minutes. In addition, 29 of the respondents were interviewed
during at least two occasions in order to complement and/or clarify previous answers. Finally,
in order to further strengthen the response rate, and to improve the validity, all interviewees
were ensured anonymity. Thus, respondents are not linked to specific data in the report. In
addition, addressing the issue with validity in data, Easterby-Smith et al. (2002) suggest that
using face-to-face interviews increases the possibility to collect “truthful” data. In Table 3 -
List of respondentsTable 3 below compromises the entire list of respondents.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
13
TYPE TITLE LOCATION PURPOSE
Interview FSO CEO Stockholm Understand organization, market
Interview Regional service manager Stockholm Understand Service operations
Interview Regional service manager Gothenburg Understand Service operations
Interview Back office manager 1 Gothenburg Understand administrative tasks
Interview Back office manager 2 Gothenburg Understand administrative tasks
Interview Dispatch Manager Gothenburg Understand dispatch set-up
Interview Dispatcher 1 Gothenburg Understand dispatchers task
Interview Dispatcher 2 Gothenburg Understand dispatchers task
Interview Key account manager Stockholm Understand market
Interview Head of operations FSO contract Stockholm Understand competition
Interview Head of operations GTC Stockholm Understand requirements
Interview Head of account Stockholm Understand Market
Interview FSO CFO Stockholm Understand Financial Requirements
Interview SPM support Gothenburg Understand system, measures
Interview ERP developer Gothenburg Understand handovers
Interview CEO support Gothenburg Understand complexity, market
Interview SPM Gothenburg Understand Contractual Set-up
Interview Head of SPM Gothenburg Understand specific contract
Interview Former service manager at a competitor Stockholm Understand Competition
Interview Customer, operations manager Farsta Understand customer requirements
Interview Head of logistics Stockholm Understand supply
Interview Regional service manager Halmstad Understand Service operations
Interview Field Technician 1 Halmstad Understand technicians work/process
Interview Field Technician 2 Halmstad Understand technicians work/process
Interview Field Technician 3 Halmstad Understand technicians work/process
Interview Field Technician 4 Halmstad Understand technicians work/process
Interview Field Technician 5 Halmstad Understand technicians work/process
Interview Field Technician 6 Halmstad Understand technicians work/process
Interview Field Technician 7 Gothenburg Understand technicians work/process
Interview Field Technician 8 Gothenburg Understand technicians work/process
Interview Field Technician 9 Stockholm Understand technicians work/process
Interview Field Technician 10 Stockholm Understand technicians work/process
Interview Warehouse manager Gothenburg Understand raw material handling
Interview Warehouse responsible Halmstad Understand raw material handling
Interview Project planner Halmstad Understand service setting
Interview Head of Service Stockholm Understand Service holistic
Interview Procurement manager Gothenburg Understand supply
interview Logistics manager Gothenburg Understand supply
Work shop Customer TO, head of procurement Halmstad Validate XPS design
Work shop Customer TNO, CEO Halmstad Validate XPS design
Work shop Customer TNO, procurement Halmstad Validate XPS design
Work shop Customer TO procurement Halmstad Validate XPS design
Table 3 - List of respondents

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
14
Focus groups 2.2.2
Complementing the general, as well as specific interviews, focus groups were used to provide
further understanding for FSOs operations. More specifically, two groups were composite to,
at a first meeting discuss current operating approach, and at ta second meeting, discuss how
an appropriate production system should be designed. Participants, in both groups were mixed
to encompass different organisational levels, roles, functions and regions. Following Collis
and Hussey (2009) recommendation, an average of six participants attended the two sessions.
Further, even though discussions to a large extent were unstructured a number of directing
topics were introduced at the beginning of each session. That is, at the first session, focus was
directed at the challenges and opportunities currently perceived in the organisation. At the
second session, focus was directed at evaluating our theoretical framework in light of FSOs
context.
Each session was held for approximately two hours and the data was recorded in writing by
one of the researchers, while the other researcher directed the discussion. Finally, all records
were reviewed and verified by both researchers directly adjacent to the meetings.
Table 4 provides further details of the four sessions, participants and agenda.
GROUP DESCRIPTION TIME
Focus group 1 (FG1) Focus of challenges and opportunities in FSOs
operations (Session 1)
2 hours
Focus group 2 (FG2) Session 1 2 hours
Focus group 1 (FG1) Focus of requirements on an appropriate
production system (Ref. Session 1)
2 hours
Focus group 2 (FG2) Session 2 2 hours
Table 4 – Focus groups
Observations 2.2.3
Adding to interviews and focus group sessions, observations provided an important source of
information. Observations were facilitated through participating in FSOs operations during
the entire study (approx. 5 month). More specifically, observations were gathered from FSOs
head office, the administrative office, four regional service offices, 30 field visits and two
customer visits. Generally, the focus of the observations was directed at identifying work
procedures, corporate culture, work conditions, management actions, etc. A majority of the
observations were documented in writing and verified with the second researcher. In addition,
time studies were conducted during 19 out of the 30 field visits to provide quantitative data
describing work procedures.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
15
Internal documents 2.2.4
To further increase the understanding of the FSO operations and context, we obtained reports
from the internal Enterprise Resource Planning system (ERP). Specifically these contained
information about demand levels, and order flow. Additionally, they provided insight in prior
conditions, and supported the time studies discussed in the previous section. The reports were
copied and stored in a central database.
2.3 Cases study governance
In order to support the execution of the study and verify gathered data, a governance structure
together with the FSO was established and a workshop conducted. The setup and aim of these
research elements are described below.
Steer Group and Project Group governance 2.3.1
In order to (1) support the data gathering and analysis process and (2) facilitate a strong
involvement from the FSOs part, a governance structure consisting of two project groups was
established. More specifically, a Steering Group and Project Group, consisting of FSO
employees and us, meet for 90 minutes, every second week during the entire project.
Meetings were scheduled at the start-up of the study to ensure the attendance of all parties.
The agenda for the steering group meetings was to continuously update the FSO top
management on research progress as well as get feedback on the production system, as it
progressed. In particular, this set-up contributed with directional guidance in the XPS design
process. Further, this governance structure was part of facilitating top management
commitment and involvement, which, as identified in section 3.3.3 is a vital part of achieving
a successful outcome of an operating approach.
Complementing the steering group, a project group, led by us, was established to support the
practical execution of the case study. This forum provided project supporte with regards to
planning, data access, the identification of interview respondents, etc. Participants in these
meetings were, except from us, representatives from management, service production and
support functions. Table 5 provides a summary of the two governance forums

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
16
GROUP PURPOSE/DESCRIPTION PARTICIPANTS SET-UP
Steering Group (SG)
Continuous update of research
progress to FSO management.
Provided guidance in the XPS design
process and facilitated commitment
from top management.
CEO
Service Manager
Production Manager
Contract Manager
Sales Manager
Researchers
Meet every two
weeks for approx.
90min.
Project Group (PG) Support the practical execution of the
case study
Contract Manager
Regional Service
Manager
Field Technician
Dispatcher
Researchers
Meet every two
weeks for approx.
90min.
Table 5 – Project governance
Workshop 2.3.2
At the final stage of the case study, we (together with FSO management) planned and
executed a one-day workshop. In total 22 participants, including top management from FSO,
Head of Operations at the GTC, CEO of the Telecom Network Owner organization (TNO),
Purchase Manager at the largest Telecom Operator (TO) and field technicians, attended. In
short, the purpose of this workshop was to verify the appropriateness of the suggested XPS.
Specifically, large focus was directed at the inputs from purchasing organisations and GTC
management. Data was recorded in writing.
2.4 Validity and reliability
As described in section 2.2, a case study entails benefits when seeking to investigate a
phenomenon in depth (Collins and Hussey, 2009, Gibbert et al., 2008). In particular, the
method is identified to be a suitable when part of the research objective is – as in this study -
to provide practical knowledge – i.e. recommendations to the FSO. However, as also pointed
out by Gibbert et al. (2008), a case study must be rigours in its designed to allow for
conclusions, and ultimately recommendations, to be relevant. Reviewing the rigorousness of
this study, internal-, construct- and external- validity as well its reliability is elaborated below.
Internal validity
As presented by Yin (1994), internal validity refers to the data analysis phase of a case study.
In particular, this measure assesses the causal relationship between variables and results
(Gibbert et al. 2008). Evaluating this study, we argue that internal validity has been enhanced
through (1) deriving conclusions based on a theoretical framework and (2), the use of theory
triangulation where possible, as recommended by Yin (1994).

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
17
Construct validity
Relating to the data collection phase, Gibbert et al. (2008) argues: “construct validity refers to
the extent to which a study investigates what it claims to investigate” (Gibbert et al., 2008, p.
1466). Strengthening the construct validity of this study, we have sought to establish a clear
evidence chain and used data triangulation as a mean to verify data (Yin, 1994). That is,
research method and empirical data has been elaborated and a number of data sources have
been used. In particular, relating to triangulation, data from a large number of interviews,
focus groups, direct observations and a workshop has been compared to enhance validity.
Concluding we argue that the construct validity is high.
External validity
Finally relating to the validity, limitations in regards to external validity or “generalizability”
should be considered. That is, given that the study only investigated one research object, the
possibility to verify the generalizability of the empirical contribution has been low. However,
somewhat enhancing the external validity, it has been sought in this study to argue the
research rational and clearly describe the case study context – thus allowing the reader
evaluate the conclusions themselves. However, improving external validity, future research
should preferably adopt a cross case analysis, either through multiple case studies or a nested
approach (Gibbert et al., 2008).
Reliability
As described by Collins and Hussey (2009, p.64), “reliability refers to the absence of
differences in the results if the research were repeated”. More specifically, according to
Gibbert et al. (2008), the key issues relating to reliability, is level of transparency and ability
to replicate results. In this study, transparency has been enhanced by carefully accounting for
the research procedure. However, it should also be noted that measures to improve reliability,
such as actual name giving of respondents and disclosure of quantitative data has not been
possible due to its sensitive nature. Concluding the reliability should be considered to be
medium.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
18
CHAPTER 3
3 THEORY
This chapter summarizes relevant literature and research supporting the process of designing
a company-specific production system (XPS) First, the XPS concept is generally described
and a clarification of terminology is provided to aviod conceptual confusion. Second, a
review of what currently constitutes “best operating practice” is presented. Third, a number
of implication for how to prioritize among different operating concepts is provided togheter
with a number of relevant work force aspects. Finally, theory is summerized in a framework
describing a XPS. Figure 3 illustrates content and logic of the following chapter.
Figure 3 – The theoretical flow
3.1 Facilitating long term improvements
Addressing the challenge of sustaining competitiveness, decision-makers struggles with the
task of boosting operational performance through various improvement initiatives.
Characterising such initiatives, Netland (2012) suggests that most historically have been to
adopt narrow, focused, projects or production concepts – e.g. quality circles, concurrent

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
19
engineering, set-up time reduction, etc. As a result, practitioners have found it difficult to
sustain long-term effects of any process improvements (Bateman, 2005; Jorgensen et al.,
2003, Towill, 2007). Trying to overcome these issues, inspired by the success of Toyota and
the Toyota Production System (TPS), many firms have developed more holistic improvement
programs – often packaged as company-specific production systems (XPSs).
Trial and error have led to the realisation that sustained success of improvement efforts demands a
higher degree of systematisation and adaptation of the best practices to a company’s own unique
characteristics and environment (Netland, 2012, p.1084)
Netland (2012) argue that a XPS compromise a list of strategically prioritised operating
principles, providing firms with long-term direction. In this context, a principle is described a
rule or belief, governing the firms operational behaviour. More precisely he argue that:
“principles are derived from a company’s operations strategy and give direction on how to
operate in accordance with the overall strategy” (Netland, 2012, p. 1087).
These programmes or production systems are important since research has shown that
companies, successful in designing and adopting an appropriate XPS outperform those that do
not (e.g. Netland, 2012, Voss, 2005). However, reviewing current literature there is a
confusion surrounding the terminology related to the XPS concept in general, and operating
principles in particular. This confusion is unfortunate since it inhibits the prioritization
amongst different operating principles, and consequently the design of a XPS. In order to
provide clarity, this matter is further elaborated in section 3.1.1.
Operating principles – a review of the terminology 3.1.1
As mentioned above, Netland (2012) defines a XPS as a list of operating principles. Further,
he suggests that a majority of the XPSs have a common foundation in a framework compiling
32 principles. More specific, these principles are theory-based and derived from four different
sources, Ohno (1988), Womack and Jones (1996), Liker (2004) and Shah and Ward (2003).
The conceptualizations and implications from each of these sources are elaborated below.
Similar to Netland (2012), Womack and Jones (1996), Ohno (1988) and Liker (2004) discuss
principles, which also can be considered as “rules and beliefs”. All of these principles carry
similar characteristics in the sense they provide an organization with operational guidance.
However, they amount of principles between the different author differs. For instance, the
principles derived from Womack and Jones (1996) research are general to their character,

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
20
aimed to facilitate an overarching “way of thinking”. Conversely, Liker’s (2004) principles
are broken down in sub-elements, being more concrete.
In contrast to above, Shah and Ward (2003) do not discuss principles but practices. These are
action-oriented, describing work methods guiding operational methods and routines. Adding
to the confusion Shah and Ward (2003) also introduce the concept of bundles of practices,
where they argue that individual, “inter-related and internally consistent practices” (p.130)
should be combined into bundles of management practices. Further, they explicitly
distinguish their practices from approaches such the one adopted by Womack and Jones
(1996).
Altogether, the operating principle discourse is complex and confusing. Netland (2012)
summarizes principles from different conceptualizations, all which are widely recognized and
adopted in XPSs. However, the principles are different to their character, e.g. Shah and
Ward’s (2003) being specific – action based, Womack and Jones’ (1996), as well as Ohno’s
(1998) are more general – providing direction and a way of thinking, and Liker (2004) being
somewhere in between. In other words, operating principles seems to exist on different levels
of abstraction; some operating elements provide direction and a way of thinking, while others
are practical and action oriented. Evaluating these operating principles, both categories seem
to be of equal importance and thus should be considered when designing a XPS.
3.2 The common foundation of XPSs
As discussed in previous section, XPS compromises different operating practices, and the
understanding of which practices to focus on is an imperative when designing a XPS.
Traditionally, operating principles come from different sources, however during the latest
years the discourse has been dominated by Japanese operations theory, e.g. SMED, TPM, Pull
scheduling, JIT, Kaizen, quick set-up, small lots, cellular manufacturing etc. (Voss, 2005,
Cagliano and Spina, 2000, Schonberger, 2007).
Many of those principles have a strong connection with the Lean Production (LP) concept
(e.g. Shah and Ward, 2003; Pettersen, 2009; Womack and Jones, 1996; and Liker, 2004).
With this in mind it is not surprising that existing literature also reveals a strong linkage
between current XPSs and LP (Lee and Jo, 2007). Netland (2012) also supports this
connection:
“Lean production principles either highly influence or actually form the basis of the majority of the
XPSs”. (Netland, 2012, p. 1091)
DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
21
Further, Fullerton et al. (2013) provides an insight to why many companies recently have
chosen to pursue and implement LP operating principles:
“Lean manufacturing is often regarded as the most important strategy for manufacturing firms desiring
to achieve world-class performance”. (Fullerton et. al, 2013, p. 50)
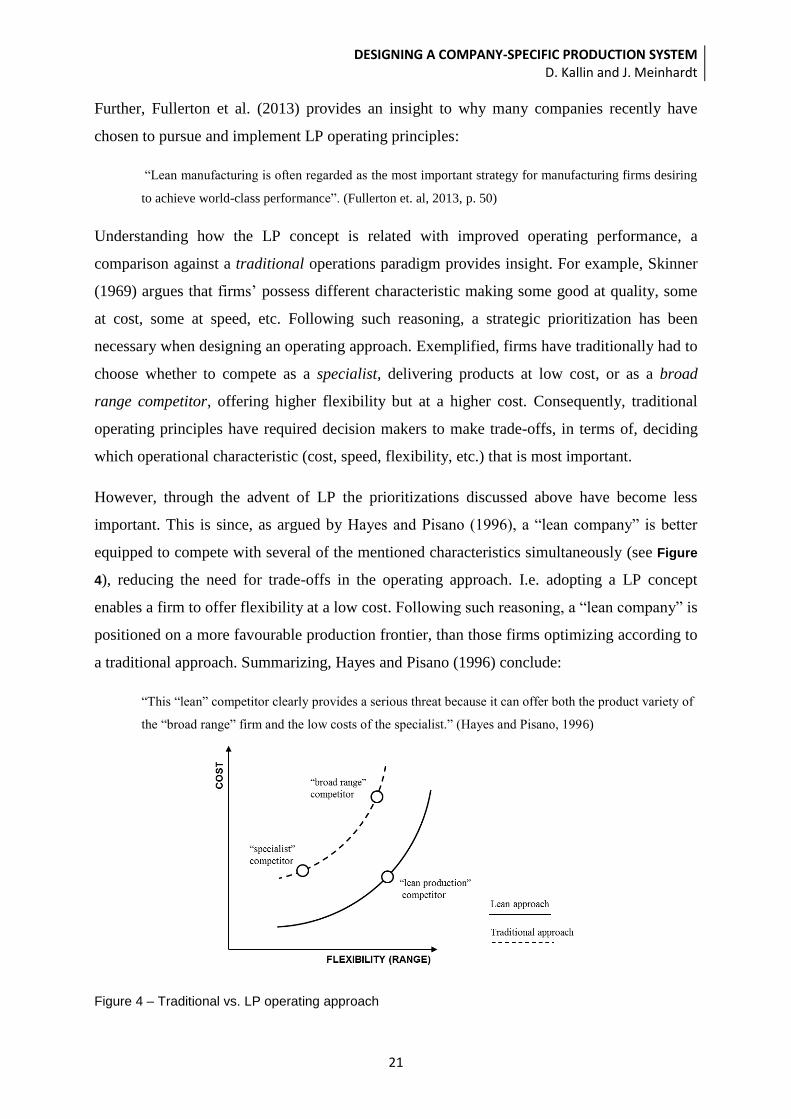
Understanding how the LP concept is related with improved operating performance, a
comparison against a traditional operations paradigm provides insight. For example, Skinner
(1969) argues that firms’ possess different characteristic making some good at quality, some
at cost, some at speed, etc. Following such reasoning, a strategic prioritization has been
necessary when designing an operating approach. Exemplified, firms have traditionally had to
choose whether to compete as a specialist, delivering products at low cost, or as a broad
range competitor, offering higher flexibility but at a higher cost. Consequently, traditional
operating principles have required decision makers to make trade-offs, in terms of, deciding
which operational characteristic (cost, speed, flexibility, etc.) that is most important.
However, through the advent of LP the prioritizations discussed above have become less
important. This is since, as argued by Hayes and Pisano (1996), a “lean company” is better
equipped to compete with several of the mentioned characteristics simultaneously (see Figure
4), reducing the need for trade-offs in the operating approach. I.e. adopting a LP concept
enables a firm to offer flexibility at a low cost. Following such reasoning, a “lean company” is
positioned on a more favourable production frontier, than those firms optimizing according to
a traditional approach. Summarizing, Hayes and Pisano (1996) conclude:
“This “lean” competitor clearly provides a serious threat because it can offer both the product variety of
the “broad range” firm and the low costs of the specialist.” (Hayes and Pisano, 1996)
Figure 4 – Traditional vs. LP operating approach

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
22
More specific, well-executed LP practices are recognized with lower inventory levels,
reduced quality costs, greater customer responsiveness (e.g. Gupta and Heragu, 1991;
Fullerton and McWatters, 2001; Hofer et al., 2012; Demeter and Matyusz, 2011; Womack
and Jones, 1996). Together, this has resulted in an increased popularity of the LP concept, not
least reflected in the set-up of the current XPSs.
Conclusively, in order to stay competitive companies need to pursue better, more efficient,
ways to conduct their operations (Voss, 2005), i.e. through the adoption of specific operating
principles. A recent trend amongst firms has been to gather such operating principles into
XPSs (Netland, 2012). Many of the operating principles related to “world class performance”
are to be found within the LP concept (e.g. Fullerton et al., 2013; Lee and Jo, 2007). Thus, in
order to understand which best practices FSO need to pursue, the LP practices have to be
thoroughly understood. In the following section (3.2.1), some of the most common LP
conceptualizations are discussed.
Understanding the XPS foundation 3.2.1
Originating from the Japanese shop floors of, LP has evolved into a best practice paradigm for
operational management (Voss, 2005; Schonberger, 2007). Encompassing methods for
reduced lead times, lowered material costs and improved quality – LP provide firms with
guidance towards world class performance, as discussed above. However, even though
several attempts have been made in defining LP (e.g. Pettersen, 2007; Shah and Ward, 2007),
there is no coherent LP definition (e.g. Roy et al., 2006; Shah and Ward, 2003; Browning and
Heath, 2009).
Reviewing contributions of different researchers a number of descriptions of the LP concept
are identified. Categorizing these, Shah et al. (2008) argue that most LP definitions are
moving from a philosophical- to practical orientation. Several authors have made the same
distinction. I.e. between the practical approach – where LP is defined as set of management
practices, tools or techniques – and the philosophical approach – where LP instead is defined
as a set of overarching guiding principles and goals (Shah and Ward, 2007; Pettersen 2007;
Bhasin and Burcher, 2006).
Shah and Ward (2007) argue that these approaches not necessarily conflict each other. Instead
they suggest that LP compromises both a philosophical and a practical orientation. Others, for
example Bhasin and Burcher (2006) argue that LP primarily has philosophical orientation.
That is, singularly adopting a set of tools and techniques, without the underlying philosophy,

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
23
will not yield the significant and long-term performance outcomes associated with LP (Spear
and Bowen, 1999; Liker and Morgan, 2006; Browning and Heath, 2009; Losonci et al., 2011).
For instance, Bhasin and Burcher (2006) argue that many of the examples, where firms have
attempted a LP implementation but failed, are results of a too narrow and process oriented LP
approach.
Returning to the review of XPSs, it is evident that the XPS framework comprises both
philosophical and practical elements (section 3.1.1). That is, Netland (2012) shows that best
practice XPS are derived form a combination of practical tools and techniques, as well as
overarching philosophical beliefs and goals. Given this reasoning, Shah and Ward’s (2007)
definition of LP, where both the philosophical and the practical orientation are recognized is
more applicable in the XPS context, than those strictly advocating one of the two orientations.
Considering the discussion above, the LP concept can be divided into three different levels (
Figure 5 below); the highest level being the philosophy, compromising overarching goals and
providing the organization with a way of thinking. Further, the LP philosophy has a strong
connection to end-user value, and to the removal of waste from a product’s value stream
(Liker, 2004; Ohno, 1998; Womack et al., 1990). On a lower level, the philosophy is
supported by principles. For instance, Womack and Jones (1996) define five main principles
that constitute tenets of the LP philosophy: specify value, identify the value stream, focus on
flow, establish pull and seek perfection. In turn, at the lowest level, these principles are
realized by a number of tools and techniques, such as Kanban, single minute exchange of
dies, cross-functional workforce etc.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
24
Figure 5 – The different levels within LP
However, looking further into the details of the LP levels, it is evident, as with the LP
definition, that no consensus has been reached on lower LP levels either. For instance,
different LP proponents defines different amount of principles, e.g. Liker (2004) define
fourteen, whereas Womack and Jones (1996) only define five. Similarly, there is confusion
with regards to the LP tools and techniques, not least considering the terminology.
Nevertheless, the number of principles and/or the philosophical definition does not constitute
the main difference between the LP advocates. For instance, Liker’s (2004) fourteen
principles can be viewed as a breakdown of the five principles outlined by Womack and Jones
(1996). Instead the main difference rests in the implications that the philosophical/practical
orientations bring to the practitioners – as previously discussed.
Liker (2004), Womack and Jones (1996) etc. argue that the LP philosophy is best realized
through the adoption of LP principles. Conversely, others suggest that the conceptualization
of LP into a bundle of practices is a better way of realizing the LP philosophy (e.g. Shah and
Ward, 2003, Cua et al., 2001, Shah and Ward, 2007). In this approach, LP is argued to rest on
a set of action oriented practices, used in the process of eliminating wastes from the value
chain. Further, Shah and Word (2003) argue that LP is realized through the adoption of a
specific set of LP practices, which in turn are argued to facilitate the overarching LP
philosophy:

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
25
“Although we do not directly address such philosophical positions, we recognize that they are important
and believe that they are reflected in the implementation of the lean practices that we do address.” –
(Shah and Ward, 2003, p. 130)
This bundle of practice approach is illustrated in Figure 6 below:
Figure 6 – Revised LP levels based on the bundling of practice
Similar to the framework illustrated in Figure 5, three levels can be derived from Shah and
Ward’s (2003) bundle of practice approach. However, in their framework the bundles
substitute the principle level, previously defined, as a better way of realizing the LP
philosophy.
Conclusively, in this section LP has been identified to cover three different levels, which all
need to be taken into consideration when designing and developing a XPS. In the following
section (3.3) the different levels of the LP concept are further elaborated and implications
from each are outlined.
3.3 Implications when tailoring a XPS
As discussed above in section 3.2, existing research reveals a strong linkage between an
appropriate XPSs and LP. Further, it was identified in section 3.2.1 that LP compromises
operating elements at different levels, moving from philosophically- to technically-oriented.
Providing insight to these XPS elements, section 3.3.1 addresses the implications from
defining an overarching goal, and section 3.3.2, discusses the process of adopting different
operating practices.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
26
The importance of having a direction 3.3.1
As discussed in section 3.2.1, LP compromises different levels, the highest one guiding the
overarching operational direction. Argued by many, this directional guidance is important for
the operational approach to generate sustainable performance improvements (e.g. Bhasin and
Burcher, 2006; Liker, 2004; Shah and Ward, 2003; 2007; Losonci et al, 2011). This guidance
can be seen as a philosophy, aligning the beliefs and the ways members of an organization
think. Even though an exact definition is lacking, a common denominator in the LP discourse
is the focus on customer value, or more precisely the maximization of end-customer value
(e.g. Womack et al. 1990; Womack and Jones 1996).
One of the major issues, with regards to the philosophical level, is the lack of empirical
evidence (Shah and Ward, 2003). That is, there is no research investigating the relationship
between certain philosophies and performance. One possible explanation might be that it is
not the philosophy, as such, that generates measurable performance outcomes. However, the
importance of having an overarching philosophy becomes evident in light of one of the main
LP principles: the elimination of waste from a products value stream (e.g. Ohno, 1988,
Womack and Jones, 1996). That is, without an overarching philosophy, or direction,
understanding what is waste becomes arbitrary, and dependent on the individual perception of
each employee.
As discussed in section 3.2.1, the practical realization of the LP philosophy is debated.
Attempts have been made to break down the philosophy into more graspable sub-components,
principles (e.g. Ohno, 1988; Womack and Jones, 1996 and Liker 2004). As with the
philosophical level, the principles also constitute valuable guidance in terms of providing
insight in the process of prioritizing amongst operational practices.
Conclusively, an appropriate operating approach needs to provide an organization with long-
term directional guidance. Further, research contest that this guidance can be provided
through the formulation and adoption of an overarching philosophy, supported by a number of
principles. The methods for practically realizing these are further elaborated in section 3.3.2
below.
Implications when prioritizing amongst practices 3.3.2
As identified in section 3.3.1 above, philosophy and principles provides organisations with
directional guidance in their operations. However, realizing the goals of these overarching
XPS elements, more action-oriented elements, in the form of practices (previously discussed

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
27
in section 3.2.1), are also needed (e.g. Shah and Ward, 2007, Bhasin and Burcher, 2006,
Angelis and Johnson, 2010). This section describes implications on how to design a XPS
related to the adoption of practices.
As a consequence of the limited understanding for how to design a XPS, there are relatively
few existing guidelines on how to prioritize among operating practices. However, Womack
and Jones (1996) provide one action-oriented framework in their book Lean Thinking. Based
on practical experience, they develop a checklist, consisting of four phases and 21 steps,
addressing the process of adopting operating practices.
“We have learned from examining successful transformations across the world that a specific sequence
of steps and initiatives produces the best results” - (Womack and Jones, 1996, p. 247)
However, analysing their action plan, a number of concerns are identified in light of other
research. Below these issues are elaborated:
Firstly, the action steps suggested by Womack and Jones (1996) are based on conclusions
from a number of practical examples. As a result, the conclusions provided by Womack and
Jones (1996) has been derived from a relatively limited dataset, without analysing possible
implications from different operating contexts. That is, the suggested course of action, i.e.
choice of operating principles or techniques, might not be applicable for another company
facing similar issues, but in a different context. For instance, the relationship between their
approach and operational performance is not empirically validated. Secondly, the process of
prioritizing between principles is not addressed. That is, considerations regarding “which
practices to prioritize in a certain situation?”, “how different operating approaches
interrelate?”, etc. are not evaluated. Finally, the dynamics related to tailoring and adopting an
operating approach is not investigated. I.e. an operating approach developed at one time
might not be as suitable at a later stage. This is since, both internal and external contextual
requirements change over time – thus requiring adjustment of the operating approach.
Summarizing, three concerns, relating to prioritization among operating practices, requires
further investigation. In short these are (1) contextual dependence, (2) relationship between
practices and operational performance and (3), the dynamics of the operating approach.
Investigating these issues Shah and Ward (2003) provides empirical and practical insight to
the two first areas. As a framework for their research, they identify 22 operating practices and

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
28
group them into “four bundles of inter-related and internally consistent practices”. In Table 6,
below these practices are clarified.
PRACTISE EXPLANATION SOURCE
Competitive benchmarking Structured comparison between the own organization and competitors, after given perimeters, or key indicators.
Shah and Ward (2003)
Continuous improvement programs Is an ongoing improvement initiative, where employees are involved in problem solving related to: quality improvement, lead time reductions, process improvements etc.
Chan et al. (1990; pp. 51-56); Koufteros et al. (1998); White et al. (1999; pp. 5 ) and Conti et al. (2006, pp. 1016)
Process capability measurements Methods to measure and evaluate the processes - for example Value Stream Mapping (VSM)
Shah and Ward (2003) and McLachlin, (1997, pp. 285-288)
Quality management programs Methods to reduce quality defects in production Koufteros et al. (1998)
Total quality management Quality improvement towards perfection. In TQM not only external resources ought to be involved, but also suppliers. Compromises techniques such as "statistic process control".
Chan et al. (1990; pp. 51-56); White et al. (1999; pp. 5 ) and Conti et al. (2006, pp. 1016)
New process equipment/technologies
For example using small and simple machinery to enable product flow, instead of expensive more flexible machines
Chan et al. (1990; pp. 51-56)
Planning and scheduling strategies The scheduling strategies should allocate extra time for fixing unexpected issues. But also for meetings, maintenance etc. that not are related to the deliver. In addition the schedule should see to that deliveries always are executed on time, each day
McLachlin, (1997, pp. 285-288)
Predictive or preventive maintenance, and maintenance optimization
The maintenance of equipment and machinery is highly organized in a program, in order to reduce the unexpected downtime. This also means involving the operators in minor maintenance tasks in parallel with the production.
Koufteros et al. (1998); White et al. (1999; pp. 5 ) and Conti et al. (2006, pp. 1016)
Safety improvement programs Company programme where management indicates that there will not be layoffs due to increased productivity. Sometimes referred to as life long employment
McLachlin, (1997, pp. 285-288)
Cellular manufacturing The company employs a "product oriented layout" Koufteros et al. (1998)
Cycle time reductions Practices aimed at eliminate wastes from processing activates. E.g. Through time studies etc.
Focused factory production system, and bottleneck removal
This practice is concerned with the reduction of manufacturing complexity. E.g. Simplified org. Structure, reduced number of products, even product colours, minimized complexities of physical constraints - e.g. Bottleneck removal
Chan et al. (1990; pp. 51-56) and White et al. (1999; pp. 5)
JIT/continuous flow production Production processes is initiated by downstream demand. Chan et al. (1990; pp. 51-56)
Lot size reductions Practices that strives to reduce the batch size, i.e. Batch of one. McLachlin, (1997, pp. 285-288)
Pull system/kanban Prerequisite in JIT system, products are pulled through the production steps. Kanban is a signal system enabling pull systems
Chan et al. (1990; pp. 51-56); Koufteros et al. (1998); White et al. (1999; pp. 5 ) and Conti et al. (2006, pp 1016)
Quick changeover techniques This refers to practices concerned with the reduction of time between making one kind of item into making another kind.
Chan et al. (1990; pp. 51-56); Koufteros et al. (1998); White et al. (1999; pp. 5 ) and Conti et al. (2006, pp. 1016)
Reengineered production process For example the transferral from process oriented production to product oriented.
Chan et al. (1990; pp. 51-56) and White et al. (1999; pp. 5 )
Agile manufacturing strategies “…using market knowledge and a virtual corporation to exploit profitable opportunities in a volatile market place” (Naylor et al. 1999, pp. 108)
Naylor et al. (1999)

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
29
Cross-functional work force Workers are trained in different skills, in order to get a more holistic view over the organization. This decreases communications difficulties. A specific practice that enables this is job rotation.
Chan et al. (1990; pp. 51-56); Koufteros et al. (1998) and White et al. (1999; pp. 5)
Self-directed work teams Practices that allows workers to take more responsibility, e.g. That employees are given mandates to change processes within their own working area.
McLachlin, (1997, pp. 285-288)
Table 6 – LP practices
As mentioned these practices are then grouped into bundles: Total Quality Management
(TQM), Total Preventive Maintenance (TPM), Just-In-Time (JIT) and Human Resource
Management (HRM). A complete list of the practices and their respective bundle is presented
in figure Figure 7.
Figure 7 – Bundling of practices – Shah and Ward (2003)
Analysing the LP conceptualization above, Shah and Ward (2003) are able to show that
organisational context impacts prioritization between different practices. For example, plant
size, degree of unionisation and plant age, are all factors identified to impact the design of an
operating approach. Others also support this standpoint, for instance, Pettersen (2009),
Netland (2012) and Angelis and Johnson (2010) raises concerns regarding the possibility to
define a “universal” operating approach. In fact, Netland (2012) argues that tailoring a
production system to context might be the difference between success and failure.
“XPSs do have company-specific characteristics that might facilitate an XPS to succeed where off-the-
shelf lean improvement projects earlier have failed.” (Netland, 2012, pp. 1093)

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
30
Further, Shah and Wards’ (2003) analysis provides understanding for the relationship between
various operating approaches and operational performance. By applying concrete and
relatively well-defined practices, as opposed to guiding principles as Womack and Jones
(1996), Shah and Ward (2003) are able to empirically validate that their framework is
associated with improved operating performance. More precisely, while others have been able
to show performance improvements from applying individual practices (e.g. Pil and
MacDuffie, 1996; Treville and Antonakis, 2006), evidence from Shah and Ward (2003)
suggests that applying several practices simultaneously generate synergy effects resulting in
greater performance improvements. They conclude:
“Findings provide unambiguous evidence that the synergistic effects of all lean practices are associated
with better manufacturing performance… To not implement lean bundles is likely to put plants at a
performance disadvantage compared to plants that do implement” (Shah and Ward, 2003, p. 146)
Adding to the discussion above, Cua et al. (2001) provide further insight to the matter of
prioritizing among practices. By investigating the effects from simultaneously adopting basic
techniques of three management programs – JIT, TQM and TPM – (similar to the bundles
defined by Shah and Ward, 2003), they are able to show “that higher level of manufacturing
performance can be expected when the different common practices and basic techniques of
TQM, JIT and TPM are jointly implemented” (Cua et al., 2001, p.686). This is since different
components (TQM, JIT and TPM), contribute with different aspects to product, process and
equipment improvements (Cua et al., 2001). Also, the analysis of Cua et al. (2001) indicates
that the joint adoption of technical- and social- oriented LP elements leads to even better
performance. That is, similar to the discussion in section 3.2.1, they categorize operating
practices as either technical or social. Angelis and Johnson (2010) provides a description of
the two categories:
“The first view covers technical processes and routines, while the second view comprise of the social
element needed to make these processes and routines viable.” (Angelis and Johnson, 2010)
Exemplified, quick changeover techniques are technically oriented, while employee
involvement is a socio-technical element (Angelis and Johnson, 2010).
Thus, similar to Shah and Ward (2003), Cua et al. (2001) verifies the importance of adopting
s.c. Human- and Strategic- Oriented Common Practices (ref. to as HRM-bundle by Shah and
Ward, 2003) in parallel with the adoption of Basic Techniques – such as JIT, TQM and TPM.
The reasoning is that several of the problems related to adopting production systems are

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
31
related to HRM issues - e.g. cultural resistance to change, lack of training and education, lack
of coordination of the different departments, etc. Figure 8 describes their integrated
framework for an appropriate operating approach (Cua et al., 2001).
Figure 8 – Integrated framework of practices – Cua et al. (2001)
Dynamic practices, long-term direction
Finally, regarding the issue of how to prioritize among practices over time, Angelis and
Johnson (2010) provide a guiding proposition. Figure 9 describes the proposition further.
Figure 9 – Dynamic prioritization – Angelis and Johnson (2010)

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
32
Applying the categorisation of technical and socio-technical practices and adding an internal
and external dimension, Angelis and Johnson (2010) structures operating practices into four
groups. Specifically, evaluating the order of adoption it is suggested that:
“Individual practices are implemented in a hierarchical order moving from internal to external and from
technical to socio-technical.” (Angelis and Johnson, 2010, p. 11)
In other words, Angelis and Johnson (2010) suggest that internal, technical practices should
be implemented first. These are followed by internal, socio-technical practices, which in turn
are followed by external, technical practices and finally the adoption of external, socio-
technical practices. Following this reasoning the rational for this sequence is that:
“Social change is more difficult than the implementation of new processes.” (Angelis and Johnson,
2010, p. 11)
Further, regarding the process of designing an appropriate XPS, the reasoning above implies
the prioritization among practices is a dynamic process. More specifically, at different points
in time, different practices should be prioritized. Even though this mainly gives implications
related to the implementation process of a XPS, it also affects the initial design of a
production system. That is, the design of a XPS is a dynamic, evolving as requirements and
conditions changes. Similarly, Bertezzaghi (1999) suggests that appropriate production
systems should be strategically flexible, allowing practices to evolve over time in order to
cope with new demands.
Summarizing the theory related to the prioritization amongst operating practices, three
conclusions guiding the design of a XPS emerge. In short, (1) organisational context affects
the performance outcome of an operating approach and should thus be considered, (2) higher
level of operating performance can be expected when operating practices as jointly adopted,
(3) optimization of both social- and technically-oriented operating practices is necessary for
achieving maximum operating performance and (4), prioritization between different operating
practices differs over time, making the design of a XPS dynamic.
Work force aspects – generating commitment 3.3.3
Regarding the process of prioritizing amongst operating practices, elaborated above, it is
important to recognize that some of the operating practices might bring negative side effects
to a company. Especially, concerns have been raised with how LP impacts social elements
within an organization, such as employee motivation, stress and commitment (e.g. Mehri,

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
33
2006; Jones et al. 2012). This section provides further understanding of these concerns and
how to counteract these.
For instance, Mehri (2006) argue that the performance increases – discussed in section 3.2 –
often come at a cost payed by the employees. Further he states that performance measures are
the main focus in the LP discourse, why issues related to working conditions rarely are
surfaced:
“Books like The Machine That Changed the World just look at the numbers without any regard to the
human costs of lean work implementation. They talk about high productivity and extol the fast
assembly-line speeds. But on these lines, workers must work every second of every minute, without a
moment for a break.” (Mehri, 2006, p. 25)
In addition to this, Jones et al. (2012) concludes that LP programmes have a negative impact
on employee empowerment, which reduces the worker commitment. Even though a coherent
definition on commitment is lacking (Meyer and Hercovich, 2001), Allen and Meyer (1996)
provides some clarity:
Organizational commitment can be defined generally as a psychological link between the employee and
his or her organization that makes it less likely that the employee will voluntarily leave the organization.
pp. 252
Since research indicates that a committed workforce is a necessity in achieving the desired
objectives in an operating approach, it is vital to understand which practices that
drives/inhibits commitment in the workforce (Womack et al., 1990; Womack and Jones,
1996; Liker, 2004; Schonberger, 2007; Angelis et al., 2011;).
Some clarity to this issue is provided by (Treville and Antonakis, 2006). They argue that, for
example, employee motivation may be limited by excessive leanness. More specific, they
suggest that the impact on commitment has a contextual dependence, indicating that different
configurations of LP have different effects on for example motivation (Treville and
Antonakis, 2006). Angelis et al. (2011) are more specific; they show that some specific LP
practices have positive effects on commitment, while other activities have a negative effect.
Angelis et al. (2011) list seven practices that have a positive impact on employee commitment
along with seven that have a negative impact. In Table 7 below a list of these principles are
provided.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
34
POSITIEVE IMPACT NEGATIVE IMPACT
Improvement participation Involuntary overtime
Task support Emphasis on speed over quality
Buffer use Ergonomic difficulties
Parts fit difficulties Defects traceable to specific workers
Cycle time Lack of tools
Job rotation Work pace
Display of individual output Disruptions of work flow
Table 7 – Practices having a negative/positive impact on commitment
A number of conclusions can be drawn from the list above. First, there is a positive
correlation between work discretion and employee commitment. This is indicated by the
positive correlation of “parts fit difficulties” and commitment. This may seem a bit counter
intuitive, but according to Angelis et al. (2011) “parts fit difficulties” allows workers to
exercise problem solving (increased discretion and autonomy), and also interrupts repetitive
routines (increased job scope) (pp. 577). Similarly, there is a positive correlation between
cycle time and commitment. This is since as cycle time increases, repetitiveness decreases.
Further, increased cycle times provide workers with increased possibility to plan and execute
their tasks (increased autonomy).
The positive correlation between autonomy/discretion and commitment may become
problematic in a LP environment. This is since, on the one hand LP is dependent on a high
degree of commitment (Womack et al., 1990), and at the same time, many LP practices are
intended to reduce the variability in processes (Womack and Jones, 1996; Ohno, 1988, Liker,
2004). One way of doing that is to reduce the number of upcoming errors through the
application of different practices. This makes the product quality more predictable, and the
production less dependent upon singular worker’s skill in problem solving. In other words,
the “parts fit difficulties” is built out of a LP system, reducing both work discretion and
autonomy, which may result in reduced commitment.
Having said that, Angelis et al. (2011) show that there is a strong positive correlation between
the participation in improvement programmes and commitment, which also is supported in
other research (e.g. Munene; 1995; Pearce, 1993). This fits well into the previous discussion,
since workers that are attending an improvement programme are able to exercise problem
solving and creativity (discretion). At the same time, this gives them a greater ownership to

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
35
impact their work situation (autonomy). Improvement programmes are common and
constitutes one important practice within the LP concept (e.g. Womack and Jones, 1996; Shah
and Ward, 2003; 2007; Pettersen, 2009).
Summarizing, there are LP practices that inhibit employee commitment, and there are
practices that enhance commitment. More specific, one implication with regards to this
discussion is that since many practices reduces discretion and autonomy on a process level,
there is a need to enable these at a higher level. For example through applying improvement
programmes.
3.4 A supporting framework – dimensions to consider when designing a XPS
In the section 3.1 it was concluded that a XPS provides firms with a systematic way of
capturing improvements. Further, it was concluded that there is a strong linkage between an
appropriate XPS and the elements associated with LP (Netland, 2012). This is since LP
provides firms with an efficient way of improving multiple operational dimensions
simultaneously (e.g. cost, flexibility, quality, etc.) (Hayes and Pisano, 1996).
Looking into the LP elements, it was found that there currently is a confusion surrounding the
terminology of different operating approaches. For instance, operating elements seem to exist
on different levels – philosophical, principle and practical, all of which are essential to define
and include when developing an appropriate XPS. More into detail, the LP concept rests on
the assumption that organizations should strive towards the maximization of end-user value.
This overarching vision or philosophy is on a lower level supported by a number of guiding
principles. In particular, waste reduction, involvement of every one and continuous
improvement was identified as key LP elements.
Further, it was concluded the overarching philosophy and guiding principles are facilitated
through the adoption of lower level practices or techniques. However, while the philosophy
and principles are generally applicable in any organisation, technical elements are less
generally applicable (Bartezzaghi, 1999). Instead prioritization among practices, in
accordance with operating context, is necessary (e.g. Netland, 2012; Shah and Ward, 2003;
Pettersen, 2009). More into detail, operating practices ought to be jointly adopted (Shah and
Ward, 2003), technical operating practices need to be supported by socially oriented practices
(Cua et al, 2001; Shah and Ward, 2007), and the operating approach need to be redesigned as
conditions changes (Angelis and Johnson, 2010, Barttezzagh, 1999).

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
36
Given the reasoning above, we propose a XPS framework consisting of three levels (see
Figure 10). Moving from abstract to practical, first, a XPS need to facilitate an overarching
vision. That is, an overarching philosophy brings important operational guidance to an
organisation. Second, the philosophy ought to be supported by a number of principles –
making the philosophy more foreseeable. Lastly, a number of practices, both socially- and
technically-oriented, are needed to realize the principles and ultimately the philosophy.
Defining these practices, we have chosen the LP conceptualization provided by Shah and
Ward (2003). The reasoning for this is that the individual practices and the bundle-concept, is
well researched, empirically validated and supported by others, for example, Cua et al.
(2001).
Describing the framework further, we argue that the three levels should be grouped into two
categories. In short, the philosophical and principle-level are universal in their applicability,
while the practice level needs to be tailored in accordance with organizational context.
Figure 10 – Suggested XPS framework

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
37
CHAPTER 4
4 RESULTS AND DISCUSSION
This chapter summarizes the empirical findings at FSO. Firstly the general business context is
described e.g. Organizational Structure, Product offerings, Market situation etc. Secondly,
data specific for tailoring, and developing the XPS is presented.
In answering the research questions, literature suggests that establishing understanding for the
firm’s operating context is a prerequisite when prioritizing among various operating
approaches (e.g. Shah and Ward, 2003; Pettersen, 2009 and Netland, 2012). That is, without
considering the implications from contextual factors there is an apparent risk that a chosen
operating approach will not yield the performance outcomes intended (Bartezzaghi, 1999).
Given the reasoning above, the empirical analysis is divided into three contextual streams or
areas of consideration (AC) – (1) Market, (2) Organisational and (3), Procedural. In short, the
Market-AC captures external factors impacting the operations – e.g. business model,
competition situation, customer relationship, supplier network, etc. The Organisational AC
defines factors such as communication, work force commitment, etc. Finally, internal context
relating to operating processes are analysed – e.g. delivery process steps, performance
measures etc. Following this, the empirical part of this study provides a broad understanding
for internal as well external contextual factors, surrounding FSO’s operations.
Furthermore, each of the three ACs are described and analysed from three dimensions to
answer the research questions – (1) Current approach, (2) Requirements for an appropriate
approach, and (3) Implications for designing a XPS.
That is, the first dimension answers the first research question - How is operations currently
managed at the FSO – (including main controlling factors, perceived shortages, etc.)?
These insights are then used to identify requirements a production system need to fulfil in
order for it to be an appropriate operating approach, answering the second research question:
Which requirements need to be addressed in order for the operating approach to be
appropriate?

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
38
Finally, the contextual data and requirements are evaluated in light of the theoretical
framework (section 3.4), in order to determine implications for how to appropriately tailor a
XPS. This corresponds with the third research question: How should an appropriate XPS at
the studied FSO be designed, given the implications from literature and RQ1- RQ2?
Figure 11 illustrates the empirical approach. In order to avoid confusion and repetition,
dimension one and two, i.e. RQ1 and RQ2, are investigated in a sequence for each of the ACs.
However, the third dimension is elaborated on separately in section 4.4.
Figure 11 – The empirical framework
4.1 Market Context
As argued above, not only internal but also external factors impact the company context. This
section summarizes the external factors (market context) surrounding the FSO operations.
More specific, the market is first generally described together with FSO’s offering. Secondly,
FSO’s position in the value chain is defined. Thirdly, the delivery conditions, defined by
FSO’s customers, and their implications are thoroughly elaborated. Finally, the order flow, or
the demand variation is discussed. All of these factors are then used in the formulation of a
specific set of market requirements that a future production system need to satisfy in order to
generate an appropriate operating approach.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
39
Current state 4.1.1
The telecommunications industry was until 1980 entirely regulated by a governmental
agency, Televerket. However, during 1980 the market was opened for competition – a market
that FSO currently operates within.
The Field Service Organisation (FSO) is a Global Telecom Company’s (GTC) Swedish
delivery organization of field service, implementation and managed services. The FSO’s
customer base mainly consists of Telecom Operators (TO), and the Telecom Networks Owner
(TNO). Clarified, the TNO is a capacity infrastructure supplier of the TOs. This is since the
TNO owns big parts of the telecom network, i.e. the cupper and the fibre grids, as a heritage
from the former monopoly mentioned above. More precisely, the TOs connect end-users to a
main telecom network grid, where they rent capacity from the TNO (see Figure 12 below).
Figure 12 – The interface between the TO and the TNO grid
The telecom network is in continuous need of maintenance in order to prevent or correct
breakages. These activities are not performed internally by the TOs or TNO; instead they are
outsourced to service Delivery Organizations (DOs), e.g. the FSO. This service delivery is
more thoroughly discussed later in this chapter (section 4.3.1), but the value chain and the
order flow is outlined in the value chain discussion below.
Value chain and order flow
As stated above, the DOs conduct both preventive and corrective maintenance on the telecom
network. However, a vast majority of the maintenance services are of a corrective nature, why
this order flow is thoroughly discussed below.
In general the corrective maintenance is a response to a breakage or anomaly in the network.
The end users often experience these anomalies as a disturbance in the telephone line or in the
mobile/broadband connection. The anomalies occur as a result of different things, for

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
40
example: damages caused by natural wear (e.g. corrosion etc.), damages caused by external
tampering (e.g. equipment damaged during construction), faulty equipment or substandard
repairs. Regardless of the cause, the end user normally contacts the TO, where an initial error
investigation is conducted. Depending on the anomaly location, on the TO grid or the TNO
grid (see Figure 12), the TO creates and order which is sent to one of the DOs (if the anomaly
is located on the TO grid) or the TNO (if the anomaly is located on the TNO grid). However,
in general it is hard to determine the exact location of the error, why the order often goes
through the TNO. The TNO then defines a service order, which is sent to one of the DOs.
When an order has reached a DO, there are two possible routes. That is, (1) the order is either
executed by the DO internally, or (2) an additional handover takes place between the DO and
a sub-contractor (the order flow is illustrated in Figure 13 below).
Figure 13 – The FSO value chain
As stated above there are a number of handovers before the order reaches the DOs or the DO
sub-contractor. This creates a complexity with regards to the information flow, since the only
organizations that have a direct contact with the end-user are the TOs. More specific, the
services carried out by the DOs are based on information from end-users, which has been
obtained by the TOs.
In many instances, as argued by the FSO technicians, the information reaching FSO is
insufficient, creating a lot of issues and delays. For instance, in 10 out of the 30 field visits the
mission closure was delayed due to incorrect order specifications. More specific, in seven
cases the technicians conducted unnecessary measurements. In two cases, they had to turn

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
41
back to the warehouse in order to retrieve extra material. In one case the sent technician had
the incorrect competence, and had to leave the mission unresolved. These delays are
problematic from two perspectives. Firstly, delays negatively impact the FSO margins, since
almost all missions are fixed price (further discussed in the next subsection). Secondly, they
reduce end-user satisfaction, since their problems persist.
Interviews with technicians, the FSO management as well as TO and TNO personnel revealed
that, the substandard information is a result of mainly two things: (1) There are information
leakages in the handovers (when an order is re-entered in a downstream ERP). (2) The initial
information gathering by the TO is not as through as it ought to be. The latter issue is, at least
from a theoretical point-of-view, easier resolved than the first. The FSO KAM and contract
responsible argued that a formalized feedback link between FSO and the TOs is needed,
where information deficiencies are discussed. The value of a feedback link was also supported
in the first session with FG1 and FG2.
In pursue of competitive advantages one of the largest TOs and the TNO have recently
realized they, internally, have to increase the focus on end user value. As an example of this,
the above mentioned TO has made customer satisfaction to one of their main key performance
indicators. Reviewing the value chain, illustrated in Figure 13 above, the TO and the TNO
have to involve the DOs in order to facilitate this new focus. That is since, the TOs and the
TNOs only act as administrators in this value chain. Hence, a majority of the delivered end-
user value is determined by the services carried out by the DOs. However, TO and TNO
representatives argued that the DO involvement in the “end-user focus” so far has been
limited to a number of improvement forums, where potential improvement areas are
discussed. Further, they argue that the outcome of these forums have not been reaching up
expectations. Regardless, these initiatives suggest that the TOs and TNO are susceptible to the
feedback links discussed in the previous paragraph.
Service delivery conditions
In this subsection the procurement procedure and its implications on FSOs business is
discussed thoroughly.
The services products provided by the DOs are publicly procured, and the products are
carefully defined in terms of price levels and delivery terms. Clarifying, even though price
levels aren’t officially fixed, the purchasing process steers the DOs into an accepted price

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
42
range. Thus, providing the service within the accepted price range is a qualifying requirement,
not a source of differentiation (i.e. all of the DOs have similar price levels). Instead, given the
nature of the service provided, the main point of differentiation delivery precision. This is
since product specifications, in terms of content leaves little room for mistakes. More specific,
many of the products provided by the DOs are straightforward tasks with relatively low
complexity (e.g. splice a cable, replace equipment or visual inspections).
Since quality in terms of what is delivered generally does not represent a point of
differentiation between DOs, currently the most important performance measurement is
delivery precision. The emphasis on this measure is evident in light of current benchmarking
frameworks used by the TOs and TNOs. I.e. currently both regional service offices and
individual technicians, from different DOs, are measured against each other. Specifically, the
delivery of each order is evaluated against a predetermined deadline. These individual cases
are then aggregated into the delivery precision measure, where the number of orders
completed on time is put against the amount of orders not delivered on time. Further, the DOs
are obliged to maintain a certain delivery precision; a failure to do so results in penalty.
Looking further into the delivery precision measurement, data reveals that the current praxis
is to set a three-day deadline after the order is sent to a DO. This allows the DOs to plan their
service delivery and allocate specific orders to certain technicians. However, the time window
is not entirely fix, but dependent on the criticality of the anomaly. Exemplified, some
anomalies just result in disturbances – as a reduced coverage – while others eliminate the
coverage entirely. Between those particular cases the latter has a higher priority than the first
– resulting in a narrower time span.
Conclusively, the DOs are constrained by contractual clauses, which precisely define the
terms of delivery. This implies that the DOs are unable to define and develop service products
of their own. In other words, all of the DOs are delivering the exact same product, which is
beneficial for the procurer, but makes it hard for the DOs to distinguish themselves from the
competitors. Instead the planning and scheduling of the technicians, facilitating dependability,
as well as the speed in the service delivery are critical success factors in this industry.
Variation in Demand
Also related to the delivery, a data analysis of historical order volumes showed a large
variation in demand, making it hard for the DOs in general and FSO in particular to optimize

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
43
their capacity. The high variation is partly dependent on that the maintenance is procured as a
regional service commitment. In other words, a DO agrees to conduct all corrective and
preventive maintenance within a geographical area during a certain time period – in
accordance with the SLAs. At best, the DO gets a basic idea of the extent based on historical
data, however there are no guarantees with regards to volumes. For instance, seen over a year,
the order flow is irregular, following no particular pattern (in Figure 14 below the order
variation is displayed). As illustrated in the figure, a normal variation on company level is 10-
20% on a monthly basis. However, since the company compromises 12 regions (between
which capacity is hard to transfer), variations in the order flow on a regional level is larger.
Figure 14 – The fluctuating demands in the FSO market
Supporting the reasoning above, regional FSO managers testify that the order book can be
empty one week, only to exceed capacity the following week. Further, the regional managers
argue that because of the SLAs, discussed previously, FSO have almost no possibility to even
out the demand. Regardless of the volume the orders have to be executed within the given
timeframe, in order to avoid penalties. This poses a problem related to the staffing. Since the
DOs are compensated per completed order, FSO management argue that there is a trade-off
between manning for peak periods, carrying over capacity, thus avoid penalties or manning
for average volumes, risking poor deliver precision and to be penalized. Conclusively, another
success factor to balance the service capacity against the fluctuation order levels.
Market requirements for an appropriate operating approach 4.1.2
Summarizing the empirical findings related to the market context, three requirements defining
an appropriate operating approach emerge. These requirements are outline below:
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
Ord
er
volu
me
DESCRIPTION OF FSO ORDER VOLUME OVER 12 MONTHS

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
44
First, the purchasers of FSO’s services have put effort into becoming more end-user oriented.
However, given the current value chain (illustrated in Figure 13) they have a low possibility to
impact end-user value directly. This creates an opportunity for FSO. That is, becoming end-
user oriented, as opposed to purchaser oriented, FSO can create – a much needed – point of
differentiation from the competitors. More specific, DOs that are able to exhibit an end-user
orientation will positively distinguish themselves during the procurement procedures – at least
in a short-term perspective. Additionally, from a more long-term perspective, research
presented in section 3.3.1, suggest that managing operations with the overarching goal of
maximizing end-customer value is one important aspect in sustainable performance
improvements (e.g. Liker, 2004; Womack et al., 1990). Conclusively, one of the most
important market requirements on FSO’s operational approach will be the end-customer
orientation.
Second, the market requires the operating approach to facilitate high dependability in terms of
service delivery precision. This conclusion is based on that delivery precision currently
constitutes the most important performance measure. However, since these measurements are
so well communicated, the dependability is pursued by all of the DOs. Thus making it a
difficult point of differentiation. Regardless, improved dependability is a “must have”
objective, and an imperative for future success.
Finally, given the fluctuating demand flexibility in production capacity is also a key success
factor. More specific, product margins do not leave room for the cost of extra capacity.
However, the opposite, under capacity isn’t a viable option either due to the penalties
connected with inability to deliver.
4.2 Organizational Context
As discussed in the theoretical framework (section 3.3.2) the organizational context is
important when designing an operating approach (Bartezzaghi, 1999; Shah and Ward, 2003
and Netland, 2012). This section defines the FSO specific organizational context. More
specific four different areas are elaborated. First, a general description of the FSO functions is
provided. Second, due to the importance of having a committed workforce (Womack et al.,
1990; Schonberger, 2007 and Angelis et al., 2011), as discussed in section 3.3.3, the social
context is discussed. Third, the information flow between the different functions is
problematized. Finally, the volume variations and it is implications are discussed.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
45
Current state 4.2.1
FSO is a relatively new actor in the telecom field service industry, and has experienced an
aggressive growth rate during the latest years. Consequently, there has been a large rotation at
top management level, and the organizational structure looks different from one week to
another. Currently FSO operates in 12 regions and employs roughly 350 people. In figure
Figure 15 below the organizational structure is outlined.
Figure 15 – FSO organizational structure
As illustrated in figure Figure 15 the organization is divided into four “functional areas”. As
denoted in section 1.5 the one in focus is the service function (marked in red). Below a
number of short functional descriptions are presented, in order to provide a general
organizational understanding.
Service and technicians
More specific, the service function is divided into two sub-functions, production and dispatch.
The production is spread out on 12 regional offices, with a main presence in the southern part
of Sweden. A regional office normally employs between 25-30 technicians, and is governed
by a regional manager. In addition, to cope with the fluctuating demands, each regional office

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
46
employs an additional 20-30 sub-contractors (further elaborated later). Each regional manager
is responsible for the preventive and corrective maintenance in carefully defined geographical
region.
Service and dispatch
The other branch in the service function is the dispatch. The dispatchers are responsible for
scheduling and allocation of orders to the technicians. The CEO argues that scheduling is a
core activity in FSO since it has a direct impact on the profit. This is since; a majority of the
service products are “fixed price products” which includes a fixed compensation for
travelling. Simplified, this means that the FSO gets payed the same amount of money for a 1-
hour travel as they do for a 15-minute travel. In addition, a logic route may allow a technician
to execute an extra order, see Figure 16 below.
Figure 16 – The difference between an efficient route and an inefficient
Further, the dispatch is a centralized function, employing roughly 30 “dispatchers”. Each
region has two allocated dispatchers, from which the technicians request certain type of
information.
Service and administration
Governed by the same supervisor as dispatch there is another function – the back office. The
back office is responsible for administrative tasks such as invoicing. More specific, when an
order has been completed it is noted in the internal ERP system by the technicians. The order
is then ready to be billed to the TO/TNO. In some cases the technicians also have to attach
certain documentation, which is a requirement from the procuring organization. In those cases
the back-office needs to control that the case is documented property, and if not send a
request for additional information to the relevant technician.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
47
Service and contact support
Another essential function for the service production is the Service Product Management
(SPM). The SPMs are the contract owners, which also acts as contract experts. The SPMs are
the first ones to obtain new contract information from the TOs/TNO. Furthermore, they
frequently provide feedback the contracts to the TOs/TNO. The feedback is mainly related to
ambiguities or improvement areas. However, their main task is to communicate contract
information internally. The regional production managers frequently contact the SPMs for
support in contract questions. This is since there is a relatively complex proxy and handover
set-up surrounding the specific service products, which creates difficulties and confusion for
the technicians.
Below in Figure 17 the connections between the different functions are illustrated.
Figure 17 – The interface between the different FSO functions
Social considerations
As discussed in section 3.3.3, employee commitment in vital in the process of generating
sustainable performance improvements (e.g Schonberger, 2007; Angelis et al., 2011).
Regarding the commitment at FSO, there are a number of factors that have to be taken into
consideration when designing a XPS, which are outlined below.
Ever since the telecom monopoly was released, the telecom service industry has been a
turbulent workplace. That is, aggressive cost focus from the TOs and TNO has led to that new

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
48
DOs have replaced old, and there has been a lack of continuity. This is not least reflected by
the recent entry and the aggressive growth of the FSO. Having said that, several of the FSO
managers as well as technicians argue that the people working for the DOs have remained
constant over time. I.e. when a DO has been replaced, the new actor generally takes over the
employees (the technicians). According to the regional managers, this has resulted in that
many technicians take more pride in their line of work than the employing organization. For
instance, one of the service managers argued that: “technicians take pride in the network, not
in the employing organization”. Further, interviews with technicians suggests that this loyalty
disorientation may be a result of obliviousness at management level, since low effort has been
spent in trying to integrate new personnel in the company culture. In FSO specifically, many
technicians have worked for at least one of the other DOs. This became evident during
observations in the regional offices, equipment and commercial products (e.g. t-shirts, pens,
stickers etc.) with logotypes from competitors were found.
Further, the movement from one DO to another is seemingly uncomplicated for a technician,
both mentally and practically. Regarding the mental aspect of changing employer, one of the
technicians stated: “I do not care it is the FSO company logo on the to right corner of my
paycheck, or if it is company XX (competitor) logo”. Regarding the practical aspect, the
technicians are allowed to keep their old equipment, and in general, the new employer do not
try to change ingrained work methods or beliefs to better align the company-specific
operating approach. This has resulted in that there are as many different work methods as there
are technicians in the organization, which became apparent after the field visits. In other
words, there is a culture where technicians are free to control their own working environment,
in terms of operating practices and the organizational commitment is generally low.
The culture, discussed above, becomes particularly evident in the interface between the
dispatch and the service production. As mentioned above, the dispatchers are viewed as the
heart of the organization, and the quality of their work may determine whether a mission is
profitable or not. Many dispatchers testify an aversion, from the technicians, when it comes to
the planning and scheduling. This is since many technicians prefer to plan their own day and
often have an own opinion on which route, or sequence of missions that is more suitable. In
some cases the dispatchers argue that they have to take almost a mediating approach, trying to
appease the technicians by giving them a mission they do want on the premise that they also

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
49
accept one that they do not want. Altogether, this indicates generally low governance over
work routines and employee behaviour.
The FSO management states that the many individual practices and the low governance are
problematic, from a managerial point of view. More specific, due to lacking margins the FSO
in a strained situation. Different measures have been taken in order to increase productivity
and utilization in the organization. However, many of these initiatives have proven to be less
effectual than expected. This is since it currently is very hard to reach out with improvement
initiatives. The reason behind that is twofold: First, as discussed above, the 300 technicians
are to some extent working differently. This has made it hard to understand what the problem
areas are. Further, the different methods imply that the applicability of universal solution is
limited. I.e. a performance initiative may have positive impact in some cases, but a limited
effect in others. Second, and perhaps more important, the movement between the different
DOs have reduced the organizational commitment and created a culture where technicians
expect to be able to control their work environment to a very large extent. More specifically,
interviews with managers revealed that there is a general perception that technicians are
change resistant, and that they are unwilling to realize improvement initiatives. At the same
time, due to lack of control, it is not possible to force the technicians to adopt new operating
routines or procedures (further discussed in section 4.3.1).
Adding to the discussion above, interviews with technicians reviled a lack of management
consistency, and a generally low understanding for “their situation”. Further, many
technicians argue that they have raised own improvement ideas, without getting hearkened.
Consequently, many initiatives aimed to change the technicians’ environment are met by
aversion or resistance.
Communication channels and functional isolation
As already stated, the FSO service operation is divided into 12 regional offices. While – on
the contrary – the supporting functions are centralized in other locations (e.g. dispatch, back
office, SPMs etc.). This puts a lot of pressure on the communications infrastructure.
Especially interviews with SPM personnel, technicians as well as service managers have
revealed that the competence gathered in the SPM function has become a bottleneck.
Currently information regarding contractual set-ups and proxies is emailed to the technicians.
In many cases, that information contains guidelines that are vital to follow in order for the
services to be billable. Further, the contractual guidelines are not fixed, i.e. dynamic over

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
50
time, increasing the information flow. In other words, there is a constant flow of information
that needs to reach the technicians, in order for them to execute their tasks in an effective and
correct manner. However, interviews with both SPM personnel and technicians indicate that a
lot of this vital information never reaches the right address. As a result, unnecessary time and
effort is spent to correct invoices after they have already been billed to the TOs/TNO. Adding
to the problem, identified issues are rarely communicated back to the technicians, due to the
fact that there is no communication link between those correcting the mistakes, and those
committing them. As a consequence, same faults are committed over and over.
As mentioned previously, it has almost become a customary for every technician to find his or
her own “best operating way”. For instance, many technicians testify that they, on a daily
basis, spend a lot of time trying to do the right thing, e.g. searching among old emails from
the SPMs etc. Connected to this another problem arises, the few that have reached a correct
understanding, does not share it with the others. This implies that a lot of unnecessary, non-
value adding time is spent on trying to obtain information, and to find appropriate operating
procedures.
Furthermore, communication links between support functions and the service production are
not the only one missing. This problem characterizes all of FSOs internal and external
communications. One possible explanation to the internal issues is the functional and
geographical separation together with mistrust in management. As matter of fact, the
organization operates as in isolated silos, the dispatch and the service production being two
examples. Even though the silos are interdependent, perceived shortages in – for example –
dispatch from a technician’s point of view, are rarely communicated to the ones that are able
to change the situation. Regarding the external communication, i.e. communication to the
TOs/TNO and sub-contractors, there are deficiencies in routines and roles supporting such
communication.
Sub-contractors and the management of fluctuating demands
As discussed in the section 4.1.1 the telecom service market is characterized by fluctuating
demands. To some extent regional mangers argue that these variations can be managed by
overtime, which adds some flexibility. However, the regional managers as well and the rest of
the management team argue that the fluctuations are of such an extent that the overtime

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
51
alternative isn’t sufficient. Instead the strategy is to utilize sub-contractors in order to cope
with the variation (see Figure 18 below).
Figure 18 – The management of fluctuating demands
However, after an extensive data analysis, it became evident that that this strategy has not
been entirely successful. More precisely, the analysis showed that the even though a decline
in volumes the sub-contractor utilization remained almost constant. Indicating a lag between
volume reduction and capacity reductions. Further an additional analysis showed that this is a
result of two, interdependent factors. First, management was not responding to the decline fast
enough. Second, the sub-contractors are not as flexible as anticipated. This depends on the
fact that a subcontractor generally is a small firm, normally with one to two employees and
FSO being the main, or only client. Consequently, if the sub-contractors were omitted from
the order flow when demand is low, many would declare bankruptcy and be unable to return
when the demand increases. The awareness of this may also have influenced the management
actions, hence the interdependence. More specific facing declining delivery precision during
high order flow, management chose to utilize sub-contractors although the demand is low.
This does mean that FSO carry over capacity, which as discussed in section 4.1.1 is
unsustainable, given the low margin. However, acknowledging the difficulty with this
strategy, the sub-contractor arrangement is necessary to some degree.
In addition to the issue discussed above, the sub-contractor set-up results in further
complexity. Especially related to additional operational discretion, communication
challenges, lower transparency and ultimately quality shortages.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
52
Organisational requirements for an appropriate operating approach 4.2.2
Summarizing the empirical findings related to the operational context, three requirements
defining an appropriate operating approach emerge. These requirements are outline below:
First, given the objective of improving FSOs operations, the future approach must facilitate a
new company culture. That is, following the implications from Cua et al. (2001) (section
3.3.2) social aspects in the form of HRM practices are a vital part of realizing many of the
technical practices relating to an appropriate operating approach. Case specific, in order to
identify and realize practical improvements, creating understanding and commitment amongst
FSO employees’ is a key success factor.
Second, the organizational context requires the new operating approach to facilitate an
integrative communications infrastructure, where perceived problems are surfaced and
resolved. In particular, functions cannot continue to operate as standalone silos. Instead they
must share experiences and cooperate in order to continuously improve the organizational
performance.
Third, given that external resources constitute a significant and necessary part of the FSO
operations, an appropriate operating approach must include the governing of subcontractor
operations.
4.3 Service delivery
So far the market and organizational context have been elaborated. Both which according to
theory will bring implications necessary to consider when designing a XPS. However, no
effort has been spent in order to define the current procedural context in the FSO, which will
carry implications of similar importance. That is why this section sets out to define the
processes carried out in service delivery. More specific the following areas are elaborated:
service process elements and performance tracking.
Current state 4.3.1
As mentioned in section 4.1.1, FSO delivers a number of service products related to
corrective and preventive maintenance. A first interesting finding related to the services
carried out by FSO is that the set up resembles traditional manufacturing. That is, the products
are highly standardized, especially in terms of content (e.g. in some cases there are flowcharts
describing the exact sequence of actions). Further, the order volumes, even though

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
53
fluctuating, are relatively high. Several tens of thousands of orders are carried out each year,
indicating a high repeatability.
Service Process elements
Analysing FSOs operations further, the work processes related to service production (see
previous description of the value chain) provides a number of key insights. In particular,
breaking down the delivery of customer orders into sub-activities, three observations are
made. Below these are outlined and thoroughly discussed.
Firstly, even though the number of offered products (meaning no. of articles) are relatively
high (>100), the main activities, and execution sequence, involved in delivering a majority of
them are constant. In fact, a data analysis showed that approximately 75 precent of all FSO
deliveries comprises the same activities. More precisely, through field visits, supported by
interviews with technicians, the missions could be broken down into 14 main activities – as
illustrated in Figure 19. Further these activities could be grouped into four phases. In short,
every mission starts with Mission preparation phase, including order confirmation, mission
analysis, travel planning and material and equipment planning. This phase is followed by a
Travel and Site Preparation phase, compromising traveling to site, reporting and site
preparation – e.g. site access, preparation of equipment, etc. The second phase is succeeded
by the Error clearance phase. Aside from determining the nature of the issue and correcting
it, this phase involves reporting to the TO and end-user. The last phase is the Closure phase,
including maintenance of personal equipment, reporting and registering of exchange parts and
internal work report finalized.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
54
Figure 19 – Service delivery elements
The second observation comes from analysing the main activities individually. In particular,
after studying the 14 steps in Figure 19 above, it was confirmed that there is a large variety in
work routines. That is, there are no standard operating routines defining activities such as
reporting, material handling or even error clearance. For instance, field visits in different
region, reveal that “appropriate work approach” is determined on individual level. More
specific, Technician 1 has one approach (in terms of work sequence, choice of equipment,
model for planning, etc.) to manage mission A and Technician 2 has another. Reverting back
to discussion in section 4.2.1, this finding both reinforces that there is a high discretion in the
FSOs operations as well as ascertains some of its consequences. More specifically,
observations from field visits and interviews with management suggests that the current level
of work discretion makes it hard to, for example, ensure consistent production quality,
conduct reliable and valid performance measures and develop a universally applicable
improvement program.
Finally, analysing the breakdown of activities at a typical FSO mission, it becomes apparent
that a significant portion of the total mission time does not contribute to end-customer value.
More specifically, four activities can be identified as value adding or necessary non-value
adding, whilst the remaining 10 aren’t sought after by neither end-customers nor purchasers
(TOs and TNO). Thus, in LP terms, FSOs service production currently encompasses a

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
55
significant portion of waste – largely depending on ineffective, non-optimized operating
procedures.
Tracking Performance
As described above, the FSOs production is relatively uniform in terms of which activities
that a service mission encompasses. However, despite the relatively high uniformity in
operations, allowing for standardisation and codification of work procedures, the general level
of transparency in FSOs operations is low.
More specifically, in order to track operational performance in the service production, FSO
has introduced two performance measures Productivity and Utilization. In short, the
performance of every field technician is measured, based on data from a time reporting
system. Relating to productivity, the time of each mission is registered and compared against
a predefined standard. Comparing the two values, the technician is then assigned
“productivity points”. At the end of every shift technicians should have reached a certain
number of points – a productivity target. As a complement to the productivity measure,
utilisation is tracked through comparing the total working time of each technician against the
time spent on billable missions.
The complete description of the measurement system and its behavioural effects resulted in is
relatively complex. However, a number of key issues have been identified, which are
elaborated bellow.
First, regional managers argue that the two adopted measurements do not provide sufficient
insight in how the operating procedures are carried out. That is, just measuring on the overall
time (with the exception of separating travel time) of each mission, improvement efforts are
hard to direct. For instance, not knowing the length of each 14 steps are and what they in turn
comprises, decision makers have no quantitative guidance on how to best improve end-
customer value and reduce waste (identified as the overarching goal in section 3.3.1).
Conclusively, the low granularity in current performance measurement inhibits the possibility
to implement systemized improvement programs.
Second, interviewing technicians, it was obvious that the current “point system” setup had
resulted in reduced motivation and commitment. In particular this was related to (1)
technicians felt that the requirement, in terms of “minimum points/day”, were not supported
by routines and operating approaches facilitating the requirement and (2), technicians

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
56
perceived the implementation of performance measures as an expression of mistrust from
management. The later of these two issues, is strongly related to a limited understanding of
the underlying purpose, which in turn was related to limited information form management.
Finally, relating to the issues above, the current measurement system contributes to an
unfortunate reporting culture. Given the autonomous work setup (e.g. individual work tasks
on the field) employees started to optimize their behaviour according to the rules of the
measurement system. I.e. operations were carried out in a way that primarily sought to ensure
personal reward with the requirements rather than attaining company goals. More specific, the
end-customer value was undermined and in some situations even counteracted. Further,
relating to this, the setup of the performance measurement system resulted in “blame culture”,
which in turn, resulted in even lower level of transparency. That is, given the objective of
optimizing one’s performance (i.e. number of productivity points), technicians avoided
reporting issues or constraints that arose in operations due to their negative impact on
individual performance. Instead they found ways to circumvent issues or temporarily solve
them, which in turn increased work discretion and its associated issues (discussed in section
4.2.1). All in all, the ability to identify improvement areas was further reduced and work
discretion and, its associated issues, increased.
Process requirements for an appropriate operating approach 4.3.2
Summarizing the empirical findings related to the process context, two requirements defining
an appropriate operating approach emerge. These requirements are outline below:
First, as identified the service delivery processes are unstandardized. That is, currently there
are no standard operating procedures defined. In fact, every employee is able to define what is
an appropriate operating practice. This in turn, has resulted in problems with inconsistent
quality, difficulties in tracking performance and challenges to implement systemized
improvement programs. Resolving these issues, an appropriate operating approach must
facilitate standardized work methods and routines.
Second, adding to the previous requirement, a future operating approach must not only be
standardized but also optimized. That is, greater efforts are needed from all levels of the
organisation to determine efficient work methods and routines. In particular, tyring to
improve end-custom value, and reduce wastes that are not valued by customers, should be the
guideline for these improvement initiatives.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
57
Finally, a more granular measurement system is needed to, in a systemized and quantitative
manner, identify how to direct improvement initiatives. Further, in order to ensure sustained
commitment and motivation amongst employees, extensive information of the purpose and
involvement in the process of developing performance measurements, is necessary. Lastly,
measurement systems must be supported by a culture, which encourages the identification of
deviations rather than punishes it.
4.4 Proposed XPS at the FSO
In sections 4.1 – 4.3 the FSO specific context has been elaborated. Each of these sections
emerged into a number of operational requirements that the FSO-specific production system
(FPS) need to facilitate. In this section, the operational requirements are put against the
implications from theory, from which the suggested FPS design is derived.
The vision 4.4.1
As discussed in section 3.3.1 work practices should not be deployed in isolation from
underlying philosophies (Liker, 2004; Shah and Ward, 2003 and Losonci et al, 2011). Further,
research suggests that such a philosophy should facilitate an end-customer orientation, i.e. the
organization should strive to maximize the end-customer value (e.g. Womack et al., 1990;
Womack and Jones, 1996; Liker, 2004; Ohno, 1988). In the FSO case, having such a focus
has also proved to be an imperative (see discussion in section 4.1.2). This is due to the fact
that an increased end-user orientation would enable a point of differentiation from
competition. Further, such an orientation would provide FSO with a focus on how to direct
future performance improvement initiatives, without risking declined customer satisfaction.
Furthermore, research suggests that the philosophy become more graspable if it is broken
down in a number of principles, intended to provide operational guidance (Womack and
Jones, 1996; Liker, 2004). These are thoroughly elaborated in the next section.
The Principles 4.4.2
Choosing which principles to incorporate in a XPS, research emphases that they should be
directed at facilitating the overarching philosophy (Liker, 2004; Womack and Jones, 1996).
As argued in section 3.3.1, there is a lack of consensus on how many principles is needed.
However, given the FSO-specific operating context an approach consisting of three principles
was designed. These are, as outline in Figure 20, Involve everyone, Eliminate Waste and Seek
Perfection. The reasoning behind this choice is further elaborated below.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
58
Figure 20 – The FSO work model - guided by principles
Involvement of everyone
Womack et al. (1990) and Cua et al. (2001) argue that a key element in an operating approach
is that all organizational members are aligned and strives in the same direction. In order to
achieve this a production system need to facilitate the involvement of everyone. Given FSOs
organizational- (section 4.2.1) and market context (section 4.1.1), this principle is particularly
important. This is due to three main reasons:
First, it is currently difficult to conduct changes in the technicians’ operating routines. This is
dependent on a low possibility to control whether the changes really were adopted or not,
together with a change resistant culture. This makes the involvement and acceptance of
technicians a prerequisite in any change initiative related to their work routines.
Second, FSO’s operational performance is not only dependent upon the internal workforce,
but also on sub-contractors. Put differently, by only targeting the internal workforce
performance increases will be of a less extent. Hence, in order for the production system to
generate a desirable outcome, it will also have to include the sub-contractors.
Finally, as argued in section 4.1.2 the contractual set-ups and inefficient information flow
inhibits the end-customer value creation. This is not possible to change internally by the FSO,

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
59
why the collaboration between FSO and TOs/TNO also should be addressed in the production
system.
Altogether, a lot of the value creation in the FSO will be dependent upon whether this
principle gets realized or not.
Waste reduction
The second proposed principle is waste reduction, which, by many, is argued to constitute a
foundation of an appropriate operating approach (e.g. Womack and Jones, 1996; Ohno, 1988;
Shah and Ward, 2007; Liker, 2004). In short, this principle directs the organization towards
the identification and removal of waste from a products value stream. This principle is
important to realize for FSO since a lot of the activities currently carried out within is of a
non-value adding character (i.e. waste), which reduces their efficiency in producing end-user
value.
Seek Perfection
The final principle, seek perfection, relates to one of the main XPS objectives. That is, as
argued by Netland (2012), to provide an organization with a systemized and long-term
approach to capture and realize improvements. In other words, the organization should
continuously strive towards becoming better – reaching a higher performance level.
Additionally, the proposed model illustrated in figure Figure 20 is useful in communicating
the overarching vision and provides some general guidance to the operating approach.
However, the value of defining such operational guidelines alone is limited. This is since it is
the practical approach – in the form of adopted practices – that will enable the realisation of
principles and philosophies and thus ultimately determine the outcome from a XPS (Shah and
Ward, 2003; Angelis and Johnson, 2010).
The Practices 4.4.3
As argued in section 3.3.2, there are a number of implications that need to be taken into
consideration when prioritizing amongst practices. Angelis and Johnson (2010) argue that a
company, with no previous LP experience as FSO, should start by introducing internal
technically oriented practices (e.g. quick change over techniques). However, as argued by Cua
et al. (2001) the possibility to implement any practice is dependent upon the employees’
willingness to change. In FSO this “willingness” or commitment is very low (see section 4.2.1

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
60
and 4.3.1) and the technicians are not susceptible for any change initiatives. The low
commitment and change resistance reduces the applicability of Angelis and Johnson (2010)
proposition. Instead the initial choice of practices must facilitate employee involvement and
commitment in conjunction with technically oriented practices. Given this reasoning and in
order to realize the principles discussed in the previous section, we suggest that the first
practice included in the XPS should be a continuous improvement programme. This becomes
a natural choice in light of three things:
First, there is a positive correlation between the participation of improvement programmes
and commitment (Pearce, 1993; Angelis et al., 2011). This is necessary since commitment is a
prerequisite in securing the overarching philosophy (Shonberger, 2007; Womack et al., 1990;
Angelis et al., 2011), and that the current level of commitment is relatively low (see section
4.2.1).
Second, it involves FSOs employees in the process of determining other practices that are
appropriate to adopt. That is, the process of identifying problem areas and finding solutions to
address these, provides guidance for which practices that will increase performance and thus
should be adopted.
Third, a continuous improvement program provides a process for tailoring each practice to the
case specific context. That is, even though, for example, set-up time reduction might have
been identified as an appropriate practice, there is usually still a need to define a case specific
approach – i.e. how should a reduction in set-up time be facilitated.
Design of the Improvement Programme practice
As outlined in Table 6 (section 3.3.2) an improvement programme is defined as “an ongoing
improvement initiative, where employees are involved in problem solving related to: quality
improvement, lead-time reductions, process improvements etc” (Chan et al., 1990; Koufteros
et al., 1998; White et al., 1999 and Conti et al. 2006). Following the presented definition, we
propose that FSO should adopt an improvement program as the one outlined in Figure 21.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
61
Figure 21 – Improvement programme model
Describing the practical approach, we suggest that cross-functional and self-directing teams
are put together with the task of addressing identified “improvement areas” within current
operations. More specific, these teams should strive to improve operations in functional areas
such as service production, dispatch, back-office, etc.
The process of deciding which roles to involve in each improvement forum will depend on
the nature of respective focus area. For example, the improvement forum, focusing on service
production will not only require the attendance of FSO technicians but also the attendance of
sub-contractors. This is in order to capture the perspective of not only internal but also
external production resources – as discussed in section 4.4.2. Further, the reasoning for
having self-directing teams is twofold. In short, (1) team members are the once with direct
insight and understanding for a problem and (2), management resources might, if sought to
always be included in the improvement teams, become a bottleneck in the improvement
process. Further, we propose that these improvement teams meet on a regular basis (e.g. once
every week) and that they should structure work according to the three-step model outlined
below.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
62
First, issues, (e.g. wastes), within the focus area are identified through tools such as go see
activities, value stream mapping or benchmarking.
Second, potential improvements are analysed to determine impact on operational performance
in general and customer value in particular. Further, following the initial analysis, the
improvement team focus on defining a set of suitable actions to reduce or eliminate the issues.
One of the main outcomes of the improvement teams will be the reduction of unplanned
errors and eventually the facilitation of more standardized and efficient work methods. As
discussed in section 4.3.2 (Process requirements for an appropriate operating approach), these
outcomes are particularly desirable since FSO currently experience issues related to ensuring
consistent quality, tracking operating performance and adopting common operating
procedures. In addition, to ensure progress, solution owners as well as action timeframes are
defined for each improvement initiative.
Finally, in order to ensure that appropriate actions have been taken, the outcome of each
activity is measured. This step serves to (1) verify that undertaken actions has had the
anticipated impact and (2) enable the communication of improvements to the rest of the
organisation – further supporting the realisation of involvement of everyone.
Job Rotation
Further, in order to facilitate the involvement of everyone we propose that FSO adopts a job
rotation setup as the one outlined in Figure 22. We suggest that employees at a given interval
(e.g. 8-10 weeks) rotate in and out of an improvement team. Such setup would ensure that the
strain on an individual worker is manageable and that commitment is enhanced. In particular,
relating to the latter, we argue that the possibility to participate in these improvement
activities will preserve or improve employees’ job satisfaction and level of commitment as
operations become more standardized. That is, as identified in section 3.3.3, commitment and
satisfaction is related to job characteristics such as work discretion, autonomy, etc. Following
such reasoning, an increased level of standardization, resulting in reduced work discretion and
autonomy, might impact social work aspects negatively. Counterweighting such development
the participation in self-directing improvement forums provides a new source of motivation
and commitment. In short, we argue that technicians should perceive themselves as
“improvement experts” rather than, as now, “experts at circumventing daily problems”.
Consequently, a number of the work characteristics enforcing job commitment and

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
63
satisfaction will in the future come from the improvement flow rather than the delivery flow
(Figure 22).
Figure 22 – Job rotation
Functional Isolation
Adding to above, as discussed in the organizational context (section 4.2.2), there is currently a
problem related to functional- and geographical isolation in the FSO. Specifically, problems
or issues are not communicated to the functions that have a possibility to resolve them.
Further, work routines and methods are currently defined by each individual rather than
centrally standardized. Addressing these issues we propose an approach where all the
improvement teams are governed by a centralized FPS function. The main objective of this
function is to – in a structured and systematic way – facilitate the communication and
collaboration between all of the improvement forums. That is, a problem might be identified
by one improvement forum but suitable to solve in another forum. E.g. production might
experience a problem with how the dispatch conducts their work. Resolving such an issue the
dispatch improvement team will most likely need to be involved. Further, the FPS forum
should facilitate the sharing a joint best practice (relating to work procedures, processes,
methods, etc.) – ultimately facilitating a higher level of standardisation in FSOs operations.
The governance structure and the suggested improvement forums are illustrated in figure
Figure 23 below.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
64
Figure 23 – Communications infrastructure
Summarizing
Conclusively we argue that the suggested FPS covers/fulfils a majority the requirements
identified from the FSO specific context (section 4.1.2, section 4.2.2 and section 4.3.2). Table
8 below indicates to what level the proposed XPS would fulfil the contextual requirements.
Table 8 – Evaluation of suggested XPS against context requirements
A green symbol indicates that the requirement has been fulfilled to a significant extent.
Yellow indicates that the requirement has been partly fulfilled. Red indicates that the initial
approach do not directly address the requirements.
Clarifying the requirements marked in yellow (improved dependability and standardized work
methods), we argue that these are partly addressed by the XPS through the adoption of
improvement teams and the communications infrastructure. That is, developing and sharing

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
65
improved operating methods and routines will enable improved delivery precision and
increase the level of standardization. However, fulfilling these requirements will most likely
also require the adoption of other practices in the future – when employees’ receptiveness to
change has increased. Thus, the requirements have been marked partly fulfilled.
Regarding the requirements marked in red (flexibility in production capacity and more
granular measurement system), these are not directly addressed by the proposed XPS. The
reasoning for not pursuing practices addressing these requirements is the current change
resistance amongst FSO employees, making it difficult to adopt any technical practices aimed
at increasing control (e.g. extended performance measurements, centralized work scheduling,
etc.). This choice is also supported by the fact that many previous improvement initiatives
have failed to yield intended effect due to low employee commitment (section 4.2.1).
Conclusively, the proposed XPS is a steppingstone towards the future adoption of practices,
addressing the contextual requirements currently marked red. Further, the suggested
approach, exemplifies that the XPS design should be dynamic, as discussed in section 3.3.2.
That is, as contextual requirements and prerequisites change in FSOs operating context, the
choice of practices must be re-evaluated and adopted accordingly.
Altogether, we argue that the proposed XPS provides the FSO with a better, more appropriate
operating approach then the one currently adopted. Consequently, the initially stated
objectives of “adding insight and understanding for how to design a XPS that facilitates an
appropriate operating approach” and “generate, recommendations, supporting the XPS
development at the FSO” are fulfilled.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
66
CHAPTER 5
5 CONCLUSION
This chapter summarizes the work carried out in this study. It compromises four subsections:
first, section 5.1 provides answers to the research questions defined in the introduction.
Second, in section 5.3 the empirical contribution is outlined. Third, in section 5.2 the
theoretical contribution is outlined and elaborated. Last, the limitations and implications for
further research is discussed.
5.1 Research findings
Following section summarizes the analysis in chapter 4. Findings are structured according to
the research questions outlined in section 1.4.
The first research question was: How is operations currently managed at the FSO –
(including main controlling factors, perceived shortages, etc.)?
This question is thoroughly elaborated on in sections 4.1.1, 4.2.1 and 4.3.1 below a summary
of the findings follows, moving from external to internal factors. Further, the answer to this
question provides a foundation for RQ2, which outlines the demands a XPS need to fulfil in
order to constitute an appropriate operating approach.
First, the market that FSO operates within provides few possible points of differentiation. The
delivery terms are thoroughly defined, and there is a high fluctuation in the demands.
Consequently, one of the main challenges is to manage these fluctuations efficiently and
finding areas where the organization can excel in order to distinguish themselves from the
competition. Relating to the latter, optimization of operations facilitating end-customer value
is identified to be one way forward.
Second, a low level of commitment and receptiveness to change characterises the FSO
organization. Further, the different functions operate as in standalone silos, with a low degree
of cross-collaboration. In order to manage the fluctuations, mentioned above, the organization
has become dependent upon subcontractors. All together this has resulted in a vast number of

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
67
different work methods, and a difficulty for management to direct and reach out with
improvements.
Third, despite the fact the FSO operates within a service industry, and that they offer a large
number of products, a majority of the service production process can be codified in 14
universal activities. However, the level of standardisation for each of these activities is low.
That is, operating procedures and methods are determined individually by every technician,
making it hard to manage and measure behaviours and ultimately operating efficiency.
Finally, due to the limited effort to optimize work processes, a remarkable portion of activities
carried out by the FSO are not contributing to end-customer value.
The second research question was: Given RQ1, which requirements need to be addressed in
order for the operating approach to be appropriate – (i.e. market, organizational and process
requirements)?
Given the findings outlined in research question one, we argue that an appropriate operating
approach needs to address the following requirements:
Market requirements (section 4.1.2)
The shift towards end-customer orientation, in order to differentiate from competitors.
Increased dependability in terms of service delivery precision, in order to cope with
existing performance measures.
Flexibility in terms of production capacity, in order to manage fluctuating demands.
Organizational requirements (section 4.2.2)
Improved understanding and commitment amongst the FSO employees, in order to
identify and realize practical improvements.
The enabling of an integrative communications infrastructure, where perceived
problems are surfaced and resolved
The governance of subcontractors’ operations, since they constitute a large proportion
of FSO’s service delivery.
Process requirements (section 4.3.2)
The standardization of work methods and routines.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
68
The continuous reduction of non-value adding activities from the service delivery
processes.
A more granular measurement system is needed to identify how to direct improvement
initiatives
The requirements outlined above constitute the starting point of the XPS design, which is
discussed in research question three below.
The third research question was: How should an appropriate XPS at the studied FSO be
designed, given the implications from literature and RQ1- RQ2?
In order to fulfil the requirements discussed in research question two, we propose that the
FSO specific production system should compromise three levels. On a highest level the
system should encompass end-customer orientation. This level is in turn supported by three
principles: involvement of everyone, waste reduction and to seek perfection. These are
relatively universal and long term in their character. The practical realization of these
principles, and ultimately the philosophy, should in turn be done through the adoption of
specific operating practices. At an initial stage, we posit that the practice level should be kept
relatively narrow. More specific, the FSO specific context and the requirements outlined in
RQ2, demands for an initial focus on socio-technical practices – improving receptiveness to
change. In particular a formal continuous improvement programme supported by job rotation
and self-directing work teams will constitute a suitable starting point. Additionally, the work
conducted in this programme will provide FSO with further guidance in the process of
prioritizing amongst other practices. Hence the suitable operation approach will not be static,
but evolve as the organization mature and the contextual requirements changes.
5.2 Conceptual contribution
Reviewing the current literature, much effort is spent on determining the relationship between
operating practices and organizational performance. However, realizing the benefits of such
practices, existing research provides little or no guidance on how to prioritize amongst the
many options, or how to incorporate them into a systemized and sustainable operating
approach. Since it is usually not possible to manage multiple change initiatives in parallel
with the daily operations this becomes a particularly urgent matter. This study creates
awareness and directs further research within this field. In addition to this general contribution
a number of, more specific, conceptual implications are presented.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
69
Firstly, as outlined is section 3.1.1, there is a current confusion surrounding the practice
concept (terminology). Different authors tend to mix practices with principles and principles
with philosophies. We posit that LP as well as a XPS needs to cover three levels, i.e. a
philosophical directional level, a principle level and a practice level. In addition, we suggest
that a XPS carefully should define how the different levels relate to each other. This is
important in order to avoid confusion and focus deterioration. Further, we argue that the two
top levels (philosophy and principles) are relatively universal and that they should remain
constant over time. The bottom level consisting of practices, should however be tailored to the
company specific context and allowed to evolve as the context changes. In addition this study
has provided a description of 22 operating practices based on an extensive literature review
(Table 6). The XPS framework is outlined in section 3.4
Secondly, the empirical contribution in this study supports that an appropriate operating
approach requires both technical- and socio-technical practices as suggested by Shah and
Ward (2007) and Cua et al. (2001). However, the suggested implementation order, i.e.
moving from internally technical to socio-technical practices (Angelis and Johnson, 2010;
Shah and Ward, 2003), is not always applicable. The reasoning behind this, exemplified in the
FSO case, is that socio-technical practices are a prerequisite for the adoption of technical
practices. Hence, we posit that not only the choice of practices is context dependent, but also
the sequence of adoption.
Finally, similar to above the case study showed that some of the practices classified as
internal (e.g. Angelis and Johnson, 2010; Chan et al., 1990), also have an external dimension.
For instance, the continuous improvement programme, elaborated in section 4.4.3, had to
cover external stakeholders – such as subcontractors and customers. Hence, we posit that the
classification of the continuous improvement programme as internal or external should be
context dependent.
5.3 Empirical contribution
Given the theoretical and the empirical findings we propose the following recommendations
to the FSO management.
Recommendation 1:
Given the research limitation, what is missing from this study is an implementation approach.
Thus we recommend a development of such an approach, and to simultaneously make

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
70
adjustments in the XPS if necessary (e.g. if it is partly inappropriate due to implementation
difficulties). In particular we argue that the implementation approach should facilitate the
education of the employees in the philosophical orientation as well as the supporting
principles (section 4.4.1 and 4.4.2). In parallel develop a work model as the one suggested in
section 4.4.3, i.e. the continuous improvement programme, together with the proposed
communications infrastructure. Further, it is our opinion that the urgency of this initiative is
emphasised and communicated.
Recommendation 2:
As discussed in section 3.3.2, the XPS design is not static. Consequently, requirements and
prerequisites from the operational context will evolve over time. Thus, so must the
operational practices in the XPS. FSO specific, as the change resistance decreases the
organization will be able to purse a higher rate of improvement. In order to enable a higher
pace it will be important to educate the personnel in all of the 22 practices defined by Shah
and Ward’s (2003) and included in our XPS framework (section 3.4). This is since these
practices will provide the employees with efficient tools and techniques to realize
improvement opportunities. Further, as identified in section 3.3.2 adopting practices from
each of the four bundles will yield high performance outcomes due to positive synergies.
Recommendation 3:
Research suggests that these kinds of changes in operational approaches are time consuming
(Angelis and Johnson, 2010). Thus if deciding to adopt the suggested XPS design,
perseverance and endurance will be a key factor. In light of the outcome from previously
improvement initiatives, it is important that this system does not become yet another failed
attempt, risking a further decline in commitment and change receptiveness. Hence the last
recommendation is to allocate adequate resources, and to accept an initial decline of
productivity.
5.4 Limitations and further research
Evaluating the research approach and contribution of this study, a number of limitations
should be acknowledged.
First, adopting a case study developed on data from a single research object entails limitations
with regards to external validity – the level of generalizability. That is, given the importance
of contextual factors when designing a XPS (section 3.3.2), presented contribution should

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
71
preferably be verified through a cross-case analysis. I.e. data from this case study should be
compared against data from firms operating in a different context. In particular, such research
would facilitate a more generalized understanding for how to design an appropriate XPS.
Having said that, we argue that the contribution of this study constitute a good starting point
for further research on how firms should design their production systems. In addition, we
argue that presented recommendations are relevant and directly applicable when designing
production systems within other GTC organisations, operating in the same context as FSO.
Second, research suggests that implementing XPSs are lengthy projects, often requiring a
period of upwards ten years before the full effects can be determined (Angelis and Johnson,
2010; Womack and Jones, 1996). With this in mind, this study is not able to evaluate the
outcomes of the suggested operating approach. That is, since this study does not (1) address
the issue on how to implement a XPS or (2) study the outcomes of an already implemented
XPS. In other words, any relationship between the proposed operating approach and
operational performance is not empirically validated. I.e. the proposed XPS framework and
the presented recommendations are derived from the implications from theory and the
analysis of current operating context. That is, perceived operational shortages have been
formulated into requirements, which in turn has served as a “specification” for the suggested
operating approach. Summarizing, future research should extended this scope and investigate
(1) possible implementation implications on how to design a XPS and (2) the relationship
between the suggested XPS design and operational performance.
Finally, it should be noted that many of the considered operating elements (e.g. principles and
practices) in this study, could be considered to exhibit the characteristics of a management
fashion (e.g. Abrahamson and Fairchild, 1999; Giroux, 2006). Following such reasoning, the
true relationship between operational performance and a XPS and its encompassing elements
is questioned. That is, LP as an operating paradigm towards “world-class performance” might
not prove to be best practice in the future. Investigating such criticism, an extended research
scope, where the performance outcomes of the recommendations from this study are
evaluated, would provide could once again serve to strengthen the validity of this study.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
72
CHAPTER 6
6 REFERENCES
ABRAHAMSON, E. & FAIRCHILD, G. 1999. Management Fashion: Lifecycles, Triggers, and Collective
Learning Processes. Administrative Science Quarterly, 44, 708-740. ALLEN, N. J., & MEYER, J. P. 1996. Affective, continuance, and normative commitment to the
organization: An exampination of construct validity. Journal of Vocational Behavior, 49, 252-276.
AMABILE, T. M., PATTERSON, C., MUELLER, J., WOJCIK, T., ODOMIROK, P. W., MARSH, M. & KRAMER,
S. J. 2001. Academic-Practitioner Collaboration in Management Research: A Case of Cross-Profession Collaboration. The Academy of Management Journal, 44, 418-431.
ANGELIS, J. & JOHNSON, M. 2010. Lean and organizational Fit: Unbundling Implementation,
WORKING PAPER ANGELIS, J., CONTI, R., COOPER , C. & GILL, C. 2011. Building a high-commitment lean culture, Journal
of Manufacturing Technology Management, 22, 569-586. BARTEZZAGHI, E. 1999. The evolution of production models: is a new paradigm emerging?
International Journal of Operations & Production Management, 19, 229-250. BATEMAN, N. 2005. Sustainability: the elusive element of process improvement. International
Journal of Operations & Production Management, 25, 261-276. BHASIN, S. 2012. An appropriate change strategy for lean success. Management Decision, 50, 439 –
458 BHASIN, S. & BURCHER, P. 2006. Lean viewed as a philosophy. Journal of Manufacturing Technology
Management, 17, 56-72. BIGGART, T. B. & GARGEYA, V. B. 2002. Impact of JIT on inventory to sales ratios. Industrial
Management & Data Systems, 102, 197-202. BROWNING, T. R. & HEATH, R. D. 2009. Reconceptualizing the effects of lean on production costs
with evidence from the F-22 program. Journal of Operations Management, 27, 23-44. CAGLIANO, R. & SPINA, G. 2000. How improvement programmes of manufacturing are selected.
International Journal of Operations & Production Management, 20, 772-791. CHAN, J. S., SAMSON, D. A., SOHAL, A. S. 1990. An integrative model of Japanese manufacturing
techniques. International Journal of Operations and Production Management 10, 37–56. COLLINS, J. & HUSSEY, R. 2009. Business research - A practical guide for undergraduate &
postgraduate students. 3rd edition, New York: Palgrave Macmillan

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
73
CONTI, R., ANGELIS, J., COOPER, C., FARAGHER, B. & GILL, C. 2006. The effects of lean production on
worker job stress. International Journal of Operations & Production Management, 26, 1013-1038
CUA, K. O., MCKONE, K. E. & SCHROEDER, R. G. 2001. Relationships between implementation of
TQM, JIT, and TPM and manufacturing performance. Journal of Operations Management, 19, 675-694.
DEMETER, K. & MATYUSZ, Z. 2011. The impact of lean practices on inventory turnover. International
Journal of Production Economics, 133, 154-163. EASTERBY-SMITH, M., THORPE, R. & LOWE, A. 2002. Management Research: An introduction, Sage:
London FULLERTON, R. R., KENNEDY, F. A. & WIDENER, S. K. 2013. Management accounting and control
practices in a lean manufacturing environment. Accounting, Organizations and Society, 38, 50-71.
FULLERTON, R. R. & MCWATTERS, C. S. 2001. The production performance benefits from JIT
implementation. Journal of Operations Management, 19, 81-96. GIBBERT, M., RUIGROK, W. & WICKI, B. 2008. Research Notes and commentaries – What passes a
rigorous case study? Strategic Management Journal, 29, 1465 – 1474. GIROUX, H. 2006 It Was Such a Handy Term: Management Fashions and Pragmatic Ambiguity,
Journal of Management Studies, 43, 1227-1259 GUPTA, Y. P. & HERAGU, S. 1991. Implications of implementing just-in-time systems. Technovation,
11, 143-162. HAYES, R. H., & PISANO, G. P. 1996. Manufacturing Strategy: At the Intersection of Two Paradigm
Shifts. Production and Operations Management, 5, 25–41. HOFER, C., EROGLU, C. & HOFER, A. R. 2012. The effect of lean production on financial performance:
The mediating role of inventory leanness. International Journal of Production Economics, 138, 242-253.
JONES, R., LATHAM, J. & BETTA, M. 2012. Creating the illusion of employee empowerment: lean
production in the international automobile industry. The International Journal of Human Resource Management, 24, 1629-1645.
JORGENSEN, F., BOER, H. & GERTSEN, F. 2003. Jump-starting continuous improvement through self-
assessment. International Journal of Operations & Production Management, 23, 1260-1278. KOUFTEROS, X.A., VONDEREMBSE, M.A. & DOLL, W.J. 1998. Developing measures of time based
manufacturing. Journal of Operations Management 16, 21–41 LAY, G., COPANI, G., JAEGER, A. & BIEGE, S. 2010. The relevance of service in European
manufacturing industries. Journal of Service Management, 21, 715-726.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
74
LEE, B. H. & JO, H. J. 2007. The mutation of the Toyota Production System: adapting the TPS at Hyundai Motor Company. International Journal of Production Research, 45, 3665-3679.
LEONARD-BARTON, D. 1990. A Dual Methodology for Case Studies: Synergistic Use of a Longitudinal
Single Site with Replicated Multiple Sites. Organization Science, 1, 248-266. LIKER, J.K., 2004. The Toyota way: 14 management principles from the world’s greatest
manufacturer. New York: McGraw-Hill LIKER, J. K. & MORGAN, J. M. 2006. The Toyota Way in Services: The Case of Lean Product
Development. Academy of Management Perspectives, 20, 5-20 LOSONCI, D., DEMETER, K. & JENEI, I. 2011. Factors influencing employee perceptions in lean
transformations. International Journal of Production Economics, 131, 30-43. MACKELPRANG, A. W. & NAIR, A. 2010. Relationship between just-in-time manufacturing practices
and performance: A meta-analytic investigation. Journal of Operations Management, 28, 283-302.
MCLACHLIN, R., 1997. Management initiatives and just-in-time manufacturing. Journal of Operations
Management, 15, 271– 292. MEHRI, D. 2006. The Darker Side of Lean: An Insider's Perspective on the Realities of the Toyota
Production System. Academy of Management Perspectives, 20, 21-42. MEYER, J. P. & HERSCOVITCH, L. 2001. Commitment in the workplace Toward a general model.
Human Resource management Review, 11, 299-326. MUNENE, J. 1995. Not on seat: an investigation of some correlates of organizational citizenship
behavior in Nigeria. Applied Psychology: An International Review, 44, 111-222. NAYLOR, J.B., NAIM, M.M. & BERRY, D. 1999. Leagility: Integrating the lean and agile manufacturing
paradigms in the total supply chain. International Journal of Production Economics, 62, 107-118.
NETLAND, T. 2012. Exploring the phenomenon of company-specific production systems: one-best-
way or own-best-way? International Journal of Production Research, 51, 1084-1097. OHNO, T., 1988. Toyota production system: beyond large-scale production. New York: Productivity
Press. PEARCE, J. 1993. Toward and organizational behavior of contract laborers. Academy of
Management Journal, 36, 1082-96. PIL, F. K. & MACDUFFIE, J. P. 1996. The adoption of high-involvement work practices. Industrial
Relations, 35, 423. SCHONBERGER, R. J. 2007. Japanese production management: An evolution - With mixed success.
Journal of Operations Management, 25, 403-419.

DESIGNING A COMPANY-SPECIFIC PRODUCTION SYSTEM D. Kallin and J. Meinhardt
75
SHAH, R., CHANDRASEKARAN, A. & LINDERMAN, K. 2008. In pursuit of implementation patterns: the context of Lean and Six Sigma. International Journal of Production Research, 46, 6679-6699.
SHAH, R. & WARD, P. T. 2003. Lean manufacturing: context, practice bundles, and performance.
Journal of Operations Management, 21, 129-149. SHAH, R. & WARD, P. T. 2007. Defining and developing measures of lean production. Journal of
Operations Management, 25, 785-805. SKINNER, W. 1969. Manufacturing--missing link in corporate strategy. Harvard Business Review, 47,
136-145. TOWILL, D. R. 2007. Exploiting the DNA of the Toyota production system. International Journal of
Production Research, 45, 3619-3637. TREVILLE, S. D. & ANTONAKIS, J. 2006. Could lean production job design be intrinsically motivating?
Contextual, configurational, and levels-of-analysis issues. Journal of Operations Management, 24, 99-123.
VOSS, C. A. 2005. Alternative paradigms for manufacturing strategy. International Journal of
Operations & Production Management, 25, 1211-1222. WHITE, R.E., PEARSON, J.N., WILSON, J.R. 1999. JIT Manufacturing: a survey of implementation in
small and large US manufacturers. Management Science ,45, 1–15. WOMACK, J. P. & JONES, D. T. 1996. Lean thinking: banish waste and create wealth in your
corporation. New York: Free Press. WOMACK, J. P., JONES, D. T. & ROOS, D. 1990. The machine that changed the world. New York:
Rawson Associates. YIN R. K. 1994. Case Study Research: Design and Methods. London: Sage

















