Page 1
Diseno, implementacion y evaluacionde un sistema experto para analisis de
fallas en elementos de maquinas
Carlos Javier Moreno Gomez
Universidad Nacional de Colombia
Departamento de Ingenierıa Mecanica y Mecatronica
Bogota, Colombia
2013
Page 3
Diseno, implementacion y evaluacionde un sistema experto para analisis de
fallas en elementos de maquinas
Carlos Javier Moreno Gomez
Tesis presentada como requisito parcial para optar al tıtulo de:
Magister en Ingenierıa Mecanica
Director:
Msc. Ing. Edgar Espejo Mora
Lınea de Investigacion:
Mecanismos de falla de elementos de maquinas
Grupo de Investigacion:
AFIS (Analisis de falla, integridad y superficies)
Universidad Nacional de Colombia
Departamento de Ingenierıa Mecanica y Mecatronica
Bogota, Colombia
2013
Page 5
Dedicatoria
A mi preciosa esposa Pik por su incondicional
amor, paciencia y entusiasmo por mi desarrollo
personal para ser un mejor ser humano cada dıa.
A mi papa y mi mama y a mis hermanos
Oki y Sebastiao por su carisma y amor que me
expresan en cada momento.
Page 7
Agradecimientos
Al M. Ing. Edgar Espejo por el tiempo que dedico a acompanarme en el desarrollo de este
proyecto, por sus conocimientos transmitidos durante la maestrıa y por su entusiasmo en el
desarrollo del proyecto aun cuando hubo intermitencia en el desarrollo del mismo debido a
mis compromisos laborales.
A las empresas del sector Oil & gas, del sector automotrız, alimentos, construcciones civiles,
aeronautica y minerıa entre otras, que hicieron parte de este proyecto presentando sus suge-
rencias y recomendaciones para el desarrollo del mismo.
Page 9
ix
Resumen
El objetivo principal de este proyecto fue el diseno, la implementacion y la evaluacion de un
sistema experto para determinar el mecanismo de falla en elementos de maquina como ejes,
rodamientos, engranajes, cojinetes y cuerpos de caldera.
Para el desarrollo se implementaron tres sistemas expertos basados en inferencia clasica,
inferencia difusa e inferencia bayesiana para la identificacion de mecanismos de falla en ejes
ya que este elemento de maquina dispone de mucha mas informacion en la literatura y casos
de estudio comparado con los otros elementos de maquina dentro del proyecto.
Se evaluaron cuantitativamente los resultados que arrojaron cada uno de los sistemas de
inferencia comparado con los resultados que obtuvo un panel de expertos que analizaron 46
casos de falla, utilizando medidas de grupo (ındice de acuerdo, ındice κ e ındice κ ponderado)
y ratios de acuerdo (sensibilidad, ratios de falsos negativos, especificidad, ratios de falsos
positivos, valor predictivo positivo, valor predictivo negativo y ROC (Receiver Operating
Characteristic).
La casuıstica de validacion contaba con cuarenta y seis casos de falla provenientes de diver-
sas industrias distribuidos de la siguiente forma: dieciseis casos de fractura, diez casos de
desgaste, diez casos de corrosion y diez casos de flujo plastico.
De acuerdo al resultado del proceso de validacion para ejes, el motor de inferencia bayesiano
fue el que tuvo los mejores resultados comparados con la respuesta del conocimiento experto
humano, escogiendose este para la implementacion del sistema experto para identificacion
de mecanismos de falla en los otros elementos de maquina (rodamientos, engranajes, cuerpos
de caldera y cojinetes).
Este proyecto de investigacion se desarrollo en las instalaciones de la Universidad Nacional
de Colombia sede Bogota y conto con la participacion de varias empresas de los sectores:
petroleo y gas, automotriz, alimentos, construcciones civiles, industria aeronautica y minerıa
entre otras, que establecieron algunos requerimientos en la fase inicial para el desarrollo del
mismo.
Palabras clave: Analisis de fallas, sistema experto, inferencia basada en reglas, infe-
rencia difusa ,inferencia bayesiana.
Page 11
Abstract
The main goal in this project were the design, implementation and evaluation of an ex-
pert system for identify failure mechanism of machine elements such as shafts, bearings,
gears, bearings and bodies boiler.
For the development of this project were implemented three diferent inference engines (rule
based, fuzzy inference and Bayesian inference) for identify failure mechanisms in shafts due
this machine element has got much more information in the literature and case studies com-
pared with the other machine elements.
Were evaluated quantitatively all the results that each inference systems using :index of
agreement, kappa index, weighted kappa index; and ratios of agreement (sensitivity, false
negative ratios, specificity, false positive ratios, positive predictive value , negative predicti-
ve value and ROC (Receiver Operating Characteristic) the results were compared with the
human expert response in the identification of failure mechanisms in shafts using a base of
forty-six cases of failure from several industries distributed as follows: Sixteen fracture cases,
ten cases of wear, ten cases of corrosion and ten cases of plastic flow).
According to the result of the validation process for shafts, the Bayesian inference engine
had the better performance compared with the response of human expertise and therefore
was chosen for the implementation of the other machine elements expert system (bearings,
gears, bearings and body boiler) expert system.
This research was developed at the National University of Colombia (Bogota) and had par-
ticipation of several companies in the following industrial sectors: oil and gas, automotive,
food, civil construction, aviation industry and mining among others, who established some
requirements at initial phase in this project.
Keywords:failure analysis, expert system, rule based inference, fuzzy inference , baye-
sian inference
Page 13
Contenido
Agradecimientos VII
Resumen IX
Lista de abreviaturas XV
1. Introduccion XXIII
2. Aspectos preliminares 1
2.1. Antecedentes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2.2. Planteamiento del problema . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
3. Marco teorico 3
3.1. Analisis de fallas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.2. Fractografıa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
3.2.1. Fractura fragil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.2.2. Fractura ductil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.2.3. Fractura progresiva . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.3. Desgastografıa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.3.1. Desgaste Adhesivo . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.3.2. Desgaste Abrasivo . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.3.3. Desgaste Erosivo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3.3.4. Fretting o ludimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3.3.5. Cavitacion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3.3.6. Picadura Superficial . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3.3.7. Erosion por descarga electrica . . . . . . . . . . . . . . . . . . . . . . 14
3.4. Corrosion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3.4.1. Corrosion generalizada . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3.4.2. Corrosion galvanica . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.4.3. Corrosion preferente en soldaduras . . . . . . . . . . . . . . . . . . . 16
3.4.4. Corrosion por gradiente de concentracion . . . . . . . . . . . . . . . . 16
3.4.5. Corrosion por rendija . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.4.6. Corrosion bajo depositos . . . . . . . . . . . . . . . . . . . . . . . . . 16
Page 14
xiv Contenido
3.5. Sistemas Expertos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.5.1. Inferencia clasica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
3.5.2. Inferencia difusa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
3.5.3. Inferencia bayesiana . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
3.6. Validacion de sistemas expertos . . . . . . . . . . . . . . . . . . . . . . . . . 22
4. Metodologıa de investigacion aplicada 27
4.1. Sistema experto basado en reglas . . . . . . . . . . . . . . . . . . . . . . . . 28
4.2. Sistema experto basado en inferencia difusa . . . . . . . . . . . . . . . . . . 32
4.3. Sistema experto basado en inferencia bayesiana . . . . . . . . . . . . . . . . 35
5. Resultados experimentales 39
5.1. Casuıstica de validacion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
5.2. Resultados obtenidos analisis de falla por fractura en ejes . . . . . . . . . . . 44
5.3. Resultados obtenidos analisis de falla por desgaste en ejes . . . . . . . . . . . 45
5.4. Resultados obtenidos analisis de falla por corrosion en ejes . . . . . . . . . . 46
5.5. Resultados obtenidos analisis de falla por flujo plastico en ejes . . . . . . . . 47
6. Analisis de resultados 48
7. Conclusiones y trabajo futuro 55
A. Anexo: Investigacion de campo para levantamiento de requerimientos 57
A.1. Encuesta y resultados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
A.2. Analisis de resultados encuesta de requerimientos . . . . . . . . . . . . . . . 62
A.3. Ficha tecnica de la encuesta . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
B. Anexo: Esquema general de fallas para ejes, engranajes, rodamientos, cojinetes
y tuberias de caldera 65
C. Reglas sistema experto basado en inferencia difusa 85
D. Anexo: Metodologıa usada para realizar los calculos de validacion 90
E. Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, en-
granajes, rodamientos, cojinetes y tuberias de caldera 97
Bibliografıa 131
Page 15
Lista de abreviaturas
A continuacion se presentan las abreviaturas utilizadas en el presente documento.
Abreviaturas
Abreviatura Termino
aF Apariencia fibrosa.
aS Agrietamiento superficial
aGuz Apariencia granular con una zona.
cC Carga constante
cOzd Coloraciones oscuras zona de desgaste
cU Corrosion uniforme
cP Corrosion por picadura
cV Carga variable
dAb Desgaste Abrasivo
dAd Desgaste Adhesivo
dCzd Dano concentrado zona de desgaste
de Dano en estrıas o cuneros
dM Desprendimiento de material
dPd Distorsion permanente doblado
dPr Distorsion permanente rotacion
dSc Dano superficial concentrado
dSh Dano superficial homogeneo
dSr Dano en sentido de rotacion
dT Fractura Ductil Torsion
eM Eje macizo
ePd Eje pared delgada
f45 Fractura a 45 grados
fatSup Fatiga Superficial
fcef Fractura Corrosion Esfuerzo flexion
fcet Fractura Corrosion Esfuerzo Torsion
fcff Fractura Corrosion Fatiga flexion
fcft Fractura Corrosion Fatiga Torsion
Page 16
xvi Contenido
Abreviatura Termino
fFatf Fractura Fatiga Flexion
fFatt Fractura Fatiga Torsion
fff Fractura Fragil Flexion
fft Fractura Fragil Torsion
fpt Flujo plastico torsion
fpf Flujo plastico flexion
FTA Fault Tree Analysis
fTe Fractura transversal al eje
fTee Fractura Torsion eje estriado
lud Ludimiento o Fretting
mA45 Multiples agrietamientos a 45 grados
mC Medio corrosivo
mP Marcas de Playa
mR Marcas radiales
nD No deformacion
pC Pared colapso elipticamente
pCe Pared colapso con arrugamiento
pMs Perdida o modificacion de la superficie
pMsc Perdida o modificacion de la superficie corroida
plf Pandeo de lamina flexion
plt Pandeo de lamina torsion
pR Presencia de residuos corroidos
RCA Root Cause Analysis
rSsr Rayado en superficie sentido de rotacion
ROC Receiver Operating Characteristic
sC Signos de calentamiento
sCs Signos de corrosion superficial
tM Transferencia de material
zAt Zona de apariencia tersa
Page 17
Lista de Figuras
3-1. Proceso de revision y analisis de una falla [31]. . . . . . . . . . . . . . . . . . 4
3-2. Sımbolos mas utilizados en diagramas FTA y su descripcion. . . . . . . . . . 5
3-3. Ejemplo de un diagrama FTA para un evento llamado A. . . . . . . . . . . . 6
3-4. FTA para desgaste adhesivo en ejes. . . . . . . . . . . . . . . . . . . . . . . . 7
3-5. Tipos de fractura en elementos mecanicos [36]. . . . . . . . . . . . . . . . . . 7
3-6. Metodos de inspeccion de fractura [36]. . . . . . . . . . . . . . . . . . . . . . 8
3-7. Superficie granular y brillante de una fractura fragil en ejes. . . . . . . . . . 8
3-8. Superficie fibrosa de una fractura ductil en ejes. . . . . . . . . . . . . . . . . 9
3-9. Marcas de playa en una superficie de fractura por fatiga a flexion en eje. . . 9
3-10.Tipos de desgaste [37]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3-11.Evidencia de transferencia de material del cojinete a un eje (desgaste adhesivo). 11
3-12.Evidencia de rayado de material en la superficie de un eje (desgaste abrasivo). 11
3-13.Presencia de desgaste por erosion en tuberias de caldera. . . . . . . . . . . . 12
3-14.Evidencia de coloraciones oscuras y dano concentrado en superficie de eje
(fretting o ludimiento). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3-15.Presencia de cavitacion en un cojinete. . . . . . . . . . . . . . . . . . . . . . 13
3-16.Picadura superficial [40]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3-17.Erosion por descarga electrica en un cojinete. . . . . . . . . . . . . . . . . . 14
3-18.Principales manifestaciones de la corrosion o formas de corrosion [43]. . . . . 15
3-19.Corrosion uniforme o generalizada sobre superficie de un eje. . . . . . . . . . 15
3-20.Principales secciones de un sistema experto [53]. . . . . . . . . . . . . . . . . 17
3-21.Pasos para el diseno de un sistema experto [44]. . . . . . . . . . . . . . . . . 17
3-22.Modus Ponens [44]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
3-23.Modus Tollens [44]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
3-24.Estructura de un sistema experto difuso [45]. . . . . . . . . . . . . . . . . . . 19
3-25.Red bayesiana que describe la probabilidad de padecer un infarto [50]. . . . . 21
4-1. Estructura sistema experto basado en inferencia clasica. . . . . . . . . . . . . 29
4-2. Interfaz de usuario de inicio sistema inferencia clasica. . . . . . . . . . . . . . 31
4-3. Ejemplo del modulo de fractura sistema de inferencia clasico. . . . . . . . . . 32
4-4. Funcion de membresıa para marca de playa. . . . . . . . . . . . . . . . . . . 33
4-5. Funcion de membresıa para la salida (fractura corrosion esfuerzo a flexion). . 34
4-6. Sistema difuso para fractura corrosion-esfuerzo flexion (cEf). . . . . . . . . . 35
Page 18
xviii Lista de Figuras
4-7. Tabla de probabilidad condicional de ejemplo. . . . . . . . . . . . . . . . . . 37
4-8. Interfaz de usuario de inicio sistema Bayesiano. . . . . . . . . . . . . . . . . 38
4-9. Ejemplo del modulo de fractura sistema bayesiano. . . . . . . . . . . . . . . 38
5-1. Estructura general de los sistemas expertos. . . . . . . . . . . . . . . . . . . 39
B-1. Esquema general de falla por fractura en ejes . . . . . . . . . . . . . . . . . 65
B-2. Esquema general de falla por desgaste en ejes . . . . . . . . . . . . . . . . . 66
B-3. Esquema general de falla por flujo plastico y corrosion en ejes . . . . . . . . 67
B-4. Esquema general de falla por perdida de geometrıa en engranajes . . . . . . 68
B-5. Esquema general de falla por perdida de diente en engranajes y engrane irregular 69
B-6. Esquema general de falla por grietas en engranajes . . . . . . . . . . . . . . 70
B-7. Esquema general de falla en rodamientos parte 1 . . . . . . . . . . . . . . . . 71
B-8. Esquema general de falla en rodamientos parte 2 . . . . . . . . . . . . . . . . 72
B-9. Esquema general de falla en rodamientos parte 3 . . . . . . . . . . . . . . . . 73
B-10.Esquema general de falla en rodamientos parte 4 . . . . . . . . . . . . . . . . 74
B-11.Esquema general de falla en cojinetes parte 1 . . . . . . . . . . . . . . . . . . 75
B-12.Esquema general de falla en cojinetes parte 2 . . . . . . . . . . . . . . . . . . 76
B-13.Esquema general de falla en cojinetes parte 3 . . . . . . . . . . . . . . . . . . 77
B-14.Esquema general de falla en cojinetes parte 4 . . . . . . . . . . . . . . . . . . 78
B-15.Esquema general de falla en tuberias de caldera parte 1 . . . . . . . . . . . . 79
B-16.Esquema general de falla en tuberias de caldera parte 2 . . . . . . . . . . . . 80
B-17.Esquema general de falla en tuberias de caldera parte 3 . . . . . . . . . . . . 81
B-18.Esquema general de falla en tuberias de caldera parte 4 . . . . . . . . . . . . 82
B-19.Esquema general de falla en tuberias de caldera parte 5 . . . . . . . . . . . . 83
B-20.Esquema general de falla en tuberias de caldera parte 6 . . . . . . . . . . . . 84
E-1. FTA fractura fragil flexion en ejes . . . . . . . . . . . . . . . . . . . . . . . 97
E-2. FTA fractura fragil torsion en ejes . . . . . . . . . . . . . . . . . . . . . . . 98
E-3. FTA fractura ductil torsion en ejes . . . . . . . . . . . . . . . . . . . . . . . 98
E-4. FTA fractura fatiga flexion en ejes . . . . . . . . . . . . . . . . . . . . . . . 99
E-5. FTA fractura fatiga torsion en ejes . . . . . . . . . . . . . . . . . . . . . . . 99
E-6. FTA fractura por fatiga a torsion en eje estriado . . . . . . . . . . . . . . . 100
E-7. FTA fractura corrosion fatiga flexion en ejes . . . . . . . . . . . . . . . . . . 100
E-8. FTA fractura corrosion fatiga torsion en ejes . . . . . . . . . . . . . . . . . 101
E-9. FTA fractura corrosion esfuerzo flexion en ejes . . . . . . . . . . . . . . . . 101
E-10.FTA fractura corrosion esfuerzo torsion en ejes . . . . . . . . . . . . . . . . 102
E-11.FTA Desgaste abrasivo en ejes . . . . . . . . . . . . . . . . . . . . . . . . . 102
E-12.FTA Desgaste adhesivo en ejes . . . . . . . . . . . . . . . . . . . . . . . . . 103
E-13.FTA Ludimiento o fretting en ejes . . . . . . . . . . . . . . . . . . . . . . . 103
E-14.FTA Fatiga superficial en ejes . . . . . . . . . . . . . . . . . . . . . . . . . . 104
Page 19
Lista de Figuras xix
E-15.FTA Flujo plastico flexion en ejes . . . . . . . . . . . . . . . . . . . . . . . . 104
E-16.FTA Flujo plastico torsion en ejes . . . . . . . . . . . . . . . . . . . . . . . 105
E-17.FTA Pandeo de lamina flexion en ejes . . . . . . . . . . . . . . . . . . . . . 105
E-18.FTA Pandeo de lamina torsion en ejes . . . . . . . . . . . . . . . . . . . . . 106
E-19.FTA Dano en cuneros en ejes . . . . . . . . . . . . . . . . . . . . . . . . . . 107
E-20.FTA Corrosion uniforme en ejes . . . . . . . . . . . . . . . . . . . . . . . . 108
E-21.FTA Corrosion por picadura en ejes . . . . . . . . . . . . . . . . . . . . . . 108
E-22.FTA Desgaste abrasivo en engranajes . . . . . . . . . . . . . . . . . . . . . 109
E-23.FTA Corrosion en engranajes . . . . . . . . . . . . . . . . . . . . . . . . . . 109
E-24.FTA Fatiga superficial (picado) en engranajes . . . . . . . . . . . . . . . . . 110
E-25.FTA Macro picado en engranajes . . . . . . . . . . . . . . . . . . . . . . . . 110
E-26.FTA Arrugamiento en engranajes . . . . . . . . . . . . . . . . . . . . . . . . 111
E-27.FTA Acanalamiento en engranajes . . . . . . . . . . . . . . . . . . . . . . . 111
E-28.FTA Indentacion en engranajes . . . . . . . . . . . . . . . . . . . . . . . . . 112
E-29.FTA Aplastamiento en engranajes . . . . . . . . . . . . . . . . . . . . . . . 112
E-30.FTA Concentracion en engranajes . . . . . . . . . . . . . . . . . . . . . . . 113
E-31.FTA Interferencia en engranajes . . . . . . . . . . . . . . . . . . . . . . . . 113
E-32.FTA Fractura ductil en engranajes . . . . . . . . . . . . . . . . . . . . . . . 114
E-33.FTA Fractura fragil en engranajes . . . . . . . . . . . . . . . . . . . . . . . 114
E-34.FTA Fatiga en engranajes . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
E-35.FTA Grieta en cara en engranajes . . . . . . . . . . . . . . . . . . . . . . . 115
E-36.FTA Grieta en alma en engranajes . . . . . . . . . . . . . . . . . . . . . . . 116
E-37.FTA Grieta en base de dientes en engranajes . . . . . . . . . . . . . . . . . 117
E-38.FTA Grieta en concentradores en engranajes . . . . . . . . . . . . . . . . . 118
E-39.FTA Fatiga superficial picado en rodamientos . . . . . . . . . . . . . . . . . 118
E-40.FTA Fatiga superficial micropicado en rodamientos . . . . . . . . . . . . . . 119
E-41.FTA Fatiga superficial macropicado en rodamientos . . . . . . . . . . . . . 119
E-42.FTA Descarga electrica en rodamientos . . . . . . . . . . . . . . . . . . . . 120
E-43.FTA Desgaste Abrasivo en rodamientos . . . . . . . . . . . . . . . . . . . . 120
E-44.FTA Desgaste adhesivo en rodamientos . . . . . . . . . . . . . . . . . . . . 121
E-45.FTA Corrosion en rodamientos . . . . . . . . . . . . . . . . . . . . . . . . . 121
E-46.FTA Sobre carga e indentacion en rodamientos . . . . . . . . . . . . . . . . 122
E-47.FTA Fractura en rodamientos . . . . . . . . . . . . . . . . . . . . . . . . . . 122
E-48.FTA Ludimiento en rodamientos . . . . . . . . . . . . . . . . . . . . . . . . 123
E-49.FTA Desgaste abrasivo en cojinetes . . . . . . . . . . . . . . . . . . . . . . 123
E-50.FTA Desgaste adhesivo en cojinetes . . . . . . . . . . . . . . . . . . . . . . 124
E-51.FTA Cavitacion en cojinetes . . . . . . . . . . . . . . . . . . . . . . . . . . 124
E-52.FTA Descarga electrica en cojinetes . . . . . . . . . . . . . . . . . . . . . . 125
E-53.FTA Fatiga en cojinetes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 125
E-54.FTA Depositos en cojinetes . . . . . . . . . . . . . . . . . . . . . . . . . . . 126
Page 20
xx Lista de Figuras
E-55.FTA Corrosion en cojinetes . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
E-56.FTA Ludimiento en cojinetes . . . . . . . . . . . . . . . . . . . . . . . . . . 128
E-57.FTA Flujo plastico en cojinetes . . . . . . . . . . . . . . . . . . . . . . . . . 128
E-58.FTA Fractura en cojinetes . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
E-59.FTA Corrosion intergranular en lado de aguas en tuberias de caldera . . . . 129
E-60.FTA Corrosion acelerada en lado de gases en tuberias de caldera . . . . . . 130
E-61.FTA Corrosion acelerada en lado de gases en tuberias de caldera . . . . . . 130
Page 21
Lista de Tablas
3-1. Tabla de contingencia usada para calcular ratios de acuerdo para cada cate-
gorıa[70] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
5-1. Origen de casos modulo de fractura . . . . . . . . . . . . . . . . . . . . . . . 43
5-2. Origen de casos modulo de desgaste . . . . . . . . . . . . . . . . . . . . . . . 43
5-3. Origen de casos modulo de corrosion . . . . . . . . . . . . . . . . . . . . . . 43
5-4. Origen de casos modulo de flujo plastico . . . . . . . . . . . . . . . . . . . . 43
5-5. Resultados analisis de falla por fractura . . . . . . . . . . . . . . . . . . . . . 44
5-6. Resultados analisis de falla por desgaste . . . . . . . . . . . . . . . . . . . . 45
5-7. Resultados analisis de falla por corrosion . . . . . . . . . . . . . . . . . . . . 46
5-8. Resultados analisis de falla por flujo plastico . . . . . . . . . . . . . . . . . . 47
6-1. Consolidado ındices de validacion inferencia clasica . . . . . . . . . . . . . . 49
6-2. Consolidado ındices de validacion inferencia difusa . . . . . . . . . . . . . . . 49
6-3. Consolidado ındices de validacion inferencia bayesiana . . . . . . . . . . . . . 49
6-4. Comparacion indicadores motores de inferencia . . . . . . . . . . . . . . . . 50
A-1. Porcentaje de participacion segun industria . . . . . . . . . . . . . . . . . . . 57
A-2. Existencia plan de analisis de fallas en las industrias encuestadas . . . . . . . 58
A-3. Nivel de formacion del analista de fallas . . . . . . . . . . . . . . . . . . . . . 58
A-4. ¿En su organizacion el analista podrıa ser considerado un experto? . . . . . . 58
A-5. ¿Cree util un sistema experto para analisis de falla en su organizacion? . . . 59
A-6. Forma de ejecucion del software . . . . . . . . . . . . . . . . . . . . . . . . . 59
A-7. Metodos de mantenimiento predictivo . . . . . . . . . . . . . . . . . . . . . . 60
A-8. ¿Que busca de un sistema experto para analisis de fallas? . . . . . . . . . . . 60
A-9. ¿Conoce las propiedades del material a analizar? . . . . . . . . . . . . . . . . 61
A-10.Ficha tecnica trabajo de campo.[73] . . . . . . . . . . . . . . . . . . . . . . . 64
D-1. Tabla de contingencia analisis de fractura sistema de inferencia clasica . . . . 90
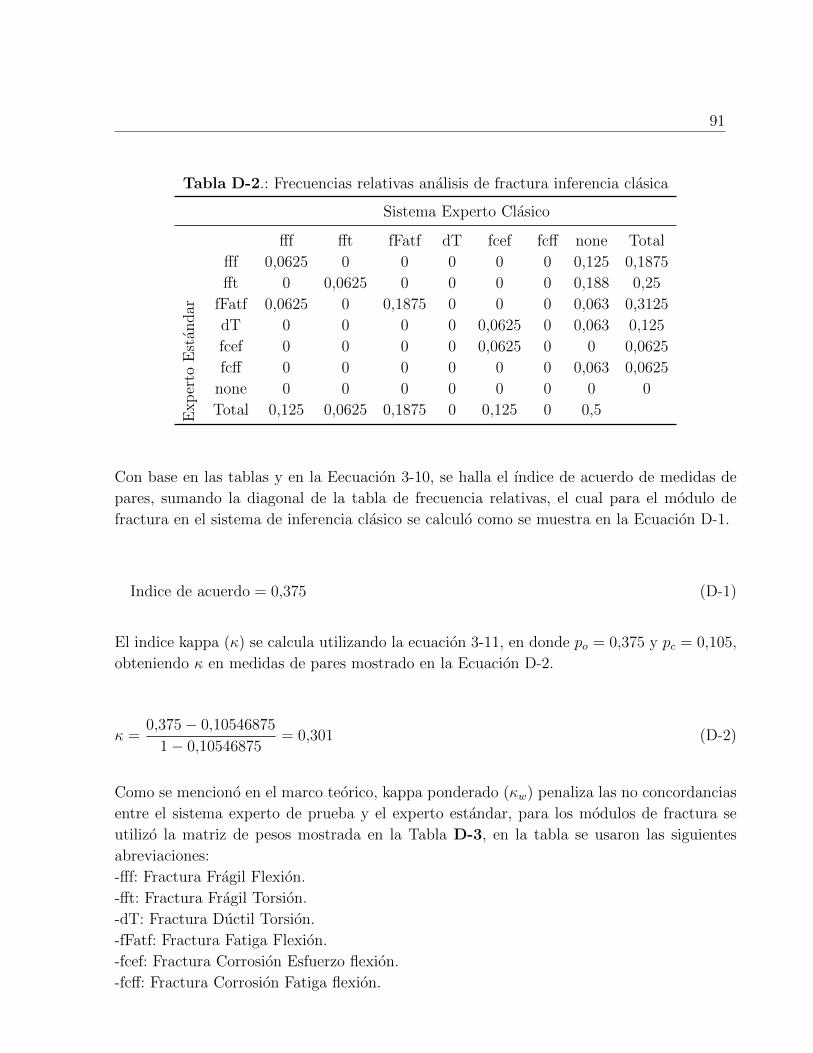
D-2. Frecuencias relativas analisis de fractura inferencia clasica . . . . . . . . . . . 91
D-3. Matrız de pesos usada en los modulos de fractura . . . . . . . . . . . . . . . 92
D-4. Matrız de pesos usada en los modulos de desgaste para los tres sistemas . . . 92
D-5. Matrız de pesos usada en los modulos de corrosion para los tres sistemas . . 93
D-6. Matrız de pesos usada en los modulos de flujo plastico para los tres sistemas 93
Page 22
xxii Lista de Tablas
D-7. Tabla de contingencia para calculo de ratios de acuerdo fractura fragil flexion
inferencia clasica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
D-8. Tabla de contingencia para calculo de ratios de acuerdo fractura fragil torsion
inferencia clasica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
D-9. Tabla de contingencia para calculo de ratios de acuerdo fractura fatiga flexion
inferencia clasica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
D-10.Tabla de contingencia para calculo de ratios de acuerdo fractura ductil torsion
inferencia clasica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
D-11.Tabla de contingencia para calculo de ratios de acuerdo fractura corrosion
esfuerzo flexion inferencia clasica . . . . . . . . . . . . . . . . . . . . . . . . 95
D-12.Tabla de contingencia para calculo de ratios de acuerdo fractura corrosion
fatiga flexion inferencia clasica . . . . . . . . . . . . . . . . . . . . . . . . . . 95
D-13.Resultados ratios de acuerdo para el motor de inferencia clasico en analisis de
falla por fractura para ejes . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
Page 23
1. Introduccion
Todo componente mecanico de un sistema ha sido disenado para cumplir con algun objetivo
especıfico dentro de un proceso o mecanismo, sin embargo, dichos elementos estan expuestos
a fallas de diversa ındole, las cuales pueden estar asociadas a alguna de las siguientes con-
diciones de aparicion: diseno inapropiado, procesos de manufactura inadecuados, condicion
de servicio fuera de especificacion o mantenimiento inapropiado [1].
La aparicion de una falla dentro de un proceso perjudica negativamente los indicadores de
gestion de mantenimiento generando sobrecostos y tiempos no productivos hasta que se co-
rrija la misma, tratando en la medida de lo posible corregir el problema de raız para evitar
la futura reaparicion de la misma.
Uno de los inconvenientes en el analisis de fallas se encuentra en la correcta identificacion del
mecanismo de falla presentado, dado que no siempre la persona que realiza la identificacion
y el analisis es experto en el tema, siendo generalmente un operario o un tecnico el que rea-
liza dicha documentacion, lo cual dificulta el manejo y gestion de fallas en la planta o pozo
perjudicando indicadores de mantenimiento por revision de documentacion incorrectamente
diligenciada.
En [2] se menciona que “Infortunadamente en Colombia muy pocas empresas, tecnicos e
ingenieros aplican el analisis de falla como una rutina obligatoria de trabajo” lo cual conlle-
va a que los servicios en ensamble, mantenimiento u operacion no cumplan con estandares
mınimos de calidad, probablemente debido al desconocimiento de metodos para identificar
mecanismos de falla cuando se presentan, por lo cual este proyecto fue una propuesta ante
la actual situacion que manifiesta escases de expertos en el analisis de fallas de elementos de
maquina en algunas organizaciones, para ser una guıa de acompanamiento para el personal
que no es experto y apoyo al personal que ya lo es, afectando eventualmente de manera
positiva los procesos de identificacion de mecanismos de falla en las organizaciones.
Para el desarrollo de este proyecto se realizo una investigacion de campo mediante una en-
cuesta a varios sectores industriales que manifestaron algunos requerimientos para el diseno.
Seguido se realizo un estudio del estado del arte de los sistemas expertos aplicados a analisis
de fallas y determinacion de mecanismos de falla basados en diversos metodos de inferencia
el cual mostro que no existen reportes de comparacion entre los tres sistemas que se traba-
Page 24
xxiv 1 Introduccion
jaron en este proyecto para un mismo elemento o proceso; se escogieron tres metodos que
se destacaban en sistemas expertos aplicados a procesos de diagnostico e identificacion, los
cuales son presentados a continuacion:
1. Sistemas expertos basados en inferencia clasica.
2. Sistemas expertos basados en inferencia difusa.
3. Sistemas expertos basados en inferencia bayesiana.
Tras pruebas y validacion cuantitativa comparada con la respuesta de conocimiento experto
humano en la identificacion de mecanismos de falla para ejes, se escogio el sistema con mejor
desempeno y este fue implementado para los demas elementos de maquina como rodamien-
tos, engranajes, cojinetes y cuerpos de caldera.
La metodologıa que se empleo en este proyecto de investigacion, podrıa ser utilizada para la
implementacion y aplicacion de sistemas expertos e inteligencia artificial para el diagnostico,
interpretacion e identificacion de sistemas complejos en ingenierıa en industrias que requie-
ran este tipo de procedimientos dentro de sus procesos.
Cabe resaltar que dentro del estado del arte de los sistemas expertos aplicados al analisis de
fallas, la literatura no reporta comparacion de los motores de inferencia utilizados en este
proyecto de investigacion, para definir de los tres cual presenta el mejor desempeno compa-
rado con el conocimiento de un panel de expertos humanos, en la literatura se encontro que
los sistemas expertos utilizados utilizan otras tecnicas y en otros sistemas o mecanismos
que no permiten comparar los resultados reportados con los de este proyecto, por lo cual la
validacion se concentro en la comparacion con respecto al resultado que el panel de expertos
arrojo en los casos de falla analizados.
Page 25
2. Aspectos preliminares
2.1. Antecedentes
Para el desarrollo del sistema experto basado en reglas con un motor de inferencia clasico,
la literatura demuestra que podrıan ser programados en lenguajes imperativos como C# [3],
pero es mas comun implementarlos con lenguajes declarativos como Prolog y CLIPS.
Con respecto a CLIPS (C Language Integrated Production System) existen varias aplicacio-
nes y casos de exito en diagnostico medico como el presentado en [4] para identificacion de
alergias, diagnostico de enfermedades del ojo [5] y diagnostico de fallas en vehıculos [6].
Para Prolog (PROgrammation en LOGique) se encontraron diversas aplicaciones en anali-
sis de fallas de sistemas electricos de potencia [8], sistemas de diagnostico medico [9, 10] y
analisis de falla en sistemas de refrigeracion [7].
En sistemas de inferencia difusa se destacan aplicaciones de sistemas expertos difusos en
clasificacion de fallas en lıneas electricas de alta tension [11], diagnostico de fallas en bombas
en la industria petrolera [12], “Fault Tree Analysis” para sistemas de amarre en oceanografıa
[13], diagnostico medico [14, 15, 16], deteccion de fallas en sistemas de aire acondicionado
[17], medicion de calidad de agua [18] y Failure Mode and Effects Analysis [19] basado en
diagnostico difuso.
En inferencia bayesiana aplicada a procesos de diagnostico se destacan aplicaciones de redes
bayesianas en sistemas de diagnostico medico de triage [20, 21], diagnostico de cancer en los
pulmones [22], aplicacion de redes bayesianas en sistemas medicos generales [23], analisis de
fallas para hornos [24], analisis de fallas en rotores [25], aplicacion de inferencia bayesiana
en el mantenimiento [26, 27, 28] y sistemas expertos basados en redes bayesianas y su mo-
delamiento [29].
Page 26
2 2 Aspectos preliminares
2.2. Planteamiento del problema
No existe un estudio comparativo representativo que muestre el empleo de los sistemas
expertos presentados en la identificacion de modos de falla en los elementos de maquina
presentados.
Se busca determinar cual puede ser de las alternativas escogidas, el mejor motor de inferencia
(clasico, difuso o bayesiano) de acuerdo a su cercania con los resultados obtenidos por un
panel de expertos humanos en la identificacion de modos de falla en elementos de maquina.
Page 27
3. Marco teorico
En el presente capıtulo se abordara de forma general la teorıa asociada a:
1. Analisis de falla y FTA (Fault Tree Analysis).
2. Fractografıa, desgastografıa y corrosion.
3. Sistemas expertos basados en inferencia clasica, inferencia difusa e inferencia bayesiana.
3.1. Analisis de fallas
El analisis de fallas es una estrategia organizada que permite depurar toda la informacion
concerniente a una falla, para que esta sea gestionada correctamente buscando eliminar las
causas que la originaron para que no haya reincidencia de la misma.
De manera general y como se define en [30] una falla es “un evento que interrumpe el normal
funcionamiento de un proceso o sistema”, afectando dentro de la organizacion cualquiera de
los siguientes ejes:
1. Produccion.
2. Calidad del producto o servicio.
3. Seguridad de las personas.
4. Medio ambiente.
Como resultado del analisis se puede modificar el programa de mantenimiento o el proceso
de manufactura, entre otras actividades que permitan que el proceso o sistema no vuelva a
ser afectado por la falla analizada.
Ante la aparicion de una falla en un sistema mecanico en [31] se plantea un procedimiento
organizado para la revision de la misma (ver figura 3-1).
En [32] se presenta otra propuesta metodologica complementaria que involucra el termino
“causa raız”, abriendo paso al concepto RCA (Root Cause Analysis), esta propuesta con-
templa organizar de manera sistematica y efectiva la documentacion del analisis de falla
siguiendo nueve pasos que se presentan a continuacion:
Page 28
4 3 Marco teorico
Figura 3-1.: Proceso de revision y analisis de una falla [31].
1. Entender los objetivos de la investigacion en el analisis de la falla.
2. Entender claramente la falla a analizar.
3. Identificar clara y objetivamente las posibles causas de raız.
4. Evaluar objetivamente la probabilidad de cada causa raız.
5. Converger en la causa o causas mas probables.
6. Identificar objetiva y claramente todas las posibles acciones correctivas.
7. Evaluar objetivamente cada accion de correccion.
8. Seleccionar las acciones o accion correctiva optima.
9. Evaluar la efectividad de las acciones correctivas seleccionadas.
Dentro de la filosofıa (Root Cause Analysis) (RCA)1 existen diversas tecnicas que usadas
en conjunto o de manera individual, que permiten analizar y corregir fallas para evitar su
futura aparicion.
1Para mas informacion y entrenamiento en RCA, el autor recomienda el curso (Introduction to Root Cause
Analysis (RCA)) ofrecido por GP Allied ver: http://www.gpallied.com/training/private/introduction-to-
root-cause-analysis-rca/
Page 29
3.1 Analisis de fallas 5
Una de las tecnicas de analisis dentro de RCA muy utilizada se llama “Fault Tree Analysis”,
en adelante FTA, conocida en espanol como metodo de analisis de arbol de fallas, el cual
de acuerdo a [33] busca responder la pregunta, ¿Que condiciones pudieron haber causado la
falla?.
Respondiendo a la pregunta anterior se podrıan corregir de antemano los eventos o condi-
ciones que dieron origen a dicho evento no deseado.
El metodo FTA utiliza un diagrama logico “top-down” que permite tomar acciones correcti-
vas con respecto a la falla, para eliminarla de raız, en la Figura 3-2 se presentan los sımbolos
principales utilizados en diagramas FTA y una descripcion general de cada uno de ellos.
Figura 3-2.: Sımbolos mas utilizados en diagramas FTA y su descripcion.
En la Figura 3-3 se muestra una estructura generica de un diagrama FTA para un evento o
resultado hipotetico llamado A, el cual depende para su aparicion de las ecuaciones logicas
para los eventos iniciales que se muestran en el mismo.
Page 30
6 3 Marco teorico
Figura 3-3.: Ejemplo de un diagrama FTA para un evento llamado A.
En la Figura 3-4 se aprecia un ejemplo de un FTA para el desgaste adhesivo en ejes.
En el anexo E se muestran diferentes FTA para cada modo de falla de los elementos de
maquina de este proyecto, de acuerdo al esquema general de fallas de cada uno de ellos que
se encuentra en el anexo B.
3.2. Fractografıa
La palabra fractografıa etimologicamente tiene su origen en las palabras del latın “fractus”
que quiere decir fractura y grafıa derivada del griego “grapho” que significa tratamiento des-
criptivo [34].
Ası la fractografıa es el estudio de las caracterısticas de la superficie de fractura, cuyo fin, es
identificar correctamente el tipo de fractura presentada para determinar las posibles causas
que produjeron la misma y con base en dicho analisis tomar medidas preventivas y correcti-
vas para evitar su reaparicion en el futuro.
Page 31
3.2 Fractografıa 7
Figura 3-4.: FTA para desgaste adhesivo en ejes.
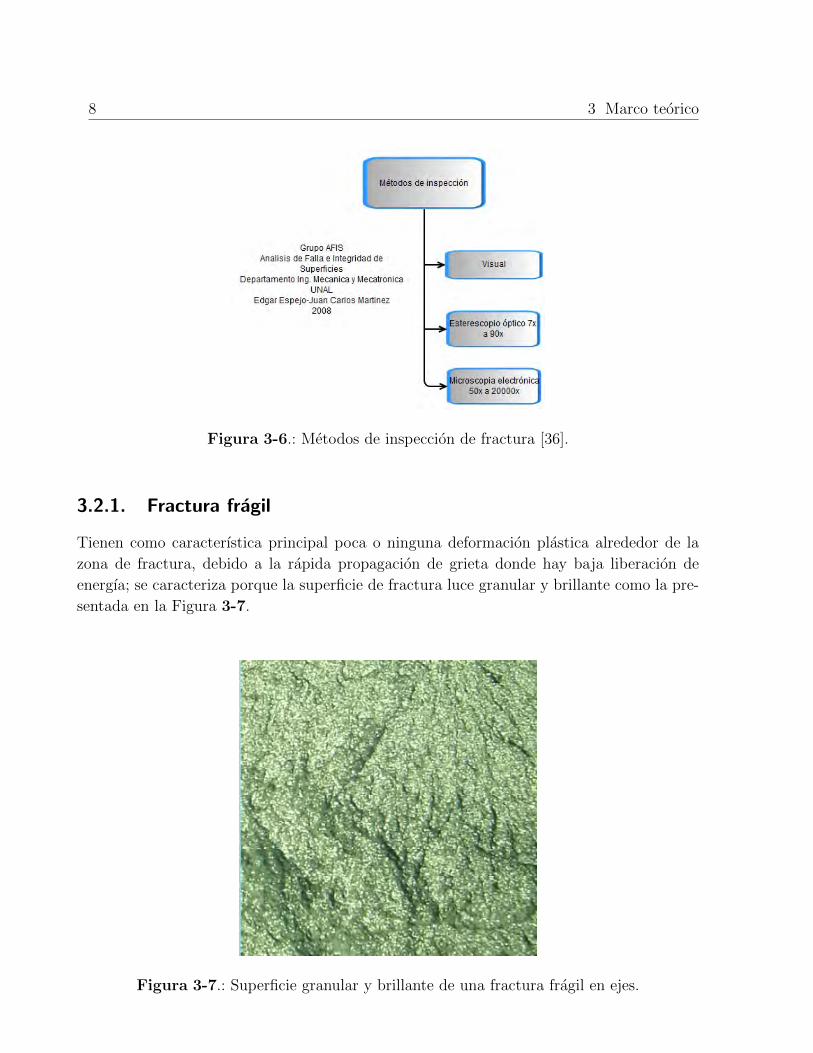
En la Figura 3-5 se presentan los principales tipos de fractura y en la Figura 3-6 los metodos
de inspeccion empleados para su identificacion.
Figura 3-5.: Tipos de fractura en elementos mecanicos [36].
Page 32
8 3 Marco teorico
Figura 3-6.: Metodos de inspeccion de fractura [36].
3.2.1. Fractura fragil
Tienen como caracterıstica principal poca o ninguna deformacion plastica alrededor de la
zona de fractura, debido a la rapida propagacion de grieta donde hay baja liberacion de
energıa; se caracteriza porque la superficie de fractura luce granular y brillante como la pre-
sentada en la Figura 3-7.
Figura 3-7.: Superficie granular y brillante de una fractura fragil en ejes.
Page 33
3.2 Fractografıa 9
3.2.2. Fractura ductil
Tienen como caracterıstica principal la deformacion plastica alrededor de la zona de frac-
tura, con una superficie de fractura de apariencia fibrosa como la mostrada en la Figura 3-8 .
Figura 3-8.: Superficie fibrosa de una fractura ductil en ejes.
3.2.3. Fractura progresiva
Como se menciona en [35], se generan a partir de grietas microscopicas o de imperfecciones
que se van propagando debido a la influencia de esfuerzos constantes, repetitivos, alternantes
o cıclicos, que se encuentran por debajo de la resistencia a tension del material; en este tipo
de fracturas es comun encontrar marcas de playa macroscopicas que son el resultado de la
intermitencia en la propagacion de la grieta, en la Figura 3-9 se muestra un ejemplo de mar-
cas de playa caracterıstica en la superficie de fractura progresiva. Dentro de estas fracturas
se tienen entre otras las debidas a fatiga, corrosion fatiga y corrosion esfuerzo.
Figura 3-9.: Marcas de playa en una superficie de fractura por fatiga a flexion en eje.
Page 34
10 3 Marco teorico
3.3. Desgastografıa
Es el estudio de las superficies que han sufrido modificacion de las mismas por efecto del
contacto con otro elemento o material desgastandola, debido a la interaccion de ambas su-
perficies o elementos, en la Figura 3-10 se presentan algunos tipos de desgaste.
Figura 3-10.: Tipos de desgaste [37].
3.3.1. Desgaste Adhesivo
Ocurre cuando existe un contacto dinamico de metal-metal que se deslizan entre si uno contra
otro con una inadecuada lubricacion [38], logrando altas temperaturas debido a la friccion
que modifican la microestructura de los elementos en contacto; su principal caracterıstica es
la transferencia de metal de una superficie a la otra.
Para mitigar este tipo de desgaste se recomienda hacer tratamiento termico a las superficies
y prestar especial atencion al sistema de lubricacion para evitar su aparicion.
En la Figura 3-11 se presenta un ejemplo de desgaste adhesivo con presencia de transferencia
de material, a veces es comun encontrar evidencias de calentamiento.
Page 35
3.3 Desgastografıa 11
Figura 3-11.: Evidencia de transferencia de material del cojinete a un eje (desgaste
adhesivo).
3.3.2. Desgaste Abrasivo
Cuando dos o mas cuerpos estan en contacto y uno de ellos mecaniza al otro desprendiendole
material, se presenta lo que se conoce como desgaste abrasivo, generalmente en condiciones
donde uno de los cuerpos tienen mayor dureza que el otro, rayandose la superficie del ma-
terial mas blando. Tambien se presenta abrasion cuando partıculas abrasivas, se introducen
entre las dos superficies de cuerpos en contacto y movimiento.
Una forma de mitigar este tipo de desgaste es realizando tratamientos termicos de los cuer-
pos para elevar sus durezas.
En la Figura 3-12 se presenta un ejemplo de desgaste abrasivo, cuya caracterıstica principal
es la ralladura o mecanizacion de una superficie sobre otra.
Figura 3-12.: Evidencia de rayado de material en la superficie de un eje (desgaste abrasivo).
Page 36
12 3 Marco teorico
Figura 3-13.: Presencia de desgaste por erosion en tuberias de caldera.
3.3.3. Desgaste Erosivo
Este tipo de desgaste es similar al desgaste abrasivo, con la diferencia que en el desgaste
erosivo es la energıa cinetica de las partıculas que lleva un fluido, las que llevan a cabo el
desgaste por el contacto con la superficie [38], para mitigar este tipo de desgate se pueden
o cambiar las condiciones del fluido o cambiar el material que esta expuesto al fluido; en la
Figura 3-13 se presenta una superficie con este tipo de desgaste.
3.3.4. Fretting o ludimiento
Como se discute en [39] el fretting o ludimiento, llamado vibrodesgaste en [40], es un
fenomeno oscilatorio de pequena amplitud que ocurre entre dos superficies, el cual como re-
sultado genera, bajo condiciones atmosfericas normales, desechos de oxidos de color marron
o negro llamados “oxide debris”; en la Figura 3-14 se presenta una superficie con este tipo
de desgaste.
3.3.5. Cavitacion
La cavitacion se caracteriza como una perdida de material de la superficie, debido a la for-
macion y rapido colapso de burbujas de gas o vapor en un fluido dentro de una tuberıa o
recipiente, algunas veces es llamada corrosion por cavitacion o erosion por cavitacion [38, 39].
El principal sıntoma de la cavitacion es la picadura, la cual es causada por la rapida y re-
petitiva accion de movimiento entre el metal y el lıquido, la picadura se caracteriza por ser
aspera, cuando la burbuja implota genera una concentracion local de esfuerzos muy alta mo-
dificando al largo plazo la superficie involucrada; en la Figura 3-15 se presenta una superficie
con este tipo de desgaste.
Page 37
3.3 Desgastografıa 13
Figura 3-14.: Evidencia de coloraciones oscuras y dano concentrado en superficie de eje
(fretting o ludimiento).
Figura 3-15.: Presencia de cavitacion en un cojinete.
Utilizar aditivos antiespumantes o utilizar materiales con gran resistencia a la fatiga en las
zonas afectadas, podrıan ser algunas medidas que minimicen este tipo de desgaste.
3.3.6. Picadura Superficial
La picadura superficial o fatiga superficial (pitting) es un tipo de desgaste que suele apare-
cer en elementos en donde hay elevadas presiones cıclicas de contacto entre elementos como
ejes, rodamientos o engranajes [41], en la Figura 3-16, se presenta un ejemplo de picadura
superficial. Se caracteriza por la perdida de material en forma de cavidades.
Page 38
14 3 Marco teorico
Figura 3-16.: Picadura superficial [40].
3.3.7. Erosion por descarga electrica
Este tipo de desgaste se presenta cuando una corriente electrica AC o DC, atraviesa un
cojinete o rodamiento generando finos crateres similares a la picadura superficial, debido
a la fusion de pequenas zonas debido al arco electrico; este tipo de desgaste es comun en
motores y generadores electricos, en la Figura 3-17 se aprecia un ejemplo de una superficie
que presenta el desgate en mencion.
Figura 3-17.: Erosion por descarga electrica en un cojinete.
3.4. Corrosion
De acuerdo a [42] la corrosion se define como el ataque destructivo de un material como pro-
ducto de la reaccion del material con su entorno, en la Figura 3-18 se presentan diferentes
Page 39
3.4 Corrosion 15
tipos de corrosion.
Figura 3-18.: Principales manifestaciones de la corrosion o formas de corrosion [43].
3.4.1. Corrosion generalizada
Se caracteriza porque la perdida de material por corrosion se presenta en toda la pieza ex-
puesta al medio corrosivo, de manera uniforme tal como se presenta en la Figura 3-19.
Figura 3-19.: Corrosion uniforme o generalizada sobre superficie de un eje.
Page 40
16 3 Marco teorico
3.4.2. Corrosion galvanica
Se presenta cuando dos metales estan en contacto electrico al interior de un medio humedo
o un electrolıto y uno de ellos es mas noble que el otro en terminos de corrosion.
Un ejemplo se da cuando en medios atmosfericos hay piezas de aceros inoxidables que estan
en contacto con aceros al carbono, siendo estos ultimos corroıdos con mayor rapidez que los
inoxidables.
3.4.3. Corrosion preferente en soldaduras
Se presenta en uniones soldadas y puede presentarse en la zona afectada por el calor o en
la zona de metal base, o en el metal de soldadura, debido a la diferencia en la composicion
quımica o en las durezas que se presentan en esas zonas soldadas.
3.4.4. Corrosion por gradiente de concentracion
Esta forma de corrosion tambien es conocida como corrosion localizada y se caracteriza por
que no es uniforme a toda la pieza expuesta al medio corrosivo, debido a concentracion de
gradientes de composicion quımica del medio atacante (ejemplo condensacion de vapor en
gotas).
3.4.5. Corrosion por rendija
Es un tipo de corrosion localizada en zonas donde hay traslape de piezas, en donde debido
a la infiltracion del fluido corrosivo se generan gradientes que bajo efectos de condensacion
del mismo, atacan con mayor rapidez ciertas zonas de la superficie acelerando el ataque.
3.4.6. Corrosion bajo depositos
Se presenta en zonas bajo depositos, pinturas o productos de corrosion, al infiltrarse el lıquido
corrosivo generando gradientes de concentracion que aceleran el proceso corrosivo.
3.5. Sistemas Expertos
De acuerdo a [44] un sistema experto “es un sistema informatico que simula a un experto
en un area de especializacion dada, que podrıa utilizarse a manera de consultor que puede
suministrar ayuda con un grado razonable de fiabilidad, para resolver problemas que un
experto analizarıa”.
Page 41
3.5 Sistemas Expertos 17
De forma general un sistema experto esta conformado por un bloque de interaccion con el
usuario, una base de conocimientos y un motor de inferencia, ver Figura 3-20.
Figura 3-20.: Principales secciones de un sistema experto [53].
En la Figura 3-21 se presenta una sugerencia para el proceso de diseno de un sistema experto.
Figura 3-21.: Pasos para el diseno de un sistema experto [44].
3.5.1. Inferencia clasica
Gran parte de la solucion humana de problemas pueden expresarse por medio de reglas de
produccion de la forma Si, Entonces [54], estas reglas incluyen dentro de sus argumentos
Page 42
18 3 Marco teorico
relaciones booleanas entre los mismos; un ejemplo de esta representacion podrıa ser para
un sistema experto que sugiere que vestuario usar seria: SI hora==noche Y clima==frio
ENTONCES vestimenta=Chaqueta.
En [44] se presentan detalladamente los diferentes tipos de reglas de inferencia para sistemas
expertos basados en reglas deterministas, el cual define reglas de inferencia modus ponens,
en donde se examina la premisa de la regla y si resulta cierta entonces la conclusion pasa
a formar parte del conocimiento, (ver Figura 3-22) y reglas de inferencia modus tollens en
donde se examina la conclusion y si es falsa, se concluye que la premisa tambien lo es (ver
Figura 3-23).
Figura 3-22.: Modus Ponens [44]. Figura 3-23.: Modus Tollens [44].
A pesar de que los sistemas de inferencia clasicos pueden ser implementados utilizando len-
guajes de programacion imperativos (BASIC, C, Fortran, Pascal, Perl, Java, Python entre
otros), la literatura demuestra que es mucho mas frecuente implementarlos en lenguajes
declarativos como CLIPS (C Language Integrated Production System) [4, 5, 6] o Prolog
(PROgrammation en LOGique) [7, 8, 9].
3.5.2. Inferencia difusa
La estructura de un sistema experto difuso se muestra en la Figura 3-24, en donde se
identifica el proceso de fuzzyficacion, motor de inferencia y defuzzificacion.
Debido a la naturaleza de este proyecto solo se menciona la estructura de forma general,
en [46] y en especial en [47, 48, 68, 49] se presenta el sustento matematico y se discute a
profundidad lo concerniente a sistemas expertos de diagnostico difuso junto a los procesos de
fuzzyficacion y defuzzyficacion que fueron utilizados en el diseno de este motor de inferencia.
En los sistemas de inferencia difusos tambien existen las clausulas SI, Entonces, sin embargo,
la forma de evaluar el problema resulta diferente.
Page 43
3.5 Sistemas Expertos 19
Figura 3-24.: Estructura de un sistema experto difuso [45].
A modo de ejemplo cuando se refiere a la velocidad de un vehıculo se podrıa decir que esta
es: muy lenta, lenta, media, medio rapida, rapida o muy rapida, en lugar de decir que es
80km/h, en sistemas difusos es muy subjetivo este tipo de clasificacion debido a que 80km/h
podrıa ser una velocidad muy lenta si el contexto es velocidades en aviones, o muy alta si se
compara con la velocidad de un peaton.
Esta subjetividad puede ser dimensionada utilizando funciones de membresia µ entre un
conjunto dado [0,1].
Ejemplo: “el carro tiene una velocidad muy rapida” con µvelocidad(carro) = 0,6 quiere decir
que la velocidad del carro pertenece en un 60 % al grupo de velocidad muy rapida.
En resumen un sistema de inferencia difuso consta de las siguientes etapas:
1. Fuzzyficacion: es el proceso donde las variables se traducen al lenguaje difuso, por ejemplo,
presente, ausente, medio ausente, etc.
2. Motor de inferencia: es donde se almacenan y evaluan las reglas de inferencia, como ejem-
plo, un sistema que define la velocidad del paso de un peaton en un cruce vehicular- Si
velocidadCarro es rapida Y distanciaCruce es media Entonces velocidadDelPaso trotar.
3. Defuzzycacion: es donde los valores difusos se transforman en valores numericos, ejemplo,
trotar en el ejemplo anterior es una velocidad de 8km/h.
3.5.3. Inferencia bayesiana
Esta tecnica utiliza el teorema de Bayes para calcular la probabilidad de un resultado dadas
unas condiciones de entrada conocidas.
Suponiendo que dos proposiciones a y b no se influyen entre si, se puede reescribir sus
Page 44
20 3 Marco teorico
probabilidades como se muestra en la Ecuacion 3-1 [50]:
P (a ∧ b) = P (a);P (b ∧ a) = P (b);P (a, b) = P (a)P (b) (3-1)
Utilizando las definiciones de la Ecuacion 3-1, reemplazadas en la Ecuacion 3-2 denominada
regla del producto, se obtiene el teorema de Bayes para dos proposiciones que se muestra en
la ecuacion 3-3.
P (a ∧ b) = P (a | b)P (b) = P (b | a)P (a) (3-2)
P (a | b) =P (b | a)P (a)
P (b)(3-3)
Si se prescinde las probabilidades a priori de la variable b, la Ecuacion 3-3 puede ser reescrita
como se muestra en la Ecuacion 3-4.
P (a | b) = αP (b | a)P (a) (3-4)
En la Ecuacion 3-4 α es un factor de normalizacion.
Suponiendo independencia condicional entre dos variables a y b, se puede escribir la proba-
bilidad condicional de otra variable c respecto a estas como se muestra en la Ecuacion 3-5
[50].
P (a, b | c) = P (a | c)P (b | c) (3-5)
Si la Ecuacion 3-5 se sustituye en el teorema de Bayes, se encuentra la Ecuacion 3-6, proceso
que se puede generalizar para n variables.
P (c | a, b) = αP (a | c)P (b | c)P (c) (3-6)
Ası, en 3-6 dadas unas condiciones conocidas a y b se puede calcular la probabilidad con-
dicional de c, utilizando el teorema de Bayes, con base en tablas de probabilidad previas
obtenidas a partir de conocimiento estadıstico de las relaciones evidencias-salidas o expe-
riencia y estimacion de experto en el tema [68].
Page 45
3.5 Sistemas Expertos 21
Figura 3-25.: Red bayesiana que describe la probabilidad de padecer un infarto [50].
En la Figura 3-25 se muestra a manera de ejemplo una red bayesiana extraıda de [50] que
muestra las relaciones que existen entre un conjunto de variables (deporte, alimenation, pre-
sion sanguınea, habitos relacionados a fumar) y sus probabilidades para sufrir un infarto
cardıaco.
Supongase que en el contexto medico, se tiene un caso en el que un paciente presenta los
siguientes sıntomas o evidencias, de acuerdo a la red de ejemplo:
1. Practıca deporte (Dep).
2. Tiene una alimentacion no equilibrada (noeq).
3. No fuma.
4. Tiene la presion sanguınea alta.
Para calcular la probabilidad de que el paciente sufra un infarto se utiliza un procedimiento
como el mostrado en la Ecuacion 3-7, que debido a las dependencias de la red se puede
reescribir, como se muestra en la Ecuacion 3-8.
Page 46
22 3 Marco teorico
P (infarto = si ∧ presion = alta ∧ fumador = no ∧ alimentacion = noeq ∧ deporte = si)
(3-7)
=
P (infarto = si | presion = alta, fumador = no)×P (presion = alta | deporte = si, alimentacion = noeq = no)×P (fumador = no)×P (deporte = si)×P (alimentacion = noeq)
(3-8)
Reemplazando los valores de la red bayesiana de acuerdo a la Ecuacion 3-8 se obtiene el
resultado mostrado en la Ecuacion 3-9 que muestra cual es la probabilidad (0.5 %) de que el
paciente de acuerdo a las evidencias presentadas vaya a tener un infarto.
= 0,7× 0,2× 0,6× 0,1× 0,6 = 0,00504 (3-9)
Para realizar dicho calculo en redes mas complejas como las que planteo este proyecto, existen
diversos algoritmos que se pueden dividir principalmente en dos grupos: algoritmos exactos
y algoritmos aproximados.
Dentro de los algoritmos exactos se destacan: el algoritmo por numeracion que se discute a
fondo en [64], el algoritmo por eliminacion de variables presentado en [50], el algoritmo de
Pearl discutido en [63] y el algoritmo de arboles de union que se analiza en [65].
En los algoritmos aproximados se destacan el algoritmo de Belprop y Gibbs, los cuales son
presentados en [51].
Para conocer a fondo la formulacion y sustento matematico de las redes bayesianas se puede
consultar [52], en donde se presenta detalladamente y a profundidad el marco teorico de las
redes bayesianas y sus aplicaciones.
3.6. Validacion de sistemas expertos
Para evaluar los resultados de un sistema experto existen diversas metricas cuantitativas
como las medidas de pares y los ratios de acuerdo [70].
Page 47
3.6 Validacion de sistemas expertos 23
Dentro de las medidas de pares existen diversos metodos como las tablas de contingencia
como la Tabla D-1, que se presentaran para cada uno de los sistemas expertos y para cada
uno de los modulos evaluados para ejes.
Tambien suele utilizarse el ındice de acuerdo que se calcula utilizando la Ecuacion 3-10 con
base en las tablas de contingencia.
Indice de acuerdo =
∑ki=1,j=1,i=j nij
N=
k∑i=1,j=1,i=j
pij (3-10)
En 3-10, N es el numero total de casos, nij es el numero total de casos en la celda ij de la
tabla de contingencia y pij es la diagonal principal de la tabla de contingencia que contiene
las frecuencias relativas [70].
El inconveniente del ındice de acuerdo es que no tiene en cuenta los acuerdos debidos a la
casualidad, por lo cual aparece otro ındice llamado ındice kappa que resulta apropiado para
este tipo de analisis, es decir, con kappa se enmienda la situacion en la que los datos utili-
zados para la validacion no estan distribuidos uniformemente en las categorıas seleccionadas.
El indice kappa (κ) se calcula como se muestra en la Ecuacion 3-11.
κ =po − pc1− pc
(3-11)
En donde po es la proporsion de acuerdo observado y pc es la proporsion de acuerdo esperado
debido a la casualidad, siendo este la suma de las proporciones marginales de la diagonal
principal de la tabla de contingencia [70] y se calcula utilizando la Ecuacion 3-12, siendo esta
la sumatoria del productos de la suma de las frecuencias relativas de la fila i y la columna j.
pc =k∑
i=1,j=1,i=j
pipj (3-12)
Otro ındice que se puede usar es el de κ ponderado, que se diferencia del κ clasico porque
ademas de corregir los acuerdos por casualidad, penaliza los desacuerdos siendo una herra-
mienta mas que permite comparar y validar sistemas expertos.
El indice κ ponderado se calcula utilizando la Ecuacion 3-13.
κ =qc − qoqc
= 1− qoqc
(3-13)
Page 48
24 3 Marco teorico
En la Ecuacion 3-13, qo = 1 − po y qc = 1 − pc, para hallar Kappa ponderado κw se deben
reemplazar las proporciones de desacuerdo ponderado q′o y q
′c de la Ecuacion 3-13 y se definen
como se muestra en las ecuaciones 3-14 y 3-15:
q′
o =
∑ki=1,j=1 vijpoij
vmax
(3-14)
q′
c =
∑ki=1,j=1 vijpcij
vmax
(3-15)
Reemplazando 3-14 y 3-15 en 3-13 se obtiene finalmente el indice kappa ponderado κw [70].
κw = 1−∑k
i=1,j=1 vijpoij∑ki=1,j=1 vijpcij
(3-16)
Donde poij es la proporcion de acuerdo observada para la celda ij, pcij es la proporcion de
acuerdo debido a la casualidad de la celda ij y vij es el peso correspondiente a la celda ij [70].
Dentro de los procesos de validacion de sistemas expertos tambien son utilizados los ratio de
acuerdo que se calculan con base en una matriz 2x2 para cada categorıa, para este proyecto
cada categorıa es un modo de falla y se utiliza una tabla como la mostrada en la Tabla D-1
del anexo D.
Tabla 3-1.: Tabla de contingencia usada para calcular ratios de acuerdo para cada cate-
gorıa[70]
Referencia o experto estandar
D ¬ D
Sistema experto en pruebaD a b a+b
¬ D c d c+d
a+c b+d a+b+c+d
En la tabla 3-1, las variables a, b, c y d; relacionan el numero de veces que coincidieron la
referencia o experto estandar y el sistema experto en prueba; identificando la presencia (D)
o ausencia (¬D) de evidencias en un caso a analizar.
A pesar de que estas variables contienen informacion, no es usual utilizarlos individualmen-
te, ya que los ındices de ratio se componen de diferentes relaciones entre ellos. A partir de
Page 49
3.6 Validacion de sistemas expertos 25
los datos de la Tabla 3-1, se pueden hallar: el ındice de acuerdo de ratios (Ecuacion 3-17),
sensibilidad (Ecuacion 3-18), ratio de falso negativo (Ecuacion 3-19), especificidad (Ecuacion
3-20), ratio de falso positivo (Ecuacion 3-21), valor predictivo positivo (Ecuacion 3-22), valor
predictivo negativo (Ecuacion 3-23) y area bajo ROC (ecuacion 3-24).
El ındice de acuerdo (Ecuacion 3-17) utilizado en ratios representa la proporcion en que el
sistema experto de prueba, concordo tanto en los casos de identificacion de existencia o no
existencia de un modo de falla, con respecto al resultado que el experto estandar (grupo de
expertos) arrojo despues de un analisis de falla.
Indice de acuerdo =a+ d
a+ b+ c+ d(3-17)
La sensibilidad mostrada en la Ecuacion 3-18, mide la proporcion en la que el sistema experto
de prueba concordo con el experto estandar (grupo de expertos), identificando correctamente
la presencia de un modo de falla (verdadero positivo), sobre la suma de casos en las que
coincidieron el sistema de prueba con el experto y el numero de casos en las que el sistema
de prueba fallo identificando el modo de fallo verdadero positivo, si el valor es 1 significa
que el sistema de prueba no cometio errores de interpretacion de casos verdaderos positivos,
por lo cual a mayor resultado de sensibilidad mejor es el resultado del sistema de experto en
prueba.
sensibilidad =a
a+ c(3-18)
El ratio de falsos negativos mostrado en la Ecuacion 3-19, mide el nivel de desacuerdo entre
el sistema de prueba y el experto estandar, un valor de 0 indica que el sistema experto de
prueba identifico correctamente en todos los casos la ausencia de un modo de falla cuando en
realidad no lo habıa, un valor mayor de cero indica que en algun caso el sistema de prueba
arrojo un modo de falla cuando no lo habıa.
Ratio falsos negativos = 1− sensibilidad (3-19)
La especifilidad mostrada en la Ecuacion 3-20, representa la proporcion en la que el sistema de
prueba concordo con la referencia estandar a la hora de identificar correctamente verdaderos
negativos, es decir, identificar correctamente la ausencia de un modo de falla cuando en
efecto habıa ausencia del mismo comparado con el experto estandar, entre mas alto sea su
valor menores diferencias hubo en las interpretaciones de verdaderos negativos.
especificidad =d
b+ d(3-20)
Page 50
26 3 Marco teorico
El ratio de falsos positivos mostrado en la Ecuacion 3-21, mide el nivel en el que erroneamente
se interpreto un modo de falla bajo analisis.
Ratio falsos positivos = 1− especificidad (3-21)
El valor predictivo positivo mostrado en la Ecuacion 3-22, representa la proporcion en la
que el sistema experto en prueba concordo con el experto, identificando correctamente los
verdaderos positivos con relacion a las veces que el sistema de prueba no concordo con el
experto identificando un modo de falla determinado, cuando el experto estandar identifico su
ausencia; por lo cual entre mas alto su valor, menor numero de veces el sistema de prueba
identifico un modo de falla cuando realmente no lo habıa.
Valor Predictivo Positivo =a
a+ b(3-22)
El valor predictivo negativo mostrado en la Ecuacion 3-23, similar a su contraparte positiva
identifica en esta ocacion, la veces en las que el sistema experto de prueba identifico que
no habıa un modo de falla cuando en realidad si lo habıa de acuerdo al experto estandar,
valores altos representan menores diferencias en la correcta identificacion de ausencia de un
modo de falla en particular.
Valor Predictivo negativo =d
c+ d(3-23)
El area bajo ROC (“Receiver Operating Characteristic”) representa la probabilidad de una
respuesta acertada del sistema experto de prueba, comparada con el sistema experto estandar
[70] y se calcula como se muestra en la ecuacion 3-24
Area o analisis ROC =Sensibilidad+Especificidad
2(3-24)
En resumen un sistema experto se considerara mejor que otro si:
- Los ındices de acuerdo son mayores.
- El ındice κ y κw son mayores.
- El ındice ROC “Receiver Operating Charasteristic” es mayor.
- Los ındices de ratio falso positivo y falso negativo son menores.
- Los ındices predictivo positivo y predictivo negativo son mayores.
Page 51
4. Metodologıa de investigacion aplicada
La metodologıa usada en este proyecto de investigacion siguio los cinco pasos sugeridos en
[55], que comprendio los siguientes pasos:
1. Definicion del problema.
2. Recopilacion de informacion pertinente.
3. Generacion de multiples alternativas de solucion.
4. Seleccion de una solucion.
5. Analisis de resultados.
Para definir y delimitar el problema de investigacion se realizo un trabajo de campo, del que
que hicieron parte cuarenta y dos empresas de diversos sectores industriales, de donde se des-
taco la participacion del sector oil & gas con un 36 % del total de las industrias participantes.
En el Anexo A (Investigacion de campo para levantamiento de requerimientos), se encuentra
la ficha tecnica de la encuesta, resultados y analisis de la misma.
Con base en los requerimientos levantados en la encuesta se delimito el alcance del proyecto,
en el Anexo A existe un analisis de los resultados que marco la directriz dentro del proyecto,
como por ejemplo el uso de la plataforma como del tipo “standalone”, que no tendra co-
nectividad con bases de datos ni con software comercial existente por limitaciones en el uso
de licencias para el desarrollo del mismo, siendo esta investigacion una guıa para futuras
implementaciones en sistemas mas complejos.
Paralelo al levantamiento de requerimientos se obtuvo con base en la literatura y conocimien-
to experto los esquemas generales de fallas para los elementos de maquina (ver Anexo B), los
cuales incluyeron ademas del conocimiento experto humano, la experiencia de casos analiza-
dos por el grupo de investigacion AFIS (Analisis de fallas, integridad y superficies) de la Uni-
versidad Nacional de Colombia, que se encuentran plasmados en los afiches [56, 57, 58, 59, 60].
En los esquemas generales de falla se presentan cuales son las condiciones necesarias y pro-
bables, para diferentes modos de falla en cada elemento de maquina, en donde tambıen se
incluyen las acciones correctivas para cada modo de falla presentado, con estos ultimos se
obtuvieron los diagramas FTA para cada modo de falla.
Page 52
28 4 Metodologıa de investigacion aplicada
En el diseno de la estructura de los sistemas expertos la unica variable fue el motor de in-
ferencia, debido a que los tres utilizaron la misma interfaz grafica y base de conocimientos,
siendo solo la inferencia que utilizaban cada uno de ellos lo que los diferenciaba.
Para el desarrollo de cada uno de los motores de inferencia (Basado en inferencia clasica,
inferencia bayesiana e inferencia difusa), se aplicaron los pasos dos a cinco de la propuesta
que presenta [55] y que se mencionan en este apartado.
Para cada mecanismo de falla sin importar que motor de inferencia se estaba evaluando, se
realizo un FTA generico que sirva como guıa, para que una vez identificado el mecanismo
de falla el usuario pueda realizar correcciones, con base en el diagrama para evitar la futura
aparicion de dicho mecanismo de falla. En el Anexo E se presentan para los cinco elementos
de maquina los FTA generados.
Debido a que para la validacion es necesario contar con gran variedad de casos, la valida-
cion de los tres motores se efectuo para ejes, ya que es el elemento que contaba con mayor
cantidad de casos de falla analizados por expertos, en total cuarenta y seis; una vez iden-
tificado el mejor motor de inferencia fue implementado en los otros elementos de maquina
(rodamientos, engranajes, cojinetes y tuberıas de caldera).
4.1. Sistema experto basado en reglas
Como se menciono en la seccion de antecedentes los lenguajes declarativos mas comunes en
sistemas expertos deterministas son prolog y CLIPS.
Cualquiera de los dos sistemas pudo haberse implementado para el motor de inferencia ba-
sado en inferencia de reglas deterministas, sin embargo, despues de la busqueda de la mejor
de las opciones Gary Riley coautor de [54] en discusion1 sobre que eleccion tomar entre clips
y prolog hizo la siguiente aclaracion:
“La diferencia primaria entre CLIPS y Prolog es que CLIPS utiliza un sistema de encade-
namiento de reglas hacia adelante, razonando de hechos a conclusiones y Prolog utiliza un
sistema de encadenamiento de reglas hacia atras, razonando desde las conclusiones buscando
los hechos; generalmente los sistemas con encadenamiento hacia adelante son mejores para
sistemas de control y planeacion y los sistemas con encadenamiento hacia atras resultan
mejores para sistemas que requieren diagnostico”.
1ver: http://lists.gnu.org/archive/html/users-prolog/2003-11/msg00003.html consultada en agosto de 2012
Page 53
4.1 Sistema experto basado en reglas 29
De igual forma [68] corrobora que los sistemas de encadenamiento hacia atras como prolog
son utilizados preferentemente en sistemas de diagnostico, por lo cual se selecciono Prolog
como el lenguaje para implementar el motor de inferencia basado en reglas de inferencia
clasicas.
Tomando como base lo presentado en la Figura 3-20 se presenta en la Figura 4-1 la estruc-
tura utilizada para el sistema experto basado en inferencia clasica: el frontend o interfaz de
usuario desarrollado en Microsoft Visual C# y el motor de inferencia desarrollado en (Amzi!
Prolog + Logic server)[69].
Figura 4-1.: Estructura sistema experto basado en inferencia clasica.
La estructura de la programacion de la base de conocimientos en prolog se presenta a con-
tinuacion, utilizando como ejemplo las evidencias basadas en el Anexo B para la fractura
fragil por flexion en ejes:
f a i l u r e ( f r a c t u r a f r a g i l f l e x i o n ) :−f r a c t u r a t r a n s v e r s a l ( yes ) ,
f r a c t u r a 4 5 ( no ) ,
a p a r i e n c i a g r a n u l a r ( yes ) ,
no deformacion ( yes ) ,
a p a r i e n c i a f i b r o s a ( no ) ,
de fo rmac ion sent ido ( no ) ,
z ona t e r s a ( no ) ,
m u l t i p l e s a g r i e t a m i e n t o s ( no ) ,
( marcas playa ( yes ) ; marcas playa ( no ) ) ,
( m a r c a s r a d i a l e s ( yes ) ; m a r c a s r a d i a l e s ( no ) ) ,
med io co r ro s ivo ( no ) ,
Page 54
30 4 Metodologıa de investigacion aplicada
s i g n o s c o r r o s i o n ( no ) ,
c a r g a v a r i a b l e ( no ) ,
ca rga cons tante ( no ) .
\ l a b e l { s intomaspro log }
Con base en lo anterior se definieron para la fractura fragil por flexion en ejes las condiciones
para que se manifieste, las cuales solo pueden tener dos opciones (yes) para identificar que
esta presente y (no) para identificar que es ausente para dicho modo de falla; esta informa-
cion se obtuvo a partir del Anexo B, la cual fue replicada para cada modo de falla en ejes.
Una vez consignado en prolog las condiciones para identificar cada modo de falla de acuerdo
a los sıntomas o evidencias, se procedio a escribir un codigo que iba haciendo una pregunta
para cada sıntoma o evidencia que almacenarıa para el diagnostico posterior a continuacion se
presenta el codigo de ejemplo para la primera pregunta asociada a si hubo o no manifestacion
de fractura transversal en el eje:
f r a c t u r a t r a n s v e r s a l (X) :−ask ( f r a c t u r a t r a n s v e r s a l , X,
‘Hay f r a c t u r a t r a n s v e r s a l en e l e j e ? ‘ ) .
\ l a b e l { preguntaspro log }
Utilizando un codigo como el presentado, se iban realizando las otras preguntas que el usua-
rio iba contestando dependiendo si observaba o no dicho sıntoma o evidencia.
Por ultimo se presenta el programa de inferencia implementado en prolog que realiza la
inferencia clasica:
ask ( Attr , Val , ) :−known( yes , Attr , V) ,
! ,
V = Val .
ask ( Attr , Val , ):−known( no , Attr , V) ,
! ,
V=Val .
ask ( Attr , Val , Prompt) :−prompt value (Prompt , V) ,
assert (known( yes , Attr , V) ) ,
assert (known( no , Attr , V) ) ,
! ,
V = Val .
c l e a r :− a b o l i s h (known / 3 ) .
prompt value (P, V) :−
Page 55
4.1 Sistema experto basado en reglas 31
prompt(P,V) ,
! .
prompt value (P, V) :−write (P) ,
r e a d s t r i n g (VS) ,
s t r i n g t e r m (VS, V) .
\ l a b e l { i n f e r e n c i a P r o l o g }
Es importante mencionar que en el codigo anterior la funcion “ask” es la encargada de ir
haciendo las preguntas consignadas como se menciono, ligadas a la funcion de prolog llamada
“known”, en primera lugar para el known(yes, Attr, V ) y luego para el known(no,Attr, V ).
Prolog va almacenando las respuestas con la funcion assert en la base de conocimiento que
a la final se compara con los sıntomas o evidencias de cada modo de falla, arrojando como
resultado el que coincidio con todas las condiciones almacenadas previamente.
La interfaz de usuario de inicio y un ejemplo del sub modulo de fractura en ejes se presenta
en las figuras 4-2 y 4-3 respectivamente.
Figura 4-2.: Interfaz de usuario de inicio sistema inferencia clasica.
Page 56
32 4 Metodologıa de investigacion aplicada
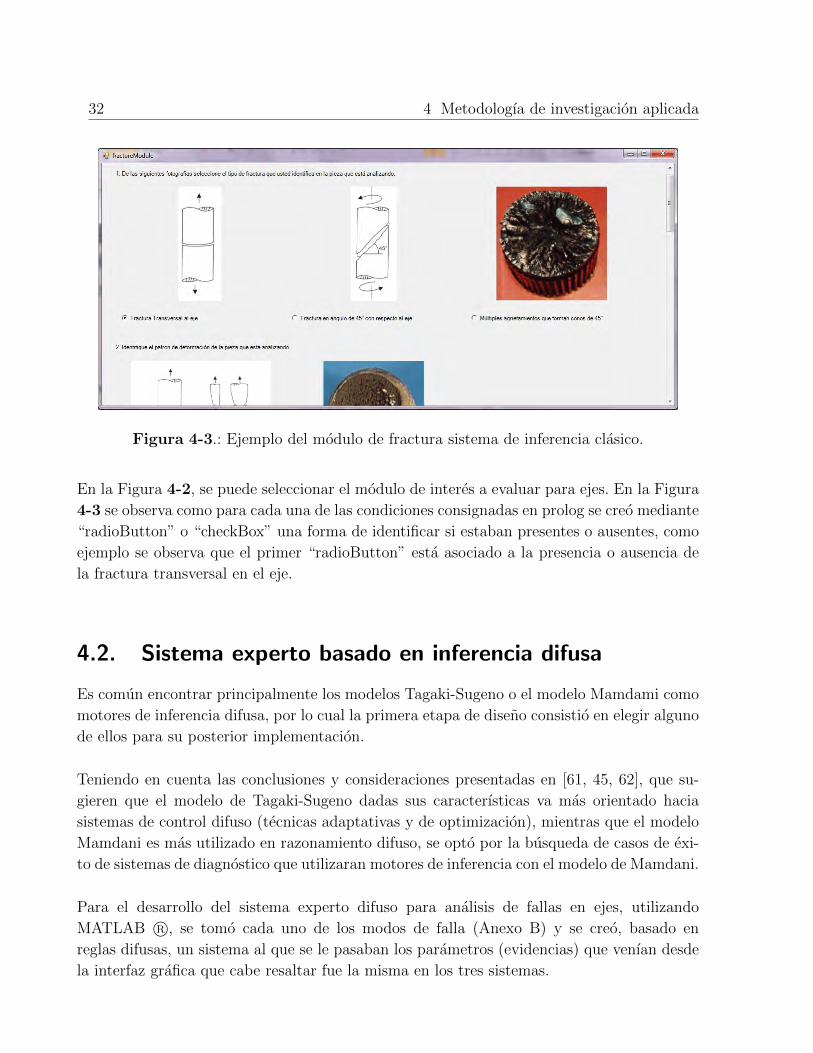
Figura 4-3.: Ejemplo del modulo de fractura sistema de inferencia clasico.
En la Figura 4-2, se puede seleccionar el modulo de interes a evaluar para ejes. En la Figura
4-3 se observa como para cada una de las condiciones consignadas en prolog se creo mediante
“radioButton” o “checkBox” una forma de identificar si estaban presentes o ausentes, como
ejemplo se observa que el primer “radioButton” esta asociado a la presencia o ausencia de
la fractura transversal en el eje.
4.2. Sistema experto basado en inferencia difusa
Es comun encontrar principalmente los modelos Tagaki-Sugeno o el modelo Mamdami como
motores de inferencia difusa, por lo cual la primera etapa de diseno consistio en elegir alguno
de ellos para su posterior implementacion.
Teniendo en cuenta las conclusiones y consideraciones presentadas en [61, 45, 62], que su-
gieren que el modelo de Tagaki-Sugeno dadas sus caracterısticas va mas orientado hacia
sistemas de control difuso (tecnicas adaptativas y de optimizacion), mientras que el modelo
Mamdani es mas utilizado en razonamiento difuso, se opto por la busqueda de casos de exi-
to de sistemas de diagnostico que utilizaran motores de inferencia con el modelo de Mamdani.
Para el desarrollo del sistema experto difuso para analisis de fallas en ejes, utilizando
MATLAB R©, se tomo cada uno de los modos de falla (Anexo B) y se creo, basado en
reglas difusas, un sistema al que se le pasaban los parametros (evidencias) que venıan desde
la interfaz grafica que cabe resaltar fue la misma en los tres sistemas.
Page 57
4.2 Sistema experto basado en inferencia difusa 33
Como ejemplo se presenta el desarrollo del sistema correspondiente al modo de falla por frac-
tura corrosion-esfuerzo a flexion en ejes, destacandose que todos los modulos en el sistema
experto difuso fueron creados usando la misma metodologıa con base al Anexo B, siguiendo
los siguientes pasos:
1. Para este ejemplo en particular (fractura por corrosion esfuerzo a flexion) identificacion de
entradas :Fractura transversal al eje (fTe), medio corrosivo (mC), Zona de apariencia Tersa
mas zona de fractura final (zAt), Marcas de playa (mP), Marcas radiales (mR), signos de
corrosion superficial (sCs) y carga constante (cC).
2. Seleccionar el set difuso para cada una de las entradas, que estara comprendido entre
[0, 100] que representa el porcentaje de presencia.
3. Asignacion de variables linguısticas (ausente, presenciaLeve, evidente) que fueron defini-
das de igual forma para todos los conjuntos difusos; como ejemplo se muestra en la Figura
4-4 la asignacion de variables linguısticas y funcion de membresia utilizando una funcion
trapezoidal para las marcas de playa (mP).
Figura 4-4.: Funcion de membresıa para marca de playa.
4. Realizacion de pasos 2 y 3 para la salida “Fractura corrosion-esfuerzo flexion (cEf)”, ob-
teniendo como resultado la funcion que se muestra en la Figura 4-5.
Page 58
34 4 Metodologıa de investigacion aplicada
Figura 4-5.: Funcion de membresıa para la salida (fractura corrosion esfuerzo a flexion).
5. Creacion de las reglas para la fractura-corrosion esfuerzo a flexion basado en el Anexo B
para el modo de falla en mencion, las cuales se listan a continuacion:
- If (fTe is Evidente) and (mC is Evidente) and (zAt is Evidente) and (mP is ausente) and
(mR is ausente) and (sCs is ausente) and (cC is evidente) then (cEf is presente).
- If (fTe is Evidente) and (mC is PresenciaLeve) and (zAt is Evidente) and (mP is presencia-
Leve) and (mR is presenciaLeve) and (sCs is presenciaLeve) and (cC is evidente) then (cEf
is presente).
- If (fTe is Evidente) and (mC is PresenciaLeve) and (zAt is presenciaLeve) and (mP is
evidente) and (mR is evidente) and (sCs is presenciaLeve) and (cC is evidente) then (cEf is
presente).
- If (fTe is Ausente) and (mC is ausente) and (zAt is ausente) and (mP is ausente) and (mR
is ausente) and (sCs is ausente) and (cC is ausente) then (cEf is ausente).
- If (fTe is Evidente) and (mC is Evidente) and (zAt is Evidente) and (sCs is ausente) and
(cC is evidente) then (cEf is presente) .
- If (fTe is Evidente) and (mC is PresenciaLeve) and (zAt is Evidente) and (sCs is ausente)
and (cC is evidente) then (cEf is presente).
- If (fTe is Evidente) and (mC is Evidente) and (zAt is Evidente) and (cC is evidente) then
(cEf is presente).
- If (fTe is Evidente) and (mC is Evidente) and (zAt is presenciaLeve) and (sCs is evidente)
and (cC is evidente) then (cEf is presente).
Al finalizar el proceso descrito a traves de los cinco pasos, se obtuvo un sistema como el
mostrado en la Figura 4-6 para la fractura corrosion-esfuerzo flexion, recuerdese que las
funciones de membresıa utilizadas para este ejemplo fueron las mismas para las entradas del
resto de mecanismos de falla, segun corresponde de acuerdo al Anexo B. En el Anexo C se
Page 59
4.3 Sistema experto basado en inferencia bayesiana 35
listan todas las reglas para los demas mecanismos de falla del sistema de inferencia difuso
para ejes.
Figura 4-6.: Sistema difuso para fractura corrosion-esfuerzo flexion (cEf).
Los pasos uno a cinco fueron desarrollados para cada uno de los veintiun modos de falla para
ejes (entradas, reglas y salidas) de acuerdo al Anexo B y cada uno de ellos se almaceno como
un archivo *.fis (fuzzy inference system).
Desde la interfaz grafica se alimenta y se desarrolla el proceso descrito en la Figura 3-24
para cada archivo *.fis, en donde se almacena el valor de salida para cada modo de falla y
luego se compara con los diferentes valores de salida de cada archivo, obteniendo el mayor
que se muestra como el posible modo de falla presentado, de acuerdo a las evidencias carga-
das desde la interfaz siendo esta identica a la del sistema clasico como las mostradas en las
figuras 4-2 y 4-3.
4.3. Sistema experto basado en inferencia bayesiana
En [66] hacen una comparacion entre los algoritmos de Pearl[63] y el algoritmo por enumera-
cion [64], se destaca que de acuerdo a los experimentos llevados a cabo, el algoritmo de Pearl
debido a que almacena valores parciales recibidos de los nodos padres e hijos, ahorra tiempos
cuando se ejecuta por segunda vez, al igual que el algoritmo por eliminacion de variables que
crea factores para ahorrar recursos, mientras que el algoritmo por enumeracion realiza todo
el calculo completo cada vez que se ejecuta consumiendo un recurso de procesamiento extra.
Page 60
36 4 Metodologıa de investigacion aplicada
De acuerdo a analisis de sensibilidad y especificidad realizados en [66] se opto por implemen-
tar el algoritmo de eliminacion de variables, el cual se presenta en (Algoritmo 1).
Algoritmo 1 Eliminacion de variables en redes bayesianas
Entrada: (X,e,rb)
1: factores← []
2: vars← REV ERSE(V ARS(rb))
3: para cada var ∈ vars hacer
4: factores← concatena(factores, CALCULA− FACTOR(var, e)).
5: si var == variableOculta entonces
6: factores← PRODUCTO − SUMA(var, factores)
7: fin si
8: fin para
9: devolver NORMALIZA(PRODUCTO(factores))
Para mas informacion sobre el algoritmo de eliminacion de variables se puede consultar [50].
Se utilizo una metodologıa de implementacion similar a la presentada en [66, 67] que com-
prendio los siguientes pasos:
1. Busqueda de informacion.
2. Adquisicion y Analisis de conocimiento.
3. Modelamiento e implementacion.
El modelamiento de la red bayesiana fue basado en el Anexo B para ejes, teniendo en cuenta
las apreciaciones de un conocimiento experto.
En la Figura 4-7 se muestra un ejemplo de un nodo hijo (modo de falla), que tendrıa 2 nodos
padres (evidencias) y las tablas de probabilidad condicional para el ejemplo en particular.
El motor de inferencia bayesiano de este proyecto usando la misma estructura, utilizo para
el Anexo B una tabla de probabilidad condicional para cada uno de los modos de falla para
ejes, las tablas fueron creadas a partir de las apreciaciones del conocimiento experto.
Cada nodo padre tiene una probabilidad del 50 % de estar presente (evidencia=T) o no (evi-
dencia=F), en donde el nodo hijo (modo de falla) a partir de los nodos padre utiliza una
tabla que permite calcular la probabilidad de presencia dependiendo de si un nodo padre
esta presente (“1”) o ausente (“0”), como ejemplo para el modo de falla 1, se podrıa decir que
la probabilidad de que dicho modo este presente dado que la evidencia 2 esta presente, pero
la evidencia 1 no lo esta (fila 3) es del 20 %, las cuales se fijan con base en el conocimiento
experto.
Page 61
4.3 Sistema experto basado en inferencia bayesiana 37
Figura 4-7.: Tabla de probabilidad condicional de ejemplo.
Cada modo de falla del sistema tiene su propia red bayesiana, en donde se calcula la pro-
babilidad de presencia con base en el algoritmo de eliminacion de variables, al finalizar el
calculo para cada nodo hijo (modo de falla), se compararon los valores de probabilidad de
cada uno de los modos de falla de acuerdo a las evidencias, seleccionando el que tuviera la
probabilidad de salida mayor, siendo este el mas probable modo de falla dadas las evidencias
consignadas.
El motor de inferencia bayesiano fue implementado en MATLAB R©con una interfaz grafica
similar a la empleada en el sistema de inferencia clasico y esta se muestra en las figuras 4-8
y 4-9.
Page 62
38 4 Metodologıa de investigacion aplicada
Figura 4-8.: Interfaz de usuario de inicio sistema Bayesiano.
Figura 4-9.: Ejemplo del modulo de fractura sistema bayesiano.
Page 63
5. Resultados experimentales
En este capıtulo se presentan la descripcion general (preguntas y estructura), de los tres
sistemas expertos implementados para ejes para su posterior validacion y los resultados ob-
tenidos despues de analizar 46 casos de falla, comparados con los resultados obtenidos por
un conocimiento experto estandar conformado por el criterio de varios expertos en la materia.
Cada uno de los sistemas expertos implementados para ejes (clasico, difuso y de inferencia
bayesiana), tiene una estructura como la mostrada en la Figura 5-1, la cual inicia con una
pantalla general en la que el usuario puede seleccionar mediante botones el modulo a evaluar
(fractura, desgaste, corrosion, flujo plastico); dentro de cada uno de los modulos se realizan
preguntas que buscan determinar para dicho modulo, el mecanismo de falla presentado de
acuerdo a la informacion consignada en el modulo en el que el usuario se encuentra, una vez
el sistema arroja el resultado, el usuario en dicha pantalla mediante un boton puede acceder
al FTA del mecanismo de falla identificado para conocer detalles del mecanismo de falla.
Figura 5-1.: Estructura general de los sistemas expertos.
Page 64
40 5 Resultados experimentales
Las preguntas y puntos que se realizan en cada uno de los modulos para ejes junto a las
posibles respuestas se presentan a continuacion:
- Modulo de fractura:
1. Identifique el tipo de fractura presentada.
a. Fractura transversal al eje.
b. Fractura en angulo a cuarenta y cinco grados.
c. Multiples agrietamientos que forman conos de cuarenta y cinco grados.
2. Identifique el patron de deformacion:
a. No hay deformacion.
b. Hay deformacion en el sentido de rotacion.
3. Identifique el tipo de superficie que tiene la fractura que esta analizando:
a. Hay una apariencia granular en la superficie de fractura.
b. Hay una apariencia fibrosa en la superficie de fractura.
c. Hay una zona de apariencia tersa mas otra zona de fractura final.
4. Identifique si existen marcas sobre la superficie de fractura:
a. Se identifican marcas de playa.
b. Se identifican marcas radiales.
5. ¿La pieza que esta analizando opero en medios corrosivos diferentes al aire atmosferico?:
a. Si.
b. No.
5. ¿Identifica residuos de corrosion en la superficie que esta analizando?:
a. Si.
b. No.
6. Identifique el tipo de carga a la que estaba sometida el eje previa a la fractura:
a. Carga variable.
b. Carga constante.
- Modulo de desgaste:
1. ¿Existe perdida o modificacion de la superficie del eje por contacto (deslizante o rodadura)
constante con otro elemento?:
a. Si.
b. No.
2. Identifique el tipo de modificacion de la superficie:
Page 65
41
a. Rayado en la superficie en el sentido rotacion.
b. Transferencia de metal desde el eje al cojinete o desprendimiento por desgaste superficial.
c. Desprendimiento de material que dejo picaduras en la superficie.
d. Ninguna de las anteriores.
3. Identifique si se presenta alguno de los siguientes signos:
a. Signos de calentamiento o fusion del eje y otros elementos.
b. Coloraciones oscuras o marrones sobre la superficie desgastada.
4. ¿Identifica dano concentrado en zonas de desgaste?:
a. Si.
b. No.
5. ¿Identifica agrietamiento superficial en la zona de desgaste?:
a. Si.
b. No.
- Modulo de corrosion:
1. ¿Identifica pe rdida de superficie producto de la corrosion?:
a. Si.
b. No.
2. ¿Identifica residuos de diversos colores producto de la corrosion?:
a. Si.
b. No.
3. Identifique el tipo de dano que observa en la pieza que esta analizando:
a. El dano superficial es homogeneo sobre la superficie.
b. El dano superficial es concentrado formando picaduras.
- Modulo de flujo plastico:
1. Identifique el tipo de eje que tiene:
a. Eje macizo o de pared gruesa sin cuneros.
b. Eje de pared delgada.
c. Ninguno de los anteriores.
2. Identifique el tipo de distrosion que se presento, en caso de haberla:
a. Distorsion permanente por doblado.
b. Distorsion permanente por rotacion.
c. Ninguna de las anteriores.
Page 66
42 5 Resultados experimentales
3. Identifique si se presento colapso y de que tipo en caso de haberlo:
a. La pared colapso formando una seccion elıptica.
b. La pared colapso formado un arrugamiento en el sentido de rotacion.
c. Ninguna de las anteriores.
4. Si el eje tenia estrıas ¿Estos estan deformados?:
a. Si.
b. No.
5.1. Casuıstica de validacion
Para la validacion de los sistemas expertos se tuvo en cuenta una base de casos de prueba
como se sugiere en [70], la sugerencia plantea que se comparen los resultados con una base
estandar de conocimiento experto o consenso de expertos para su posterior analisis.
Los casos que se utilizaron para la validacion fueron casos desarrollados como consultorıa
industrial, por el grupo de investigacion de analisis de fallas, integridad y superficies de la
Universidad Nacional de Colombia, a diversas industrias que solicitaron en su momento los
servicios de analisis de fallas; dentro de los casos analizados se encuentran casos resueltos de
expertos como el Ing.Juan Carlos Martinez, Ing. Irma Inırida Angarita, Ing. Edgar Espejo
Mora y el Ing. Jonny Obando (experto especialista en tratamientos termicos y analisis de
fallas externo a la universidad).
En total se tomaron 46 casos de los cuales, dieciseis casos fueron para validar el modulo de
fractura, diez casos para desgaste, diez casos para corrosion y diez casos para flujo plasti-
co), estos casos estaban distribuidos por industria como se muestra en la Tabla (5-1) para
fractura, Tabla (5-2) para desgaste, Tabla (5-3) para corrosion y Tabla (5-4) para flujo
plastico.
Page 67
5.1 Casuıstica de validacion 43
Tabla 5-1.: Origen de casos modulo de fractura
Tipo de industria Porcentaje ( %)
Petroleo y Gas 31,25
Maquinaria industrial 25
Automotrız 12,5
Aeronautica 12,5
Minerıa 12,5
Alimentos 6,25
Tabla 5-2.: Origen de casos modulo de desgaste
Tipo de industria Porcentaje ( %)
Petroleo y Gas 50
Automotriz 20
Maquinaria industrial 10
Aeronautica 10
Minerıa 10
Tabla 5-3.: Origen de casos modulo de corrosion
Tipo de industria Porcentaje ( %)
Petroleo y Gas 90
Maquinaria industrial 10
Total 100
Tabla 5-4.: Origen de casos modulo de flujo plastico
Tipo de industria Porcentaje ( %)
Maquinaria industrial 40
Petroleo y Gas 30
Aeronautica 20
Automotriz 10
Total 100
Page 68
44 5 Resultados experimentales
5.2. Resultados obtenidos analisis de falla por fractura en
ejes
A continuacion se presenta el consolidado de resultados para los casos analizados de fractura
que se muestran en la tabla (5-5), en la cual se usaron las siguientes abreviaciones:
-fff: Fractura Fragil Flexion.
-fft: Fractura Fragil Torsion.
-dT: Fractura Ductil Torsion.
-fFatf: Fractura Fatiga Flexion.
-fcef: Fractura Corrosion Esfuerzo flexion.
-fcff: Fractura Corrosion Fatiga flexion.
Tabla 5-5.: Resultados analisis de falla por fractura
Caso/Experto Experto Standard Sistema Clasico Sistema difuso Sistema Bayesiano
1 fff No concluyo fff fff
2 fft No concluyo fft fft
3 fft No concluyo fft fft
4 fFatf fff No concluyo fff
5 fFatf fFatf No concluyo fFatf
6 fft fft No concluyo fft
7 dT No concluyo dT dT
8 fFatf No concluyo fFatf fFatf
9 fcef fcef fcef fcef
10 fFatf fFatf No concluyo fFatf
11 fcff No concluyo fFatf fcff
12 dT fcef fcef fff
13 fff No concluyo No concluyo fff
14 fff fff No concluyo fff
15 fft No concluyo fft fft
16 fFatf fFatf No concluyo fFatf
Page 69
5.3 Resultados obtenidos analisis de falla por desgaste en ejes 45
5.3. Resultados obtenidos analisis de falla por desgaste
en ejes
A continuacion se presenta el consolidado de resultados para los casos analizados de desgaste
que se muestran en la Tabla (5-6), en la cual se usaron las siguientes abreviaciones:
-fatSup: Fatiga Superficial.
-dAb: Desgaste Abrasivo.
-dAd: Desgaste Adhesivo.
-lud: Ludimiento o Fretting.
Tabla 5-6.: Resultados analisis de falla por desgaste
Caso/Experto Experto Standard Sistema clasico Sistema difuso Sistema Bayesiano
1 fatSup fatSup fatSup fatSup
2 dAb No concluyo dAb dAb
3 dAd dAd dAd dAd
4 fatSup fatSup fatSup fatSup
5 dAd dAd dAd dAd
6 lud lud lud lud
7 lud lud lud lud
8 dAd dAd dAd dAd
9 lud No concluyo lud lud
10 lud No concluyo lud lud
Page 70
46 5 Resultados experimentales
5.4. Resultados obtenidos analisis de falla por corrosion
en ejes
A continuacion se presenta el consolidado de resultados para los casos analizados de corro-
sion que se muestran en la Tabla (5-7), en la cual se usaron las siguientes abreviaciones:
-cU: Corrosion uniforme.
-cP: Corrosion por picadura.
Tabla 5-7.: Resultados analisis de falla por corrosion
Experto/Caso Experto Standard Sistema clasico Sistema difuso Sistema Bayesiano
1 cU cU cU cU
2 cP cP cP cP
3 cU cU cU cU
4 cP cP cP cP
5 cP cP cP cP
6 cP cP cP cP
7 cP cP cP cP
8 cP cP cP cP
9 cP cP cP cP
10 cP cP cP cP
Page 71
5.5 Resultados obtenidos analisis de falla por flujo plastico en ejes 47
5.5. Resultados obtenidos analisis de falla por flujo
plastico en ejes
A continuacion se presenta el consolidado de resultados para los casos analizados de flujo
plastico que se muestran en la Tabla (5-8), en la cual se usaron las siguientes abreviaciones:
-fpt: Flujo plastico torsion.
-fpf: Flujo plastico flexion.
-plf: Pandeo de lamina flexion.
-plt: Pandeo de lamina torsion.
-de: Dano en estrıas o cuneros.
Tabla 5-8.: Resultados analisis de falla por flujo plastico
Experto/Caso Experto Standard Sistema clasico Sistema difuso Sistema Bayesiano
1 fpt fpt fpt fpt
2 fpt No concluyo fpt fpt
3 fpt No concluyo fpt fpt
4 fpt fpt fpt fpt
5 fpf fpf fpf fpf
6 fpf fpf fpf fpf
7 plf plf plf plf
8 plt plt plt plt
9 de de de de
10 fpt No concluyo fpt fpt
Page 72
6. Analisis de resultados
La metodologıa de validacion esta basada en procedimientos como los descritos en [15, 70,
71, 72], este analisis de resultados fue desarrollado para ejes comparando las respuestas de
cada uno de los tres sistemas expertos con la respuesta que un consenso de expertos, llama-
dos en adelante experto estandar, obtuvo tras un analisis de caso de mecanismo de falla en
particular para cada modulo (fractura, desgaste, corrosion y flujo plastico).
Utilizando el procedimiento descrito en el Anexo D se calcularon los ındices de acuerdo,
kappa κ, kappa ponderado κw y ratios de acuerdo para cada uno de los modulos de los tres
motores de inferencia.
Luego para cada motor de inferencia se promediaron los ındices de sus cuatro modulos para
obtener un ındice promedio por sistema, que fue utilizado para la comparacion de los siste-
mas de inferencia.
Las siglas que se utilizaran en las tablas para los ındices de validacion se muestran a conti-
nuacion:
- iAp: Indice de acuerdo de grupo.
- κ: Indice kappa.
- κw: Indice kappa ponderado.
- iA: Indice de acuerdo ratio.
- S: Indice de Sensibilidad.
- fn: Indice de falsos negativos.
- E: Indice de especificidad.
- fp: Indice de falsos positivos.
- p+: Indice predictivo positivo.
- p-: Indice predictivo negativo.
- ROC: Analisis ROC (“Receiver Operating Characteristic”).
En la Tabla 6-1 se muestra el consolidado de la respuesta de las medidas de pares y ratios
de acuerdo del sistema clasico para cada uno de los modulos.
Page 73
49
Tabla 6-1.: Consolidado ındices de validacion inferencia clasica
iAp κ κw iA S fn E fp p+ p- ROC
Fractura 0,375 0,301 0,154 0,875 0,364 0,636 0,976 0,024 0,500 0,886 0,670
Desgaste 0,700 0,620 0,647 0,925 0,750 0,250 0,913 0,088 0,625 1,000 0,831
Corrosion 1,000 1,000 1,000 1,000 1,000 0,000 1,000 0,000 1,000 1,000 1,000
Flujo Plastico 0,700 0,639 0,558 0,940 0,880 0,120 1,000 0,000 1,000 0,925 0,940
Promedio 0,694 0,640 0,590 0,935 0,748 0,252 0,972 0,028 0,781 0,953 0,860
σ 0,255 0,286 0,347 0,051 0,276 0,276 0,041 0,041 0,258 0,057 0,145
En la Tabla 6-2 se muestra el consolidado de la respuesta de las medidas de pares y ratios
de acuerdo del sistema difuso para cada uno de los modulos.
Tabla 6-2.: Consolidado ındices de validacion inferencia difusa
iAp κ κw iA S fn E fp p+ p- ROC
Fractura 0,500 0,426 0,340 0,885 0,464 0,536 0,974 0,026 0,667 0,896 0,719
Desgaste 1,000 1,000 1,000 1,000 1,000 0,000 1,000 0,000 1,000 1,000 1,000
Corrosion 1,000 1,000 1,000 1,000 1,000 0,000 1,000 0,000 1,000 1,000 1,000
Flujo Plastico 1,000 1,000 1,000 1,000 1,000 0,000 1,000 0,000 1,000 1,000 1,000
Promedio 0,875 0,857 0,835 0,971 0,866 0,134 0,993 0,007 0,917 0,974 0,930
σ 0,250 0,287 0,330 0,057 0,268 0,268 0,013 0,013 0,167 0,052 0,141
En la Tabla 6-3 se muestra el consolidado de la respuesta de las medidas de pares y ratios
de acuerdo del sistema bayesiano para cada uno de los modulos.
Tabla 6-3.: Consolidado ındices de validacion inferencia bayesiana
iAp κ κw iA S fn E fp p+ p- ROC
Fractura 0,875 0,841 0,837 0,958 0,883 0,117 0,974 0,026 0,933 0,975 0,929
Desgaste 1,000 1,000 1,000 1,000 1,000 0,000 1,000 0,000 1,000 1,000 1,000
Corrosion 1,000 1,000 1,000 1,000 1,000 0,000 1,000 0,000 1,000 1,000 1,000
Flujo Plastico 1,000 1,000 1,000 1,000 1,000 0,000 1,000 0,000 1,000 1,000 1,000
Promedio 0,969 0,960 0,959 0,990 0,971 0,029 0,994 0,006 0,983 0,994 0,982
σ 0,063 0,080 0,082 0,021 0,058 0,058 0,013 0,013 0,033 0,013 0,036
Tomando el promedio de cada indicador para cada motor de inferencia implementado, se
pueden comparar como se muestra en la Tabla 6-4 los indicadores de los tres motores para
Page 74
50 6 Analisis de resultados
determinar en su orden cual estuvo mas cercano a la identificacion del panel de expertos con
respecto a los casos analizados.
Tabla 6-4.: Comparacion indicadores motores de inferencia
Indice Inferencia Clasica Inferencia Difusa Inferencia Bayesiana
iAp 0,694 0,875 0,969
κ 0,640 0,857 0,960
κw 0,590 0,835 0,959
iA 0,935 0,971 0,990
S 0,748 0,866 0,971
fn 0,252 0,134 0,029
E 0,972 0,993 0,994
fp 0,028 0,007 0,006
p+ 0,781 0,917 0,983
p- 0,953 0,974 0,994
ROC 0,860 0,930 0,982
Con base en la Tabla 6-4 se analizaron cada uno de los indicadores obteniendo los siguientes
resultados:
1. El ındice de acuerdo de pares (iAp) mostro que la inferencia bayesiana presento el mayor
indice con un 96,9 %, el mas bajo fue para la inferencia clasica con un 69,4 %, este ındice
refleja la proporcion en la que el sistema experto en estudio estuvo de acuerdo con el experto
estandar, debido a que se halla sumando la diagonal de frecuencias relativas de las tablas de
contingencia.
2. El ındice κ y el ındice κw estan relacionados con las situaciones en las que un siste-
ma experto no arrojo ninguna respuesta, con base a las evidencias ingresadas o arrojo una
respuesta errada con respecto al experto estandar, entre mas bajo sea este indicador mas
situaciones como la descrita anteriormente se presentaron, para el ındice κ el motor con el
ındice mas bajo fue el motor de inferencia clasico con un 64 %, este indice esta relaciona-
do con la completitud de la base de reglas; a pesar de utilizar el mismo esquema general
de fallas para ejes, el sistema clasico demostro que dadas las diferentes combinaciones de
entrada de evidencias, en algunas ocasiones a pesar de haberse estructurado la base de re-
glas de acuerdo a los esquemas, por factores aleatorios no en todas las ocasiones en que se
esta analizando un caso se cumpliran las mismas evidencias para un mecanismo de falla dado.
Con respecto al ındice κw que penaliza con base en la matrız de pesos las equivocaciones en
resultados errados, modifico los ındices de κ de cada uno de los motores de inferencia, el mo-
Page 75
51
tor menos afectado fue el sistema con inferencia bayesiana que paso de un indice κ = 96 %
a un indice κw = 95, 9 %; el motor de inferencia que presento mayores variaciones fue el
sistema de inferencia clasico, que paso de un ındice κ = 64 % a un ındice κw = 59 %, esta
variacion representa mayores equivocaciones por parte del sistema clasico comparadas con
casi mınimas equivocaciones del sistema de inferencia bayesiano; el sistema de inferencia
difuso tambien tuvo variaciones significativas pero menores que las del sistema clasico.
3. El ındice de acuerdo de ratios (iA), a diferencia del ındice de acuerdo de pares (iAp),
compara la proporcion de acuerdo de los casos en los que se diagnostico la presencia y au-
sencia de un mecanismo de falla dado, es decir, el ındice de acuerdo de grupo tienen en
cuenta las veces que el sistema experto coincidio con el experto estandar en la presencia de
un mecanismo de falla dado, mientras que el ındice de acuerdo de ratios (iA) tiene en cuenta
ademas las veces que se diagnostico la no presencia del mismo, por lo cual, este ındice refleja
una mejorıa en los resultados comparado con el ındice de acuerdo de pares, para cada uno de
los motores de inferencia, el cambio mas significativo lo tuvo el motor de inferencia clasico
que paso de un ındice de acuerdo de pares iAp = 69,4 % a un ındice de ratios iA = 93,5 %, el
ındice de acuerdo de ratios para el motor de inferencia difuso fue de iA = 97,1 % y el motor
de inferencia bayesiana una vez mas con el mejor ındice igual a iA = 99 %.
4. La sensibilidad (S) es la capacidad de diagnosticar un modo de falla cuando realmente
estaba presente, el motor con el mayor indicador fue el de inferencia bayesiana con 97,1 %
comparado con 74,8 % del sistema clasico; el motor de inferencia difuso obtuvo un indicador
igual a 86,6 %; entre mas bajo este indicador menores capacidades tuvo el motor de inferencia
bajo estudio de diagnosticar correctamente un mecanismo de falla cuando realmente estaba
presente.
5. El indicador de falsos negativos (fn) es directamente proporcional, a la situacion en la que
incorrectamente un sistema experto identifico un modo de falla cuando no estaba presente,
el sistema clasico obtuvo el ındice mas alto con un 25,2 %, cometiendo mas errores en la iden-
tificacion de mecanismos de falla; el motor de inferencia difuso obtuvo un 13,4 %, mientras
que el motor de inferencia bayesiano solo tuvo un 2,9 % siendo este ultimo el mejor indicador.
6. La especificidad (E) es la capacidad de un sistema experto de identificar la no presencia
de un modo de falla cuando en esencia no esta presente, el indicador de especificidad de los
tres motores estuvo por encima de 95 %, esto indica que por ejemplo el motor de inferencia
clasico que es el que ha tenido los ındices mas bajos, cometio mas errores en la identificacion
de presencia del mecanismo de fallas comparado con los otros dos motores (difuso y baye-
siano).
7. El indicador de falsos positivos (fp) demostro que el sistema de inferencia clasico tuvo
Page 76
52 6 Analisis de resultados
mayores variaciones con respecto al experto estandar con un 2,8 %, identificando un meca-
nismo de falla cuando en realidad no estaba presente, este valor obtenido del sistema clasico
es bastante alto comparado con el 0,7 % que obtuvo el sistema de inferencia difuso y el 0,2 %
que obtuvo el motor de inferencia bayesiano.
8. “El valor predictivo positivo es la relacion entre el numero de veces que se interpreto co-
rrectamente un modo de falla, sobre el numero de veces que dicho modo de falla aparecio en
los resultados” [70], el menor ındice lo obtuvo el sistema de inferencia clasico con un 78,1 %,
el motor de inferencia difuso obtuvo un 91,7 % y el motor de inferencia bayesiano obtuvo el
mejor indicador con un 98,3 %.
Similar al valor predictivo positivo el valor predictivo negativo representa la relacion entre
el numero de veces que se interpreto correctamente la ausencia de un modo de falla, sobre
el numero de veces que dicho modo de falla aparecio en los resultados, el mejor indicador lo
tuvo el motor de inferencia bayesiano con un 99,4 %, seguido del motor de inferencia difuso
que obtuvo un 97,4 % y por ultimo el motor de inferencia clasico con un 95,3 %.
9. El valor ROC se puede asumir como la probabilidad de que el sistema arroje una res-
puesta acertada, comparada con la respuesta que darıa un experto estandar, el mayor ındice
lo obtuvo el motor de inferencia bayesiano con un 98,2 %, seguido del motor de inferencia
difuso con un 93 % y por ultimo el motor de inferencia clasico con un indice de 86 %.
A pesar de que el sistema clasico solo obtuvo un 86 % en ROC, este indicador demuestra
que los sistemas de inferencia clasica pueden ser utilizados como se ha hecho en los ultimos
tiempos como sistemas de inferencia para diagnostico e interpretacion en sistemas complejos;
pero si se compara con otros motores de inferencia como el difuso o el bayesiano, el sistema
de inferencia clasico se encuentra por debajo del desempeno que estos ultimos demuestran
en su respectivo orden, siendo el bayesiano el mas cercano a la respuesta que un experto
estandar darıa.
10. Identificando correctamente un modo de falla, y con base a la metodologıa de analisis
de fallas RCA (“Root Cause Analysis”), especıficamente (Fault Tree Analysis), el personal
de confiabilidad y mantenimiento con base en el anexo E, tiene una ruta a seguir para la
correccion de dicho modo de falla y/o el analista tiene una segunda opinion para emitir un
juicio con respecto a un mecanismo de falla presentado.
Debido a los resultados anteriores, el motor de inferencia bayesiano se utilizo para la im-
plementacion de los modulos correspondientes a identificacion de mecanismos de fallas de
rodamientos, engranajes, cuerpos de caldera y cojinetes usando la informacioon de los anexos
B y E.
Page 77
53
El analisis de fallas es un proceso que se aleja del concepto determinista, por las diver-
sas interpretaciones que el analista puede tener frente a la presencia de evidencias ante un
caso en analisis, por lo cual, a pesar de que los sistemas basados en inferencia clasica se
han utilizado con exito en muchas aplicaciones, es mas aconsejable recurrir a tecnicas proba-
bilısticas como las redes bayesianas o tecnicas inteligentes como el motor de inferencia difuso.
El motor de inferencia difuso presento indicadores de validacion cercanos, aunque aproxi-
madamente un 10 % mas bajos que el motor de inferencia bayesiano, esto debido a que
probablemente la completitud del sistema no fue garantizada en su totalidad a la hora de su
diseno, ası complementando el numero de reglas y modificando las funciones de pertenen-
cia se podrıa lograr una respuesta igual a la que presento el motor de inferencia bayesiano,
sin embargo, como un indicador cualitativo, este procedimiento demandarıa mas tiempo de
programacion que el empleado en un motor de inferencia bayesiano.
En resumidas cuentas el motor de inferencia bayesiano fue el que tuvo el mejor desempeno,
seguido del motor de inferencia difuso y por ultimo el motor de inferencia clasico, este resul-
tado parte del analisis de cada uno de los indicadores de validacion antes mencionados con
base en la Tabla 6-4.
En los casos analizados los asociados a fractura en ejes fueron los casos en donde el siste-
ma clasico presento mayores variaciones (errores de comision y omision) comparado con el
sistema difuso y el sistema bayesiano, esto debido a que la identificacion de fractura en ejes
es un proceso complejo que abre la posibilidad de varias interpretaciones y debido a que el
sistema clasico es restrictivo en cuanto a la forma que evalua las reglas, si alguna de ellas no
se cumple el sistema no concluye en su respuesta a pesar de que todos los motores contaron
con las mismas condiciones de completitud y consistencia en la base de conocimientos, siendo
esta condicion una de las limitantes del sistema clasico comparado con el sistema bayesiano
que fue el que tuvo el mejor comportamiento, que en caso de no cumplirse alguna de las con-
diciones, la probabilidad de que determinado modo de falla este presente va disminuyendo
pero puede arrojar un valor de probabilidad lo suficientemente alto como para deducir que
probablemente el modo de falla presentado es el que esta bajo estudio.
Solo con fines informativos, si se comparan los tiempos de desarrollo de los tres sistemas,
el sistema experto basado en inferencia clasica fue el que tomo mas tiempo en la imple-
mentacion aproximadamente tres meses y medio comparado con los dos meses y medio de
implementacion del sistema experto difuso y un mes y medio que tomo programar el sistema
experto de inferencia bayesiana, para un total de casi 7 meses y medio en la implementacion
de los tres sistemas para ejes.
Page 78
54 6 Analisis de resultados
Si se comparan la cantidad de lıneas de codigo sin espacios y comentarios, sabiendo que la
persona que los programo fue el autor, que utilizo la misma estructura en cuanto a espacios
y comentarios; el sistema difuso utilizo al menos 25 % menos lıneas de codigo comparado con
el sistema clasico y el sistema bayesiano utilizo al menos 40 % menos lıneas de codigo que el
sistema de inferencia clasico, por lo cual el sistema bayesiano es el mas pequeno en cuanto
a lıneas de codigo se refiere, seguido del sistema difuso.
El proceso de validacion cuantitativa para los tres sistemas, tomo aproximadamente 2 meses
mientras se recopilaba la casuıstica de validacion y se coordinaba con el equipo experto o
referencia estandar.
Un indicador adicional esta relacionado con los errores de omision y los errores de comision.
Los errores de omision son aquellos donde el sistema experto con los datos de entrada no
arroja ninguna respuesta concluyente y los errores de comisiomision son aquellos donde el
sistema experto con los datos de netrada arroja una respuesta errada a la esperada.
Page 79
7. Conclusiones y trabajo futuro
Sistemas expertos como el presentado en este proyecto, podrıan ser muy utiles en la tareas
de identificacion de mecanismos de falla en elementos de maquina de la industria en general,
debido a que se convierten en una herramienta de identificacion para usuarios inexpertos y
un mecanismo de ayuda para los expertos que buscarıan una segunda opinion.
Se han disenado, implementado y validado tres motores de inferencia usando tecnicas clasi-
cas, difusas y basadas en redes bayesianas aplicados a elementos de maquina como sistemas
expertos para identificacion de mecanismos de falla en elementos de maquina.
La implementacion del sistema de inferencia clasica se realizo en Prolog y C#, y el sistema
difuso y sistema de inferencia bayesiano en C (MATLAB R©), luego se validaron los sistemas
para ejes con base en los resultados que un panel de cuatro expertos (internos y externos
a la Universidad) realizo sobre 46 casos de analisis de falla utilizando diversos indicadores
cuantitativos como las medidas de pares y los ratios de acuerdo, encontrando que el motor
de inferencia bayesiano bajo el ındice de validacion ROC, tiene una probabilidad del 98,2 %
de arrojar una respuesta correcta, superior al 93 % del motor de inferencia difuso y muy
superior al 86 % que tiene el motor de inferencia clasico.
Dentro de los diversos modulos de identificacion de mecanismos de falla, el correspondiente
a fractura, fue el que tuvo para los tres motores los ındices mas bajos. En dicho modulo
comparando el ROC de los tres sistemas, el sistema de inferencia clasico tuvo un 67 %, el
sistema difuso un 71,9 % mientras que el sistema de inferencia bayesiano obtuvo un 92 %,
probablemente debido a que la interpretacion de las evidencias y sıntomas en analisis de
fractura esta abierta a diversas interpretaciones por parte de la persona que esta analizando
la fractura.
En general el sistema de inferencia clasico tuvo un desempeno inferior comparado con el
motor de inferencia difuso y el motor de inferencia bayesiano respectivamente.
El modulo de fractura de ejes tenia el esquema de falla mas complejo como se menciono y
fue el modulo en el que se presentaron mas errores de omision; el motor de inferencia clasico
tuvo un 50 % de error de omision y el difuso un 43,75 %, el motor de inferencia bayesiano no
cometio errores de omision.
Page 80
56 7 Conclusiones y trabajo futuro
El motor de inferencia bayesiano de los 46 casos de falla analizados, solo cometio 2 errores de
comision en el modulo de fractura y ningun error de omision en todos los casos, en definitiva
fue el que menos errores cometio comparado con los otros dos sistemas expertos.
Sin importar que indicador de validacion se analice, el mejor desempeno lo tuvo el motor de
inferencia bayesiano, seguido por el motor de inferencia difuso y en ultimo lugar el motor de
inferencia clasico.
Como trabajos futuros con base en los resultados obtenidos en la validacion del motor de
inferencia bayesiano, se podrıa implementar la metodologıa de diseno propuesta en este pro-
yecto en procesos especıficos de upstream como:
- Analisis de fallas en sistemas de bombeo electro sumergible (ESP) o en bombas de cavidad
progresiva (PCP) para operaciones de artificial lift en la industria petrolera.
-Interpretacion y diagnostico de mediciones de formacion para analizar la presencia de hi-
drocarburos durante operaciones de Logging While Drilling (LWD), Measurement While
Drilling (MWD) y drilling engineering, junto al analisis de falla en herramientas especıficas
de cada operacion.
Como extension de esta investigacion se podrıa implementar un sistema experto basado en
otra tecnica de softcomputing diferente a la inferencia difusa, por ejemplo redes neuronales
o algoritmos geneticos y validarlos con la metodologıa propuesta en este proyecto.
Page 81
A. Anexo: Investigacion de campo para
levantamiento de requerimientos
En este anexo se encuentra informacion con respecto a la investigacion de campo que se
realizo, como parte del levantamiento de requerimientos del proyecto de investigacion.
A.1. Encuesta y resultados
Pregunta uno: Seleccione de los siguientes, el sector o sectores a los que pertenece su orga-
nizacion, resultados en la Tabla A-1:
Tabla A-1.: Porcentaje de participacion segun industria
Sector industrial Porcentaje Numero de respuestas
Automotrız 12 5
Aeronautico 2 1
Petroleo y gas 36 15
Alimenticia 10 4
Construcciones civiles y puentes 0 0
Maquinaria industrial 10 4
Mineria y movimiento de tierras 5 2
Fabricacion de productos metalicos 5 2
Fabricacion productos plasticos 2 1
Fabricacion productos ceramicos 0 0
Procesos quımicos y caldereria 5 2
Otros 14 6
TOTAL 100 42
Page 82
58 A Anexo: Investigacion de campo para levantamiento de requerimientos
Pregunta dos: Dentro de su organizacion existe un procedimiento para seguir un analisis de
fallas dentro de un programa de mantenimiento? resultados en la Tabla A-2.
Tabla A-2.: Existencia plan de analisis de fallas en las industrias encuestadas
Porcentaje Respuestas
Si 50 21
No 50 21
Total 100 42
Pregunta tres: Ante la aparicion de una falla en un elemento de maquina en su organizacion,
la persona encargada de realizar dicho analisis tiene como area de formacion, resultados en
la Tabla A-3:
Tabla A-3.: Nivel de formacion del analista de fallas
Nivel de formacion Porcentaje Respuestas
Ingenierıa 74 31
Tecnologıa 17 7
Tecnica 10 4
Ninguna 0 0
Total 100 42
Pregunta cuatro: ¿La(s) persona(as) que realiza(n) el analisis de fallas en su organizacion,
puede ser considerado(s) como experto(s) en esa actividad? resultados en la Tabla A-4.
Tabla A-4.: ¿En su organizacion el analista podrıa ser considerado un experto?
Porcentaje Respuesta
SI 57 24
NO 43 18
Total 100 42
Page 83
A.1 Encuesta y resultados 59
Pregunta cinco: ¿Cree usted que un sistema experto en analisis de fallas de elementos de
maquina, serıa una herramienta util dentro de su organizacion? (Optimizando tiempos, pro-
cesos, etc), resultados en la Tabla A-5.
Tabla A-5.: ¿Cree util un sistema experto para analisis de falla en su organizacion?
Porcentaje Respuesta
SI 98 41
NO 2 1
Total 100 42
Pregunta seis: Con respecto a la forma de ejecucion del software usted preferirıa que este
corriera de forma, resultados en la Tabla A-6.
Tabla A-6.: Forma de ejecucion del software
Porcentaje Respuestas
Software independente 43 18
Software comercial 52 22
Otro 5 2
Total 100 42
Page 84
60 A Anexo: Investigacion de campo para levantamiento de requerimientos
Pregunta siete: Dentro de su organizacion ¿Que tipo de metodos de mantenimiento predic-
tivo se llevan a cabo? resultados en la Tabla A-7.
Tabla A-7.: Metodos de mantenimiento predictivo
Porcentajes Respuestas
Ultrasonido 12 15
Tintas penetrantes 19 25
Partıculas magneticas 11 14
Termografıa 14 18
Analisis de vibraciones 13 17
Rayos X 5 6
Microscopıa electronica 3 4
Metalografıa 7 9
Estereoscopıa optica 2 2
Ninguno 5 7
Composicion quımica, dureza y ensayos mecanicos 5 7
Otro (Por favor especifique) 5 6
TOTAL 100 130
Pregunta ocho: En un sistema experto para el analisis de fallas en elementos mecanicos usted
buscarıa que, resultados en la Tabla A-8.
Tabla A-8.: ¿Que busca de un sistema experto para analisis de fallas?
Porcentaje Respuestas
Utilice fotografıas de guıa para cargar evidencias 23 31
Identifique mecanismo 26 34
Ayude al diagnostico 29 38
Lleve estadısticas 20 27
Otro 2 2
Total 100 132
Page 85
A.1 Encuesta y resultados 61
Pregunta nueve: Conoce usted o es posible para usted, tener acceso a informacion con res-
pecto a las propiedades mecanicas (e.g. tipo de material, dureza, tipos de carga aplicada,
etc. ) de los elementos de maquina que hacen parte de sus procesos? resultados en la tabla
A-9.
Tabla A-9.: ¿Conoce las propiedades del material a analizar?
Porcentaje Respuesta
SI 64 27
NO 36 15
Total 100 42
Page 86
62 A Anexo: Investigacion de campo para levantamiento de requerimientos
A.2. Analisis de resultados encuesta de requerimientos
- Pregunta uno: El sector con mayor participacion dentro del levantamiento de requerimien-
tos fue el sector de petroleo y gas, con un 36 % sobre el total de industrias participantes. La
industria petroleo y gas se perfila como un potencial usuario de este tipo de sistemas, los
FTA fueron escogidos como mecanismo de correccion ya que son la principal herramienta
RCA ’Root Cause Analysis’ usada en dicho sector.
- Pregunta dos: A pesar de que muchas organizaciones (50 %) tienen definidos dentro de
sus planes de mantenimiento planes de contingencia, existen organizaciones que aun no tie-
nen preparado una estructura de analisis de fallas ante la aparicion de una de ellas, por lo
cual mostrar un “Fault Tree Analysis” (FTA) despues de identificar un mecanismo de falla
resultarıa util para seguir un procedimiento de revision de mecanismo de falla en dichas
organizaciones.
- Pregunta tres: Esta pregunta buscaba identificar la formacion academica de los futuros
usuarios del sistema, personal con formacion tecnica (10 %), tecnologıa (17 %) e ingenierıa
(74 %), el sistema fue desarrollado para usuarios con formacion en ingenierıa ya que es el
nivel de formacion predominante en los futuros usuarios.
- Pregunta cuatro: arrojo que de las empresas que realizan identificacion de mecanismos de
falla, el 57 % de las mismas cuenta con expertos en el area, el 43 % restante considera que
sus equipos de trabajo no son personal experto. El sistema experto apoyara a este segundo
grupo de usuarios.
- Pregunta cinco: el 98 % de los encuestados considera que un sistema experto para identificar
mecanismos de falla dentro de las organizaciones es util. Validando la necesidad de disenar
e implementar un sistema de este tipo.
- Pregunta seis: el 52 % de los encuestados esperaba integracion de este sistema con software
comercial del tipo “Computarized Maintenance Management System”, en adelante CMMS,
sin embargo, por motivos relacionados a licenciamiento de software y limitaciones financie-
ras del proyecto, el sistema experto no corre ni se integra con bases de datos ni CMMS,
correra como un sistema “stand alone”, es decir un ejecutable que abre la interfaz grafica
para alimentar con evidencias el sistema y al finalizar arrojar un diagnostico del probable
mecanismo de falla, junto a un diagrama de “Fault Tree Analysis” (FTA) para el mecanismo
de falla detectado, el FTA sirve de de guıa para corregir las posibles causas de raız para
evitar reaparicion del mecanismo de falla presentado.
- Pregunta siete: Las tintas penetrantes como mecanismo de inspeccion con un 19 % obtuvo
Page 87
A.2 Analisis de resultados encuesta de requerimientos 63
el indice mayor, este utiliza la inspeccion visual como metodo de diagnostico; solo el 3 % de
las industrias utilizan tecnicas avanzadas como la microscopıa electronica, que dentro de la
ingenierıa forense tienen un papel importante porque permiten analizar a mayor profundidad
piezas falladas.
Este item dentro de las consideraciones del proyecto limito el alcance hasta la inspeccion
visual, descartando otros metodos para alimentar con datos el sistema como la metalografıa,
microscopıa electronica u otras tecnicas debido al acceso limitado que tienen la mayorıa de
industrias en cuanto a pruebas de laboratorio.
- Pregunta ocho: Las industrias encuestadas esperaban que el sistema les ayudara en el
diagnostico del mecanismo de falla (29 %), adicional que lo identificara (26 %) y que se va-
liera de fotografıas para identificar las evidencias para cargar el sistema (23 %) ; un 20 %
de los encuestados buscaba que el sistema llevara estadısticas, sin embargo, dicha funcion
solo cobra importancia dentro de un CMMS para determinar indices como el “Mean Time
Between Failure”(MTBF), para sistemas reparables o el “Mean Time To Repair” (MTTR)
para sistemas no reparables. De acuerdo a la conclusion de la pregunta seis el sistema experto
no correra bajo un CMMS ’Computarized Maintenance Managements System’, por lo cual
llevar las estadısticas de falla resultaba poco practica en este proyecto de investigacion.
- Pregunta nueve: El 64 % de los encuestados declaro que tiene acceso a informacion con
respecto a las propiedades mecanicas de sus procesos, por ejemplo, el tipo de carga a las que
estan sometidas las piezas o estaban sometidas antes de fallar, este resultado permitio pre-
guntar dentro de las evidencias por tipos de carga de la pieza previa a la falla, y en el “Fault
Tree Analysis” recomendar revisiones de durezas de las piezas y tipos de materiales para
prevenir futuras apariciones del mecanismo de falla presentado.
Page 88
64 A Anexo: Investigacion de campo para levantamiento de requerimientos
A.3. Ficha tecnica de la encuesta
Campo Descripcion
Marco de referencia Nacional.
Universo Organizaciones (clientes) que han solicitado
servicios industriales de analisis de fallas de
la Universidad Nacional de Colombia, sede
Bogota y organizaciones de diversos campos
de la industria sin relacion alguna con la Uni-
versidad, ejemplo contactos del tesista.
Tamano de la muestra 42
Procedimiento de muestreo Muestreo incidental o de conveniencia
Tecnica de obtencion de la infor-
macion
Encuesta personal online por medio de hiper
vınculo enviado por correo electronico
Fecha de realizacion del trabajo
de campo
Febrero de 2012 - Junio de 2012
Tabla A-10.: Ficha tecnica trabajo de campo.[73]
Page 89
B. Anexo: Esquema general de fallas
para ejes, engranajes, rodamientos,
cojinetes y tuberias de caldera
Figura B-1.: Esquema general de falla por fractura en ejes
Page 90
66B Anexo: Esquema general de fallas para ejes, engranajes, rodamientos, cojinetes y
tuberias de caldera
Figura B-2.: Esquema general de falla por desgaste en ejes
Page 91
67
Figura B-3.: Esquema general de falla por flujo plastico y corrosion en ejes
Page 92
68B Anexo: Esquema general de fallas para ejes, engranajes, rodamientos, cojinetes y
tuberias de caldera
Figura B-4.: Esquema general de falla por perdida de geometrıa en engranajes
Page 93
69
Figura B-5.: Esquema general de falla por perdida de diente en engranajes y engrane
irregular
Page 94
70B Anexo: Esquema general de fallas para ejes, engranajes, rodamientos, cojinetes y
tuberias de caldera
Figura B-6.: Esquema general de falla por grietas en engranajes
Page 95
71
Figura B-7.: Esquema general de falla en rodamientos parte 1
Page 96
72B Anexo: Esquema general de fallas para ejes, engranajes, rodamientos, cojinetes y
tuberias de caldera
Figura B-8.: Esquema general de falla en rodamientos parte 2
Page 97
73
Figura B-9.: Esquema general de falla en rodamientos parte 3
Page 98
74B Anexo: Esquema general de fallas para ejes, engranajes, rodamientos, cojinetes y
tuberias de caldera
Figura B-10.: Esquema general de falla en rodamientos parte 4
Page 99
75
Figura B-11.: Esquema general de falla en cojinetes parte 1
Page 100
76B Anexo: Esquema general de fallas para ejes, engranajes, rodamientos, cojinetes y
tuberias de caldera
Figura B-12.: Esquema general de falla en cojinetes parte 2
Page 101
77
Figura B-13.: Esquema general de falla en cojinetes parte 3
Page 102
78B Anexo: Esquema general de fallas para ejes, engranajes, rodamientos, cojinetes y
tuberias de caldera
Figura B-14.: Esquema general de falla en cojinetes parte 4
Page 103
79
Figura B-15.: Esquema general de falla en tuberias de caldera parte 1
Page 104
80B Anexo: Esquema general de fallas para ejes, engranajes, rodamientos, cojinetes y
tuberias de caldera
Figura B-16.: Esquema general de falla en tuberias de caldera parte 2
Page 105
81
Figura B-17.: Esquema general de falla en tuberias de caldera parte 3
Page 106
82B Anexo: Esquema general de fallas para ejes, engranajes, rodamientos, cojinetes y
tuberias de caldera
Figura B-18.: Esquema general de falla en tuberias de caldera parte 4
Page 107
83
Figura B-19.: Esquema general de falla en tuberias de caldera parte 5
Page 108
84B Anexo: Esquema general de fallas para ejes, engranajes, rodamientos, cojinetes y
tuberias de caldera
Figura B-20.: Esquema general de falla en tuberias de caldera parte 6
Page 109
C. Reglas sistema experto basado en
inferencia difusa
Se presentan las reglas utilizadas para cada uno de los mecanismos de falla del sistema
experto difuso para identificacion de mecanismos de falla en ejes, (ver lista de abreviaturas
al inicio de este documento):
- Fractura Fragil Flexion:
1. If (fTe is Evidente) and (aGuz is Evidente) then (fFf is presente).
2. If (fTe is Evidente) and (aGuz is PresenciaLeve) and (nD is Evidente) and (mR is eviden-
te) then (fFf is presente).
3. If (fTe is Ausente) and (aGuz is ausente) and (nD is ausente) and (mR is ausente) then
(fFf is ausente).
4. If (fTe is presenciaLeve) and (aGuz is PresenciaLeve) and (nD is Evidente) and (mR is
evidente) then (fFf is presente).
- Fractura Fragil Torsion:
1. If (f45 is Evidente) and (aGuz is Evidente) then (fFt is presente).
2. If (f45 is Evidente) and (aGuz is PresenciaLeve) and (nD is Evidente) and (mR is eviden-
te) then (fFt is presente).
3. If (f45 is Ausente) and (aGuz is ausente) and (nD is ausente) and (mR is ausente) then
(fFt is ausente).
4. If (f45 is presenciaLeve) and (aGuz is PresenciaLeve) and (nD is Evidente) and (mR is
evidente) then (fFt is presente).
- Fractura Ductil Torsion:
1. If (fTe is Evidente) and (aF is Evidente) then (dT is presente).
2. If (fTe is Evidente) and (aF is PresenciaLeve) and (dSr is Evidente) then (dT is presente).
3. If (fTe is Ausente) and (aF is ausente) and (dSr is ausente) then (dT is ausente).
4. If (fTe is presenciaLeve) and (aF is PresenciaLeve) and (dSr is Evidente) then (dT is
presente).
5. If (fTe is Evidente) and (aF is PresenciaLeve) and (dSr is presenciaLeve) then (dT is
presente).
- Fractura Fatiga Flexion:
Page 110
86 C Reglas sistema experto basado en inferencia difusa
1. If (fTe is Evidente) and (zAt is Evidente) and (mC is ausente) then (fAtf is presente).
2. If (fTe is Evidente) and (nD is Evidente) and (zAt is Evidente) and (mP is evidente) and
(mR is evidente) and (mC is ausente) then (fAtf is presente).
3. If (fTe is Evidente) and (nD is PresenciaLeve) and (zAt is Evidente) and (mP is presen-
ciaLeve) and (mR is presenciaLeve) and (mC is ausente) then (fAtf is presente).
4. If (fTe is Ausente) and (nD is ausente) and (zAt is ausente) and (mP is ausente) and (mR
is ausente) and (mC is ausente) then (fAtf is ausente).
5. If (fTe is Evidente) and (nD is Evidente) and (zAt is presenciaLeve) and (mP is evidente)
and (mR is evidente) and (mC is ausente) then (fAtf is presente).
- Fractura Fatiga Torsion:
1. If (f45 is Evidente) and (zAt is Evidente) and (mC is ausente) then (fAtt is presente).
2. If (f45 is Evidente) and (nD is Evidente) and (zAt is Evidente) and (mP is evidente) and
(mR is evidente) and (mC is ausente) then (fAtt is presente).
3. If (f45 is Evidente) and (nD is PresenciaLeve) and (zAt is Evidente) and (mP is presen-
ciaLeve) and (mR is presenciaLeve) and (mC is ausente) then (fAtt is presente).
4. If (f45 is Ausente) and (nD is ausente) and (zAt is ausente) and (mP is ausente) and (mR
is ausente) and (mC is ausente) then (fAtt is ausente).
5. If (f45 is Evidente) and (nD is Evidente) and (zAt is presenciaLeve) and (mP is evidente)
and (mR is evidente) and (mC is ausente) then (fAtt is presente).
- Fractura Torsion eje estriado:
1. If (mA45 is Evidente) and (zAt is Evidente) then (fTee is presente).
2. If (mA45 is Evidente) and (nD is Evidente) and (zAt is Evidente) and (mP is evidente)
and (mR is evidente) then (fTee is presente).
3. If (mA45 is Evidente) and (nD is PresenciaLeve) and (zAt is Evidente) and (mP is pre-
senciaLeve) and (mR is presenciaLeve) then (fTee is presente).
4. If (mA45 is Ausente) and (nD is ausente) and (zAt is ausente) and (mP is ausente) and
(mR is ausente) then (fTee is ausente).
5. If (mA45 is Evidente) and (nD is Evidente) and (zAt is presenciaLeve) and (mP is evi-
dente) and (mR is evidente) then (fTee is presente).
- Fractura Corrosion Esfuerzo flexion:
1. If (fTe is Evidente) and (mC is Evidente) and (zAt is Evidente) and (mP is ausente) and
(mR is ausente) and (sCs is ausente) and (cC is evidente) then (cEf is presente).
2. If (fTe is Evidente) and (mC is PresenciaLeve) and (zAt is Evidente) and (mP is presen-
ciaLeve) and (mR is presenciaLeve) and (sCs is presenciaLeve) and (cC is evidente) then
(cEf is presente) .
3. If (fTe is Evidente) and (mC is PresenciaLeve) and (zAt is presenciaLeve) and (mP is
evidente) and (mR is evidente) and (sCs is presenciaLeve) and (cC is evidente) then (cEf is
Page 111
87
presente).
4. If (fTe is Ausente) and (mC is ausente) and (zAt is ausente) and (mP is ausente) and
(mR is ausente) and (sCs is ausente) and (cC is ausente) then (cEf is ausente).
5. If (fTe is Evidente) and (mC is Evidente) and (zAt is Evidente) and (sCs is ausente) and
(cC is evidente) then (cEf is presente) .
6. If (fTe is Evidente) and (mC is PresenciaLeve) and (zAt is Evidente) and (sCs is ausente)
and (cC is evidente) then (cEf is presente).
7. If (fTe is Evidente) and (mC is Evidente) and (zAt is Evidente) and (cC is evidente) then
(cEf is presente).
8. If (fTe is Evidente) and (mC is Evidente) and (zAt is presenciaLeve) and (sCs is evidente)
and (cC is evidente) then (cEf is presente).
- Fractura Corrosion Fatiga flexion:
1. If (fTe is Evidente) and (mC is Evidente) and (zAt is Evidente) and (mP is ausente) and
(mR is ausente) and (sCs is ausente) and (cV is evidente) then (cFf is presente).
2. If (fTe is Evidente) and (mC is PresenciaLeve) and (zAt is Evidente) and (mP is presen-
ciaLeve) and (mR is presenciaLeve) and (sCs is presenciaLeve) and (cV is evidente) then
(cFf is presente) .
3. If (fTe is Evidente) and (mC is PresenciaLeve) and (zAt is presenciaLeve) and (mP is
evidente) and (mR is evidente) and (sCs is presenciaLeve) and (cV is evidente) then (cFf is
presente).
4. If (fTe is Ausente) and (mC is ausente) and (zAt is ausente) and (mP is ausente) and
(mR is ausente) and (sCs is ausente) and (cV is ausente) then (cFf is ausente).
5. If (fTe is Evidente) and (mC is Evidente) and (zAt is Evidente) and (sCs is ausente) and
(cV is evidente) then (cFf is presente) .
6. If (fTe is Evidente) and (mC is PresenciaLeve) and (zAt is Evidente) and (sCs is ausente)
and (cV is evidente) then (cFf is presente).
8. If (fTe is Evidente) and (mC is Evidente) and (zAt is presenciaLeve) and (sCs is evidente)
and (cV is evidente) then (cFf is presente).
7. If (fTe is Evidente) and (mC is Evidente) and (zAt is Evidente) and (cV is evidente) then
(cFf is presente).
- Fractura Corrosion Esfuerzo torsion:
1. If (f45 is Evidente) and (mC is Evidente) and (zAt is Evidente) and (mP is ausente) and
(mR is ausente) and (sCs is ausente) and (cC is evidente) then (cEt is presente).
2. If (f45 is Evidente) and (mC is PresenciaLeve) and (zAt is Evidente) and (mP is presen-
ciaLeve) and (mR is presenciaLeve) and (sCs is presenciaLeve) and (cC is evidente) then
(cEt is presente).
3. If (f45 is Evidente) and (mC is PresenciaLeve) and (zAt is presenciaLeve) and (mP is
evidente) and (mR is evidente) and (sCs is presenciaLeve) and (cC is evidente) then (cEt is
Page 112
88 C Reglas sistema experto basado en inferencia difusa
presente).
4. If (f45 is Ausente) and (mC is ausente) and (zAt is ausente) and (mP is ausente) and (mR
is ausente) and (sCs is ausente) and (cC is ausente) then (cEt is ausente).
5. If (f45 is Evidente) and (mC is Evidente) and (zAt is Evidente) and (sCs is ausente) and
(cC is evidente) then (cEt is presente) .
6. If (f45 is Evidente) and (mC is PresenciaLeve) and (zAt is Evidente) and (sCs is ausente)
and (cC is evidente) then (cEt is presente).
7. If (f45 is Evidente) and (mC is Evidente) and (zAt is Evidente) and (cC is evidente) then
(cEt is presente).
8. If (f45 is Evidente) and (mC is Evidente) and (zAt is presenciaLeve) and (sCs is evidente)
and (cC is evidente) then (cEt is presente).
- Fractura Corrosion Fatiga torsion:
1. If (f45 is Evidente) and (mC is Evidente) and (zAt is Evidente) and (mP is ausente) and
(mR is ausente) and (sCs is ausente) and (cV is evidente) then (cFt is presente).
2. If (f45 is Evidente) and (mC is PresenciaLeve) and (zAt is Evidente) and (mP is presen-
ciaLeve) and (mR is presenciaLeve) and (sCs is presenciaLeve) and (cV is evidente) then
(cFt is presente) .
3. If (f45 is Evidente) and (mC is PresenciaLeve) and (zAt is presenciaLeve) and (mP is
evidente) and (mR is evidente) and (sCs is presenciaLeve) and (cV is evidente) then (cFt is
presente).
4. If (f45 is Ausente) and (mC is ausente) and (zAt is ausente) and (mP is ausente) and (mR
is ausente) and (sCs is ausente) and (cV is ausente) then (cFt is ausente).
5. If (f45 is Evidente) and (mC is Evidente) and (zAt is Evidente) and (sCs is ausente) and
(cV is evidente) then (cFt is presente).
6. If (f45 is Evidente) and (mC is PresenciaLeve) and (zAt is Evidente) and (sCs is ausente)
and (cV is evidente) then (cFt is presente).
7. If (f45 is Evidente) and (mC is Evidente) and (zAt is Evidente) and (cV is evidente) then
(cFt is presente).
8. If (f45 is Evidente) and (mC is Evidente) and (zAt is presenciaLeve) and (sCs is evidente)
and (cV is evidente) then (cFt is presente).
-Desgaste Abrasivo:
1. If (pMs is Evidente) and (rSsr is Evidente) then (dAb is presente).
2. If (pMs is Ausente) and (rSsr is ausente) then (dAb is ausente) .
-Desgaste Adhesivo:
1. If (pMs is Evidente) and (tM is Evidente) then (dAd is presente) .
2. If (pMs is Ausente) and (tM is ausente) then (dAd is ausente) .
3. If (pMs is Evidente) and (tM is Evidente) and (sC is evidente) and (cOzd is evidente)
Page 113
89
then (dAd is presente).
4. If (tM is PresenciaLeve) and (sC is evidente) and (cOzd is evidente) then (dAd is presente).
- Ludimiento:
1. If (pMs is Evidente) and (dCzd is Evidente) and (cOzd is evidente) then (lud is presente).
2. If (pMs is Ausente) and (dCzd is ausente) and (cOzd is ausente) then (lud is ausente).
- Fatiga superficial:
1. If (pMs is Evidente) and (dM is Evidente) then (fatSup is presente).
2. If (pMs is Ausente) and (dM is ausente) and (aS is ausente) then (fatSup is ausente).
3. If (pMs is Evidente) and (dM is PresenciaLeve) and (aS is presenciaLeve) then (fatSup is
presente).
- Flujo plastico por flexion:
1. If (eM is Ausente) and (dPd is ausente) then (fPf is ausente).
2. If (eM is Evidente) and (dPd is Evidente) then (fPf is presente) .
- Flujo plastico por torsion:
1. If (eM is Ausente) and (dPr is ausente) then (fPt is ausente).
2. If (eM is Evidente) and (dPr is Evidente) then (fPt is presente).
- Pandeo de lamina flexion:
1. If (ePd is Ausente) and (pCe is ausente) then (pLf is ausente).
2. If (ePd is Evidente) and (pCe is Evidente) then (pLf is presente).
- Pandeo de lamina torsion:
1. If (ePd is Ausente) and (pCa is ausente) then (pLt is ausente).
2. If (ePd is Evidente) and (pCa is Evidente) then (pLt is presente).
- Dano en estrıas o cuneros:
1. If (eC is Evidente) then (dEc is presente).
- Corrosion uniforme:
1. If (pMsc is Evidente) and (pR is Evidente) and (dSh is evidente) then (cU is presente).
- Corrosion por picadura:
1. If (pMsc is Evidente) and (pR is Evidente) and (dSc is evidente) then (cP is presente).
Page 114
D. Anexo: Metodologıa usada para
realizar los calculos de validacion
En total se tienen 4 modulos (fractura, desgaste, corrosion y flujo plastico) por cada motor
de inferencia, para un total de doce modulos.
Los calculos y la metodologıa que se presentan a continuacion, corresponden solo al modulo
de fractura del sistema clasico que se utilizo como ejemplo, este mismo procedimiento se
aplico a los otros 11 modulos para obtener los resultados que se utilizaron en el capitulo de
analisis de resultados.
En la Tabla D-1 se muestra la tabla de contingencia que se obtuvo para el modulo de frac-
tura del sistema clasico, esta tabla fue obtenida con base en los resultados de fractura para
el sistema clasico comparado con la respuesta del experto estandard tal como se muestra en
la Tabla 5-5.
Tabla D-1.: Tabla de contingencia analisis de fractura sistema de inferencia clasica
Sistema Experto Clasico
fff fft fFatf dT fcef fcff Ninguno Total
Exp
erto
Est
andar
fff 1 0 0 0 0 0 2 3
fft 0 1 0 0 0 0 3 4
fFatf 1 0 3 0 0 0 1 5
dT 0 0 0 0 1 0 1 2
fcef 0 0 0 0 1 0 0 1
fcff 0 0 0 0 0 0 1 1
Ninguno 0 0 0 0 0 0 0 0
Total 2 1 3 0 2 0 8
Utilizando la tabla de contingencia D-1 se hallan las frecuencias relativas de acuerdo a las
respuestas del sistema, ası se obtiene la Tabla D-2.
Page 115
91
Tabla D-2.: Frecuencias relativas analisis de fractura inferencia clasica
Sistema Experto Clasico
fff fft fFatf dT fcef fcff none Total
Exp
erto
Est
andar
fff 0,0625 0 0 0 0 0 0,125 0,1875
fft 0 0,0625 0 0 0 0 0,188 0,25
fFatf 0,0625 0 0,1875 0 0 0 0,063 0,3125
dT 0 0 0 0 0,0625 0 0,063 0,125
fcef 0 0 0 0 0,0625 0 0 0,0625
fcff 0 0 0 0 0 0 0,063 0,0625
none 0 0 0 0 0 0 0 0
Total 0,125 0,0625 0,1875 0 0,125 0 0,5
Con base en las tablas y en la Eecuacion 3-10, se halla el ındice de acuerdo de medidas de
pares, sumando la diagonal de la tabla de frecuencia relativas, el cual para el modulo de
fractura en el sistema de inferencia clasico se calculo como se muestra en la Ecuacion D-1.
Indice de acuerdo = 0,375 (D-1)
El indice kappa (κ) se calcula utilizando la ecuacion 3-11, en donde po = 0,375 y pc = 0,105,
obteniendo κ en medidas de pares mostrado en la Ecuacion D-2.
κ =0,375− 0,10546875
1− 0,10546875= 0,301 (D-2)
Como se menciono en el marco teorico, kappa ponderado (κw) penaliza las no concordancias
entre el sistema experto de prueba y el experto estandar, para los modulos de fractura se
utilizo la matriz de pesos mostrada en la Tabla D-3, en la tabla se usaron las siguientes
abreviaciones:
-fff: Fractura Fragil Flexion.
-fft: Fractura Fragil Torsion.
-dT: Fractura Ductil Torsion.
-fFatf: Fractura Fatiga Flexion.
-fcef: Fractura Corrosion Esfuerzo flexion.
-fcff: Fractura Corrosion Fatiga flexion.
Page 116
92 D Anexo: Metodologıa usada para realizar los calculos de validacion
Tabla D-3.: Matrız de pesos usada en los modulos de fractura
Sistema Experto
fff fft fFatf dT fcef fcff Ninguno
Exp
erto
Est
andar
fff 0 2 2 2 2 2 4
fft 2 0 2 2 2 2 4
fFatf 2 4 0 4 4 4 4
dT 4 4 4 0 4 4 4
fcef 4 4 4 4 0 2 4
fcff 4 4 4 4 2 0 4
Ninguno 4 4 4 4 4 4 0
En la Tabla D-4 se muestra la matriz de pesos que fue usada para los modulos de desgaste,
en la tabla se usaron las siguientes abreviaciones:
-fatSup: Fatiga Superficial.
-dAb: Desgaste Abrasivo.
-dAd: Desgaste Adhesivo.
-lud: Ludimiento o Fretting.
Tabla D-4.: Matrız de pesos usada en los modulos de desgaste para los tres sistemas
Sistema Experto
fatSup dAb dAd lud none
Experto Estandar
fatSup 0 2 2 2 2
dAb 2 0 2 2 2
dAd 2 4 0 4 2
lud 2 2 2 0 2
none 4 4 4 4 0
En la Tabla D-5 se muestra la matriz de pesos que fue usada para los modulos de corrosion,
en la tabla se usaron las siguientes abreviaciones:
-cU: Corrosion uniforme.
-cP: Corrosion por picadura.
En la Tabla D-6 se presenta la matriz de pesos que se utilizo para los modulos de flujo
plastico, en donse se usaron las siguientes abreviaciones:
-fpt: Flujo plastico torsion.
-fpf: Flujo plastico flexion.
Page 117
93
Tabla D-5.: Matrız de pesos usada en los modulos de corrosion para los tres sistemas
Sistema Experto
cP Cu
Experto EstandarcP 0 2
cU 2 0
-plf: Pandeo de lamina flexion.
-plt: Pandeo de lamina torsion.
-de: Dano en estrıas o cuneros.
Tabla D-6.: Matrız de pesos usada en los modulos de flujo plastico para los tres sistemas
Sistema Experto
fpt fpf plf plt de none
Experto Estandar
fpt 0 2 2 2 2 2
fpf 2 0 2 2 2 2
plf 2 2 0 2 2 2
plt 2 2 2 0 2 2
de 2 2 2 2 0 2
none 2 2 2 2 2 0
Con base en la Ecuacion 3-16 se calculan los valores como se muestra en las Ecuaciones D-3
y D-4 utilizando la tabla de pesos D-3.
k∑i=1,j=1
vijpoij = (0 ∗ 0,0625) + (2 ∗ 0) + (2 ∗ 0) + (2 ∗ 0)
+ (2 ∗ 0) + (2 ∗ 0) + (4 ∗ 0,125) + . . .+ (0 ∗ 0) = 2,375 (D-3)
k∑i=1,j=1
vijpcij = (0 ∗ 0,0234) + (2 ∗ 0,011) + (2 ∗ 0,003)
+ (4 ∗ 0) + . . .+ (0 ∗ 0) = 2,808 (D-4)
Reemplazando los valores de las Ecuaciones D-3 y D-4 en la Ecuacion 3-16 se encuentra
kappa ponderada κw para el sistema de inferencia clasico, modulo de fractura es κw = 0,1544.
Page 118
94 D Anexo: Metodologıa usada para realizar los calculos de validacion
Para el calculo de los ratios de acuerdo se llenan las matrices para cada modo de falla, del
sistema de inferencia clasica para fractura de acuerdo a lo que sugiere la tabla para calculo
de ratios de acuerdo (ver Tabla 3-1), obteniendo los datos para fractura fragil flexion (ver
Tabla D-7), fractura fragil torsion (ver Tabla D-8), fractura fatiga flexion (ver Tabla D-9),
fractura ductil torsion (ver Tabla D-10), fractura corrosion esfuerzo flexion (ver Tabla D-
11),fractura corrosion fatiga flexion (ver Tabla D-12).
Tabla D-7.: Tabla de contingencia para calculo de ratios de acuerdo fractura fragil flexion
inferencia clasica
Experto Estandar
fff ¬ fff total
Inferencia Clasicafff 1 1 2
¬ fff 2 12 14
total 3 13
Tabla D-8.: Tabla de contingencia para calculo de ratios de acuerdo fractura fragil torsion
inferencia clasica
Experto Estandar
fft ¬ fft total
Inferencia Clasicafft 1 0 1
¬ fft 3 12 15
total 4 12
Tabla D-9.: Tabla de contingencia para calculo de ratios de acuerdo fractura fatiga flexion
inferencia clasica
Experto Estandar
fFatf ¬ fFatf total
Inferencia ClasicafFatf 3 0 3
¬ fFatf 2 11 13
total 5 11
Page 119
95
Tabla D-10.: Tabla de contingencia para calculo de ratios de acuerdo fractura ductil torsion
inferencia clasica
Experto Estandar
dT ¬ dT total
Inferencia ClasicadT 0 0 0
¬ dT 2 14 16
total 2 14
Tabla D-11.: Tabla de contingencia para calculo de ratios de acuerdo fractura corrosion
esfuerzo flexion inferencia clasica
Experto Estandar
fcef ¬ fcef total
Inferencia Clasicafcef 1 1 2
¬ fcef 0 14 14
total 1 15
Tabla D-12.: Tabla de contingencia para calculo de ratios de acuerdo fractura corrosion
fatiga flexion inferencia clasica
Experto Estandar
fcff ¬ fcff total
Inferencia Clasicafcff 0 0 0
¬ fcff 1 15 16
total 1 15
Con los valores consignados en cada tabla y con base en las ecuaciones para ratios de acuerdo
presentadas en la seccion 3.6, se obtiene la tabla resumen D-13 para el modulo de fractura
utilizando inferencia clasica, teniendo en cuenta la siguiente nomencaltura:
- iA: (indice de acuerdo).
- S:(sensibilidad).
- fn: (falsos negativos).
- E: (especificidad).
- fp: (falsos positivos).
- p+: (predictivo positivo).
- p-: (predictivo negativo).
Page 120
96 D Anexo: Metodologıa usada para realizar los calculos de validacion
- ROC: Calculo (Receiver Operating Characteristic).
Tabla D-13.: Resultados ratios de acuerdo para el motor de inferencia clasico en analisis de
falla por fractura para ejes
iA S fn E fp p+ p- ROC
fff 0,8125 0,3333 0,6666 0,9230 0,0769 0,5 0,8571 0,6282
fft 0,8125 0,25 0,75 1 0 1 0,8 0,625
fFatf 0,875 0,6 0,4 1 0 1 0,84615385 0,8
dT 0,875 0 1 1 0 0 0,875 0,5
fcef 0,9375 1 0 0,9333 0,06666 0,5 1 0,9666
fcff 0,9375 0 1 1 0 0 0,9375 0,5
TOTAL 0,875 0,3638 0,6361 0,9760 0,0239 0,5 0,8859 0,6699
Se hace enfasis en que el proceso que se describio en este anexo, fue aplicado de la misma
forma para todos los modulos del proyecto y para cada motor de inferencia tal como se lista
a continuacion:
1. Modulo de fractura para ejes:
- Respuesta Inferencia clasica (ejemplo que se desarrollo en el presente anexo).
- Respuesta Inferencia difusa.
- Respuesta Inferencia bayesiana.
2. Modulo de desgaste para ejes:
- Respuesta Inferencia clasica.
- Respuesta Inferencia difusa.
- Respuesta Inferencia bayesiana.
3. Modulo de flujo plastico para ejes:
- Respuesta Inferencia clasica.
- Respuesta Inferencia difusa.
- Respuesta Inferencia bayesiana.
4. Modulo de corrosion para ejes:
- Respuesta Inferencia clasica.
- Respuesta Inferencia difusa.
- Respuesta Inferencia bayesiana.
Al finalizar estos calculos se obtuvieron las tablas de consolidado (ver tablas 6-1, 6-2, 6-3),
presentadas en el capitulo de analisis de resultados para cada uno de los motores de infe-
rencia, que fueron utilizados para la comparacion y evaluacion de desempeno de cada sistema.
Page 121
E. Anexo: Diagramas FTA (Fault Tree
Analysis) para modos de falla en ejes,
engranajes, rodamientos, cojinetes y
tuberias de caldera
Los presentes diagramas fueron hallados a partir del esquema general de fallas para elementos
de maquina del anexo B.
Figura E-1.: FTA fractura fragil flexion en ejes
Page 122
98E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-2.: FTA fractura fragil torsion en ejes
Figura E-3.: FTA fractura ductil torsion en ejes
Page 123
99
Figura E-4.: FTA fractura fatiga flexion en ejes
Figura E-5.: FTA fractura fatiga torsion en ejes
Page 124
100E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-6.: FTA fractura por fatiga a torsion en eje estriado
Figura E-7.: FTA fractura corrosion fatiga flexion en ejes
Page 125
101
Figura E-8.: FTA fractura corrosion fatiga torsion en ejes
Figura E-9.: FTA fractura corrosion esfuerzo flexion en ejes
Page 126
102E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-10.: FTA fractura corrosion esfuerzo torsion en ejes
Figura E-11.: FTA Desgaste abrasivo en ejes
Page 127
103
Figura E-12.: FTA Desgaste adhesivo en ejes
Figura E-13.: FTA Ludimiento o fretting en ejes
Page 128
104E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-14.: FTA Fatiga superficial en ejes
Figura E-15.: FTA Flujo plastico flexion en ejes
Page 129
105
Figura E-16.: FTA Flujo plastico torsion en ejes
Figura E-17.: FTA Pandeo de lamina flexion en ejes
Page 130
106E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-18.: FTA Pandeo de lamina torsion en ejes
Page 131
107
Figura E-19.: FTA Dano en cuneros en ejes
Page 132
108E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-20.: FTA Corrosion uniforme en ejes
Figura E-21.: FTA Corrosion por picadura en ejes
Page 133
109
Figura E-22.: FTA Desgaste abrasivo en engranajes
Figura E-23.: FTA Corrosion en engranajes
Page 134
110E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-24.: FTA Fatiga superficial (picado) en engranajes
Figura E-25.: FTA Macro picado en engranajes
Page 135
111
Figura E-26.: FTA Arrugamiento en engranajes
Figura E-27.: FTA Acanalamiento en engranajes
Page 136
112E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-28.: FTA Indentacion en engranajes
Figura E-29.: FTA Aplastamiento en engranajes
Page 137
113
Figura E-30.: FTA Concentracion en engranajes
Figura E-31.: FTA Interferencia en engranajes
Page 138
114E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-32.: FTA Fractura ductil en engranajes
Figura E-33.: FTA Fractura fragil en engranajes
Page 139
115
Figura E-34.: FTA Fatiga en engranajes
Figura E-35.: FTA Grieta en cara en engranajes
Page 140
116E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-36.: FTA Grieta en alma en engranajes
Page 141
117
Figura E-37.: FTA Grieta en base de dientes en engranajes
Page 142
118E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-38.: FTA Grieta en concentradores en engranajes
Figura E-39.: FTA Fatiga superficial picado en rodamientos
Page 143
119
Figura E-40.: FTA Fatiga superficial micropicado en rodamientos
Figura E-41.: FTA Fatiga superficial macropicado en rodamientos
Page 144
120E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-42.: FTA Descarga electrica en rodamientos
Figura E-43.: FTA Desgaste Abrasivo en rodamientos
Page 145
121
Figura E-44.: FTA Desgaste adhesivo en rodamientos
Figura E-45.: FTA Corrosion en rodamientos
Page 146
122E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-46.: FTA Sobre carga e indentacion en rodamientos
Figura E-47.: FTA Fractura en rodamientos
Page 147
123
Figura E-48.: FTA Ludimiento en rodamientos
Figura E-49.: FTA Desgaste abrasivo en cojinetes
Page 148
124E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-50.: FTA Desgaste adhesivo en cojinetes
Figura E-51.: FTA Cavitacion en cojinetes
Page 149
125
Figura E-52.: FTA Descarga electrica en cojinetes
Figura E-53.: FTA Fatiga en cojinetes
Page 150
126E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-54.: FTA Depositos en cojinetes
Page 151
127
Figura E-55.: FTA Corrosion en cojinetes
Page 152
128E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-56.: FTA Ludimiento en cojinetes
Figura E-57.: FTA Flujo plastico en cojinetes
Page 153
129
Figura E-58.: FTA Fractura en cojinetes
Figura E-59.: FTA Corrosion intergranular en lado de aguas en tuberias de caldera
Page 154
130E Anexo: Diagramas FTA (Fault Tree Analysis) para modos de falla en ejes, engranajes,
rodamientos, cojinetes y tuberias de caldera
Figura E-60.: FTA Corrosion acelerada en lado de gases en tuberias de caldera
Figura E-61.: FTA Corrosion acelerada en lado de gases en tuberias de caldera
Page 155
Bibliografıa
[1] V. Jacobo et al. “SEAFEM: A computational tool for the determination of failure causes
in metallic mechanical components”,pp. 261-280, 2007.
[2] ESPEJO, Edgar y HERNANDEZ,Hector. “Mecanica de fractura y analisis de fa-
lla”,Coleccion de Sede Universidad Nacional de Colombia,Bogota, 2002.
[3] CHEN,Yuchuan; et al. “Constructing a nutrition diagnosis expert system”, Expert Sys-
tems with Applications journal, No.39,2012.
[4] KARAGIANNIS, St; et al. “Design of expert system for search allergy and selection of
the skin test using clips”, World Academy of science,Engineering and Technology, 7,
2007.
[5] ABU NASER, Samy; ZAITER, Abu. “An expert system for diagnosing eye diseases
using clips”, Journal of Theorical and Applied Information Technology, 2008.
[6] AL TAANI,Ahmad T. . “An Expert System for Car Failure Diagnosis”, World Academy
of Science, Engineering and Technology,Number 12, 2007.
[7] VAZQUEZ, Laura y otros. “Expert system dedicated to the detection of failures on
cooling equipment”, 15TH International convention and fair Informatica 2013,Havana
,2013.
[8] BRAVO, Marta y otros. “Reglas que permiten explotar el conocimiento de los esque-
mas de reles para la localizacion de la seccion en fallo”, Revista cientıfica ingenierıa
energetica, Vol. XXVII, No. 2-3, 2006.
[9] MERRIT, Dennis; Sodetz,Frank y otros. “Army Medical Knowlege Engineering System
(AMKES) - A Three-Tier Knowledge Harvesting Environment”, Practical Applications
of Java Conference Proceedings, 1999.
[10] AHMAD A.; et al. “Rule-Based Expert System for Diagnosis and Symptom of Neu-
rological Disorders Neurologist Expert System (NES)”,the International Conference on
Communications & Information Technology,2012.
[11] CALDERON, John; ZAPATA, German; OVALLE, Demetrio. “Fuzzy Neural Algo-
rithm for Faults Detection and Classification in Electric Transmission Lines Using AN-
FIS”,Revista Avances en Sistemas e Informatica, Vol. 4 No. 1,2007.
Page 156
132 Bibliografıa
[12] AZADEH, A.; et al. “A fuzzy inference system for pump failure diagnosis to improve
maintenance process: The case of a petrochemical industry”,Expert Systems with Appli-
cations journal, No. 37 , 2010.
[13] MENTES,Ayhan; et al.. “An application of fuzzy fault tree analysis for spread mooring
systems”,Ocean Engineering journal, No. 38, 2011.
[14] CASTILLO, Oscar; MELIN, Patricia; et al.. “Hybrid intelligent system for cardiac
arrhythmia classification with Fuzzy K-Nearest Neighbors and neural networks combi-
ned with a fuzzy system”,Expert Systems with Applications Jounal, 2012.
[15] PAL, Debabrata; MANDANA, K.M.; et al.. “Fuzzy expert system approach for coronary
artery disease screening using clinical parameters”,Knowledge-Based Systems Jounal,
2012.
[16] YUCEL,Gulcin ; et al.. “A fuzzy risk assessment model for hospital information system
implementation”,Expert Systems with Applications journal, No.39,2011.
[17] KATIPAPULA,Srinivas; Brambley, Michael. “Methods for Fault Detection, Diagnostics,
and Prognostics for Building Systems a Review”,HVAC&R Research, volume 11, number
1, 2005.
[18] ANGULO,Cecilio; et al. “Fuzzy expert system for the detection of episodes of poor wa-
ter quality through continuous measurement”,Expert Systems with Applications journal,
No.39,2012.
[19] LIU,Hu-Chen; et al.. “Fuzzy Failure Mode and Effects Analysis Using Fuzzy Evidential
Reasoning and Belief Rule-Based Methodology”,IEEE Transactions on reliability , vol.
62, No. 1, 2013.
[20] WIEGERINK,Wim; KAPPEN,Bert; BURGERS,Willem . “Bayesian Networks for Ex-
pert Systems, Theory and Practical Applications”, Interactive Collaborative Informa-
tion Systems Studies in Computational Intelligence,ISBN 10.1007/978-3-642-11688-9-20,
2010.
[21] ABAD-GRAU, Marıa M.; IERACHE, Jorge; CERVINO, Claudio. “Modelado de siste-
ma experto para triaje en servicios de urgencias medicas”, XIII Congreso Argentino de
Ciencias de la Computacion , 2007.
[22] FAVARETTO, Paola. “Mathworks, file exchange: Modeling Lung
Cancer Diagnosis Using Bayesian Network Inference”, en lınea:
http://www.mathworks.com/matlabcentral/fileexchange/17862-modeling-lung-cancer-
diagnosis-using-bayesian-network-inference , 2007.
Page 157
Bibliografıa 133
[23] ONISKO, Agnieszka; LUCAS, Peter; DRUZDZEL, Marek. “Comparison of Rule-Based
and Bayesian Network Approaches in Medical Diagnostic Systems”,VIII Conference on
Artificial Intelligence in medicine AIME , 2001.
[24] LIAN,Pan; NING, Ning; et al.. “Fault diagnosis of the blast furnace based on the Baye-
sian network model”,2010 International Conference on Electrical and Control Enginee-
ring, 2010.
[25] XU, Bin Gang. “Intelligent fault inference for rotating flexible rotors using Bayesian
belief network”,Expert Systems with Applications , No.39, 2012.
[26] WEBER,P; et al. “Overview on Bayesian networks applications for dependability, risk
analysis and maintenance areas”,Engineering Applications of Artificial Intelligence jour-
nal, 2010.
[27] NEIL, Martin; MARQUEZ, David. “Availability modelling of repairable systems using
Bayesian networks”,Engineering Applications of Artificial Intelligence journal, 2010.
[28] WUA,Wei ; et al. “A knowledge-based reasoning model using causal table for identifying
corrosion failure mechanisms in refining and petrochemical plants”,Engineering Failure
Analysis journal, No.25 ,2012.
[29] SPIEGELHALTER, David; DAWID, Philip,et al.. “Bayesian analysis in expert sys-
tems”,statistical science, Volume 8, Issue 3, pp- 219-247, 1993.
[30] TORRES, Leandro. “Mantenimiento: su implementacion y gestion”,Universitas publi-
caciones,segunda edicion,ISBN: 987-9406-81-8, 2005.
[31] T, Warren Liao; Z-H, Zhan; C.R. Mount. “An integrated database and expert system
for failure mechanism identification: Part I and II”,Engineering failure analysis journal,
1999.
[32] ASM Handbook Committee. “Failure Analysis and Prevention”, vol. 11, ASM Hand-
book, p. 686, 2002.
[33] BENBOW, Donald; BROOME, Hugh. “The certified reliability engineer handbook”,
ASQ quality press,ISBN: 978-0-87389-721-1,pg.101, 2009.
[34] ASM Handbook Committee. “Fractography”, vol. 12, ASM Handbook, p. 9, 1998.
[35] MARTINEZ, Juan Carlos. “Caracterizacion de la tenacidad de fractura bajo la nor-
ma ASTM E 399-08 en Aceros AISI-SAE 5160H utilizado en fabricacion de ballestas”,
Tesis Maestrıa Materiales y Procesos, Facultad de Ingenierıa Universidad Nacional de
Colombia,Bogota, 2011.
Page 158
134 Bibliografıa
[36] ESPEJO, Edgar; MARTINEZ, Juan Carlos. “Tipos de fractura en elementos mecanicos
(Fractografıa) Poster grupo de investigacion AFIS”, Facultad de Ingenierıa Universidad
Nacional de Colombia,Bogota, 2011.
[37] ESPEJO, Edgar. “Tipos de superficies desgastadas de elementos metalicos (desgasto-
grafıa) Poster grupo de investigacion AFIS”, Facultad de Ingenierıa Universidad Nacio-
nal de Colombia,Bogota, 2011.
[38] MCGARRY, Dennis. “General Procedures for Failure Analysis”, ASM Internatio-
nal,2002.
[39] ASM International Handbook Committee. “Friction, Lubrication and wear techno-
logy”,Vol. 18,ASM International, p. 449, 1992.
[40] ESPEJO, Edgar. “Analisis de fallas, notas de clase”,Departamento de Ingenierıa
Mecanica y Mecatronica, Universidad Nacional de Colombia sede Bogota,2012.
[41] E. de la Guerra; E. Chacon; et al.. “Calculo de la resistencia a la fatiga superficial en
superficies con lubricacion elastohidrodinamica mediante el criterio de Dang Van”,VIII
Congreso Nacional de ingenierıa Mecanica, Asociacion Espanola de Ingenierıa Mecanica,
2010.
[42] ROBERGE, Pierre. “Handbook of corrosion engineering”,McGraw Hill,ISBN 0-07-
076516-2, 2000.
[43] ESPEJO, Edgar. “Analisis de superficies corroidas en metales Poster grupo de investi-
gacion AFIS”,Facultad de Ingenierıa Universidad Nacional de Colombia,Bogota, 2011.
[44] CASTILLO, Enrique; GUTIERREZ, Jose; HADI, Ali. “Sistemas expertos y modelos de
redes probabilısticas”,Facultad de Ingenierıa Universidad de Cantabria,1997.
[45] CORDON, Oscar; HERRERA, Francisco; HOFFMANN, Frank; MAGDALENA,Luis.
“Genetic Fuzzy Systems,Evolutionary tunning and learning of fuzzy knowledge bases”,
Advances in Fuzzy Systems: Applications and Theory Vol. 19, World Scientific Publis-
hing,2001.
[46] AZNAR,Fidel. “Apuntes de sistemas expertos curso 2004/2005”,Departamento de
Ciencia de la Computacion e Inteligencia Artificial, Universidad de Alicante,2004.
[47] D’NEGRI, Carlos; DE VITO, Eduardo. “Introduccion al razonamiento aproximado:
logica difusa”,Revista Argentina de Medicına respiratoria, No. 4, 126-136, 2004.
[48] SILER, William; BUCKLEY, James. “Fuzzy Expert systems and fuzzy reasoning”,John
Wiley & Sons, 2005.
Page 159
Bibliografıa 135
[49] RIVERA, Israel; PEREZ, Patricia; PIMENTEL, Jesus. “Knowledge base for Monitoring
of the Blood Parameters”,Research journal on Computer science and computer enginee-
ring with applications No. 37, 2008.
[50] Apunts D’Intelligencia Artificial. “Enginyeria en Informatica”,Departament de Llen-
guatges i Sistemes Informatics,Universitat Politecnica de Catalunya, curs 2012/2013.
[51] MURPHY Kevin. “The Bayes Net Toolbox for Matlab”,Computing Science and Statis-
tics, Volume 33, Frontiers of Data Mining and Bioinformatics, 2001.
[52] NAIM, Patrick; et al. “Reseaux Bayesiens ”,Eyrolles Ed., troisieme edition, 2011.
[53] H. F. Abd-Elhamid y otros. “Development of an Expert System for Maintenance and
Repair of Masonry Barrages”,Intelligent Computing in Engineering, ICE08, 2008.
[54] GIARRATANO,Joseph y RILEY, Gary. “Expert Systems: Principles and Program-
ming”,Third Edition ed., PWS Publishing Company, 1998.
[55] KHANDANI, Seyyed. “Engineering design process”, Industry Initiatives for Science and
Math Education-solectron, 2005.
[56] ESPEJO, Edgar; MARTINEZ, Juan Carlos. “Modos de falla comunes en ejes Poster
grupo de investigacion AFIS”, Facultad de Ingenierıa Universidad Nacional de Colom-
bia,Bogota, 2011.
[57] ESPEJO, Edgar; GARCIA, Jim. “Modos de falla comunes en rodamientos Poster gru-
po de investigacion AFIS”, Facultad de Ingenierıa Universidad Nacional de Colom-
bia,Bogota, 2013.
[58] ESPEJO, Edgar; MARTINEZ, Juan Carlos. “Modos de falla comunes en engranajes
Poster grupo de investigacion AFIS”, Facultad de Ingenierıa Universidad Nacional de
Colombia,Bogota, 2013.
[59] ESPEJO, Edgar; GARZOn, Manlio. “Modos de falla comunes en cojinetes Poster gru-
po de investigacion AFIS”, Facultad de Ingenierıa Universidad Nacional de Colom-
bia,Bogota, 2013.
[60] ESPEJO, Edgar; MARTINEZ, Juan Carlos. “Modos de falla comunes en tuberıas y
cuerpos de caldera Poster grupo de investigacion AFIS”, Facultad de Ingenierıa Univer-
sidad Nacional de Colombia,Bogota, 2011.
[61] ZADEH, Lotfi A.. “Fuzzy Logic Toolbox for use with MATLAB User Guide version
2”,MathWorks Inc. COPYRIGHT 2002.
Page 160
136 Bibliografıa
[62] RIVERO, Adolfo. “Estudio Comparativo sobre los Modelos Difusos de Mandani y de
Sugeno”,Tesis para optar el titulo de licenciado en matematicas, Universidad Centrooc-
cidental ”Lisandro Alvarado”,2010.
[63] KORB, Kevin; NICHOLSON, Ann. “Bayesian Artificial Intelligence”,Chapman & Ha-
ll/CRC Press LLC,ISBN 1-58488-387-1, 2004.
[64] RUSELL, Stuart; NORVIG, peter. “Artificial intelligence a Modern Aproach”, Prentice
Hall, 2010.
[65] COWELL,Robert; DAWID,Philip; LAURITZEN ,Steffen; SPIEGELHALTER,David.
“Probabilistic Networks and Expert Systems: Exact Computational Methods for Bayesian
Networks”, Springer Books,ISBN 978-0-387-71823-1,cap. 14, 2007.
[66] SHIGUIHARA, Pedro; VALVERDE, Jorge. “SEDFE: Un Sistema Experto para el
Diagnostico Fitosanitario del Esparrago usando Redes Bayesianas”, VII Jornada Pe-
ruana de Computacion - 2008.
[67] NABENDE, Peter. “An expert system for diagnosing heavy duty diesel engine faults”,
Master thesis, Department of computer science, Makerere university, 2006.
[68] NEGNEVITSKY, Michael. “Artificial intelligence: A guide to intelligent systems”, Ad-
dison Wesley, Person education ,II ed, 2005.
[69] MERRITT, Dennis. “Building Expert Systems in Prolog”, Amzi! inc., On-line edi-
tion,2001.
[70] PALMA, Jose; MARIN, Roque. “Inteligencia Artificial: Metodos, tecnicas y aplicacio-
nes”, Universidad de Murcia, Mc Graw Hill ,II ed, 2008.
[71] RODRıGUEZ, Julıan. “Analisis de relevancia de descriptores de forma para el reco-
nocimiento de gestos faciales en imagenes 3D”, Tesis de maestria en automatizacion
industrial, Universidad Nacional de Colombia, sede Bogota, 2013.
[72] KELES,Ali ; et al. “Expert system based on neuro-fuzzy rules for diagnosis breast can-
cer”, Expert Systems with Applications journal, No. 38,2011.
[73] CIMA, Centro de Investigacion del Medio Ambiente. “Manuales No.6: Manual para la
elaboracion de encuestas: Diseno, ejecucion y tratamiento de los datos”, primera edi-
cion,2009.