Detailed Design Review Dresser- Rand : Rotor Cell Improvement Project Topics: • Heat treat • B & OS • Capacity Determination Rochester Institute of Technology Multi-Disciplinary Senior Design Project: P13457 Team Members: Michael Then, Katherine Poehlman, Allison Doster, William Slaughter, William Swift
Transcript
Detailed Design Review
Dresser- Rand : Rotor Cell Improvement Project
Topics:
• Heat treat• B & OS• Capacity Determination
Rochester Institute of Technology
Multi-Disciplinary Senior DesignProject: P13457 Team Members: Michael Then, Katherine
Poehlman, Allison Doster, William Slaughter, William Swift
Re-Cap
Improve Throughput in the Rotor-Cell
Layouts: Heat Treat and B&OS Shelving choices
Quotes and Lead Times
Layout Configurations
Capacity Determination (Moving Forward…MSDII)
Roll-Out Racks
Heat Treat• 3 racks for the Heat Treat area• 3 adjustable shelves per rack
B & OS• 1 rack for Finger Mandrels• Recommend additional shelf to increase
capacity
Rack Specs 2,000lbs /shelf 48”x 48” shelf space 15lbs of force to pull-out fully loaded rack
Layout in Heat TreatLayout Option: 3 Large Racks- Straight Line
Most viable given constraints Can’t move office Can’t block door 24-40 impellers
Total Cost: Roll Out Racks
• Lead Time = 10-12 business days
Note: This includes one Rack and extra shelf for B&OS
B&OS: Standard Racks
• 6 racks should fit all parts• Modeled in Auto-Cad• 5 storage shelves/rack
• 6th shelf for dust?
• Very low, if any, maintenance• Consistent with current shelving• Layout of plates will remain the similar
Standard Racks
• Specifications• 3000lbs per shelf• Heavy gauge steel• 72-L x 24-W x 60-H
• 72 x 24 x 72 (Second Option)
• Versatility• Shelves can be adjusted in 1 inch increments
• Not bolted to the floor so they can be rearranged
• Accessible on both sides
Layout in B&OS
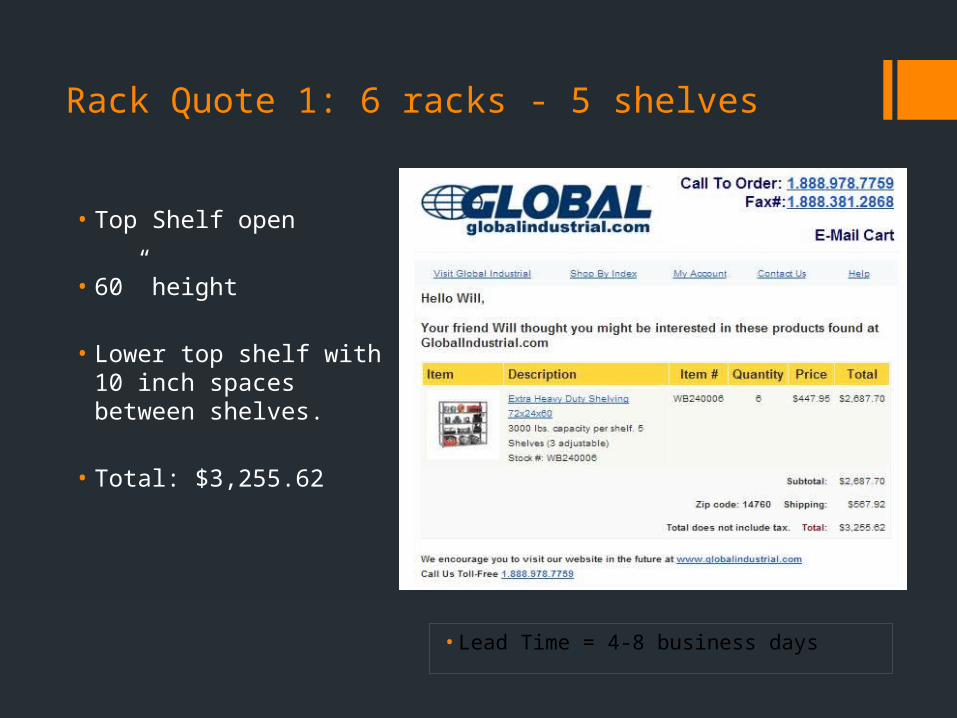
Rack Quote 1: 6 racks - 5 shelves
• Lead Time = 4-8 business days
• Top Shelf open
• 60” height
• Lower top shelf with 10 inch spaces between shelves.
• Total: $3,255.62
Rack Quote 2: 6 racks - 6 shelves
• Lead Time = 4-8 business days
• 72” height (6 ft.)• Gives more vertical space
options
• Lower the 5th shelf• Leave 6th shelf at top to
prevent dust settling on parts.
• Total: $3861.21• Additional $600
Moving Forward (MSDII):Capacity Determination
Focus is on Impeller throughput Impeller routings are complex Rotor Assembly process adds to complexity Moving Bottleneck
Bottleneck = Plant Capacity
First bottleneck: Milling What to send out? What to keep in house?
Parts mix determines Capacity / Bottlenecks Monthly standard ≈ 70-80% parts outsourced for this process
Goal: Given your parts mix each month:
Maximize Machine Usage Maximize Throughput
Keeping Impellers of same Rotor Assembly on same pace
Could you decrease rented vendor space - $$ Most importantly: What parts mix stabilizes flow?
Why start in Milling? All parts go through this process
Most Variability in Process Times from part to part Other processes are more similar
Parts mix is less relevant Easier problem to analyze
Comes down to stabilizing flow
Process Times can be accurately measured
Decision to send out here initiates “waves” in flow Creates “Moving” Bottlenecks
Stabilizing flow through this step in the process will help flow throughout facility
Add more complexity (i.e. further steps in the process) as we progress
Basic Model Inputs and Logic
Mill 460
Mill 437
Mill 435
Mill 431
Mill 429
O/V
Create Assign Decide
Generic Part Created
Gives Parts Attributes based on Parts Mix (Probability)